Изобретение относится к области оптического приборостроения и может быть использовано для центрировки линз в оправах при их сборке.
При сборке и последующем закреплении (фиксации) линзы в оправе необходимо обеспечить правильное расположение рабочих поверхностей линзы относительно базовой оси оправы. Базовой осью оправы является ось ее наружного цилиндра, проходящая перпендикулярно одной из плоских поверхностей наружного фланца оправы, выбранного за базовую поверхность. Если рабочие поверхности закрепляемой линзы являются сферическими (выпуклыми или вогнутыми), то оба центра кривизны этих поверхностей (определяющих оптическую ось линзы) должны располагаться на базовой оси оправы, а если одна из рабочих поверхностей линзы является плоской, то она должна быть расположена перпендикулярно базовой оси оправы. В этих случаях линза будет центрирована относительно оправы. Однако из-за многочисленных технологических погрешностей изготовления линзы и оправы линза будет иметь децентрировку, которая в дальнейшем приведет к аберрациям линзовой системы.
Центрировка линзы (или уменьшение ее возможной децентрировки) в оправе производится в процессе сборки линзы и оправы с помощью юстировки. Известны два способа такой юстировки, которые изложены в монографиях и учебниках: Погарев Г.В. Юстировка оптических приборов. - Л., Машиностроение, 1982, с.32-35; Ельников Н.Т., Дитев А.У, Урусов И.К. Сборка и юстировка оптико-механических приборов. - М., Машиностроение, 1974, с.107-111; Ефремов А.А. и др. Сборка оптических приборов. - М., Высшая школа, 1978, с 145-148; С.М. Латыев Конструирование точных (оптических) приборов. - СПб., Политехника, 2007, с.57-60.
Первый способ центрировки (автоколлимационный) заключается в том, что линзу вначале тем или иным способом закрепляют в оправе, которая выполняется с припусками по наружным размерам, затем оправу закрепляют в центрировочный («плавающий») патрон станка, совмещают центры кривизны линзы с помощью центрировочного патрона и автоколлиматора с осью вращения шпинделя станка и обрабатывают резцом наружные (базовые) поверхности оправы в номинальные размеры. В настоящее время появились специальные станки (станции), где процесс этого способа центрировки автоматизирован (см. статью С.М. Латыева, Д.М. Румянцева и П.А. Курицына «Конструкторские и технологические методы обеспечения центрировки линзовых систем». Оптический журнал, №3, 2013, с.92-96).
Недостатками подобного способа центрировки является: необходимость использования специального сложного оборудования, погрешности центрировки из-за влияния сил резания, а также «загрязнение» рабочего места при обработке оправы.
Второй способ центрировки основан на том, что линза устанавливается в оправу, базовые наружные поверхности которой изготовлены в номинальный размер, с увеличенным зазором в посадке для возможности сдвигать или наклонять линзу в процессе закрепления для совмещения ее центра кривизны, с базовой осью оправы, вращая последнюю вокруг базовой оси. Этот способ применяется при закреплении линзы в оправе завальцовкой или приклеиванием. В настоящее время также имеются станции для автоматизации процесса подобной центрировки. Схема и работа одной из таких станций «OptiCentric», выпускаемая фирмой TRIOPTICS (http://www.trioptic. Com Automated Centering and Bonding Machine), представлена в статье С.М. Латыева, Д.М. Румянцева и П.А. Курицына «Конструкторские и технологические методы обеспечения центрировки линзовых систем». Оптический журнал, №3, 2013, с.92-96.
Этот способ центрировки линзы в оправе на этой станции выбран в качестве прототипа.
Центрировка линзы осуществляется следующим образом: оправу линзы по наружному базовому цилиндру и базовому фланцу закрепляют в патроне оси вращения шпинделя станции; затем устанавливают линзу одной из рабочих поверхностей (опорной) на плоский опорный буртик цилиндрического отверстия оправы; приводят во вращение патрон с оправой вокруг ее базовой оси; измеряют биение центра кривизны второй рабочей поверхности линзы относительно оси вращения с помощью автоколлиматора; осуществляют радиальный сдвиг линзы по поверхности опорного буртика в увеличенном зазоре посадки по цилиндрическому отверстию оправы для совмещения центра кривизны второй рабочей поверхности с осью вращения; осуществляют фиксацию положения линзы в оправе. Фиксация линзы в оправе может быть осуществлена, например, быстроотвердевающим клеем под действием ультрафиолетового излучения.
Основным недостатком этого способа центрировки линзы в оправе является то, что здесь производится центрировка только одной (второй) рабочей поверхности линзы. Если опорный буртик цилиндрического отверстия оправы под линзу не перпендикулярен базовой оси оправы или отверстие в оправе расположено эксцентрично к базовой оси, то центр кривизны первой (опорной) поверхности линзы не будет совпадать с осью вращения, т.е. будет децентрирован.
Задачей, на решение которой направлено предлагаемое изобретение является повышение точности центрировки линзы в оправе, что обеспечивается достижением технического результата, заключающегося в обеспечении возможности центрировки по обеим поверхностям линзы.
Технический результат достигается тем, что в способе центрировки, включающем обеспечение возможности вращения оправы линзы вокруг ее базовой оси, установку линзы одной из рабочих поверхностей на опорный буртик цилиндрического отверстия оправы, вращение оправы вокруг ее базовой оси, измерение биения центра кривизны второй рабочей поверхности линзы относительно оси вращения с помощью автоколлиматора, радиальный сдвиг линзы по поверхности опорного буртика в увеличенном зазоре посадки цилиндрического отверстия оправы для совмещения центра кривизны второй рабочей поверхности с осью вращения и фиксацию положения линзы в оправе, новым является то, что линзу устанавливают на плоский буртик промежуточной части, размещаемой на буртике цилиндрического отверстия основной оправы и имеющей возможность наклоняться относительно нее, вращая основную оправу вокруг ее базовой оси, измеряют биение центра кривизны первой рабочей поверхности линзы относительно оси вращения, наклоняют промежуточную часть оправы для совмещения центра кривизны первой рабочей поверхности линзы с осью вращения, фиксируют, например, быстроотвердевающим клеем, положение промежуточной части оправы относительно основной, измеряют биение центра кривизны второй рабочей поверхности линзы относительно оси вращения, сдвигают линзу в радиальном направлении по плоской поверхности опорного буртика промежуточной части оправы для совмещения центра кривизны второй рабочей поверхности линзы с осью вращения и фиксируют положение линзы в промежуточной части оправы.
Оправа для линзы, имеющая наружную базовую цилиндрическую поверхность и плоский наружный базовый фланец, образующие базовую ось оправы, внутреннее цилиндрическое отверстие с опорным буртиком, отличается тем, что во внутреннее цилиндрическое отверстие с опорным буртиком вставлена с увеличенным зазором посадки, опирающаяся на опорный буртик промежуточная цилиндрическая часть, оснащенная плоским опорным буртиком для установки линзы, причем промежуточная цилиндрическая часть сопряжена с опорным буртиком внутреннего цилиндрического отверстия по сферической поверхности.
Сопряжение промежуточной цилиндрической части оправы с опорным буртиком цилиндрического отверстия оправы по сферической поверхности может быть осуществлено, например, выполнением сферическим наружного фланца промежуточной части или сферическим опорного буртика отверстия основной оправы.
Данное решение позволяет центрировать линзу относительно базовой оси оправы не только по одной рабочей поверхности, но и по второй. Наклоном промежуточной части оправы вокруг центра кривизны опорного сферического фланца наружной поверхности промежуточной части оправы, или сферической поверхности опорного буртика внутреннего отверстия основной оправы, приводится центр кривизны первой (опорной) рабочей поверхности линзы на базовую ось основной оправы либо, если эта поверхность плоская, она устанавливается перпендикулярно к базовой оси. Контроль осуществляется по автоколлиматору, который фокусируется на центр кривизны первой поверхности линзы, либо настраивается на контроль биения плоской поверхности. Центры кривизны опорной поверхности линзы и сферического фланца промежуточной части оправы (или сферического опорного буртика основной оправы) не должны лежать в одной плоскости, что легко обеспечивается заданием соответствующего значения радиуса фланца. Фиксация (закрепление) промежуточной части оправы в основной может быть осуществлена различными способами, например быстроотвердевающим клеем под действием ультрафиолетового излучения.
Вторая рабочая поверхность, как и в прототипе, центрируется радиальным сдвигом линзы, но по опорному буртику промежуточной части оправы. При этом, если опорная поверхность линзы сферическая, то линза наклоняется вокруг центра кривизны опорной поверхности (который уже был совмещен с базовой осью с помощью наклона промежуточной части оправы) до момента совмещения центра кривизны второй поверхности с базовой осью основной оправы. Если опорная поверхность линзы плоская, то центр кривизны второй поверхности смещается перпендикулярно базовой оси до момента совмещения с ней. После этой операции положение линзы фиксируют в промежуточной части оправы.
Таким образом, оба центра кривизны рабочих поверхностей линзы приводятся на базовую ось оправы, что требуется для ее центрировки.
Сущность заявляемого изобретения поясняется фигурами, на которых представлены обе возможности сопряжения промежуточной части с опорным буртиком цилиндрического отверстия оправы.
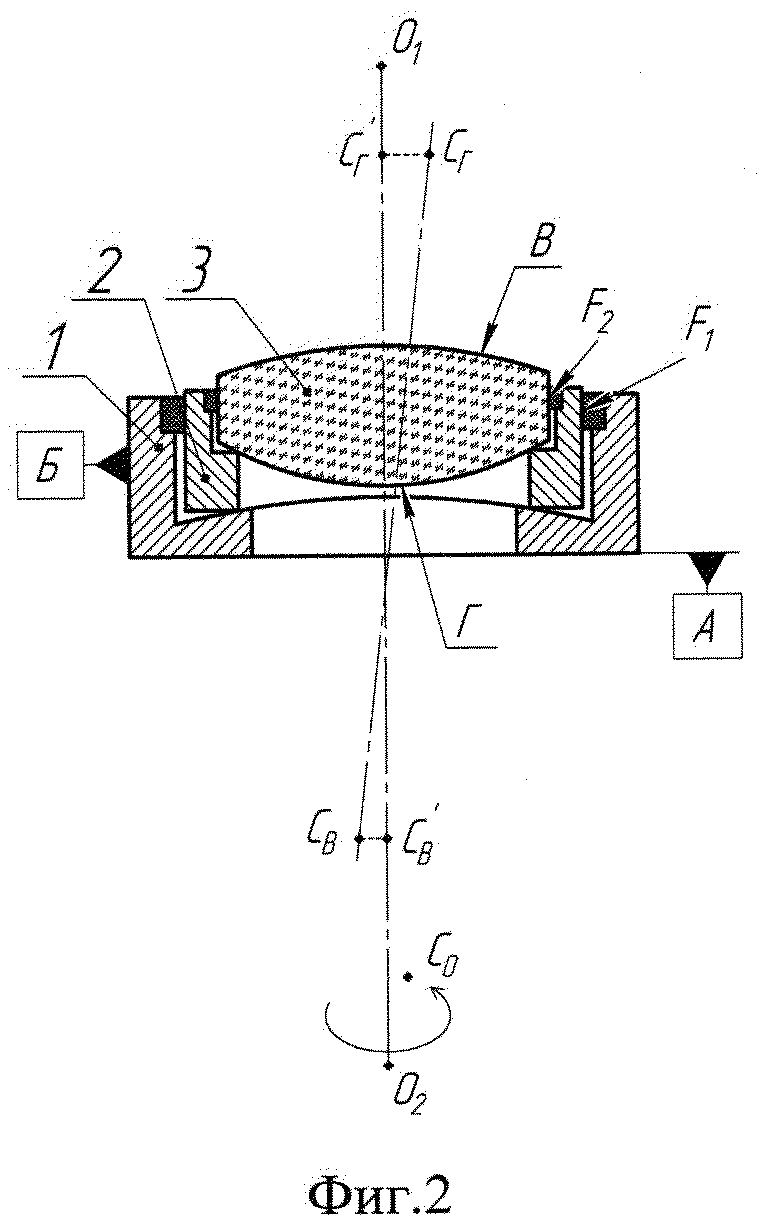
На фиг.1 показана основная оправа 1, имеющая базовую цилиндрическую поверхность Б и плоскую базовую поверхность А, которые образуют базовую ось оправы O1-O2, а также плоский опорный буртик внутреннего отверстия. В цилиндрическое отверстие основной оправы вставлена с зазором цилиндрическая промежуточная часть 2 оправы, наружная опорная поверхность которой выполнена сферической с центром кривизны Со, сопрягающаяся с плоским опорным буртиком основной оправы 1.
На буртик внутреннего цилиндрического отверстия промежуточной части 2 оправы с зазором вставлена линза 3, имеющая опорную (первую) рабочую поверхность Г с центром кривизны Сг и вторую рабочую поверхность В с центром кривизны Св.
На фиг.2 показана основная оправа 1, имеющая базовую цилиндрическую поверхность Б и плоскую базовую поверхность А, которые образуют базовую ось оправы O1-O2, а также сферический опорный буртик внутреннего отверстия с центром кривизны Со. В цилиндрическое отверстие основной оправы вставлена с зазором цилиндрическая промежуточная часть 2 оправы, наружная опорная поверхность которой выполнена плоской, сопрягающейся со сферическим опорным буртиком основной оправы 1.
На буртик внутреннего цилиндрического отверстия промежуточной части 2 оправы с зазором вставлена линза 3, имеющая опорную (первую) рабочую поверхность Г с центром кривизны Сг и вторую рабочую поверхность В с центром кривизны Св.
Предлагаемый способ центрировки линзы в оправе реализуется следующим образом: линзу 3 устанавливают в промежуточную часть 2 оправы и, например, по периметру заливают быстроотвердевающим клеем; затем промежуточную часть 2 оправы устанавливают в основную оправу 1 и также по периметру заливают быстроотвердевающим клеем; далее основную оправу 1 по базовым поверхностям А и Б закрепляют в патроне центрировочной станции и приводят во вращение вокруг базовой оси, совпадающей с осью вращения патрона O1-O2; измеряют, например, с помощью фотоэлектрического автоколлиматора, биение центра кривизны Сг рабочей поверхности Г линзы; воздействуя силой F1 на промежуточную оправу, например, пьезоманипулятором, наклоняют промежуточную часть оправы вокруг центра кривизны Со до тех пор, пока центр кривизны Сг линзы не совместится с осью вращения O1-O2; фиксируют (закрепляют) положение промежуточной части 2 оправы в основной 1, например, осветив клей УФ-излучением. Далее переходят к центрировке второй поверхности линзы для чего измеряют по автоколлиматору биение центра кривизны Св рабочей поверхности В линзы; воздействуя силой F2 на линзу пьезоманипулятором, наклоняют линзу вокруг центра ее кривизны Сг до тех пор, пока центр кривизны Св линзы не совместится с осью вращения O1-O2; фиксируют (закрепляют) положение линзы в промежуточной части 2 оправы, осветив клей УФ-излучением.
Таким образом, центры кривизны Сг и Св обеих поверхностей линзы оказываются расположенными на базовой оси O1-O2 основной оправы 1, т.е. линза центрирована в оправе.
Предлагаемый способ центрировки линзы в оправе и конструкция оправы позволяют повысить точность центрировки за счет центрирования обеих рабочих поверхностей линзы относительно базовой оси оправы, а также осуществить автоматизацию процесса центрировки обеих поверхностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦЕНТРИРОВКИ ЛИНЗЫ В ОПРАВЕ И ОПРАВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2544288C1 |
| СПОСОБ ЮСТИРОВКИ ЛИНЗЫ В ОПРАВЕ И ОПРАВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2602420C2 |
| СПОСОБ АВТОМАТИЗИРОВАННОЙ ЮСТИРОВКИ ЛИНЗЫ В ОПРАВЕ И ОПРАВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2602418C2 |
| СПОСОБ ЦЕНТРИРОВКИ ЛИНЗ ОБЪЕКТИВА ШТАБЕЛЬНОЙ КОНСТРУКЦИИ И ОПРАВЫ ЛИНЗ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2602419C2 |
| Способ центрирования линзы в оправе и оправа для его осуществления | 2016 |
|
RU2641320C1 |
| Способ центрировки цилиндрических линз в оправах | 1979 |
|
SU775705A1 |
| Способ центрировки линзы в оправе | 1973 |
|
SU530172A1 |
| Способ центрирования линз | 1990 |
|
SU1755086A1 |
| Патрон для центрировки линз | 1985 |
|
SU1315922A1 |
| СПОСОБ ЮСТИРОВКИ ОБЪЕКТИВА ДЛЯ МИКРОСКОПА И ОБЪЕКТИВ ДЛЯ МИКРОСКОПА | 2012 |
|
RU2497164C1 |
Способ включает установку линзы на плоский буртик промежуточной части оправы, размещаемой на буртике цилиндрического отверстия основной оправы с возможностью наклона. Вращают основную оправу вокруг ее базовой оси, измеряют биение центра кривизны первой рабочей поверхности линзы относительно оси вращения, наклоняют промежуточную часть для совмещения центра кривизны первой рабочей поверхности линзы с осью вращения и фиксируют положение промежуточной части. Измеряют биение центра кривизны второй рабочей поверхности линзы относительно оси вращения, сдвигают линзу по плоской поверхности опорного буртика для совмещения центра кривизны второй рабочей поверхности линзы с осью вращения и фиксируют положение линзы в промежуточной части оправы. Оправа имеет наружную базовую цилиндрическую поверхность и плоский наружный базовый фланец, образующие базовую ось оправы, внутреннее цилиндрическое отверстие с опорным буртиком, в которое вставлена с увеличенным зазором посадки промежуточная цилиндрическая часть с плоским опорным буртиком для установки линзы. Промежуточная цилиндрическая часть сопряжена с опорным буртиком внутреннего цилиндрического отверстия по сферической поверхности. Технический результат - повышение точности центрировки за счет центрировки по обеим поверхностям линзы. 2 н. и 1 з.п. ф-лы, 2 ил.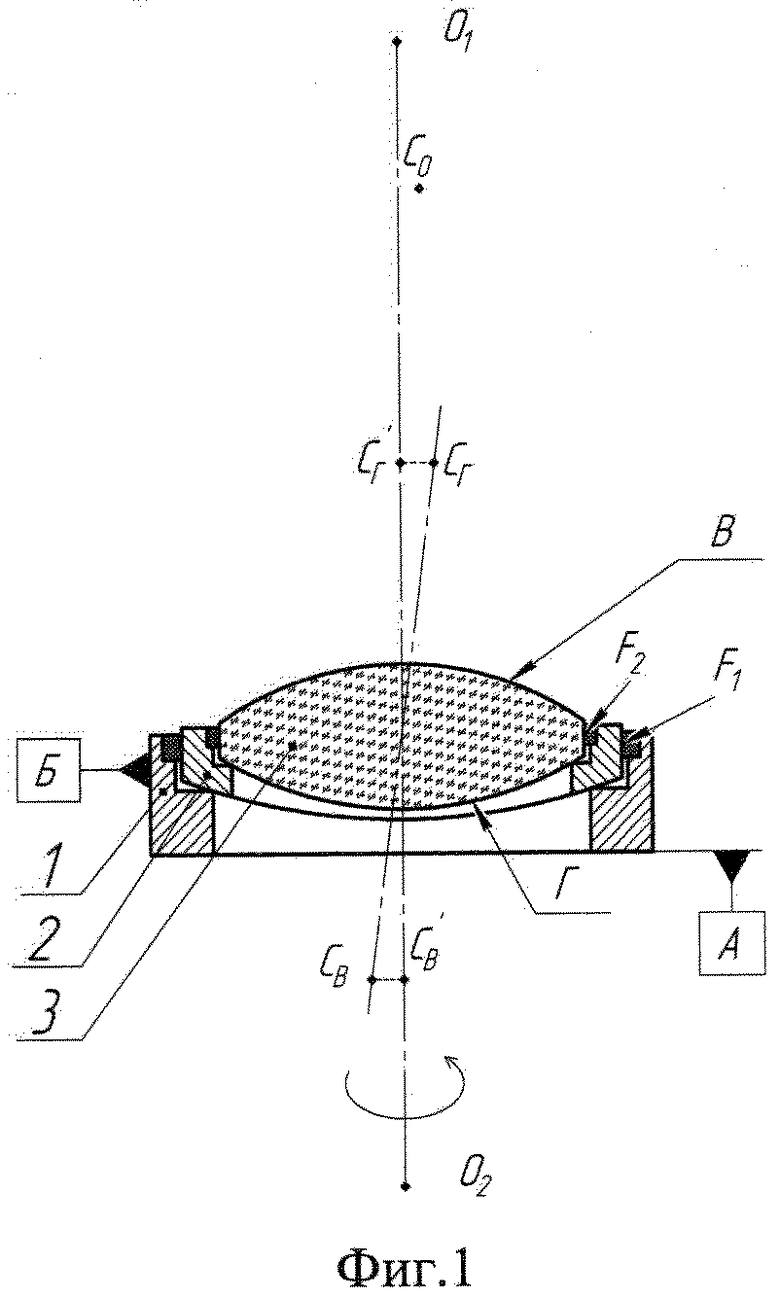
1. Способ центрировки линзы в оправе, включающий установку линзы одной из рабочих поверхностей на опорный буртик цилиндрического отверстия оправы, вращение оправы вокруг её базовой оси, измерение биения центра кривизны второй рабочей поверхности линзы относительно оси вращения с помощью автоколлиматора, радиальный сдвиг линзы по поверхности опорного буртика в увеличенном зазоре посадки по цилиндрическому отверстию оправы для совмещения центра кривизны второй рабочей поверхности с осью вращения и фиксацию положения линзы в оправе, отличающийся тем, что линзу устанавливают на плоский буртик промежуточной части, размещаемой на буртике цилиндрического отверстия основной оправы и имеющей возможность наклоняться относительно неё, вращая основную оправу вокруг её базовой оси, измеряют биение центра кривизны первой рабочей поверхности линзы относительно оси вращения, наклоняют промежуточную часть оправы для совмещения центра кривизны первой рабочей поверхности линзы с осью вращения, фиксируют положение промежуточной части оправы относительно основной, измеряют биение центра кривизны второй рабочей поверхности линзы относительно оси вращения, сдвигают линзу в радиальном направлении по плоской поверхности опорного буртика промежуточной части оправы для совмещения центра кривизны второй рабочей поверхности линзы с осью вращения и фиксируют положение линзы в промежуточной части оправы.
2. Оправа для линзы, имеющая наружную базовую цилиндрическую поверхность и плоский наружный базовый фланец, образующие базовую ось оправы, внутреннее цилиндрическое отверстие с опорным буртиком, отличающаяся тем, что во внутреннее цилиндрическое отверстие с опорным буртиком вставлена с увеличенным зазором посадки опирающаяся на опорный буртик промежуточная цилиндрическая часть, оснащенная плоским опорным буртиком для установки линзы, причем промежуточная цилиндрическая часть сопряжена с опорным буртиком внутреннего цилиндрического отверстия по сферической поверхности.
3. Оправа для линзы по п. 2, отличающаяся тем, что сопряжение промежуточной цилиндрической части оправы с опорным буртиком цилиндрического отверстия оправы по сферической поверхности может быть осуществлено, например, выполнением сферическим наружного фланца промежуточной части или сферическим опорного буртика отверстия основной оправы.
| Латыева С.М., Румянцева Д.М., Курицына П.А., Конструкторские и технологические методы обеспечения центрировки линзовых систем, Оптический журнал, N3, 2013, с.92-96 | |||
| Ельников Н.Т., Дитев А.У, Урусов И.К., Сборка и юстировка оптико-механических приборов, М., Машиностроение, 1974, с.107-111, | |||
| СПОСОБ ЦЕНТРИРОВАНИЯ ЛИНЗЫ | 2010 |
|
RU2442124C1 |
| СПОСОБ ЦЕНТРИРОВАНИЯ ЛИНЗ | 1992 |
|
RU2082138C1 |
| Способ центрирования линз в оправах | 1987 |
|
SU1582167A1 |
| JP 2013193146 A, 30.09.2013 | |||

