Изобретение относится к области технологических процессов и может быть использовано для лазерного отжига пластин из полупроводниковых, керамических и стеклообразных материалов.
Известен способ обработки неметаллических материалов, применяемый для аморфизации кремния и заключающийся в облучении поверхности пластины импульсом лазерного излучения [1] с плотностью энергии, достаточной для плавления поверхностного слоя. Известен также способ обработки неметаллических материалов, применяемый для отжига ионно-легированного кремния [2]. Недостатком указанных способов является то, что они не учитывают термоупругие напряжения, возникающие в пластинах в процессе обработки и могущие привести к разрушению пластин.
Также известен способ обработки неметаллических материалов [3], в котором обработка пластин осуществляется путем облучения поверхности импульсом лазерного излучения. Временная форма импульса описывается определенным соотношением в зависимости от плотности потока энергии лазерного излучения, констант b1 и b2, характеризующих фронт и спад лазерного импульса, от длительности лазерного импульса, текущего времени от начала воздействия, плотности энергии и максимального значения плотности потока лазерного излучения в импульсе. Эффект достигается тем, что формируют лазерный импульс, временная форма которого описывается соотношением
где q(t) - плотность мощности лазерного излучения, Вт/м2;
τ - длительность импульса лазерного излучения, с;
b1 и b2 - константы, характеризующие фронт и спад лазерного импульса;
е - основание натурального логарифма;
t - текущее время от начала воздействия, с.
Указанный способ позволяет минимизировать термоупругие напряжения в поглощающем слое материала пластины при воздействии лазерных импульсов длительностью менее 10-6 с, когда рассматривается динамическая задача термоупругости [4]. Но этот способ не работает, когда длительность лазерного импульса составляет ~(10-2-10-6) с и необходимо рассматривать квазистатическую задачу термоупругости.
Известен способ лазерной обработки [5], в частности, используемый для лазерного отжига неметаллических пластин, в котором плотность энергии на поверхности пластины определяют по соотношению

где  - плотность энергии лазерного излучения, требуемая для нагрева поверхности пластины до температуры отжига;
- плотность энергии лазерного излучения, требуемая для нагрева поверхности пластины до температуры отжига;
 - температура отжига пластины;
- температура отжига пластины;
Т0 - начальная температура пластины;
c и ρ - удельная теплоемкость и плотность материала пластины соответственно;
R - коэффициент отражения материала пластины;
 - показатель поглощения материала пластины на длине волны лазерного излучения.
- показатель поглощения материала пластины на длине волны лазерного излучения.
Применение лазерного отжига приводит к релаксации остаточных напряжений в приповерхностном слое пластин, возникающих при их шлифовке и полировке абразивом, а также устраняет неоднородности структуры при напылении тонких пленок, что позволяет повысить лучевую стойкость пластин, используемых в лазерной технике.
Этот способ выбран в качестве прототипа. Недостатком указанного способа является то, что он не позволяет исключить режимы воздействия, при которых возможно разрушение пластин термоупругими напряжениями и повысить выход годных пластин в процессе лазерной обработки.
Техническим результатом изобретения является исключение разрушения пластин из полупроводниковых, керамических и стеклообразных материалов термоупругими напряжениями в процессе лазерного отжига и повышение выхода годных пластин.
Технический результат достигается тем, что в способе лазерной обработки неметаллических пластин, заключающемся в облучении их поверхности импульсом лазерного излучения с плотностью энергии, определяемой по уравнению

где - температура отжига пластины;
Т0 - начальная температура пластины;
c и ρ - удельная теплоемкость и плотность материала пластины соответственно;
R - коэффициент отражения материала пластины;
- показатель поглощения материала пластины на длине волны лазерного излучения,
осуществляют предварительный нагрев пластины до температуры, определяемой по уравнению

где σР - предел прочности материала пластины на растяжение;
ν - коэффициент Пуассона материала пластины;
h - толщина пластины;
Е - модуль Юнга;
αT - коэффициент линейного расширения материала пластины;
e - основание натурального логарифма.
Ниже приводится более подробное описание заявляемого способа лазерной обработки неметаллических пластин со ссылкой на фиг. 1. Сущность способа состоит в следующем. Для предотвращения изгиба пластины при обработке ее, как правило, свободно защемляют по контуру [5, 6]. Пластина полностью накрывается лазерным излучением. В этом случае температурное поле в пластине будет изменяться только по ее толщине. В свободно защемленной по контуру пластине под действием температурного поля, изменяющегося только по толщине пластины, возникают термоупругие напряжения [6]:

где 
σx(z,t), σy(z,t) - термоупругие напряжения в пластине, зависящие от координаты z и времени t;
εT - средняя по толщине пластины температура;
x, y, z - координаты, причем z - координата, отсчитываемая от облучаемой поверхности пластины вглубь;
T(z,t) - температура в точке с координатой z в момент времени t.
Анализ уравнения (4) показывает, что термоупругие напряжения в пластине являются сжимающими там, где текущая температура выше средней температуры по толщине пластины, и растягивающими - там, где текущая температура ниже средней по толщине пластины. Так как хрупкие материалы, к которым относятся полупроводниковые, керамические стеклообразные материалы, имеют предел прочности на растяжение в 5-10 раз меньше, чем на сжатие [7], дальнейший анализ проведем для растягивающих напряжений.
Если выполняется условие

то температурное поле в пластине к концу действия лазерного импульса будет определяться уравнением [8]

α - коэффициент температуропроводности материала пластины;
τu - длительность лазерного импульса;
 - плотность энергии лазерного излучения;
- плотность энергии лазерного излучения;
q(t) - плотность мощности лазерного излучения.
Условие (6) для большинства полупроводниковых, стеклообразных и керамических материалов выполняется при τu<0,01 с.
Подставив уравнение (7) в (4) и (5) и выполнив математические преобразования, получим соотношение для расчета термоупругих напряжений в пластине в момент окончания воздействия лазерного импульса, когда градиент температуры и термоупругие напряжения максимальны

Анализ уравнения (8) показывает, что максимальные растягивающие напряжения возникают в сечении z=h, где температура минимальна. Из (8) получим уравнение для расчета плотности энергии, приводящей к разрушению пластины термоупругими напряжениями

Плотность энергии, необходимую для достижения облучаемой поверхностью температуры отжига, рассчитывают по уравнению (1)
Разделив (9) на (1) и поставив условие  , получим критерий термопрочности свободно защемленной по контуру пластины при ее импульсном нагреве объемным источником
, получим критерий термопрочности свободно защемленной по контуру пластины при ее импульсном нагреве объемным источником

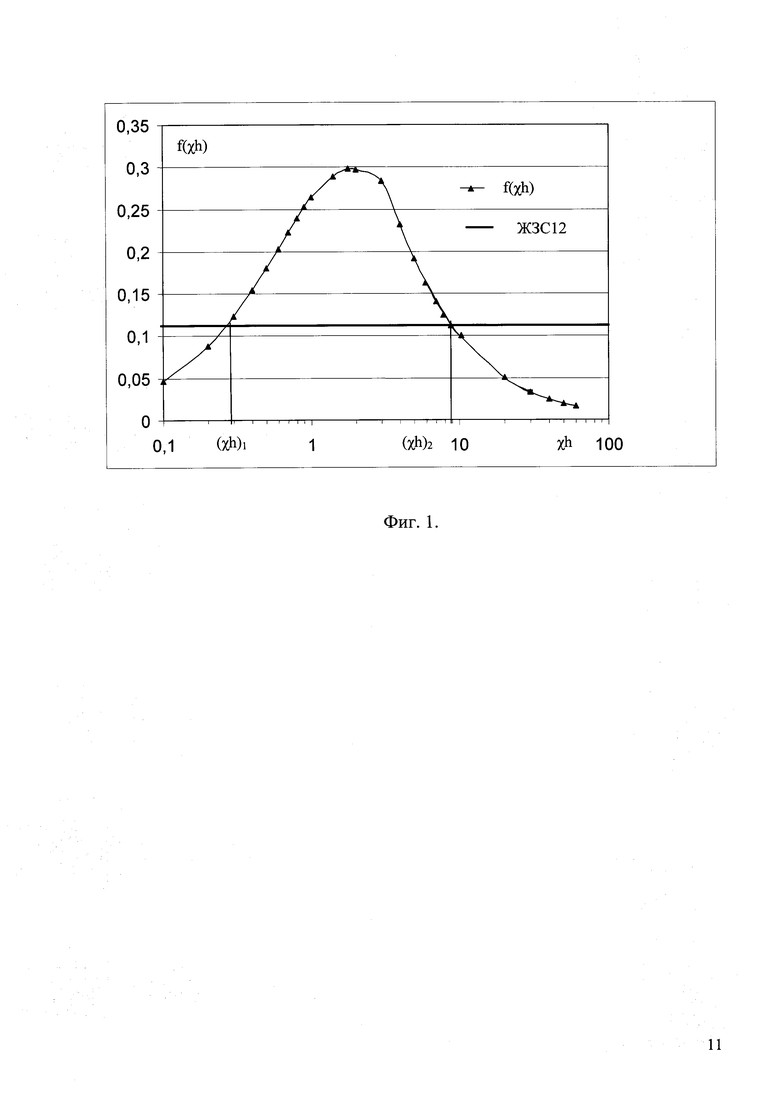
Левая часть неравенства (10) является безразмерной константой, характеризующей отношение предела прочности материала пластины к максимально возможным термоупругим напряжениям в ней. Правая часть - функция безразмерного параметра  . Если неравенство (10) выполняется, то облучаемая поверхность пластины может быть нагрета до температуры отжига без разрушения пластины термоупругими напряжениями. В противном случае разрушение пластины термоупругими напряжениями произойдет при меньшей плотности энергии, чем требуется для нагрева ее поверхности до температуры отжига. Исследования на экстремум функции
. Если неравенство (10) выполняется, то облучаемая поверхность пластины может быть нагрета до температуры отжига без разрушения пластины термоупругими напряжениями. В противном случае разрушение пластины термоупругими напряжениями произойдет при меньшей плотности энергии, чем требуется для нагрева ее поверхности до температуры отжига. Исследования на экстремум функции  показывают, что функция является выпуклой и достигает максимального значения, равного 0,3, при
показывают, что функция является выпуклой и достигает максимального значения, равного 0,3, при  . Графическое решение неравенства (10) для пластины из цветного оптического стекла ЖЗС12 представлено на фиг. 1. Исходные данные по свойствам оптического стекла ЖЗС12 взяты из [9]. Видно, что существует область изменения безразмерного параметра
. Графическое решение неравенства (10) для пластины из цветного оптического стекла ЖЗС12 представлено на фиг. 1. Исходные данные по свойствам оптического стекла ЖЗС12 взяты из [9]. Видно, что существует область изменения безразмерного параметра  , в которой разрушение пластины термоупругими напряжениями происходит при меньшей плотности энергии, чем требуется для отжига облучаемой поверхности. Следовательно, пластины толщиной от 0,028 см до 0,9 см будут разрушены термоупругими напряжениями при воздействии лазерного излучения с длиной волны 1,06 мкм (показатель поглощения на указанной длине волны для стекла ЖЗС12 составляет 10 см-1 [9]). В этом случае необходимо предварительно нагреть пластину до температуры, при которой критерий термопрочности будет выполняться. Из уравнения (10) найдем значение температуры, до которой необходимо нагреть пластину
, в которой разрушение пластины термоупругими напряжениями происходит при меньшей плотности энергии, чем требуется для отжига облучаемой поверхности. Следовательно, пластины толщиной от 0,028 см до 0,9 см будут разрушены термоупругими напряжениями при воздействии лазерного излучения с длиной волны 1,06 мкм (показатель поглощения на указанной длине волны для стекла ЖЗС12 составляет 10 см-1 [9]). В этом случае необходимо предварительно нагреть пластину до температуры, при которой критерий термопрочности будет выполняться. Из уравнения (10) найдем значение температуры, до которой необходимо нагреть пластину

Нагрев пластины осуществляют в муфельной печи до требуемой для выполнения критерия термопрочности температуры Т0 и выдерживают необходимое время для выравнивания температуры по толщине пластины. Время выдержки определяют из критерия Фурье [6], определяющего тепловую инерцию пластины

где tB - время выдержки пластины при требуемой для выполнения критерия термопрочности температуре.
После выдержки пластины в муфельной печи осуществляют воздействие на нее лазерного импульса с плотностью энергии, определяемой по уравнению (1). В результате воздействия лазерного импульса температура поверхности пластины достигнет температуры отжига.
Пример осуществления способа. Необходимо провести лазерный отжиг поверхности пластины из цветного оптического стекла ЖЗС12 толщиной 0,7 см. Показатель поглощения данной марки стекла для излучения с длиной волны 1,06 мкм составляет 10 см-1 [9]. Безразмерный параметр χh=7. Начальную температуру пластины примем равной 300 К, температуру отжига - 1100 К. Расчет по уравнению (1) показывает, что для отжига пластины потребуется плотность энергии в лазерном импульсе 146 Дж/см2. Расчет по уравнению (9) показывает, что для разрушения термоупругими напряжениями пластины толщиной 0,7 см требуется плотность энергии 120 Дж/см2, то есть меньше, чем для отжига. Рассчитаем левую и правую части критерия термопрочности (10). Правая часть неравенства (10) при χh=7 составляет 0,14. Левая часть неравенства (10) составляет 0,115. Видно, что критерий термопрочности не выполнен. Пластина будет разрушена термоупругими напряжениями. Чтобы этого не произошло, необходимо пластину предварительно нагреть в муфельной печи до температуры не менее 453 К и выдержать при этой температуре не менее 250 секунд для выравнивания температуры по толщине пластины. Расчеты выполнены по уравнениям (11) и (12) при следующих исходных данных [9, 10]: σP=70 МПа, Е=80 ГПа, ν=0,2, αT=7,6·10-6 К-1, а=6·10-3 см2/с. Затем воздействуют на пластину лазерным импульсом с плотностью энергии не более 120 Дж/см2. Расчеты проведены по уравнению (1). Температура поверхности пластины при этом достигает температуры отжига, а термоупругие напряжения не превысят предела прочности материала.
Таким образом, реализация предложенного способа лазерной обработки неметаллических пластин приводит к исключению их разрушения термоупругими напряжениями в процессе лазерного отжига и повышению выхода годных пластин.
Литература
1. Боязитов P.M. и др. Аморфизация и кристаллизация кремния субнаносекундными лазерными импульсами. Тезисы докладов Всесоюзной конференции по взаимодействию оптического излучения с веществом. Ленинград. 11-18 марта 1988 г., с 24.
2. Кузменченко Т.А. и др. Лазерный отжиг ионно-легированного кремния излучением с длиной волны 2,94 мкм. Тезисы докладов Всесоюзной конференции по взаимодействию оптического излучения с веществом. Ленинград. 11-18 марта 1988 г., с 29.
3. Атаманюк В.М., Коваленко А.Ф., Левун И.В., Федичев А.В. Способ обработки неметаллических материалов. Патент RU 2211753 С2. Опубл. 10.09.2003. Бюл. №25.
4. Коваленко А.Ф. Экспериментальная установка для исследования влияния параметров лазерного импульса на разрушение неметаллических материалов // Приборы и техника эксперимента. - 2004. №4. - С. 119-124.
5. Коваленко А.Ф. Неразрушающие режимы импульсного лазерного отжига стеклянных и керамических пластин // Стекло и керамика. 2006. №7. С. 31-33.
6. Коваленко А.Д. Термоупругость. Киев, «Вища школа», 1973. - 216 с.
7. Феодосьев В.И. Сопротивление материалов. М.: Наука. 1986. - 512 с.
8. Лазерная и электронно-лучевая обработка материалов: Справочник / Н.Н. Рыкалин, А.А. Углов, И.В. Зуев, А.Н. Кокора. - М.: Машиностроение, 1985. - 496 с.
9. ГОСТ 9411 - 90. Стекло цветное оптическое. М.: Изд-во стандартов, 1992. 48 с.
10. Стекло / Под ред. H.М. Павлушина. М.: Стройиздат, 1973. 280 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лазерного отжига неметаллических пластин | 2021 |
|
RU2757537C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ НЕМЕТАЛЛИЧЕСКИХ ПЛАСТИН | 2016 |
|
RU2624989C1 |
| Способ лазерной обработки неметаллических пластин | 2018 |
|
RU2685427C1 |
| Способ лазерной обработки неметаллических пластин | 2016 |
|
RU2624998C1 |
| Способ лазерной обработки неметаллических пластин | 2017 |
|
RU2649054C1 |
| Способ лазерного отжига неметаллических пластин | 2016 |
|
RU2630197C1 |
| Способ лазерной обработки неметаллических пластин | 2021 |
|
RU2760764C1 |
| Способ лазерной обработки неметаллических пластин | 2017 |
|
RU2649238C1 |
| Способ лазерной обработки неметаллических пластин | 2018 |
|
RU2691923C1 |
| Способ лазерной обработки неметаллических материалов | 2017 |
|
RU2646177C1 |
Изобретение относится к области технологических процессов и может быть использовано для лазерного отжига пластин из полупроводниковых, керамических и стеклообразных материалов. Техническим результатом изобретения является исключение разрушения пластин термоупругими напряжениями в процессе обработки и повышение выхода годных пластин. В способе лазерной обработки неметаллических пластин, заключающемся в облучении их поверхности импульсом лазерного излучения с плотностью энергии, зависящей от температуры отжига, начальной температуры пластины, удельной теплоемкости и плотности материала пластины, а также показателя поглощения материала пластины на длине волны лазерного излучения, при этом осуществляют предварительный нагрев пластины до определенной температуры. 1 ил.
Способ лазерной обработки неметаллических пластин, заключающийся в облучении их поверхности импульсом лазерного излучения с плотностью энергии
 ,
,
где  - температура отжига материала пластины;
- температура отжига материала пластины;
T0 - начальная температура пластины;
c и ρ - удельная теплоемкость и плотность материала пластины соответственно;
R - коэффициент отражения материала пластины;
χ - показатель поглощения материала пластины на длине волны лазерного излучения,
отличающийся тем, что осуществляют предварительный нагрев пластины до температуры, определяемой по уравнению

где σP - предел прочности материала пластины на растяжение;
ν - коэффициент Пуассона материала пластины;
E - модуль Юнга;
αТ - коэффициент линейного расширения материала пластины;
e - основание натурального логарифма;
h - толщина пластины.
| Коваленко А.Ф | |||
| Неразрушающие режимы импульсного лазерного отжига стеклянных и керамических пластин, Стекло и керамика, 2006, 7, с.31-33 | |||
| СПОСОБ ОБРАБОТКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2011 |
|
RU2486628C1 |
| СПОСОБ ОБРАБОТКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2000 |
|
RU2211753C2 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| US 7553777 B2, 30.06.2009 | |||
| US 5399506 A, 21.03.1995. | |||

