Ссылка на родственную заявку
Настоящая заявка является частичным продолжением заявки на выдачу патента США №12/539,185, поданной 11.09.2009, в настоящее время находящейся на рассмотрении.
Область техники
Настоящее изобретение относится к изделиям в виде ленты, выполненным из мультифиламентных нитей из полиэтилена сверхвысокой молекулярной массы (ПЭСММ), а также относится к тканям, слоистым пластикам и ударопрочным материалам, которые могут быть выполнены из подобных изделий в виде ленты.
Уровень техники
Ударопрочные материалы и материалы, стойкие к пробиванию, находят применение во многих областях, таких как спортивный инвентарь, защитная одежда и, что наиболее важно, в индивидуальной бронезащите.
Известны различные армированные волокном конструкции, используемые в ударопрочных, пуленепробиваемых изделиях и изделиях, стойких к пробиванию, таких как шлемы, панели и бронежилеты. Эти изделия демонстрируют различную степень устойчивости к пробиванию от воздействия снарядов или ножей и имеют различную степень эффективности на единицу массы.
Например, показателем баллистической стойкости является энергия, отводимая от снаряда, на единицу поверхностной плотности цели. Это явление известно как удельное поглощение энергии, сокращенно «УПЭ» и имеет размерность Дж·м2/кг или Дж-м2/кг. Как известно, УПЭ волокнистой конструкции, как правило, увеличивается с увеличением прочности, модуля упругости при растяжении и энергии разрушения составляющих ее волокон. Тем не менее, могут сказываться другие факторы, такие как форма волокнистого армирования. В патенте США №4,623,574 представлено сравнение между баллистической эффективностью композита, выполненного с использованием ленточного армирования, в сравнении с баллистической эффективностью композита с использованием мультифиламентных нитей, оба выполнены из полиэтилена сверхвысокой молекулярной массы (ПЭСММ). Волокно характеризовалось удельной прочностью большей, чем у ленты: 30 граммов/денье (г/денье) (2,58 ГПа) в сравнении с 23,6 г/денье (2,03 ГПа). Тем не менее, УПЭ композита, выполненного с использованием ленты, было несколько выше, чем УПЭ композита, выполненного с использованием нитей. Таким образом, патент США №4,623,574 указывает, что композит, выполненный с использованием ленточного армирования, может быть более эффективным, чем мультифиламентные нити в производстве баллистически стойких композитов.
Один из примеров изготовления пленки из ПЭСММ, получаемой экструзией расплава с раздувом, предложен Такаши Накахара и др. в документе «Способ получения пленки из полиэтилена сверхвысокой молекулярной массы экструзией с раздувом», ANTEC 2005, 178-181 (2005). Пленка, полученная этим способом, была разрезана на узкие полосы и вытянута для получения высокопрочной ленты. Удельная прочность ленты, выполненной из вытянутой пленки, полученной экструзией с раздувом, составляла менее 20 г/денье (1,72 ГПа).
Патенты США №№5,091,133; 5,578,373; 6,951,685; 7,740,779 раскрывают полиэтиленовый порошок, спрессованный при высокой температуре для склеивания частиц в материал в виде непрерывной ленты, который затем дополнительно спрессовывают и вытягивают. Патент США №5,091,133 описывает волокно, изготовленное последним указанным способом, имеющее прочность при растяжении, составляющую 3,4 ГПа. Полиэтиленовые ленты, полученные таким способом, имеются в продаже под товарным знаком TENSYLON® производства компании BAE Systems. Самая высокая удельная прочность, о которой было доложено на веб-сайте TENSYLON®, составляет 19,5 г/денье (прочность при растяжении составляет 1,67 ГПа).
Пример, описывающий изготовление композита из ПЭСММ, выполненного из волокна Spectra®, предложен Ячином Коэном и др. в документе «Новый композит на основе полиэтилена сверхвысокой молекулярной массы». Composites Science and Technology, 57, 1149-1154 (1997). Волокна Spectra® при натяжении были обработаны растворителем для того, чтобы поверхность волокон разбухла и улучшилась адгезия между волокнами при формировании препрега. Нить препрега была затем намотана на пластину для получения однонаправленных слоев, которые затем были спрессованы и нагреты, а растворитель был удален, для получения композитного листового материала, содержащего волокно из ПЭСММ в рекристаллизованной матрице из ПЭСММ, сформированной из предварительно растворенных поверхностей волокна. Исследователи утверждают, что уникальные свойства ПЭСММ делают его подходящим кандидатом в качестве матричного материала для использования с волокнами ПЭСММ, однако по нескольким причинам это не было возможным до использования способа, основанного на растворении волокон: 1) разница температур плавления ориентированных волокон из ПЭСММ и неориентированной матрицы из ПЭСММ очень мала; 2) чрезвычайно высокая вязкость расплава ПЭСММ приводит к пренебрежимо малому для формирования композитных материалов потоку расплава в процессах формования; 3) относительно плохая адгезия необработанных волокон из ПЭСММ к матрице из ПЭСММ.
Патент США №5,135,804 описывает высокопрочную пластину, выполненную нагреванием и прессованием однонаправленно выровненных сформованных из геля полиэтиленовых волокон без использования обработки волокон растворителем или смолой перед прессованием. Образец пластины был выполнен путем намотки волокон вокруг 3-дюймовой квадратной металлической пластины, а затем прессованием полученного изделия в течение нескольких минут в нагретом прессе. Полученные горячим прессованием пластины из ПЭСММ были, по существу, беспористыми и практически прозрачными.
Патент США №5,628,946 описывает однородный полимерный монолит, выполненный из термопластичных полимерных волокон, которые сначала для обеспечения контакта друг с другом были спрессованы при повышенной температуре, требуемой для выборочного плавления частиц полимерных волокон, а затем спрессованы при втором высоком давлении при повышенной температуре для дополнительного уплотнения материала. Представлен образец монолитного листа размером 3×55×55 мм, выполненный из волокна Spectra®, в котором однонаправленно выровненные пучки волокон были спрессованы в форме при температуре 152°C в течение 10 минут при одном давлении и в течение 30 секунд при более высоком давлении. В патенте утверждается, что кривая ДСК спрессованного листа показывает приблизительно 35% «второй фазы», образованной посредством плавления исходного волокна.
Сущность изобретения
Настоящее изобретение в целом относится к изделиям в виде ленты, выполненным из мультифиламентных нитей из полиэтилена сверхвысокой молекулярной массы. Изделия в виде ленты согласно настоящему изобретению могут быть выполнены в ходе непрерывного процесса из высокоориентированных мультифиламентных нитей из ПЭСММ таким образом, что высокая прочность нити в значительной степени сохраняется в изделиях в виде ленты.
Согласно одному варианту осуществления представлено изделие в виде ленты, выполненное из мультифиламентных нитей из полиэтилена сверхвысокой молекулярной массы, причем изделие в виде ленты характеризуется средним соотношением сторон по поперечному сечению по меньшей мере приблизительно 10:1, соотношением площади под кривой, соответствующей низкой температуре (от 120°C до наступления Тпл), к общей площади под кривой (от 120°C до 165°C), составляющим менее приблизительно 0,15, что было измерено по результатам термограммы ДСК с повышением температуры от температуры 30°C до температуры 200°C при постоянной скорости 10°C в минуту. В некоторых примерах изделия в виде ленты могут также характеризоваться удельной прочностью по меньшей мере приблизительно 24 г/денье (2,07 ГПа) при измерении по стандарту ASTM D882-09 на 10 дюймовой (25,4 см) длине испытываемой части образца и при скорости растяжения 100%/мин. Кроме того, изделие в виде ленты не может характеризоваться длинным периодом менее 450 Ангстрем (Å) при измерении рентгеновским малоугловым анализом.
Краткое описание чертежей
В целях иллюстрации и описания были выбраны конкретные примеры, представленные на прилагаемых фигурах, образующих часть описания.
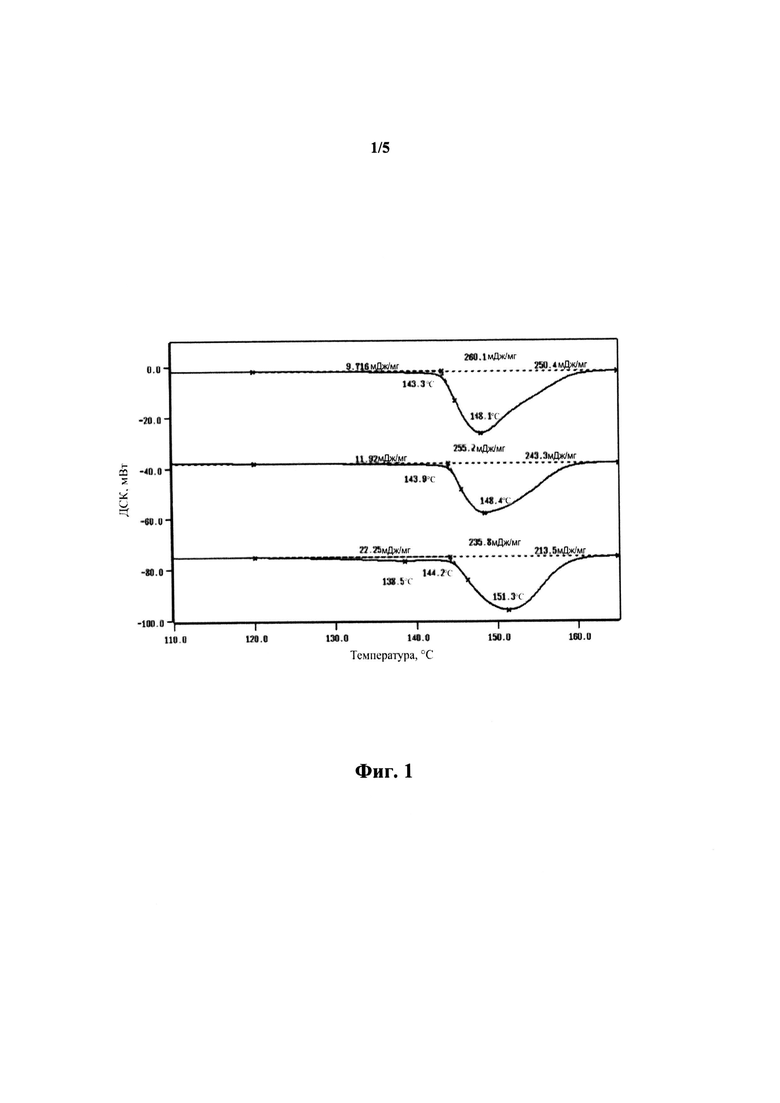
На фиг.1 представлены данные ДСК для трех образцов для испытания, выполненных из изделий в виде ленты согласно настоящему изобретению, при этом по оси Х показана температура (°C), по оси Y - ДСК (мВт), а рассчитываемая площадь указана в мДж/мг.
На фиг.2 представлены данные ДСК для сравнительного образца для испытаний, выполненного из имеющегося в продаже изделия в виде ленты, при этом по оси Х показана температура (°C), по оси Y - ДСК (мВт), а рассчитываемая площадь указана в мДж/мг.
На фиг.3 представлены кривые меридиональной интенсивности МУРР для сравнительного образца для испытаний, выполненного из имеющегося в продаже изделия в виде ленты.
На фиг.4 представлены кривые меридиональной интенсивности МУРР для образца для испытаний, выполненного из изделия в виде ленты согласно настоящему изобретению.
На фиг.5 представлена СЭМ-микрофотография поперечного сечения изделия в виде ленты согласно настоящему изобретению.
Подробное описание изобретения
Изделие в виде ленты определено как, по существу, плоское удлиненное изделие, характеризующееся длиной, большей его ширины, и предпочтительно характеризующееся длиной, существенно большей его ширины, по меньшей мере когда изделие в виде ленты произведено, хотя длина может быть существенно снижена, когда изделие в виде ленты разрезается для различных целей.
Изделия в виде ленты согласно настоящему изобретению могут быть дифференцированы от известных в настоящее время лент посредством их ширины. Например, известные ленты значительной длины описаны как имеющие до 6 мм в ширину. В противоположность этому, изделия в виде ленты согласно настоящему изобретению могут характеризоваться шириной, составляющей более приблизительно 10 мм, составляющей более приблизительно 100 мм или составляющей более приблизительно 1000 мм.
Высота или толщина изделия в виде ленты может составлять, например, менее приблизительно 0,5 мм, менее приблизительно 0,25 мм, менее приблизительно 0,1 мм или менее приблизительно 0,05 мм (2 мил). Высота может быть измерена в самой толстой области поперечного сечения изделия в виде ленты.
В некоторых примерах изделие в виде ленты может характеризоваться средним соотношением сторон по поперечному сечению, составляющим по меньшей мере приблизительно 10:1. Среднее соотношение сторон по поперечному сечению представляет собой соотношение наибольшего размера поперечного сечения и наименьшего размера поперечного сечения, которое является, как правило, соотношением ширины и высоты, усредненным по длине изделия в виде ленты. Например, среднее соотношение сторон по поперечному сечению может быть определено посредством усреднения соотношения сторон по поперечному сечению, определенного в по меньшей мере трех местах по длине изделия в виде ленты. В некоторых примерах изделие в виде ленты может характеризоваться соотношением сторон по поперечному сечению, составляющим по меньшей мере приблизительно 20:1, по меньшей мере приблизительно 50:1, по меньшей мере приблизительно 100:1, по меньшей мере приблизительно 250:1, по меньшей мере приблизительно 400:1 или по меньшей мере приблизительно 1000:1. В некоторых примерах изделие в виде ленты может характеризоваться постоянным соотношением сторон по поперечному сечению по его длине. В других примерах изделие в виде ленты может характеризоваться переменным соотношением сторон по поперечному сечению, которое меняется по его длине произвольно или с выбранной частотой.
Поперечное сечение изделия в виде ленты может быть любой подходящей формы, включая в качестве неограничивающих примеров прямоугольник, овал, многоугольник, неправильную форму или любую другую форму, удовлетворяющую характеристикам ширины, толщины и соотношения сторон по поперечному сечению, описанным выше. В одном примере изделие в виде ленты может характеризоваться поперечным сечением в виде прямоугольника или в целом, или, по существу, в виде прямоугольника с некоторым отклонением, которое допускается ограничениями точных или допускаемых размеров способа изготовления. В других примерах изделие в виде ленты может характеризоваться переменной формой поперечного сечения, которая меняется произвольно или с выбранной частотой по его длине. Кроме того, изделие в виде ленты может характеризоваться переменным уровнем уплотнения волокна по его длине, при этом уплотнение меняется произвольно или с выбранной частотой. Уплотнение волокна означает степень, до которой сплавлены волокна или нити из ПЭСММ.
Изделия в виде ленты согласно настоящему изобретению могут быть выполнены из волокон или нитей из ПЭСММ и предпочтительно выполнены из мультифиламентных нитей из ПЭСММ. Нить из ПЭСММ, выбранная в качестве исходного сырья для изготовления изделия в виде ленты, может быть получена любым подходящим способом. Например, выбранная нить из ПЭСММ может быть получена формованием из геля. Сформованные из геля нити из ПЭСММ имеются в продаже, например, производства компании Honeywell International под товарным знаком SPECTRA®, производства компаний DSM N.V. и Toyobo Co. Ltd. под товарным знаком DYNEEMA®, и производства других компаний. В качестве другого примера выбранная нить из ПЭСММ может быть получена формованием из расплава. Один такой способ формования из расплава описан в публикации США №20100178503, которая включена в настоящее описание посредством ссылки во всем ее объеме.
Нить из ПЭСММ, выбранная в качестве исходного сырья для получения изделий в виде ленты согласно настоящему изобретению, может характеризоваться характеристической вязкостью при измерении в декалине при температуре 135°C по стандарту ASTM D 1601-99, составляющей от приблизительно 7 дл/г до приблизительно 40 дл/г, от приблизительно 10 дл/г до приблизительно 40 дл/г, от приблизительно 12 дл/г до приблизительно 40 дл/г или от приблизительно 14 дл/г до 35 дл/г.
Нить из ПЭСММ, выбранная в качестве исходного сырья для изделия в виде ленты, может быть высокоориентированной. Высокориентированная нить из ПЭСММ определена как характеризующаяся функцией ориентации по оси с, составляющей по меньшей мере приблизительно 0,96, предпочтительно по меньшей мере приблизительно 0,97, более предпочтительно по меньшей мере приблизительно 0,98 и наиболее предпочтительно по меньшей мере приблизительно 0.99. Функция ориентации по оси с (fc) может быть измерена способом широкоугольной дифракции рентгеновских лучей, описанном в документе Корреале С.Т. и Мюрти, Journal of Applied Polymer Science, Vol. 101, 447-454 (2006) применительно к полиэтилену. Как описано в указанном документе, функция ориентации по оси с представляет собой описание степени ориентации направления молекулярной цепочки с направлением волокон и рассчитывается по формуле:
где θ - это угол между осью с кристаллов полиэтилена (направление молекулярной цепочки) и направлением волокон, а галочки показывают средние значения величины между ними.
Среднее значение косинуса угла между осью «c» кристалла и направлением волокон может быть измерено с помощью широко известного метода дифракции рентгеновских лучей. Полиэтиленовое волокно, в котором направление молекулярной цепочки идеально совпадает с осью волокна, будет характеризоваться fc=1.
Нить из ПЭСММ, выбранная в качестве исходного сырья для изделия в виде ленты, может характеризоваться удельной прочностью от приблизительно 15 г/денье (1,29 ГПа) до приблизительно 100 г/денье (8,62 ГПа), от приблизительно 25 г/денье (2,15 ГПа) до приблизительно 100 г/денье (8,62 ГПа), от приблизительно 30 г/денье (2,59 ГПа) до приблизительно 100 г/денье (8,62 ГПа), от приблизительно 35 г/денье (3,02 ГПа) до приблизительно 100 г/денье (8,62 ГПа), от приблизительно 40 г/денье (3,45 ГПа) до приблизительно 100 г/денье (8,62 ГПа), от приблизительно 45 г/денье (3,88 ГПа) до приблизительно 100 г/денье (8,62 ГПа).
Нить из ПЭСММ, выбранная в качестве исходного сырья для изделия в виде ленты, может быть некрученой или крученой. Предпочтительно выбранная нить из ПЭСММ имеет менее приблизительно 3 кручения на дюйм длины.
Выбранная нить из ПЭСММ дополнительно может быть подвергнута термической усадке способом, описанным в патенте США №4,819,458, который включен в настоящее описание посредством ссылки в объеме, который не противоречит настоящему документу.
Выбранная нить из ПЭСММ может состоять из несвязанных филаментных нитей или филаментные нити могут быть по меньшей мере частично соединены посредством сплавления или склейки. Сплавление филаментных нитей нити из ПЭСММ может быть выполнено любым подходящим способом, таким как, например, использование тепла и натяжения или путем нанесения растворителя или пластифицирующего материала перед воздействием тепла и натяжением, как описано в патентах США №№5,540,990, 5,749214 и 6,148,597, которые включены в настоящее описание посредством ссылки в объеме, который не противоречит настоящему документу.
Изделия в виде ленты согласно настоящему изобретению характеризуются улучшенными свойствами по сравнению с известными в настоящее время изделиями в виде ленты, о чем свидетельствуют различные характеристики. Например, при измерении по результатам термограммы ДСК при повышении температуры от температуры 30°C до температуры 200°C при постоянной скорости 10°C в минуту изделия в виде ленты предпочтительно характеризуются соотношением площади под кривой, соответствующей низкой температуре (от 120°C до наступления Тпл), к общей площади под кривой (от 120°C до 165°C) менее приблизительно 0,15 и более предпочтительно - менее приблизительно 0,05. Наступление Тпл может быть определено по линии, проведенной по касательной от максимума температуры к эндотерме плавления, и ее пересечению с построенной базовой линией в соответствии со стандартом ASTM F2625-10. Кроме того, изделия в виде ленты предпочтительно не характеризуются длинным периодом менее 450 Ангстрем (Å) при измерении рентгеновским малоугловым анализом. Способы, которые могут быть использованы для измерения указанных характеристик, приведены ниже. Указанные характеристики, по отдельности или в комбинации, могут быть использованы как показатель того, что изделие в виде ленты, выполненное из высокопрочных мультифиламентных нитей, характеризуется требуемым низким содержанием перекристаллизованного полиэтилена. Содержание перекристаллизованного полиэтилена, как правило, может быть результатом поверхностного плавления и последующей перекристаллизации полиэтиленовых волокон во время изготовления изделий в виде ленты. Неожиданной является возможность изготовления изделия в виде ленты из ПЭСММ с таким маленьким содержанием перекристаллизованного полиэтилена, особенно изделия в виде ленты из ПЭСММ, которые хорошо уплотнены и являются беспористыми или практически беспористыми, что является предпочтительным для изделий в виде ленты согласно настоящему изобретению. Поры существуют в изделиях в виде лент как отверстия в изделии в виде ленты и могут, как правило, возникать из-за расстояний между нитями или волокнами, используемыми при изготовлении ленты. Беспористое или практически беспористое изделие в виде ленты может характеризоваться полупрозрачным или прозрачным внешним видом, тогда как лента, которая характеризуется значительной долей пор, имеет тенденцию рассеивать свет, создавая тем самым непрозрачный внешний вид. В некоторых примерах согласно настоящему изобретению изделия в виде ленты могут быть полупрозрачными, что позволяет свету диффузно проходить через них. Согласно настоящему изобретению некоторые изделия в виде ленты могут быть даже прозрачными, обеспечивая таким образом оптически чистый внешний вид. На фиг.5 представлена СЭМ-микрофотография поперечного сечения изделия в виде ленты согласно настоящему изобретению. Исходные филаментные нити характеризовались высокой степенью уплотнения, в результате чего отсутствует наблюдаемое пространство между ними. Первоначальная форма поперечного сечения филаментных нитей была деформирована, в результате чего они плотно упакованы вместе без пустот. В отличие от предыдущих технологий, для заполнения пор между филаментыми нитями или для содействия в соединении филаментных нитей вместе не требуются смолы или добавки, и, поскольку филаментные нити находятся в близком контакте друг с другом, требуется очень маленькое содержание перекристаллизованного полиэтилена для соединения филаментных нитей вместе для изготовления изделия в виде ленты с достаточной механической целостностью. Без связи с какой-либо конкретной теорией считается, что снижение содержания перекристаллизовыванного полиэтилена позволяет улучшить сохранение прочности в изделии в виде ленты, выполненном из высокопрочных мультифиламентных нитей. В противоположность этому, известные в настоящее время изделия в виде ленты, выполненные из мультифиламентных нитей, характеризуются значительным содержанием перекристаллизованного полиэтилена в результате термической обработки или обработки растворителем, которые используются в производстве изделий в виде ленты.
Изделия в виде ленты согласно настоящему изобретению могут быть дифференцированы от известных в настоящее время изделий благодаря их размерам, в особенности их длине. Например, множество известных лент описаны как изготовленные в ходе дискретных или периодических процессов, таких как наматывание волокон вокруг металлической пластины и размещение их в нагретом прессе для изготовления уплотненных листов, пластин или панелей определенных размеров. В противоположность этому, изделия в виде ленты согласно настоящему изобретению могут быть изготовлены в ходе непрерывного процесса, который предусматривает для изделий в виде ленты выполнение их значительной длины. Например, изделия в виде ленты согласно настоящему изобретению могут характеризоваться длиной, составляющей более приблизительно 1 м, более приблизительно 5 м или более приблизительно 10 м. В некоторых примерах изделия в виде ленты согласно настоящему изобретению могут быть до или свыше 100 м в длину и могут быть намотаны на катушки для хранения.
Изделия в виде ленты согласно настоящему изобретению можно сравнить с использованием так называемых материалов «препрегов», широко используемых в композитной отрасли. Препреги часто изготавливаются путем покрытия непрерывных отрезков высокопрочных волокон смолой для образования предварительно пропитанного изделия в виде ленты, которое может быть свернуто и может храниться для дальнейшего использования. Количество используемой смолы, как правило, составляет приблизительно 10 или более мас.% изделия в виде ленты. Препрег затем может быть развернут и сформован в изделие, имеющее определенную форму, способом намотки филаментной нити, способом укладки ленты или другими способами. Согласно настоящему изобретению изделия в виде ленты могут быть использованы таким же образом, поскольку длинномерные изделия могут храниться для дальнейшего использования, и могут быть сформованы в простые или сложные формы с использованием известных способов композитной отрасли. Как и препреги, изделия в виде ленты согласно настоящему изобретению также могут быть сформованы в тканые структуры.
Хотя является возможным изготовление препрегов путем покрытия волокон из ПЭСММ смолой, это не самый желательный путь изготовления изделий в виде ленты, поскольку ПЭСММ демонстрирует низкую прочность сцепления с большинством смол, и в результате содержание смолы может уменьшить прочность композитной структуры, изготовленной с использованием таких препрегов. Используя изделия в виде ленты согласно настоящему изобретению, можно избежать потери прочности вследствие использования связующей смолы, поскольку такая смола не требуется. Изделия в виде ленты согласно настоящему изобретению предпочтительно не включают связующую смолу или не включают значительное количество связующей смолы, а также не включают значительное количество других добавок. Соответственно, изделия в виде ленты согласно настоящему изобретению могут характеризоваться содержанием ПЭСММ, составляющим близко к или приблизительно до 100 масс.% изделия в виде ленты. В некоторых примерах изделия в виде ленты согласно настоящему изобретению могут характеризоваться содержанием ПЭСММ, составляющим более приблизительно 95 масс.% изделия в виде ленты или более приблизительно 98 масс.% изделия в виде ленты. В некоторых примерах при изготовлении волокон, из которых могут быть выполнены изделия в виде ленты согласно настоящему изобретению, с ПЭСММ может быть использован сополимер. В указанных примерах согласно настоящему изобретению изделия в виде ленты могут характеризоваться содержанием волокон, составляющим более приблизительно 95 масс.% изделия в виде ленты или более приблизительно 98 масс.% изделия в виде ленты, и предпочтительно характеризуются содержанием ПЭСММ, составляющим более приблизительно 90 масс.% изделия в виде ленты.
Прочность изделий в виде ленты согласно настоящему изобретению может быть определена путем измерения удельной прочности изделия в виде ленты по стандарту ASTM D882-09 на 10 дюймовой (25,4 см) длине испытываемой части образца при скорости растяжения 100%/мин. В некоторых примерах изделия в виде ленты согласно настоящему изобретению могут характеризоваться удельной прочностью, составляющей менее приблизительно 24 г/денье (2,07 ГПа), приблизительно 24 г/денье (2,07 ГПа) или предпочтительно по меньшей мере приблизительно 24 г/денье (2,07 ГПа), включая в качестве неограничивающего примера по меньшей мере приблизительно 30 г/денье (2,58 ГПа) или по меньшей мере приблизительно 40 г/денье (3,45 ГПа).
Изделия в виде ленты согласно настоящему изобретению могут быть выполнены любым подходящим способом. Как правило, способ изготовления изделия в виде ленты согласно настоящему изобретению может начинаться с выбора по меньшей мере одной полиэтиленовой мультифиламентной нити. Полиэтиленовая мультифиламентная нить может характеризоваться удельной прочностью, составляющей от приблизительно 15 г/денье (1,29 ГПа) до приблизительно 100 г/денье (8,62 ГПа) при измерении по стандарту ASTM D882-09 на 10 дюймовой (25,4 см) длине испытываемой части образца при скорости растяжения 100%/мин. Предпочтительно полиэтиленовая мультифиламентная нить может также характеризоваться характеристической вязкостью (IV), составляющей при измерении в декалине при температуре 135°C по стандарту ASTM D 1601-99 от приблизительно 7 дл/г до 40 дл/г, и/или функцией ориентации оси c, составляющей по меньшей мере 0,96. Способ может предусматривать пропускание указанной нити через одну или несколько нагретых зон при температурах от приблизительно 100°C до приблизительно 160°C при натяжении и растягивание нагретой нити по меньшей мере один раз для поддержания или увеличения прочности нити. Способ может предусматривать помещение нагретой, растянутой нити под воздействие продольной силы натяжения и выполнение по меньшей мере одной операции поперечного сжатия нити для сглаживания, уплотнения и сжатия указанной нити при температуре от приблизительно 100°С до приблизительно 160°C, тем самым получая изделие в виде ленты, характеризующееся средним соотношением сторон по поперечному сечению, составляющим по меньшей мере приблизительно 10:1. В некоторых примерах после начального формирования изделие в виде ленты может быть дополнительно растянуто по меньшей мере один раз при температуре от приблизительно 130°C до приблизительно 160°C, что может увеличить прочность изделия в виде ленты. Далее изделие в виде ленты может быть охлаждено под воздействием продольной силы натяжения до температуры менее приблизительно 70°C. Наконец, готовое изделие в виде ленты может быть намотано на паковку, например, катушку, для хранения или может быть передано в другой процесс для изготовления формованного изделия.
Способы измерения
Малоугловое рассеяние рентгеновских лучей (МУРР)
Один из способов проведения рентгеновского малоуглового анализа и определения, не характеризуется ли изделие в виде ленты длинным периодом менее 450 (Å), изложен ниже. При проведении малоуглового рассеяния рентгеновских лучей может быть использовано любое подходящее оборудование. Подходящее оборудование должно иметь возможность разрешать пики рассеяния до 450 Å.
Были представлены два образца для испытаний. Один образец для испытаний был сравнительным образцом, выполненным из известного изделия в виде ленты, имеющегося в продаже под товарным знаком Tensylon®. Другой образец был выполнен из изделия в виде ленты согласно настоящему изобретению. Малоугловое рассеяние рентгеновских лучей было проведено на каждом образце для испытаний с использованием гониометра Rigaku для измерения малоуглового рассеяния в качестве оптической скамьи в схеме коллимации с помощью узкой диафрагмы с двумя малыми отверстия диаметром 0,15 мм. Гониометр был установлен на генератор Rigaku DXR3000 с острофокусной медной (Cu) рентгеновской трубкой, работающей при 45 кВ и 30 мА. Медное (Cu) излучение было монохроматизировано с использованием фильтра из никелевой (Ni) фольги. Сбор данных проводился с использованием позиционно-чувствительного (линейного) пропорционального счетчика OED-50-M, произведенного компанией MBraun GmbH, который был установлен на расстоянии приблизительно 330 мм от каждого образца для испытаний. Для каждого образца для испытаний вакуумный тракт длиной 300 мм был размещен между образцом и счетчиком таким образом, чтобы минимизировать любое рассеивание рентгеновских лучей на воздухе, и как можно ближе к счетчику. В конце вакуумного тракта как можно ближе к счетчику был расположен поглотитель пучка шириной 1,5 мм.
Каждый образец для испытаний состоял из длинных полос изделий в виде ленты, разрезанных параллельно направлению обработки или ленты и намотанных толщиной в несколько слоев параллельно вокруг держателя образца. Длина полос и диаметр отверстия держателя не являются существенными для указанного способа с использованием коллимации с помощью узкой диафрагмы, пока указанные размеры больше, чем коллимированный пучок, который составляет менее 1,5 мм в диаметре на образце. Тем не менее, следует отметить, что длина полос, используемых в измерении, описанном в данном документе, составляла приблизительно 2,5 см, а ширина отверстия держателя образца составляла 5 мм. Каждый образец для испытаний был установлен на малоугловой гониометр таким образом, что направление обработки, также известное как меридиональное направление, было параллельно проводу детектора в счетчике OED-50-M. Сбор данных проводился от 1 до 4 часов. Паразитное рассеяние вокруг поглотителя пучка было удалено из данных путем сбора исходных данных при тех же условиях без образца и вычитания исходных данных из данных для каждого образца для испытаний после введения поправки на абсорбционный эффект образца. Абсорбционные эффекты в зависимости от количества образца в рентгеновском луче были измерены посредством измерения ослабления дифракционного пика 5,0 мкм стеарата свинца с образцом для испытаний и без него.
Длинный период можно измерить в виде пиков рассеяния вследствие наличия повторяющихся аморфных областей у такой кристаллической структуры, как ламелла полиэтилена. Анализ был проведен для отделения любых таких пиков рассеяния от данных малоуглового рассеяния рентгеновских лучей для каждого образца для испытаний после того, как паразитное рассеяние было удалено, аппроксимацией кривой данных с использованием программного обеспечения PeakFit от компании Jandel Scientific. Пики длинного периода были определены как максимумы данных интенсивности графика зависимости от угла рассеяния или как подъемы в данных интенсивности над плавно и непрерывно изменяющейся интенсивностью, которая уменьшается с увеличением угла рассеяния, и которые могут быть разрешены в виде пика с высотой и шириной большей, чем статистический шум данных интенсивности. Пики рассеяния аппроксимировали с помощью Лоренцовской формы на экспоненциальном фоне.
Длинный период аморфных областей кристаллической ламеллы был определен по углу максимального пика рассеяния с использованием закона Брэгга:

где d - аморфная область длинного периода, n - порядок отражения, λ - длина волны линии излучения Кα1,2 серий меди (Cu) и θ - угол рассеяния.
На фиг.3 представлены кривые меридиональной интенсивности МУРР для сравнительного образца - ленты из Tensylon®, из которых может быть разрешен пик, показывающий среднее значение длинного периода приблизительно 380 Ǻ. На фиг.4 представлены кривые меридиональной интенсивности МУРР для образца для испытаний изделия в виде ленты согласно настоящему изобретению, из которых пик не может быть разрешен, что указывает на отсутствие длинного периода менее 450 (Ǻ).
Дифференциальная сканирующая калориметрия (ДСК) лент
Один из способов определения соотношения площади под кривой, соответствующей низкой температуре (от 120°C до наступления Тпл), и общей площади под кривой (от 120°C до 165°C), представляющий собой вычисление соотношения по результатам термограммы ДСК с повышением температуры от температуры 30°C до температуры 200°C при постоянной скорости 10°C в минуту, описан ниже.
Три образца для испытаний были выполнены из изделий в виде ленты согласно настоящему изобретению и были подвергнуты испытанию. Данные ДСК для всех трех образцов для испытаний представлены на фиг.1, при этом по оси Х показана температура (°C), а по оси Y - ДСК (мВт). Сравнительный образец для испытаний был выполнен из изделия в виде ленты, продаваемого под товарным знаком Tensylon®, и был также подвергнут испытанию. Данные ДСК для сравнительного образца для испытаний представлены на фиг.2.
Каждый образец для испытаний был получен нарезанием множества образцов из изделия в виде ленты таким образом, что образец укладывался горизонтально на дно алюминиевой кюветы для образцов и края образца не касались стенок алюминиевой кюветы для образцов. Каждый образец характеризовался размерами, каждый из которых составлял менее 5 мм, и более конкретно каждый из которых составлял от приблизительно 3 мм до приблизительно 5 мм. Несколько образцов данного изделия в виде ленты были сложены в кювете до тех пор, пока общая масса образцов составила приблизительно 5 мг, и сложенные образцы были использованы в качестве соответствующих образцов для испытаний. Количество образцов, сложенных для получения образца для испытаний, может изменяться в целях достижения необходимой массы образца для испытаний, составляющей приблизительно 5 мг. Плоская алюминиевая крышка для кюветы для образцов была помещена сверху образца для испытаний, а края стенки на двух диаметрально противоположных сторонах кюветы были загнуты с использованием тонкозаточенного пинцета для образования двух маленьких точек зажима в целях удержания крышки и образца для испытаний на месте. Крышка не была помещена, а алюминиевая кювета для образцов не была изогнута или запечатана в случае, если было создано любое давление на образец для испытаний или образец для испытаний был закреплен во время его нагревания. В качестве образцовой меры была подготовлена идентичная пустая алюминиевая кювета для образцов. Результаты термограммы ДСК с повышением температуры были собраны с использованием дифференциального сканирующего калориметра RDC220, произведенного компанией Seiko Instruments Inc. Сбор данных ДСК начинался при температуре от 30°C и продолжался до повышения температуры до 200°C при постоянной скорости 10°C в среде азота.
Для каждого образца данные ДСК были нанесены на график как повышение милливатт (мВт) в зависимости от повышения температуры с направлением эндотермического пика или пиков плавления, ориентированным вниз, характерным для теплового потока ДСК. Температура максимального эндотермического пика была записана так же, как и температуры любых других пиков. Базовая линия была проведена от 120°C до 165°C и была измерена площадь между базовой линией и пиком или пиками. Наступление максимального пика, наступление Тпл, определено по пересечению экстраполированной прямой из стороны низкой температуры максимального пика при температуре его максимального наклона, как установлено из максимума кривой первой производной, с экстраполированной линией, проведенной из базовой линии при 70°C. Площадь была в дальнейшем разделена на части измерением частей площадей пиков, даже если существовал только один пик, с использованием наступления температуры плавления. Площадь, соответствующая низкой температуре, была рассчитана между 120°C и наступлением Тпл, а общая площадь была рассчитана от 120°C до 165°C. Далее было рассчитано соотношение площади, соответствующей низкой температуре, к общей площади. Результаты для образцов для испытания согласно настоящему изобретению представлены ниже в Таблице 1, где «Площадь (низкая)» является площадью, соответствующей низкой температуре, а «Площадь (общая)» является общей площадью.
Изделия в виде ленты согласно настоящему изобретению предпочтительно характеризуются низким содержанием перекристаллизованного полиэтилена, на что указывает маленькая площадь под пиком, соответствующая низкой температуре. Указанная характеристика показана выше в Таблице 1, особенно для образцов №1 и 2, каждый из которых характеризуется соотношением площади, соответствующей низкой температуре, к общей площади, составляющим менее 0,05. Имеющиеся в продаже ленты из ПЭСММ характеризуются значительно более высоким соотношением площади, соответствующей низкой температуре, к общей площади, например, сравнительный образец для испытаний, показанный на фиг.2, характеризуется соотношением, составляющим приблизительно 0,267.
Примеры
Следующие примеры представлены для более полного понимания настоящего изобретения. Конкретные методики, условия, материалы, размеры и отчетные данные, приведенные для иллюстрации принципов настоящего изобретения, являются примерными и не должны служить как ограничивающие объем настоящего изобретения.
Примеры 3-8, обсуждаемые ниже, были выполнены следующим способом. Нить Spectra® была размотана из паковки и пропущена по поверхностям тормозящих валков, которые транспортируют нить со скоростью приблизительно от 1 до 15 м/мин. Нить, оставляющая тормозящие валки, была нагрета и растянута в канальной сушильной печи при температуре в печи, составляющей от 100°C до 160°C, и степенью растяжения, составляющей от 1,01:1 до 10:1, где выбранная степень растяжения является подходящей для достижения необходимой прочности нити перед сжатием в изделие в виде ленты. Нагретая растянутая нить затем была подвергнута поперечному сжатию под воздействием продольной силы натяжения как в начале, так и в конце стадии сжатия. Величина продольной силы натяжения, воздействующей на нить в самом начале стадии сжатия, была практически равна величине продольной силы натяжения, воздействующей на изделие в виде ленты по завершению стадии сжатия. Поперечное давление, приложенное на стадии сжатия, составляло приблизительно от 50 до 500 фунтов на квадратный дюйм, где выбранное давление являлось подходящим для деформирования нитей таким образом, что они были плотно упакованы вместе в, по существу, практически беспористое изделие в виде ленты. Стадия сжатия была осуществлена при температуре от 130°C до 160°C, где выбранная температура была подходящей для получения требуемого уровня сплавления нитей, не вызывая разрыв нитей или изделия в виде ленты. После стадии сжатия полученное изделие в виде ленты было выдержано при температуре от 130°C до 160°C и растянуто до выбранной степени растяжения. Выбранная степень растяжения была подходящей для получения требуемой прочности изделия в виде ленты. После стадии растяжения изделия в виде ленты указанное изделие в виде ленты было охлаждено при натяжении и затем пропущено по поверхностям тянущих валков, которые транспортируют изделие в виде ленты со скоростью приблизительно от 2 до 75 м/мин. Следует отметить, что разница между окружными скоростями тянущих валков и тормозящих валков обеспечивает продольное натяжение в волокне и в ленте на стадиях растяжения и сжатия, которые происходят между двумя наборами валков. После прохождения тянущих валков изделие в виде ленты было намотано при натяжении на упаковочную единицу цилиндрической формы.
Некоторые примеры настоящего изобретения были выполнены с одиночной нити, а другие были выполнены совмещением множества нитей. В таблице 2 представлены номер нити и весовой номер ленты, а также соответствующие окончательные размеры поперечного сечения ленты.
Пример 1 (Сравнительный)
Лента из ПЭСММ, выполненная из пленки, получаемой экструзией расплава с раздувом в соответствии со способом, описанным Такаши Накахара и др. в документе «Способ получения пленки из полиэтилена сверхвысокой молекулярной массы экструзией с раздувом», ANTEC 2005, 178-181 (2005), была разрезана на узкие полосы и вытянута, характеризуется соотношением сторон по поперечному сечению, составляющим 60,5:1, удельной прочностью, составляющей 13,1 г/денье (1,13 ГПа), соотношением площади, соответствующей низкой температуре, согласно ДСК составляющим 0,210 и длинным периодом, составляющим 331 Ангстрем согласно рентгеновскому анализу.
Пример 2 (Сравнительный)
Лента Tensylon®, выполненная из порошка из ПЭСММ, который был уплотнен под давлением в пленку, которая была разрезана на узкие полосы и вытянута, характеризуется соотношением сторон по поперечному сечению, составляющим 40,5:1, удельной прочностью, составляющей 19,3 г/денье (1,66 ГПа), соотношением площади, соответствующей низкой температуре, согласно ДСК составляющим 0,290 и длинным периодом, составляющим 380 Ангстрем согласно рентгеновскому анализу.
Пример 3
Лента из ПЭСММ, выполненная из мультифиламентной нити Spectra® с количеством филаментных нитей, составляющим 240, характеризуется соотношением сторон по поперечному сечению, составляющим 80:1:1, удельной прочностью, составляющей 33,0 г/денье (2,84 ГПа), соотношением площади, соответствующей низкой температуре, согласно ДСК составляющим 0,048 и не характеризуется длинным периодом согласно рентгеновскому анализу.
Пример 4
Лента из ПЭСММ, выполненная из мультифиламентной нити Spectra® с общим количеством филаментных нитей, составляющим 1440, характеризуется соотношением сторон по поперечному сечению, составляющим 157:1, удельной прочностью, составляющей 31,5 г/денье (2,71 ГПа), и соотношением площади, соответствующей низкой температуре, согласно ДСК составляющим 0,037.
Пример 5
Лента из ПЭСММ, выполненная из мультифиламентной нити Spectra® с количеством филаментных нитей, составляющим 240, характеризуется соотношением сторон по поперечному сечению, составляющим 167:1, удельной прочностью, составляющей 40,9 г/денье (3,52 ГПа), и предполагаемым соотношением площади, соответствующей низкой температуре, согласно ДСК составляющим менее 0,035.
Пример 6
Лента из ПЭСММ, выполненная из мультифиламентной нити Spectra® с общим количеством филаментных нитей, составляющим 960, характеризуется соотношением сторон по поперечному сечению, составляющим 125:1, удельной прочностью, составляющей 28,0 г/денье (2,41 ГПа), и соотношением площади, соответствующей низкой температуре, согласно ДСК составляющим 0,120.
Пример 7
Лента из ПЭСММ, выполненная из мультифиламентной нити Spectra® с общим количеством филаментных нитей, составляющим 5760, характеризуется соотношением сторон по поперечному сечению, составляющим 77:1, удельной прочностью, составляющей 30,0 г/денье (2,59 ГПа), и соотношением площади, соответствующей низкой температуре, согласно ДСК составляющим 0,094.
Пример 8
Лента из ПЭСММ, выполненная из мультифиламентной нити Spectra® с общим количеством филаментных нитей, составляющим 240, характеризуется соотношением сторон по поперечному сечению, составляющим 100:1, удельной прочностью, составляющей 50,0 г/денье (4,31 ГПа), соотношением площади, соответствующей низкой температуре, согласно ДСК составляющим 0,030 и не характеризуется длинным периодом согласно рентгеновскому анализу.
Пример 9
Изделие в виде ленты согласно настоящему изобретению выполнено с различным уплотнением волокон вдоль его длины так, что существует повторяющийся раппорт беспористых секций ленты длиной один дюйм с высокой степенью уплотнения и пористых секций ленты длиной один дюйм с меньшей степенью уплотнения.
Пример 10
Изделие в виде ленты согласно настоящему изобретению, описанное в примере 5, вплетено в ткань полотняного переплетения.
Пример 11
Слоистые пластики могут быть выполнены с использованием изделий в виде ленты согласно настоящему изобретению, включающие два или более однонаправленных слоя изделий в виде ленты при направлении ленты в прилегающих слоях с поворотом друг от друга на приблизительно от 15 до 90 градусов. В одном таком примере изделие в виде ленты согласно настоящему изобретению, описанное в примере 5, наматывается на множество паковок, которые затем размещаются на шпулярнике. Множество концов изделий в виде ленты, размотанных со шпулярника, выровненных параллельно боковому контакту, помещены на несущее полотно, состоящее из пленки из полиэтилена высокой плотности (ПВП) толщиной 0.00035 см. Несущее полотно и изделия в виде ленты пропускаются через нагретые отжимные валки под давлением для прилипания изделий в виде ленты к несущему полотну. Несущее полотно и прилипшие параллельно изделия в виде ленты наматываются в два рулона. Два рулона подаются в устройство для перекрестного армирования, как описано в патенте США №5,173,138, где полотна, содержащие изделия в виде ленты, перекрестно армируются и уплотняются посредством тепла и давления. Таким образом, образован слоистый пластик, содержащий четыре слоя, где слои в порядке следования в слоистом пластике представляют собой ПВП-изделия в виде ленты-изделия в виде ленты-ПВП, а направление лент в прилегающих слоях - под прямым углом друг относительно друга. Слоистый пластик затем сворачивают.
Пример 12
Ткани полотняного переплетения, описанные в примере 10, дублированы и нежестко соединены для формирования готового продукта согласно настоящему изобретению, характеризующегося поверхностной плотностью, составляющей 1,5 кг/м2. Предполагается, что продукт характеризуется удельной энергией поглощения, составляющей по меньшей мере приблизительно 500 Дж-м2/кг против пули в сплошной металлической оболочке 9×19 мм Парабеллум, что измерено по стандарту MIL.-STD. 662F.
Пример 13
Слоистый пластик, описанный в примере 11, дублирован и уплотнен для формирования ударопрочного и стойкого к пробиванию композитного изделия, характеризующегося поверхностной плотностью, составляющей 1,5 кг/м2. Предполагается, что композитное изделие характеризуется удельной энергией поглощения, составляющей по меньшей мере приблизительно 500 Дж-м2/кг против пули в сплошной металлической оболочке 9×19 мм Парабеллум, что измерено по стандарту MIL.-STD. 662F.
Пример 14
Слоистые пластики, описанные в примере 11, и ткани полотнянного переплетения, описанные в примере 10, дублированы и уплотнены для формирования ударопрочного и стойкого к пробиванию композитного изделия, характеризующегося поверхностной плотностью, составляющей 1,5 кг/м2. Предполагается, что композитное изделие характеризуется удельной энергией поглощения, составляющей по меньшей мере приблизительно 500 Дж-м2/кг против пули в сплошной металлической оболочке 9×19 мм Парабеллум, что измерено по стандарту MIL.-STD. 662F.
Из вышеизложенного следует понимать, что, хотя конкретные примеры были описаны в данном документе в целях иллюстрации, могут быть выполнены различные модификации без отступления от сущности или объема данного описания. Таким образом, предполагается, что приведенное выше подробное описание настоящего изобретения должно рассматриваться как иллюстративное, а не ограничивающее, а также следует понимать, что существует следующая за описанием формула изобретения, включающая все эквиваленты, которая предназначена для того, чтобы детально показать и отчетливо заявить объем заявляемого объекта изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЛОИСТЫЕ МАТЕРИАЛЫ ИЗ ПЛЕНКИ НА ОСНОВЕ СВЕРХВЫСОКОМОЛЕКУЛЯРНОГО ПОЛИЭТИЛЕНА | 2012 |
|
RU2645570C2 |
| ПОЛИЭТИЛЕНОВАЯ ПРЯЖА И СПОСОБ ЕЕ ВЫТЯЖКИ (ВАРИАНТЫ) | 2005 |
|
RU2388856C2 |
| ЭЛЕКТРОПРОВОДЯЩЕЕ ФОРМОВАННОЕ ИЗДЕЛИЕ С ПОЛОЖИТЕЛЬНЫМ ТЕМПЕРАТУРНЫМ КОЭФФИЦИЕНТОМ | 2017 |
|
RU2709631C1 |
| СТОЙКИЕ К ПРОКОЛУ И ПУЛЕНЕПРОБИВАЕМЫЕ ИЗДЕЛИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКИХ ИЗДЕЛИЙ | 2014 |
|
RU2666217C2 |
| ПОЛИАМИДНЫЕ НИТИ ДЛЯ ОДЕЖНОГО ТЕКСТИЛЯ И ТКАНИ И ПРЕДМЕТЫ ОДЕЖДЫ, ИЗГОТОВЛЕННЫЕ ИЗ НИХ | 2013 |
|
RU2623219C2 |
| КОМПОЗИТ С НИЗКИМ ЗНАЧЕНИЕМ ГЛУБИНЫ ОТПЕЧАТКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2630769C2 |
| ВЫСОКОПРОЧНЫЕ ЛЕНТОЧНЫЕ ИЗДЕЛИЯ ИЗ ПОЛИЭТИЛЕНА СВЕРХВЫСОКОЙ МОЛЕКУЛЯРНОЙ МАССЫ | 2010 |
|
RU2540656C2 |
| МАТЕРИАЛ ОСНОВАНИЯ ДЛЯ ВИНИЛОВОГО НАПОЛЬНОГО ПОКРЫТИЯ | 2015 |
|
RU2670860C9 |
| ПРЯЖА И ТКАНЬ, ХАРАКТЕРИЗУЮЩИЕСЯ НАЛИЧИЕМ ОБРАБОТАННОЙ ПОВЕРХНОСТИ С УЛУЧШЕННЫМИ ФИЗИЧЕСКИМИ И АДГЕЗИОННЫМИ СВОЙСТВАМИ, И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2614278C2 |
| ПОЛИЭТИЛЕНОВАЯ ПЛЕНКА С ВЫСОКОЙ ПРОЧНОСТЬЮ НА РАСТЯЖЕНИЕ И ВЫСОКОЙ ЭНЕРГИЕЙ РАЗРЫВА ПРИ РАСТЯЖЕНИИ | 2010 |
|
RU2524948C2 |




Изделия в виде ленты, характеризующиеся улучшенными свойствами, выполнены из мультифиламентных нитей из полиэтилена сверхвысокой молекулярной массы (ПЭСММ). Изделия в виде ленты могут характеризоваться соотношением площади под кривой, соответствующей низкой температуре (от 120°C до наступления Тпл), к общей площади под кривой (от 120°C до 165°C) менее приблизительно 0,15, что измерено по результатам термограммы ДСК с повышением температуры от температуры 30°C до температуры 200°C при постоянной скорости 10°С в минуту. Кроме того, в некоторых примерах удельная прочность изделий в виде ленты может составлять по меньшей мере приблизительно 24 г/денье (2,06 ГПа) при измерении по стандарту ASTM D882-09 на 10 дюймовой (25,4 см) длине испытываемой части образца и при скорости растяжения 100%/мин. Также изделия в виде ленты могут не характеризоваться длинным периодом менее 450 Ангстрем (Å) при измерении рентгеновским малоугловым анализом. 3 н. и 11 з.п. ф-лы, 5 ил., 2 табл.
1. Изделие в виде ленты, выполненное из мультифиламентных нитей из полиэтилена сверхвысокой молекулярной массы, характеризующееся:
средним соотношением сторон по поперечному сечению, составляющим по меньшей мере 10:1; и
соотношением площади под кривой, соответствующей низкой температуре (от 120°С до наступления Тпл), и общей площади под кривой (от 120°С до 165°С), составляющим менее 0,15, что измерено по результатам термограммы ДСК с повышением температуры от температуры 30°С до температуры 200°С при постоянной скорости 10°С в минуту.
2. Изделие в виде ленты по п. 1, отличающееся тем, что удельная прочность изделия в виде ленты составляет по меньшей мере 24 г/денье (2,07 ГПа) при измерении по стандарту ASTM D882-09 на 10 дюймовой (25,4 см) длине испытываемой части образца и при скорости растяжения 100%/мин.
3. Изделие в виде ленты по п. 2, не характеризующееся длинным периодом менее 450 Ангстрем (Ǻ) при измерении рентгеновским малоугловым анализом.
4. Изделие в виде ленты по п. 1, не характеризующееся длинным периодом менее 450 Ангстрем (Ǻ) при измерении рентгеновским малоугловым анализом.
5. Изделие в виде ленты по п. 1, отличающееся тем, что удельная прочность изделия в виде ленты составляет по меньшей мере 30 г/денье (2,59 ГПа).
6. Изделие в виде ленты по п. 1, отличающееся тем, что удельная прочность изделия в виде ленты составляет по меньшей мере 40 г/денье (3,45 ГПа).
7. Изделие в виде ленты по п. 1, отличающееся тем, что соотношение площади под кривой, соответствующей низкой температуре (от 120°С до наступления Тпл), и общей площади под кривой (от 120°С до 165°С) составляет менее 0,05, что измерено по результатам термограммы ДСК с повышением температуры от температуры 30°С до температуры 200°С при постоянной скорости 10°С в минуту.
8. Изделие в виде ленты по п. 1, которое является полупрозрачным.
9. Изделие в виде ленты по п. 1, характеризующееся содержанием полиэтилена сверхвысокой молекулярной массы, составляющим более 95 масс. %.
10. Изделие в виде ленты по п. 1, характеризующееся содержанием полиэтилена сверхвысокой молекулярной массы, составляющим более 98 мас.%.
11. Изделие по п. 1, которое характеризуется шириной более 10 мм.
12. Изделие по п. 1, которое представляет собой беспористое изделие.
13. Ткань, полученная из множества изделий в виде ленты по любому из пп. 1-12.
14. Слоистый пластик, полученный из множества изделий в виде ленты по любому из пп. 1-12.
| US 6951685 B1, 04.10.2005 | |||
| US 5635288 A, 03.06.1997 | |||
| US 20090012251 A1, 08.01.2009 | |||
| ПОЛИЭТИЛЕН, СПОСОБ ЕГО ПОЛУЧЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИЭТИЛЕНА | 1993 |
|
RU2114866C1 |

