Область техники изобретения
Настоящее изобретение относится к способам изготовления высокопрочных полиэтиленовых лент из высокопрочных комплексных нитей сверхвысокой молекулярной массы и к изготавливаемым из них ленточным изделиям, тканям, слоистым материалам и ударопрочным материалам.
Уровень техники
Ударопрочные и устойчивые к прониканию материалы находят применение во множестве областей, таких как спортивный инвентарь, защитная одежда и, что важнее всего, в средствах индивидуальной бронезащиты. Конструирование индивидуальной бронезащиты является старинной, но не устаревшей техникой. Металлическая броня, хорошо известная еще в Древнем Египте за 1500 лет до нашей эры, продолжала использоваться примерно до конца 17 века. В современную эпоху индивидуальная бронезащита снова нашла практическое применение благодаря открытию новых прочных волокон, таких как арамиды, полиэтилен сверхвысокой молекулярной массы (ПЭСВММ) и полибензазолы. Известны различные армированные волокнами структуры для применения в ударопрочных, пулестойких и устойчивых к прониканию изделиях, таких как каски, вставки и жилеты. Эти изделия обладают различными степенями устойчивости к прониканию пуль или ножей и различными степенями эффективности в пересчете на единицу веса. Одним из показателей пулестойкости является энергия, отбираемая от пули в пересчете на единицу поверхностной плотности цели. Этот показатель известен как удельное поглощение энергии или сокращенно УПЭ, и измеряется в джоулях на кг/м2 или Дж-м2/кг.
Известно, что УПЭ волокнистой структуры обычно увеличивается с увеличением прочности, модуля упругости при растяжении и энергии, необходимой для разрушения образующих ее волокон. Тем не менее, могут вступать в действие другие факторы, такие как форма волокнистого армирования. В патенте US 4623574 сравнивается пулестойкость композиционного материала, армированного ленточным наполнителем, и композиционного материала с использованием комплексных нитей в обоих случаях из ПЭСВММ. Нити обладали более высоким сопротивлением разрыву, чем лента: 30 грамм/денье (сокращенно г/д) по сравнению с 23,6 г/д. Тем не менее, композиционный материал с использованием ленты имел несколько более высокое УПЭ, чем у композиционного материала с использованием нитей. В патенте US 4623574 указано, что покрытая эластомером полоса или лента может быть более эффективной для изготовления пулестойких композитов, чем комплексная нить с покрытием.
В патенте US 4413110 описано изготовление изделий из ПЭСВММ с плоским поперечным сечением способом, общеизвестным как "формование из геля". Лента, изготовленная способом по патенту US 4413110, описана в патенте US 4623574. Она имеет ширину 0,64 см, массовый номер волокна 1240 денье и сопротивление разрыву 23,9 г/д (что соответствует прочности на разрыв 2,04 ГПа).
Другие способы изготовления ленточных изделий из ПЭСВММ описаны в патентах US 4996011; 5002714; 5091133; 5106555; 5200129; 5578373; 5628946; 6017834; 6328923 В1; 6458727 В1; 7279441 В2; 6951685 В1; US 7470459 В1; в публикациях патентов США 2008/0251960 А1; 2008/0318016 А1; и в заявке WO 2009/056286 А1. В одной из групп этих патентов полиэтиленовые нити подвергли воздействию контактного давления при повышенной температуре с целью избирательного плавления части волокон для связывания нитей друг с другом, а затем подвергли склеенные волокна сжатию. Пряжа SPECTRA® из ПЭСВММ, полученная этим способом в патенте US 5628946, потеряла 69% своего модуля упругости. В другой группе этих патентов полиэтиленовый порошок подвергли сжатию при повышенной температуре с целью связывания из частиц непрерывного листа, который затем дополнительно сжали и растянули. В патенте US 5091133 описано изготовленное этим последним способом волокно, имеющее прочность на разрыв 3,4 ГПа. Изготовленные таким способом полиэтиленовые ленты предлагаются на рынке под товарным знаком TENSYLON®. Максимальное сопротивление разрыву по данным веб-сайта TENSYLON® составляет 19,5 г/д (прочность на разрыв 1,67 ГПа). Получение полиэтиленовых лент и(или) сплющивание волокон из ПЭСВММ описано в следующих научно-исследовательских публикациях:
R.J.Van и др., "The Hot Compaction of SPECTRA Gel-Spun Polyethylene Fibre", J. Mail. Sci., 32, 4821-4831 (1997); A.Kaito и др., "Hot Rolling and Quench Rolling of Ultrahigh Molecular Weight Polyethylene", J. Appl. Poly Sci., 29, 1207-1220 (1983); "Preparation of High Modulus Polyethylene Sheet by the Roller-Drawing Method", J. Appl. Poly Sci., 30, 1241-1255 (1985); "Roller Drawing of Ultrahigh Molecular Weight Polyethylene", J. Appl. Poly. Sci., 30, 4591-4608 (1985).
Максимальная прочность на разрыв, о которой сообщается в этих публикациях, составляла приблизительно 0,65 ГПа, что соответствует сопротивлению разрыву около 7,6 г/д. В указанной выше публикации Van и др. модуль упругости ПЭСВММ снизился на 27% до 74%.
В каждом из указанных выше патентов и публикаций предложены усовершенствования известного уровня техники. Тем не менее, нигде не описан предложенный в изобретении конкретный способ и не решены все задачи, решение которые обеспечивается в настоящем изобретении. Существует постоянная потребность в материалах, которые обеспечивают более высокую устойчивость к прониканию пуль. Как отмечено выше, известно, что УПЭ волокнистой конструкции обычно увеличивается с увеличением прочности, модуля упругости при растяжении и энергии, необходимой для разрушения образующих ее волокон. На рынке предлагаются комплексные нити из ПЭСВММ с высокоупорядоченной ориентацией, которые обладают значительно более высокой прочностью, чем нити известных из техники ленточных изделий. Могло бы быть полезным изготовление из таких высокопрочных нитей ленточных изделий с преимущественным сохранением прочности. Также могло бы быть полезным создание тканых и нетканых материалов и пулестойких и устойчивых к прониканию изделий, содержащих упомянутые ленточные изделия.
Сущность изобретения
В контексте изобретения ленточное изделие из полиэтилена определяется как изделие из полиэтилена, у которого длина превышает ширину, толщиной менее около 0,5 мм и со средним соотношением сторон в поперечном сечении свыше около 10:1.
В одном из вариантов осуществления изобретения предложен способ изготовления ленточного изделия из полиэтилена неопределенной длины, в котором:
а) выбирают полиэтиленовые комплексные нити по меньшей мере одного вида, со значением ориентирующей функции по оси С по меньшей мере 0,96, характеристической вязкостью, измеренной в декалине при температуре 135°С согласно стандарту ASTM D1601-99, от около 7 дл/г до 40 дл/г, и сопротивлением разрыву от около 15 г/д до около 100 г/д, измеренным согласно стандарту ASTM D2256-02 с использованием образца длиной 10 дюймов (25,4 см) и при скорости растяжения 100%/мин,
б) прилагают к нитям продольное растягивающее усилие и подвергают их по меньшей мере одной стадии поперечного сжатия, чтобы сплющить, уплотнить и сжать нити при температуре от около 25°С до около 137°С, в результате чего получают ленточное изделие со средним соотношением сторон в поперечном сечении по меньшей мере около 10:1, при этом каждая стадия сжатия имеет начало и конец, а величина продольного растягивающего усилия, прилагаемого к нитям или ленточному изделию в начале каждой стадии сжатия, преимущественна равна величине продольного растягивающего усилия, прилагаемого к нитям или ленточному изделию в конце этой же стадии сжатия и составляет по меньшей мере около 0,25 килограмм-силы (2,45 ньютонов),
в) по меньшей мере один раз растягивают ленточное изделие при температуре в интервале от около 130°С до около 160°С при скорости растяжения от около 0,001 мин-1 до около 1 мин-1,
г) необязательно один или несколько раз повторяют стадию б) при температуре от около 100°С до около 160°С,
д) необязательно один или несколько раз повторяют стадию в),
е) необязательно ослабляют продольное растягивающее усилие между любыми из стадий б)-д),
ж) необязательно увеличивают продольное растягивающее усилие между любыми из стадий б)-д),
з) охлаждают ленточное изделие до температуры менее около 70°С в растянутом состоянии.
Во втором варианте осуществления изобретения предложен способ изготовления ленточного изделия из полиэтилена неопределенной длины, в котором:
а) выбирают полиэтиленовые комплексные нити по меньшей мере одного вида со значением ориентирующей функции по оси С по меньшей мере 0,96, характеристической вязкостью, измеренной в декалине при температуре 135°С согласно стандарту ASTM D1601-99 от около 7 дл/г до 40 дл/г, сопротивлением разрыву от около 15 г/д до около 100 г/д, измеренным согласно стандарту ASTM D2256-02 с использованием образца длиной 10 дюймов (25,4 см) и при скорости растяжения 100%/мин,
б) пропускают нити через одну или несколько нагретых зон при температурах от около 100°С до около 160°С в растянутом состоянии,
в) по меньшей мере один раз растягивают нагретые нити при скорости растяжения от около 0,01 мин-1 до около 5 мин-1,
г) прилагают к нитям продольное растягивающее усилие и подвергают их по меньшей мере одной стадии поперечного сжатия, чтобы сплющить, уплотнить и сжать нити при температуре от около 100°С до около 160°С, в результате чего получают ленточное изделие со средним соотношением сторон в поперечном сечении по меньшей мере около 10:1, при этом каждая стадия сжатия имеет начало и конец, а величина продольного растягивающего усилия прилагаемого к нитям или ленточному изделию в начале каждой стадии сжатия, преимущественна равна величине продольного растягивающего усилия, прилагаемого к нитям или ленточному изделию в конце этой же стадии сжатия и составляет по меньшей мере около 0,25 килограмм-силы (2,45 ньютонов),
д) по меньшей мере один раз растягивают ленточное изделие при температуре от около 130°С до около 160°С при скорости растяжения от около 0,001 мин-1 до около 1 мин-1,
е) необязательно один или несколько раз повторяют стадию г),
ж) необязательно один или несколько раз повторяют стадию д),
з) необязательно ослабляют продольное растягивающее усилие между любыми из стадий в)-ж),
и) необязательно увеличивают продольное растягивающее усилие между любыми из стадий в)-ж),
к) охлаждают ленточное изделие до температуры менее около 70°С. В третьем варианте осуществления изобретения предложено ленточное изделие из полиэтилена неопределенной длины со средним соотношением сторон в поперечном сечении по меньшей мере 10:1 и характеристической вязкостью, измеренной в декалине при температуре 135°С согласно стандарту ASTM D1601-99 от около 7 дл/г до около 40 дл/г, при этом ленточное изделие имеет прочность на разрыв по меньшей мере около 3,6 ГПа, измеренную согласно стандарту ASTM D882 с использованием образца длиной 10 дюймов (25,4 см) и при скорости растяжения 100%/мин.
В четвертом варианте осуществления изобретения предложен материал, содержащий ленточные изделия согласно изобретению, который выбирают из группы, включающей тканые материалы, трикотажные материалы и материалы из объемных нитей.
В пятом варианте осуществления изобретения предложен слоистый материал, содержащий два или более однонаправленных слоев ленточных изделий согласно изобретению, при этом ленты в соседних слоях повернуты под углом от около 15 до около 90 градусов относительно друг друга.
В шестом варианте осуществления изобретения предложен ударопрочный и устойчивый к прониканию композиционный материал, содержащий по меньшей мере один элемент, выбранный из группы, включающей один из материалов согласно изобретению, один из слоистых материалов согласно изобретению и их сочетание.
Краткое описание чертежей
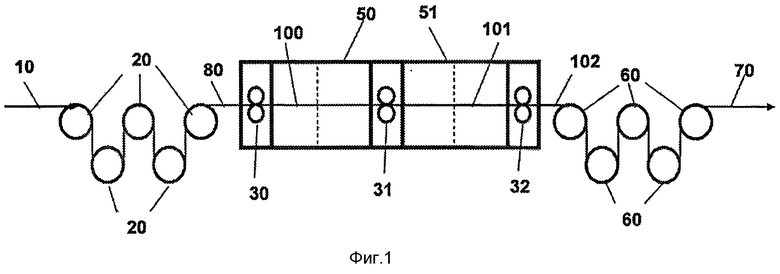
На фиг.1 показано первое устройство для осуществления способа согласно изобретению,
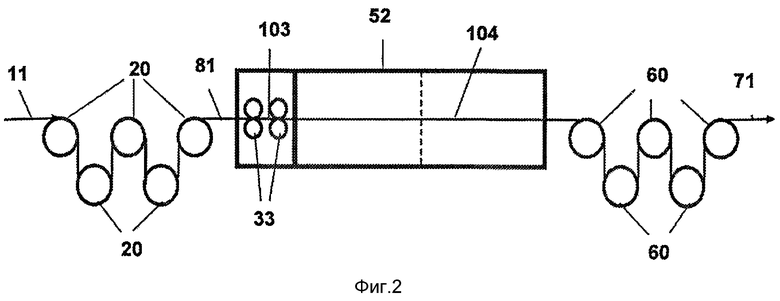
на фиг.2 показано второе устройство для осуществления способа согласно изобретению,
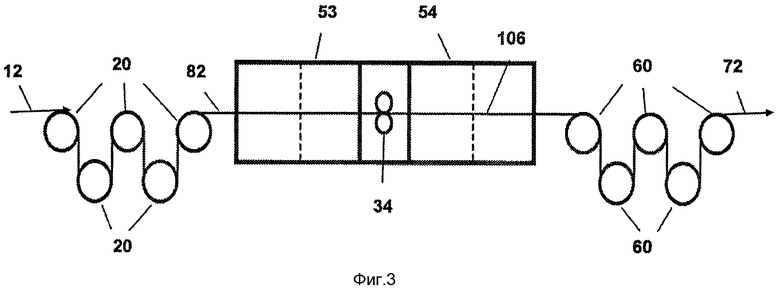
на фиг.3 показано третье устройство для осуществления способа согласно изобретению,
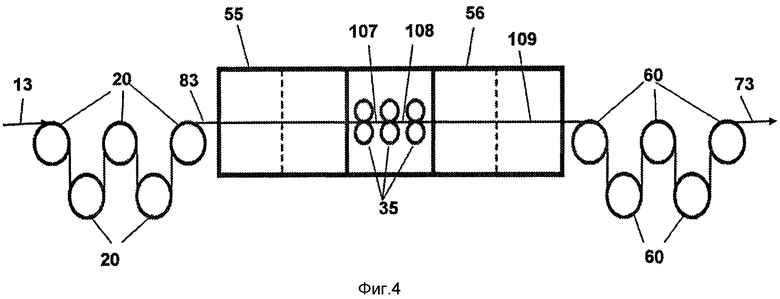
на фиг.4 показано четвертое устройство для осуществления способа согласно изобретению,
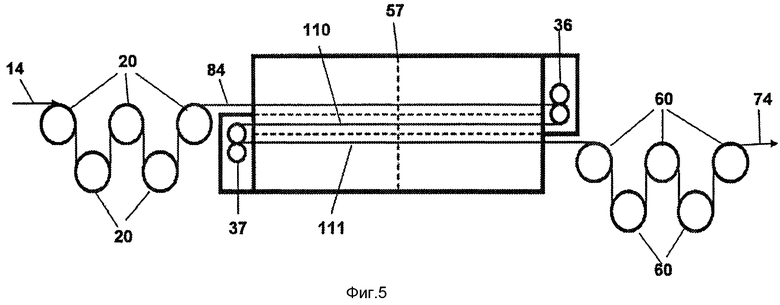
на фиг.5 показано пятое устройство для осуществления способа согласно изобретению,
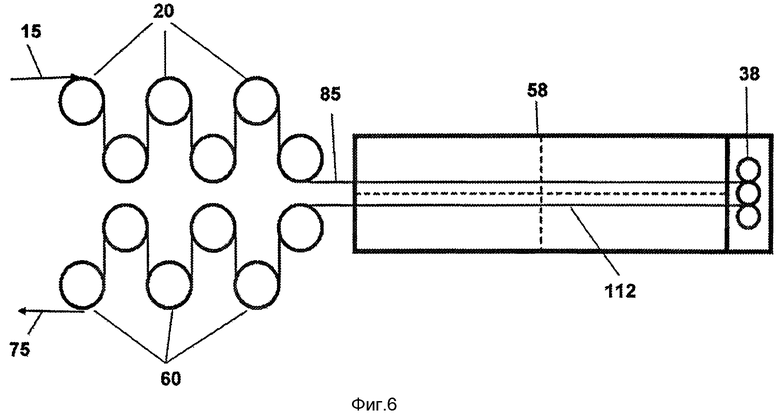
на фиг.6 показано шестое устройство для осуществления способа согласно изобретению,
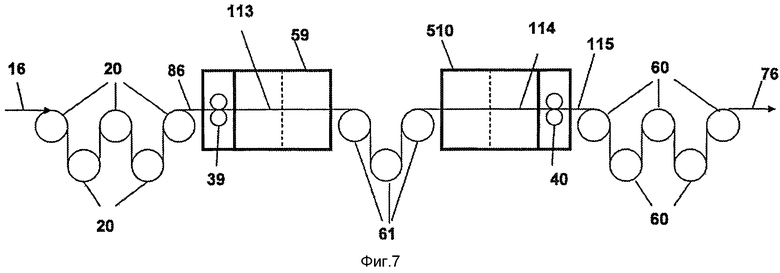
на фиг.7 показано седьмое устройство для осуществления способа согласно изобретению.
На каждой фигуре для ясности показан только один конец нитей. Подразумевается, что в способе согласно изобретению могут одновременно обрабатываться несколько концов нитей для параллельного изготовления нескольких ленточных изделий или одного ленточного изделия большой ширины.
Подробное описание изобретения
В изобретении предложен способ переработки высокопрочных нитей из ПЭСВММ в ленточные изделия с преимущественным сохранением прочности. В предложенном в изобретении способе на протяжении стадии сжатия прилагают преимущественно одинаковые продольные растягивающие усилия. Предполагается, что предложенный в изобретении способ превосходит известные из техники способы, в которых на протяжении стадии сжатия поддерживают одинаковое растягивающее напряжение (г/д), в результате чего возникают неуравновешенные растягивающие усилия.
В контексте изобретения ленточное изделие из полиэтилена определяется как изделие из полиэтилена, у которого длина превышает ширину, толщиной менее около 0,5 мм и со средним соотношением сторон в поперечном сечении свыше около 10:1. Ленточное изделие согласно изобретению предпочтительно имеет ширину менее около 100 см, более предпочтительно менее около 50 см, еще более предпочтительно менее около 25 см, наиболее предпочтительно менее около 15,2 см.
Ленточное изделие согласно изобретению предпочтительно имеет толщину менее около 0,25 мм, более предпочтительно менее около 0,1 мм, наиболее предпочтительно менее 0,05 мм. Толщину измеряют в области поперечного сечения с наибольшей толщиной.
Средним соотношением сторон в поперечном сечении является соотношение наибольшего и наименьшего размеров в поперечном сечении на протяжении длины ленточного изделия. Ленточное изделие согласно изобретению предпочтительно имеет среднее соотношение сторон в поперечном сечении по меньшей мере около 20:1, более предпочтительно по меньшей мере около 50:1, еще более предпочтительно по меньшей мере около 100:1, еще более предпочтительно по меньшей мере около 250:1, наиболее предпочтительно по меньшей мере около 400:1.
Поперечное сечение ленточного изделия согласно изобретению может иметь прямоугольную, овальную, многоугольную, неправильную или любую форму, отвечающую требованиям к ширине, толщине и соотношению сторон. Ленточное изделие согласно изобретению предпочтительно имеет поперечное сечение преимущественно прямоугольной формы.
Нити из ПЭСВММ, выбранные в качестве исходного материала для способа согласно изобретению, могут быть получены любым обычным способом. Выбранные нити из ПЭСВММ предпочтительно получают методом "формования из геля". Формованные из геля нити из ПЭСВММ предлагаются на рынке компанией Honeywell International под товарным знаком SPECTRA®, компаниями DSM N.V. и Toyobo Co. Ltd. под товарным знаком DYNEEMA®, компаниями Shanghai Pegaus Materials Co., Ltd., Hangzhou High Strength Fiber Material Inc. и другими компаниями. Нити из ПЭСВММ, выбранные в качестве исходного материала для способа согласно изобретению, имеют характеристическую вязкость, измеренную в декалине при температуре 135°С согласно стандарту ASTM D1601-99, от около 7 дл/г до около 40 дл/г, предпочтительно от около 10 дл/г до около 40 дл/г, более предпочтительно от около 12 дл/г до около 40 дл/г, наиболее предпочтительно от около 14 дл/г до 35 дл/г.
Нити из ПЭСВММ, выбранные в качестве исходного материала для способа согласно изобретению, имеют высокоупорядоченную ориентацию. В контексте настоящего изобретения нити из ПЭСВММ с высокоупорядоченной ориентацией определяются как нити со значением ориентирующей функции по оси С по меньшей мере около 0,96, предпочтительно по меньшей мере около 0,97, более предпочтительно по меньшей мере около 0,98, наиболее предпочтительно по меньшей мере около 0,99. Ориентирующая функция по оси С является степенью совмещения направления молекулярной цепи с направлением волокон, и вычисляется согласно уравнению, предложенному R.S. Stein, J. Poly Sci., 31, 327 (1958):
в котором θ означает угол между осью С кристаллов полиэтилена (направлением молекулярной цепи) и направлением волокон, а знаки вставки означают среднее значение величины между ними.
Средний косинус угла между осью С кристаллов и направлением волокон измеряют хорошо известными методами рентгенодифракции. Полиэтиленовое волокно, у которого направление молекулярной цепи идеально совмещено с осью волокон, имеет показатель fc=1.
Нити из ПЭСВММ, выбранные в качестве исходного материала для способа согласно изобретению, имеют сопротивление разрыву от около 15 г/д до около 100 г/д, предпочтительно от около 25 г/д до около 100 г/д, более предпочтительно от около 30 г/д до около 100 г/д, еще более предпочтительно от около 35 г/д до около 100 г/д, еще более предпочтительно от около 40 г/д до около 100 г/д, наиболее предпочтительно от около 45 г/д до около 100 г/д.
Нити из ПЭСВММ, выбранные в качестве исходного материала для способа согласно изобретению, могут быть нескрученными или скрученными. Нити предпочтительно имеют менее около 10 кручений на 1 дюйм длины. Нити из ПЭСВММ, выбранные в качестве исходного сырья, могут быть подвергнуты термической усадке способом, описанным в патенте US 4819458, который в порядке ссылки включен в настоящую заявку в пределах, не противоречащих ей. Нити из ПЭСВММ, выбранные в качестве исходного материала для способа согласно изобретению, могут состоять из несоединенных волокон, или волокна могут быть по меньшей мере частично соединены методом сплавления или связывания. Сплавление волокон нитей из ПЭСВММ может осуществляться различными способами. Обычные средства включают использование тепла или натяжения или применение растворителя или пластификатора до воздействия теплом и натяжением, как описано в патентах US 5540990, 5749214, 6148597, которые в порядке ссылки включены в настоящую заявку в пределах, не противоречащих ей. Связывание может осуществляться путем по меньшей мере частичного покрытия волокон материалом, обладающим адгезионными свойствами, таким как KRATON® D1107.
В первом варианте осуществления изобретения предложен способ изготовления ленточного изделия из полиэтилена неопределенной длины, в котором: а) выбирают полиэтиленовые комплексные нити по меньшей мере одного вида со значением ориентирующей функции по оси С по меньшей мере 0,96, характеристической вязкостью, измеренной в декалине при температуре 135°С согласно стандарту ASTM D1601-99 от около 7 дл/г до 40 дл/г, и сопротивлением разрыву от около 15 г/д до около 100 г/д, измеренным согласно стандарту ASTM D2256-02 с использованием образца длиной 10 дюймов (25,4 см) и при скорости растяжения 100%/мин,
б) прилагают к нитям продольное растягивающее усилие и подвергают их по меньшей мере одной стадии поперечного сжатия чтобы сплющить, уплотнить и сжать нити при температуре от около 25°С до около 137°С, в результате чего получают ленточное изделие со средним соотношением сторон в поперечном сечении по меньшей мере около 10:1, при этом каждая стадия сжатия имеет начало и конец, а величина продольного растягивающего усилия прилагаемого к нитям или ленточному изделию в начале каждой стадии сжатия, преимущественна равна величине продольного растягивающего усилия, прилагаемого к нитям или ленточному изделию в конце этой же стадии сжатия и составляет по меньшей мере около 0,25 килограмм-силы (2,45 ньютонов),
в) растягивают ленточное изделие по меньшей мере на одной стадии при температуре в интервале от около 130°С до около 160°С при скорости растяжения от около 0,001 мин-1 до около 1 мин-1,
г) необязательно один или несколько раз повторяют стадию б) при температуре от около 100°С до около 160°С,
д) необязательно один или несколько раз повторяют стадию в),
е) необязательно ослабляют продольное растягивающее усилие между любыми из стадий б)-д);
ж) необязательно увеличивают продольное растягивающее усилие между любыми из стадий б)-д);
з) охлаждают ленточное изделие до температуры менее около 70°С в растянутом состоянии.
Стадии б)-з) предпочтительно осуществляют непрерывно.
Во втором варианте осуществления изобретения предложен способ непрерывного изготовления ленточного изделия из полиэтилена неопределенной длины, в котором:
а) выбирают полиэтиленовые комплексные нити по меньшей мере одного вида со значением ориентирующей функции по оси С по меньшей мере 0,96, характеристической вязкостью, измеренной в декалине при температуре 135°С согласно стандарту ASTM D1601-99 от около 7 дл/г до 40 дл/г, сопротивлением разрыву от около 15 г/д до около 100 г/д, измеренным согласно стандарту ASTM D2256-02 с использованием образца длиной 10 дюймов (25,4 см) и при скорости растяжения 100%/мин;
б) непрерывно пропускают нити через одну или несколько нагретых зон при температурах от около 100°С до около 160°С в растянутом состоянии;
в) по меньшей мере один раз растягивают нагретые нити при скорости растяжения от около 0,01 мин-1 до около 5 мин-1;
г) прилагают к нитям продольное растягивающее усилие и подвергают их по меньшей мере одной стадии поперечного сжатия чтобы сплющить, уплотнить и сжать нити при температуре от около 100°С до около 160°С, в результате чего получают ленточное изделие со средним соотношением сторон в поперечном сечении по меньшей мере около 10:1, при этом каждая стадия сжатия имеет начало и конец, а величина продольного растягивающего усилия прилагаемого к нитям или ленточному изделию в начале каждой стадии сжатия, преимущественна равна величине продольного растягивающего усилия, прилагаемого к нитям или ленточному изделию в конце этой же стадии сжатия и составляет по меньшей мере около 0,25 килограмм-силы (2,45 ньютонов);
д) по меньшей мере один раз растягивают ленточное изделие при температуре от около 130°С до около 160°С при скорости растяжения от около 0,001 мин-1 до около 1 мин-1;
е) необязательно повторяют стадию г) один или несколько раз;
ж) необязательно повторяют стадию д) один или несколько раз;
з) необязательно ослабляют продольное растягивающее усилие между любыми из стадий в)-ж);
и) необязательно увеличивают продольное растягивающее усилие между любыми из стадий в)-ж);
к) охлаждают ленточное изделие до температуры менее около 70°С в растянутом состоянии.
Стадии б)-к) предпочтительно осуществляют непрерывно.
Непрерывный способ согласно первому варианту осуществления схематически проиллюстрирован на фиг.1, 2 и 7. Непрерывный способ согласно второму варианту осуществления схематически проиллюстрирован на фиг.3-6. Фигуры, на которых проиллюстрирован конкретный вариант осуществления, различаются количеством и размещением технологического оборудования, но иллюстрируют одинаковые стадии.
Как показано на каждой из фиг.1-7, выбранные комплексные нити 10-16, соответственно, из ПЭСВММ разматывают из упаковки или навоя (не показан) и пропускают над и под несколькими фиксирующими роликами (20). Фиксирующие ролики имеют температуру от около 25°С до около 137°С.
Как показано на фиг.1-2 и 7, нити, выходящие из фиксирующих роликов 80, 81, 86, соответственно, в растянутом состоянии поступают непосредственно в одно или несколько средств 30, 33, 39 сжатия, уплотнения и сплющивания, в результате чего получают ленточное изделие. Затем ленточное изделие по меньшей мере один раз нагревают и растягивают.
Как показано на фиг.3-6, нити, выходящие из фиксирующих роликов 82-85, соответственно, нагревают и растягивают до поступления в средства сжатия. Нити нагревают любым способом, таким как инфракрасное излучение, контакт с нагретой поверхностью или контакт с нагретой текучей средой. Нити предпочтительно нагревают и растягивают в сушильном шкафу 50-59, 510 с принудительной конвекцией (фиг.1-7) с множеством температурных зон. Нити растягивают по меньшей мере один раз при температурах от около 100°С до около 160°С и со скоростью от около 0,01 мин-1 до около 5 мин-1. Скорость растяжения определяется как разность между скоростью, с которой материал выходит из зоны растяжения (V2), и скоростью, с которой он поступает в зону растяжения (V1), деленная на длину зоны растяжения (L), т.е.:
скорость растяжения=(V2-V1)/L, мин-1.
Нити предпочтительно растягивают до степени растяжения от около 1,01:1 до около 20:1 при температуре от около 135°С до около 155°С. Степень растяжения предпочтительно является максимально возможной без разрыва нитей. В обоих из рассматриваемых вариантов осуществления каждая нить или ленточное изделие находится под действием продольного растягивающего усилия как в начале, так и в конце сжатия в каждом средстве 30-40 сжатия. Продольное растягивающее усилие регулируют путем регулирования скоростей следующих один за другим приводных средств.
Величина продольного растягивающего усилия, прилагаемого к нитям или ленточному изделию в начале каждой стадии сжатия, преимущественно равна величине продольного растягивающего усилия, прилагаемого к нитям или ленточному изделию в конце этой же стадии сжатия. В контексте изобретения термин "преимущественно равный" означает, что соотношение между минимальным и максимальным растягивающими усилиями на протяжении стадии сжатия составляет по меньшей мере 0,75:1, предпочтительно по меньшей мере 0,80:1, более предпочтительно по меньшей мере 0,85:1, еще более предпочтительно по меньшей мере 0,90:1, наиболее предпочтительно по меньшей мере 0,95:1. Такое преимущественно равномерное продольное растягивающее усилие в начале и в конце стадии сжатия является одним из краеугольных признаков предложенного в изобретении способа. За счет равномерных растягивающих усилий на протяжении стадии сжатия обеспечивается нулевое растяжение в средней точке сжатия. Предполагается, что предложенный в изобретении способ превосходит известные из техники способы, в которых на протяжении стадии сжатия поддерживают одинаковое растягивающее напряжение (г/д), в результате чего возникают неуравновешенные растягивающие усилия по мере уменьшения массового номера волокна. Предложенный в изобретении способ позволяет использовать более высокие давления и температуры на стадии сжатия без разрыва нитей или ленточного изделия или проскальзывания в средствах сжатия. Предполагается, что тем самым обеспечивается повышение производительности и возможность увеличения прочности.
Продольное растягивающее усилие, прилагаемое к нитям или ленточному изделию в начале и в конце стадии сжатия, составляет по меньшей мере 0,25 килограмм-силы (сокращенно кгс, что равно 2,45 ньютонам, сокращенно Н). Растягивающее усилие в начале и в конце стадии сжатия предпочтительно составляет по меньшей мере 0,5 кгс (4,9 Н), более предпочтительно по меньшей мере 1 кгс (9,8 Н), еще более предпочтительно по меньшей мере 2 кгс (19,6 Н), наиболее предпочтительно, по меньшей мере 4 кгс (39,2 Н). Продольное растягивающее усилие наиболее предпочтительно является максимально возможным без разрыва нитей или ленточного изделия и без проскальзывания нитей или ленточного изделия в средствах сжатия.
Для ясности и без намерения ограничить объем изобретения следует отметить, что проиллюстрированные средства 30-40 сжатия на каждой из фиг.1-7 представляют собой вращающиеся в противоположных направлениях противолежащие ролики (захватывающие ролики), каждый из которых предпочтительно имеет одинаковую окружную скорость и давит на нити или ленточное изделие. Другие применимые и хорошо известные средства сжатие включают пакеты захватывающих роликов, состоящие из трех или более роликов в одном блоке и обеспечивающие два или более сжатий, пары конвейерных лент, которые с противоположных сторон сжимают нити или ленточное изделие, ролики, в которых нити или ленточное изделие поворачивается на 180° под действием сильного растягивающего усилия, и т.п. Давление, прилагаемое захватывающими роликами и конвейерными лентами, может создаваться гидравлическими цилиндрами или за счет установки между роликами меньшего зазора, чем толщина поступающего материала. Кроме того, возможны и предусмотрены другие средства сжатия.
Средствам сжатия может сообщаться вибрация. Если рассматривать ленточное изделие как квазидвумерный объект, имеющий длину и ширину, но пренебрежимо малую толщину, вибрация может сообщаться в направлении по нормали к плоскости ленточного изделия или в плоскости ленточного изделия или в направлении под углом к обеим плоскостям. Вибрация может иметь низкую частоту или звуковые или ультразвуковые частоты. Вибрация может использоваться как средство облегчения уплотнения за счет придания дополнительных импульсов давления или усилия сдвига. Она также может использоваться для создания периодических колебаний толщины или ширины сжатого изделия, используемых для связывания в случае композиционных материалов.
Давление, прилагаемое на стадии сжатия в каждом варианте осуществления, составляет от около 20 до около 10000 фунтов на квадратный дюйм (фунт/кв. дюйм) (от около 0,14 до около 69 МПа), предпочтительно от около 50 до около 5000 фунт/кв. дюйм (от около 0,34 до около 34 МПа), более предпочтительно от около 50 до около 2500 фунт/кв. дюйм (от около 0,69 до около 17 МПа). Давление предпочтительно повышается на последующих стадиях сжатия. Средства сжатия имеют температуру от около 25°С до около 160°С, предпочтительно от около 50°С до около 155°С, более предпочтительно от около 100°С до около 150°С. После прохождения через по меньшей мере одно средство сжатия, например, средство 30, показанное на фиг.1, сформированное ленточное изделие 100 по меньшей мере один раз нагревают и растягивают. Нагрев ленточного изделия может осуществляться любым способом, таким как инфракрасное излучение, контакт с нагретой поверхностью или контакт с нагретой текучей средой. Ленточное изделие предпочтительно нагревают и растягивают в сушилке 50, 51 с принудительной конвекцией и множеством температурных зон, разграниченных на чертежах пунктирными линиями. На чертежах не показаны нагреватели и нагнетатели для нагрева и циркуляции воздуха через шкаф.
Растягивание ленточного изделия осуществляют при температуре от около 100°С до около 160°С, предпочтительно от около 135°С до около 150°С. Ленточное изделие растягивают со скоростью от около 0,001 мин-1 до около 1 мин-1. Ленточное изделие предпочтительно растягивают со скоростью от около 0,001 мин-1 до около 0.1 мин-1. Ленточное изделие предпочтительно растягивают до степени растяжения от около 1.01:1 до 20:1.
Растягивающее усилие может прилагаться любыми соответствующими средствами, такими как путем пропускания нитей над и под достаточным числом ведомых роликов 60, как показано на фиг.2, 3, 4 и 6; с использованием средств 31, 32, 40 сжатия, как показано на фиг.1 и 7; с использованием как средств 36, 37, 40 сжатие, так и ведомых роликов 60, 61, как показано на фиг.5 и 7; или путем многократного наматывания ленточного изделия вокруг пары, образованной приводным прядильным диском и неприводным роликом (не показана). Ведомые ролики, прилагающие растягивающее усилие, могут находиться внутри или снаружи шкафа. Продольное растягивающее усилие необязательно является одинаковым на протяжении непрерывного процесса. Растяжение нити или ленточное изделие необязательно может быть ослаблено путем уменьшения продольного растягивающего усилия, или с помощью средств локализации натяжения может быть допущена усадка менее около 5% между последовательными сжатиями или растяжениями. В качестве альтернативы натяжение между последовательными сжатиями или растяжениями может быть увеличено с помощью средств локализации натяжения. Как показано на фиг.7, ролики 61 действуют как средства локализации натяжения. На ленточное изделие 114 может воздействовать большее или меньшее растягивающее усилие, чем на ленточное изделие 113, в зависимости от скорости захватывающих роликов 39 и 40 и температуры в двух шкафах. В любом случае скорость фиксирующих роликов 20 и ведомых роликов 60 регулируют с целью поддержания постоянного растягивающего усилия в средствах 39 и 40 сжатия.
Ленточное изделие охлаждают в растянутом состоянии до подачи в устройство для намотки. Длина ленточного изделия незначительно уменьшается вследствие теплового сжатия, но натяжение во время охлаждения должно быть достаточно сильным для предотвращения усадки, превышающей тепловое сжатие. Ленточное изделие предпочтительно охлаждают на роликах 60, которые охлаждают путем естественной конвекции, принудительного воздушного охлаждения или водяного охлаждения изнутри. Готовое растянутое ленточное изделие 70-76, охлажденное в растянутом состоянии до температуры менее около 70°С, наматывают в растянутом состоянии (в не показанном устройстве для намотки) в виде упаковки или на навой. Как отмечено выше, число и размещение средств сжатия и средств растяжения могут изменяться в конкретном варианте осуществления, как схематически проиллюстрировано на чертежах.
На фиг.1, на которой проиллюстрирован первый вариант осуществления, показана последовательность сжатие - растяжение - сжатие - растяжение - сжатие. На фиг.2, на которой проиллюстрирован первый вариант осуществления, показана последовательность сжатие - сжатие - растяжения.
На фиг.3-6 проиллюстрирован второй вариант осуществления изобретения. На фиг.3 показана последовательность растяжение - сжатие - растяжение.
На фиг.4 показана последовательность растяжение - три последовательных сжатия - растяжение.
На фиг.5 показана последовательность растяжение - сжатие - растяжение - сжатие - растяжение в сушилке 57 с шестью зонами.
На фиг.6 показана последовательность растяжение - два последовательных сжатия - растяжение в сушилке 58 с четырьмя зонами.
На фиг.7, на которой проиллюстрирован первый вариант осуществления, показана последовательность сжатие - растяжение - растяжения при увеличенном растягивающем усилии-сжатии.
Возможны и предусмотрены многочисленные другие последовательности технологических операций в соответствии с первым или вторым вариантами осуществления изобретения.
Предложенным в изобретении способом предпочтительно получают ленточное изделие, имеющее прочность на разрыв по меньшей мере около 2,2 ГПа, более предпочтительно по меньшей мере около 2,6 ГПа, еще более предпочтительно по меньшей мере около 3,0 ГПа, наиболее предпочтительно по меньшей мере около 3,6 ГПа.
Предложенным в изобретении способом предпочтительно получают ленточное изделие, прочностью на разрыв у которого составляет по меньшей мере 75% прочности нитей, из которого оно изготовлено. Предложенным в изобретении способом более предпочтительно получают ленту с более высокой прочностью на разрыв, чем у нитей, из которого она изготовлена.
В третьем варианте осуществления изобретения предложено ленточное изделие из полиэтилена неопределенной длины со средним соотношением сторон в поперечном сечении по меньшей мере 10:1 и характеристической вязкостью, измеренной в декалине при температуре 135°С согласно стандарту ASTM D1601-99 от около 7 дл/г до около 40 дл/г, при этом ленточное изделие имеет прочность на разрыв по меньшей мере около 3,6 ГПа, измеренную согласно стандарту ASTM D882 с использованием образца длиной 10 дюймов (25,4 см) и при скорости растяжения 100%/мин.
В четвертом варианте осуществления изобретения предложен материал, содержащий ленточные изделия согласно изобретению, который выбирают из группы, включающей тканые материалы, трикотажные материалы и материалы из объемных нитей. Материал согласно изобретению предпочтительно содержит по меньшей мере 50% по весу ленточных изделий согласно изобретению. В пятом варианте осуществления изобретения предложен слоистый материал, содержащий два или более однонаправленных слоев ленточных изделий согласно изобретению, при этом ленты в соседних слоях повернуты под углом от около 15 до около 90 градусов относительно друг друга.
В шестом варианте осуществления изобретения предложен ударопрочный и устойчивый к прониканию композиционный материал, содержащий по меньшей мере один элемент, выбранный из группы, включающей один из материалов согласно изобретению, один из слоистых материалов согласно изобретению и их сочетание. Композиционный материал согласно изобретению предпочтительно является устойчивым к прониканию пуль и ножей и других острых или заостренных предметов.
Следующие далее примеры приведены для обеспечения более полного понимания изобретения. Конкретные методы, условия, материалы, пропорции и полученные данные, представленные в целях иллюстрации принципов изобретения, являются наглядными и не должны интерпретироваться как ограничение объема изобретения.
Методы измерения
Характеристическая вязкость
Характеристическую вязкость измеряли согласно стандарту ASTM D1501-99 в растворе декалина при температуре 135°С.
Сопротивление нитей разрыву
Сопротивление нитей разрыву измеряли согласно стандарту ASTM D2256-02 с использованием образца длиной 10 дюймов (25,4 см) и при скорости растяжения 100%/мин.
Прочность ленты на разрыв
Прочность на разрыв измеряли согласно стандарту ASTM D882-09 с использованием образца длиной 10 дюймов (25,4 см) и при скорости растяжения 100%/мин.
Ориентирующая функция
Ориентирующую функцию по оси С (fc) измеряли методами широкоугольной рентгенодифракции, описанными у Correale, S.Т. & Murthy, Journal of Applied Polymer Science, том 101, стр.447-454 (2006) применительно к полиэтилену.
Примеры
В Примерах 1 и 2 испытывались упрощенные системы.
Пример 1 (сравнительный)
Комплексные нити из ПЭСВММ волокна с массовым номером 1200 денье, имеющие характеристическую вязкость 12 дл/г, значение ориентирующей функции по оси С 0,99 и начальное сопротивление разрыву 28 г/д, подвергли скручиванию с коэффициентом 7 кручений на 1 дюйм длины (2,76 кручения/см). Скрученные нити имели сопротивление разрыву 15,5 г/д. Скрученные нити вытянули и сплавили, а затем подвергли статическому сжатию в прессе между плитами при температуре 22°С и под давлением около 8000 фунт/кв. дюйм (около 55 МПа). Прочность на разрыв ленточного изделия составляла 2,0 ГПа, что соответствует сопротивлению разрыву 23,4 г/д. Ленточное изделие сохраняло 83,6% прочности исходных нескрученных нитей.
Пример 2 (сравнительный)
Комплексные нити из ПЭСВММ волокна с массовым номером 4800 денье, имеющие характеристическую вязкость 14 дл/г, значение ориентирующей функции по оси С 0,99 и сопротивление разрыву 28 г/д, подвергли скручиванию с коэффициентом около 0,025 кручений на 1 дюйм длины (около 0,01 кручения/см). Нити подвергли растяжению со степенью 2.5:1 в конвекционной сушилке с принудительной подачей воздуха при температуре 155,5°С и скорости растяжения 1,07 мин-1. Тем самым по меньшей мере частично сплавили друг с другом волокна нитей. Растянутые и сплавленные нити имели сопротивление разрыву 20 г/д.
Растянутые и сплавленные нити диаметром около 0,065 см непрерывно протягивали через стальную плиту при температуре 152°С, а затем через фиксированный зазор между нижней нагретой плитой и верхней не нагретой стальной плитой. Верхняя плита была расположена под углом к нижней плите, в результате чего ее нижний край служил линией контакта с нитями. Растягивающие усилия составляли 225 г на входе нитей в зазор и 400 г на выходе из зазора.
После прохождения через зазор нити непрерывно сплющивали, уплотняли и сжимали в растянутом состоянии, в результате чего получили ленту. Поскольку лента оставалась в контакте с нагретой плитой за пределами сжимающего зазора, могло происходить некоторое растяжение.
Изготовленное таким способом ленточное изделие имело толщину 0,005 дюйма (0,0127 см), ширину 0,10 дюйма (0,254 см) и соотношение сторон 20:1. Лента имела прочность на разрыв 1,62 ГПа, соответствующую сопротивлению разрыву 19 г/д, сохраняла 68% прочности исходных нитей.
Пример 3
Приведенный далее пример является лучшим предусмотренным авторами примером реализации первого варианта осуществления изобретения.
Были выбраны скрученные с коэффициентом около 0,01 кручения/см комплексные нити из сформованного из геля ПЭСВММ волокна с массовым номером 1200 денье, имеющие характеристическую вязкость 14 дл/г, значение ориентирующей функции по оси С 0,99 и сопротивление разрыву 47 г/д.
Как показано на фиг.1, нити 10 размотали из упаковки на шпулярнике (не показан) и пропустили над фиксирующими роликами 20. Ролики имели температуру 130°С. Нити, выходящие из фиксирующих роликов 80, со скоростью 5 м/мин подали непосредственно в первую пару прижимных захватывающих роликов 30. С помощью захватывающих роликов приложили к нитям продольное растягивающее усилие 2,5 кгс (24,5 Н). Захватывающие ролики имели температуру 135°С. Нити сплющили, уплотнили и сжали в захватывающих роликах под давлением около 500 фунт/кв. дюйм (около 3,4 кПа), в результате чего получили ленточное изделие 100. К ленточному изделию на выходе из первой пары захватывающих роликов (30) приложили продольное растягивающее усилие 2,5 кгс (24,5 Н) с помощью второй пары захватывающих роликов 31.
Ленточное изделие 100 пропустили через две зоны конвекционной сушилки 50 с принудительной подачей воздуха между захватывающими роликами 30 и 31. Температуры в сушилке составляли 149°С в зоне 1 и 150°С в зоне 2. В сушилке 50 ленточное изделие 100 растянули со скоростью 0,11 мин-1. Растянутое ленточное изделие вторично сжали в захватывающих роликах 31 и подали во вторую сушилку 51. Вторая пара захватывающих роликов имела температуру 147°С. Дважды подвергнутое сжатию и один раз растяжению ленточное изделие 101 растянули со скоростью растяжения 0,096 мин-1 в первой и второй зонах второй сушилки 51 под действием продольного растягивающего усилия 2,5 кгс (29,4 Н), прилагаемого третьей парой захватывающих роликов 32. Температуры в зонах сушилки 51 составляли 151°С и 152°С, соответственно.
Затем ленточное изделие в третий раз сжали под давлением около 500 фунт/кв. дюйм (около 3,4 кПа) в третьем комплекте захватывающих роликов 32 при температуре 150°С. На входе и выходе третьего комплекта захватывающих роликов к ленточному изделию прилагалось преимущественно постоянное продольное растягивающее усилие 2,5 кгс (29,4 Н). Продольное растягивающее усилие на выходе третьего комплекта захватывающих роликов 32 прилагалось к ленточному изделию наружными роликами 60.
Ленту в растянутом состоянии охладили до температуры 50°С наружных роликов 60. Смотали готовое ленточное изделие 70 в растянутом состоянии со скоростью 7,5 м/мин.
Изготовленное новое ленточное изделие имело поперечное сечение преимущественно прямоугольной формы, толщину 0,00697 см, ширину 0,135 см и среднее соотношение сторон в поперечном сечении 20:1. Прочность на разрыв ленточного изделия составляла 3,6 ГПа, что соответствует сопротивлению разрыву 42 г/д. Ленточное изделие сохраняло 89% прочности нитей, из которых оно было изготовлено.
Пример 4
Приведенный далее пример является лучшим предусмотренным авторами примером реализации второго варианта осуществления изобретения. Были выбраны скрученные с коэффициентом около 0,01 кручения/см комплексные нити из сформованного из геля ПЭСВММ волокна с массовым номером 4800 денье, имеющие характеристическую вязкость 15 дл/г, значение ориентирующей функции по оси С 0,98 и сопротивление разрыву 45 г/д.
Как показано на фиг.3 нити 12 размотали из упаковки на шпулярнике (не показан) и пропустили над фиксирующими роликами 20. Ролики имели температуру 135°С. Нити, выходящие из фиксирующих роликов 82, со скоростью 5 м/мин подали в сушилку 53 с двумя зонами под действием продольного растягивающего усилия 8 кгс (78,4 Н). Продольное растягивающее усилие регулировали за счет скорости захватывающих роликов 34. Температуры в первой и второй зонах сушилки составляли 149°С и 150°С, соответственно. В сушилке 53 нити растянули со скоростью 0.09 мин-1 до подачи в захватывающие ролики. Растянутые нити сжали в захватывающих роликах (34) при температуре 152°С, в результате чего получили ленточное изделие. Ленточное изделие подали во вторую сушилку 54 и растянули под действием продольного растягивающего усилия 8 кгс (78,4 Н). Продольное растягивающее усилие регулировали за счет скорости наружных роликов (60). Ленточное изделие растянули со скоростью 0,086 мин-1 при температуре 152°С. Ленту в растянутом состоянии охладили до температуры 50°С наружных роликов 60. Смотали готовое ленточное изделие 72 в растянутом состоянии со скоростью 7 м/мин.
Изготовленное новое ленточное изделие имело поперечное сечение преимущественно прямоугольной формы, толщину 0,00627 см, ширину 0.627 см и среднее соотношение сторон в поперечном сечении 100:1. Прочность на разрыв ленточного изделия составляла 3,6 ГПа, что соответствует сопротивлению разрыву 42 г/д. Ленточное изделие сохраняло 93% прочности нитей, из которых оно было изготовлено.
Пример 5
Из ленточного изделия, описанного в Примере 3, изготовили тканый материал с миткалевым переплетением и плотностью нитей корда и утка 7,2 на сантиметр.
Пример 6
Из ленточного изделия, описанного в Примере 4, изготовили тканый материал с миткалевым переплетением и плотностью нитей корда и утка 1,5 на сантиметр.
Пример 7
Ленточное изделие, описанное в Примере 3 или Примере 4, смотали во множество упаковок, и поместили их на шпулярник. Множество концов ленточных изделий, параллельно разматываемых со шпулярника в боковом контакте друг с другом, поместили на несущее полотно из пленки из полиэтилена высокой плотности (HDPE) толщиной 0,00035 см. Несущее полотно и ленточные изделия пропустили через нагретые захватывающие ролики под давлением, чтобы соединить ленточные изделия с несущим полотном. Несущее полотно и соединенные с ним параллельные ленточные изделия смотали в два рулона.
Оба рулона загрузили в устройство для поперечного армирования, описанное в патенте US 5173138, в котором полотна с ленточными изделиями подвергли поперечному армированию и уплотнению под действием тепла и давления. В результате, получили четырехслойный материал со следующим расположением слоев по порядку их следования в слоистом материале: HDPE - ленточные изделия - ленточные изделия - HDPE, при этом ленты в соседних слоях располагались под прямым углом друг к другу. Затем этот слоистый материал согласно изобретению смотали в рулон.
Пример 8
Материалы согласно изобретению, описанные в Примере 5 или Примере 6, свернули вдвое и неплотно соединили, в результате чего получили готовый продукт согласно изобретению с поверхностной плотностью 1,5 кг/м2. Готовый продукт согласно изобретению предположительно обеспечивает показатель удельного поглощения энергии оболочечной пистолетной пули Parabellum 9×19 мм по меньшей мере около 500 Дж-м2/кг, измеренный согласно стандарту MIL.-STD.662F.
Пример 9
Слоистые материалы согласно изобретению, описанные в Примере 7, свернули в вдвое и уплотнили, чтобы получить ударопрочное и устойчивое к прониканию композиционное изделие согласно изобретению с поверхностной плотностью 1,5 кг/м2. Композиционный материал согласно изобретению предположительно обеспечивает показатель удельного поглощения энергии оболочечной пистолетной пули Parabellum 9×19 мм по меньшей мере около 500 Дж·м2/кг, измеренный согласно стандарту MIL.-STD.662F.
Хотя изобретение было описано со всеми подробностями, подразумевается, что следование таким подробностям необязательно, и специалистами в данной области техники могут быть предложены дополнительные изменения и модификации, входящие в объем изобретения, охарактеризованного в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОМОДУЛЬНОЕ ВОЛОКНО ВЫСОКОЙ ПРОЧНОСТИ ИЗ СВЕРХВЫСОКОМОЛЕКУЛЯРНОГО ПОЛИЭТИЛЕНА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2013 |
|
RU2612714C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТЫ ДЛЯ ОРТОПЕДИЧЕСКИХ ПОВЯЗОК С НАНЕСЕННЫМ ПЕЧАТНЫМ РИСУНКОМ | 1998 |
|
RU2197392C2 |
| ВЫСОКОПРОЧНОЕ ИЗДЕЛИЕ В ВИДЕ ЛЕНТЫ ИЗ ПОЛИЭТИЛЕНА СВЕРХВЫСОКОЙ МОЛЕКУЛЯРНОЙ МАССЫ | 2012 |
|
RU2600722C2 |
| ПОЛИЭТИЛЕНОВАЯ ПРЯЖА И СПОСОБ ЕЕ ВЫТЯЖКИ (ВАРИАНТЫ) | 2005 |
|
RU2388856C2 |
| СЛОИСТЫЕ МАТЕРИАЛЫ ИЗ ПЛЕНКИ НА ОСНОВЕ СВЕРХВЫСОКОМОЛЕКУЛЯРНОГО ПОЛИЭТИЛЕНА | 2012 |
|
RU2645570C2 |
| ДЫШАЩИЙ НЕ ПРОНИЦАЕМЫЙ ДЛЯ ЖИДКОСТИ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1998 |
|
RU2205757C2 |
| РАСТЯГИВАЮЩИЕСЯ МНОГОСЛОЙНЫЕ МАТЕРИАЛЫ | 2016 |
|
RU2707783C2 |
| СЛОИ ИЗ НЕТКАНОГО МАТЕРИАЛА, ИЗГОТОВЛЕННОГО РАЗДУВОМ РАСПЛАВА ПОЛИМЕРА НА ОСНОВЕ ПРОПИЛЕНА, И КОМПОЗИТНЫЕ СТРУКТУРЫ | 2006 |
|
RU2415206C2 |
| ПОЛИМЕРЫ ЭТИЛЕНА И НЕОБЯЗАТЕЛЬНО СПОСОБНЫХ СОПОЛИМЕРИЗОВАТЬСЯ СЛОЖНЫХ ЭФИРОВ, ПЛЕНКИ, ИЗГОТОВЛЕННЫЕ С ИСПОЛЬЗОВАНИЕМ ТАКИХ ПОЛИМЕРОВ, И СПОСОБЫ РАСТЯГИВАЮЩЕЙСЯ УПАКОВКИ В ВИДЕ ЧЕХЛА С ИСПОЛЬЗОВАНИЕМ ТАКИХ ПЛЕНОК | 2004 |
|
RU2350628C2 |
| РАСТЯГИВАЮЩИЙСЯ СЛОИСТЫЙ МАТЕРИАЛ С НАВИТЫМИ ЭЛАСТИЧНЫМИ ЭЛЕМЕНТАМИ И ФОРМОВАННЫМ СЛОЕМ НЕТКАНОГО МАТЕРИАЛА | 2019 |
|
RU2757890C1 |
Изобретение относится к ленточному изделию из полиэтилена, к способу его изготовления, слоистому материалу, содержащему два или более направленных слоев ленточных изделий, и к ударопрочным материалам. Изобретение обеспечивает повышение физико-механических свойств получаемых изделий. 4 н. и 6 з.п. ф-лы, 7 ил.
1. Способ изготовления ленточного изделия из полиэтилена, в котором:
а) выбирают полиэтиленовые комплексные нити по меньшей мере одного вида, со значением ориентирующей функции по оси С по меньшей мере 0,96, характеристической вязкостью, измеренной в декалине при температуре 135°C согласно стандарту ASTM D1601-99, от около 7 дл/г до 40 дл/г, и сопротивлением разрыву от около 15 г/д до около 100 г/д, измеренным согласно стандарту ASTM D2256-02 с использованием образца длиной 10 дюймов (25,4 см) и при скорости растяжения 100%/мин,
б) прилагают к нитям продольное растягивающее усилие и подвергают их по меньшей мере одной стадии поперечного сжатия, чтобы сплющить, уплотнить и сжать нити при температуре от около 25°C до около 137°C, в результате чего получают ленточное изделие со средним соотношением сторон в поперечном сечении по меньшей мере около 10:1, при этом каждая стадия сжатия имеет начало и конец, а величина продольного растягивающего усилия, прилагаемого к нитям или ленточному изделию в начале каждой стадии сжатия, преимущественна равна величине продольного растягивающего усилия, прилагаемого к нитям или ленточному изделию в конце этой же стадии сжатия, и составляет по меньшей мере около 0,25 килограмм-силы (2,45 ньютонов),
в) по меньшей мере один раз растягивают ленточное изделие при температуре в интервале от около 130°C до около 160°C при скорости растяжения от около 0,001 мин-1 до около 1 мин-1,
г) необязательно один или несколько раз повторяют стадию б) при температуре от около 100°C до около 160°C,
д) необязательно один или несколько раз повторяют стадию в),
е) необязательно ослабляют продольное растягивающее усилие между любыми из стадий б)-д),
ж) необязательно увеличивают продольное растягивающее усилие между любыми из стадий б)-д),
з) охлаждают ленточное изделие до температуры менее около 70°C в растянутом состоянии.
2. Способ по п.1, в котором стадии б)-з) предпочтительно осуществляют непрерывно.
3. Способ по п.1, в котором выбранные комплексные нити имеют менее около 10 кручений на дюйм (2,54 см) длины.
4. Способ по п.1, в котором волокна выбранных комплексных нитей соединяют методом, выбранным из группы, включающей сплавление и связывание.
5. Способ по п.1, в котором прочность ленточного изделия, измеренная согласно стандарту ASTM D882-09 с использованием образца длиной 10 дюймов (25,4 см) и при скорости растяжения 100%/мин, составляет по меньшей мере 75% прочности комплексных нитей, из которых оно изготовлено.
6. Способ по п.1, в котором ленточное изделие имеет прочность на разрыв по меньшей мере около 2,2 ГПа, измеренную согласно стандарту ASTM D882-09 с использованием образца длиной 10 дюймов (25,4 см) и при скорости растяжения 100%/мин.
7. Способ по п.1, в котором средству для сжатия сообщают вибрацию в определенном направлении относительно плоскости ленточного изделия, выбранном из группы, включающей направление по нормали к плоскости, направление в плоскости и наклонное направление к обеим плоскостям.
8. Ленточное изделие из полиэтилена, изготовленное способом по п.1.
9. Слоистый материал, содержащий два или более однонаправленных слоев ленточных изделий по п.8, при этом ленты в соседних слоях повернуты под углом от около 15 до около 90 градусов относительно друг друга.
10. Ударопрочный и устойчивый к прониканию готовый продукт, содержащий по меньшей мере один элемент, выбранный из группы, включающей материал по п.9.
| JPH 05214657А, 24.08.1993 | |||
| ПОЛИЭТИЛЕН, СПОСОБ ЕГО ПОЛУЧЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИЭТИЛЕНА | 1993 |
|
RU2114866C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ ПОЛИЭТИЛЕНОВОЙ МНОГОВОЛОКОННОЙ ПРЯЖИ | 2004 |
|
RU2334028C2 |
| RU 2007112312 A, 20.10.2008 | |||
| JPS 6097835 А, 31.05.1985 | |||

