Заявляемое изобретение относится к нанесению покрытия на внутреннюю поверхность дюкеров и может быть использовано при восстановлении трубопроводов со сквозными отверстиями.
Известен способ облицовки трубопровода путем размещения в нем предоблицовочной трубы посредством выворачивания столбом жидкости с одновременным протаскиванием в этой жидкости облицовочного комбинированного рукава на основе пропитанного связующим армирующего материала с наружным покрытием из герметичного пленочного материала. Внутрь комбинированного рукава вводят выворачиванием изоляционную трубу и отверждают связующее. Протаскивание комбинированного рукава осуществляют путем одновременного воздействия столба жидкости и тянущего усилия троса, который предварительно закладывают в полость предоблицовочной трубы. При этом совмещенные концы этой трубы и троса соединяют с одним из концов комбинированного рукава, а свободный конец троса соединяют с тянущим устройством. Отверждают связующее путем подачи горячей воды в полость изоляционной трубы (патент РФ №2145029, М. кл. F16L 58/10, 2000).
Недостатком известного способа является неравномерное распределение связующего по окружности сечения облицовочного рукава из-за стекания связующего под действием силы тяжести в нижнюю часть армирующего материала рукава при расширении его изоляционной трубой, а также при нагревании рукава в начальной стадии отверждения связующего.
Наиболее близкий аналог заявляемого изобретения по технической сущности - способ нанесения покрытия на внутреннюю поверхность дюкера, включающий протягивание в дюкер трубообразного рукава из волокнистого материала, пропитанного термореактивным связующим и заключенного в гибкую оболочку из полимерного материала, введение в рукав методом выворота подобного рукаву дополнительного рукава, также пропитанного связующим, и последующее отверждение связующего (http://www.ukrgazkom.com.ua/ru/sanacziya-dyukerov-metodom-polimernogo-rukava.html).
Основной недостаток наиболее близкого аналога - неравномерное распределение связующего по окружности сечения рукавов из-за стекания связующего в нижнюю часть волокнистого материала обоих рукавов при выворачивании второго рукава, а также при нагревании рукавов в начальной стадии отверждения связующего.
Задачей, на решение которой направлено заявляемое изобретение, является повышение качества покрытия за счет равномерного распределения связующего по окружности в сечении рукавов. Другой вид технического результата, получение которого может обеспечить заявляемое изобретение по сравнению с наиболее близким аналогом, заключается в значительном снижении потерь связующего по окончании выворачивания дополнительного рукава и, как следствие, улучшении экологии окружающей среды.
Для достижения указанного технического результата при использовании признаков известного способа нанесения покрытия на внутреннюю поверхность дюкера, включающих протягивание в дюкер трубообразного рукава из волокнистого материала, заключенного в гибкую оболочку из полимерного материала, введение в рукав методом выворота дополнительного рукава, аналогичного протягиваемому в дюкер рукаву и пропитанного термореактивным связующим, и отверждение связующего, в соответствии с изобретением, при пропитке волокнистого материала дополнительного рукава внутрь этого рукава вливают связующее в количестве, достаточном для пропитки волокнистого материала обоих рукавов, при этом в дюкер протягивают рукав с сухим волокнистым материалом, а пропитывают этот материал связующим при введении дополнительного рукава в рукав и при отверждении связующего.
Сущность изобретения поясняется следующим описанием способа его осуществления и чертежом, где схематично изображен заявляемый способ.
Внутреннюю поверхность дюкера 1 перед нанесением покрытия подвергают очистке от отложений и просушке. С помощью лебедки (на чертеже не показано) в дюкер протягивают трубообразный рукав 2 из сухого волокнистого материала, заключенного в гибкую оболочку из полимерного материала. Затем пропитывают термореактивным связующим волокнистый материал дополнительного рукава 3, аналогичного протягиваемому в дюкер рукаву 2: связующее вливают внутрь отрезка рукава 3, соответствующего длине восстанавливаемого дюкера 1, и равномерно распределяют по волокнистому материалу путем пропускания рукава 3 между прижимными валиками. Количество связующего в дополнительном рукаве 3 рассчитывается заранее и его количества достаточно для пропитки волокнистого материала обоих рукавов 2 и 3. После прохождения между валиками сложенный плоско рукав 3 методом гидростатического или пневматического выворота вводят в рукав 2. В результате этого выворота волокнистый слой с пропиткой рукава 3 оказывается снаружи, т.е. сопряженным с сухим слоем волокнистого материала рукава 2, а оболочка рукава 3 - внутри покрытия. По окончании выворачивания дополнительного рукава 3 потерь связующего нет, лишь его следы.
В процессе выворачивания дополнительного рукава 3 часть связующего этого рукава переходит в волокнистый материал рукава 2. Воду, находящуюся в полости рукава 3, нагревают, что приводит сначала к снижению вязкости связующего, а затем к полимеризации и отверждению связующего в обоих рукавах и их склеиванию друг с другом. В начальной стадии отверждения, при нагревании рукавов, другая часть связующего, достаточная для полной пропитки волокнистого материала рукава 2, переходит из рукава 3 в рукав 2. Стекания связующего вниз нет. После определенной выдержки покрытие приобретает необходимую прочность. Связующее равномерно распределено по окружности в сечении рукавов, а покрытие получается равномерным и в пределах заданной толщины. После отверждения воду в рукаве 3 охлаждают медленно, что необходимо для предотвращения растрескивания отвержденного связующего. Концы покрытия обрезают заподлицо с кромкой дюкера 1 и устанавливают распорные кольца из нержавеющей стали (не показано) для плотного прилегания покрытия к дюкеру 1. Затем осуществляют телевизионное обследование дюкера.
Таким образом, преимущество заявляемого способа по сравнению с наиболее близким аналогом заключается в повышении качества покрытия внутренней поверхности дюкера (покрытие равномерное и в пределах заданной толщины), а также в значительном снижении потерь связующего и улучшении экологии окружающей среды. Способ прошел испытания и освоен при восстановлении трубопровода диаметром 300 мм со сквозными отверстиями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2008 |
|
RU2391599C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2004 |
|
RU2278315C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2011 |
|
RU2480664C2 |
| Способ нанесения покрытия на внутреннюю поверхность трубопровода | 2015 |
|
RU2644916C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2010 |
|
RU2437024C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫТИЯ ДЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 2004 |
|
RU2285857C2 |
| САНИРУЮЩИЙ РУКАВ ДЛЯ ТРУБОПРОВОДА | 2006 |
|
RU2321795C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТРУБОПРОВОДА | 2011 |
|
RU2479784C1 |
| СПОСОБ ОБЛИЦОВКИ ТРУБОПРОВОДА | 1998 |
|
RU2145029C1 |
| Способ изготовления покрытия для внутренней поверхности трубопровода | 2019 |
|
RU2727114C1 |

Изобретение относится к трубопроводному транспорту и может быть использовано для восстановления трубопроводов со сквозными отверстиями. Для осуществления способа в дюкер протягивают трубообразный рукав из сухого волокнистого материала, заключенного в гибкую оболочку из полимерного материала. Затем в рукав методом выворота вводят дополнительный рукав с волокнистым материалом, пропитанным термореактивным связующим, в количестве, достаточном для пропитки волокнистого материала обоих рукавов. Сухой волокнистый материал рукава пропитывается связующим при введении дополнительного рукава и отверждении связующего. Технический результат: равномерное распределение связующего по окружности в сечении рукавов. 1 ил.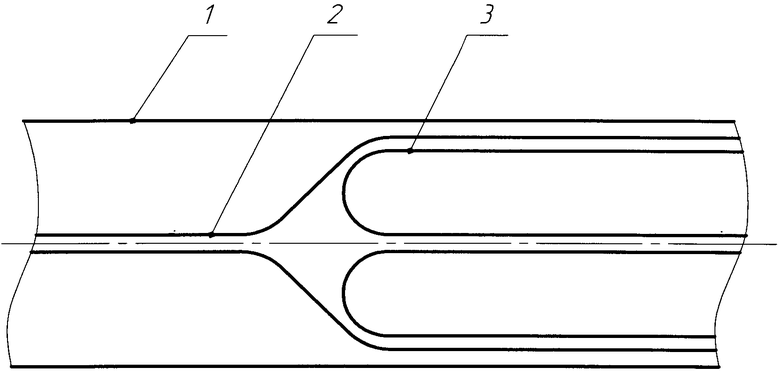
Способ нанесения покрытия на внутреннюю поверхность дюкера, включающий протягивание в дюкер трубообразного рукава из волокнистого материала, заключенного в гибкую оболочку из полимерного материала, введение в рукав методом выворота дополнительного рукава, аналогичного рукаву с волокнистым материалом, пропитанным термореактивным связующим, и отверждение связующего, отличающийся тем, что при пропитке волокнистого материала дополнительного рукава внутрь этого рукава вливают связующее в количестве, достаточном для пропитки волокнистого материала обоих рукавов, при этом в дюкер протягивают рукав с сухим волокнистым материалом, а пропитывают этот материал связующим при введении дополнительного рукава в рукав и при отверждении связующего.
| US 5407630 A1, 18.04.1995 | |||
| СПОСОБ ОБЛИЦОВКИ ТРУБОПРОВОДА | 1998 |
|
RU2145029C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1997 |
|
RU2141072C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТРУБОПРОВОДА | 2011 |
|
RU2479784C1 |

