ОБЛАСТЬ ПРИМЕНЕНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к интравагинальным устройствам для предотвращения недержания мочи. Конкретнее, изобретение относится к способу изготовления устройства, имеющего рабочую и закрепляющую части и покрытого амортизирующим материалом методом многокомпонентного литья. Это устройство очень эффективно для уменьшения или предотвращения недержания мочи, а амортизирующий материал снижает риск раздражения влагалища, уменьшая давление устройства на стенку влагалища во время установки, использования и извлечения.
ОПИСАНИЕ ИЗВЕСТНОГО РАНЕЕ УРОВНЯ ТЕХНИКИ
Недержание мочи при напряжении является проблемой многих женщин. Оно характеризуется подтеканием мочи во время напряжения, возникающего, например, при кашле или чихании. Для уменьшения или предотвращения стрессового недержания мочи было разработано множество устройств. Tutrone, Jr., патент США № 5603685, описывает надувное устройство и способ изготовления таких устройств, которые могли бы иметь небольшой размер при введении во влагалище, принимать там требуемую форму и оказывать необходимое давление для уменьшения или предотвращения недержания мочи при напряжении. Zunker и соавт., патент США № 6090098, сообщают об изобретении устройств, похожих на тампоны, изготовленных из комбинации абсорбирующих или неабсорбирующих волокнистых материалов. Ulmsten и соавт., патент США № 6645137, описывают спираль, расправляющуюся во влагалище и поддерживающую мочевыводящую систему. Biswas, патент США № 5036867, описывает сжимаемый эластичный пессарий. James, патент США № 6460542, описывает жесткий пессарий специфической формы.
В других современных разработках были предприняты попытки создания опорных конструкций в форме стентов, расправляющихся во влагалище. Например, Bartning и соавт., патенты США № 2008/0033230 и 2008/0009662, ссылаются на интравагинальное устройство для предотвращения стрессового недержания мочи, которое имеет рабочий и фиксирующий участки. В этих документах также описана структура с применением биосовместимого материала. Кроме того, существуют многочисленные патенты, относящиеся к использованию мелких стентов соответствующего размера, разработанных для сохранения естественных каналов организма.
Sinai и соавт., патент США № 2008/0281149, ссылаются на устройство против стрессового недержания мочи с внутренним или наружным эластичным поддерживающим блоком, разводящим оба плеча устройства против недержания мочи.
И наконец, Ziv и соавт., заявка 2008/010214, описывают интравагинальный аппарат для лечения недержания мочи с узлом, соединяющим опорную и фиксирующую секции. В этой заявке описано использование шарниров для поддержки или закрепления секции, изготовленных из силикона, нейлона, полиуретана, пенополистирола, металла или двух материалов путем многокомпонентного литья.
В нескольких из этих источников появились сведения о возможном раздражении тканей влагалища поддерживающими структурами, поэтому данные структурные элементы были заключены в трубки или другие внешние покрытия. В качестве альтернативы или дополнения к этому были предложены мягкие покрытия наподобие чехлов. К сожалению, эти разработки не решили полностью всех проблем, связанных с мягкостью, комфортом и надежностью изделия.
Следовательно, по-прежнему существует потребность в совершенствовании интравагинальных устройств для предотвращения недержания мочи, способных, с одной стороны, эффективно снизить или предотвратить недержание мочи, а с другой, обеспечить соответствующую амортизацию во избежание травм влагалища. В дальнейшем будет существовать необходимость в усовершенствовании производства безопасных и недорогих интравагинальных устройств для лечения недержания мочи.
ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Мы нашли новые методы усовершенствования производства безопасных и недорогих интравагинальных устройств для лечения недержания мочи.
В одной из реализаций способ изготовления формы-устройства для формования включает следующие этапы: (a) монтаж литой формы, состоящей из основной выпуклой части и основной вогнутой части формы с целью ограничить основную полость формы; (b) впрыскивание первого жидкостного полимерного материала внутрь основной полости литой формы и ожидание затвердевания первого жидкостного полимерного материала с целью формирования каркаса устройства; (с) замена основной вогнутой части литой формы вспомогательной вогнутой частью формы; (d) укрепление каркаса устройства в образовавшейся полости формы и впрыскивание второго жидкостного полимерного материала с целью сформировать первую часть наружного слоя, что поддерживает форму основной полости литой формы; (e) замена основной выпуклой части литой формы вспомогательной выпуклой частью литой формы и (f) впрыскивание дополнительного количества вспомогательного жидкостного полимерного материала внутрь образованной полости формы с целью сформировать достаточно однородного наружного слоя по каркасу устройства для формования. Первичная наформовочная полость формируется первичной выпуклой, вторичной вогнутой частью формы и каркасом устройства, а вторая - вторичной выпуклой, первичной вогнутой частями формы, каркасом устройства и первым внешним слоем.
В альтернативной реализации методика изготовления интравагинального устройства инжекционного формования для лечения недержания мочи включает следующие этапы: (a) сборка формы, содержащей основную выпуклую и основную вогнутую части для формирования основной полости формы; (b) впрыскивание жидкостного полимерного материала с высоким модулем в основную полость формы и обеспечение затвердевания полимерного материала с высоким модулем для формирования каркаса устройства; (c) извлечение основной вогнутой части формы и замена ее вспомогательной вогнутой частью формы для обеспечения первой наформовочной полости; (d) удержание каркаса устройства в первой наформовочной полости, впрыскивание жидкостного амортизационного полимерного материала в первую наформовочную полость и обеспечение затвердевания амортизационного полимерного материала достаточно для формирования первой части наружного слоя, которая удерживает форму первой наформовочной полости; (е) извлечение основной выпуклой части формы и замена ее вспомогательной выпуклой частью формы для обеспечения второй наформовочной полости и (f) впрыскивание дополнительного количества жидкостного амортизационного полимерного материала во вторую наформовочную полость и обеспечение объединения амортизационного полимерного материала с первой частью наружного слоя с образованием достаточно интегрального наружного слоя вокруг каркаса устройства. Первая наформовочная полость формируется первичной выпуклой, вторичной вогнутой частями формы и каркасом устройства, а вторая - вторичной выпуклой, первичной вогнутой частями, каркасом устройства и первой частью внешнего слоя.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1. - вид устройства спереди в соответствии с настоящим изобретением.
Фиг.2 - перспективный вид на каркас устройства, полученного методом многокомпонентного литья в соответствии с одним из способов реализации данного изобретения.
Фиг.3 - перспективный вид на двухкомпонентную систему для формования в соответствии с данным изобретением.
Фиг.3A и 3B - схемы косых сечений двухкомпонентной системы для формования с Фиг.3 в области полости для литья.
Фиг.4 - перспективный вид двухкомпонентной системы с Фиг.3 с предварительно замененной первичной вогнутой части формы на вторичную.
Фиг.4A и 4B - схемы косых сечений двухкомпонентной системы для формования с Фиг.4 в области наформовочной полости.
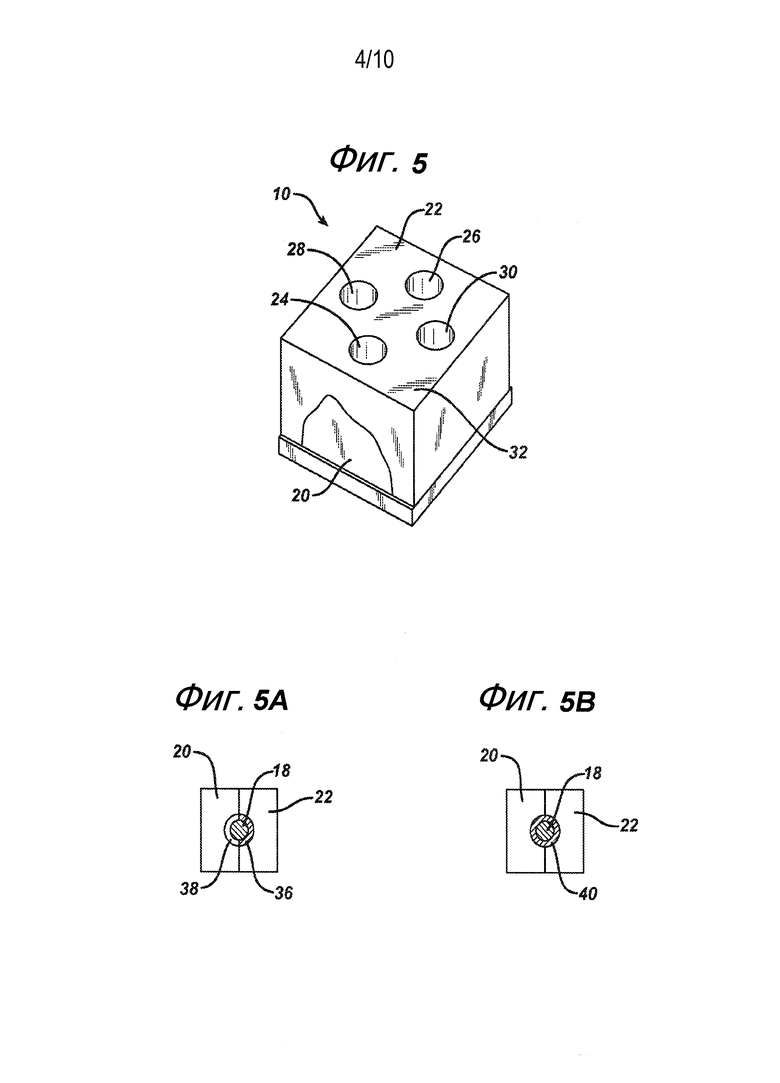
Фиг.5 - перспективный вид двухкомпонентной формы для формования с Фиг.3 с заменой первичных вогнутой и выпуклой частей на вторичные.
Фиг.5A и 5B - схематичные сечения двухкомпонентной системы для формования с Фиг.5 в области полости для литья.
Фиг.6 - вид с измененной перспективой на двухкомпонентную форму для формования с Фиг.4.
Фиг.7 - перспективный вид на форму для формования с Фиг.4 с первым набором штекеров, смонтированных на первой штекерной монтажной плате.
Фиг.8 - перспективный вид на форму для формования с Фиг.4 со вторым набором штекеров, смонтированных на второй штекерной монтажной плате.
Фиг.9 - перспективный вид на каркас устройства, производимого в соответствии с настоящим изобретением.
Фиг.10 - перспективный вид на каркас устройства с Фиг.9 со сформированной затем верхней частью наружного слоя как промежуточный этап методики настоящего изобретения.
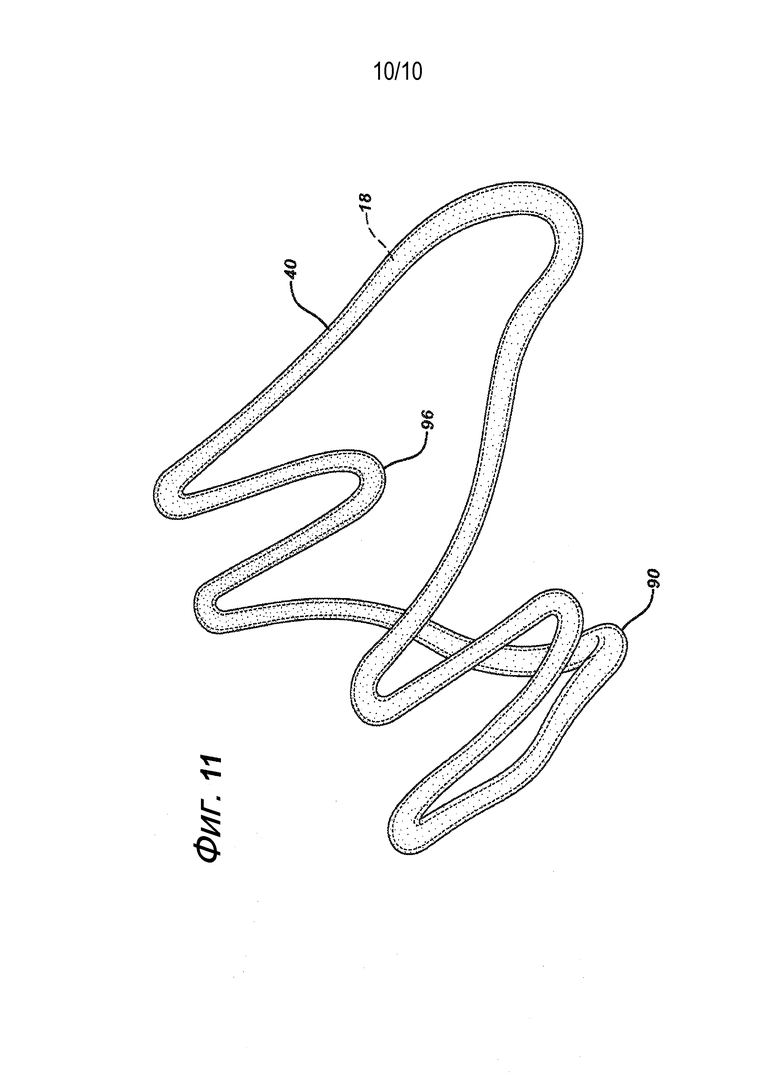
Фиг.11 - перспективный вид на каркас устройства с фиг.9 с полностью сформированным наружным слоем из материала с высоким модулем в соответствии с технологией настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Мы обнаружили, что описания способов защиты структурных элементов интравагинальных устройств для предотвращения недержания мочи более мягким материалом, опубликованные на данный момент, не содержат информации о способах коммерческого производства недорогих устройств с приемлемой степенью комфорта для пользователя в достаточных количествах. Во-первых, мы не обнаружили описания процессов многослойной отливки с адекватным контролем процесса для обеспечения амортизации на необходимых участках, на структурах малого диаметра без образования излишнего флюса. Чрезмерный объем материала может осложнить или сделать невозможным применение аппликатора достаточно малого размера, что необходимо для комфортной установки интравагинального устройства во влагалище и его достаточного расширения, обеспечивающего нужную поддержку органов мочевыводящей системы.
В процессе разработки этого изобретения мы также обнаружили, что недорогие структурные элементы интравагинальных устройств, полученные методом формования, могут иметь шероховатые края или линию раздела в периферической зоне частей формы для литья. Это может вызвать раздражение влагалища. Заключение этого устройства в мягкий чехол не решает проблему в достаточной мере, так как шероховатые края могут разорвать чехол во время вставки устройства в аппликатор или во время его установки во влагалище из аппликатора.
Далее, мы обнаружили, что некоторые применяемые при производстве интравагинальных устройств для лечения стрессового недержания мочи материалы могут потерять износоустойчивость при воздействии процедурных смесей или окружающей среды.
Вследствие этого мы разработали контролируемый процесс полной отливки устройства, решающий некоторые из этих проблем. Этот материал, полученный многослойной отливкой, может не соответствовать покрытому им структурному элементу. Например, материал, нанесенный вторым слоем, может располагаться таким образом, что структурные элементы окажутся не точно в его центре. Это будет описано подробнее ниже.
Станет понятно, что нанесение материала путем многокомпонентного литья на структурные элементы интравагинального устройства для предотвращения недержания мочи увеличивает поверхность контакта между устройством и тканями организма пользователя, с которыми соприкасается устройство, что снижает давление (силу на единицу площади). Это помогает уменьшить или свести к минимуму раздражение влагалища во время установки, использования и извлечения устройства.
Интравагинальные устройства для лечения недержания мочи, относящиеся к настоящему изобретению, имеют рабочую часть, обеспечивающую поддержку соответствующих тканей мочевыводящей системы, и фиксирующую часть, удерживающую устройство в оптимальном положении во время использования. Эти структурные элементы имеют дополнительное наружное покрытие для предохранения тела от раздражения.
В контексте описания и формулы изобретения используемый здесь термин «стент» и его варианты относятся к устройству, которое используется для поддержания в расширенном состоянии телесных отверстий, полостей, сосудов и тому подобное. Стент должен быть упругим, гибким, сжимаемым и обладать памятью формы. Стент может иметь любую подходящую форму, включая сетчатую, проволочную форму, но не ограничиваясь ей, или иметь вид разрезной трубки.
В настоящем описании и формуле изобретения термин «проволочная форма» и его варианты относятся к структуре, образованной по меньшей мере из одной проволоки или подобного материала, расположенного и по желанию закрепленного (например, путем сварки или литья) в виде желаемой трехмерной структуры.
Термин «опорная поверхность» в настоящем документе и его варианты относятся к определенным частям устройства, опирающимся или давящим на эпителий влагалища во время установки, использования и извлечения. Наличие опорных поверхностей имеет значение, поскольку устройства неудачной конструкции могут иметь опасные для использования опорные поверхности, способные повредить влагалище или окружающие ткани. К таким возможным повреждениям относятся раздражение, эритема и ослабление или даже некроз ткани влагалища. Следовательно, очень важно защитить эпителий влагалища путем нанесения амортизационного материала на фактические и потенциальные опорные поверхности.
В настоящей заявке термин «внутренняя часть устройства» и его варианты относятся к внутренним частям устройства, обращенным к продольной оси и от опорных поверхностей, способных контактировать с эпителием влагалища. Внутренние поверхности устройства также показаны на фигурах ниже.
В настоящей заявке термин «многокомпонентное литье» и его варианты относятся к процессам формования, при которых амортизационный материал наносится на каркас устройства (т.е. проволоку или стент). Многокомпонентное литье осуществляется таким образом, что амортизирующий материал полностью покрывает каркас устройства. При этом для достижения оптимальной связи между каркасом устройства или структурными элементами и нанесенным амортизирующим материалом не требуется применения праймеров или клеящих составов.
В настоящем документе термин «амортизационный материал» и его варианты относятся к материалу, мягкому по своей природе, и к амортизирующей части устройства, обеспечивающей мягкость и комфорт, помогающей уменьшить или свести к минимуму раздражение влагалища и давление устройства на эпителий влагалища во время установки, использования и извлечения.
Интравагинальные устройства в соответствии с настоящим изобретением включают рабочую и фиксирующую часть. Эти части представляют собой структурные элементы устройства (также обозначаемые термином «каркас устройства»). Рабочая часть устройства обеспечивает поддержку соответствующих тканей мочевыводящей системы, а фиксирующая часть поддерживает рабочую часть в оптимальном для этого положении. Внешний амортизационный материал обеспечивает комфорт пользователя. Он позволяет сгладить любые шероховатости краев, образующиеся в месте разделительных линий формы для литья, использующейся для производства каркаса устройства, а также увеличить площадь поверхности контакта устройства с тканями пользователя с целью снижения силы давления.
Подходящие формы устройств в соответствии с настоящим изобретением указаны в патентах США № 2008/0009664, 2008/0033230 и 2008/0009662, выдержки из которых включены в данную заявку как ссылки на полный документ. На Фиг.1 и 2 показано устройство 1, соответствующее настоящему изобретению. Устройство 1a имеет конец для введения 2 и конец для выведения 3. Устройство включает внешний съемный чехол, такой как сумка 4, каркас для гибкого инструмента, например стента, и инструмент для извлечения, например шнурок 5.
В одной из реализаций съемный чехол 4 закрывает гибкий каркас устройства 6, покрытый снаружи методом многокомпонентного литья внешним слоем 7 амортизационного материала, как показано на Фиг.2. Каркас 6 включает фиксирующую часть 8, расположенную проксимально от вводного разъема 2, и рабочую часть 9, расположенную проксимально относительно выводного разъема 3a. Рабочая часть 9 имеет две противопоставленные плоскости, ограниченные множеством удлиненных элементов, например строп 9a. Рабочая часть 9 имеет изначальный диаметр d1 в диапазоне от 20 до 170 мм и длину L1 в диапазоне от 15 до 60 мм. Поскольку рабочая часть не цилиндрическая, то эквивалентный диаметр представляет собой максимальное расстояние в миллиметрах между ее противоположными поверхностями.
Методы данного исследования подлежат обсуждению с учетом результатов Фиг.3-11, демонстрирующих различные двухкомпонентные смеси, применяющиеся в многоэтапной литейной системе, промежуточные и окончательные изделия, сформированные по этой системе.
Как показано на Фиг.3, система многоэтапного литья, использовавшаяся в данном изобретении, включает двухкомпонентный ковш 10 со сменными выпуклыми и вогнутыми частями формы 12, 14. Первый этап, проиллюстрированный Фиг.3 и Фиг.3A и 3B (схематичные сечения двухкомпонентного устройства 10 в области первичной литейной полости), задействует первичную выпуклую 12 и вогнутую формы 14, вместе формирующие первую наформовочную полость 16 (Фиг.3A), отрегулирован по трем измерениям, чтобы формировать каркас изделия 18 (Фиг.3B). На этом этапе материал, из которого будет сформирован каркас устройства, впрыскивается в наформовочную полость. На завершающем этапе литья, продемонстрированном на Фиг.5, первичная выпуклая форма 12 и первичная вогнутая форма 14 заменены вторичной выпуклой 20 и вогнутой 22 формами, ограничивающими наформовочную полость в трех измерениях для создания полностью отлитого устройства. Промежуточный этап литья, изображенный на Фиг.4, происходит с использованием выпуклой части формы 12, а второй - с использованием вогнутой части 22.
Вновь ориентируясь по Фиг.3 (включая 3A и 3B), первичные выпуклая и вогнутая части 12, 14 формируют первую наформовочную полость 16. На этом этапе материал, из которого будет сформирован каркас устройства, вводится в первую наформовочную полость 16. Материал каркаса устройства остывает, формируя каркас 18, и первичная вогнутая форма 14 убирается.
Обратившись к Фиг.4 (включая 4A и 4B), можно заметить, что первичную вогнутую форму 14 поменяли на повторную 22, имеющую преимущество по количеству отверстий 24, 26, 28, 30 м на внешнем слое 32. На этом этапе первичная выпуклая форма 12, вторичная вогнутая форма 22, корпус устройства 18 формируют первую наформовочную полость 34 и материал, применяемый при изготовлении внешнего слоя, впрыскивается послойно в эту первую наформовочную полость 34. Материал внешнего слоя должен достаточно остыть до обычного для него состояния, сформировав часть внешнего слоя 36, после этого первичная выпуклая форма 12 удаляется.
Как показано на Фиг.5 (3A и 3B), первичная выпуклая форма 12 заменяется вторичной 20. На этом этапе вторичная выпуклая форма 20, вторичная вогнутая форма 22, корпус устройства 18 и первая порция внешнего слоя 34 формируют вторую наформовочную полость 38, а дополнительный материал, применяемый для формирования внешнего слоя, вводится во вторую наформовочную полость 38. Дополнительный материал и нагрев ковша позволяет материалу внешнего слоя равномерно распределяться, формируя достаточно однородный внешний слой 40 (показан на Фиг.5B).
Для изготовления устройства, предотвращающего недержание мочи в соответствии с данным изобретением, выпуклая форма имеет инвертированное, практически «V-образное» сечение и включает канал 42, формирующий часть полости для литья. На Фиг.6 представлен вид с расширенной перспективой на двухкомпонентный ковш 10 с Фиг.4, включающий первичную выпуклую форму 12 и вторичную вогнутую 22. Этот перспективный вид показывает основание 44, на котором монтируется первичная выпуклая форма, имеющая инвертированное, практически «V-образное» сечение. Канал 42 определяет единую поверхность первичной полости для литья 16 на всем протяжении. Из первичной выпуклой части 12 было дополнительно удалено определенное количество материала с целью позволить подходящим вогнутым частям (первичная вогнутая часть 14 и вторичная 22) взаимодействовать, формируя желаемые части вроде первичной части 16, первичной полости для многокомпонентной плавки 34 и вторичной части 38 для многокомпонентной плавки, обсуждавшихся выше.
Более детально, вторичная вогнутая форма 22 имеет канал (не обязательно отображается полностью), взаимодействующий с каналами первичных и вторичных выпуклых форм 12 и 20 для формирования требуемых полостей для литья. На устройстве, изображенном на Фиг.4-6, вспомогательная вогнутая часть 22 формы для формования имеет четыре отверстия 24, 26, 28, 30, расположенные в виде ромба. Данные отверстия 24, 26, 28, 30 образуют каналы, ведущие от основной и вспомогательной полостей 34, 38 формы к входному отверстию материала для формования (не изображено). Два основных отверстия 24, 26 расположены по противоположным углам ромба и образуют каналы, ведущие к верхним отделам полости формы для формования, соответствуя верхним частям кривых 46, 48, изображенных на Фиг.6 относительно основной выпуклой части 12 формы. Два дополнительных отверстия 28, 30 расположены по другим углам ромба и образуют каналы, ведущие к нижним отделам полости формы для формования, соответствуя верхней части кривых 50, 52, изображенных на Фиг.6 относительно основной выпуклой части 12 формы.
Основной набор цилиндров 54, 56, 58, 60 (Фиг.7) структурно скомпонован для ввода в отверстия 24, 26, 28, 30 с целью доставки жидкостного материала для формования внутрь основной полости 34 формы (образованной, как изображено на Фиг.4A, 4B, основной выпуклой частью 12 формы, вспомогательной вогнутой частью 22 формы, а также каркасом 18 устройства). Проксимальный (центральный) конец 54a, 56a, 58a, 60a каждого из цилиндров 54, 56, 58, 60 укреплен на основной монтажной пластине 61 для цилиндров и функционально соединен с источником жидкостного материала для формования. Каждый из цилиндров 54, 56, 58, 60 имеет дистальный (периферический) конец 54b, 56b, 58b, 60b, расположенный с другой стороны. Цилиндры 54, 56 соответствуют основной паре отверстий 24, 26. Каждый из цилиндров 54, 56 в дистальном конце имеет канал 62, 64, предназначенный для доставки жидкостного материала для формования через отверстия 66, 68 внутрь основной полости 34 формы. Цилиндры 58, 60 соответствуют дополнительной паре отверстий 28, 30. Каждый из цилиндров 58, 60 вместо отверстий в их дистальных концах имеет фиксаторы 70, 72, которые вставляются внутрь основной полости 34 формы для формования и прочно сцепляются с находящимся там каркасом 18 устройства. Как видно на Фиг.7, основной набор цилиндров 54, 56, 58, 60 и основная монтажная пластина 61 для цилиндров развернуты в сторону рассматривающего рисунок человека, это сделано для того, чтобы продемонстрировать особенности дистальных концов 54b, 56b, 58b, 60b цилиндров. В процессе реальной работы устройства основной набор цилиндров 54, 56, 58, 60 и основная монтажная пластина 61 для цилиндров ориентированы для ввода цилиндров в отверстия 24, 26, 28, 30.
Фиксаторы 70, 72 должны прочно удерживать каркас 18 устройства в своем положении, когда он подвергается воздействию высокого давления во время впрыскивания жидкостного материала внутрь полости формы для формования. В противном случае жидкостный материал может затекать между каркасом 18 устройства и основной выпуклой частью 12 формы, что приведет к неравномерности его подачи для формования.
Фиг.8 демонстрирует заданную конфигурацию двухкомпонентной формы 10 для формования с этапом дополнительного впрыскивания (инъекции) материала для формования (также показано на Фиг.5). Дополнительный набор цилиндров 74, 76, 78, 80 структурно скомпонован для ввода в отверстия 24, 26, 28, 30, проксимальный (центральный) конец каждого цилиндра закреплен на вспомогательной монтажной пластине 81 для цилиндров. Цилиндры 74, 76 вводятся в основные отверстия 24, 26. На данном участке цилиндры 74, 76 не имеют проходящих через них каналов. Однако цилиндры 78, 80 имеют проходящие через них каналы для доставки жидкостного материала для формования через отверстия 86, 88 в своем дистальном конце, помещаемом внутрь вспомогательной полости 38 формы. На Фиг.8, как и на Фиг.7, дополнительный набор цилиндров 74, 76, 78, 80 и вспомогательная монтажная пластина 81 для цилиндров изображены развернутыми в сторону человека, рассматривающего рисунок, - это сделано для того, чтобы продемонстрировать особенности дистального конца цилиндров. В процессе реальной работы дополнительный набор цилиндров 74, 76, 78, 80 и вспомогательная монтажная пластина 81 для цилиндров ориентированы для ввода в отверстия 24, 26, 28, 30.
Несмотря на то что основная выпуклая и вспомогательная вогнутая части формы для формования изображены как единая конструкция, каждая часть формы может состоять из двух или более участков, вместе формирующих соответствующую часть формы.
Фиг.9-11 демонстрируют результаты рассмотренных выше этапов процесса формования, составляющих настоящее изобретение устройства, предназначенного для лечения недержания мочи. На Фиг.9 изображен каркас 18 устройства, извлеченный из основной полости 16 формы. Каркас 18 устройства перевернут по отношению к его положению на фиг.6. Другими словами, резкие изгибы 90, 92 каркаса 18 устройства, соответствующие изгибам 46, 48 верхней полости формы, изображены в нижней части Фиг.9, а внутренние максимальные изгибы 94, 96 W-образной секции рабочего сегмента направлены в сторону нижней части Фиг.9. Фиг.10 демонстрирует вид каркаса 18 устройства с Фиг.9 с внешней частью наружного слоя 36, изготовленного в результате использования формы для формования в конфигурации, изображенной на Фиг.4 и 7. В связи с тем, что каркас 18 устройства удерживается на фиксирующих поверхностях 70, 72 цилиндров 58, 60, выступающих внутрь основной полости 34 формы, внутренние максимальные изгибы 94, 96 W-образной секции рабочего сегмента не покрыты основным наружным слоем сегмента 36. Фиг.11 показывает полностью сформированный наружный слой 40 вокруг каркаса 18 устройства на Фиг.9, что соответствует использованию формы в конфигурации Фиг.5 и 8.
Как отмечалось выше, рабочий сегмент 9 интравагинального устройства для лечения недержания мочи содержит каркас 6 устройства, сформированный из основного структурного материала, который обеспечивает устойчивость к сжатию и восстанавливается после сжатия с удовлетворительной силой для того, чтобы обеспечить желаемую поддержку при недержании мочи. Подходящими структурными материалами являются эластичные или даже сверхэластичные материалы. К таким структурным материалам относятся металлы (включая без ограничений металлические сплавы), полимеры (включая без ограничений полимеры с эффектом памяти формы и полимеры с высоким модулем), композиты из одного или более полимеров или наполненные либо армированные полимеры, а также их сочетания. Материалы с эффектом памяти формы включают зарегистрированные в США патентными заявками с номерами 2008/0009664, 2008/0033230, 2008/0009662. Полимеры с высоким модулем представлены полимерами, зарегистрированными в совместных патентных заявках: серийный № 12/645800, подана 23 декабря 2009 года под названием «Intravaginal Incontinence Device», а также серийный № 12/974378, подана 21 декабря 2010 года под названием «Intravaginal Incontinence Device».
Предпочтительные полимеры с высоким модулем имеют относительное удлинение по меньшей мере 3% и модуль упругости по меньшей мере 2 ГПа. Представительный и неисчерпывающий список подходящих полимеров с высоким модулем включает полиэфирамид, полиэфирэфиркетон, поликарбонат, кополимеры, специализированную или модифицированную пластмассу, наполненный пластик и тому подобное - полимеры, которые могут обеспечить данные свойства с высоким модулем. Предпочтительными полимерами с высоким модулем являются полиэфирамиды и полиэфирэфиркетоны. Данные материалы дополнительно описаны в вышеупомянутой совместной патентной заявке, ожидающей рассмотрения, серийный № 12/645800, поданной 23 декабря 2009 г, содержание которой включено в настоящий документ посредством ссылки.
На Фиг.2 представлен каркас 6 устройства без амортизационного материала. Рабочий сегмент 9 каркаса 6 устройства образован множеством соединенных удлиненных элементов 9а. Удлиненные элементы 9a, которые составляют рабочий сегмент, могут прямо или опосредованно связываться удлиненными элементами, образующими фиксированный сегмент 8. Рабочее давление, определяемое рабочим сегментом 9, зависит от материала, выбранного для каркаса 6 устройства, а также размерами и расположением удлиненных элементов, которые составляют каркас 6 данного устройства. Более толстые или более короткие удлиненные элементы в целом могут создавать большее рабочее давление, так как они способны придавать большую устойчивость к деформации данного устройства и, следовательно, создавать большую силу расширения при сжатии устройства или уменьшении его сечения. Кроме того, величина угла между удлиненными элементами также оказывает влияние на рабочее давление.
Удлиненные элементы имеют маленькое поперечное сечение для того, чтобы встраиваться внутрь аппликатора и обеспечивать комфорт для пользователя. Удлиненные элементы должны иметь максимальные линейные поперечные размеры примерно менее 5 мм, предпочтительно менее 4 мм и наиболее предпочтительно менее 3 мм. Удлиненные элементы могут иметь любую форму поперечного сечения, включая без ограничений круглую, овальную, эллиптическую, треугольную, прямоугольную и т.д. В случае признания полезности какого-либо свойства изменение формы поперечного сечения может обеспечить различную желаемую упругость, увеличенную площадь поверхности для заданной площади поперечного сечения, пониженную нагрузку на материал и тому подобное.
Фиксирующая часть может быть изготовлена из тех же материалов, что и рабочая, и в предпочтительном варианте и рабочая, и фиксирующая части должны быть изготовлены из одного и того же материала как единая конструкция.
Как изображено на Фиг.2 и 9-11, внутренняя часть устройства предпочтительно должна быть открыта, каркас 6 устройства слегка ограничивает его полость. Опорные поверхности, как правило, расположены на внешне ориентированных поверхностях каркаса 6 устройства.
Как обсуждалось выше, каркас 6 устройства опрессован наружным слоем 7 амортизационного материала (как показано на Фиг.1 и 2). Это придает устройству потребительские свойства. Амортизационный материал может обеспечивать какие-либо из следующих свойств интравагинального устройства для предотвращения недержания: упругость, амортизация толчков, мягкость, эластичность, прочность на разрыв, защита остова от химической деградации (например, за счет окисления или воздействия других химических веществ, особенно частей, подвергающихся высокому напряжению) и т.п. Кроме того, амортизационный материал может обеспечивать другие функции, например служить носителем для лекарств, лосьонов, ароматических веществ, нейтрализаторов запаха, смазок и т.п. Амортизационный материал также может улучшить эстетические свойства устройства, особенно если устройство для лечения недержания мочи находится на виду, он может улучшить способность устройства оставаться на месте за счет текстурированной или более совместимой поверхности.
Такие свойства, как упругость, амортизация толчков, мягкость, эластичность, гибкость и т.п., могут обеспечивать мягкость и амортизацию для сведения к минимуму избыточного давления на ткани влагалища. Такие свойства, как эластичность и прочность на разрыв, могут обеспечивать дополнительную безопасность в случае поломки каркаса устройства. Амортизационный материал может выполнять роль контейнера для сломанных элементов. Кроме того, относительно мягкие, эластичные или гибкие материалы обеспечивают снижение вероятности того, что линии разъема формы для формования окажутся достаточно острыми, чтобы вызвать раздражение тканей влагалища в ходе введения, использования и извлечения устройства.
В качестве амортизационного материала может быть использован любой мягкий или гибкий материал, пригодный для процесса формования или формования маканием и обладающий заданными свойствами, например термопластичные эластомеры. Подходящие материалы для амортизирующего покрытия включают без ограничений уретаны, полиолефины (включая полиэтилены, полипропилены, мономеры этилена-пропилендиена и др.), кополимеры (включая стирол-этилен-бутилен-стирол блоки кополимеров, например термопластические эластомеры КРАТОН® производства Kraton Polymers), кополимеры стирола-акрилата, силиконы, резину, латекс, волокна и др. Дополнительно могут использоваться композиции и смеси материалов, включая без ограничений термопластический эластомер Сантопрен™ производства ExxonMobil Chemical.
Одной из мер оценки пригодности амортизирующего материала является измерение его твердости А по Шору. Предпочтительно, чтобы амортизационный материал имел твердость А по Шору приблизительно от 0 до 120, лучше в рамках приблизительно от 20 до 100, лучше всего в диапазоне приблизительно от 40 до 90.
Как показано на Фиг.1, устройство 1 может быть вложено в гибкий чехол 4 или другую относительно свободную оболочку. Такая оболочка может обеспечивать одно или несколько полезных свойств. Она может уменьшать трение между интравагинальным устройством для лечения недержания мочи и его аппликатором или тканями влагалища во время установки. Гибкий чехол 4 может скрывать или иным образом маскировать внешний вид каркаса устройства от взгляда, чтобы устройство было более приемлемым для пользователя. Гибкий чехол 4 может помочь контролировать устройство во время установки и извлечения. Он может помочь устройству сохранять месторасположение. Гибкий чехол 4 может также содержать другие дополнительные компоненты, например вещество суппозитория. Наконец, гибкий чехол 4 может увеличить площадь соприкосновения для воздействия давлением на шейку мочевого пузыря. Оболочка может также обеспечивать усиленное трение с эпителием влагалища, помогая устройству оставаться на месте в ходе использования. Для изготовления оболочки могут использоваться любые приемлемые с медицинской точки зрения материалы, и в зависимости от необходимого конечного применения материал должен быть непрозрачным, легким или воздухопроницаемым. Материалы, пригодные для изготовления оболочки, включают те, которые используются при производстве тампонов, например нетканые материалы и пленку из пластмассы, в том числе пленку с отверстиями. Сама оболочка также может иметь отверстия.
Интравагинальное устройство, применяемое при недержании мочи, в идеале содержит элемент для его извлечения, например шнурок для извлечения 5. Он может быть расположен перекрестно между удлиненными элементами каркаса устройства, чтобы создать механизм «подпруги». Для этой цели могут быть использованы любые шнурки и нити, уже использующиеся в области гигиенической защиты. В ходе извлечения нити натягиваются, удлиненные элементы сближаются, уменьшая диаметр устройства в момент извлечения. Подтягивание устройства к его основанию может сделать извлечение устройства более удобным и простым, так как в результате диаметр устройства становится меньше и процесс извлечения облегчается.
Интравагинальное устройство, применяемое при недержании мочи, может находиться внутри аппликатора, похожего на те, которые используются для введения тампонов и суппозиториев. Аппликатор может быть нажимного либо выдвижного типа. Предпочтительными являются аппликаторы доставки, имеющие максимальный внутренний диаметр примерно менее 24 мм, еще лучше менее 19 мм и предпочтительнее всего меньше 16 мм. Для контроля глубины введения может быть добавлено кольцо-ограничитель.
В одном предпочтительном варианте амортизационный материал располагается вокруг устройства каркаса 6 неоднородным образом. Мы обнаружили, что смещение амортизационного материала к наружным поверхностям каркаса устройства может обеспечивать лучшую амортизацию при минимизации объема амортизационного материала с одновременным увеличением массы устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| АППЛИКАТОР ДЛЯ САМОРАСШИРЯЮЩИХСЯ ИНТРАВАГИНАЛЬНЫХ ПРИСПОСОБЛЕНИЙ, ПРИМЕНЯЕМЫХ ПРИ НЕДЕРЖАНИИ МОЧИ | 2010 |
|
RU2541283C2 |
| МЯГКОЕ УПРУГОЕ ВНУТРИВАГИНАЛЬНОЕ УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ НЕДЕРЖАНИЯ МОЧИ | 2011 |
|
RU2570772C2 |
| ИНТРАВАГИНАЛЬНОЕ УСТРОЙСТВО ДЛЯ ЛЕЧЕНИЯ НЕДЕРЖАНИЯ МОЧИ | 2010 |
|
RU2564078C2 |
| Интравагинальное устройство с узлом для извлечения устройства | 2013 |
|
RU2625553C2 |
| УСТРОЙСТВА, СИСТЕМЫ И СПОСОБЫ ДЛЯ ТРЕНИРОВКИ МЫШЦ ТАЗОВОГО ДНА | 2017 |
|
RU2740730C2 |
| Суппозиторное устройство | 2013 |
|
RU2633326C2 |
| ОДНОРАЗОВОЕ СУППОЗИТОРНОЕ УСТРОЙСТВО | 2012 |
|
RU2564525C2 |
| КОЛЬЦО С РЕГУЛИРУЕМЫМ НАТЯЖЕНИЕМ ДЛЯ УМЕНЬШЕНИЯ НЕДЕРЖАНИЯ МОЧИ У ЖЕНЩИН | 2008 |
|
RU2479284C2 |
| СУППОЗИТОРНОЕ УСТРОЙСТВО, ОБЕСПЕЧИВАЮЩЕЕ ПОВЫШЕННУЮ КОМФОРТНОСТЬ | 2012 |
|
RU2555135C2 |
| Суппозиторное устройство | 2012 |
|
RU2618924C2 |








Группа изобретений относится к способу изготовления устройства для инжекионного формования и к интравагинальному устройству. Способ формования устройства включает следующие этапы: (a) сборку литьевой формы, состоящей из основной выпуклой и основной вогнутой частей формы, (b) впрыскивание первого жидкостного полимерного материала внутрь основной полости литьевой формы и обеспечение затвердевания полимерного материала с высоким модулем для формирования каркаса устройства; (c) замена основной вогнутой части литьевой формы вспомогательной вогнутой частью формы; (d) удержание каркаса устройства в образовавшейся полости формы и впрыскивание жидкостного амортизационного полимерного материала для формирования первой части наружного слоя, что поддерживает форму основной полости литьевой формы; (e) замена основной выпуклой части литьевой формы вспомогательной выпуклой частью литой формы и (f) впрыскивание дополнительного количества вспомогательного жидкостного амортизационного полимерного материала внутрь образованной полости формы для формирования достаточно однородного наружного слоя вокруг каркаса. Интравагинальное устройство изготовлено способом по изобретению. Технический результат, обеспечиваемый при использовании устройства по изобретению, заключается в повышении мягкости, комфорта и надежности изделия. 2 н. и 6 з.п. ф-лы, 17 ил.
1. Способ изготовления интравагинального устройства инжекционного формования от недержания мочи, содержащий следующие этапы:
a) сборка формы, содержащей основную выпуклую и основную вогнутую части для формирования основной полости формы;
b) впрыскивание жидкостного полимерного материала с высоким модулем в основную полость формы и обеспечение затвердевания полимерного материала с высоким модулем для формирования каркаса устройства;
c) извлечение основной вогнутой части формы и замена ее вспомогательной вогнутой частью формы для обеспечения первой наформовочной полости, образованной основной выпуклой частью формы, дополнительной вогнутой частью формы и каркасом устройства;
d) удержание каркаса устройства в первой наформовочной полости, впрыскивание жидкостного амортизационного полимерного материала в первую наформовочную полость и обеспечение затвердевания амортизационного полимерного материала достаточно для формирования первой части наружного слоя, которая удерживает форму первой наформовочной полости;
e) извлечение основной выпуклой части формы и замена ее вспомогательной выпуклой частью формы для обеспечения второй наформовочной полости, образованной вспомогательной выпуклой частью формы, вспомогательной вогнутой частью формы, каркасом устройства и первой частью наружного слоя;
f) впрыскивание дополнительного количества жидкостного амортизационного полимерного материала во вторую наформовочную полость и обеспечение объединения амортизационного полимерного материала с первой частью наружного слоя с образованием достаточно интегрального наружного слоя вокруг каркаса устройства.
2. Способ по п. 1, дополнительно содержащий этап заключения интравагинального устройства от недержания в гибкий мешок.
3. Способ по п. 1, дополнительно содержащий этап присоединения элемента для извлечения к интравагинальному устройству от недержания.
4. Способ по п
. 3, в котором элемент для извлечения присоединяется к одному или более удлиненным элементам каркаса устройства.
5. Способ по п. 1, в котором биосовместимый материал содержит один или более термопластических эластомеров.
6. Способ по п. 1, в котором выпуклая и вогнутая части формы являются едиными структурами.
7. Способ по п. 1, в котором по меньшей мере одна из выпуклой и вогнутой частей формы содержит множество фрагментов, которые совместно образуют часть формы.
8. Интравагинальное устройство от недержания мочи, созданное способом по п. 1.
| DE 202006004901 U1, 22.06.2006;US 6183681 B1, 06.02.2001;US 2008234831 A1, 25.09.2008 | |||
| JP 2007185914 A, 26.07.2007 | |||
| RU 2008130856 A, 27.01.2010 | |||
| ФОРМОВАННЫЕ ЭЛЕМЕНТЫ С УЧАСТКАМИ ПОВЕРХНОСТИ ИЗ ОТДЕЛОЧНОГО МАТЕРИАЛА И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2291052C2 |

