Область техники, к которой относится изобретение
Изобретение относится к узлу курительного изделия и соответствующему машинному оборудованию. В частности, но не только, изобретение относится к машине для изготовления сигарет, содержащей множество модулей.
Уровень техники
Известные машины для изготовления сигарет с фильтром содержат фильтрокрепежное устройство для крепления фильтра к табачному стержню с целью получения сигареты с фильтром. В известных фильтрокрепежных устройствах стержень фильтра «двойной длины» (также именуемый «2-х кратным» стержнем) выравнивают с обоих торцов с двумя табачными стержнями, а затем три стержня обертывают в обертку, именуемую «ободковой бумагой», для их соединения. Затем расположенный в центре сдвоенный стержень фильтра разрезают пополам, таким образом, чтобы получить две сигареты с фильтром. Данный процесс хорошо известен специалистам в данной области техники.
Известные стержни фильтров и табачные стержни подаются в фильтрокрепежное устройство при помощи множества цилиндрических барабанов, при этом стержневые изделия переходят с барабана на барабан по мере прохождения через устройство. У известных барабанов имеется множество канавок для удержания стержневых изделий во время транспортировки, канавки разнесены вдоль изогнутой окружности барабана, при этом каждая канавка проходит в направлении оси барабана.
Некоторые барабаны выполнены таким образом, чтобы по мере подачи стержневых изделий барабан выполнял определенные операции. Например, известные фильтрокрепежные машины включают в себя барабан с торцовым кулаком для продольного сдавливания двух табачных стержней и 2-х кратного стержня фильтра до помещения ободковой бумаги, и барабан качения, который взаимодействует с прокатной штангой для обертывания сегмента ободковой бумаги вокруг трех стержней. Другие известные барабаны включают в себя режущие барабаны, которые взаимодействуют с режущим ножом для разрезания стержневых изделий, сепараторные барабаны для разделения стержневых изделий, проверочные барабаны для проверки наличия фильтров или проверки на герметичность, лазерные барабаны для бурения небольших отверстий в стержнях фильтра, и поворотные барабаны для изменения направления сигарет. К числу других известных барабанов относятся передающие барабаны (также именуемые «промежуточными барабанами»), захватные барабаны и подающие барабаны. Известные фильтрокрепежные машины также включают в себя ободковое устройство для подачи ободковой бумаги, разрезанной на индивидуальные сегменты (известные как ободковые «пластыри»), и склеивающее устройство для нанесения клея на ободковую бумагу.
Известные фильтрокрепежные устройства также включают в себя контроллер машины, который управляет барабанами устройства. Подобные контроллеры могут управлять ускорением, замедлением, скоростью вращения барабанов и вращательным положением барабанов относительно друг друга, а также могут осуществлять самодиагностику барабанов.
Раскрытие изобретения
По различным вариантам осуществления настоящего изобретения предлагается модульная установка для изготовления курительных изделий. Модульная установка выполнена с возможностью приема стержней из курительного материала и обработки указанных принятых стержней из курительного материала в ходе первой последовательности операций, причем модульная установка может быть переконфигурирована таким образом, чтобы осуществлять обработку указанных стержней из курительного материала в ходе второй последовательности операций, отличающейся от первой последовательности операций, причем первая и вторая последовательности операций соответственно являются по меньшей мере частями первого и второго процессов изготовления курительных изделий, каждое курительное изделие содержит указанный стержень из курительного материала, который в ходе использования выкуривается.
Модульная установка содержит множество модулей. Два или более модулей могут быть разного типа и могут выполнять разные функции, отличающиеся друг от друга.
В первой конфигурации модульная установка может содержать множество модулей, выполняющих разные функции, и может быть сконфигурирована для выполнения первой последовательности операций.
Модульная установка может быть переконфигурирована во вторую конфигурацию, в которой модульная установка содержит множество модулей, выполняющих разные функции, и в которой модульная установка выполнена с возможностью выполнения второй последовательности операций.
В отдельных случаях все модули в первой конфигурации являются модулями разного типа, отличающимися друг от друга. В отдельных случаях все модули во второй конфигурации являются модулями разного типа, отличающимися от друг от друга.
По различным вариантам осуществления модульная установка включает в себя контроллер, выполненный с возможностью управления модулями. Контроллер может содержать логический контроллер, например, устройство сервоуправления с функцией программируемого логического контроллера (ПЛК).
По различным вариантам осуществления контроллер выполнен с возможностью управления модулями модульной установки в первой конфигурации и во второй конфигурации.
По различным вариантам осуществления контроллер является групповым контроллером. Групповой контроллер является контроллером, который может управлять любым количеством модулей, в пределах максимально допустимого для контроллера количества модулей, в любой комбинации модулей.
По различным вариантам осуществления два или более модулей модульной установки содержат соответствующие интерфейсные устройства. Контроллер выполнен с возможностью управления модулями через интерфейсные устройства. Интерфейсное устройство модуля содержит электронные средства ввода/вывода для обеспечения обмена данными между модулем и контроллером. По отдельным вариантам осуществления каждый из модулей модульной установки содержит соответствующее интерфейсное устройство.
По отдельным вариантам осуществления каждый модуль с интерфейсным устройством связан с одним или несколькими барабанами, которыми контроллер может управлять через интерфейсное устройство. По отдельным вариантам осуществления контроллер управляет через интерфейсное устройство несколькими барабанами модуля. Контроллер может управлять отдельными барабанами или группой барабанов. Контроллер может управлять ускорением, замедлением, скоростью вращения барабанов и вращательным положением барабанов относительно друг друга. По отдельным вариантам осуществления контроллер управляет всеми барабанами модуля.
По отдельным вариантам осуществления у каждого барабана каждого модуля имеется соответствующий приводной механизм для приведения в действие барабана. Каждый приводной механизм управляется контроллером через интерфейсное устройство соответствующего модуля. Приводной механизм каждого барабана может содержать встроенный сервопривод.
По отдельным вариантам осуществления контроллер, как вариант или как дополнение, может проводить соответствующую самодиагностику одного или нескольких барабанов одного или нескольких модулей через одно или несколько интерфейсных устройств. Самодиагностика барабанов, производимая контроллерами барабанов, как таковая, известна специалистам в данной области техники, и поэтому подробно рассматривать здесь не будет.
По отдельным вариантам осуществления модули получают электропитание от контроллеров через интерфейсные устройства.
Как должно быть понятно из вышесказанного, по различным вариантам осуществления настоящим изобретением предлагается модульная установка, содержащая множество модулей, в модульной установке имеется узел управления, содержащий контроллер и множество интерфейсных устройств, при этом указанное множество модулей управляется главным контроллером через интерфейсные устройства.
При добавлении в модульный узел нового модуля, интерфейсное устройство нового модуля соединяется с главным контроллером. Аналогичным образом, при замене одного модуля на модуль другого типа интерфейсное устройство заменяемого модуля отсоединяется от контроллера и подключается интерфейсное устройство нового модуля.
Таким образом, модульную установку можно переконфигурировать без необходимости замены или значительной переконфигурации узла управления, сохраняя централизованное управление модулями. Таким образом, узел управления обеспечивает гибкость при переконфигурации модульной установки.
Узел управления может содержать единственный контроллер. В каждом из модулей может иметься единственное интерфейсное устройство.
По различным вариантам осуществления каждый из модулей модульной установки содержит отдельное базовое устройство. Базовые устройства модулей можно разделять друг от друга для создания альтернативных модульных компоновок. За счет этого модульная установка компонуется так, что модули можно добавлять и/или удалять, а также так, что модули можно менять местами относительно друг друга.
По отдельным вариантам осуществления модульная установка включает в себя три модуля. По отдельным вариантам осуществления модульная установка включает в себя восемь модулей. По отдельным вариантам осуществления модульная установка включает в себя девять модулей.
Модульная установка может содержать первый стержневой вкладчик, выполненный с возможностью вложения первого стержневого изделия между двумя табачными стержнями, первый стержневой делитель, выполненный с возможностью деления первого стержневого изделия на два сегмента, стержневой сепаратор, выполненный с возможностью разделения первой группы, содержащей стержень из курительного материала и один из указанных сегментов, от второй группы, содержащей стержень из курительного материала и другой из указанных сегментов, и второй стержневой вкладчик, выполненный с возможностью вложения второго стержневого изделия между первой и второй группами.
По разным вариантам осуществления изобретения предлагается гибко конфигурируемая установка для изготовления курительных изделий, которая упрощает внесение изменений в процесс изготовления.
Гибко конфигурируемая установка также может оказаться полезной при разработке продукции. Вместо проектирования и создания специально выделенной машины для выполнения определенной последовательности сборочных операций, для этих целей можно использовать модульную установку, сконфигурированную соответствующим образом. Это позволит сократить время и затраты на разработку новой продукции.
Некоторые операции из первой последовательности операций могут быть включены во вторую последовательность операций. В отдельных случаях первая и вторая последовательности могут отличаться лишь одной операцией. Как вариант, вторая последовательность операций может включать в себя все операции из первой последовательности и может отличаться тем, что вторая последовательность включает в себя одну или более дополнительных операций, не входящих в первую последовательность. Как вариант, первая и вторая последовательности, каждая, могут состоять из одинаковых операций, следующих в ином порядке. Например, первая и вторая последовательности могут отличаться тем, что местоположение двух операций из первой последовательности может быть перенесено во вторую последовательность. Как вариант, в отдельных случаях ни одна операция из первой последовательности не может быть включена во вторую последовательность.
Модульная установка может содержать первый модуль, содержащий указанный первый вкладчик, и второй модуль, содержащий указанный второй вкладчик.
Модульная установка может дополнительно содержать второй стержневой делитель, выполненный с возможностью деления второго стержневого изделия на два сегмента. Модульная установка может дополнительно содержать оберточную станцию, выполненную с возможностью обертывания обертки по меньшей мере частично вокруг вложенного стержневого изделия, после того как вложенное стержневое изделие вложено между двумя табачными стержнями и до того как вложенное стержневое изделие разделено стержневым делителем. Указанное вложенное стержневое изделие может содержать указанное первое стержневое изделие, вложенное указанным первым вкладчиком, или указанное второе стержневое изделие, вложенное указанным вторым вкладчиком.
Модульная установка может содержать множество стержневых вкладчиков, каждый из указанных стержневых вкладчиков выполнен с возможностью вложения стержневого изделия между двумя табачными стержнями. Модульная установка может включать в себя множество стержневых делителей, каждый из указанных стержневых делителей выполнен с возможностью деления стержневого изделия на два сегмента. Модульная установка может включать в себя несколько оберточных станций, каждая из указанных оберточных станций выполнена с возможностью обертывания обертки по меньшей мере частично вокруг вложенного стержневого изделия, после того как стержневое изделие вложено между двумя табачными стержнями и до того как вложенное стержневое изделие разделено стержневым делителем.
Предпочтительно в ходе первого процесса изготовления курительного изделия формируется первая компоновка курительного изделия, а в ходе второго процесса изготовления курительного изделия формируется вторая компоновка курительного изделия, отличающаяся от первой компоновки.
Следовательно, модульная установка может упрощать переход к выпуску сигарет другого типа. Поэтому, вместо того, чтобы использовать на фабрике разные, выделенные машины для изготовления разных типов сигарет, предлагается единая, гибкая машина. Это позволит сэкономить пространство на фабрике.
Первая и вторая последовательности операций позволяют соединять стержни из курительного материала с одним или с несколькими стержневыми изделиями, такими как стержни фильтра.
Предпочтительно каждый стержень из курительного материала содержит табачный стержень.
Модульная установка может включать в себя множество модулей. Модули могут содержать множество функциональных устройств, выполненных таким образом, чтобы они обеспечивали обработку указанных стержней из курительного материала в ходе указанной первой последовательности операций.
Отдельные функциональные устройства могут, например, содержать подающий элемент, такой как барабан, например, барабан с торцовым кулаком, барабан качения, режущий барабан, сепараторный барабан или передающий барабан. Модули также могут включать в себя функциональные устройства, отличающиеся от барабанов, например, ободковое устройство или склеивающее устройство.
Барабаны предпочтительно расположены таким образом, что они образуют траекторию подачи через модульную установку, вдоль которой обеспечивается обработка стержней из курительного материала в ходе указанной первой последовательности операций.
Переконфигурирование модульной установки может заключаться в изменении местоположения модулей относительно друг друга. Как вариант или как дополнение, можно добавлять один или более дополнительных модулей. Как вариант или как дополнение, можно убирать один или более модулей.
В отдельных случаях, когда требуется изготовление сигарет определенной компоновки, этого можно добиться за счет добавления к модульной установке лишь одного дополнительного модуля или замены лишь одного модуля на другой модуль.
Модули могут включать в себя один или несколько переконфигурируемых модулей. Переконфигурирование модульной установки может включать в себя переконфигурирование переконфигурируемого модуля.
При переконфигурировании модульная установка предпочтительно содержит множество модулей, указанное множество модулей содержит множество функциональных устройств (например, барабанов), выполненных таким образом, что они определяют траекторию подачи и обеспечивают обработку стержней из курительного материала в ходе указанной второй последовательности операций.
Предпочтительно модули расположены в ряд, таким образом, что они обеспечивают обработку указанных стержней из курительного материала в ходе указанных первой и второй последовательностей операций. Предпочтительно модули расположены в ряд за счет их расположения по прямой линии. Между тем, необязательно, модули быть расположены в ряд за счет их расположения по изогнутой линии.
По меньшей мере один из модулей может быть оставлен без изменений после переконфигурирования модульной установки для указанной второй последовательности операций. Например, входной модуль, выполненный с возможностью приема стержней из курительного материала, может быть скомпонован точно также и в том же местоположении, до и после переконфигурации модульной установки.
Модульная установка может содержать первую группо-образующую установку, выполненную с возможностью сопряжения стержня из курительного материала с первым стержневым изделием для формирования первой группы, и вторую группо-образующую установку, выполненную с возможностью сопряжения второго стержневого изделия с первой группой для формирования второй группы. Первая группо-образующая установка может быть включена в первый модуль, а вторая группо-образующая установка может быть включена во второй модуль.
Модульная установка может включать в себя один или несколько модулей, которые связаны с устройством крепления стержня. Подходящие устройства крепления стержней могут, например, содержать одно из устройств «Max S» производства фирмы Хауни Машиненбау, устройство "Мах 90" также производства фирмы Хауни Машиненбау или устройство GD AF12. К числу других подходящих устройств крепления стержней относятся устройства М5 или М8 для крепления фильтрующих мундштуков фирмы Хауни, устройство GD 121 крепления фильтров или аналогичные машины. Специалистам в данной области техники будет понятно, что, как вариант, можно использовать другие устройства крепления стержней.
Один или более из указанных вкладчиков стержней может быть включен в устройство крепления стержней. Устройство крепления стержней может быть выполнено с возможностью приема по меньшей мере одного табачного стержня из модуля модульной установки, прямо или опосредовано, и соединения стержневого изделия с табачным стержнем для формирования курительного изделия.
По различным вариантам осуществления предлагается установка по изготовлению курительных изделий, содержащая один или более модулей модульной установки.
Установка по изготовлению курительных изделий может содержать источник табачных стержней. Источник табачных стержней может содержать устройство изготовления табачных стержней. Как вариант, источник табачных стержней может содержать силос табачных стержней. Модульная установка может быть выполнена с возможностью приема табачных стержней из источника табачных стержней прямо или опосредовано.
По меньшей мере один из модулей модульной установки может быть переконфигурируемым модулем, содержащим базовое устройство, выполненное с возможностью разъемного приема множества различных деталей. Модуль может содержать участок для приема барабана, позволяющий выборочно принимать первый и второй барабаны. Модуль может содержать элемент управления всасыванием, выполненный с возможностью приложения всасывающего усилия к первому или второму барабанам.
Модульная установка может содержать несколько модулей, каждый из которых выполнен с возможностью приема такого же количества барабанов, расположенных таким же образом. Может быть два или более подобных модулей (например, два или более переконфигурируемых модулей). Хотя количество барабанов и их положение в данных модулях могут быть одинаковыми, барабаны могут быть разного типа, в зависимости от требуемой конфигурации модулей, таким образом, чтобы функциональность одинаково расположенных барабанов могла быть разной у разных модулей. По разным вариантам осуществления все модули модульной установки могут быть выполнены с возможностью приема одинакового количества барабанов, расположенных одинаковым образом, за исключением начального входного модуля, количество барабанов в котором может быть иным.
Каждый модуль может содержать базовое устройство и два или более барабанов. Один или более модулей могут иметь по четыре барабана, либо, как вариант, менее четырех барабанов. Один или несколько модулей могут иметь менее четырех барабанов.
Настоящим изобретением также предлагается комплект деталей для монтажа модульной установки. Комплект деталей предпочтительно содержит множество модулей.
Настоящим изобретением также предлагается способ переконфигурации модульной установки, включающий в себя изменение местоположения модулей относительно друг друга и/или удаление одного или более модулей и/или добавление одного или более модулей и/или переконфигурирование одного или более модулей.
Изобретением также предлагается сборочное устройство для изготовления курительного изделия путем соединения одного или более курительных изделий со стержнем из курительного материала, который при использовании выкуривается, содержащее первую оберточную станцию для помещения на курительное изделие первой обертки и вторую оберточную станцию для нанесения на курительное изделие второй обертки после нанесения первой обертки.
Первый модуль может содержать первую оберточную станцию, а второй модуль может содержать вторую оберточную станцию.
Используемый здесь термин «стержневое изделие» включает в себя стержни из курительного материала, такие как табачные стержни, стержни фильтра, а также другие стержнеобразные изделия, пригодные для их включения в курительное изделие. Стержневое изделие может быть образовано из единственного стержня, либо, как вариант, может содержать два или более сегментов.
Используемый здесь термин «стержень фильтра» относится к стержню, содержащему материал, пригодный для удаления из дыма определенных элементов. Стержень фильтра может быть длинней фильтрующих элементов готовых сигарет. Например, стержень фильтра может быть «2-х кратным» или «4-х кратным» стержнем, который делится на сегменты при изготовлении сигареты, каждый сегмент соединяется с одним табачным стержнем в готовой сигарете. Как известно из уровня техники, «2-х кратный стержень фильтра» относится к стержню фильтра, который делится на два сегмента, а «4-х кратный стержень фильтра» относится к стержню фильтра, который делится на четыре сегмента. Аналогичным образом, «6-и кратный стержень фильтра» относится к стержню фильтра, который делится на шесть сегментов.
Используемый здесь термин «курительное изделие» включает в себя курительную продукцию, такую как сигареты, сигары и сигарилы, в зависимости от табака, табачных производных, разрыхленного табака, восстановленного табака или заменителей табака, а также несгораемых при нагревании продуктов. Курительные изделия могут быть снабжены фильтром для газообразного потока, втягиваемого курильщиком.
Краткое описание чертежей
Для того чтобы изобретение стало более понятно, далее, исключительно в качестве примера, будут рассмотрены варианты его осуществления, со ссылкой на прилагаемые чертежи, где:
на фиг. 1 схематически показаны элементы установки по изготовлению сигарет;
на фиг. 1А показан модуль первого типа;
на фиг. 2 показан модуль второго типа;
на фиг. 3 показан модуль третьего типа;
на фиг. 4 показан модуль четвертого типа;
на фиг. 5 показана компоновка модулей;
на фиг. 6а показано устройство Max S;
на фиг. 6b показана одна из модификаций устройства Max S;
на фиг. 7 показана компоновка модулей, соединенных с модифицированным устройством Max S, для изготовления сигарет первого типа, а на фиг. 7а изображен соответствующий процесс изготовления сигарет;
на фиг. 8 показана компоновка модулей для изготовления сигарет второго типа, а на фиг. 8а изображен соответствующий процесс изготовления сигарет;
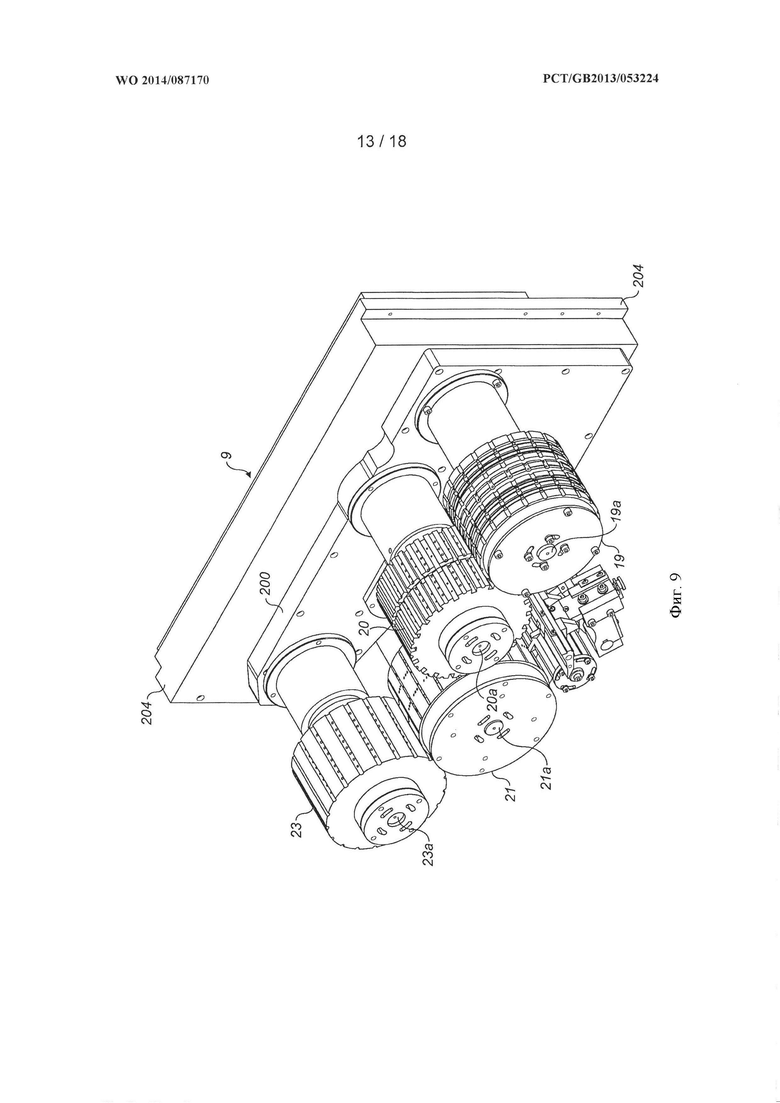
на фиг. 9 показан вид в перспективе базового устройства модулей по фигурам 2, 3 и 4, с установленными в них четырьмя барабанами;
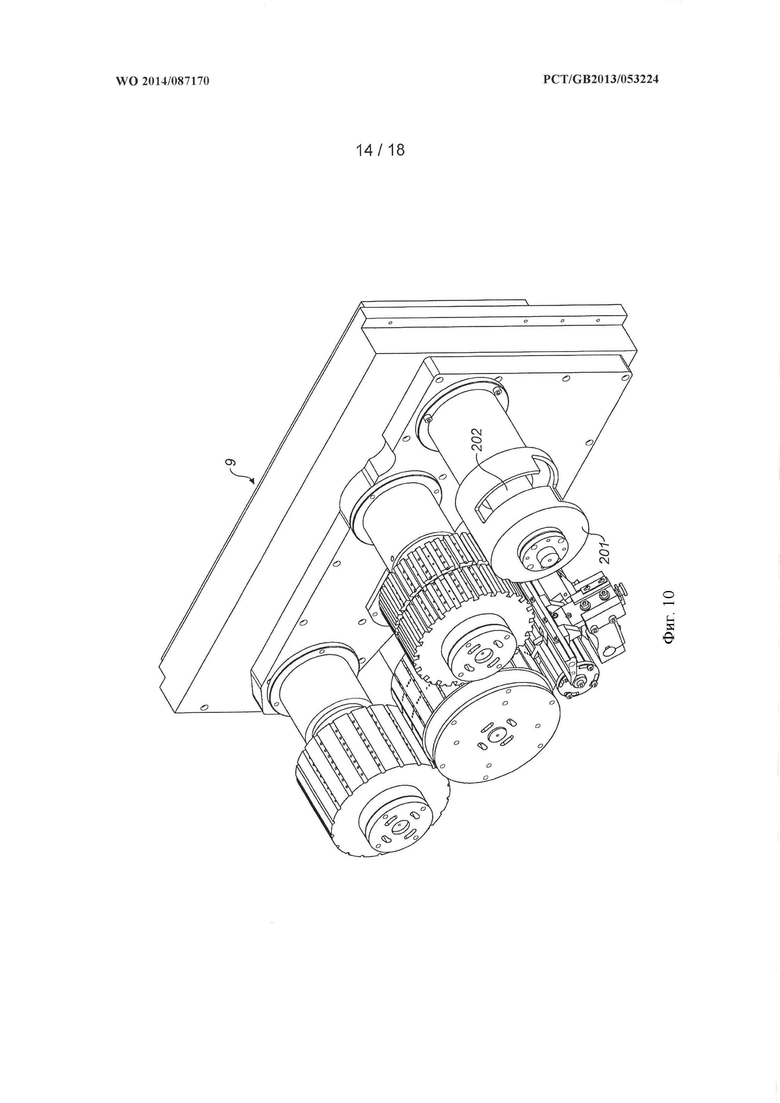
на фиг. 10 показан вид в перспективе по фиг. 9 после демонтажа одного из барабанов;
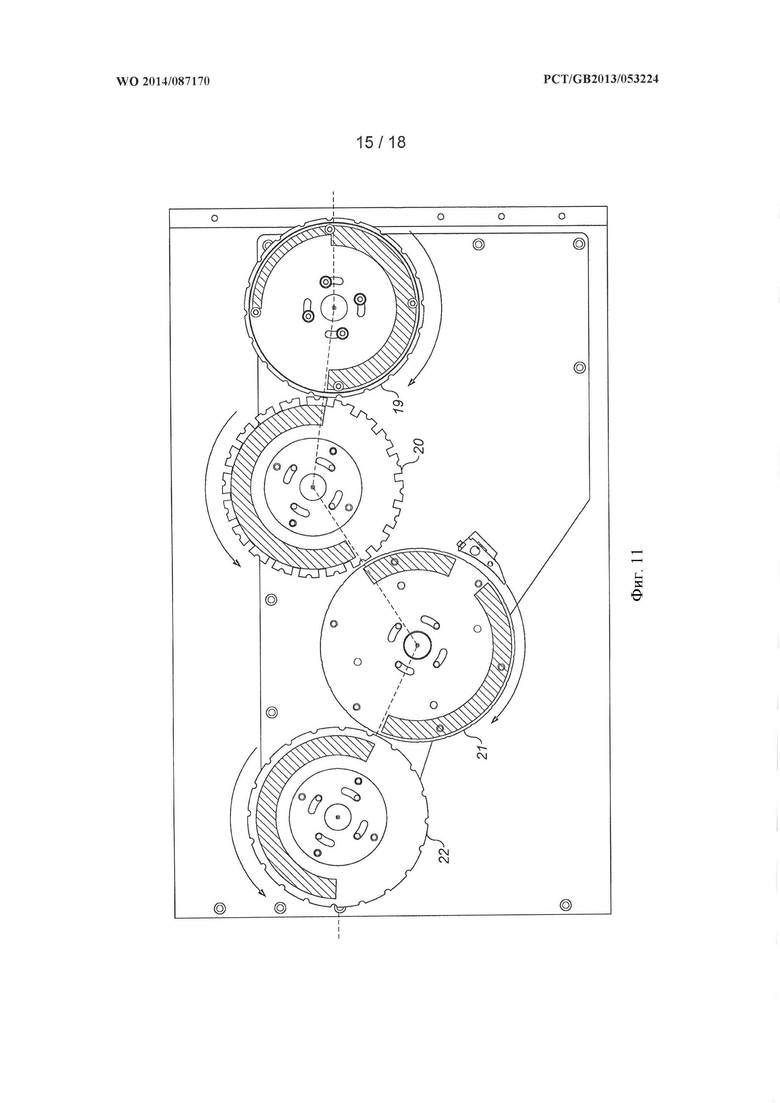
на фиг. 11 схематически показаны области, где к барабанам прикладывается всасывающее усилие, и направление вращения барабанов;
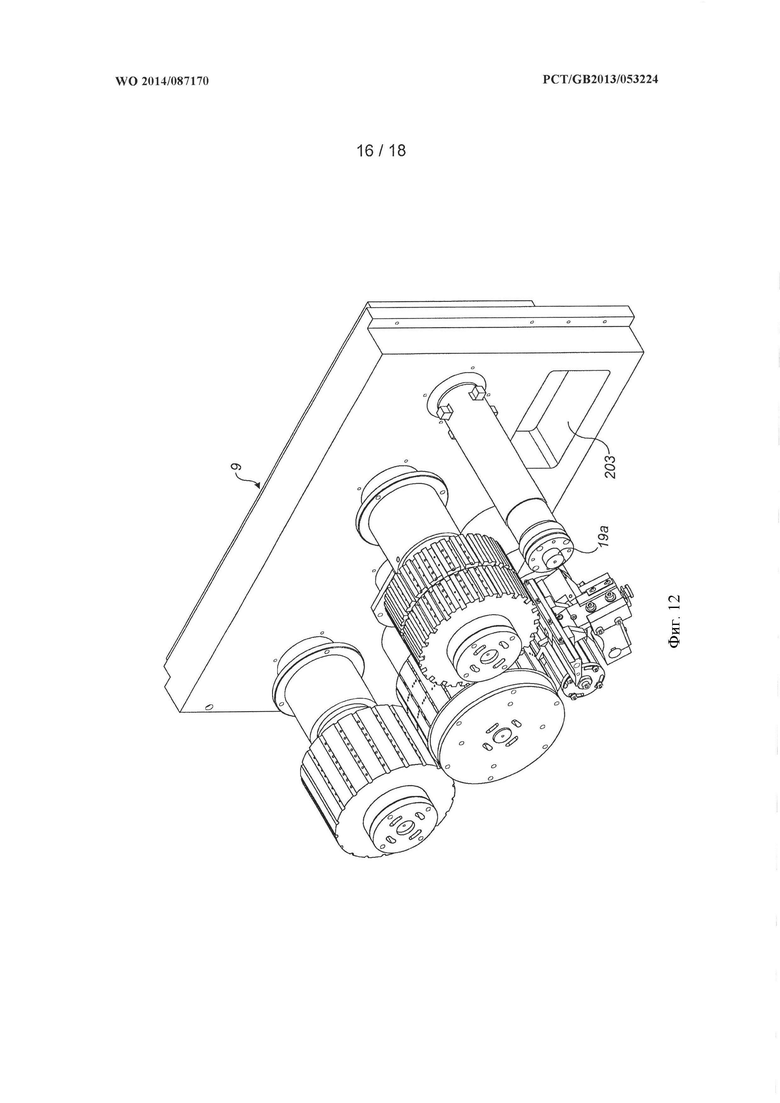
на фиг. 12 показан вид в перспективе по фиг. 10 с элементом управления всасыванием, после демонтажа всасывающего кожуха;
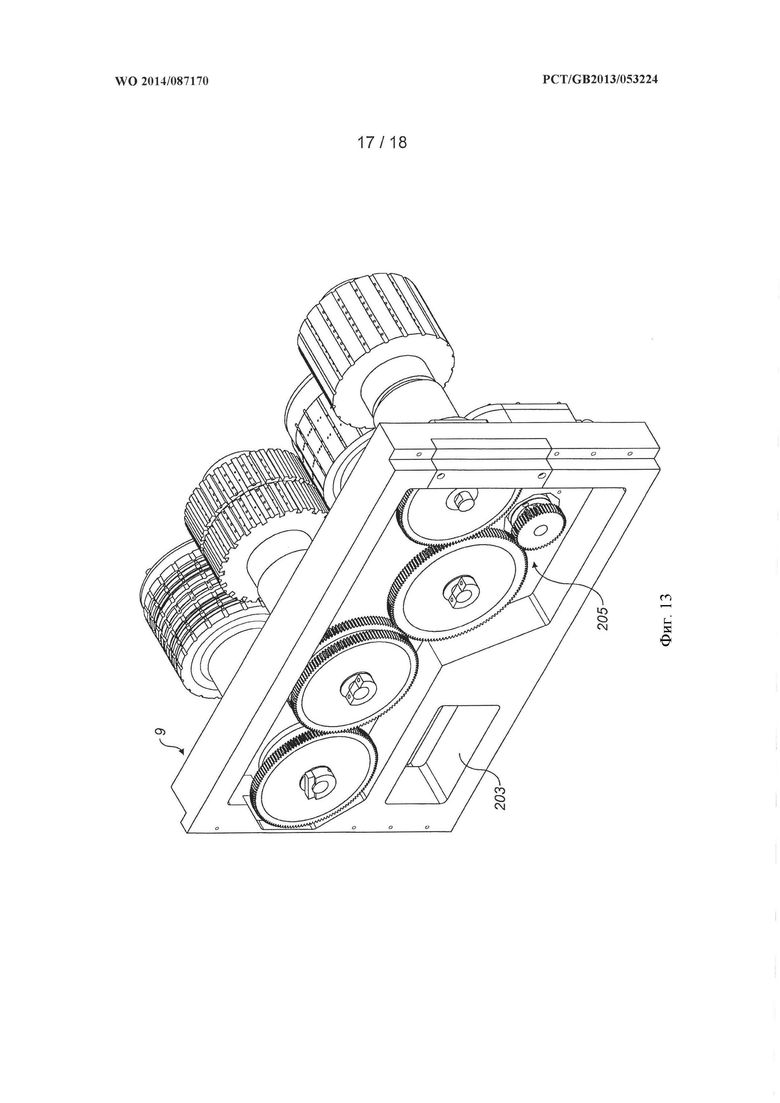
на фиг. 13 показан вид сзади базового устройства по фиг. 9;
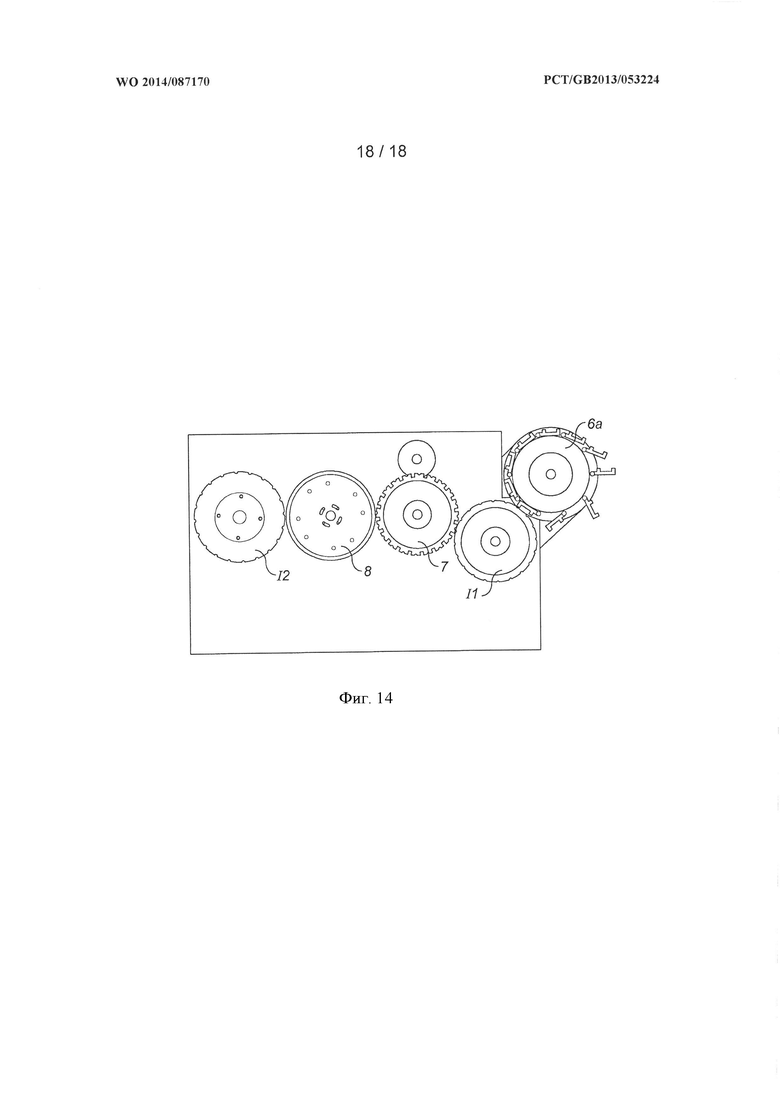
на фиг. 14 показана разновидность модуля по фиг. 1А.
Осуществление изобретения
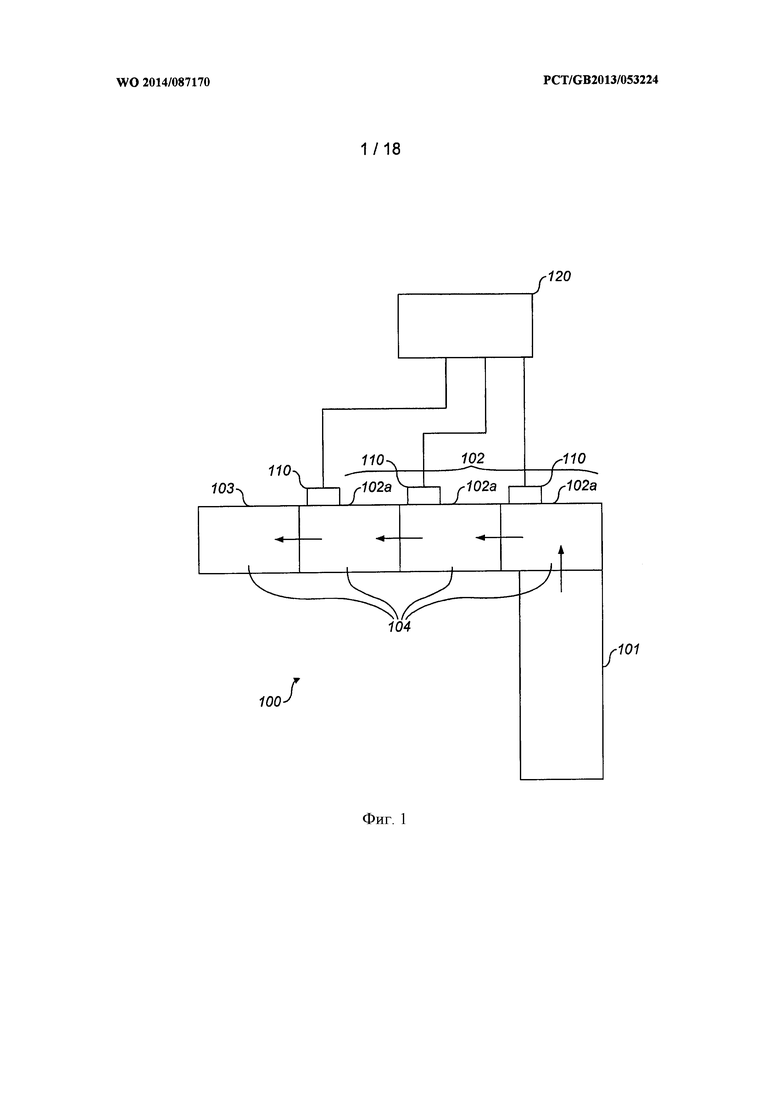
На фиг. 1 схематически показаны элементы установки 100 для изготовления сигарет. Установка 100 содержит устройство 101 изготовления табачных стержней и сигаретную машину 104. Как можно заметить, сигаретная машина 104 содержит модульную установку, которая включает в себя группу 102 модулей 102а, расположенных в ряд, и устройство 103 крепления фильтров. Как можно заметить, модули 102а по фиг. 1 расположены между устройством 101 изготовления табачных стержней и устройством 103 крепления фильтров и принимают табачные стержни непосредственно из устройства 101 изготовления табачных стержней.
Модули 102 могут быть скомпонованы иным образом для обеспечения разных производственных возможностей, при которых на установке 100 выпускаются сигареты разного типа. Модули 102 можно переконфигурировать для изготовления сигарет разных типов за счет добавления/удаления модул(ей)я, изменения местоположения модулей относительно друг друга и/или переконфигурации индивидуальных модулей. Это позволяет получить гибкую сигаретную машину, упрощающую переход к выпуску сигарет другого типа.
Установка 100 для изготовления сигарет включает в себя узел управления для электрического управления модулями установки. Узел управления содержит главный отсек 120, который выступает в качестве центрального контроллера управляющего приспособления. Главный отсек 120 включает в себя логический контролер, содержащий устройство сервоуправления с функциональностью программируемого логического контроллера (ПЛК), такой как контроллер С600. Главный отсек 120 выполнен с возможностью управления модулями 120а через множество интерфейсных устройств в виде локальных отсеков 110.
Как показано на фиг. 1, у каждого из модулей 102а имеется соответствующий локальный отсек 110, электрически связанный с главным отсеком 120. Каждый локальный отсек 110 содержит электронные средства ввода/вывода для обмена данными с главным отсеком 120 и модулями 102а. Каждый локальный отсек 110 соединен с главным отсеком 120 одним или несколькими кабелями.
По различным вариантам осуществления каждый модуль 102а содержит несколько сервоприводных электродвигателей, приводящих в действие компоненты модуля, которые управляются главным отсеком 120 через локальные отсеки 110. Электроника, приводящая в действие каждый из сервомоторов, может находиться за пределами главного отсека и может находиться непосредственно в самом сервомоторе. Таким образом, контроллер 120 может быть групповым контроллером, т.е. может управлять любым количеством модулей (в пределах максимально допустимого для контроллера количества модулей), в любой комбинации модулей.
При добавлении в группу 102 нового модуля, новый модуль располагается соответствующим образом, а локальный отсек нового модуля соединяется с главным отсеком 120. Аналогичным образом, при замене модуля 102а на модуль другого типа локальный отсек заменяемого модуля 120а отсоединяется от главного отсека и подсоединяется новый локальный отсек 120а. Таким образом, модульную установку можно переконфигурировать без необходимости замены или значительной переконфигурации главного отсека, сохраняя централизованное управление. Таким образом, узел управления по фиг. 1 обеспечивает гибкость при переконфигурации модульной установки.
На фиг. 1А, 2, 3 и 4 изображены типовые модули 1, 2, 3, 4, а на фиг. 7 и 8 изображены типовые конфигурации модульных установок 102, 103. Конфигурация по фиг. 7 позволяет выпускать сигареты с трехсегментными фильтрами, которые будут рассмотрены ниже. Конфигурация по фиг. 8 позволяет выпускать сигареты с выдвижным фильтром, которые будут рассмотрены ниже.
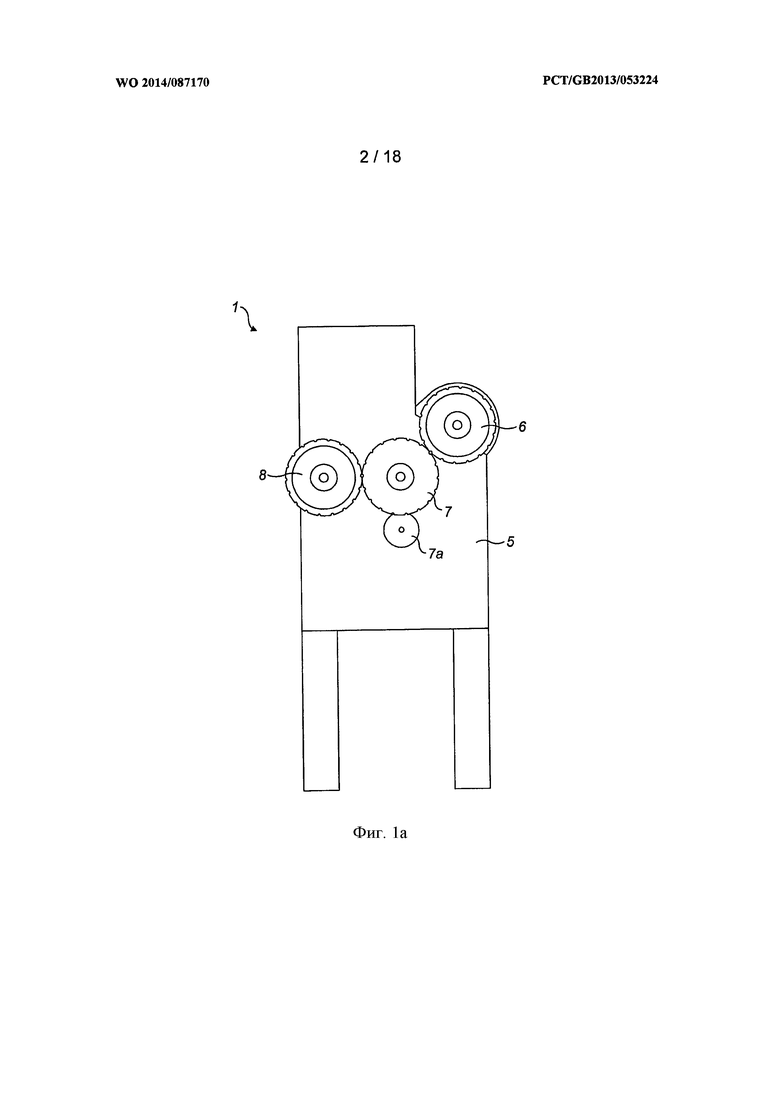
На фиг. 1А показан модуль 1 первого типа. Модуль 1 содержит базовое устройство 5, в котором установлено множество барабанов 6, 7, 8 для подачи стержневых изделий через модуль 1. Барабаны 6, 7, 8 включают в себя захватный барабан 6, режущий барабан 7 и сепараторный барабан 8. Захватный барабан 6 выполнен с возможностью приема табачных стержней двойной длины из машины изготовления табачных стержней. Табачные стержни подаются захватным барабаном и поступают на режущий барабан 7. Как можно заметить, у режущего барабана 7 имеется циркулярный нож 7а, выполненный с возможностью разрезания каждого стержня двойной длины на два табачных стержня, которые подаются с режущего барабана на сепараторный барабан 8. Сепараторный барабан 8 выполнен с возможностью продольного разделения двух табачных стержней и их последующей подачи из модуля 1. Сепараторный барабан 8 является барабаном известного типа, имеющим по четыре сегмента с каждой стороны, снабженных кулачковыми следящими устройствами, перемещающимися по рабочей поверхности кулачка. Сегменты, удерживающие табачные стержни, могут перемещаться из внутреннего во внешнее положение для создания зазора между табачными стержнями. Хотя на фиг. 1А это не показано, модуль 1 включает в себя локальный отсек 110, содержащий интерфейсную электронику, обеспечивающую управление барабанами 6, 7, 8 модуля через главный отсек 120. По различным вариантам осуществления главный отсек 120 может управлять ускорением, замедлением, скоростью вращения барабанов 6, 7, 8 и вращательным положением барабанов относительно друг друга, а также может осуществлять самодиагностику барабанов
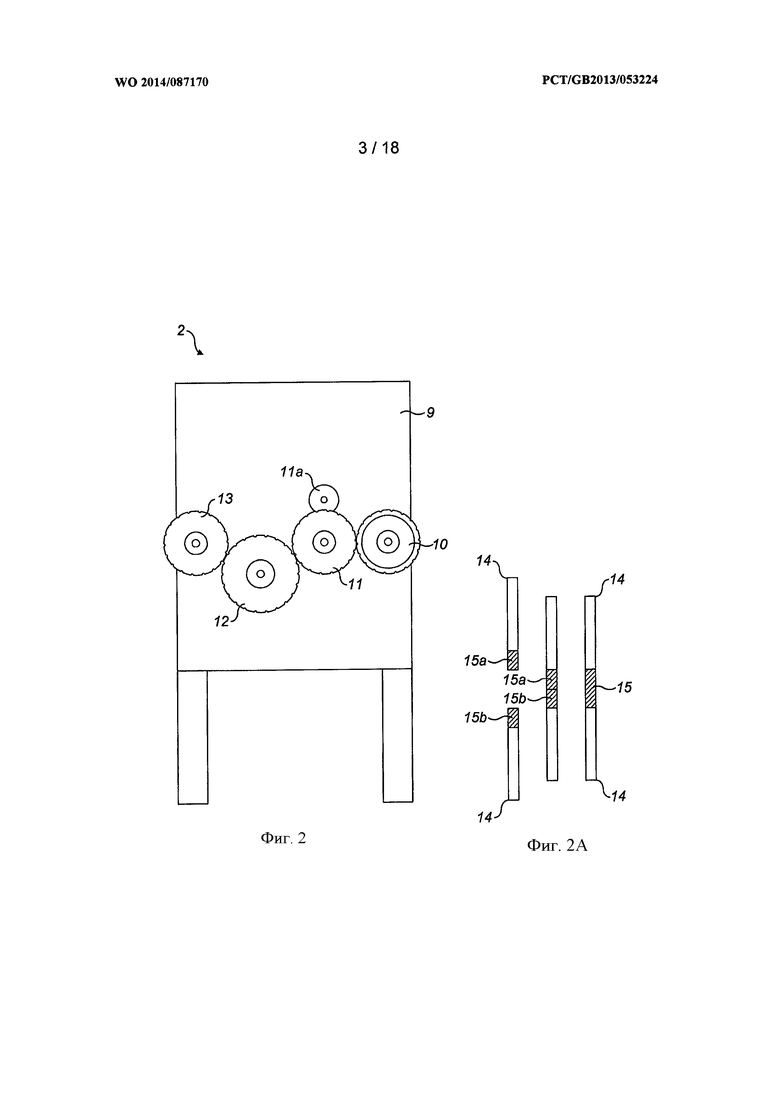
На фиг. 2 показан модуль второго типа. Как можно заметить, данный модуль 2 включает в себя базовое устройство 9, в котором установлен подающий барабан 10, режущий барабан 11 и циркулярный нож 11а, промежуточный барабан 12 и сепараторный барабан 13. Как можно заметить, барабаны 10, 11, 12, 13 образуют траекторию подачи для стержневых изделий через модуль 2.
Модуль 2 выполнен с возможностью разрезания центрального стержня из группы полученных стержневых изделий на два сегмента, а затем разделения разрезанных сегментов для формирования двух разнесенных групп стержней.
Как показано на фиг. 2а, модуль 2 может принимать два табачных стержня 14 вместе с расположенным посредине стержнем 15 фильтра, например, из предшествующего модуля, таким образом, чтобы все три стержня выравнивались друг с другом в канавке подающего барабана 10. В этом случае подающий барабан 10 подает три выровненных стержня в канавку режущего барабана 11, в котором центральный стержень 15 фильтра разрезается на два сегмента 15а, 15b. Затем сепараторный барабан 13 разделяет стержни на две группы, таким образом, чтобы каждая группа включала в себя один разрезанный сегмент 15а, 15b и один табачный стержень 14. Затем обе группы удаляются из модуля 2 сепараторным барабаном 13. Хотя на фиг. 2 это не показано, модуль 2 включает в себя локальный отсек 110, содержащий интерфейсную электронику, обеспечивающую управление барабанами 10, 11, 12, 13 модуля через главный отсек 120. По различным вариантам осуществления главный отсек 120 может управлять ускорением, замедлением, скоростью вращения барабанов 10, 11, 12, 13 и вращательным положением барабанов относительно друг друга, а также может осуществлять самодиагностику барабанов.
В отдельных типовых конфигурациях вместо получения двух табачных стержней вместе с единственным расположенным посредине стержнем фильтра, модуль 2, как вариант, может быть выполнен с возможностью получения двух табачных стержней вместе с тремя стержнями фильтра, расположенными посредине, между табачными стержнями. В этом случае режущий барабан 11 может быть выполнен с возможностью разрезания центрального стержня фильтра в центральной точке на два сегмента, а сепараторный барабан 12 может быть выполнен с возможностью разделения стержня на две группы таким образом, чтобы каждая группа включала в себя один из разрезанных сегментов, один стержень, который не был разрезан режущим барабаном 11, и один табачный стержень.
Следует понимать, что в других конфигурациях модуль 2 может принимать два табачных стержня вместе с пятью стержнями фильтра, либо с другим нечетным количеством стержней фильтра. В отдельных случаях, расположенный посредине стержень или стержни фильтра, могут, после поступления в модуль 2, крепиться к табачным стержням (и/или друг к другу) при помощи одной или более оберток.
По отдельным вариантам осуществления некоторые или все стержни фильтра могут быть многосегментными стержнями фильтра. Как вариант, стержни фильтра могут быть односегментными стержнями.
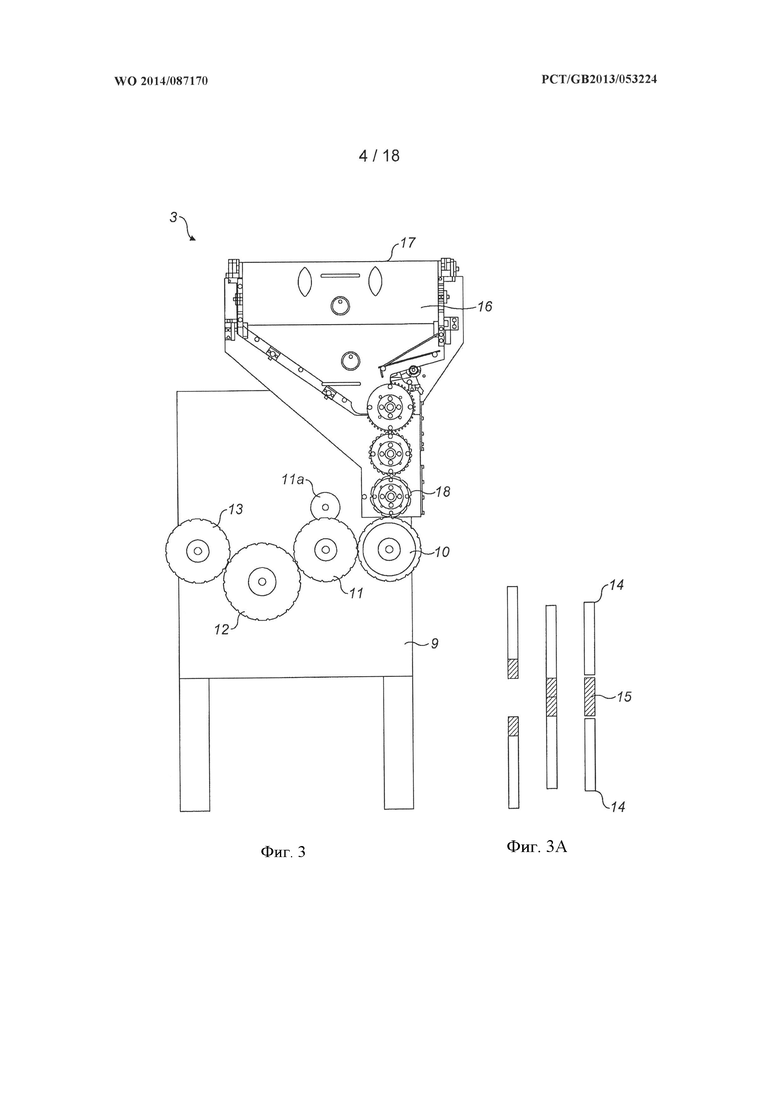
На фиг. 3 показан модуль 3 третьего типа. Модуль 3 по фиг. 3 аналогичен модулю 2 по фиг. 2, с той лишь разницей, что модуль 3 дополнительно содержит механизм 16 подачи фильтров. Поэтому, соответствующие элементы будут обозначаться одинаковыми ссылочными позициями. Модуль 3 принимает два табачных стержня, которые продольно разделены зазором, вкладывает в зазор стержень фильтра, разрезает вложенный стержень фильтра на два сегмента, а затем разделяет разрезанные сегменты, образуя две разнесенные группы стержней. Также как и модуль 2, модуль 3 включает в себя локальный отсек ПО, позволяющий управлять барабанами 10, 11, 12, 13 из главного отсека 120.
Подходящие механизмы 16 подачи фильтров, как таковые, известны. Например, можно использовать подающие механизмы известных машин "Max S" и "Мах 90". Механизм подачи фильтров может быть выполнен таким образом, чтобы он выдавал стержневое изделие требуемого типа, например, 2-х кратные, либо как вариант, 4-х кратные стержни фильтров. Как показано на фиг. 3, у подающего механизма 16 имеется впускное отверстие 17 для приема стержней фильтра и выпускное отверстие 18, расположенное таким образом, чтобы оно подавало стержни фильтра в подающий барабан 10. Устройство подачи фильтров также может включать в себя режущий механизм для разрезания каждого принимаемого стержня на два сегмента стержня фильтра, которые затем подаются на подающий барабан. Например, механизм подачи фильтров может принимать 4-х кратные стержни, разрезать каждый из 4-х кратных стержней на 2-х кратные стержни, а затем подавать каждый из 2-х кратных стержней на подающий барабан. Как вариант, механизм подачи фильтров может принимать стержни фильтра другой длины, например, 6-и кратные стержни, а в отдельных конфигурациях разрезать принятые стержни для получения сегментов требуемой длины.
Поэтому модуль 3 может принимать табачные стержни из предыдущего модуля, а также стержни фильтра из подающего механизма 16. Табачные стержни при поступлении на подающий барабан разделены соответствующим зазором, размер зазора выбирают таким образом, чтобы в него помещалось стержневое изделие с подающего механизма 16.
Как показано на фиг. 3а, в отдельных конфигурациях в канавку подающего барабана 10 могут помещаться два выровненных табачных стержня 14 из предшествующего модуля, табачные стержни разделены зазором. Механизм подачи фильтров может быть выполнен с возможностью помещения 2-х кратного фильтра 15 в зазор по мере подачи табачных стержней подающим барабаном. Режущий барабан 11 выполнен с возможностью разрезания вложенного стержня 15 фильтра посредине, а сепараторный барабан 12 выполнен с возможностью разделения стержней на две группы таким образом, чтобы каждая из групп включала в себя сегмент 15а фильтра и один табачный стержень 14. Затем две группы выгружаются из модуля 3.
В других конфигурациях модуль 3 может принимать два табачных стержня вместе с двумя стержнями фильтра из предшествующего модуля таким образом, чтобы четыре стержня выравнивались в канавке подающего барабана 10. Принимаемые стержневые изделия могут поступать с центральным зазором для вложения другого 2-х кратного стержня фильтра. В этом случае модуль 3 может быть выполнен с возможностью 1) вложения 2-х кратного фильтра в зазор, 2) разрезания вложенного стержня фильтра на два стержня, а затем 3) разделения стержней на две группы таким образом, чтобы каждая из групп включала в себя один из разрезанных сегментов вложенного стержня, один из стержней фильтра, полученных из предшествующего модуля, и один из табачных стержней.
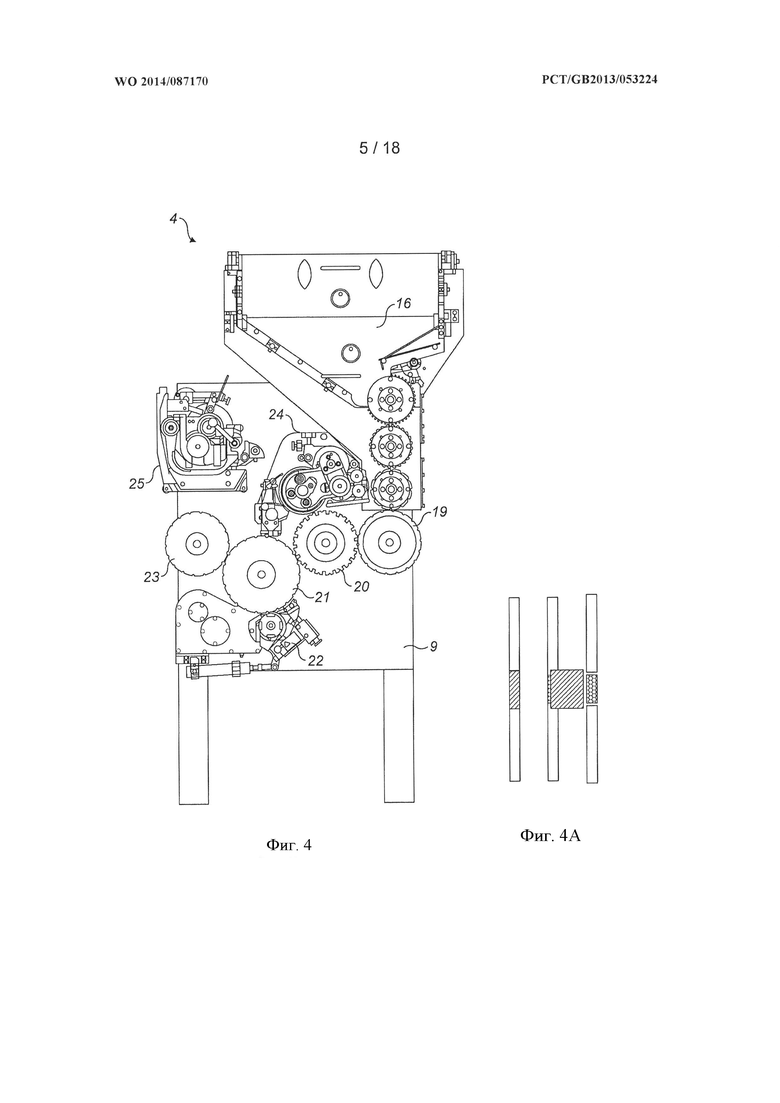
На фиг. 4 показан модуль 4 четвертого типа. Как можно заметить, модуль 4 включает в себя базовое устройство 9, в котором установлено устройство 16 подачи фильтров, подающий барабан 19, барабан 20 с торцовым кулаком, барабан 21 качения, прокатная штанга 22, передающий барабан 23, ободковое устройство 24 и склеивающее устройство 25. Модуль 4 выполнен с возможностью вложения стержневого изделия, такого как стержень фильтра, между двумя принятыми табачными стержнями и помещения обертки в виде ободковой бумаги.
Как показано на фиг. 4а, подающий барабан 19 может принимать два табачных стержня из предыдущего модуля. Табачные стержни могут быть разделены зазором, размер которого позволяет помещать в него 2-х кратный стержень фильтра. Устройство подачи фильтров может быть выполнено таким образом, чтобы оно помещало 2-х кратный стержень фильтра в зазор. В этом случае барабан 20 с торцовым кулаком, барабан 21 качения, прокатная штанга 22, ободковое устройство 24 и склеивающее устройство 25 взаимодействуют таким образом, чтобы три стержня обертывались ободковой бумагой для их соединения между собой, как это хорошо известно специалистам в данной области техники. Более конкретно, барабан с торцовым кулаком продольно сдавливает три стержневые изделия, после чего на барабан качения помещается намазанный клеем пластырь из ободковой бумаги для соединения трех стержневых изделий между собой. Затем соединенная группа из двух табачных стержней и одного стержня фильтра двойной длины удаляется из модуля 4 передающим барабаном 23.
Хотя на фиг. 4 это не показано, модуль 4 включает в себя локальный отсек 110, позволяющий управлять барабанами 19, 20, 21, 23 модуля из основного отсека 120. По различным вариантам осуществления основной отсек 120 может управлять ускорением, замедлением, скоростью вращения барабанов 19, 20, 21, 23 и вращательным положением барабанов относительно друг друга, а также может осуществлять самодиагностику барабанов.
Как уже отмечалось выше, ободковое устройство 24, склеивающее устройство 25 и прокатная штанга 22, как таковые, являются хорошо известными компонентами, тем не менее, ниже будет дано их краткое описание.
Ободковое устройство
У ободкового устройства 24 имеются твердосплавные ножи, при разрезании упирающиеся в твердосплавный барабан, который разрезает ободковую бумагу по нужной длине. Затем твердосплавный барабан (ободковый барабан) подает ободковые пластыри на сигареты. Длина ободковых пластырей определяется подающим валиком, который установлен перед склеивающим устройством, и может варьироваться. Длина пластыря обычно равна окружности сигареты, плюс примерно 2 мм. Ободковое устройство может наносить пластыри разной ширины, в зависимости от ширины используемой ободковой бумаги.
Склеивающее устройство
Склеивающее устройство 25 включает в себя склеивающий валик, который перемещается в клею. Данный валик затем подает клей на передающий валик. Бумага проходит над передающим валиком, для того чтобы клей переходил с валика на бумагу.
Прокатная штанга/барабан качения
Прокатная штанга 22 - это статический изогнутый блок, расположенный снизу барабана 21 качения. Когда сигареты, находящиеся на барабане качения, подходят к входной точке прокатной штанги, скребок выталкивает сигарету из канавки, после чего сигарета прокатывается между барабаном и прокатной штангой до тех пор, пока сигарета не упадет в следующую канавку.
Вместо приема двух разнесенных табачных стержней, в отдельных конфигурациях модуль 4 может принимать два табачных стержня вместе с двумя стержнями фильтра, стержневые изделия поступают из предшествующего модуля. Принимаемые табачные стержни могут быть разделены зазором, размер которого позволяет помещать в него дополнительный 2-х кратный фильтр. Механизм 16 подачи может быть выполнен с возможностью помещения в зазор 2-х кратного фильтра. В этом случае барабан с торцовым кулачком сдавливает пять стержневых изделий между собой, вложенный стержень обертывается ободковой бумагой на барабане качения для его соединения со стержнями, принятыми из предшествующего модуля.
В отдельных конфигурациях модуль 4 может помещать ободки в виде двух раздельных лент. Конфигурация для нанесения ленточных ободков аналогична нанесению традиционных ободков, с той лишь разницей, что дополнительно используется раскройный нож для разделения ободковой ленты на 2 части. Также используются направляющие для бумаги для раскрытия двух лент в соответствующих местах перед склеиванием. Ободковая лента отрезается после сращивающего устройства и скребка (не показан), перед аппликатором клея.
По различным вариантам осуществления стержни фильтра, которые вкладываются модулями 2, 4, могут содержать несколько сегментов, то есть они могут содержать многосегментные стержни, состоящие, например, из центрального стержневого сегмента «двойной длины» и двух стержневых сегментов «одинарной длины», расположенных по бокам от центрального сегмента. Между тем, как вариант, по отдельным вариантам осуществления вставляемые стержни фильтра могут быть односегментными стержнями.
Рассмотренные выше модули могут быть связаны между собой в иной компоновке для выполнения иной последовательности операций по формированию сигарет одного и того же или разных типов. Конечный барабан одного модуля может быть выровнен с начальным барабаном последующего модуля таким образом, чтобы стержни переходили с выхода одного модуля на вход последующего модуля.
Дополнительной гибкости можно добиться за счет переконфигурации отдельных модулей. Модули 2, 3 и 4 по фиг. 2-4 совместно используют базовое устройство 9, снабженное четырьмя валами под барабаны, каждый из которых выполнен с возможностью разъемной установки барабана. Поэтому каждый из барабанов модулей 2, 3 и 4 может быть заменен другим соответствующим барабаном для изменения функциональности модуля. Например, режущий барабан 11 по фиг. 2 может быть заменен на передающий барабан или на барабан с торцовым кулаком. Промежуточный передающий барабан 12 по фиг. 2 может быть заменен на барабан качения, передающий барабан, извлекающий барабан, лазерный барабан или иной соответствующий барабан. Также могут быть добавлены/удалены другие компоненты, например, устройство подачи фильтров, ободковое устройство, склеивающее устройство, прокатное устройство и лазер для лазерного бурения.
Так, модуль 2 второго типа может быть преобразован в модуль 3 третьего типа за счет процесса переконфигурации, включающего в себя добавление устройства 16 подачи фильтров. Кроме этого, модуль 3 третьего типа может быть преобразован в модуль 4 четвертого типа за счет процесса переконфигурации, включающего в себя замену режущего барабана 11 на барабан 20 с торцовым кулаком, замену промежуточного передающего барабана 12 на барабан 21 качения, замену сепараторного барабана 13 на передающий барабан и добавления ободкового устройства 24, склеивающего устройства 25 и прокатной штанги 22.
При замене барабана в базовом устройстве 9 новый барабан обычно имеет такое же количество канавок, что и заменяемый барабан. На фиг. 2, 3, 4 первый барабан 10, 19 может иметь 20 канавок, второй барабан 11, 20 может иметь 20 канавок, третий барабан 12, 21 может иметь 22 канавки, а четвертый барабан 13,23 может иметь 20 канавок.
На фиг. 9 показан вид в перспективе базового устройства 9 с установленными в нем подающим барабаном 19, барабаном 20 с торцовым кулаком, барабаном 21 качения (и прокатной штангой 21) и передающим барабаном 23. Как можно заметить, каждый из барабанов 19, 20, 21, 23 установлен на вал 19а, 20а, 21а, 23а, который вращает барабан. Как показано на фиг. 10, каждый из барабанов может быть отвинчен и снят со своего вала таким образом, чтобы вместо него можно было установить другой барабан.
Как показано на фиг. 9 и 10, базовое устройство 9 включает в себя всасывающий кожух 200, который прикладывает всасывающее усилие для удержания стержневых изделий на барабанах 19, 20, 21, 23 и для передачи стержневых изделий с одного барабана на другой. Со ссылкой на фиг. 10 всасывающий кожух 200 сообщается с элементами 201 управления всасыванием, каждый из которых имеет выпускное всасывающее отверстие 202, форма которого позволяет прикладывать всасывающее усилие к соответствующим точкам во время вращения соответствующего барабана.
На фиг. 11 схематически показано направление вращения барабанов 19, 20, 21, 23, а области, в которых элементы управления всасыванием прикладывают всасывающее усилие, выделены штриховкой.
Замену отдельных барабанов можно производить без замены элемента управления всасыванием. Например, промежуточный барабан 12 модуля 2 может быть заменен на режущий барабан 11 без замены элемента управления всасыванием. Между тем, в отдельных случаях элемент управления всасыванием может быть заменен перед установкой нового барабана.
На фиг. 12 показано базовое устройство 9 с барабаном 19, элемент 201 управления всасыванием которого демонтирован, а также демонтирован всасывающий кожух 200. Как можно заметить, вакуумирование во всасывающем кожухе 200 может создаваться через отверстие 203 в базовом устройстве 9.
Каждый барабан может приводиться в действие соответствующим сервоприводным электродвигателем. Специалистам в данной области техники, читающим настоящее раскрытие изобретения, будет понятно, что сервомотор может быть соединен с соответствующим барабаном при помощи редуктора и муфты для вращения барабана.
Сервоприводный электродвигатель каждого барабана является встроенным сервоприводом. Встроенные сервоприводы, как таковые, известны, и поэтому подробно рассматриваться не будут. В двух словах, во встроенном сервоприводе электроника, приводящая в действие электродвигатель, встроена в электродвигатель.
Интерфейсная электроника локального отсека 110 модуля выполнена с возможностью передачи управляющих сигналов с главного контролера на соответствующие сервоприводные электродвигатели для управления барабанами модулей. Это позволяет индивидуально управлять сервоприводным электродвигателем каждого барабана из главного отсека 120 через интерфейсную электронику локального отсека 110 модуля. Следует понимать, что сервоприводы также могут передавать сигналы, например, сигналы о статусе или сигналы по диагностике обратно на главный контроллер.
На фиг. 13 показан вид сзади альтернативной схемы приведения в действие барабанов базового устройства 9. Как можно заметить, в данном случае базовое устройство включает в себя редуктор 205, выполненный с возможностью вращения четырех барабанов синхронно. Во время эксплуатации один из валов приводится в действие сервомотором (не показан) для вращения барабанов. Сервомотор может принимать управляющие сигналы от основного контроллера 120 через локальный отсек 110 модуля.
Возвращаясь вновь к фиг. 9 можно заметить, что на каждом торце базового устройства 9 имеется соединительный элемент 204, накладывающийся на комплементарный соединительный элемент другого модуля. Соединительные элементы 204 обеспечивают автоматическую центровку конечного барабана на одном модуле с первым барабаном последующего модуля при зацеплении двух модулей между собой.
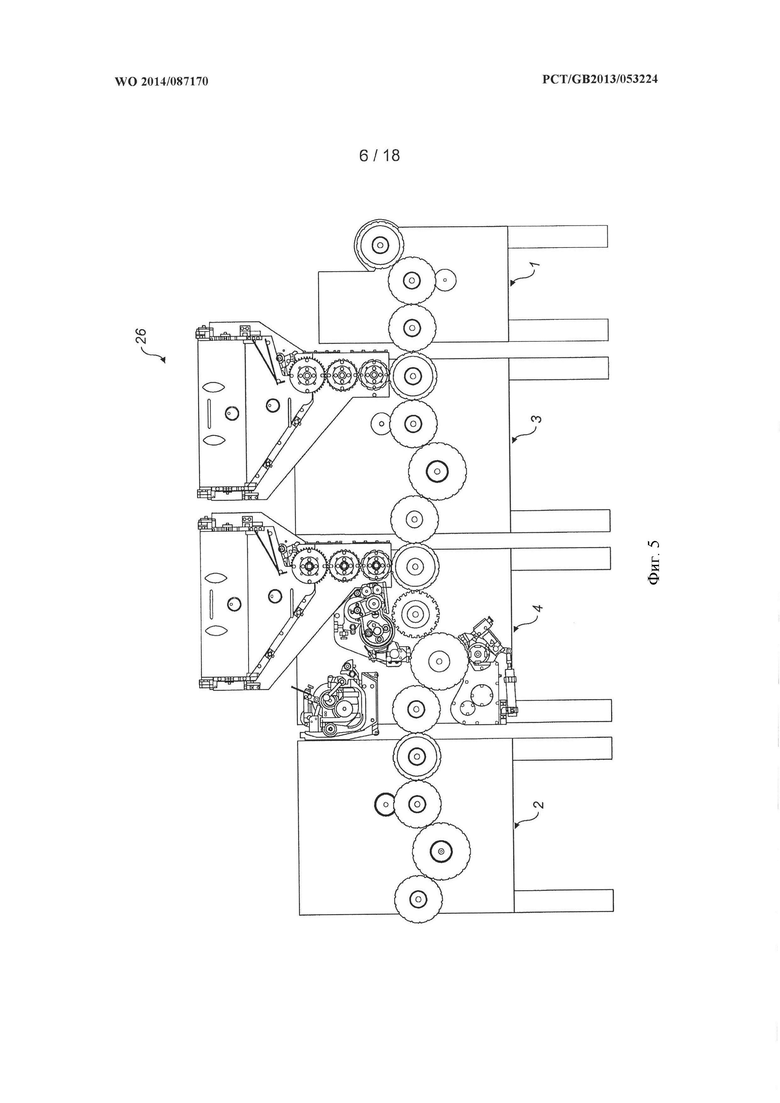
На фиг. 5 показана одна из возможных конфигураций модулей 26, в которой модули 2, 4, 3, 1 второго, четвертого, третьего и первого типов расположены в ряд, один за другим. Как было рассмотрено выше, каждый из модулей может включать в себя один или более сервомоторов, приводящих в действие барабаны. Другие компоненты, например, ободочное устройство, склеивающее устройство могут приводиться в действие другими сервомоторами. Подобные другие сервомоторы могут управляться главным контроллером 120 через локальные отсеки 110 модулей, точно также как управляются сервоприводы, приводящие в действие барабаны.
Специалистам в данной области техники, читающим настоящее раскрытие изобретения, будет понятно, что самодиагностика и элементы защиты компонентов модулей также могут управляться главным отсеком через локальные отсеки.
По отдельным вариантам осуществления главный отсек также обеспечивает электропитание через локальные отсеки 110 для запитывания сервоприводных электродвигателей. По отдельным вариантам осуществления модули могут включать в себя один или более датчиков, а электронная выходная информация с датчиков может передаваться в главный отсек 120 через локальные отсеки 110.
По различным вариантам осуществления локальный отсек 110 каждого модуля соединен с главным отсеком 120 одним или несколькими кабелями. Например, по одному из кабелей могут передаваться управляющие сигналы (сигналы вводы/вывода), а по другому кабелю может подаваться электропитание. Специалистам в данной области техники будет понятно, что можно использовать дополнительные кабели, например, для трехфазного питания или передачи данных по сети Ethernet.
По различным вариантам осуществления локальные отсеки можно легко соединять/отсоединять от главного отсека за счет соединения/отсоединения соответствующих кабелей.
По различным вариантам осуществления сервомоторы каждого модуля могут быть синхронизированы друг с другом таким образом, чтобы вращение всех барабанов в определенной компоновке было синхронизировано. Сервомоторы, приводящие в действие другие компоненты, также могут быть соответствующим образом синхронизированы с сервомоторами, используемыми для приведения в действие барабанов модуля.
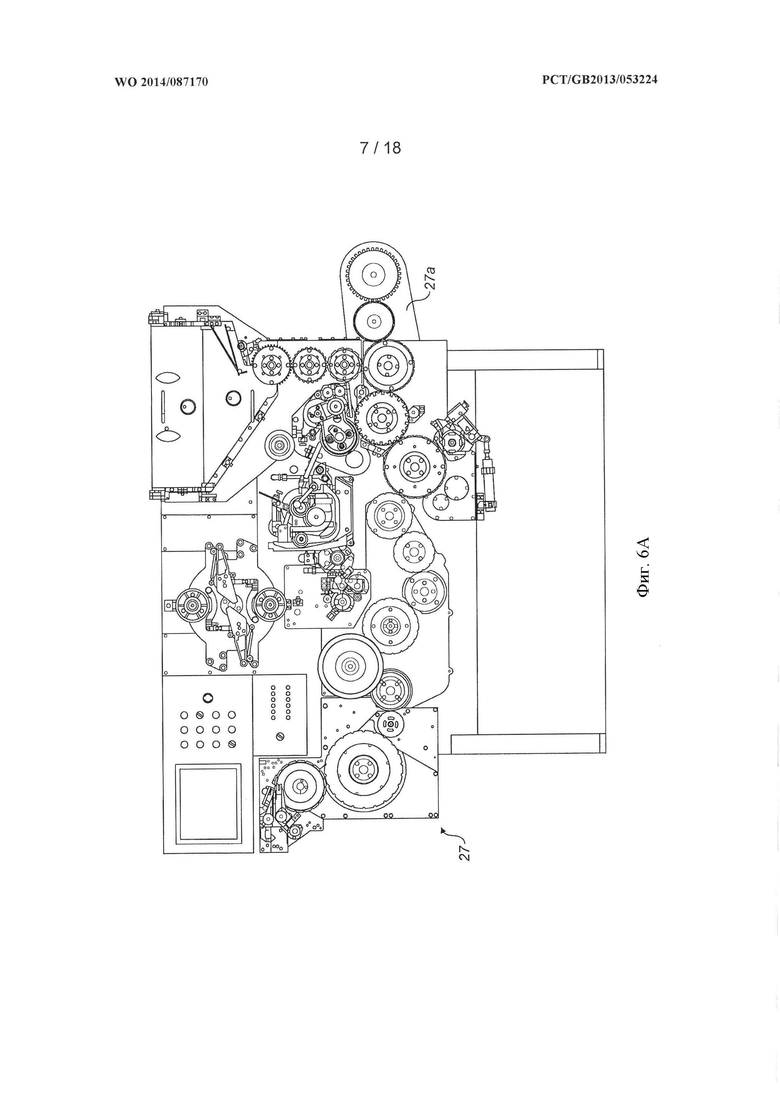
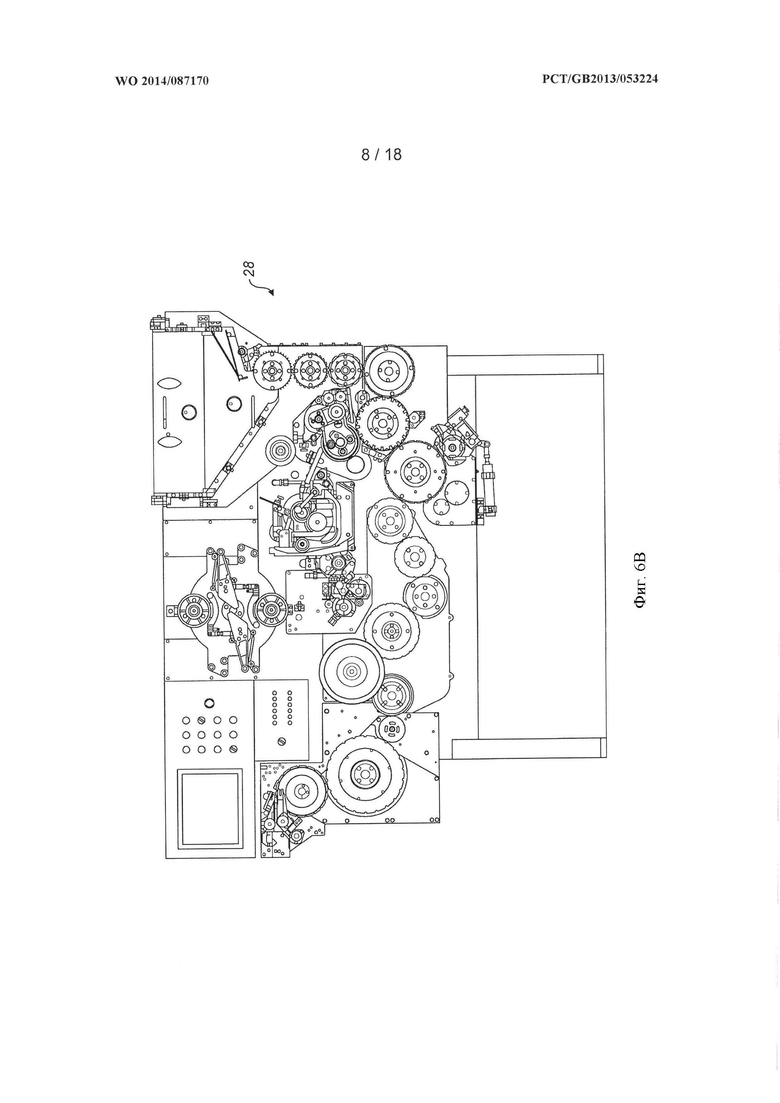
Комбинация модулей 26 может быть связана с устройством крепления фильтров, таким как модифицированное устройство Max S, для выполнения дополнительной обработки. На фиг. 6а изображена имеющаяся в продаже машина 27 Max S, а на фиг. 6b изображена модифицированная машина 28, предназначенная для использования с модулями 1, 2, 3, 4. Как можно заметить, модифицированная машина 28 по фиг. 6b отличается от известной машины 27 лишь тем, что в модифицированной машине 28 входная секция 27а демонтирована.
Поскольку модифицированное устройство 28 отличается от известного устройства 27 лишь тем, что в нем отсутствует входной блок 27а, его подробное описание будет опущено.
Хотя на фиг. 6а и 6b показан модифицированный Max S, как вариант, к модулям можно подключать любое устройство крепления фильтров, например, имеющиеся в продаже машины, такие как GD AF12 или устройство Мах 90, модифицированное подобно тому, как это описано выше, т.е. с демонтированной входной секцией. Если, например, используется Мах 90, то модифицированное устройство может выполнять все функции Мах 90, которые включают в себя: добавление стержня фильтра, крепление ободка и прокат, лазерное бурение, разрезание, переворачивание сигарет, осмотр и соединение с наполнительным бункером.
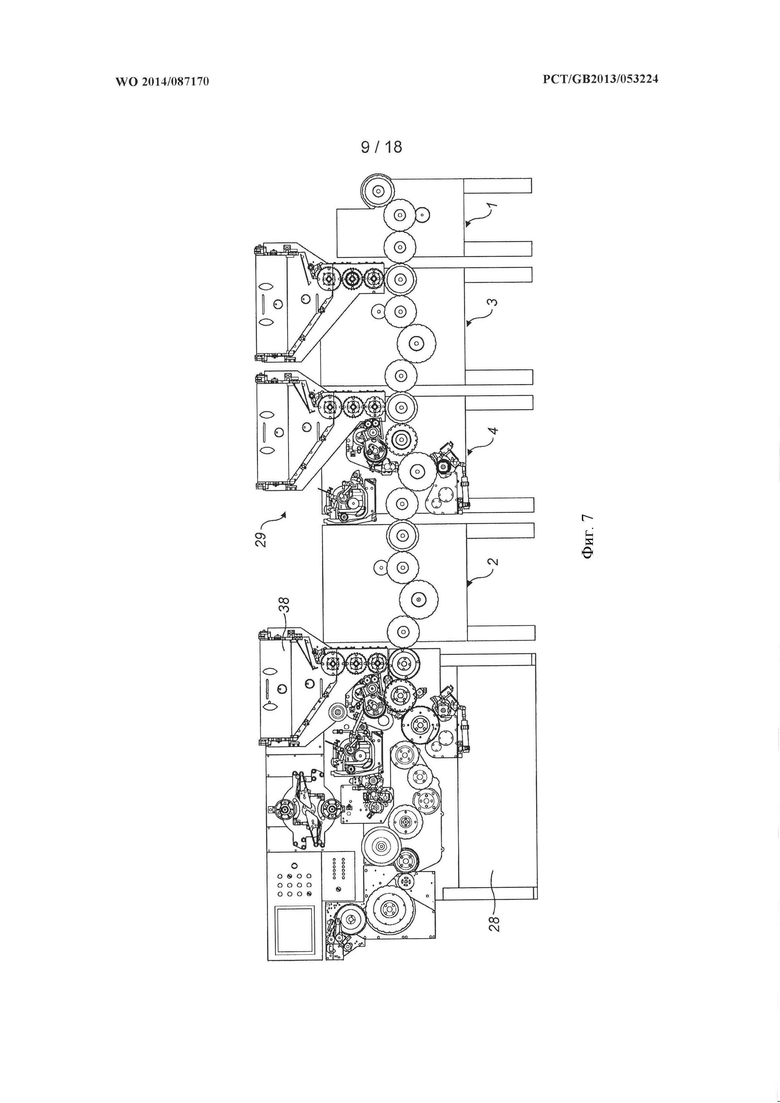
На фиг. 7 показана компоновка последовательных модулей 29, соединенных с модифицированным устройством 28 Max S для изготовления сигарет определенного типа. Как можно заметить, компоновка 29 включает в себя модуль 1 первого типа, модуль 3 третьего типа, модуль 4 четвертого типа и модуль 2 второго типа, расположенные последовательно в ряд и соединенные с модифицированным устройством 28 Max S. Первый модуль 1 принимает табачный стержень «двойной длины» с устройства изготовления табачных стержней (не показано), принимаемый табачный стержень проходит последовательность операций в модулях 1, 3, 4, 2 и, в завершение, в устройстве
28 Max S для формирования сигареты 30 с фильтром. Как можно заметить из фиг. 7а, конечная сигарета 30 включает в себя фильтр с тройным сегментом и обернута в два отдельных листа ободковой бумаги, разделенные продольным зазором 31.
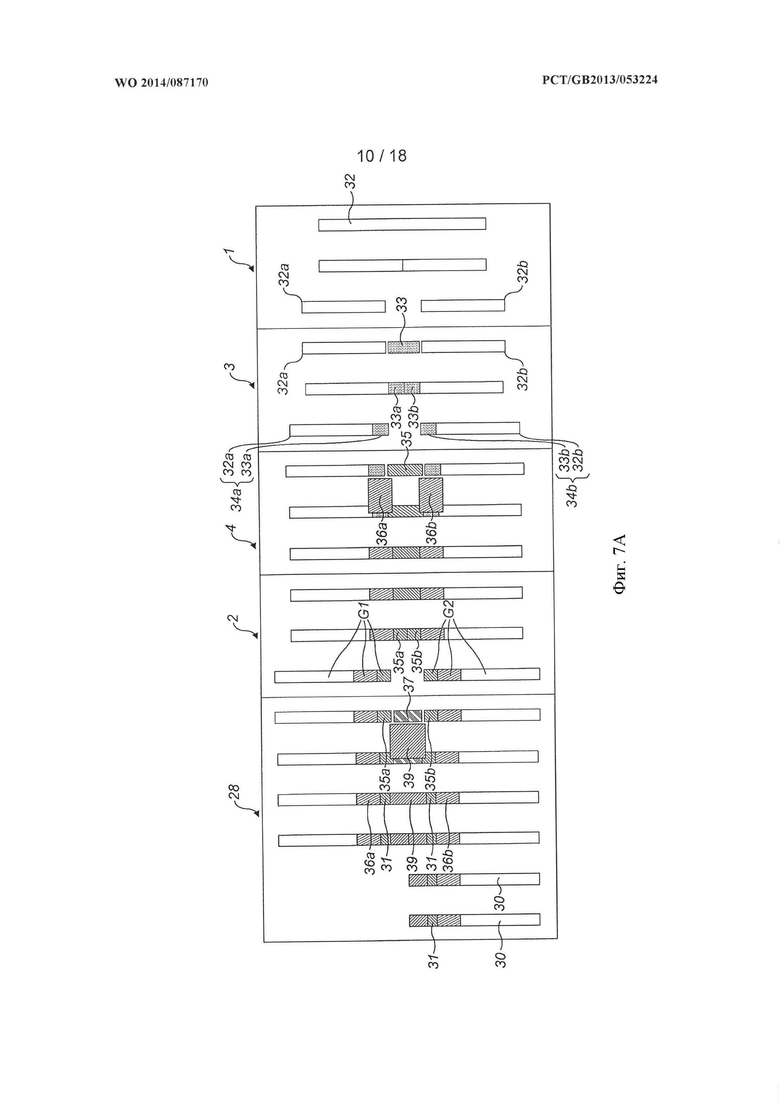
На фиг. 7а изображена последовательность операций, выполняемых машиной по фиг. 7. В каждой из рамок на фиг. 7а показана операция, выполняемая в одном из модулей. Как можно заметить, каждая рамка обозначена ссылочным номером, соответствующим одному из модулей 1, 3, 4, 2 для указания на то, что операции, показанные в рамке, выполняются в указанном модуле.
Со ссылкой на фиг. 7а в модуле 1 табачный стержень 32 «двойной длины» принимается с устройства изготовления табачных стержней (не показано) и разрезается на два одинаковых сегмента 32а, 32b. Затем два сегмента разделяются, а разделенные сегменты подаются в следующий модуль 3.
В модуле 3 2-х кратный стержень 33 фильтра, подаваемый механизмом подачи фильтров модуля, вкладывается в зазор между двумя разделенными табачными стержнями 32а, 32b, полученными из модуля 1. Затем фильтр 33 разрезается посредине на два сегмента 33а, 33b. Затем первая группа 34а, содержащая один табачный стержень 32а и один стержень 33а фильтра, отделяется от второй группы 34b, содержащей один табачный стержень 32b и один сегмент стержня фильтра 33b, а две разделенные группы 34а, 34b подаются на первый барабан следующего модуля 4.
В следующем модуле 4 в зазор между двумя разделенными группами 34а, 34b вкладывается другой стержень 35 фильтра. Затем модуль 4 накладывает ободок в виде двух разделенных лент 36а, 36b. Первая лента 36а обертывается вокруг табачного стержня 32а, стержневого сегмента 33а и дополнительного стержня 35 для соединения этих трех стержней между собой. Вторая лента 36b обертывается вокруг табачного стержня 32b, стержневого сегмента 33b и дополнительного стержня 35 для соединения этих трех стержней между собой. Таким образом, фильтр 35 соединяется с фильтрующим сегментом 33а из первой группы 34а и сегментом 33b из второй группы за счет обертывания их лентами 36а, 36b. Затем обернутые стержни 34а, 34b, 33а, 33b, 35 поступают в следующий модуль.
В следующем модуле 2 расположенный в центре стержень 35 фильтра двойной длины разрезается на два сегмента 35а, 35b. Затем первая группа G1 стержней, содержащая сегмент 33а стержня фильтра, сегмент 35а стержня фильтра и табачный стержень 32а, отделяется от второй группы G2 стержней, содержащей сегмент 33b стержня фильтра, сегмент 35b стержня фильтра и табачный стержень 32b. Затем разделенные группы G1, G2 подаются на первый барабан модифицированной машины 28 Max S, как это показано на фиг. 7.
Как показано на фиг. 7 и 7а, у модифицированного устройства Max S имеется устройство 38 подачи фильтров, которое вкладывает 2-кратный стержень 37 фильтра между группой G1 и группой G2. Затем 2-х кратный стержень 37 фильтра соединяется с сегментом 35а стержня фильтра группы G1 и с сегментом 35b стержня фильтра группы G2 путем обертывания одиночной обертки 39. Размер обертки 39 выбирают таким образом, чтобы она не нахлестывалась на ленты 36а, 36b. При этом размер обертки 39 выбирают таким образом, чтобы между каждым торцом обертки 39 и лентами 36а, 36b имелся зазор 31.
Затем обернутый 2-х кратный стержень 37 фильтра разрезают посредине на два сегмента 37а, 37b, образуя две сигареты 30, которые поворачивают таким образом, чтобы они располагались параллельно. Как можно заметить, две сигареты 30 идентичны и каждая включает в себя три сегмента 37а, 35а, 33а фильтра и две обертки, обертки продольно разделены зазором 31.
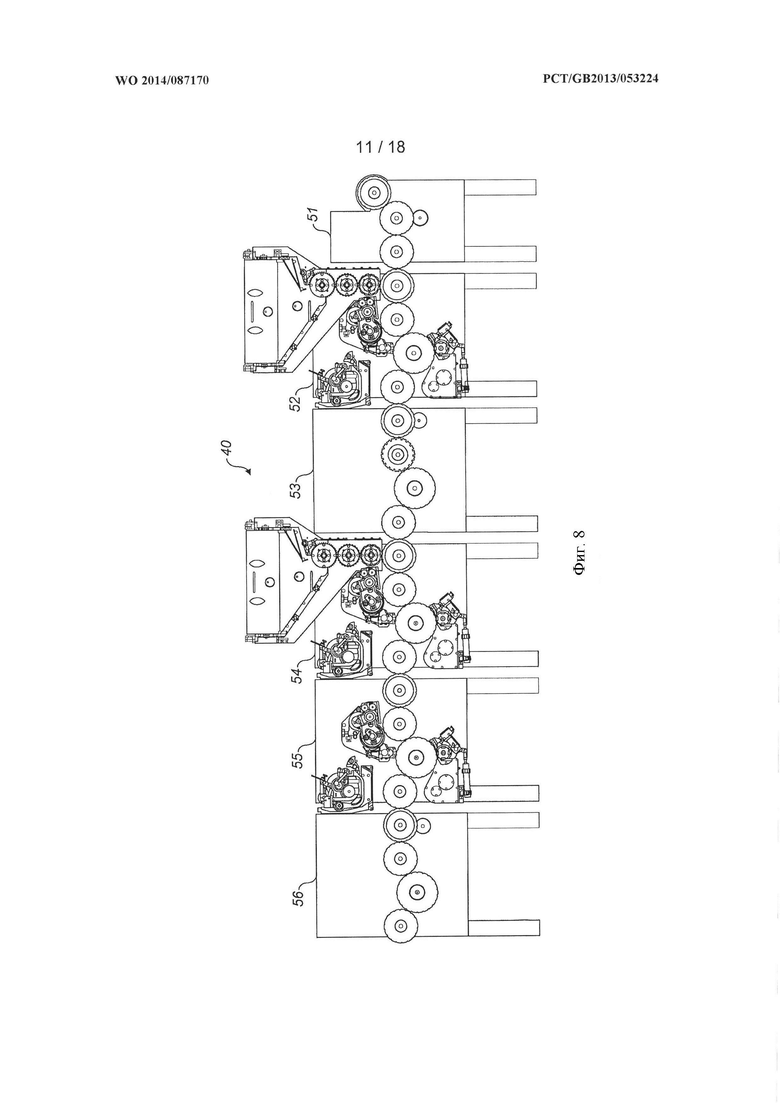
На фиг. 8 показана альтернативная конфигурация 40 из последовательных модулей для изготовления сигарет 41 другого типа. Конечная сигарета 41 является сигаретой выдвижного (телескопического) типа, в которой два фильтра могут быть разделены на переменную величину за счет смещения внешней гильзы. Телескопические сигареты известны как таковые, например, из FR 1547656.
Как можно заметить, конфигурация 40 содержит шесть модулей 51, 52, 53, 54, 55, 56.
Первый модуль 51 аналогичен модулю 1 по фиг. 1А.
Второй модуль 52 аналогичен модулю 4 по фиг. 4.
Третий модуль 53 содержит модифицированную версию модуля 2 по фиг. 2. Третий модуль 53 отличается от модуля 2 по фиг. 2 тем, что первый барабан (подающий барабан 10) заменен на режущий барабан, второй барабан (режущий барабан 11) заменен на сепараторный барабан, а четвертый барабан (сепараторный барабан 13) заменен на проверочный барабан для проверки наличия фильтров.
Четвертый модуль 54 аналогичен модулю 4 по фиг. 4.
Пятый модуль 55 содержит модифицированный модуль 4 по фиг. 4. Модуль 55 отличается от модуля 4 тем, что устройство 16 подачи фильтров демонтировано, а также тем, что четвертый барабан (передающий барабан 23) заменен на лазерный барабан для перфорирования сигареты.
Шестой модуль 56 содержит четыре барабана 56а, 56b, 56с, 56d. Первый барабан 56а является режущим барабаном, второй барабан 56b является передающим барабаном, третий барабан 56с является поворотным барабаном, а четвертый барабан 56d является проверочным барабаном, выполненным с возможностью проверки сигарет на герметичность. Поворотный барабан, как таковой, известен и может быть выполнен с возможностью поворота переднего ряда сигарет вокруг, таким образом, чтобы они проходили в одинаковом направлении с задним рядом, либо, как вариант, может быть выполнен с возможностью поворота заднего ряда сигает таким образом, чтобы они проходили в одинаковом направлении с передним рядом.
Также можно использовать дополнительный модуль (не показан), включающий в себя финишные сканеры и извлекающий барабан, который выступает в качестве соединительного звена с другими, расположенными по ходу машинами.
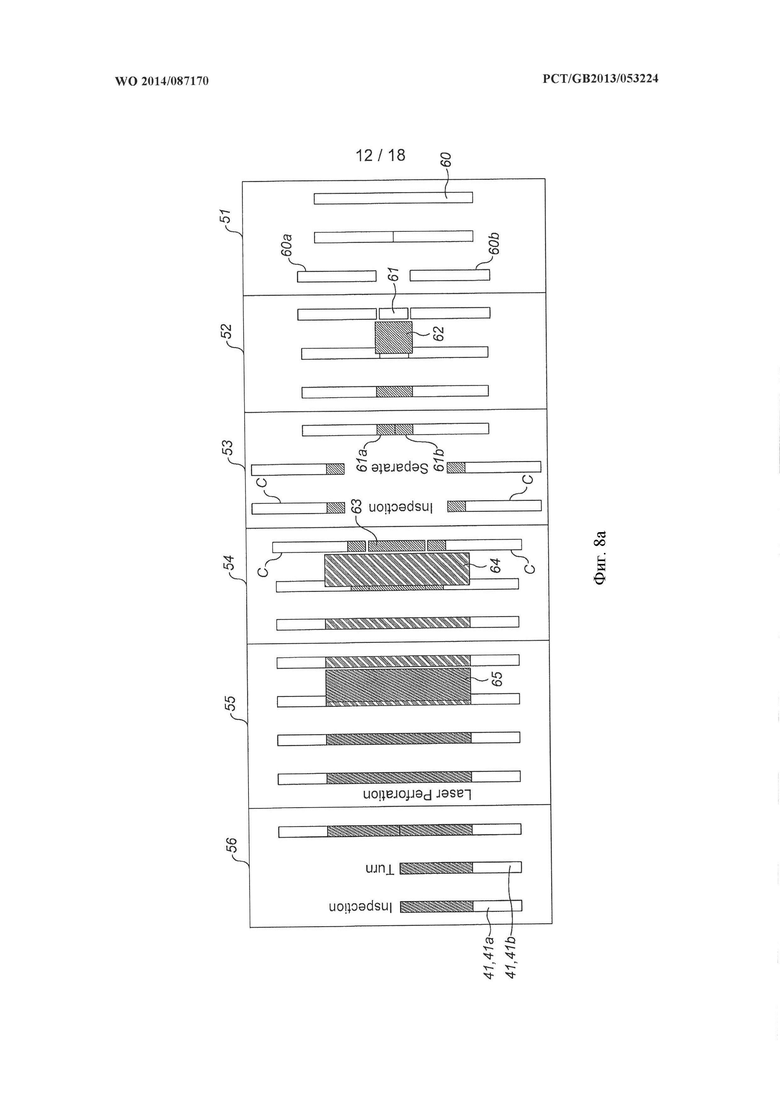
На фиг. 8 изображена последовательность операций, выполняемых для формирования сигареты 41. В каждой рамке по фиг. 8а показаны операции, выполняемые в одном из модулей 51, 52, 53, 54, 55, 56. Как можно заметить, каждая рамка обозначена ссылочной позицией одного из соответствующих модулей 51, 52, 53, 54, 55, 56 для указания на то, что операции, показанные в рамке, выполняются в ссылочном модуле.
Как можно заметить, модуль 51 является входным модулем, выполненным с возможностью приема табачных стержней 60 «двойной длины», например, с устройства изготовления табачных стержней. В модуле 51 каждый табачный стержень 60 разрезается на два сегмента 60а, 60b, которые разделяются и подаются в следующий модуль 52.
Следующий модуль 52 выполнен с возможностью вложения 2-х кратного стержня 61 фильтра между разделенными табачными стержнями, полученными из модуля 52, и обертывания трех стержней 60а, 60b, 61 оберткой 62 для их соединения между собой. Затем обернутые стержни подаются в следующий модуль 53.
Следующий модуль 53 выполнен с возможностью разрезания стержня 61 фильтра на два сегмента 61а, 61b и разделения сегментов для формирования двух групп, каждая из которых содержит табачный стержень 60а, 60b, соединенный с сегментом 61а, 61b стержня фильтра. Каждая из групп образует внутреннюю часть С конечной выдвижной сигареты 41. Затем проверочный барабан осуществляет проверку наличия фильтров. Затем разделенные внутренние части С сигарет подаются в следующий модуль 54.
Следующий модуль 54 выполнен с возможностью вложения другого стержня 63 фильтра между сегментами 61а, 61b фильтра и обертывания широкого пластыря 64 из ободковой бумаги вокруг табачных стержней 60а, 60b, сегментов 61а, 61b стержня фильтра и стержня 63 фильтра. Склеивающее устройство выполнено с возможностью нанесения клея на ободковый пластырь 64 таким образом, чтобы ободковый пластырь 64 приклеивался лишь к центральному стержню 63 фильтра и внахлест ободка так, чтобы образовать трубку, которая крепится лишь к центральному стержню 63. Затем обернутые стержни подаются в следующий модуль 55.
Следующий модуль 55 выполнен с возможностью помещения другого ободкового пластыря 65 вокруг ободкового пластыря 64 таким образом, чтобы он нахлестывался на ободковый пластырь 64. Затем лазерный барабан направляет импульсный луч для проделывания небольших перфорированных отверстий в ободковых слоях 64, 65.
Следующий модуль 56 выполнен с возможностью разрезания фильтра 63 по ободковым слоям 64, 65 таким образом, чтобы разделить фильтр 63 на два сегмента 63 а, 63b и соответственно образовать две выдвижные сигареты 41а, 41b. Затем две сигареты 41а, 41b переворачиваются поворотным барабаном так, чтобы они располагались параллельно друг другу.
Как было рассмотрено выше, внутренняя часть С каждой выдвижной сигареты 41а не приклеивается к ободковым слоям 64, 65 для того, чтобы внутренняя часть С сигареты могла скользить в трубке, образуемой ободковыми слоями 64, 65 для изменения разделения между стержнями 61а, 61b фильтра и стержнями 63а, 63b фильтра.
Модули можно переконфигурировать для изменения процесса изготовления сигареты по мере необходимости, например, путем замены одного или более барабанов. Модули также можно менять местами относительно друг друга и/или один или более модулей можно добавлять/удалять для получения дополнительных возможностей по сборке сигарет.
Возможны многочисленные другие модификации и вариации. Например, хотя модуль 1 по фиг. 1А принимает табачные стержни «двойной длины» из устройства изготовления табачных стержней по одному, в отдельных случаях возможно принимать сразу по нескольку табачных стержней «двойной длины», например, из «двухколейного» устройства изготовления табачных стержней. На фиг. 14 показана одна из вариаций модуля 1 первого типа, используемого с «двухколейным» устройством изготовления табачных стержней, которое одновременно изготавливает по два табачных стержня. Как можно заметить, модифицированный модуль 1 по фиг. 14 имеет модифицированный захватный барабан 6а для приема двух табачных стержней и два дополнительных промежуточных передающих барабана I1, I2. Как можно заметить, у захватного барабана 6а имеется несколько поворотных штанг, каждая из которых во время эксплуатации последовательно качается для приема двух табачных стержней с устройства изготовления. По мере дальнейшего вращения барабана против часовой стрелки штанги опускаются вниз, прижимаясь к барабану. Как показано на фиг. 14, затем штанги подают табачные стержни, по одному, на первый промежуточный передающий барабан I1.
Некоторые конфигурации также могут включать в себя другие модули для выполнения других операций. Например, некоторые компоновки могут включать в себя разгрузочный модуль для выгрузки собранных стержневых изделий на разной высоте. Разгрузочный модуль может быть выполнен с возможностью выгрузки стержневых изделий на определенной высоте с учетом подачи массового расхода, например, на конвейер для выгрузки стержневых изделий на другое оборудование для дальнейшей обработки. Как вариант, высота выгрузки может быть изменена, если потребуется осуществить выгрузку на упаковочную машину, либо если потребуется выгрузка в наполнительный бункер для хранения.
Кроме этого, хотя выше было рассмотрено соединение стержней фильтра с табачными стержнями, в отдельных конфигурациях модуль может помещать компонент, отличающийся от стержня фильтра, например, стержневое изделие, такое как табачный стержень или стержневой элемент, содержащий один или более пластичных элементов, например, скручиваемые элементы, имеющие первую и вторую части, которые могут поворачиваться относительно друг друга для изменения параметров курительного изделия, как это, например, описано в ЕР 0395291 A1.
По различным вариантам осуществления настоящего изобретения модули могут выполнять одну или более следующих операций: передачу, помещение, разделение, обертывание, вращение, проверку, отбраковывание, прижатие друг к другу, лазерное бурение, поворачивание, отбор образцов сигарет для испытаний, кантование рулонов. По различным вариантам осуществления каждый модуль выполняет две или более из указанных операций. Каждая отдельная операция может выполняться единственным функциональным устройством (например, единственным барабаном).
Как должно быть понятно из вышесказанного, барабаны модулей можно выбирать таким образом, чтобы каждый из модулей выполнял выбранную последовательность сборочных операций. Также количество модулей и их относительное положение можно выбирать так, чтобы модули выполняли свои соответствующие сборочные операции последовательно, в заданном порядке.
В целях решения различных задач и развития уровня техники в данном раскрытии изобретения различные варианты осуществления везде приведены в качестве иллюстрации, по которым заявленное изобретени(я)е может быть практически реализовано и может предложить улучшенную установку и способы. Признаки и преимущества раскрытия по вариантам осуществления являются исключительно репрезентативными, а не исчерпывающими и/или эксклюзивными. Они приведены лишь для того, чтобы упростить понимание и пояснить заявленные признаки. Следует понимать, что преимущества, варианты осуществления, примеры, функции, признаки, конструкции и/или другие аспекты раскрытия изобретения не следует рассматривать в качестве ограничения раскрытия изобретения, определяемого формулой изобретения, или ограничения аналогов формулы изобретения, а также что допустимы другие варианты осуществления и модификации, не выходящие за объем и/или суть раскрытия изобретения. Различные варианты осуществления могут содержать, состоять или, по существу, состоять из различных комбинаций раскрываемых элементов, компонентов, признаков, деталей, этапов, средств и т.п. Кроме этого, раскрытие изобретения включает в себя другие изобретения, которые на настоящий момент не заявлены, но которые могут быть заявлены в будущем.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДУЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2012 |
|
RU2602232C2 |
| ОБЕРТКА КУРИТЕЛЬНОГО ИЗДЕЛИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2013 |
|
RU2643993C2 |
| УЗЕЛ ОБКАТОЧНОГО БАРАБАНА ДЛЯ ИСПОЛЬЗОВАНИЯ ПРИ ИЗГОТОВЛЕНИИ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2015 |
|
RU2649261C1 |
| УСТРОЙСТВО, СОДЕРЖАЩЕЕ ВАКУУМНЫЙ БАРАБАН ДЛЯ ОБОДКОВОЙ БУМАГИ | 2015 |
|
RU2643433C1 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2012 |
|
RU2604318C2 |
| УСТАНОВКА И СПОСОБ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2607363C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2013 |
|
RU2629492C2 |
| ОБЕРТКА КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2012 |
|
RU2613858C1 |
| МАШИНА ДЛЯ СБОРКИ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ, СОДЕРЖАЩИХ СЕГМЕНТНЫЕ ФИЛЬТРЫ | 2015 |
|
RU2653786C2 |
| ОБЕРТКА ФИЛЬТРА ИЛИ ОБОДКОВАЯ БУМАГА ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2517611C2 |
Изобретение относится к модульной установке для изготовления курительного изделия, которая содержит множество модулей, имеющих множество соответствующих интерфейсных устройств, и контроллер, выполненный с возможностью управления указанным множеством модулей через интерфейсные устройства, в которой модульная установка выполнена с возможностью обработки принятых стержней из курительного материала в ходе первой последовательности операций и в которой модульная установка может быть переконфигурирована таким образом, чтобы осуществлять обработку принятых стержней из курительного материала в ходе второй последовательности операций, отличающейся от первой последовательности операций, в которой первая и вторая последовательности операций соответственно являются по меньшей мере частью первого и второго процессов изготовления курительных изделий, каждое курительное изделие содержит указанный стержень из курительного материала, который в ходе использования выкуривается. Технический результат заключается в обеспечении возможности изменения конфигурации модульной установки. 5 н. и 37 з.п. ф-лы, 21 ил.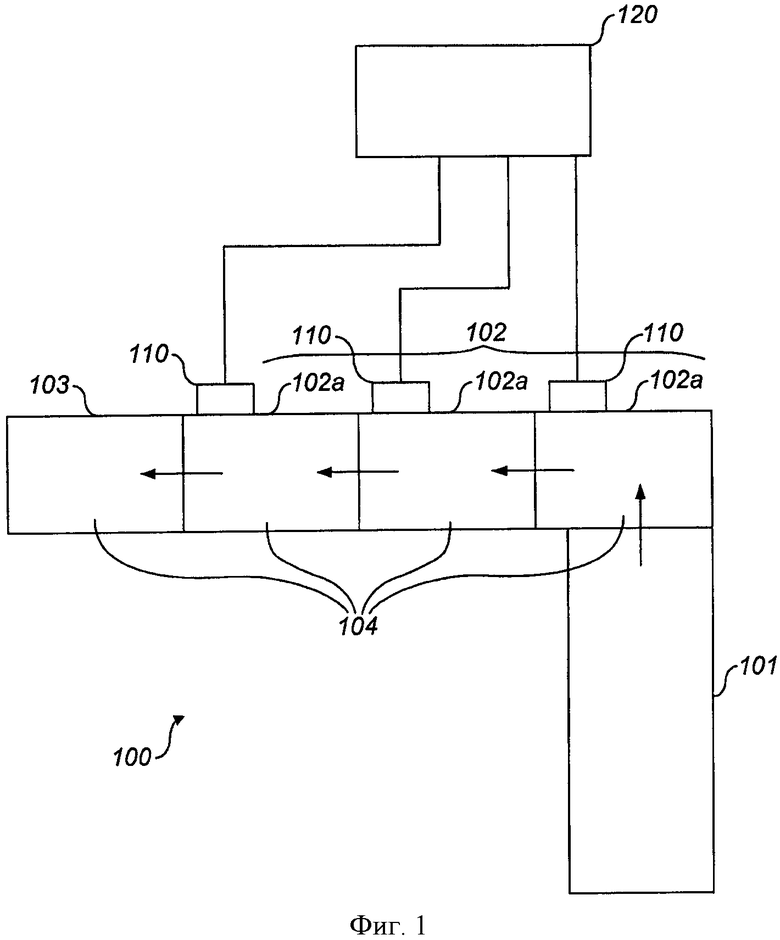
1. Модульная установка для изготовления курительного изделия, содержащая:
множество модулей, имеющих множество соответствующих интерфейсных устройств, и
контроллер, выполненный с возможностью управления указанным множеством модулей через интерфейсные устройства,
в которой модульная установка выполнена с возможностью обработки принятых стержней из курительного материала в ходе первой последовательности операций и в которой модульная установка может быть переконфигурирована таким образом, чтобы осуществлять обработку принятых стержней из курительного материала в ходе второй последовательности операций, отличающейся от первой последовательности операций, в которой первая и вторая последовательности операций соответственно являются по меньшей мере частью первого и второго процессов изготовления курительных изделий, каждое курительное изделие содержит указанный стержень из курительного материала, который в ходе использования выкуривается.
2. Установка по п. 1, в которой каждый из указанных модулей содержит один или более барабанов, у каждого барабана имеется соответствующий приводной механизм для приведения в действие барабана, в которой указанные приводные механизмы управляются контроллером через интерфейсное устройство своего модуля.
3. Установка по п. 2, в которой каждый из указанных приводных механизмов содержит встроенный сервопривод.
4. Установка по любому из пп. 1-3, в которой модули получают электропитание от контроллера через интерфейсные устройства.
5. Установка по п. 1, дополнительно содержащая:
первый вкладчик, выполненный с возможностью вложения первого стержневого изделия между двумя табачными стержнями;
первый делитель стержней, выполненный с возможностью деления первого стержневого изделия по меньшей мере на две части,
сепаратор, выполненный с возможностью разделения первой группы, содержащей стержень из курительного материала и одну из указанных частей, от второй группы, содержащей стержень из курительного материала и другую из указанных частей, и
второй вкладчик, выполненный с возможностью вложения второго стержневого изделия между первой и второй группами.
6. Установка по п. 5, дополнительно содержащая:
второй делитель стержней, выполненный с возможностью деления второго стержневого изделия по меньшей мере на две части, и
оберточную станцию, выполненную с возможностью обертывания обертки по меньшей мере частично вокруг вложенного стержневого изделия, после того как вложенное стержневое изделие вложено между двумя табачными стержнями и до того как вложенное стержневое изделие разделено стержневым делителем.
7. Установка по п. 5, в которой модульная установка содержит первый модуль, содержащий указанный первый вкладчик, и второй модуль, содержащий указанный второй вкладчик.
8. Установка по п. 1, содержащая:
множество стержневых вкладчиков, каждый из указанных вкладчиков выполнен с возможностью вложения стержневого изделия между двумя табачными стержнями;
множество стержневых делителей, каждый из указанных стержневых делителей выполнен с возможностью деления стержневого изделия на две части, и
множество оберточных станций, каждая из указанных оберточных станций выполнена с возможностью обертывания обертки по меньшей мере частично вокруг вложенного стержневого изделия, после того как стержневое изделие вложено между двумя табачными стержнями и до того как вложенное стержневое изделие разделено стержневым делителем.
9. Установка по п. 1, в которой модульная установка включает в себя множество модулей разного типа, выполняющих разные функции.
10. Установка по п. 1, в которой модульная установка включает в себя два или более модулей, у каждого из которых имеется отдельное базовое устройство и один или более барабанов, в которой все из указанных двух или более модулей выполнены с возможностью размещения в них одинакового количества барабанов.
11. Установка по п. 10, в которой все из указанных двух или более модулей выполнены с возможностью размещения в них барабанов в определенных положениях относительно соответствующего базового устройства.
12. Установка по п. 1, в которой в ходе указанного первого процесса изготовления курительного изделия формируется первая компоновка курительного изделия, а в ходе указанного второго процесса изготовления курительного изделия формируется вторая компоновка курительного изделия, отличающаяся от первой компоновки.
13. Установка по п. 1, в которой указанная первая и вторая последовательности операций позволяют соединять стержни из курительного материала с соответствующим одним или несколькими стержневыми изделиями.
14. Установка по п. 1, содержащая множество модулей, выполненных с возможностью приема указанных стержней из курительного материала, указанное множество модулей содержит множество функциональных устройств, выполненных с возможностью обеспечения обработки указанных стержней из курительного материала в ходе указанной первой последовательности операций.
15. Установка по п. 14, в которой указанные функциональные устройства содержат множество подающих элементов, расположенных таким образом, что они определяют траекторию подачи через модульную установку, вдоль которой стержни из курительного материала подвергаются обработке в ходе указанной первой последовательности операций.
16. Установка по п. 1, в которой указанная переконфигурация модульной установки включает в себя изменение местоположения модулей относительно друг друга и/или удаления одного или более модулей и/или добавление одного или более дополнительных модулей.
17. Установка по п. 1, в которой указанное множество модулей включает в себя переконфигурируемый модуль, в которой переконфигурация модульной установки включает в себя переконфигурацию указанного переконфигурируемого модуля.
18. Установка по п. 1, в которой, после переконфигурации, модульная установка содержит множество модулей, указанное множество модулей содержит множество функциональных устройств, выполненных с возможностью обеспечения обработки стержней из курительного материала в ходе указанной первой последовательности операций.
19. Установка по п. 1, в которой модули расположены в ряд, таким образом, чтобы обеспечивать обработку указанных стержней из курительного материала в ходе указанных первой и второй последовательностей операций.
20. Установка по п. 1, в которой при переконфигурации модульной установки для выполнения указанной второй последовательности операций по меньшей мере один из модулей остается неизменным.
21. Установка по п. 20, в которой указанный по меньшей мере один из модулей, который остается неизменным, содержит входной модуль, выполненный с возможностью приема стержней из курительного материала.
22. Установка по п. 1, в которой каждый из модулей содержит один или более сервомоторов и в которой указанные сервомоторы синхронизированы.
23. Установка по п. 1, в которой модульная установка содержит первую группо-образующую установку, выполненную с возможностью сопряжения стержня из курительного материала со стержневым изделием для формирования первой группы, и вторую группо-образуюшую установку, выполненную с возможностью сопряжения стержневого изделия с первой группой для формирования второй группы.
24. Установка по п. 23, в которой модульная установка содержит первый модуль, содержащий указанную первую группо-образующую установку, и второй модуль, содержащий указанную вторую группо-образующую установку.
25. Установка по п. 1, содержащая первую оберточную станцию для помещения первой обертки на курительное изделие и вторую оберточную станцию для помещения второй обертки на курительное изделие, после нанесения первой обертки.
26. Установка по п. 25, в которой вторая оберточная станции выполнена с возможностью помещения второй обертки таким образом, чтобы она нахлестывалась на первую обертку.
27. Установка по п. 25, в которой вторая оберточная станции выполнена с возможностью помещения второй обертки таким образом, чтобы между первой оберткой и второй оберткой образовывался продольный зазор.
28. Установка по любому из пп. 25-27, в которой первая оберточная станция является частью первого модуля, а вторая оберточная станция является частью второго модуля.
29. Установка для изготовления курительных изделий, содержащая модульную установку по п. 1.
30. Установка по п. 29, дополнительно содержащая источник табачных стержней, в которой модульная установка выполнена с возможностью получения табачных стержней из источника табачных стержней.
31. Установка по п. 30, в которой модульная установка выполнена с возможностью получения табачных стержней непосредственно из источника табачных стержней.
32. Модуль модульной установки по п. 1, при этом у модуля имеется интерфейсное устройство, выполненное таким образом, чтобы модуль управлялся контроллером.
33. Модуль по п. 32, в котором модуль является переконфигурируемым модулем, содержащим базовое устройство, выполненное с возможностью разъемного приема множества различных деталей.
34. Модуль по п. 33, в котором в первой конфигурации переконфигурируемого модуля в базовом устройстве установлен стержнеприемный компонент для приема группы стержневых изделий, стержнеразрезающий компонент для разрезания центрального стержня из указанной группы принимаемых изделий на два сегмента, и стержнеразделительный компонент для разделения сегментов, тем самым формируя две разнесенные группы стержней.
35. Модуль по п. 33 или 34, в котором во второй конфигурации переконфигурируемого модуля в базовом устройстве установлен стержнеприемный компонент для приема двух табачных стержней, которые продольно разделены зазором, стержневкладывающий компонент для вкладывания стержневого изделия в зазор, стержнеразрезающий компонент для разрезания вложенного стержневого изделия на два сегмента, и стержнеразделительный компонент для разделения сегментов, тем самым формируя две разнесенные группы стержней.
36. Модуль по п. 33 или 34, в котором, в третьей конфигурации переконфигурируемого модуля, в базовом устройстве установлен стержнеприемный компонент для приема двух табачных стержней, разделенных зазором, стержневкладывающий компонент для вкладывания стержневого изделия в зазор, и оберточная станция для помещения обертки вокруг вложенного стержневого изделия.
37. Модуль по п. 33 или 34, содержащий участок для приема барабана, позволяющий выборочно принимать первый и второй барабаны.
38. Модуль по п. 37, содержащий элемент управления всасыванием, выполненный с возможностью приложения всасывающего усилия либо к первому, либо ко второму барабану.
39. Модуль по п. 33 или 34, содержащий четыре барабана.
40. Комплект деталей для монтажа модульной установки по п. 1.
41. Способ переконфигурации модульной установки по п. 1, включающий в себя изменение местоположения модулей относительно друг друга и/или удаление одного или более модулей и/или добавление одного или более дополнительных модулей и/или переконфигурацию одного или более модулей.
42. Способ по п. 41, включающий в себя изменение местоположения модулей относительно друг друга.
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СИГАРЕТ (ВАРИАНТЫ) И СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ИЗГОТОВЛЕНИЯ СИГАРЕТ НА ЛИНИИ | 1999 |
|
RU2223016C2 |
| Способ изготовления курительных изделий | 1985 |
|
SU1414309A3 |
| US 20110284015 A1, 24.11.2011 | |||
| US 20110265805 A1, 03.11.2011. | |||

