ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к способу выполнения теплового барьерного слоя в многослойной системе защиты металлической детали из суперсплава. Оно относится также к металлической детали из суперсплава, снабженной такой защитной системой.
Областью изобретения является разработка термостойких материалов, подходящих для изготовления термомеханических деталей, в частности деталей турбины высокого давления (HP), таких как съемные лопатки или направляющие сопловые аппараты.
Непрерывное улучшение КПД современных газовых турбин влечет использование все более высоких температур на входе турбины и, следовательно, применение все более термостойких материалов.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Для этих целей были разработаны суперсплавы на основе никеля (Ni) и алюминия (Al): равноосные суперсплавы, затем суперсплавы направленного твердения и, наконец, монокристаллические. Однако в настоящее время разработки этих суперсплавов недостаточно, чтобы удовлетворять все более возрастающим требованиям к деталям, стойким к высокой температуре в течение их срока службы. Обычно, предельная температура применения суперсплавов составляет примерно 1100°C, тогда как температура газов на входе в камеру сгорания или на выходе турбины может намного превосходить 1600°C.
Для этих целей, появились теплоизоляционные покрытия для этих суперсплавов, позволяющие снизить температуру металла деталей, охлаждаемых внутренней конвекцией. Эти теплоизоляционные покрытия, называемые тепловыми барьерами или же BT, обычно состоят из наружного керамического слоя на основе оксида циркония (иначе двуокиси циркония), стабилизированного оксидом иттрия, называемого также иттрированным оксидом циркония, осажденного на нижний металлический связующий слой. Нижний слой предназначен для придания адгезии керамическому покрытию, и одновременной защиты металла детали от окисления и коррозии.
Нижний металлический слой может быть образован путем гальванического осаждения платины с последующим алитированием в паровой фазе. Затем, на этот нижний слой осаждают изолирующий керамический слой оксида циркония, стабилизированного оксидом иттрия, либо путем термонапыления (тогда микроструктура полученного осажденного слоя будет ламеллярной), либо испарением материала электронным пучком (тогда микроструктура полученного осажденного слоя будет столбчатой).
Чтобы улучшить характеристики покрытий BT в отношении стойкости к окислению/коррозии при высокой температуре, были разработаны композиции для нижних металлических слоев, например, нижние слои с составами типа Ni(1-x)PtxAl (никель-платина-алюминий). Осаждение платины на деталь проводится электролизом, осаждение алюминия химическим способом (CVD) или способом физического осаждения в паровой фазе (PVD).
Другие разработки относятся к улучшению керамического слоя, в частности, к формированию слоя оксида циркония, стабилизированного иттрием, способом золь-гель или обработкой холодной плазмой.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
BT-покрытия, предоставленные этими разработками, остаются ограниченными в отношении характеристик и срока службы, в частности, что касается стойкости к окислению/коррозии. Кроме того, воспроизводимость применяемых методов ненадежна, в частности, для выполнения покрытия с нижним слоем Ni(1-X)PtxAl. Кроме того, применяемые методы требуют большого числа сложных и длительных операций.
Более точно, изобретение стремится устранить эти недостатки, предлагая способ, позволяющий получить улучшенные составы для BT-слоя, еще более термостойкие и с существенно улучшенной стойкостью к окислению и коррозии.
Для этого в способе по изобретению выполняют, исходя из укладки отдельных керамических слоев, каждый слой, имеющий особые свойства и функции, разные и даже противоположные от слоя к слою, и за один этап, причем слои покрытия, посредством применения технологии спекания в электрическом поле (FAST), в данном случае технологией искрового спекания плазмой (SPS).
Технология SPS сочетает одновременное приложение одноосного давления и импульсов постоянного тока в контролируемой окружающей среде (в вакууме или в атмосфере особых газах). Эта технология известна в области порошковой металлургии, так как она позволяет путем прессования и спекания получить металлические или оксидные детали из порошков. В частности, применение технологии SPS позволяет изготавливать детали с микроструктурой, контролируемой на уровне размеров зерен и пористости.
Более точно, объектом настоящего изобретения является способ выполнения теплового барьера в многослойной системе защиты металлической детали из суперсплава. Способ состоит в проведении термообработки путем искрового спекания защитных материалов в наложенных слоях, в камере машины SPS. Эти слои содержат на основе из суперсплава по меньшей мере два слоя из огнеупорной керамики на основе оксида циркония, причем первый керамический слой, называемый внутренним, химически и термически совместим с основой, а последний керамический слой, называемый наружным, располагается поверх других слоев. Этот наружный слой имеет более высокую физико-химическую стойкость к внешним загрязнителям типа CMAS и/или термостойкость, чем внутренний слой.
Физико-химическая стойкость выражается, в частности, коэффициентом смачивания между загрязнителями и наружным слоем, достаточным, чтобы препятствовать растеканию и проникновению расплавленных загрязнителей в наружный слой. Предпочтительно, наружный слой может содержать элемент, в частности церий или другой элемент семейства редкоземельных элементов, который в случае химического взаимодействия с загрязнителями повышает температуру плавления последних.
Предпочтительно, материалы выбирают так, чтобы коэффициенты теплового расширения были достаточно высокими, чтобы соответствовать расширению суперсплава, остающегося более холодным.
Предпочтительно, между основой из суперсплава и керамическими слоями может располагаться множество металлических листов, образующих нижний металлический слой.
Предпочтительно, внутренний слой может иметь коэффициент теплового расширения значительно более высокий, чем у последнего керамического слоя, в частности коэффициент теплового расширения, промежуточный между коэффициентом теплового расширения основы и последнего керамического слоя, а наружный слой теплового барьера может иметь температуру естественного спекания, а также предельную температуру применения существенно более высокую, чем у внутреннего слоя.
Более конкретно, свойства физико-химической стойкости наружного слоя относятся к спеканию, коррозии, эрозии и/или к аэродинамическим качествам, причем эти свойства достигаются благодаря выбору керамик, относящемуся к надлежащим коэффициенту теплопроводности, пористости, твердости и/или шероховатости, соответствующих и усиленных термообработкой на машине SPS. В таком случае наружный слой имеет по сравнению с внутренним слоем по меньшей мере одно из свойств, выбранных из: более низкого коэффициента теплового расширения, более высокой твердости, более низкого коэффициента теплопроводности, существенно более высокой температуры спекания, более низкой открытой пористости и/или более низкой шероховатости.
В частности, предпочтительна пористость теплового барьера от 15 до 25%, а для наружного слоя предпочтительна пористость ниже 15%. Шероховатость наружного слоя предпочтительно меньше 10 микрон.
Действительно, тепловой барьер из-за образования градиентов состава и пористости имеет постепенное изменение функции, осуществляемой каждым керамическим слоем, взятым по отдельности, в отношении их относительных характеристик: внутренний слой облегчает закрепление на нижнем металлическом слое (в частности, на слое оксида алюминия, который образуется на поверхности нижнего металлического слоя), благодаря его коэффициенту объемного расширения, соответствующему тепловым свойствам этого нижнего слоя и свойствам слоя оксида алюминия. В результате достигается аккомодация напряжений между нижним слоем, слоем оксида алюминия и внутренним керамическим слоем. Наружный слой осуществляет более высокую теплозащиту в условиях применения, в частности, в турбинах, благодаря его большей термостойкости, чем у внутреннего слоя, а также его более высокому сопротивлению спеканию и его более высокой предельной температуре применения.
Другие свойства стойкости (к эрозии, коррозии) и улучшение аэродинамики, благодаря сглаживанию наружного слоя, также могут быть достигнуты выбором материала наружного слоя или подходящих дополнительных слоев. В частности, материал с повышенной твердостью позволяет улучшить сопротивление эрозии. Материал с низкой открытой пористостью позволяет получить лучшую коррозионную стойкость при высокой температуре (например, к коррозии, вызываемой загрязнениями типа CMAS, т.е. оксиды кальция, магния и алюмосиликаты). Материал с малыми размерами зерен позволяет получить низкую шероховатость и, таким образом, позволяет улучшить аэродинамические свойства.
Согласно частным вариантам осуществления, камера снабжена средствами приложения давления и электрическими устройствами для протекания пульсирующего тока, причем приложение давления и протекание пульсирующего тока проводят на одном этапе осуществления, согласно циклу искрового спекания, регулируемого по температуре, давлению и продолжительности, с выдерживанием при постоянной температурой в интервале от 1000 до 1600°C, предпочтительно от 1100 до 1400°C, и выдерживанием при постоянном давлении в интервале от 15 до 150 МПа, предпочтительно от 10 до 100 МПа, чтобы тепловой барьер имел градиент состава, пористости и функциональность, с одной стороны, скрепления с нижним металлическим слоем, а с другой стороны, защиты и/или сглаживания (другими словами: шероховатости) наружного слоя.
Изобретение относится также к металлической детали из суперсплава, снабженной защитной системой, содержащей тепловой барьер и выполненный вышеупомянутым способом искрового спекания. В таком случае металлическая деталь содержит основу, состоящую из суперсплава на основе никеля, нижний металлический слой, содержащий фазы бета-(Ni,Pt)Al и/или альфа-NiPtAl, обогащенные платиной, слой оксида алюминия, образованный термическим выращиванием (иначе TGO) при выполнении детали искровым спеканием, и тепловой барьер, образованный указанным способом по меньшей мере из двух керамических слоев на основе циркония, химически и термомеханически совместимых, и имеющий наружную поверхность. Первый керамический слой, называемый внутренним, расположен ближе к нижнему металлическому слою и химически и термически совместим с этим нижним слоем, а последний наружный керамический слой, находящийся ближе всего к наружной поверхности барьера, способен иметь более высокую физико-химическую и/или термическую стойкость, чем внутренний слой.
Предпочтительно, внутренняя керамика выполнена с возможностью иметь коэффициент объемного расширения значительно выше, чем наружная керамика, расположенная ближе всего к наружной поверхности барьера. Эта наружная керамика предпочтительно имеет существенно более низкий коэффициент теплопроводности, чем внутренняя керамика, существенно более высокую температуру естественного спекания и/или предельную температуру применения, чем внутренняя керамика. Тепловой барьер имеет градиент состава и пористости от нижнего металлического слоя до наружной поверхности и функции, с одной стороны, скрепления с нижним металлическим слоем, а с другой стороны, защиты и/или сглаживания наружной поверхности.
В этих условиях, тепловой барьер имеет, помимо свойств термостабильности, низкий коэффициент теплопроводности, коэффициент теплового расширения, близкий к коэффициенту теплового расширения основы, и хорошее сопротивление спеканию, стойкость к коррозии, благодаря химической инертности к оксидам кальция, магния и алюмосиликатам вследствие его гранулярной микроструктуры с изотропной пористостью, сопротивление эрозии и хорошие аэродинамические свойства, а также отличную адгезию к слою TGO.
Металлическими деталями, более конкретно, но не исключительно, являются детали турбины или компрессора газовой турбины, в частности валы выпрямителя, направляющего соплового аппарата или детали камеры сгорания.
Согласно частным вариантам:
- керамика выбрана из соединений "YSZ" (оксид циркония, ZrO2, частично стабилизированный оксидом иттрия, Y2O3), соединений "GYSZ" (YSZ, легированные оксидом гадолиния Gd2O3), соединений "LZ" (цирконат лантана La2Zr2O7) и соединений "LZC" (цирконаты лантана, частично замещенного церием;
- внутренняя/наружная керамика предпочтительно выбрана из пар: xYSZ/LZ с массовой долей x оксида иттрия больше или равной 7 масс.%, xYSZ/LZC и xYSZ /GYSZ, в частности с x = 7 и x = 8 масс.%;
- соединения LZC представляют собой LZyC(1-y), с y = 70%, где y и 1-y означают дополняющее процентные содержания циркония и церия в цирконате, частично замещенном церием, и легированные соединения YSZ представляют собой tGvYSZ, где массовая процентная доля t оксида гадолиния равна 2%, а массовая процентная доля v соединения YSZ равна 8.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие признаки и преимущества изобретения будут понятны из изучения следующего описания, которое относится к одному примеру осуществления и приводится с обращением к приложенным фигурам, показывающим:
- фиг.1 - схематический вид в частичном разрезе оборудования SPS, содержащего матрицу и поршни, в которое был введен один пример слоистой системы образца металлической детали, согласно изобретению для проведения искрового спекания;
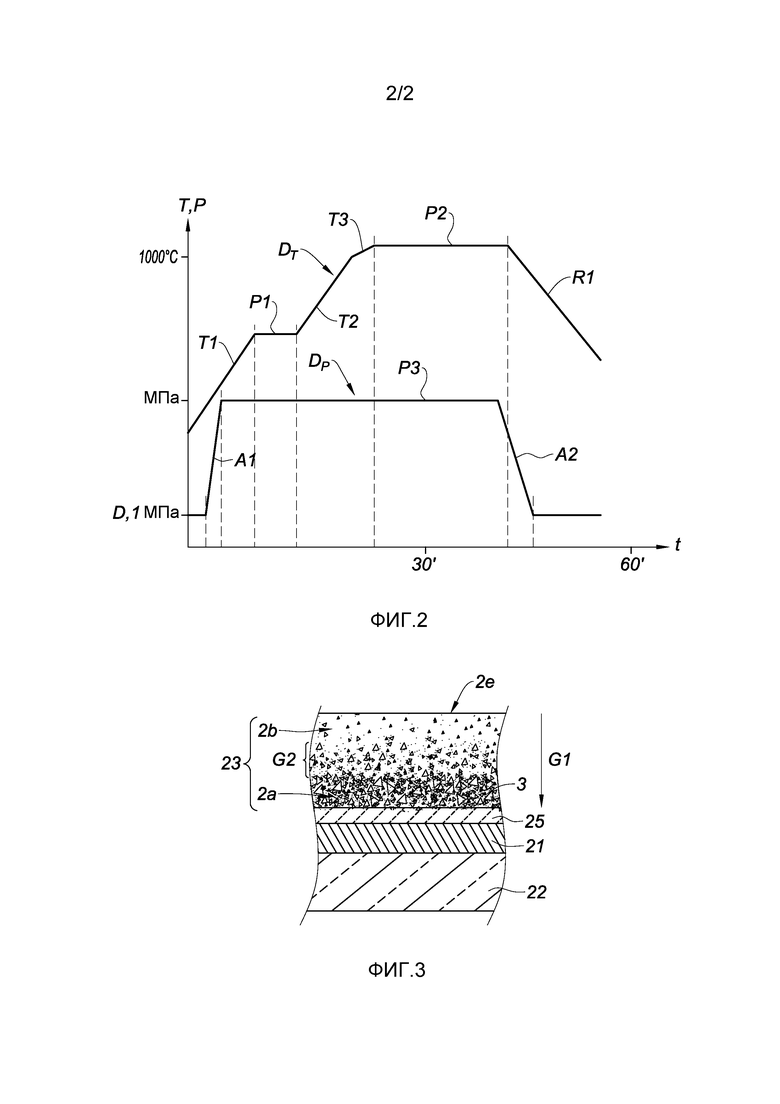
- фиг.2 - пример схемы циклов регулирования температуры и давления, в зависимости от времени для искрового спекания системы с фиг.1, и
- фиг.3 - вид в разрезе образца с фиг.1 после проведения искрового спекания.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВОПЛОЩЕНИЯ
Термины "вертикальный" и "горизонтальный", "верхний" или "нижний" и производные от них относятся к таким элементам, какие показаны на фигурах, то есть в режиме применения.
Фиг.1 показывает схематический вид в частичном вертикальном разрезе оборудования SPS 1, при применении в вакууме. Оборудование 1 содержит полую матрицу 10 из графита, окружающую цилиндрическую камеру 11. В эту камеру была введена слоистая система 2 образца металлической детали согласно изобретению для проведения искрового спекания. Показанные здесь слои являются круглыми, чтобы образовать заготовку, в целях выявления структур, получаемых после спекания. Изобретение распространяется на выполнение любых деталей с геометрической формой, адаптированной к ее применению, с применением камеры или формы подходящей геометрии.
В камере 11 установлены электрические контакты 12a, 12b и 14a, 14b, с обеих сторон системы 2. Контакты 12a и 14a, соответственно 12b и 14b, находятся по обе стороны электрического барьера 13a, соответственно 13b, состоящего в рассматриваемом случае из порошка оксида алюминия. Эти контакты сделаны из мягкого графита, например из papyex®. Этот материал препятствует загрязнению формы и облегчает извлечение из формы. Электрические барьеры позволяют ограничить прохождение тока через систему 2, который в таком случае течет в основном через матрицу 10.
Оборудование содержит также графитовые клеммы 16a и 16b для приложения электрического напряжения, с продольными вертикальными осями. Эти клеммы служат также поршнями, которые оказывают сжимающие усилия на контакты 14a и 14b с обеих сторон системы 2, под действием внешнего давления (стрелки F).
Более точно, система 2 состоит из укладки металлических листов, образующих нижний металлический слой 21, между основой 22 из суперсплава и керамическими слоями 2a, 2b, и теплового барьера 23, нанесенного в виде керамического порошка на листы, образующие нижний слой 21, чтобы образовать защитную систему 24 для основы 22.
В данном примере основа 22 состоит из суперсплава "AM1" на основе Ni, содержащего тантал (Ta), хром (Cr), кобальт (Co), вольфрам (W), алюминий (Al), молибден (Mo) и титан (Ti). На этой основе нижний металлический слой 21 образован последовательностью листов платины толщиной 5 мкм и алюминия толщиной 2 мкм. Тепловой барьер 23 состоит из двух керамических слоев 2a и 2b, добавленных последовательно в виде порошков на нижний слой 21.
В данном примере, слой 2a, называемый внутренним, состоит из керамического порошка 8YSZ, то есть оксида циркония, стабилизированного 8 масс.% оксида иттрия. Слой 2b, называемый наружным, состоит из керамического порошка 2G8YSZ, то есть из оксида циркония (ZrO2), частично стабилизированного оксидом иттрия (8 масс.%) и легированного оксидом гадолиния (GdO2) или гадолинием в количестве 2 масс.%.
В других примерах, слои 2a и 2b состоят из керамических порошков, соответственно, 7YSZ/LZ и 7YSZ/LZ7C3 (то есть с 70% циркония и, как дополнение, с 30% церия).
Во время операции искрового спекания циклы регулирования температуры "T" и давления "P" в зависимости от времени "t" следуют кривым с фиг.2. Кривая температуры DT достигает первого участка P1 постоянной температуры 700°C после участка T1 повышения температуры со скоростью 100°C в минуту. Первый период выдерживания при постоянной температуре, P1, длится около 10 минут, и за ним следует второе повышение температуры, T2, с той же скоростью, в течение примерно 10 минут.
За этим вторым повышением следует третье повышение, T3, с наклоном (50°C/мин) и меньшей длительностью (примерно 5 минут), чтобы достичь второго участка выдерживания при постоянной температуре, или основного участка выдерживания при постоянной температуре P2. Это второе выдерживание, P2, проводится при температуре 1100-1200°C и продолжается около 15 минут. Контролируемое снижение температуры, R1, проводится в течение примерно 30 минут со скоростью порядка 20°C в минуту, чтобы достичь примерно 500°C. Этот цикл продолжается около одного часа. За этим первым снижением температуры следует второе естественное охлаждение до достижения температуры окружающей среды.
Кривая давления DP показывает очень быстрое повышение давления, A1, начиная с атмосферного давления 0,1 МПа и достигая 100 МПа, в данном примере. Выдерживание при постоянном давлении, P3, поддерживается в течение большой части процесса, например в течение 40-50 минут. Сброс давления, A2, производится в течение очень короткого времени, чтобы вернуться к атмосферному давлению.
Образец металлической детали, покрытой защитной системой согласно изобретению путем искрового спекания, показан в трехмерном виде в разрезе на фиг.3. Он состоит из основы 22 из суперсплава, с покрытием защитной системой, содержащей, в последовательных слоях, нижний металлический слой 21, слой 25 оксида алюминия, называемый слоем "TGO", и тепловой барьер 23, состоящий из внутренней 2a и внешней 2b керамики, причем изначально, до операции искрового спекания, слои были раздельными.
Наружная керамика 2b имеет относительно низкий коэффициент теплопроводности, от 0,8 до 1,7 Вт/(м·K) до упрочнения и менее 0,8 после обработки.
Кроме того, предельные температуры применения керамик 2b и 2a равны соответственно 1200°C и 1600°C и более. Кроме того, наружная керамика 2b не имеет естественного спекания до температур 1600°C или выше.
Кроме того, наружная керамика 2b предпочтительно имеет коэффициент расширения существенно более высокий, чем внутренняя керамика 2a, и составляющий 10,4·10-6K-1. Разница между этими коэффициентами расширения определяет срок службы системы, в частности, сцепления керамики с оксидом TGO, который образуется в ходе спекания SPS.
Кроме того, исходный гранулометрический состав обоих керамических порошков выбирался таким образом, чтобы внутренний слой оказался в итоге менее плотным, чем наружный слой. Таким образом, более плотный наружный слой может легче остановить загрязнители типа CMAS (оксиды кальция, магния и алюмосиликаты), которые не могут в него проникнуть. Менее плотный внутренний слой в таком случае легче приспосабливается к деформациям основы и нижних слоев.
Кроме того, термические свойства наружной керамики 2b позволяют иметь хорошую стойкость в условиях применения, в частности, в турбинах, где температуры газа могут достигать 1600°C или больше.
На фиг.3 виден также градиент пористости G1 теплового барьера 23 из-за увеличения размера пор (3) слоев теплового барьера 23 от наружной поверхности 2e до слоя TGO. Градиент состава G2 керамики барьерного слоя 23 является следствием взаимопроникновения исходных керамических слоев 2a и 2b в промежуточной зоне барьера 23. Эти градиенты вызывают постепенное изменение начальных свойств обеих керамик между слоем TGO, где свойства являются свойствами исходного внутреннего слоя 2a, до наружной поверхности 2e, где свойства соответствуют исходному слою 2b. Из этого следует постепенное изменение свойств и, таким образом, функций теплового барьера 23, от функции совместимости с нижним металлическим слоем к функции теплозащиты на наружной поверхности 2e.
Изобретение не ограничено описанными и проиллюстрированными примерами. Можно, например, комбинировать более двух исходных керамических слоев, например три или четыре керамических слоя, совместимых химически и термомеханически. Предпочтительно, эти слои имеют свойства и термические функции, меняющиеся в одном направлении между первым внутренним слоем, ближайшим к нижнему металлическому слою, и наружным слоем, находящимся поверх других слоев. Первый внутренний слой имеет термомеханические свойства, точно соответствующие свойствам нижнего металлического слоя, а последний наружный слой имеет наиболее высокую термостойкость в отношении применения в условиях температуры больше или равной примерно 1600°C. Можно также добавить слой, предназначенный исключительно для защиты всей системы от коррозии, вызванной CMAS, и/или для улучшения аэродинамики, сглаживая тепловой барьер.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕТАЛЬ С НАНЕСЁННЫМ ТЕПЛОВЫМ БАРЬЕРОМ ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И СПОСОБ ЕЁ ПОЛУЧЕНИЯ | 2017 |
|
RU2741491C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОБАРЬЕРНОЙ ЗАЩИТЫ И МНОГОСЛОЙНОЕ ПОКРЫТИЕ, СПОСОБНОЕ СФОРМИРОВАТЬ ТЕПЛОВОЙ БАРЬЕР | 2011 |
|
RU2561550C2 |
| ДЕТАЛЬ С ПОКРЫТИЕМ ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2762611C2 |
| СПОСОБ ЛОКАЛЬНОГО РЕМОНТА ПОВРЕЖДЕННОГО ТЕПЛОВОГО БАРЬЕРА | 2014 |
|
RU2678347C2 |
| ДЕТАЛЬ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ, СОДЕРЖАЩАЯ ЗАЩИТНОЕ КЕРАМИЧЕСКОЕ ПОКРЫТИЕ, СПОСОБ ИЗГОТОВЛЕНИЯ И ПРИМЕНЕНИЯ ТАКОЙ ДЕТАЛИ | 2016 |
|
RU2722376C2 |
| СПОСОБ НАНЕСЕНИЯ МНОГОСЛОЙНОГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2013 |
|
RU2545881C2 |
| СУПЕРСПЛАВ НА ОСНОВЕ НИКЕЛЯ, МОНОКРИСТАЛЛИЧЕСКАЯ ЛОПАТКА И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 2017 |
|
RU2749981C2 |
| Способ нанесения теплозащитного покрытия на детали газотурбинной установки | 2023 |
|
RU2813539C1 |
| ДЕТАЛЬ, СОДЕРЖАЩАЯ ПОКРЫТИЕ ДЛЯ ЗАЩИТЫ ПРОТИВ СОЕДИНЕНИЙ CMAS | 2016 |
|
RU2719964C2 |
| ДЕТАЛЬ С ПОКРЫТИЕМ ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2764153C2 |

Изобретение относится к способу формирования теплового барьера (23) в виде многослойной системы для защиты металлической детали из суперсплава и к металлической детали из суперсплава, снабженной тепловым барьером в виде защитной многослойной системы, сформированным упомянутым способом. Упомянутый способ содержит этапы, на которых проводят искровое спекание защитных материалов в слоях, размещенных на указанной металлической детали, в камере (11) машины искрового спекания плазмой (SPS). Указанный тепловой барьер (23) содержит следующие защитные материалы: пакет из металлических листов, образующих нижний металлический слой (21) и по меньшей мере два огнеупорных керамических слоя (2а, 2b) на основе циркония. Указанные огнеупорные керамические слои (2а, 2b) на основе циркония содержат первый керамический слой (2а), являющийся внутренним керамическим слоем, и последний керамический слой (2b), являющийся наружным керамическим слоем и расположенный над внутренним керамическим слоем (2a). Указанные внутренний керамический слой и наружный керамический слой являются химически и термически совместимыми. Наружный керамический слой (2b) имеет более высокие характеристики физико-химической стойкости к загрязняющим соединениям типа оксидов кальция-магния-алюминия-кремния и/или имеет более высокую термостойкость, чем внутренний керамический слой (2а). Указанная металлическая деталь содержит нижний металлический слой (21), имеющий фазы бета-(Ni,Pt)Al и/или альфа-NiPtAl, обогащенные платиной, оксидный слой TGO (25), сформированный термическим выращиванием при изготовлении детали искровым спеканием, и упомянутый тепловой барьер (23). Обеспечивается получение металлической детали с улучшенными тепловыми свойствами, улучшенной адгезией к детали и улучшенной стойкостью к окислению или коррозии. 2 н. и 8 з.п. ф-лы, 3 ил.
1. Способ формирования теплового барьера (23) в виде многослойной системы для защиты металлической детали из суперсплава, характеризующийся тем, что он содержит этапы, на которых проводят искровое спекание защитных материалов в слоях, размещенных на указанной металлической детали, в камере (11) машины искрового спекания плазмой (SPS), причем указанный тепловой барьер (23) содержит следующие защитные материалы:
пакет из металлических листов, образующих нижний металлический слой (21),
по меньшей мере два огнеупорных керамических слоя (2а, 2b) на основе циркония, причем указанные огнеупорные керамические слои (2а, 2b) на основе циркония содержат первый керамический слой (2а), являющийся внутренним керамическим слоем, и последний керамический слой (2b), являющийся наружным керамическим слоем, расположенный над внутренним керамическим слоем (2а),
причем указанный внутренний керамический слой и наружный керамический слой являются химически и термически совместимыми и наружный керамический слой (2b) имеет более высокие характеристики физико-химической стойкости к загрязняющим соединениям типа оксидов кальция-магния-алюминия-кремния и/или имеет более высокую термическую стойкость, чем внутренний керамический слой (2а).
2. Способ формирования теплового барьера по п. 1, в котором внутренний керамический слой (2а) имеет более высокий коэффициент теплового расширения, чем наружный керамический слой (2b).
3. Способ формирования теплового барьера по п. 1, в котором характеристики физико-химической стойкости наружного керамического слоя (2b) относятся к группе, состоящей из спекания, коррозии, эрозии и/или аэродинамических качеств, причем указанные характеристики обеспечиваются выбором керамик, имеющих надлежащие характеристики из группы, состоящей из коэффициента теплопроводности, пористости, жесткости и шероховатости, которые подходят и улучшены путем искрового спекания так, что наружный керамический слой (2b) имеет, по сравнению с внутренним керамическим слоем (2а), по меньшей мере одну из характеристик, выбранную из группы: более низкое тепловое расширение, более высокая твердость, более низкий коэффициент теплопроводности, более высокая температура естественного спекания, более низкая открытая пористость и/или более низкая шероховатость.
4. Способ формирования теплового барьера по п. 1, в котором камера (11) снабжена средствами приложения давления и приложения электрического напряжения (16а, 16b), а также электрическими контактами (12а, 14а; 12b, 14b) для протекания пульсирующего тока через камеру (11),
при этом способ дополнительно содержит этапы, на которых прикладывают давление и одновременно пропускают пульсирующий ток при осуществлении цикла искрового спекания, т.е. регулируют температуру, давление и продолжительность, в температурных пределах в интервале от 1000°С до 1600°С, в пределах давления от 15 до 150 МПа, чтобы тепловой барьер обеспечивал градиенты состава (G2) и пористости (G1), и градиент функции скрепления с нижним металлическим слоем (21), и защиты и/или сглаживания наружного слоя.
5. Металлическая деталь из суперсплава, снабженная тепловым барьером в виде защитной многослойной системы, сформированным способом по любому из пп. 1-4, характеризующаяся тем, что она содержит нижний металлический слой (21), содержащий фазы бета-(Ni,Pt)Al и/или альфа-NiPtAl, обогащенные платиной, оксидный слой TGO (25), сформированный термическим выращиванием при изготовлении детали искровым спеканием, и
тепловой барьер (23) из по меньшей мере двух химически и термически совместимых керамических слоев на основе циркония (2а, 2b), и имеющий наружную поверхность (2е) с первым керамическим слоем (2а), являющимся внутренним керамическим слоем, который расположен ближе всего к нижнему металлическому слою (21), и химически и термически совместим с этим нижним слоем (21), и последний наружный керамический слой (2b), расположенный поверх внутреннего керамического слоя и ближе всего к наружной поверхности (2е) теплового барьера (23), причем наружный керамический слой (2b) имеет характеристики более высокой физико-химической и/или термической стойкости, чем у внутреннего керамического слоя (2а).
6. Металлическая деталь по п. 5, в которой внутренний керамический слой (2а) имеет более высокий коэффициент теплового расширения, чем наружный керамический слой (2b), и наружный керамический слой (2b) имеет более низкий коэффициент теплопроводности, чем коэффициент теплопроводности внутреннего керамического слоя (2а), и более высокую температуру естественного спекания и/или предельную рабочую температуру, чем у внутреннего керамического слоя (2а).
7. Металлическая деталь по п. 5, в которой тепловой барьер (23) имеет градиент состава и пористости от нижнего металлического слоя (21) до наружной поверхности (2е), и градиент функции для скрепления с нижним металлическим слоем (21) и для защиты наружной поверхности (2е) и/или сглаживания наружной поверхности (2е).
8. Металлическая деталь по п. 7, в которой керамики керамических слоев (2а, 2b) выбраны из соединения оксида циркония, частично стабилизированного оксидом иттрия (YSZ), соединения YSZ, легированного оксидом гадолиния (GYSZ), соединения цирконата лантана, La2Zr2O7 (LZ) и соединения цирконата лантана, частично замещенного церием (LZC).
9. Металлическая деталь по п. 8, в которой внутренний керамический слой (2а)/наружный керамический слой (2b) предпочтительно выбраны из пар: xYSZ/LZ с массовой долей х оксида иттрия больше или равной 7 мас.%, xYSZ/LZC, где х больше или равен 7 мас.%, и xYSZ/GYSZ, где х больше или равен 8 мас.%.
10. Металлическая деталь по п. 8, в которой соединения LZC представляют собой LZyC(1-y), где у=70%, у и 1-у означают дополняющие процентные содержания циркония и церия в цирконате, частично замещенном церием, и легированные соединения YSZ представляют собой tGvYSZ, где массовая процентная доля t оксида гадолиния равна 2%, а массовая процентная доля v соединения YSZ равна 8 мас.%.
| BOIDOT M et al, Proto-TGO formation in TBC systems fabricated by spark plasma sintering, Surface and coatings technology, vol | |||
| Автоматическая акустическая блокировка | 1921 |
|
SU205A1 |
| СПОСОБ ПОЛУЧЕНИЯ СОЗДАЮЩЕГО ТЕРМИЧЕСКИЙ БАРЬЕР ПОКРЫТИЯ | 2003 |
|
RU2325467C2 |
| СПОСОБ ФОРМИРОВАНИЯ КЕРАМИЧЕСКОГО ПОКРЫТИЯ, МИШЕНЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2320772C2 |
| US 6821641 B2, 23.11.2004 | |||
| Song J et al, Simultaneous synthesis by spark plasma sintering of a thermal barrier coating system with a NiCrAlY bond coat, Surface and coatings technology, vol.205, N5, 25.08.2010. | |||

