Изобретение относится к строительству трубопроводного транспорта и может быть использовано при ремонте трубопроводов различного назначения.
Известен способ нанесения покрытия на внутреннюю поверхность трубопровода, заключающийся во введении внутрь трубы трубообразного рукава из волокнистого материала, пропитанного затвердевающим связующим и заключенного в гибкую оболочку из полимерного материала, путем выворачивания и продвижения рукава внутрь трубы, а также его разворачивания и прижатия к внутренней поверхности трубы за счет давления текучей среды на внутреннюю поверхность вывернутого рукава, создаваемого собственным весом водяного столба, и последующем его отверждении. Изменение давления среды производят изменением высоты водяного столба /патент РФ №2107216, кл. F16L 55/18, 1998/.
Недостатком известного способа является наличие воздуха между введенным в трубу рукавом и внутренней поверхностью трубы, что снижает качество и срок службы покрытия внутренней поверхности трубопровода.
За наиболее близкий аналог заявляемого изобретения принят нашедший широкое применение на практике способ нанесения покрытия на внутреннюю поверхность трубопровода введением внутрь трубы трубообразного рукава из волокнистого материала, пропитанного отверждаемым связующим и заключенного в гибкую оболочку из полимерного материала, путем выворачивания, продвижения внутрь трубы, расправления и прижатия рукава к внутренней поверхности трубы за счет давления воды на внутреннюю поверхность вывернутого рукава, создаваемого собственным весом водяного столба и гидравлическими ударами, создаваемыми генератором пневматических импульсов, погруженным в воду и имеющим пневматическую связь с компрессором, и последующим отверждением рукава (патент РФ №2278315, кл. F16L 58/02, 2006).
При эффективном использовании этого способа за счет возможности создания любых импульсных давлений воды регулируемым гидравлическим ударом все же воздух имеет место между введенным в трубу рукавом и внутренней поверхностью трубы и, как следствие, неплотное прижатие расправленного рукава к этой поверхности.
Задачей, на решение которой направлено заявляемое изобретение, является повышение качества и срока службы покрытия внутренней поверхности трубопровода.
Технический результат, достижение которого обеспечивается заявляемым изобретением, заключается в уменьшении количества воздуха между введенным в трубу рукавом и внутренней поверхностью трубы. Другой вид технического результата, получение которого может обеспечить изобретение по сравнению с наиболее близким аналогом, заключается в устранении просачивания рабочей жидкости между внутренней поверхностью трубы и наружной поверхностью отвержденного рукавного покрытия.
Для достижения указанного технического результата при использовании признаков известного способа нанесения покрытия на внутреннюю поверхность трубопровода введением внутрь трубы трубообразного рукава из волокнистого материала, пропитанного отверждаемым связующим и заключенного в гибкую оболочку из полимерного материала, путем выворачивания и продвижения рукава внутрь трубы, а также его расправления и прижатия к внутренней поверхности трубы за счет давления воды на внутреннюю поверхность вывернутого рукава, создаваемого собственным весом водяного столба, и последующим его отверждением, в соответствии с изобретением, предварительно перед введением рукава внутрь трубы по крайней мере на одном участке внутренней поверхности трубы фиксируют при помощи по меньшей мере одной металлической ленты пропитанный связующим бандаж из волокнистого материала с образованием по меньшей мере одного открытого кольцевого участка бандажа, при этом бандаж отверждают одновременно с рукавом.
Известен способ внутреннего усиления ослабленной зоны трубопровода, заключающийся в прижатии к внутренней поверхности трубы пропитанного отверждаемым полимерным связующим бандажа свернутой спирально металлической лентой с расчетным усилием, обеспечивая при этом и фиксацию достигнутого обжатия /патент РФ №2218514, кл. F16L 58/10, 2003/. Однако этот способ не предусматривает образование ни одного открытого кольцевого участка бандажа на внутренней поверхности трубы.
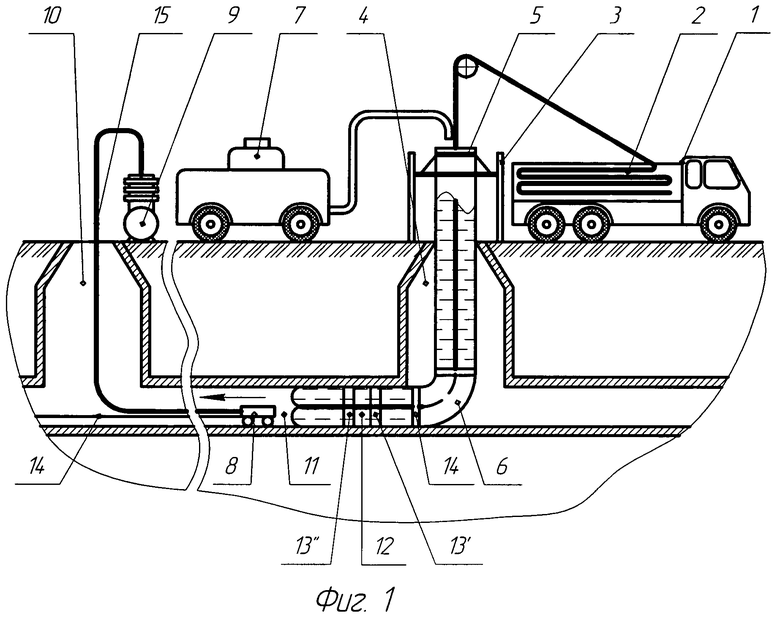
Сущность изобретения поясняется чертежами, где на фиг.1 схематично изображена установка для нанесения покрытия на внутреннюю поверхность трубопровода, а на фиг.2, 3 и 4 показаны варианты фиксации бандажа металлической лентой на внутренней поверхности трубы.
Сначала на внутренней поверхности трубы фиксируют при помощи металлической ленты пропитанный отверждаемым связующим бандаж из волокнистого материала с образованием открытого кольцевого участка за счет того, что ширина бандажа больше ширины ленты.
Затем пропитывают отверждаемым связующим трубообразный рукав из волокнистого материала, заключенного в гибкую оболочку из полимерного пленочного материала. Связующее вливают внутрь рукава, соответствующего длине восстанавливаемой трубы, и равномерно распределяют по волокнистому материалу путем пропускания рукава между прижимными валиками. После прохождения между валиками сложенный плоско трубообразный рукав укладывают шлагами на платформу. Далее этот рукав вводят внутрь трубы. Продвижение внутрь трубы выворачиваемого рукава, а также расправление и прижатие его к внутренней поверхности трубы производят за счет давления воды на внутреннюю поверхность вывернутого рукава, создаваемого собственным весом водяного столба. При этом давление внутри рукава регулируют различными приемами, в частности дополнительно воздействуют импульсами вакуума, создаваемыми генератором пневматических импульсов, расположенным внутри трубы перед рукавом по ходу его продвижения и имеющим пневматическую связь с компрессором /положительное решение по заявке №2008144631/06 от 11.01.2010 на выдачу патента РФ, приоритет 11.11.2008/, или дополнительно воздействуют гидравлическими ударами, создаваемыми генератором пневматических импульсов, погруженным в воду и имеющим пневматическую связь с компрессором /патент РФ №2278315, кл. F16L 58/02, 2006/ или изменяют высоту водяного столба /патент РФ №2107216, кл. F16L 55/18, 1998/.
После одновременного отверждения рукава и бандажа циркулирующей горячей водой за счет образования трехмерной структуры полимера рукав и кольцевой участок бандажа образуют единое целое, тем самым устраняя в дальнейшем просачивание рабочей жидкости между внутренней поверхностью трубы и наружной поверхностью покрытия.
Примеры конкретного выполнения способа.
Пример 1
Установка для реализации способа /фиг.1/ включает платформу 1 с рукавом 2, бак-наполнитель 3, установленный на поверхности земли над колодцем 4, направляющую колонну 5, соединенную с камерой запуска 6, систему 7 подачи воды через верхнее торцевое отверстие колонны 5 в пространство между рукавом 2 и внутренней поверхностью колонны 5, генератор 8 пневматических импульсов, имеющий пневматическую связь с компрессором 9, расположенным на поверхности земли у колодца 10. В частности, в качестве генератора 8 может быть использовано устройство для очистки внутренней поверхности трубопровода, имеющее дифференциальный поршень и нагнетательную камеру, сообщенную с окружающей средой посредством кольцевой серии выхлопных отверстий, выполненных в корпусе под острым углом к оси устройства, например, по авт.св. СССР №1549622, кл. В08В 5/02, 1990, или по патентам РФ №2086314, кл. В08В 9/04, 1997, и №34408, кл. В08В 5/02, 2003.
Внутреннюю поверхность трубы 11 перед нанесением покрытия подвергают очистке от отложений и просушке. Готовность ее к нанесению покрытия контролируют с помощью телевизионной установки. Затем на концевом участке внутренней поверхности трубы 11 фиксируют любым известным способом, например гидравлическим домкратом, при помощи одной металлической ленты 12 пропитанный полиэфирной композицией бандаж 13 из полиэфирного волокна с образованием двух открытых кольцевых участков 13' и 13" бандажа 13 /фиг.2/. Трубообразный рукав 2 из полиэфирного волокна, заключенный в гибкую оболочку из полиэтилентерефталата, пропитан полиэфирной композицией. Соотношение компонентов в композиции зависит от температуры окружающей среды. Сложенный плоско трубообразный рукав 2 с платформы 1 пропускают через направляющую колонну 5 и камеру запуска 6, затем закрепляют хомутом 12 край завернутой на ее наружную поверхность части рукава 2. Через колодец 10 внутри трубы 11 помещают генератор 8 пневматических импульсов. Системой 7 подают воду в колонну 5, давлением столба воды выворачивают конец рукава 2, заправляют его в трубу 11 и продвигают по трубе 11 на небольшое расстояние (0,1-0,2 м) в начале трубы (подготовительная операция), рукав 2 оставляют в покое, при этом внутренняя поверхность выворачиваемого рукава 2 постоянно находится под воздействием водяного столба. Генератор 8 оказывается размещенным перед рукавом 2 по ходу его продвижения, причем выхлопные отверстия расположены под острым углом к оси устройства в направлении продвижения рукава 2.
При открытии дифференциальным поршнем выхлопных отверстий в корпусе генератора 8 сжатый воздух из нагнетательной камеры «со взрывом» выходит в воздушную среду вокруг генератора 8, создавая кольцевую серию (по числу отверстий) ударных волн (пневматических импульсов) и соответственно кольцевую серию импульсов вакуума, поскольку за областью сжатия в такой волне всегда следует область разрежения (Зельдович Я.Б., Райзер Ю.П. Физика ударных волн и высокотемпературных гидродинамических явлений.- М., «Наука», 1966, с.89-91, 639-641). Время действия фронта волны разрежения весьма незначительное, но даже за короткое время действия фронта удается создать кольцевую зону пониженного давления вокруг генератора 8. В образовавшуюся пустоту вовлекаются прилегающие слои воздуха из прирукавной зоны, вследствие чего давление перед рукавом 2 резко падает, последний выворачивается и продвигается внутрь трубы 11 на некоторое расстояние, расправляется и прижимается к его внутренней поверхности одновременно под действием водяного столба минимальной высоты, создаваемого баком-накопителем 3, и пониженного давления в прирукавной зоне - следствие серии пневматических импульсов. При этом давление в этой зоне возрастает до атмосферного. Генератор 8 протягивают при помощи троса 14 вперед по трубе 11, и цикл повторяется. Наиболее эффективное сочетание величины и частоты пневматических импульсов подбирают в процессе выворачивания и продвижения, расправления и прижатия рукава 2 к внутренней поверхности трубы 11, изменяя давление воздуха на выходе из компрессора 9.
Контакт рукава 2 с участками 13' и 13" перекрывает доступ воздуха в пространство между рукавом 2 и внутренней поверхности трубы 11 со стороны ввода рукава и способствует максимальному удалению воздуха из этого пространства по ходу движения рукава 2 внутрь трубы 11, следовательно, и более плотному прижатию расправленного рукава к внутренней поверхности трубы 11. После полного введения в трубу 11 рукава 2 последний отверждают одновременно с бандажом 13 циркулирующей во внутренней полости рукава 2 горячей водой с температурой 85°С в течение 10 часов. Нагрев воды осуществляют с помощью водогрейной установки, снабженной циркуляционным насосом (не показано). После охлаждения воды рукав 2 обрезают на концах по краю трубы 11 и производят заделку во фланцы (не показано).
Пример 2
Для нанесения покрытия на внутреннюю поверхность трубы 11 используют установку по примеру 1, но давление внутри рукава 2 регулируют гидравлическими ударами, создаваемыми генератором 8 пневматических импульсов, погруженным в воду в камере запуска 6 и имеющим пневматическую связь с компрессором 9. Внутреннюю поверхность трубы 11 готовят аналогично примеру 1. Далее на концевых участках внутренней поверхности трубы 11 фиксируют при помощи металлической ленты 12 пропитанный эпоксидной смолой ЭД-20 с отвердителем метилдиэтаноламином /3 мас.%/ бандаж 13 из полиамидного войлочного материала с образованием одного открытого кольцевого участка 13' /фиг.3/. Наложение рукава 2, представляющего собой полиамидную волокнистую оболочку, дублированную снаружи слоем пленочного материала из полиэтилена и пропитанную композицией на основе эпоксидной смолы ЭД-20, на участок 13' бандажа и удаление воздуха из пространства между внутренней поверхностью трубы 11 и рукавом 2 по ходу продвижения рукава происходит аналогично примеру 1. После окончательного ввода в трубу 11 рукава 2 последний отверждают одновременно с бандажом 13 горячей водой при температуре 80°С в течение 12 часов.
Пример 3
Для нанесения покрытия на внутреннюю поверхность трубы используют установку по примеру 1, но без генератора 8 пневматических импульсов и компрессора 9, при этом давление внутри рукава 2 регулируют изменением высоты водяного столба. Внутреннюю поверхность трубы 11 готовят аналогично примеру 1. Далее на концевом участке трубы 11 фиксируют при помощи двух металлических лент 12 пропитанный термореактивной эпоксидной композицией с добавкой сланцевого масла /7 мас.% / бандаж 13 из лавсановых и полиамидных волокон, с образованием одного открытого кольцевого участка 13' /фиг.4/. Рукав 2 представляет собой войлочный слой из лавсановых и полиамидных волокон, дублированный снаружи слоем пленки поливинилхлорида и пропитанный термореактивной эпоксидной композицией с добавлением сланцевого масла /10 мас.%/. После ввода рукава 2 в трубу 11 одновременно отверждают рукав 2 и бандаж 13 при температуре 90°С в течение 8 часов.
Таким образом, предлагаемый способ позволяет уменьшить количество воздуха между введенным в трубу рукавом и внутренней поверхностью трубы, а также устранить просачивание рабочей жидкости между внутренней поверхностью трубы и наружной поверхностью отвержденного покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2011 |
|
RU2480664C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2008 |
|
RU2391599C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2004 |
|
RU2278315C2 |
| Способ нанесения покрытия на внутреннюю поверхность трубопровода | 2015 |
|
RU2644916C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ДЮКЕРА | 2014 |
|
RU2603505C2 |
| САНИРУЮЩИЙ РУКАВ ДЛЯ ТРУБОПРОВОДА | 2006 |
|
RU2321795C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫТИЯ ДЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 2004 |
|
RU2285857C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 1996 |
|
RU2107216C1 |
| Способ изготовления покрытия для внутренней поверхности трубопровода | 2019 |
|
RU2727114C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДОВ | 2005 |
|
RU2299099C2 |



Изобретение относится к строительству трубопроводного транспорта и может быть использовано при ремонте трубопроводов различного назначения. Сущность изобретения: перед введением рукава внутрь трубы на внутренней поверхности трубы фиксируют при помощи металлической ленты пропитанный отверждаемым связующим бандаж из волокнистого материала с образованием открытого кольцевого участка бандажа. Вводят внутрь трубы трубообразный рукав из волокнистого материала, пропитанного отверждаемым связующим и заключенного в гибкую оболочку из полимерного материала, путем выворачивания и продвижения рукава внутрь трубы, расправления и прижатия рукава к внутренней поверхности трубы за счет давления воды на внутреннюю поверхность вывернутого рукава. Бандаж отверждают одновременно с рукавом. Техническим результатом изобретения является уменьшение количества воздуха в пространстве между внутренней поверхностью трубы и введенным в трубу рукавом, а также в устранении просачивания рабочей жидкости между внутренней поверхностью трубы и наружной поверхностью отвержденного рукавного покрытия. 4 ил.
Способ нанесения покрытия на внутреннюю поверхность трубопровода введением внутрь трубы трубообразного рукава из волокнистого материала, пропитанного отверждаемым связующим и заключенного в гибкую оболочку из полимерного материала, путем выворачивания, продвижения внутрь трубы, расправления и прижатия рукава к внутренней поверхности трубы за счет давления воды на внутреннюю поверхность вывернутого рукава и последующего его отверждения, отличающийся тем, что предварительно перед введением рукава внутрь трубы по крайней мере на одном участке внутренней поверхности трубы фиксируют при помощи по меньшей мере одной металлической ленты пропитанный связующим бандаж из волокнистого материала с образованием по меньшей мере одного открытого кольцевого участка бандажа, при этом бандаж отверждают одновременно с рукавом.
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2004 |
|
RU2278315C2 |
| СПОСОБ ВНУТРЕННЕЙ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ВЫПОЛНЕНИЯ | 1997 |
|
RU2133908C1 |
| УСТРОЙСТВО ДЛЯ ЛОКАЛЬНОЙ ОБЛИЦОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1999 |
|
RU2172446C1 |
| RU 97117309 A, 27.06.1999 | |||
| СПОСОБ СТАБИЛИЗАЦИИ ЗАМОРОЖЕННОГО РЫБНОГО ФАРША ПРИ ХРАНЕНИИ | 1991 |
|
RU2021728C1 |
| 1971 |
|
SU413494A1 | |

