Изобретение относится к области оптического приборостроения и может быть использовано для центрировки линз в объективах штабельной конструкции. В штабельной конструкции объективов отсутствует корпусная деталь, поэтому оправы с закрепленными в них линзовыми компонентами устанавливаются последовательно друг на друга и скрепляются друг с другом, как правило, винтами или шпильками (см. статью С.М. Латыева, Д.М. Румянцева, П.А. Курицына «Конструкторские и технологические методы обеспечения центрировки линзовых систем», Оптический журнал, №3, 2013, с. 92-96).
При сборке объектива необходимо обеспечить правильное расположение рабочих поверхностей линзовых компонентов. Центры кривизны сферических рабочих поверхностей линз должны располагаться на одной (базовой) оси, а плоские рабочие поверхности должны быть расположены перпендикулярно к этой оси. В этих случаях объектив считается центрированным. Однако из-за многочисленных технологических погрешностей изготовления линз и их оправ объектив будет иметь децентрировки компонентов, которые в дальнейшем приведут к аберрациям создаваемого объективом изображения.
Центрировку линзовых компонентов в процессе сборки штабельного объектива можно осуществить с помощью их юстировки путем радиальных сдвигов оправ и разворотов вокруг оси в пределах бобовидных пазов под винты (шпильки) крепления, контролируя процесс по фокусирующейся на центры кривизны рабочих поверхностей линз автоколлимационной трубе. Недостатком такого способа центрировки является то, что здесь радиальным сдвигом оправ возможна выставка на базовую ось объектива, которой является визирная ось автоколлимационной трубы, только одного центра кривизны сферической поверхности линзы каждого компонента, влияние децентрировки второго центра кривизны (а также влияние наклона плоской рабочей поверхности линзы) можно только уменьшить компенсацией путем разворота вокруг оси других компонентов объектива. Кроме этого, при перефокусировке автоколлимационной трубы возможно радиальное смещение ее объектива, что приводит к погрешности центрировки из-за нестабильности визирной оси трубы.
Известны также способ и специальная станция для автоматизированной центрировки линз при сборке их в оправах (станция «OptiCentric», выпускаемая фирмой TRIOPTICS (http://www.trioptics.com/ Automated Centering and Bonding Machine), представленная в статье С.М. Латыева, Д.М. Румянцева и П.А. Курицына «Конструкторские и технологические методы обеспечения центрировки линзовых систем», Оптический журнал, №3, 2013, с. 92-96. Этот способ центрировки линзы в оправе на этой станции выбран в качестве прототипа.
Способ центрировки основан на том, что линза устанавливается в цилиндрическую оправу с плоскими торцевыми поверхностями, базовые наружные поверхности которой изготовлены в номинальный размер, с увеличенным зазором в посадке для возможности сдвигать или наклонять линзу в процессе закрепления для совмещения ее центра кривизны с базовой осью оправы, вращая последнюю вокруг базовой оси.
Базовой осью оправы является ось ее базовой наружной цилиндрической поверхности, перпендикулярная базовому наружному фланцу. Оправа вращается вокруг своей базовой оси, так как она установлена в патрон (цангу) станции, вращающийся в прецизионных (аэростатических) подшипниках.
Центрировка линзы осуществляется следующим образом: оправу линзы по наружному базовому цилиндру и базовому фланцу закрепляют в патроне оси вращения шпинделя станции; затем устанавливают линзу одной из рабочих поверхностей (опорной) на плоский опорный буртик цилиндрического отверстия оправы; приводят во вращение патрон с оправой вокруг ее базовой оси; измеряют биение центра кривизны второй рабочей поверхности линзы относительно оси вращения с помощью автоколлиматора; осуществляют радиальный сдвиг линзы по поверхности опорного буртика в увеличенном зазоре посадки по цилиндрическому отверстию оправы для совмещения центра кривизны второй рабочей поверхности с осью вращения; осуществляют фиксацию положения линзы в оправе. Фиксация линзы в оправе осуществляется быстроотвердевающим клеем под действием ультрафиолетового излучения.
Основным недостатком этого способа юстировки линзы в оправе является то, что здесь производится центрировка только одной (второй) рабочей поверхности линзы. Если опорный буртик цилиндрического отверстия оправы под линзу не перпендикулярен базовой оси оправы или отверстие в оправе расположено эксцентрично к базовой оси, то центр кривизны первой (опорной) поверхности линзы не будет совпадать с осью вращения, т.е. будет децентрирован. Только один центр кривизны линзы можно привести на ось вращения также в случае, когда линза опирается на опорный буртик оправы не рабочей сферической или плоской поверхностью, а плоской базовой фаской. Если же линза опирается на опорный буртик оправы конической фаской, то ее центрировка на этой станции невозможна. Кроме этого, данный способ предусматривает возможность центрировки только одного линзового компонента в своей оправе, а не взаимную центрировку всех компонентов штабельной конструкции объектива при их сборке.
Известен способ центрировки линзы в оправе и оправа для его осуществления (Патент РФ №2542636, опубл. 22.01.2015), выбранный в качестве второго прототипа, где этот недостаток устранен. Для этого оправу линзы выполняют составной, имеющей промежуточную часть и основную, образующую базовую ось. Линзу устанавливают с радиальным зазором одной из рабочих поверхностей (базовой) на опорный плоский буртик промежуточной оправы, которая может наклоняться относительно основной оправы вокруг центра торцевой сферической поверхности в осевом сопряжении основной и промежуточной частей составной оправы. Центрировка линзы осуществляется следующим образом. Вращая основную оправу вокруг ее базовой оси измеряют с помощью автоколлиматора биение центра кривизны первой (опорный) рабочей поверхности линзы относительно оси вращения, наклоняют промежуточную часть оправы в основной для совмещения центра кривизны первой рабочей поверхности с осью вращения и фиксируют положение промежуточной части оправы относительно основной, например, быстроотвердевающим клеем. Затем измеряют биение центра кривизны второй рабочей поверхности линзы относительно оси вращения, сдвигают линзу в радиальном направлении по плоской поверхности опорного буртика промежуточной части оправы для совмещения центра кривизны второй рабочей поверхности линзы с осью вращения и фиксируют положение линзы в промежуточной части оправы, например, быстроотвердевающим клеем. Центр кривизны первой рабочей поверхности линзы при этом не сбивается с оси вращения, так как линза при сдвиге наклоняется (разворачивается) вокруг этого центра кривизны.
Основная и промежуточная части оправы сопрягаются в радиальном направлении по цилиндрическим поверхностям с увеличенным зазором посадки, а в осевом направлении - через контакт сферической и плоской торцевых поверхностей. Причем радиус торцевой сферической поверхности выбран таким, чтобы центры кривизны первой (опорной) поверхности линзы и сферического торца промежуточной части оправы (или сферического опорного буртика основной оправы) не располагались в одной плоскости, перпендикулярной оси вращения оправы. Недостатком такого способа центрировки является то, что в случаях, когда линза (мениск, двояковогнутая линза, двояковыпуклая с «П»-образным буртиком см. С.М. Латыев Конструирование точных (оптических) приборов. - СПб, Политехника, 2007, стр. 47, 49) опирается на опорный буртик промежуточной оправы не рабочей сферической или плоской поверхностью, а плоской базовой фаской, возможно совмещение с осью вращения (базовой осью основной части оправы) только одного центра кривизны рабочей поверхности. Обусловлено это тем, что при сдвиге линзы в промежуточной оправе по плоскому опорному буртику смещаются относительно оси вращения оба центра кривизны рабочих поверхностей, т.е. сбивается с базовой оси основной оправы, выставленный на нее (перед этим) центр кривизны первой рабочей поверхности.
Если же линза опирается на опорный буртик оправы конической фаской (не позволяющей осуществлять радиальное смещение линзы), то наклоном промежуточной оправы возможна центрировка также только одной рабочей поверхности линзы. Кроме этого, данный способ предусматривает возможность центрировки только одного линзового компонента в своей оправе, а не взаимную центрировку всех компонентов штабельной конструкции объектива при их сборке.
Задачей, на решение которой направлено предлагаемое изобретение является повышение точности центрировки объектива штабельной конструкции, состоящего из установленных друг на друга оправ его линзовых компонентов с плоскими торцевыми поверхностями, что обеспечивается достижением технического результата, заключающегося в приведении на одну базовую ось всех центров кривизны рабочих сферических поверхностей линз объектива и установке плоских рабочих поверхностей линз объектива перпендикулярно этой оси.
Технический результат достигается тем, что в способе центрировки линз объектива штабельной конструкции, состоящего из установленных друг на друга оправ его линзовых компонентов с плоскими торцевыми поверхностями, включающем установку первой оправы, которая может быть составной и содержать основную и промежуточную части, причем промежуточная часть оснащена опорным буртиком для установки линзы и может наклоняться относительно основной части вокруг центра торцевой сферической поверхности в осевом сопряжении основной и промежуточной частей составной оправы и фиксироваться относительно основной части оправы, на элемент вращающегося патрона автоматизированной центрировочной станции, установку первой линзы объектива базовой поверхностью на опорный буртик цилиндрического отверстия первой оправы или на опорный буртик для установки линзы промежуточной части первой оправы, измерение с помощью автоколлиматора биения центра кривизны одной из рабочих поверхности линзы относительно оси вращения, совмещение этого центра кривизны с осью вращения, фиксацию этого положения, измерение с помощью автоколлиматора биения центра кривизны второй рабочей поверхности линзы относительно оси вращения, совмещение второго центра кривизны с осью вращения, фиксацию этого положения, новым является то, что первую оправу линзы устанавливают на элемент патрона, представляющий собой плоскую поверхность, расположенную перпендикулярно оси вращения патрона, с возможностью ее радиального смещения относительно оси вращения патрона, совмещение центра кривизны первой или второй рабочих поверхностей первой линзы с осью вращения патрона станции осуществляют радиальным смещением оправы линзы по плоской поверхности элемента патрона и фиксируют положение оправы относительно патрона, другой центр кривизны рабочей поверхности первой линзы совмещают с осью вращения наклоном линзы или промежуточной части оправы и фиксируют это положение линзы или промежуточной части оправы, устанавливают на оправу первого линзового компонента оправу второго линзового компонента объектива, устанавливают линзу второго компонента базовой поверхностью на опорный буртик цилиндрического отверстия второй оправы или на опорный буртик для установки линзы промежуточной части второй оправы, измеряют с помощью автоколлиматора биение центра кривизны одной из рабочих поверхностей второй линзы относительно оси вращения патрона станции, совмещение центра кривизны первой или второй рабочих поверхностей второй линзы с осью вращения патрона станции осуществляют радиальным смещением оправы второй линзы по плоской поверхности оправы первого линзового компонента, фиксируют положение оправы второго линзового компонента относительно оправы первого линзового компонента, другой центр кривизны рабочей поверхности второй линзы совмещают с осью вращения наклоном второй линзы или промежуточной части второй оправы и фиксируют это положение линзы или промежуточной части оправы, устанавливают на оправу второго компонента оправу третьего компонента и повторяют вышеперечисленные операции для третьего и последующих линзовых компонентов объектива.
Если линза имеет в качестве базовой поверхности плоскую рабочую поверхность или плоскую фаску, то для обеспечения ее наклона она устанавливается на опорный буртик оправы, выполненный сферическим.
Если линза имеет базовую поверхность в виде конуса, то для обеспечения ее наклона она устанавливается на конический опорный буртик промежуточной части оправы.
Оправа для линз объектива штабельной конструкции, состоящего из последовательно устанавливаемых друг на друга оправ его линзовых компонентов с плоскими торцевыми поверхностями, которая может быть выполнена составной и содержать основную и промежуточную части, устанавливаемая на элемент патрона автоматизированной центрировочной станции или на плоскую базовую наружную поверхность предыдущей оправы и вращающаяся вокруг оси патрона станции, имеющая наружную цилиндрическую поверхность и плоские базовые наружные торцевые поверхности, внутреннее цилиндрическое отверстие с опорным буртиком, во внутреннее цилиндрическое отверстие с опорным буртиком вставлена линза, опирающаяся на опорный буртик базовой поверхностью с обеспечением фиксации относительно оправы либо вставлена с увеличенным зазором посадки промежуточная часть оправы, оснащенная опорным буртиком для установки линзы, имеющая возможность наклоняться относительно основной части оправы с обеспечением возможности фиксации относительно основной оправы, сопрягаемая с опорным буртиком основной оправы по сферической поверхности, отличается тем, что установка (сопряжение) первой оправы с элементом патрона или предыдущей оправой выполнена с возможностью радиально смещать ее относительно оси вращения патрона станции, фиксировать положение оправы относительно элемента патрона или предыдущей оправы, опорный буртик оправы под линзу с плоской базовой поверхностью выполнен сферическим, причем в случае, когда линза устанавливается на опорный буртик оправы плоской базовой фаской, поверхность опорного буртика выполняется сферической с центром кривизны, расположенным в одной плоскости, перпендикулярной оси вращения оправы, с центром кривизны одной из сферических рабочих поверхностей линзы. В случае, когда линза имеет коническую базовую фаску, она устанавливается на конический опорный буртик промежуточной оправы, а сферическая поверхность в осевом сопряжении промежуточной части оправы с опорным буртиком цилиндрического отверстия оправы выполнена с радиусом, обеспечивающим расположение центра ее кривизны в одной плоскости, перпендикулярной оси вращения оправы, с одним из двух центров кривизны рабочих сферических поверхностей линзы.
Данное решение позволяет центрировать все линзовые компоненты объектива, а именно устанавливать на одной оси (оси вращения патрона, являющейся базовой сборочной осью всего объектива) центры кривизны сферических рабочих поверхностей линз и располагать плоские рабочие поверхности перпендикулярно этой оси при различных вариантах базирования линз в своих оправах.
Контроль осуществляется по автоколлиматору, который фокусируется на центры кривизны рабочих поверхностей линз (или на бесконечность, когда рабочие поверхности плоские). Причем в этом случае нестабильность визирной оси автоколлиматора, при его перефокусировках, не будет влиять на точность центрировки компонентов. Фиксация (закрепление) линз в оправах и оправ друг с другом может быть осуществлена различными способами, например быстроотвердевающим клеем под действием ультрафиолетового излучения.
Сущность заявляемого способа центрировки объектива штабельной конструкции и конструкции оправ линзовых компонентов для его осуществления поясняется фигурами 1-6.
На фиг. 1 представлена функциональная схема станции для центрировки объектива штабельной конструкции. Она содержит: элемент патрона (стол) 1, вращающийся в прецизионных, например аэростатических, подшипниках (с биением оси вращения порядка 0,1-0,3 мкм и строгой перпендикулярностью поверхности стола к оси вращения); оправы 2 линзовых компонентов объектива, которые последовательно устанавливаются на стол 1 и между которыми может быть установлено дистанционное кольцо 3; автоматизированный пьезоманипулятор 4 для радиального смещения оправы линзы и наклона линзы в оправе; автоматизированный автоколлиматор 5 для контроля центрировок рабочих поверхностей линз и управления манипулятором.
Базовой осью объектива, на которую приводятся центры кривизны всех сферических рабочих поверхностей объектива (и устанавливаются перпендикулярно к ней плоские рабочие поверхности), является ось вращения стола. Если центр кривизны поверхности линзы не будет располагаться на оси вращения (или плоская рабочая поверхность не перпендикулярна оси вращения), то в плоскости ПЗС-матрицы автоколлиматора возникает биение ее изображения, причем радиальные смещения автоколлиматора при его перефокусировках не будут влиять на контроль центрировки юстируемой поверхности.
Для того чтобы привести оба центра кривизны рабочей поверхности линзы на ось вращения стола, оправа или линза должны иметь возможность не только смещаться в радиальном направлении, но и наклоняться относительно одного из центров ее кривизны. Рассмотрим несколько вариантов способа юстировки объектива в зависимости от возможных конструктивных решений оправ линз.
На фиг. 2 представлена конструкция оправы 2, установленная на стол 3 (или на плоский торец предыдущей оправы), во внутреннее цилиндрическое отверстие которой линза 1 вставлена с увеличенным зазором посадки и опирается в осевом направлении своей рабочей сферической поверхностью А на плоский буртик оправы. По периметру линза залита быстро отвердевающим под действием УФ-излучения клеем. Вначале автоколлиматор настраивается на центр кривизны СА поверхности А, и, если он не совмещен с осью вращения стола О-О, манипулятор силой F1 сдвигает оправу по столу до тех пор, пока он не будет расположен на оси вращения. Положение оправы на столе или предыдущей оправе 3 фиксируется (например, винтами, клеем и т.д.), автоколлиматор настраивается на центр кривизны CБ поверхности Б и манипулятор, воздействуя силой F2 на линзу, разворачивает ее вокруг СА, до тех, пор пока CБ не совместиться с осью О-О. Включается УФ-лампа и положение линзы в оправе фиксируется быстро отвердевающим клеем.
На фиг. 3 изображена конструкция оправы 2 в случае, когда линза 1 базируется на опорный буртик оправы плоской рабочей поверхностью. В этом случае опорный буртик оправы выполняется сферическим для того, чтобы, воздействуя на линзу силой F1, можно было бы расположить ее плоскую рабочую поверхность перпендикулярно оси вращения стола. Зафиксировав это положение линзы в оправе, сдвигают оправу силой F2 для совмещения с осью вращения центра кривизны (CБ) сферической рабочей поверхности Б линзы и фиксируют положение оправы.
В тех случаях, когда линза 1 опирается на буртик оправы 2 не рабочей поверхностью, а плоской фаской (фиг. 4), поверхность Д буртика оправы выполняют сферической с таким радиусом кривизны, чтобы его центр кривизны (CД) располагался в одной плоскости с центром кривизны одной из рабочих поверхностей линзы (например, А). Тогда, совместив сдвигом оправы линзы центр кривизны СА этой поверхности с осью вращения О-О и зафиксировав это положение на предыдущей оправе, наклоняют линзу манипулятором относительно центра CД до тех пор, пока другой центр кривизны CБ не будет совмещен с осью вращения и фиксируют линзу в оправе.
В тех случаях, когда плоско-выпуклая линза базируется в оправе по конической фаске (фиг. 5), оправа выполняется составной, содержащей основную часть 3, устанавливаемую на предыдущую оправу или стол 4, а также вспомогательную часть 2, которая устанавливается на опорный буртик основной оправы, и может наклоняться относительно основной, и в которую вставляется линза 1. Сопряжение основной и вспомогательной частей оправы осуществляется по плоской и сферической поверхностям. Вначале наклоном промежуточной оправы выставляют перпендикулярно оси вращения фронтальную плоскую поверхность А линзы и фиксируют положение вспомогательной оправы в основной. Затем радиальным сдвигом основной оправы приводят центр кривизны CБ линзы на ось вращения и фиксируют положение основной оправы.
В тех случаях, когда линза, имеющая две двояковыпуклые или двояковогнутые рабочие поверхности, базируется в оправе по конической фаске (фиг. 6), оправа выполняется составной, содержащей основную часть 3, устанавливаемую на предыдущую оправу или стол 4, а также вспомогательную часть 2, которая устанавливается на опорный буртик основной оправы и может наклоняться относительно основной и в которую вставляется линза 1. Сопряжение основной и вспомогательной частей оправы осуществляется по плоской и сферической поверхностям, причем радиус сферической поверхности выполнен таким, чтобы центр ее кривизны (CД) располагался в одной плоскости с одним из центров кривизны рабочих поверхностей линзы (например, А). Вначале сдвигом основной оправы по столу (или по поверхности предыдущей оправы) приводят центр кривизны СА линзы на ось вращения и фиксируют положение основной оправы. Затем наклоном промежуточной оправы вокруг центра кривизны (CД) сферической поверхности Д выставляют центр кривизны второй поверхности линзы (CБ) на ось вращения и фиксируют положение вспомогательной оправы в основной.
Предлагаемый способ центрировки линз объектива штабельной конструкции и оправы линз для его осуществления позволяют повысить точность центрировки объектива за счет приведения на одну ось всех центров кривизны рабочих сферических поверхностей его линз и установке плоских рабочих поверхностей линз перпендикулярно этой оси, а также осуществить автоматизацию процесса центрировки объектива.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЗИРОВАННОЙ ЮСТИРОВКИ ЛИНЗЫ В ОПРАВЕ И ОПРАВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2602418C2 |
| СПОСОБ ЦЕНТРИРОВКИ ЛИНЗЫ В ОПРАВЕ И ОПРАВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2542636C1 |
| СПОСОБ ЦЕНТРИРОВКИ ЛИНЗЫ В ОПРАВЕ И ОПРАВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2544288C1 |
| СПОСОБ ЮСТИРОВКИ ЛИНЗЫ В ОПРАВЕ И ОПРАВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2602420C2 |
| Способ центрирования линзы в оправе и оправа для его осуществления | 2016 |
|
RU2641320C1 |
| Способ центрирования линз | 1990 |
|
SU1755086A1 |
| Способ центрировки цилиндрических линз в оправах | 1979 |
|
SU775705A1 |
| Патрон для центрировки линз | 1985 |
|
SU1315922A1 |
| Способ центрировки линзы в оправе | 1973 |
|
SU530172A1 |
| СПОСОБ ЮСТИРОВКИ ОБЪЕКТИВА ДЛЯ МИКРОСКОПА И ОБЪЕКТИВ ДЛЯ МИКРОСКОПА | 2012 |
|
RU2497164C1 |

Изобретение относится к области оптического приборостроения и касается способа центровки объектива штабельной конструкции. Способ включает в себя центрировку линз относительно базовой оси объектива, которой является ось вращения стола станции для автоматизированной центрировки. Для этого на стол станции помещают оправу с установленной в ней по базовой поверхности первой линзой объектива, измеряют биение первого центра кривизны линзы относительно оси вращения стола, смещают оправу для совмещения первого центра кривизны линзы с осью вращения и фиксируют положение оправы. Затем измеряют биение второго центра кривизны линзы. Наклоном линзы в оправе совмещают второй центр ее кривизны с осью вращения и фиксируют положение линзы в оправе. Далее устанавливают на оправу первой линзы оправу второй линзы и осуществляют центрировку второй линзы по такому же алгоритму. Оправы линзовых компонентов обеспечивают возможность наклонять линзы относительно оси вращения стола при различных формах ее базовой поверхности. Технический результат заключается в повышении точности центрировки. 3 н. и 2 з.п. ф-лы. 6 ил.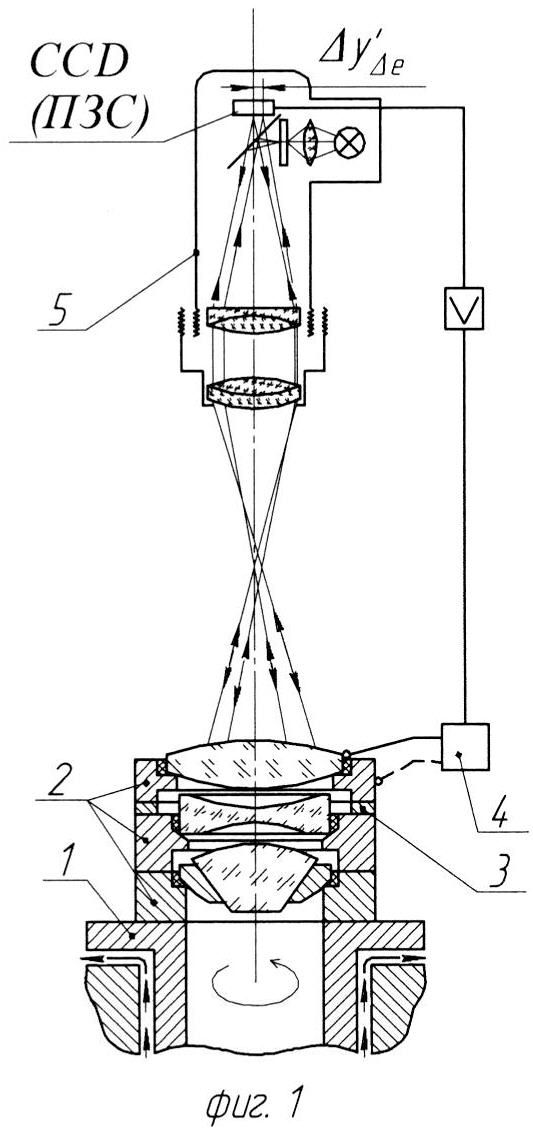
1. Способ центрировки линз объектива штабельной конструкции, состоящего из установленных друг на друга оправ его линзовых компонентов с плоскими торцевыми поверхностями, включающий установку первой оправы, которая может быть составной и содержать основную и промежуточную части, причем промежуточная часть оснащена опорным буртиком для установки линзы и может наклоняться относительно основной части вокруг центра торцевой сферической поверхности в осевом сопряжении основной и промежуточной частей составной оправы и фиксироваться относительно основной части оправы, на элемент вращающегося патрона автоматизированной центрировочной станции, установку первой линзы объектива базовой поверхностью на опорный буртик цилиндрического отверстия первой оправы или на опорный буртик для установки линзы промежуточной части первой оправы, измерение с помощью автоколлиматора биения центра кривизны одной из рабочих поверхностей линзы относительно оси вращения, совмещение этого центра кривизны с осью вращения, фиксацию этого положения, измерение с помощью автоколлиматора биения центра кривизны второй рабочей поверхности линзы относительно оси вращения, совмещение второго центра кривизны с осью вращения, фиксацию этого положения, отличающийся тем, что первую оправу линзы устанавливают на элемент патрона, представляющий собой плоскую поверхность, расположенную перпендикулярно оси вращения патрона, с возможностью ее радиального смещения относительно оси вращения патрона, совмещение центра кривизны первой или второй рабочих поверхностей первой линзы с осью вращения патрона станции осуществляют радиальным смещением оправы линзы по плоской поверхности элемента патрона и фиксируют положение оправы относительно патрона, другой центр кривизны рабочей поверхности первой линзы совмещают с осью вращения наклоном линзы или промежуточной части оправы и фиксируют это положение линзы или промежуточной части оправы, устанавливают на оправу первого линзового компонента оправу второго линзового компонента объектива, устанавливают линзу второго компонента базовой поверхностью на опорный буртик цилиндрического отверстия второй оправы или на опорный буртик промежуточной части второй оправы, измеряют с помощью автоколлиматора биение центра кривизны одной из рабочих поверхностей второй линзы относительно оси вращения патрона станции, совмещение центра кривизны первой или второй рабочих поверхностей второй линзы с осью вращения патрона станции осуществляют радиальным смещением оправы второй линзы по плоской поверхности оправы первого линзового компонента, фиксируют положение оправы второго линзового компонента относительно оправы первого линзового компонента, другой центр кривизны рабочей поверхности второй линзы совмещают с осью вращения наклоном второй линзы или промежуточной части второй оправы и фиксируют это положение линзы или промежуточной части оправы, устанавливают на оправу второго компонента оправу третьего компонента и повторяют вышеперечисленные операции для третьего и последующих линзовых компонентов объектива.
2. Способ центрировки по п. 1, отличающийся тем, что линза, имеющая базовой поверхностью плоскую рабочую поверхность или плоскую фаску, устанавливается на опорный буртик основной оправы, выполненный сферическим.
3. Способ центрировки по п. 1, отличающийся тем, что линза, имеющая базовую поверхность в виде конуса, устанавливается на конусный опорный буртик промежуточной части оправы.
4. Оправа для линзы объектива штабельной конструкции, устанавливаемая на элемент патрона автоматизированной центрировочной станции или на плоскую базовую наружную поверхность предыдущей оправы и вращающаяся вокруг оси патрона станции, имеющая наружную цилиндрическую поверхность и плоские базовые наружные торцевые поверхности, внутреннее цилиндрическое отверстие с опорным буртиком, во внутреннее цилиндрическое отверстие с опорным буртиком вставлена линза, опирающаяся на опорный буртик базовой поверхностью с обеспечением наклона линзы относительно оправы и фиксации в оправе, отличающаяся тем, что установка оправы на элемент патрона или предыдущую оправу выполнена с возможностью радиально смещать ее относительно оси вращения патрона станции, фиксировать положение относительно оси вращения патрона, опорный буртик оправы для установки линзы плоской рабочей базовой поверхностью выполнен сферическим, а для установки линзы плоской базовой фаской радиус кривизны сферической поверхности буртика оправы выполнен таким, что обеспечивает расположение центра его кривизны в одной плоскости, перпендикулярной оси вращения патрона станции, с центром кривизны одного из центров кривизны рабочей поверхности линзы.
5. Оправа для линзы объектива штабельной конструкции, устанавливаемая на элемент патрона автоматизированной центрировочной станции или на плоскую базовую наружную поверхность предыдущей оправы и вращающаяся вокруг оси патрона станции, имеющая наружную цилиндрическую поверхность и плоские базовые наружные торцевые поверхности, внутреннее цилиндрическое отверстие с опорным буртиком, в которое вставлена с увеличенным зазором посадки опирающаяся на опорный буртик промежуточная цилиндрическая часть, с обеспечением фиксации относительно оправы и оснащенная базовым буртиком для установки линзы, причем осевое сопряжение промежуточной цилиндрической части оправы с опорным буртиком цилиндрического отверстия оправы осуществляется по сферической поверхности, отличающаяся тем, что установка оправы на элемент патрона автоматизированной центрировочной станции или предыдущую оправу выполнена с возможностью радиально смещать ее относительно оси вращения патрона станции, фиксировать положение оправы относительно элемента патрона станции или предыдущей оправы, базовый буртик промежуточной части оправы для установки линзы, имеющей коническую базовую поверхность, выполнен коническим, а сферическая поверхность в осевом сопряжении промежуточной части оправы с опорным буртиком цилиндрического отверстия оправы выполнена с радиусом, обеспечивающим расположение центра ее кривизны в одной плоскости, перпендикулярной оси вращения оправы, с одним из двух центров кривизны рабочих сферических поверхностей линзы.
| СПОСОБ ЦЕНТРИРОВКИ ЛИНЗЫ В ОПРАВЕ И ОПРАВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2542636C1 |
| Латыев С.М., Румянцев Д.М., Курицын П.А | |||
| "Конструкторские и технологические методы обеспечения центрировки линзовых систем", Оптический журнал, No 3, 2013, с.92-96 | |||
| СПОСОБ ЦЕНТРИРОВАНИЯ ЛИНЗЫ | 2010 |
|
RU2442124C1 |
| СПОСОБ ЦЕНТРИРОВАНИЯ ЛИНЗ | 1992 |
|
RU2082138C1 |
| JP 2013193146 A, 30.09.2013. | |||

