Область техники, к которой относится изобретение и уровень техники
Настоящее изобретение относится к режущей пластине для инструмента для фрезерования заплечиков. Настоящее изобретение относится также к инструменту для фрезерования заплечиков.
К инструменту для фрезерования заплечиков прикрепляют одну или более режущих пластин. При фрезеровании заплечиков инструмент для фрезерования заплечиков вращают и подают к обрабатываемой детали, при этом режущая кромка каждой из упомянутой одной или более режущих пластин входит в режущий контакт с обрабатываемой деталью для фрезерования в ней заплечика.
Режущие пластины существуют в самых разных формах, некоторые из которых являются индексируемыми, т.е. они содержат больше одной используемой режущей кромки и выполнены с возможностью прикрепления к инструменту для фрезерования заплечиков в разных индексируемых положениях. Индексируемые режущие пластины могут быть также двухсторонними, т.е. они содержат индексируемые режущие кромки не только на первой или верхней поверхности, но и на второй или нижней поверхности, чтобы обеспечить еще больше используемых режущих кромок. Режущая пластина, имеющая вообще шестиугольную форму, содержащую три угла 90 градусов, называется треугольной режущей пластиной.
WO 2015/174200 раскрывает треугольную и двухстороннюю режущую пластину, содержащую: первую поверхность и вторую поверхность, каждая из которых имеет шестиугольную форму и которые расположены одна за другой, боковые поверхности, которые проходят к первой поверхности и второй поверхности, и режущие кромки, которые образованы соответственно посредством ребер на пересечении первой поверхности и второй поверхности с боковыми поверхностями. Установочные поверхности расположены параллельно и образованы соответственно в центральной части первой поверхности и второй поверхности пластины; и углубления для разделения боковой поверхности, которая проходит к первой поверхности, и боковой поверхности, которая проходит к второй поверхности. Режущие кромки образованы из первой режущей кромки и второй режущей кромки. Первая режущая кромка длиннее второй режущей кромки. Конец первой режущей кромки расположен выше, чем установочная поверхность.
Сущность изобретения
Целью настоящего изобретения является создание режущей пластины для фрезерования заплечиков, обладающей повышенной стойкостью к образованию трещин и/или разрушению режущей пластины.
В соответствии с аспектом изобретения, упомянутая цель достигается посредством режущей пластины для инструмента для фрезерования заплечиков. Упомянутая режущая пластина имеет треугольную форму и медианную плоскость, проходящую через режущую пластину. Упомянутая режущая пластина содержит первую поверхность, вторую поверхность и периферийную поверхность, проходящую между первой поверхностью и второй поверхностью, причем упомянутая первая поверхность и упомянутая вторая поверхность проходят на противоположных сторонах медианной плоскости. Упомянутая режущая пластина содержит первую режущую кромку, расположенную на пересечении первой поверхности с периферийной поверхностью, и вторую режущую кромку, расположенную на пересечении второй поверхности с периферийной поверхностью, причем первая и вторая режущие кромки, если смотреть со стороны первой и второй поверхностей, соответственно, проходят вдоль угла режущей пластины. Первая режущая кромка содержит первую главную режущую кромку, первую угловую режущую кромку и первую вспомогательную режущую кромку, зачищающую обрабатываемую поверхность, при этом первая главная режущая кромка соединяется с первой угловой режущей кромкой, а первая угловая режущая соединяется с первой вспомогательной режущей кромкой, зачищающей обрабатываемую поверхность. Вторая режущая кромка содержит вторую главную режущую кромку, вторую угловую режущую кромку и вторую вспомогательную режущую кромку, зачищающую обрабатываемую поверхность, при этом вторая главная режущая кромка соединяется с второй угловой режущей кромке, а вторая угловая режущая кромка соединяется с второй вспомогательной режущей кромкой, зачищающей обрабатываемую поверхность. Упомянутая периферийная поверхность содержит утопленную периферийную суженную часть, расположенную у медианной плоскости. Первая главная режущая кромка расположена на противоположной стороне упомянутой утопленной периферийной суженной части относительно второй вспомогательной режущей кромки, зачищающей обрабатываемую поверхность, а первая вспомогательная режущая кромка, зачищающая обрабатываемую поверхность, расположена на противоположной стороне утопленной периферийной суженной части относительно второй главной режущей кромки. Периферийная поверхность содержит первую заднюю поверхность, проходящую вдоль первой главной режущей кромки, причем упомянутая первая задняя поверхность проходит под острым углом к медианной плоскости вдоль первой главной режущей кромки, так что первая задняя поверхность образует отрицательный номинальный задний угол. Периферийная поверхность содержит вторую заднюю поверхность, проходящую вдоль второй главной режущей кромки, причем упомянутая вторая задняя поверхность проходит под острым углом к медианной плоскости вдоль второй главной режущей кромки, так что вторая задняя поверхность образует отрицательный номинальный задний угол. Первая главная режущая кромка расположена внутри утопленной периферийной суженной части, если смотреть со стороны первой поверхности, а вторая главная режущая кромка расположена внутри утопленной периферийной суженной части, если смотреть со стороны второй поверхности.
Главная режущая кромка, расположенная внутри утопленной периферийной суженной части, если смотреть со стороны первой или второй поверхности, означает, что соответствующая главная режущая кромка расположена ближе к центру режущей пластины, чем утопленная периферийная суженная часть. Таким образом, повышенная стойкость к образованию трещин и разрушению всей режущей пластины достигается посредством расположения первой главной режущей кромки внутри утопленной периферийной суженной части. Более конкретно, утопленная периферийная суженная часть режущей пластины обеспечивает подкрепляющее количество материала (корпуса режущей пластины), расположенное снаружи и под первой главной режущей кромкой, который повышает не только стойкость к образованию трещин в первой главной режущей кромке (делая ее прочнее), но также стойкость к распространению трещин за утопленную периферийную суженную часть к второй (нижней) поверхности режущей пластины. Другими словами, трещины, которые все-таки могут появляться, если первая главная режущая кромка подвергается чрезмерному износу и/или большим усилиям резания во время фрезерования заплечиков, не приводят к повреждению/разрушению всей режущей пластины. И поэтому вторая вспомогательная режущая кромка, зачищающая обрабатываемую поверхность, на нижней стороне режущей пластины, расположенная напротив первой главной режущей кромки, также останется неповрежденной, даже если на первой главной режущей кромке появятся трещины. Кроме того, соответствующее количество материала также предусмотрено снаружи и над второй главной режущей кромкой. Данный материал также обеспечивает повышенную стойкость к распространению трещин через утопленную периферийную суженную часть. Другими словами, вторая главная режущая кромка, которая расположена также внутри утопленной периферийной суженной части, обладает повышенной стойкостью к трещинам, которые могут возникать в первой вспомогательной кромке, зачищающей обрабатываемую поверхность, благодаря предотвращению их достижения нижней стороны режущей пластины и тем самым повреждения/разрушения всей режущей пластины. Таким образом, режущая пластина обладает повышенной стойкостью к трещинам, которые могут появляться, например, при фрезеровании наклонных поверхностей или плунжерном фрезеровании, когда первая вспомогательная режущая кромка, зачищающая обрабатываемую поверхность, подвергается чрезмерному износу и/или относительно большим усилиям резания. И поэтому вторая главная режущая кромка на нижней стороне, расположенная напротив первой вспомогательной режущей кромки, зачищающей обрабатываемую поверхность, также останется неповрежденной при таких условиях резания. Таким образом, режущая пластина остается неповрежденной и вышеупомянутая цель достигается не только при обычном фрезеровании заплечиков, но также и при фрезеровочных операциях, включающих фрезерование наклонных поверхностей и плунжерное фрезерование.
Таким образом, упомянутая режущая пластина выполнена с возможностью закрепления в гнезде инструмента для фрезерования заплечиков для резания в обрабатываемой детали заплечика под углом 90°, однако инструмент для фрезерования заплечиков может быть также использован для фрезерования наклонных поверхностей и плунжерного фрезерования, включающего подачу инструмента для фрезерования заплечиков в осевом направлении к обрабатываемой детали. Медианная плоскость представляет собой воображаемую плоскость, проходящую посередине между первой и второй поверхностями, которая пересекается с периферийной поверхностью. Главная режущая кромка проходит в осевом направлении инструмента для фрезерования заплечиков и приспособлена для резания заплечика под углом 90° или стенки в обрабатываемой детали, относительно вспомогательной режущей кромки, зачищающей обрабатываемую поверхность, которая проходит в радиальном направлении инструмента для фрезерования заплечиков и приспособлена для зачистки поверхности обрабатываемой детали, проходящей перпендикулярно осевому направлению инструмента для фрезерования заплечиков. Таким образом, треугольная форма режущей пластины для инструмента для фрезерования заплечиков может обеспечивать три индексируемых (и одинаковых) режущих кромки, расположенных на пересечении первой поверхности с периферийной поверхностью, причем каждая из упомянутых трех индексируемых режущих кромок проходит вдоль прямого (90°) угла режущей пластины, при этом три дополнительные индексируемые режущие кромки могут быть также расположены на пересечении второй поверхности с периферийной поверхностью. Другими словами, двухсторонняя и индексируемая треугольная режущая пластина предпочтительно может содержать всего шесть индексируемых режущих кромок, которые могут быть использованы для фрезерования заплечиков (включая фрезерование наклонных поверхностей/плунжерное фрезерование).
В соответствии с вариантом осуществления, первая задняя поверхность вдоль первой главной режущей кромки проходит под острым углом в пределах 83-87 градусов к медианной плоскости, и вторая задняя поверхность вдоль второй главной режущей кромки проходит под острым углом в пределах 83-87 градусов к медианной плоскости. Таким образом, для каждой из упомянутой первой и второй задней поверхности предусмотрен отрицательный номинальный задний угол в пределах 3-7 градусов. Это обеспечивает необходимое пространство для расположения главных режущих кромок внутри утопленной периферийной суженной части для достижения вышеупомянутой цели, при этом режущая пластина может быть закреплена под надлежащим боковым передним углом для обеспечения функционального заднего угла в инструменте для фрезерования заплечиков во время фрезерования (дополнительно описанного ниже).
В соответствии с вариантом осуществления, первый плоский суженный участок упомянутой утопленной периферийной суженной части проходит в плоскости, перпендикулярной медианной плоскости, у первой вспомогательной режущей кромки, зачищающей обрабатываемую поверхность, и второй главной режущей кромки, и второй плоский суженный участок упомянутой утопленной периферийной суженной части проходит в плоскости, перпендикулярной медианной плоскости, у второй вспомогательной режущей кромки, зачищающей обрабатываемую поверхность, и первой главной режущей кромки. Таким образом, первый и второй плоские суженные участки в утопленной периферийной суженной части обеспечивают соответствующие первую и вторую боковые опорные поверхности для поддержки режущей пластины, в частности, двухсторонней индексируемой режущей пластины, в гнезде инструмента для фрезерования заплечиков. Следовательно, это обеспечивает заданные (плоские) и защищенные (утопленные) первую и вторую боковые опорные поверхности для поддержки режущей пластины в гнезде инструмента для фрезерования заплечиков.
В соответствии с вариантом осуществления, первая вспомогательная режущая кромка, зачищающая обрабатываемую поверхность, проходит под углом к первому плоскому суженному участку, если смотреть со стороны первой поверхности, а вторая вспомогательная режущая кромка, зачищающая обрабатываемую поверхность, проходит под углом к второму плоскому суженному участку, если смотреть со стороны второй поверхности, таким образом, что первый и второй плоские суженные участки относительно первой и второй вспомогательных режущих кромок, зачищающих обрабатываемую поверхность, становятся более утопленными к углу режущей пластины. Другими словами, первая вспомогательная режущая кромка, зачищающая обрабатываемую поверхность, расположена под углом относительно первого плоского суженного участка и вторая вспомогательная режущая кромка, зачищающая обрабатываемую поверхность, расположена под углом относительно второго плоского суженного участка, чтобы образовать относительно более глубокие участки утопленной периферийной суженной части. Таким образом, первый и второй плоские суженные участки хорошо защищены от разрушительного износа во время фрезерования в области около угловых режущих кромок, где соответственно размещаются первая и вторая опорные поверхности для режущей пластины, поскольку первый и второй плоские суженные участки являются более утопленными вблизи угловых режущих кромок и становятся более пологими дальше от угловых режущих кромок.
В соответствии с вариантом осуществления, первая главная режущая кромка проходит под углом к второму плоскому суженному участку, если смотреть со стороны первой поверхности, и вторая главная режущая кромка проходит под углом к первому плоскому суженному участку, если смотреть со стороны второй поверхности, таким образом, что первая главная режущая кромка расположена на увеличивающемся расстоянии внутри второго плоского суженного участка в направлении к первой угловой режущей кромке, и вторая главная режущая кромка расположена на увеличивающемся расстоянии внутри первого плоского суженного участка в направлении к второй угловой режущей кромке. Таким образом, первая главная режущая кромка проходит внутри относительно второго плоского суженного участка, когда она проходит к первой угловой режущей кромке, при этом усилия резания поддерживаются посредством постепенно увеличивающейся массы режущей пластины, находящейся под первой главной режущей кромкой, повышая защиту от трещин и разрушения первой главной режущей кромки вблизи первой угловой режущей кромки. Кроме того, при фрезеровании наклонных поверхностей или плунжерном фрезеровании, при котором первая вспомогательная режущая кромка, зачищающая обрабатываемую поверхность, подвергается относительно большим усилиям резания, которые могут вызывать трещины в первой вспомогательной режущей кромке, зачищающей обрабатываемую поверхность, упомянутый угол второй главной режущей кромки относительно первого суженного участка обеспечивает улучшенную защиту от трещин, достигающих противоположной (нижней) второй главной режущей кромки и тем самым вызывающих разрушение всей режущей пластины.
В соответствии с вариантом осуществления, упомянутая режущая пластина содержит всего три режущих кромки такого же типа, как первая режущая кромка, проходящая вдоль линии пересечения первой поверхности с периферийной поверхностью, и три режущих кромки такого же типа, как вторая режущая кромка, проходящая вдоль линии пересечения второй поверхности с периферийной поверхностью. Таким образом, обеспечивается двухсторонняя и шестикратно индексируемая режущая пластина. Поскольку главная режущая кромка каждой из упомянутых шести режущих кромок расположена внутри соответствующей утопленной периферийной суженной части, в которой соответствующий суженный участок для каждой из шести режущих кромок обеспечивает повышенную стойкость к распространению трещин.
В соответствии с другим вариантом осуществления, упомянутый первый плоский суженный участок содержит первую плоскую опорную поверхность, выполненную с возможностью упора в осевую и/или радиальную опорную поверхность инструмента для фрезерования заплечиков, и упомянутый второй плоский суженный участок содержит вторую плоскую опорную поверхность, выполненную с возможностью упора в осевую и/или радиальную опорную поверхность инструмента для фрезерования заплечиков. Таким образом, упомянутая двухсторонняя режущая пластина приспособлена для прочного и точного осевого и/или радиального удерживания в гнезде под режущую пластину инструмента для фрезерования заплечиков, и упомянутые первая и вторая плоские опорные поверхности остаются неповрежденными в утопленной периферийной суженной части относительно задних поверхностей, поскольку первая и вторая опорные поверхности защищены от износа во время фрезерования.
Другой целью настоящего изобретения является создание инструмента для фрезерования заплечиков, который использует режущую пластину, содержащую режущие кромки на противоположных сторонах режущей пластины, обладающие повышенной стойкостью к образования трещин и разрушению режущей пластины. Таким образом, в соответствии с другим аспектом изобретения, данная цель достигается посредством инструмента для фрезерования заплечиков, содержащего корпус инструмента, снабженный гнездом под режущую пластину для приема режущей пластины, причем упомянутый инструмент для фрезерования заплечиков содержит режущую пластину в соответствии с любым из аспектов и/или вариантов осуществления, описанных в данном документе, расположенную в упомянутом гнезде под режущую пластину.
Как было описано выше, во время режущего контакта с обрабатываемой деталью, главные режущие кромки, расположенные внутри утопленной периферийной суженной части, повышают стойкость к образованию и распространению трещин через соседнюю утопленную периферийную суженную часть, и когда вспомогательные режущие кромки, зачищающие обрабатываемую поверхность, подвергаются износу или находятся в контакте с высокими усилиями резания с обрабатываемой деталью, трещины не будут распространяться через утопленную периферийную суженную часть на расположенную ниже неповрежденную главную режущую кромку, расположенную внутри утопленной периферийной суженной части. Таким образом, в упомянутом инструменте для фрезерования заплечиков также обеспечивается повышенная стойкость к трещинам и разрушению режущей пластины. А значит режущая пластина является более надежной/безопасной в эксплуатации благодаря сниженному риску повреждения/разрушения режущей пластины для более безопасного фрезерования, и упомянутую режущую пластину можно индексировать, когда рабочая режущая кромка изнашивается, в результате чего ранее нерабочая новая режущая кромка размещается для режущего контакта с обрабатываемой деталью.
Другие признаки и преимущества настоящего изобретения станут очевидными при изучении прилагаемой формулы изобретения и приведенного ниже подробного описания.
Краткое описание чертежей
Различные аспекты изобретения, включающие в частности конкретные признаки и преимущества, станут очевидными из примерных вариантов осуществления, описанных в приведенном ниже подробном описании, и сопроводительных чертежей, из которых:
Фиг.1A-1E показывают разные виды режущей пластины в соответствии с вариантом осуществления,
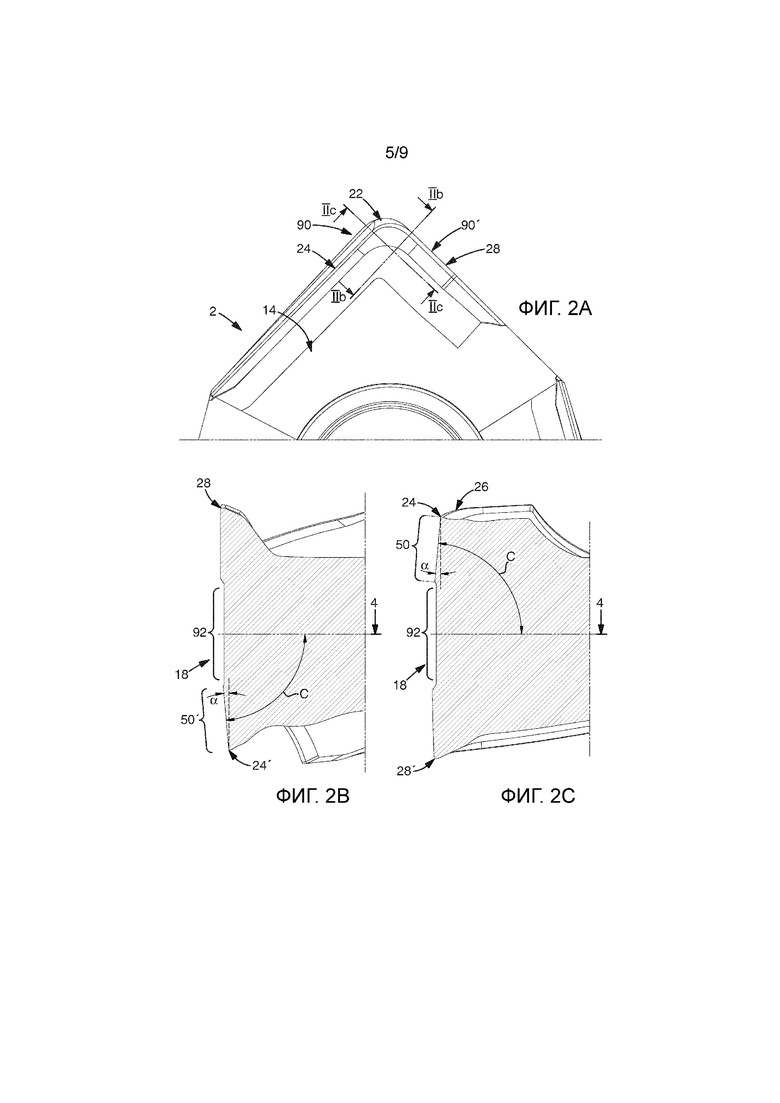
Фиг.2A показывает частичный вид сверху режущей пластины, показанной на фиг.1A-1E,
Фиг.2B и 2C показывают частичные разрезы режущей пластины по линиям IIb-IIb и IIc-IIc, показанным фиг.2A,
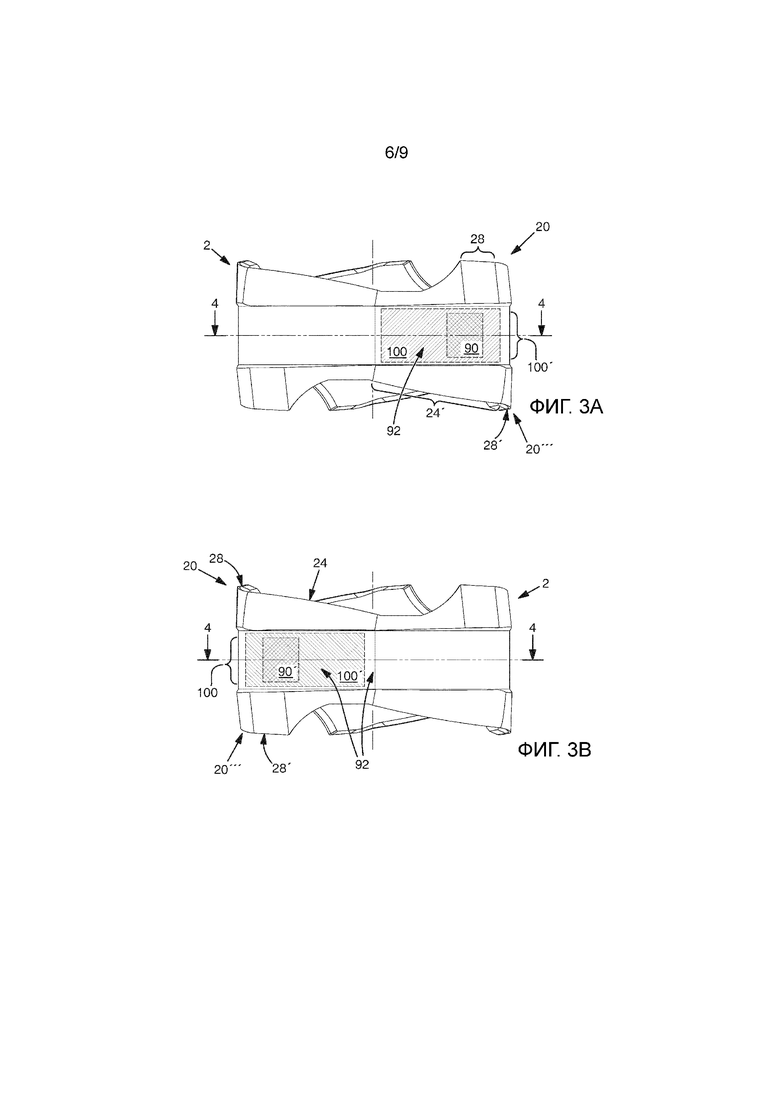
Фиг.3A и 3B показывают два разных вида сбоку режущей пластины в соответствии с фиг.1A-1E,
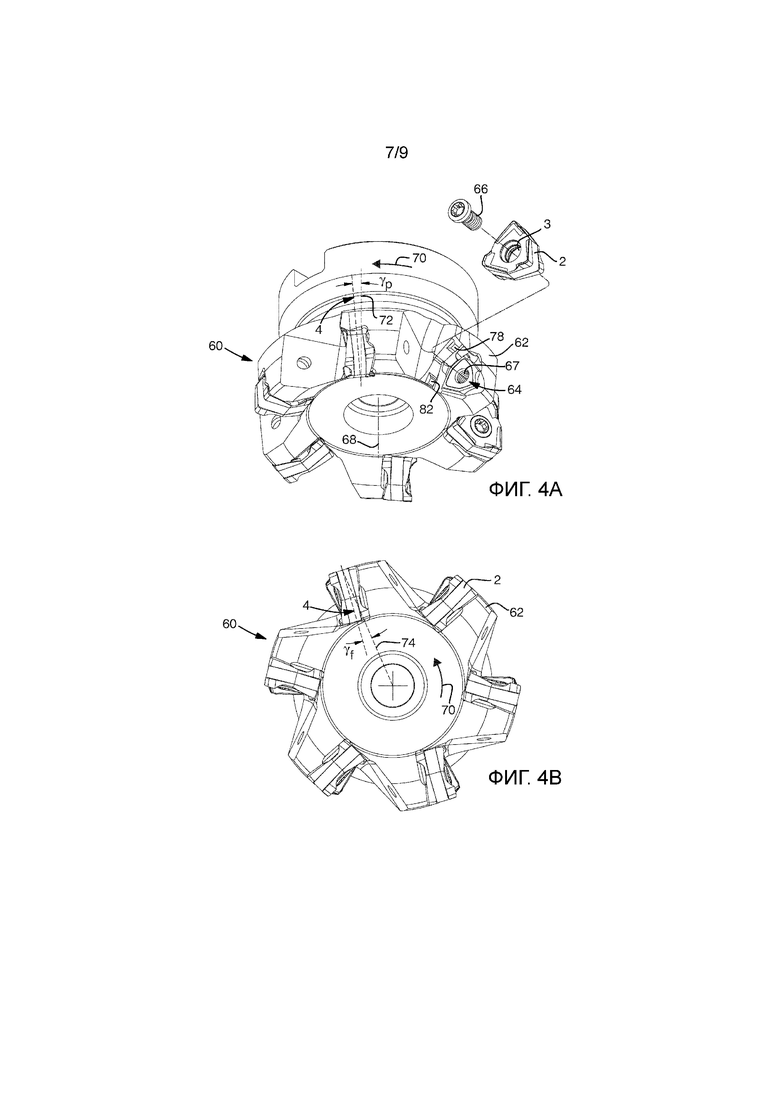
Фиг.4A и 4B показывают инструмент для фрезерования заплечиков в соответствии с вариантом осуществления,
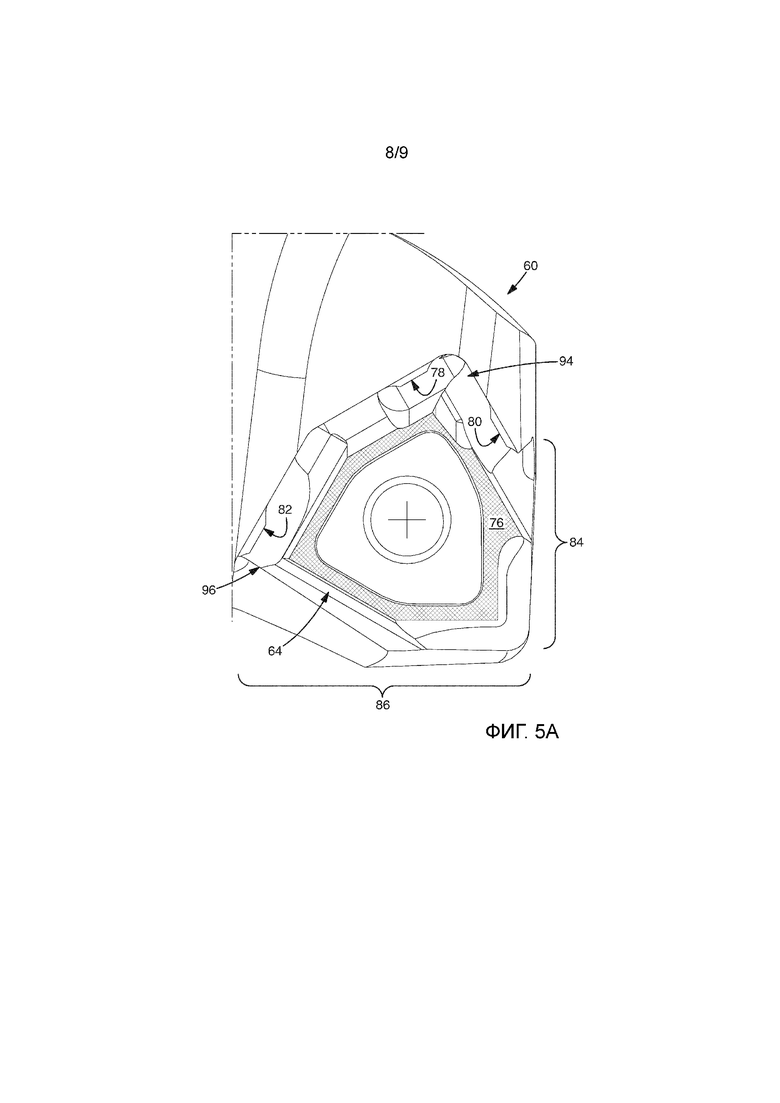
Фиг.5A показывает гнездо под режущую пластину инструмента для фрезерования заплечиков в соответствии с фиг.4A и 4B, и
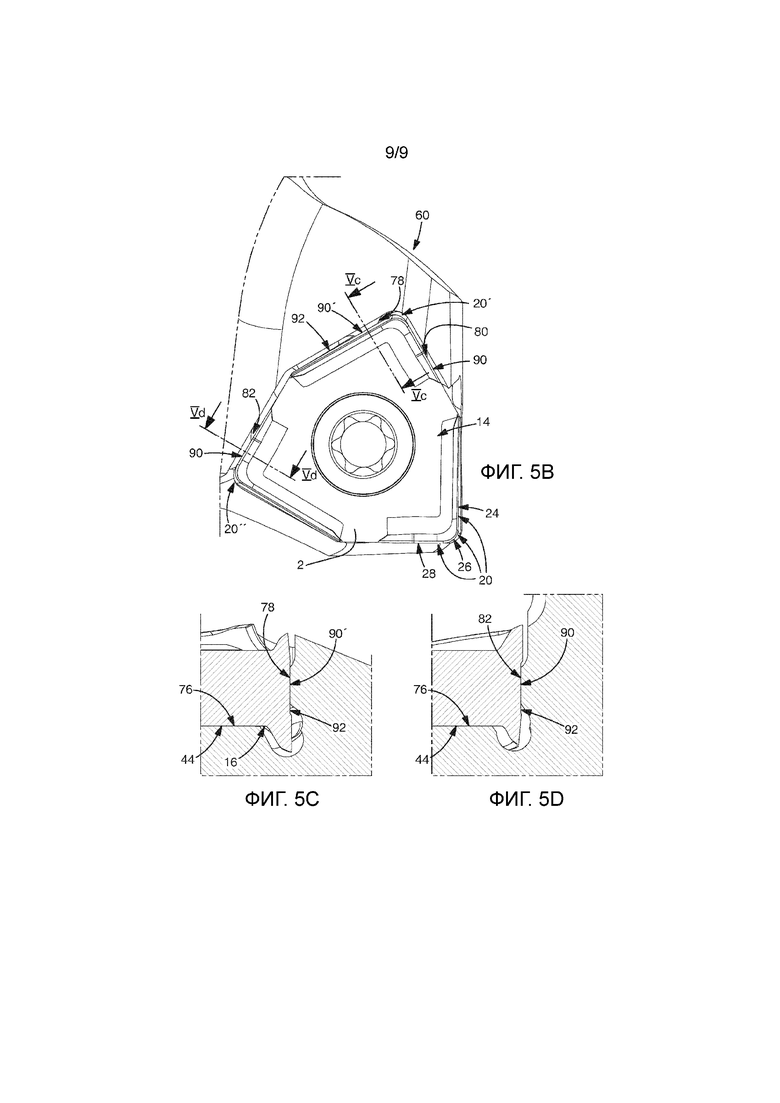
Фиг.5B-5D показывают гнездо под режущую пластину инструмента для фрезерования заплечиков с соответствии с фиг.4A и 4B с режущей пластиной, расположенной в гнезде под режущую пластину.
Подробное описание изобретения
Аспекты настоящего изобретения будут более подробно описаны ниже. На чертежах одинаковые ссылочные позиции относятся к одинаковым элементам. Для краткости и/или ясности общеизвестные функции или конструкции необязательно описаны подробно.
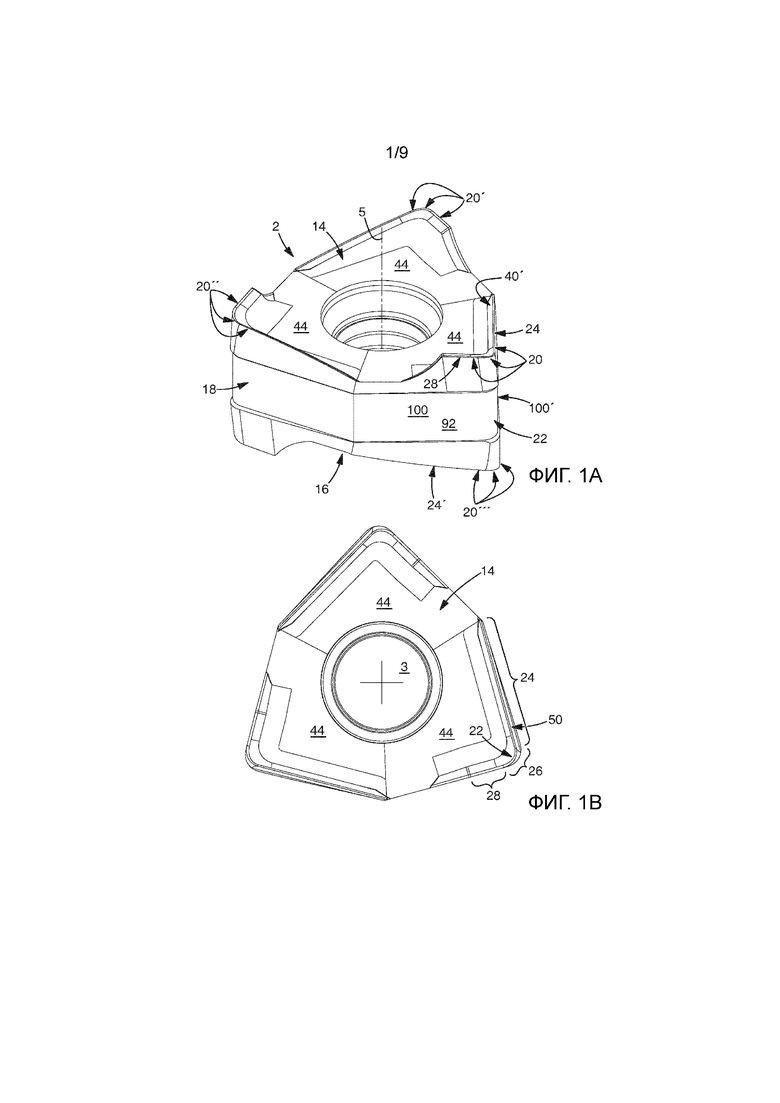
Фиг.1A-1E показывают разные виды режущей пластины 2 в соответствии с вариантом осуществления. Режущая пластина 2 приспособлена для использования в инструменте для фрезерования заплечиков. Однако режущая пластина 2 может быть также использована для фрезерования наклонных поверхностей или плунжерного фрезерования. Режущая пластина 2 двухстороння и шестикратно индексируемая, т.е. режущая пластина 2 содержит всего шесть одинаковых режущих кромок, так что режущая пластина 2 может быть закреплена в шести разных индексируемых положениях в гнезде под режущую пластину инструмента для фрезерования заплечиков, чтобы обеспечивать одну рабочую режущую кромку единовременно для фрезерования обрабатываемой детали. Режущая пластина 2 содержит сквозное отверстие 3 для прикрепления режущей пластины винтом к инструменту для фрезерования заплечиков, причем сквозное отверстие 3 проходит по центру через режущую пластину 2.
Режущая пластина 2 предпочтительно изготовлена из цементированного карбида, но может быть изготовлена из материала, содержащего, например, одно или более из керамики, кубического нитрида бора, поликристаллического алмаза и/или кермета. Режущая пластина 2 предпочтительно также покрыта поверхностным покрытием, например, таким как нитрид титана, карбонитрид титана и/или оксид алюминия.
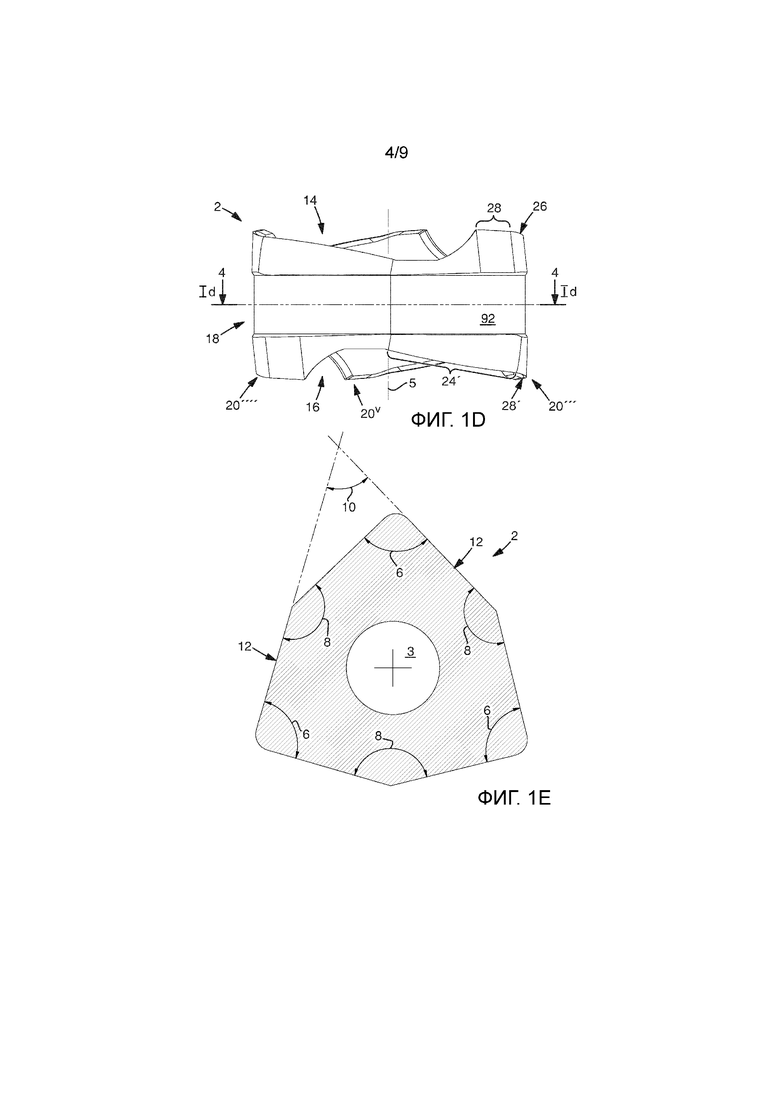
Режущая пластина 2 имеет треугольную форму, и воображаемая медианная плоскость 4 проходит через режущую пластину 2. Медианная плоскость 4 проходит перпендикулярно центральной оси 5 сквозного отверстия 3 режущей пластины 2. Фиг.1E показывает поперечное сечение режущей пластины 2 в медианной плоскости 4. Если смотреть со стороны медианной плоскости 4, упомянутая треугольная форма содержит три угла 6 под 90 градусов и три угла 8 под 150 градусов, между углами 6 под 90 градусов. Угол 10, образованный между сторонами 12 двух разных углов 6 под 90 градусов, равен 60 градусов.
Реальные углы режущей пластины могут отличаться вследствие производственных допусков. Во время операций штамповки и обжига при изготовлении режущей пластины образуются поверхности, причем некоторые поверхности после операции обжига подвергаются шлифованию. Поэтому углы между поверхностями, кромками и или плоскостями могут иметь разные производственные допуски.
Разные углы, приведенные в данном документе, могут быть равными приблизительно некоторому числу градусов. На практике число градусов в реальной режущей пластине может зависеть от производственных допусков, конкретной выбранной схемы режущей пластины и инструмента для фрезерования и/или конкретной части режущей пластины, требующей более жестких производственных допусков, включая относительно малые углы. Таким образом, в некоторых случаях примерный угол может на несколько градусов отличаться от заданного числа, например, в пределах ±3 градуса. Преимущество разных аспектов и/или вариантов осуществления изобретения представлены в пределах таких угловых диапазонов. Таким образом, вышеупомянутый угол под 90 градусов может рассматриваться как угол приблизительно равный 90 градусам, охватывающий углы в пределах диапазона 87-93 градусов, и углы (приблизительно) равные 150 градусам, могут охватывать углы в пределах диапазона 147-153 градусов, и углы (приблизительно) равные 60 градусам, могут охватывать углы в пределах диапазона 57-63 градусов.
Режущая пластина 2 содержит первую поверхность 14, вторую поверхность 16, противоположную первой поверхности 14, и периферийную поверхность 18, проходящую между первой поверхностью 14 и второй поверхностью 16. Первая и вторая поверхности 14, 16 проходят на противоположных сторонах медианной плоскости 4. Медианная плоскость 4 проходит посередине между первой и второй поверхностями 14, 16 и пересекается с периферийной поверхностью 18. Другими словами, медианная плоскость 4 делит режущую пластину 2 пополам.
Сквозное отверстие 3 проходит через режущую пластину от первой поверхности 14 до второй поверхности 16. Каждая из первой и второй поверхностей 14, 16 имеет треугольную форму, соответствующую треугольной форме медианной плоскости 4, описанной выше со ссылкой на фиг.1E. Углы медианной плоскости 4 и первой и второй поверхностей 14, 16 являются по существу выровненными.
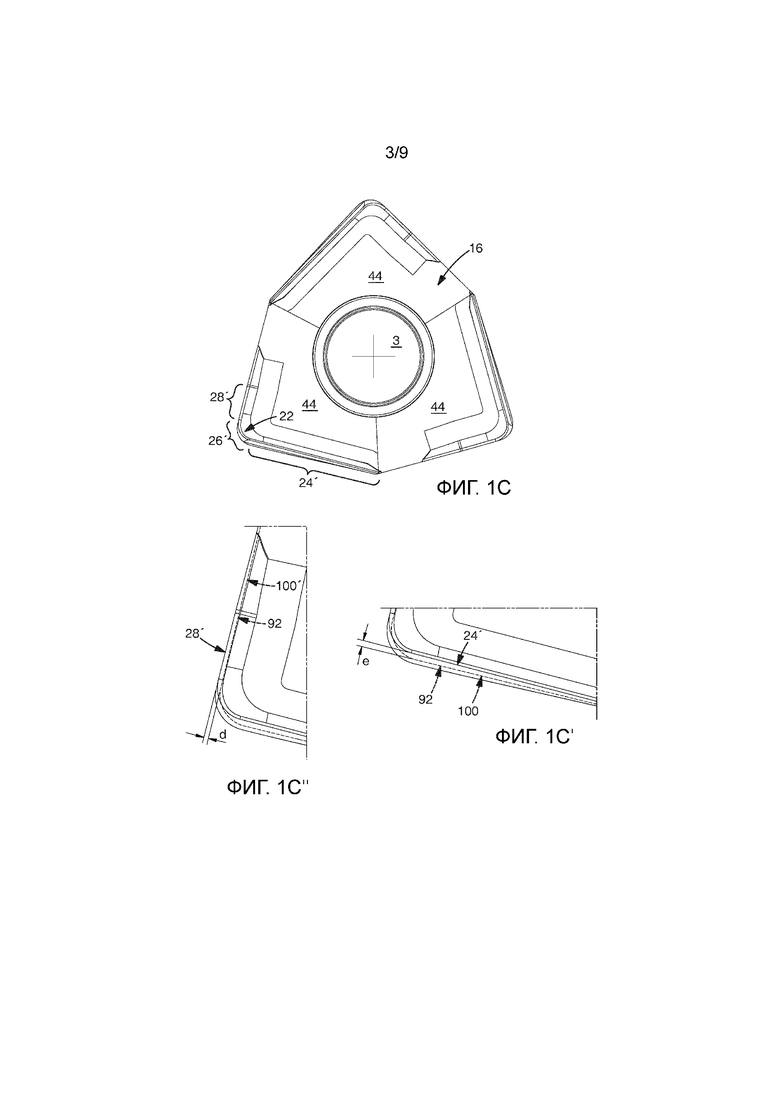
Режущая кромка 20 проходит вдоль линии пересечения первой поверхности 14 с периферийной поверхностью 18. Вторая режущая кромка 20''' проходит вдоль линии пересечения второй поверхности 16 с периферийной поверхностью 18. Первая режущая кромка 20, если смотреть со стороны первой поверхности 14, см. фиг.1B, проходит вдоль угла 22 режущей пластины 2. Вторая режущая кромка 20''', если смотреть со стороны второй поверхности 16, см. фиг.1C, также проходит вдоль угла 22 режущей пластины 2. Угол 22 режущей пластины 2 равен 90 градусам и расположен около одного из углов 6 под 90 градусов медианной плоскости 4, показанных на фиг.1E.
Первая режущая кромка 20 содержит три части: первую главную режущую кромку 24, первую угловую режущую кромку 26 и первую вспомогательную режущую кромку 28, зачищающую обрабатываемую поверхность. Первая главная режущая кромка 24 соединяется с первой угловой режущей кромкой 26, а первая угловая режущая кромка 26 соединяется с первой вспомогательной режущей кромкой 28, зачищающей обрабатываемую поверхность. Вторая режущая кромка 20''' содержит три части: вторую главную режущую кромку 24', вторую угловую режущую кромку 26' и вторую вспомогательную режущую кромку 28', зачищающую обрабатываемую поверхность, при этом вторая главная режущая кромка 24' соединяется с второй угловой режущей кромкой 26', а вторая угловая режущая кромка 26' соединяется с второй вспомогательной режущей кромкой 28', зачищающей обрабатываемую поверхность. Каждая из первой и второй угловых режущих кромок 26, 26' может иметь радиус закругления режущей пластины для образования стандартного радиуса закругления в обрабатываемой детали, такого как радиус, например, 0,8 мм, 1,2 мм или 1,6 мм.
Периферийная поверхность 18 содержит утопленную периферийную суженную часть 92, расположенную у медианной плоскости 4. Первая главная режущая кромка 24 расположена на противоположной стороне утопленной периферийной суженной части 92 относительно второй вспомогательной режущей кромки 28', зачищающей обрабатываемую поверхность, при этом первая вспомогательная режущая кромка 28, зачищающая обрабатываемую поверхность, расположена на противоположной стороне утопленной периферийной суженной части 92 относительно второй главной режущей кромки 24', см., например, фиг.1A, 1D и 3B.
Когда режущая пластина 2 расположена в инструменте для фрезерования заплечиков с первой режущей кромкой 20, приспособленной для резания, первая главная режущая кромка 24 продолжается в аксиальном направлении инструмента для фрезерования заплечиков и приспособлена для врезания в обрабатываемую деталь в радиальном направлении подачи инструмента для фрезерования заплечиков. Первая вспомогательная режущая кромка 28, зачищающая обрабатываемую поверхность, продолжается в радиальном направлении инструмента для фрезерования заплечиков и приспособлена для зачистки поверхности обрабатываемой детали, или резания в осевом направлении подачи инструмента для фрезерования заплечиков. При фрезеровании заплечиков в радиальном направлении подачи в обрабатываемой детали фрезеруют заплечик 90°, причем фрезерование наклонных поверхностей и плунжерное фрезерования также включает врезание в обрабатываемую деталь в осевом направлении подачи инструмента для фрезерования заплечиков. При фрезеровании заплечиков первая главная режущая кромка 24 обычно осуществляет основное врезание в обрабатываемую деталь, а первая вспомогательная режущая кромка 28, зачищающая обрабатываемую поверхность, осуществляет только неглубокое выравнивание обрабатываемой поверхности. Однако при фрезеровании наклонных поверхностей или плунжерном фрезеровании (включающем осевую подачу), первая вспомогательная режущая кромка 28, зачищающая обрабатываемую поверхность, осуществляет значительно более глубокое врезание в обрабатываемую деталь, в осевом направлении инструмента для фрезерования заплечиков, чем во время фрезерования заплечиков. Очевидно, что при фрезеровании наклонных поверхностей или плунжерном фрезеровании первая главная режущая кромка 24 может также врезаться в обрабатываемую деталь.
Когда режущая пластина 2 установлена в инструменте для фрезерования заплечиков так, что первая режущая кромка 20 является рабочей или приспособленной для резания, вторая режущая кромка 20''' обращена назад в направлении вращения инструмента для фрезерования заплечиков. Поэтому вторая режущая кромка 20''' является нерабочей и не входит в контакт с обрабатываемой деталью. Для того чтобы резать второй режущей кромкой 20''', необходимо извлечь режущую пластину 2 из инструмента для фрезерования заплечиков и повернуть так, чтобы вторая режущая кромка 20''' стала рабочей и была обращена вперед в направлении вращения инструмента для фрезерования заплечиков.
Ссылаясь на фиг.1A-1C, каждая из первой и второй поверхностей 14, 16 содержит плоскую центральную поверхность 44. По меньшей мере часть плоской центральной поверхности 44 образует опорную поверхность, когда первая или вторая поверхность 14, 16 обращена к гнезду под режущую пластину инструмента для фрезерования заплечиков. Соответственно, когда плоская центральная поверхность 44 упирается в опорную поверхность в гнезде под режущую пластину инструмента для фрезерования заплечиков, см. фиг.5. Соответственно, радиально внешняя часть плоской центральной поверхности 44 образует поверхность упора в нижнюю опорную поверхности в гнезде под режущую пластину инструмента для фрезерования заплечиков.
Фиг.2а показывает частичный вид сверху режущей пластины 2 соответствии с фиг.1A-1E. Фиг.2B и 2C показывают частичные разрезы режущей пластины 2 по линиям IIb-IIb и IIc-IIс, показанным на фиг.2A. Периферийная поверхность 18 содержит первую заднюю поверхность 50, проходящую вдоль первой главной режущей кромки 24. Первая задняя поверхность 50 проходит под острым углом с к медианной плоскости 4 вдоль первой главной режущей кромки 24, так что первая задняя поверхность 50 вдоль первой главной режущей кромки 24 образует отрицательный номинальный задний угол α. Периферийная поверхность 18 содержит вторую заднюю поверхность 50', проходящую вдоль второй главной режущей кромки 24'. Вторая задняя поверхность 50' проходит под острым углом с к медианной плоскости 4 вдоль второй главной режущей кромки 24', так что вторая задняя поверхность 50' образует отрицательный номинальный задний угол α.
Номинальный задний угол α представляет собой задний угол соответствующей задней поверхности 50, 50', измеряемый на самой режущей пластине 2, относительно нормали медианной плоскости 4. Функциональный задний угол образуется, когда режущую пластину 2 прикрепляют к инструменту для фрезерования заплечиков, см. фиг.4A и 4B. Функциональный задний угол всегда положительный и представляет собой задний угол между задней поверхностью режущей пластины и поверхностью обрабатываемой детали во время работы инструмента для фрезерования заплечиков.
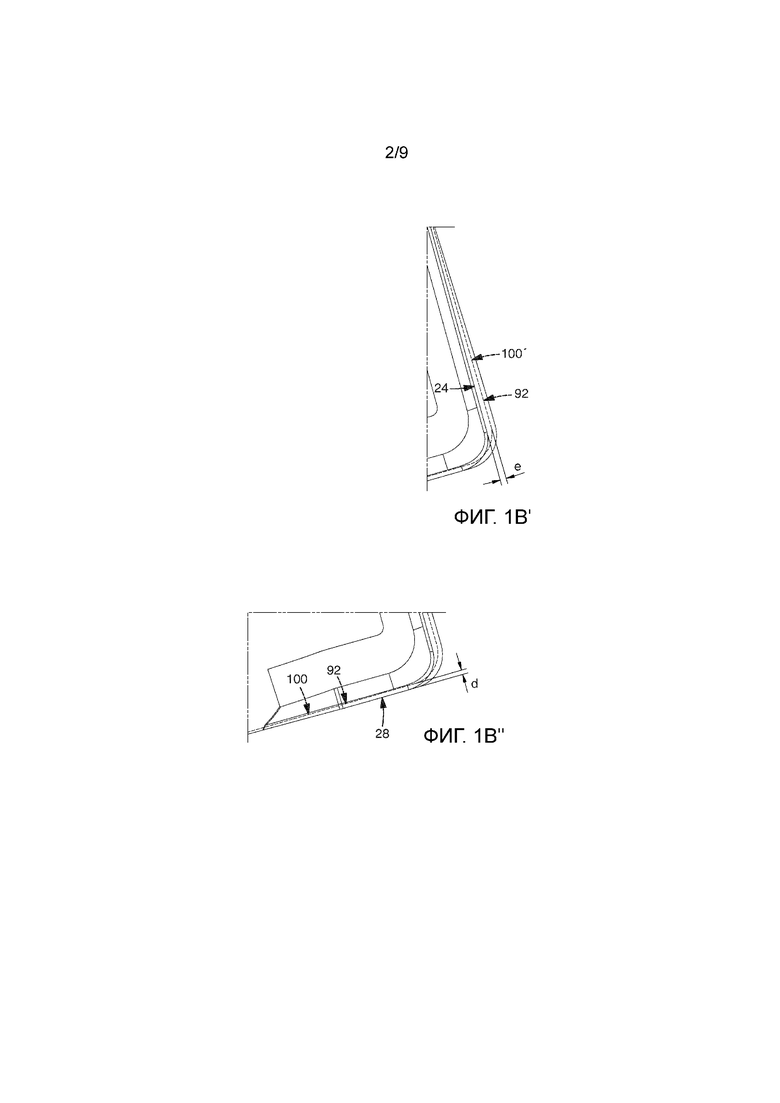
Первая главная режущая кромка 24 распложена внутри утопленной периферийной суженной части 92, если смотреть со стороны первой поверхности 14, см. фиг.1B. Более конкретно, в выделенном участке фиг.1B' утопленная периферийная суженная часть 92 показана пунктирной линией относительно первой главной режущей кромки 24. То есть если смотреть со стороны первой поверхности 14, то первая задняя поверхность 50 скрывает утопленную периферийную суженную часть 92. Вторая главная режущая кромка 24' расположена внутри утопленной периферийной суженной части 92, если смотреть со стороны второй поверхности 16, см. фиг.1C. Более конкретно, в выделенном участке фиг.1C' утопленная периферийная суженная часть 92 показана пунктирной линией относительно второй главной режущей кромки 24'. То есть если смотреть со стороны второй поверхности 16, то вторая задняя поверхность 50' скрывает утопленную периферийную суженную часть 92.
Таким образом, в медианной плоскости 4 режущая пластина 2 шире, чем на первой и второй главных режущих кромках 24, 24'. Следовательно, если во время резания первой режущей кромкой 20 будут образовываться трещины на первой главной режущей кромке 24, то такие трещины или разрушение первой главной режущей кромки 24 будет предотвращено посредством утопленной периферийной суженной части 92 и не будет склонно распространяться за утопленную периферийную суженную часть 92 на вторую вспомогательную режущую кромку 28', зачищающую обрабатываемую поверхность. Кроме того, если во время резания первой режущей кромкой 20 будут образовываться трещины в первой вспомогательной режущей кромке 28, зачищающей обрабатываемую поверхность, то такие трещины или разрушение первой вспомогательной режущей кромки 28, зачищающей обрабатываемую поверхность, будет предотвращено посредством утопленной периферийной суженной части 92 и не будет распространяться за утопленную периферийную суженную часть 92 на вторую главную режущую кромку 24'. Таким образом, как было описано выше, во время резания первой режущей кромкой 20 вторая вспомогательная режущая кромка 28', зачищающая обрабатываемую поверхность, и вторая режущая кромка 20''' остаются неповрежденными на режущей пластине. А значит вторая режущая кромка 20''' на второй торцевой поверхности 16 режущей пластины может быть использована, когда режущую пластину 2 поворачивают так, что вторая режущая кромка 20''' становится рабочей и приспособленной для режущего контакта с обрабатываемой деталью. Следовательно, предлагается надежная и долговечная индексируемая режущая пластина 2, в которой нерабочая режущая кромка 20-20V рядом с рабочей режущей кромкой 20-20V предохранена на режущей пластине 2.
Ссылаясь на фиг.2A-2C, в показанном варианте осуществления, первая задняя поверхность 50 вдоль первой главной режущей кромки 24 проходит под острым углом с в пределах 83-87 градусов к медианной плоскости 4. Вторая задняя поверхность 50' вдоль второй главной режущей кромки 24 проходит под острым углом с в пределах 83-87 градусов к медианной плоскости. Таким образом, для каждой из первой и второй главных режущих кромок 24, 24' предусмотрен отрицательный номинальный задний угол α в пределах 3-7 градусов. Более конкретно, в соответствии с данным вариантом осуществления, отрицательный номинальный задний угол α вдоль каждой из первой и второй главных режущих кромок 24, 24' равен 5 градусам, т.е. острый угол с приблизительно равен 85 градусам вдоль всей первой и второй главных режущих кромок 24, 24'.
При изготовлении режущей пластины 2, первая и вторая задние поверхности 50, 50', так же как и задние поверхности около первой и второй режущих кромок 28, 28', зачищающих обрабатываемую поверхность, могут быть образованы во время соответствующих шлифовальных операций. Кроме того, утопленная периферийная суженная часть 92 может быть образована во время шлифовальной операции. В соответствии с данными вариантами осуществления, высота утопленной периферийной суженной части 92, т.е. длина параллельно центральной оси 5 режущей пластины 2, больше, чем максимальная высота каждой из первой и второй задних поверхностей 50, 50', а также больше, чем максимальная высота каждой из задних поверхностей около первой и второй режущих кромок 28, 28' зачищающих обрабатываемую поверхность. Следовательно, в каждой из шлифовальных операций может быть использовано один и тот же шлифовальный круг.
Фиг.3A и 3B показывают два разных вида сбоку режущей пластины, показанной на фиг.1A-1E. В частности, показаны первая и вторая режущие кромки 20, 20''' вдоль медианной плоскости 4 с двух разных сторон режущей пластины 2.
Первый плоский суженный участок 100 утопленной периферийной суженной части 92 проходит в плоскости, перпендикулярной медианной плоскости 4 у первой вспомогательной режущей кромки 28, зачищающей обрабатываемую поверхность, и второй главной режущей кромки 24', см. также, например, фиг.1A. Второй плоский суженный участок 100' утопленной периферийной суженной части 92 проходит в плоскости у второй вспомогательной режущей кромки 28', зачищающей обрабатываемую поверхность, и первой главной режущей кромки 24. На фиг.3A и 3B плоские первый и второй суженные участки 100, 100' показаны заштрихованными участками.
Ссылаясь на фиг.1A-1E, первая и вторая главные 24, 24' и первая и вторая вспомогательные режущие кромки 28, 28', зачищающие обрабатываемую поверхность, проходят вдоль прямых линий, если смотреть со стороны первой и второй поверхности 14, 16, соответственно. В соответствии с показанным вариантом осуществления, первая вспомогательная режущая кромка 28, зачищающая обрабатываемую поверхность, проходит под углом d к первому плоскому суженному участку 100, если смотреть со стороны первой поверхности 14, см. выделенный участок фиг.1B''. Вторая вспомогательная режущая кромка 28', зачищающая обрабатываемую поверхность, проходит под углом d к второму плоскому суженному участку 100', если смотреть со стороны второй поверхности 16, см. выделенный участок фиг.1C''. Более конкретно, первый и второй плоские суженные участки 100, 100' продолжаются относительно первой и второй вспомогательных кромок 28, 28', зачищающих обрабатываемую поверхность, так, чтобы становиться более утопленными к углу 22 режущей пластины 2. Первая вспомогательная режущая кромка 28, зачищающая обрабатываемую поверхность, расположена снаружи утопленной периферийной суженной части 92 и первого плоского суженного участка 100, если смотреть со стороны первой поверхности 14, см. фиг.1B. Более конкретно, в выделенном участке фиг.1B'' утопленная периферийная суженная часть 92 показана пунктирной линией относительно первой вспомогательной режущей кромки 28, зачищающей обрабатываемую поверхность. То есть в виде со стороны первой поверхности 14, первая вспомогательная режущая кромка 28, зачищающая обрабатываемую поверхность, скрывает утопленную периферийную суженную часть 92 и первый суженный участок 100. Вторая вспомогательная режущая кромка 28', зачищающая обрабатываемую поверхность, расположена снаружи утопленной периферийной суженной части 92 и второго суженного участка 100', если смотреть со стороны второй поверхности 16, см. фиг.1C. Более конкретно, в выделенном участке фиг.1C'' утопленная периферийная суженная часть 92 показана пунктирной линией относительно второй вспомогательной режущей кромки 28', зачищающей обрабатываемую поверхность. То есть в виде со стороны второй поверхности 16, вторая вспомогательная режущая кромка 28', зачищающая обрабатываемую поверхность, скрывает утопленную периферийную суженную часть 92 и второй суженный участок 100'.
В соответствии с показанными вариантами осуществления, угол d может быть равен 0,9 градусов. В соответствии с альтернативными вариантами осуществления, угол d может находиться в пределах 0,5-1,5 градусов. Как было описано выше, когда первая вспомогательная режущая кромка 28, зачищающая обрабатываемую поверхность, расположена для режущего контакта с обрабатываемой деталью, вторая главная режущая кромка 24', расположенная за первой вспомогательной режущей кромкой 28, зачищающей обрабатываемую поверхность, размещается внутри утопленной периферийной суженной части 92 и соответственно защищена за утопленной периферийной суженной частью 92 в случае трещин или разрушений вспомогательной режущей кромки 28, 28', зачищающей обрабатываемую поверхность.
В соответствии с вариантом осуществления, первая главная режущая кромка 24 проходит под углом е к второму плоскому суженному участку 100', если смотреть со стороны первой поверхности 14, см. выделенный участок фиг.1B'. Вторая главная режущая кромка 24' проходит под углом е к первому плоскому суженному участку 100, если смотреть со стороны второй поверхности 16, см. выделенный участок фиг.1C'. Таким образом, первая главная режущая кромка 24 расположена на постепенно увеличивающемся расстоянии внутри утопленной периферийной суженной части 92 и первого плоского суженного участка 10 в направлении к первой угловой режущей кромке 26. Таким образом, во время резания первой режущей кромкой 20, первая главная режущая кромка 24 больше поддерживается посредством корпуса режущей пластины 2 около первой угловой режущей кромки 26, там где усилия резания на первую главную режущую кромку 24 с большей вероятностью вызывают разрушение режущей пластины. Кроме того, вторая главная режущая кромка 24' расположена на постепенно увеличивающемся расстоянии внутри утопленной периферийной суженной части 92 и первого плоского суженного участка 100 в направлении к второй угловой режущей кромке 26'. Таким образом, во время резания первой режущей кромкой 20, вторая главная режущая кромка 24' больше защищена посредством утопленного суженного участка 92 около второй угловой режущей кромки 26', где усилия резания на первую вспомогательную режущую кромку 28, зачищающую обрабатываемую поверхность, с большей вероятностью вызывают разрушение режущей пластины, чем на расстоянии от второй угловой режущей кромки 26'.
В соответствии с показанным вариантом осуществления, угол е может быть равен 0,8 градусов. В соответствии с альтернативными вариантами осуществления, угол е может находиться в пределах 0,5-1,5 градусов.
Режущая пластина 2 представляет собой двухстороннюю, шестикратно индексируемую режущую пластину. Соответственно, режущая пластина 2 содержит всего три режущие кромки 20, 20', 20'' такого же типа, как первая режущая кромка 20, проходящая вдоль линии пересечения первой поверхности 14 с периферийной поверхностью 18. Кроме того, три режущие кромки 20''', 20'''', 20V такого же типа, как вторая режущая кромка 20''', проходят вдоль линии пересечения второй поверхности 16 с периферийной поверхностью 18. Поскольку главная режущая кромка каждой из шести режущих кромок 20-20V расположена внутри соответствующей утопленной периферийной суженной части 92, каждая из шести режущих кромок 20-20V пригодна для использования, даже если режущая кромка на противоположной стороне режущей кромки будет изношена и сломана.
Ссылаясь на фиг.3A и 3B, в соответствии с показанным вариантом осуществления, первый плоский суженный участок 100 содержит или образует первую опорную поверхность 90, выполненную с возможностью упора в осевую и/или радиальную опорную поверхность инструмента для фрезерования заплечиков. Второй плоский суженный участок 100' также содержит или образует вторую опорную поверхность 90', выполненную с возможностью упора в осевую и/или радиальную опорную поверхность инструмента для фрезерования заплечиков. Таким образом, режущая пластина 2 приспособлена для осевого и/или радиального удерживания в гнезде под режущую пластину инструмента для фрезерования заплечиков посредством его осевой и/или радиальной опорных поверхностей, упирающихся в первую и/или вторую плоские опорные поверхности 90, 90' первого и второго плоских суженных участков 100, 100', когда индексируемые режущие кромки 20', 20'', 20'''', 20V размещают так, чтобы быть рабочими в гнезде под режущую пластину для режущего контакта с обрабатываемой деталью. См. также ниже со ссылкой на фиг.4A, 4B и фиг.5.
Первый и второй плоские суженные участки 100, 100' проходят под углом 90 градусов друг к другу около первой режущей кромки 20. Таким образом, первая и вторая плоские опорные поверхности 90, 90' также проходят под углом 90 градусов друг к другу.
Во время резания режущей пластиной 2 в инструменте для фрезерования заплечиков первая и вторая плоские опорные поверхности 90, 90' хорошо защищены около первого и второго плоских суженных участков 100, 100', т.е. в пределах утопленной периферийной суженной части 92. На фиг.3A и фиг.3B пример первой и второй плоских опорных поверхностей 90, 90' показан перекрестной штриховкой. Первая и вторая опорные поверхности 90, 90' образуют часть первого и второго плоских суженных участков 100, 100' и на практике первая и вторая плоские опорные поверхности 90, 90' могут не отличаться от остальных первого и второго плоских суженных участков 100, 100'. Первый и второй плоские суженные участки 100, 100' образуют углубления в режущей пластине 2 у медианной плоскости 4. Другими словами, первая и вторая плоские опорные поверхности 100, 100' вдоль первой главной режущей кромки 24 и второй вспомогательной режущей кромки 28', зачищающей обрабатываемую поверхность, и вдоль второй главной режущей кромки 24' и первой вспомогательной режущей кромки 28, зачищающей обрабатываемую поверхность, утоплены относительно первой и второй задних поверхностей 50, 50'.
Фиг.4A и 4B показывают инструмент 60 для фрезерования заплечиков в соответствии с вариантом осуществления. Инструмент 60 для фрезерования заплечиков содержит корпус 62 инструмента, снабженный гнездом 64 под режущую пластину для приема вышеописанной режущей пластины 2. Инструмент 60 для фрезерования заплечиков содержит режущую пластину 2, расположенную в гнезде 64 под режущую пластину. Режущую пластину 2 прикрепляют к корпусу 62 инструмента в гнезде 64 под режущую пластину посредством винта 66, проходящего через сквозное отверстие 3 режущей пластины 2. Винт 66 входит в зацепление с внутренней резьбой 67 в корпусе 62 инструмента. Могут быть использованы другие средства прикрепления режущей пластины 2 к инструменту 60 для фрезерования заплечиков.
Инструмент 60 для фрезерования заплечиков обычно содержит больше одной режущей пластины 2. В данном варианте осуществления, инструмент 60 для фрезерования заплечиков содержит шесть режущих пластин 2, расположенных в шести гнездах 64 под режущие пластины корпуса 62 инструмента. Инструмент 60 для фрезерования заплечиков выполнен с возможностью вращения вокруг центральной оси 68 вращения в направлении, показанном стрелкой 70, при этом режущая пластина 2 приспособлена для врезания в обрабатываемую деталь главной режущей кромкой, проходящей в осевом направлении и вспомогательной режущей кромкой, зачищающей обрабатываемую поверхность, проходящей в радиальном направлении инструмента для фрезерования заплечиков. Инструмент 60 для фрезерования заплечиков может быть также использован для плунжерного фрезерования, т.е. фрезерования в осевом направлении инструмента 60 для фрезерования заплечиков. Упомянутый только в качестве примера, инструмент 60 для фрезерования заплечиков может иметь диаметр в пределах 32-250 мм. Очевидно, что количество гнезд под режущие пластины и режущих пластин 2 может отличаться в зависимости, например, от диаметра инструмента для фрезерования заплечиков и/или рабочих условий, таких как, например, устойчивость при работе, потребляемая электроэнергия и материал обрабатываемой детали.
В соответствии с показанным вариантом осуществления, гнездо 64 под режущую пластину приспособлено для обеспечения отрицательного осевого переднего угла γρ для медианной плоскости 4 режущей пластины 2, расположенной в гнезде 64 под режущую пластину. Таким образом, гнездо 64 под режущую пластину приспособлено для обеспечения отрицательного осевого переднего угла γρ в пределах 1-11 градусов, точнее 4-8 градусов, или приблизительно 6 градусов. Отрицательный осевой передний угол γρ измеряют между медианной плоскостью 4 режущей пластины 2 и линией 72, проходящей параллельно оси 68 вращения (осевому направлению инструмента для фрезерования заплечиков), и обеспечивает осевой задний угол между задней поверхностью вспомогательной режущей кромки, зачищающей обрабатываемую поверхность, и обрабатываемой деталью во время фрезерования.
В соответствии с данным вариантом осуществления, гнездо 64 под режущую пластину приспособлено также к обеспечению отрицательного радиального переднего угла γf для медианной плоскости 4 режущей пластины 2, расположенной в гнезде 64 под режущую пластину. Гнездо 64 под режущую пластину приспособлено для обеспечения отрицательного радиального переднего угла γf в пределах 8-20 градусов, точнее в пределах 11-17 градусов или приблизительно равного 14 градусов. Отрицательный радиальный передний угол γf измеряется между медианной плоскостью 4 режущей пластины 2 и радиально проходящей линией 74 от оси 68 вращения (радиального направления инструмента для фрезерования заплечиков). В сочетании с номинальным отрицательным задним углом α главной режущей кромки 24, описанным выше со ссылкой на фиг.2B и 2C, функциональный положительный задний угол главной режущей кромки образован посредством радиального переднего угла γf. Например, примерный отрицательный задний угол α, приблизительно равный 5 градусам, и отрицательный радиальный передний угол γf, приблизительно равный 14 градусам, обеспечивают функциональный задний угол главной режущей кромки, приблизительно равный 9 градусам.
Фиг.5A показывает гнездо 64 под режущую пластину инструмента 60 для фрезерования заплечиков, показанного на фиг.4A и 4B. Гнездо 64 под режущую пластину содержит нижнюю опорную поверхность 76, первую боковую опорную поверхность 78, вторую боковую опорную поверхность 80 и третью боковую опорную поверхность 82. Первая и вторая боковые опорные поверхности 78, 82 показаны также на фиг.4A. Нижняя опорная поверхность 76 показана на фиг.5 в виде заштрихованной поверхности. Как можно видеть, нижняя опорная поверхность 76 предусматривает выпуклый периферийный участок в нижней части гнезда 64 под режущую пластину для прочного удерживания на периферии плоской центральной поверхности 44 режущей пластины 2, см. фиг.1A-1C. Гнездо 64 под режущую пластину, очевидно, содержит радиальное отверстие 84 для раскрытия рабочей главной режущей кромки режущей пластины, при закреплении в гнезде 64 под режущую пластину, и осевое отверстие 86 для раскрытия рабочей вспомогательной режущей кромки, зачищающей обрабатываемую поверхность, режущей пластины.
Первая опорная поверхность 78, вторая опорная поверхность 80 и третья опорная поверхность 82 расположены под углом 90 градусов к нижней опорной поверхности 76. Первая и вторая опорные поверхности 78, 80 расположены под углом 90 градусов друг к другу в конце гнезда 64 под режущую пластину, противоположном осевому отверстию 86, а третья опорная поверхность 82 расположена в конце гнезда 64 под режущую пластину рядом с осевым отверстием 86. Первая опорная поверхность 78 обращена к радиальному отверстию 84. Вторая опорная поверхность 80 обращена от радиального отверстия 84. Третья опорная поверхность 82 обращена к радиальному отверстию 84.
Фиг.5B-5D показывают гнездо 64 под режущую пластину инструмента 60 для фрезерования заплечиков, показанного на фиг.4A и 4B, с режущей пластиной 2, расположенной в гнезде 64 под режущую пластину. Фиг.5C показывает разрез инструмента 60 для фрезерования заплечиков по линии Vc-Vc, показанной на фиг.5A. Фиг.5D показывает разрез инструмента 60 для фрезерования заплечиков по линии Vd-Vd, показанной на фиг.5A.
Режущая пластина 2 расположена так, что по меньшей мере часть гладкой опорной поверхности 44, см. фиг.1C, упирается в нижнюю опорную поверхность 76 гнезда 64 под режущую пластину. Соответствующие первая и вторая опорные поверхности 90, 90' режущей пластины 2, см. фиг.3A и 3B, на нерабочих рабочих кромках 20', 20'', упираются в первую опорную поверхность 78, второй опорной поверхности 80 и третьей опорной поверхности 82.
При использовании инструмента 60 для фрезерования заплечиков первая и вторая боковые опорные поверхности 78, 80 образуют осевые опорные поверхности для режущей пластины, первая и третья боковые опорные поверхности 78, 82 образуют радиальные опорные поверхности для режущей пластины и нижняя опорная поверхность 76 образует касательную опорную поверхность для режущей пластины.
Ссылаясь на фиг.4A-5D, из шести режущих кромок режущей пластины 2 только одна является рабочей или приспособленной для режущего контакта с обрабатываемой деталью. Значит первая режущая кромка 20 приспособлена для режущего контакта и поэтому называется рабочей режущей кромкой. Таким образом, радиальное отверстие 84 раскрывает рабочую первую главную режущую кромку 24, а осевое отверстие 86 раскрывает рабочую первую вспомогательную режущую кромку 28, зачищающую обрабатываемую поверхность. Естественно, рабочая первая угловая режущая кромка 26 также раскрыта для операции резания с обрабатываемой деталью. Две другие режущие кромки 20', 20'', на первой поверхности 14 находятся в нерабочих положениях. Некоторые из первой и второй опорных поверхностей 90, 90' на других двух режущих кромках 20', 20'' упираются в первую, вторую и третью боковые опорные поверхности 78, 80, 82. Более конкретно, вторая опорная поверхность 90' на первой главной режущей кромке нерабочей режущей кромки 20' упирается в первую боковую опорную поверхность 78, см. фиг.5C, а первая опорная поверхность 90 на вспомогательной режущей кромке, зачищающей обрабатываемую поверхность, нерабочей режущей кромки 20' упирается во вторую боковую опорную поверхность 80. Первая опорная поверхность 90 на вспомогательной режущей кромке, зачищающей обрабатываемую поверхность, нерабочей режущей кромки 20'' упирается в третью боковую опорную поверхность 82, см. фиг.5D.
Как было описано выше, главные режущие кромки 24 шести режущих кромок 20-20V расположены внутри утопленной периферийной суженной части 92 так, что трещины в главной режущей кромке 24 режущей кромки, расположенной в режущем контакте с обрабатываемой деталью, не распространяются за утопленную периферийную суженную часть 92 на расположенную ниже режущую кромку, и так что трещины в соответствующей вспомогательной режущей кромке, зачищающей обрабатываемую поверхность, режущей кромки, расположенной в режущем контакте с обрабатываемой деталью, не распространяются за утопленную периферийную суженную часть 92 на главную режущую кромку расположенной ниже режущей кромки.
Поскольку первая и вторая опорные поверхности 90, 90' на соответствующих режущих кромках 20-20V расположены на утопленной периферийной суженной части, первая и вторая опорные поверхности 90, 90' сравнительно хорошо защищены в случае износа режущих кромок 20-20V. Таким образом, первая и вторая опорные поверхности 90, 90' могут служить в качестве опорных поверхностей в гнезде 64 под режущую пластину, даже если соседняя режущая кромка 20 изношена или разрушена во время первоначального использования в рабочем положении в гнезде 64 под режущую пластину.
Необходимо понимать, что вышеизложенное поясняет разные примерные варианты осуществления и что изобретение определяется только прилагаемой формулой. Специалисту в данной области техники будет понятно, что упомянутые примерные варианты осуществления могут быть модифицированы и что различные признаки примерных вариантов осуществления могут быть объединены для создания других вариантов осуществления, отличающихся от описанных в данном документе, без отхода от объема настоящего изобретения, определяемого прилагаемой формулой изобретения.
Группа изобретений относится к обработке материалов резанием и может быть использована для фрезерования заплечиков. Режущая пластина имеет треугольную форму и содержит первую поверхность, вторую поверхность и проходящую между ними периферийную поверхность. Периферийная поверхность содержит утопленную периферийную суженную часть и первую и вторую задние поверхности, проходящие вдоль первой и второй главных режущих кромок. Каждая из первой и второй задних поверхностей образует отрицательный номинальный задний угол. Каждая из первой и второй главных режущих кромок расположена внутри утопленной периферийной суженной части, если смотреть со стороны первой и второй поверхностей соответственно. Повышается стойкость инструмента. 2 н. и 5 з.п. ф-лы, 5 ил.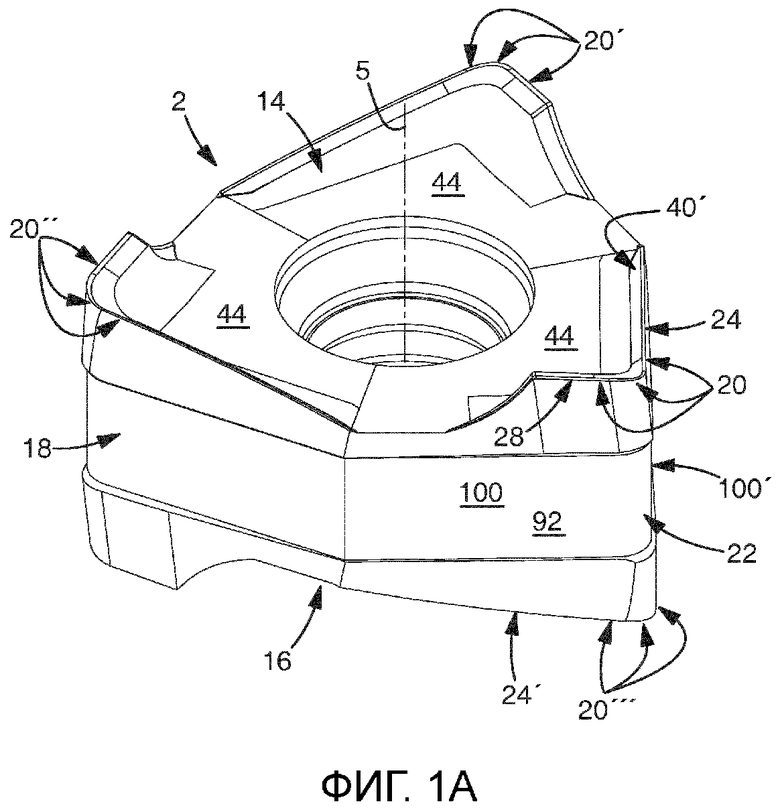
1. Режущая пластина (2) для инструмента (60) для фрезерования заплечиков, причем режущая пластина (2) имеет треугольную форму и медианную плоскость (4), проходящую через режущую пластину (2), причем режущая пластина (2) содержит первую поверхность (14), вторую поверхность (16) и периферийную поверхность (18), проходящую между первой поверхностью (14) и второй поверхностью (16), причем первая и вторая поверхности (14, 16) проходят на противоположных сторонах медианной плоскости (4), при этом
режущая пластина (2) содержит первую режущую кромку (20), проходящую вдоль линии пересечения первой поверхности (14) с периферийной поверхностью (18), и вторую режущую кромку (20'''), проходящую вдоль линии пересечения второй поверхности (16) с периферийной поверхностью (18), причем первая и вторая режущие кромки (20, 20'''), если смотреть со стороны первой и второй поверхностей (14, 16) соответственно, проходят вдоль угла (22) режущей пластины (2), при этом
первая режущая кромка (20) содержит первую главную режущую кромку (24), первую угловую режущую кромку (26) и первую вспомогательную режущую кромку (28), зачищающую обрабатываемую поверхность, причем первая главная режущая кромка (24) соединена с первой угловой режущей кромкой (26), а первая угловая режущая кромка (26) соединена с первой вспомогательной режущей кромкой (28), зачищающей обрабатываемую поверхность, при этом
вторая режущая кромка (20''') содержит вторую главную режущую кромку (24'), вторую угловую режущую кромку (26') и вторую вспомогательную режущую кромку (28'), зачищающую обрабатываемую поверхность, причем вторая главная режущая кромка (24') соединена со второй угловой режущей кромкой (26'), а вторая угловая режущая кромка (26') соединяется со второй вспомогательной режущей кромкой (28'), зачищающей обрабатываемую поверхность, при этом
периферийная поверхность (18) содержит утопленную периферийную суженную часть (82), расположенную у медианной плоскости (4), и при этом
первая главная режущая кромка (24) расположена на противоположной стороне утопленной периферийной суженной части (92) относительно второй вспомогательной режущей кромки (28'), зачищающей обрабатываемую поверхность, а первая вспомогательная режущая кромка (28), зачищающая обрабатываемую поверхность, расположена на противоположной стороне утопленной периферийной суженной части (92) относительно второй главной режущей кромки (24'),
отличающаяся тем, что
периферийная поверхность (18) содержит первую заднюю поверхность (50), проходящую вдоль первой главной режущей кромки (24), причем первая задняя поверхность (50) проходит под острым углом (с) к медианной плоскости (4) вдоль первой главной режущей кромки (24, 24'), так что первая задняя поверхность (50) образует отрицательный номинальный задний угол (α), при этом
периферийная поверхность (18) содержит вторую заднюю поверхность (50'), проходящую вдоль второй главной режущей кромки (24'), причем вторая задняя поверхность (50') проходит под острым углом (с) к медианной плоскости (4) вдоль второй главной режущей кромки (24'), так что вторая задняя поверхность (50') образует отрицательный номинальный задний угол (α), при этом
первая главная режущая кромка (24) расположена внутри утопленной периферийной суженной части (92), если смотреть со стороны первой поверхности (14), и при этом
вторая главная режущая кромка (24') расположена внутри утопленной периферийной суженной части (92), если смотреть со стороны второй поверхности (16),
причем первая задняя поверхность (50) вдоль первой главной режущей кромки (24) проходит под острым углом (с) в пределах 83-87 градусов к медианной плоскости (4), и
вторая задняя поверхность (50') вдоль второй главной режущей кромки (24) проходит под острым углом (с) в пределах 83-87 градусов к медианной плоскости (4).
2. Режущая пластина (2) по п. 1, в которой первый плоский суженный участок (100) утопленной периферийной суженной части (92) проходит в плоскости перпендикулярно медианной плоскости (4) у первой вспомогательной режущей кромки (28), зачищающей обрабатываемую поверхность, и второй главной режущей кромки (24'), и
второй плоский суженный участок (100') утопленной периферийной суженной части (92) проходит в плоскости перпендикулярно медианной плоскости (4) у второй вспомогательной режущей кромки (28'), зачищающей обрабатываемую поверхность, и первой главной режущей кромки (24).
3. Режущая пластина (2) по п. 2, в которой первая вспомогательная режущая кромка (28), зачищающая обрабатываемую поверхность, проходит под углом (d) к первому плоскому суженному участку (100), если смотреть со стороны первой поверхности (14), при этом
вторая вспомогательная режущая кромка (28'), зачищающая обрабатываемую поверхность, проходит под углом (d) к второму плоскому суженному участку (100'), если смотреть со стороны второй поверхности (16), таким образом, что первый и второй плоские суженные участки (100, 100') относительно первой и второй вспомогательных кромок (28, 28'), зачищающих обрабатываемую поверхность, расположены более утопленно к углу (22) режущей пластины.
4. Режущая пластина (2) по п. 2 или 3, в которой первая главная режущая кромка (24) проходит под углом (е) к второму плоскому суженному участку (100'), если смотреть со стороны первой поверхности (14), и
вторая главная режущая кромка (24') проходит под углом (е) к первому плоскому суженному участку (100), если смотреть со стороны второй поверхности (16), таким образом, что первая главная режущая кромка (24) расположена на увеличивающемся расстоянии внутри второго плоского суженного участка (100') в направлении к первой угловой режущей кромке (26), а вторая главная режущая кромка (24') расположена на увеличивающемся расстоянии внутри первого плоского суженного участка (100) в направлении к второй угловой режущей кромке (26').
5. Режущая пластина (2) по одному из пп. 1-4, в которой упомянутая режущая пластина (2) содержит всего три режущих кромки (20, 20', 20'') такого же типа, как первая режущая кромка (20), проходящая вдоль линии пересечения первой поверхности (14) с периферийной поверхностью (18), и три режущих кромки (20''', 20'''', 20v) такого же типа, как вторая режущая кромка (20''''), проходящая вдоль линии пересечения второй поверхности (16) с периферийной поверхностью (18).
6. Режущая пластина по п. 2 или 5, в которой первый плоский суженный участок (100) содержит первую опорную поверхность (90), выполненную с возможностью упора в осевую и/или радиальную опорную поверхность инструмента для фрезерования заплечиков, а
второй плоский суженный участок (100') содержит вторую опорную поверхность (90'), выполненную с возможностью упора в осевую и/или радиальную опорную поверхность инструмента для фрезерования заплечиков.
7. Инструмент (60) для фрезерования заплечиков, содержащий корпус (62) инструмента, выполненный с гнездом (64) под режущую пластину для приема режущей пластины (2),
отличающийся тем, что
он содержит режущую пластину (2) по одному из пп. 1-6, расположенную в гнезде (64) под режущую пластину.
| US 2015190868 A1, 09.07.2015 | |||
| WO 2014006609 A1, 09.01.2014 | |||
| RU 2013137446 A, 27.02.2015 | |||
| Сборный режущий инструмент | 1987 |
|
SU1505683A1 |

