Изобретение относится к технологии нанесения покрытия на внутреннюю поверхность длинных трубопроводов, в частности, дюкеров.
Известен способ нанесения на внутреннюю поверхность трубопровода трубчатого гибкого защитного материала, пропитанного с внутренней стороны термореактивным связующим, путем введения рукава выворотом под действием водяного столба. К концу этого материала прикрепляют дополнительный рукав, имеющий пористую структуру и диаметр меньший, чем диаметр основного рукава. При вывороте защитного рукава дополнительный рукав втягивается внутрь трубопровода. При этом защитный рукав приклеивается к внутренней поверхности трубопровода. Для отверждения связующего внутрь дополнительного рукава подают паровоздушную смесь, которая, пройдя через поры рукава, отверждает связующее (патент Великобритании №2072300, м. кл. F16L 1/00, 1982).
Недостаток решения - неравномерность прогрева рукава по длине трубопровода.
Известен также способ нанесения покрытия на внутреннюю поверхность трубопровода, заключающийся во введении внутрь трубопровода трубообразного рукава из волокнистого материала, пропитанного отверждаемым связующим и заключенного в гибкую оболочку из полимерного материала, путем закрепления головного конца рукава на торце трубопровода, выворачивания и продвижения рукава внутрь трубопровода, а также его расправления и прижатия к внутренней поверхности трубопровода за счет давления воды и последующего отверждения. При этом выворачивание и продвижение рукава внутрь трубопровода, а также его расправление и прижатие к внутренней поверхности трубопровода осуществляют за счет давления на внутреннюю поверхность вывернутого рукава, создаваемого собственным весом водяного столба. После выворачивания головной части рукава его хвостовой конец уходит внутрь водяного столба и движется ко второму торцу трубопровода, поэтому перед выворачиванием хвостовой части рукава хвостовой конец перевязывают. Для отверждения рукава используют горячую воду (патент РФ №2107216, м. кл. F16L 55/18, 1998).
Недостатком способа является неравномерность прогрева рукава по длине трубопровода, особенно когда длина рукава достигает 300 и более метров.
Наиболее близкий аналог заявляемого изобретения по технической сущности - способ нанесения покрытия на внутреннюю поверхность трубопровода введением внутрь трубопровода трубообразного рукава из волокнистого материала, пропитанного термореактивным связующим и заключенного в гибкую оболочку из полимерного материала, путем закрепления головного конца рукава на торце трубопровода, выворачивания и продвижения рукава внутрь трубопровода, расправления и прижатия к внутренней поверхности трубопровода за счет давления воды на внутреннюю поверхность рукава, создаваемого собственным весом водяного столба, и последующего отверждения рукава горячей водой, подаваемой циркуляционным шлангом к дальнему концу вывернутой оболочки. Остывшую воду возвращают в водонагреватель всасывающим шлангом. При этом давление воды на внутреннюю поверхность рукава поддерживают на должном уровне с помощью приспособления, закрепленного на заднем конце рукава (патент США №6093363, М. кл. B29C 63/36, 2000).
Недостаток наиболее близкого аналога - неравномерность прогрева рукава по длине трубопровода.
Задачей, на решение которой направлено заявляемое изобретение, является повышение качества покрытия за счет равномерного прогрева рукава по длине трубопровода. Другой вид технического результата, получение которого может обеспечить заявляемое изобретение по сравнению с наиболее близким аналогом, заключается в ускорении достижения температуры отверждения рукава.
Для достижения указанного технического результата при использовании признаков известного способа нанесения покрытия на внутреннюю поверхность трубопровода, включающего введение внутрь трубопровода трубообразного рукава из волокнистого материала, пропитанного отверждаемым связующим и заключенного в гибкую оболочку из полимерного материала, путем закрепления головного конца рукава, выворачивания и продвижения рукава внутрь трубопровода, расправления и прижатия к внутренней поверхности трубопровода за счет давления воды на внутреннюю поверхность вывернутого рукава, создаваемого собственным весом водяного столба, и последующего его отверждения горячей водой, подаваемой циркуляционным шлангом от источника, в соответствии с изобретением перед выворачиванием хвостовой части рукава его хвостовой конец перевязывают, к перевязанному концу рукава прикрепляют головной конец шланга и после расправления рукава внутри трубопровода его выворачивают и продвигают внутрь отвесной трубы до выхода перевязанного конца рукава из нее, конец рукава освобождают от перевязи и закрепляют отгибом на верхнем конце трубы, а головной конец шланга соединяют с дополнительным источником горячей воды и подают воду одновременно от двух источников через боковые отверстия в шланге вдоль внутренней поверхности трубопровода.
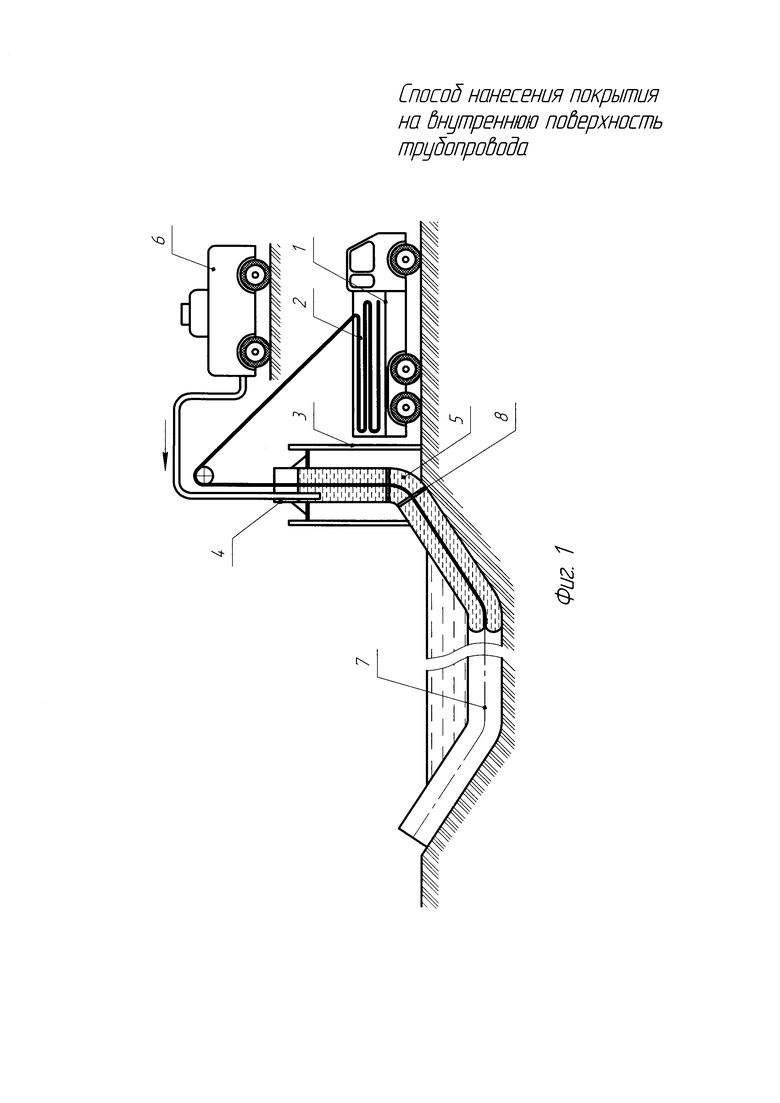
Сущность изобретения поясняется следующим описанием способа его осуществления и чертежами, где на фиг. 1 схематично изображена установка для нанесения покрытия на внутреннюю поверхность дюкера, а на фиг. 2 - установка для отверждения рукава при подаче горячей воды одновременно от двух источников.
Вначале пропитывают отверждаемым связующим трубообразный рукав из волокнистого материала, заключенного в гибкую оболочку из полимерного пленочного материала. Связующее вливают внутрь отрезка рукава, соответствующего длине восстанавливаемого трубопровода и отвесной трубы, и равномерно распределяют по волокнистому материалу путем пропускания рукава между прижимными валиками. После прохождения между валиками сложенный плоско рукав укладывают шлагами на платформу. Затем этот рукав вводят внутрь трубопровода.
Волокнистый материал представляет собой войлочный слой и/или ткань из полиамидных или полиэфирных волокон. В качестве полимерного пленочного материала разумно использовать пленку полиамида, полиэтилена, поливинилхлорида, полиэтилентерефталата и т.п. В качестве связующего целесообразно использовать эпоксидную или полиэфирную смолы, а также композиции на их основе.
Установка для реализации способа включает платформу 1 с рукавом 2, установленную на опорной раме 3, направляющую колонну 4, соединенную с камерой запуска 5, источник 6 подачи воды через верхнее торцевое отверстие колонны 4 в пространство между рукавом 2 и внутренней поверхностью колонны 4.
Осуществляют способ следующим образом.
Внутреннюю поверхность дюкера 7 перед нанесением покрытия подвергают очистке от отложений и просушке. Сложенный плоско трубообразный рукав 2 с платформы 1 пропускают через направляющую колонну 4 и камеру запуска 5, затем закрепляют хомутом 8 край отогнутого на ее наружную поверхность головного конца рукава 2. Возможно закрепление его и на торце дюкера 7. От источника 6 подают воду в колонну 4, давлением столба воды выворачивают конец рукава 2, заправляют его в дюкер 7. Выворачивание и продвижение рукава 2 внутри дюкера 7, а также расправление и прижатие его к внутренней поверхности дюкера 7 осуществляют за счет давления на внутреннюю поверхность вывернутого рукава 2, создаваемого собственным весом водяного столба. Регулируют давление внутри вывернутого рукава 2 изменением высоты водяного столба. После того, как вывернута головная часть рукава 2, начинает выворачиваться его хвостовая часть, при этом хвостовой конец рукава 2 уходит внутрь водяного столба. Перед выворачиванием хвостовой части рукава 2 его хвостовой конец перевязывают шнуром (не показано). К перевязанному концу рукава 2 прикрепляют головной конец циркуляционного шланга 9 для подачи горячей воды, диаметром меньшим, чем диаметр рукава 2. После расправления рукава 2 внутри дюкера 7 его выворачивают и продвигают внутрь отвесной трубы 10 до выхода перевязанного конца рукава 2 из нее. При этом рукав 2 полностью прижат к внутренней поверхности дюкера 7. Конец рукава 2 освобождают от перевязи и закрепляют отгибом на верхнем конце трубы 10, а головной конец шланга 9 соединяют с дополнительным источником 11 горячей воды. При отверждении рукава 2 воду подают одновременно от двух источников 6 и 11 шлангами 12 и 13 соответственно и далее через боковые отверстия (не показано) в шланге 9 вдоль внутренней поверхности дюкера 7, равномерно прогревая рукав 2. Остывшую воду возвращают в источники 6 и 11 всасывающими шлангами 14 и 15 соответственно. После отверждения рукава 2 и охлаждения воды его обрезают на концах по краю дюкера 7 и производят заделку во фланцы (не показано).
Предлагаемый способ освоен при восстановлении двух дюкеров длиной 280 и 330 метров.
Конкретные примеры осуществления способа
Пример 1. Для нанесения покрытия на внутреннюю поверхность дюкера 7 длиной 280 м диаметром 700 мм на глубине 4 м в качестве рукава 2 используют сшитый в виде трубы встык листообразный волокнистый материал типа искусственного войлока - полотно полиэфирное /лавсановое/ фильтровальное ФТ-1 (ТУ РБ 002040797.173-99) с односторонним покрытием из поливинилуретановой пленки (ТУ 8713-00302480-030-06), называемой винилуретанискожей - НТ трубной, которая в месте стыка дополнительно проклеена такой же лентой. Перед введением рукава 2 в дюкер 7 его волокнистый слой пропитывают модифицированной эпоксидной смолой марки Эпофом 1-С (ТУ 2225-596-11131395-2000) - 96,5 мас. % с отвердителем метилдиэтаноламином (ТУ 2423-005-11159873-2000) - 3,5 мас. %. Далее способ осуществляют, как описано выше. Рукав 2 достигает температуры отверждения 80°С через 14 часов (термопары электронного термометра установлены в начале и в конце дюкера 7). Визуальный контроль внутренней поверхности дюкера 7 после нанесения покрытия осуществляют с помощью телевизионной камеры. Кроме того, определяют плотность, модуль упругости на сжатие и предел прочности на сжатие образцов отвержденного рукава 2 в начале и в конце дюкера 7.
Пример 2. Восстанавливают дюкер 7 длиной 330 м диаметром 800 мм на глубине 5 м. Рукав 2 представляет собой войлочную оболочку из нетканого термоскрепленного фильтровального полиэфирного полотна (ТУ 8390-020-05283280-97), дублированную снаружи слоем поливинилуретановой пленки (ТУ 8713-00302480-030-06) и имеющую продольный шов, который заклеен вдоль шва поливинилуретановой лентой. В полости оболочки размещен бесшовный тканевый рукав из ткани полиамидной рукавной ТПРТ-200/80 (ТУ 8378-046-00302379-2004) - это второй слой волокнистого материала. После пропитки рукава 2 композицией: эпоксидная смола Эпофом-1С (ТУ 2225-596-11131395-2000) - 28 мас. %, эпоксидная смола ЭД-20 (ГОСТ 10587-84) - 28 мас. %, масло сланцевое (ГОСТ 4806-79) - 41 мас. %, метилдиэтаноламин (ТУ 2423-005-11159873-2000) - 3 мас. %, - ввод его в дюкер 7 осуществляют аналогично примеру 1. Рукав 2 достигает температуры отверждения через 18 часов.
Одинаковые физико-механические показатели образцов покрытия в начале и в конце дюкера в обоих конкретных примерах свидетельствуют о равномерности прогрева рукава по длине дюкера.
Таким образом, преимущество заявляемого способа по сравнению с наиболее близким аналогом заключается в повышении качества покрытия внутренней поверхности трубопровода длиной около 300 метров, в частности дюкера, за счет равномерного прогрева рукава по длине трубопровода, а также в сокращении времени достижения рукавом температуры отверждения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2011 |
|
RU2480664C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2010 |
|
RU2437024C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2004 |
|
RU2278315C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2008 |
|
RU2391599C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ДЮКЕРА | 2014 |
|
RU2603505C2 |
| САНИРУЮЩИЙ РУКАВ ДЛЯ ТРУБОПРОВОДА | 2006 |
|
RU2321795C1 |
| Способ изготовления покрытия для внутренней поверхности трубопровода | 2019 |
|
RU2727114C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫТИЯ ДЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 2004 |
|
RU2285857C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 1996 |
|
RU2107216C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА С ИСПОЛЬЗОВАНИЕМ ЖИДКОСТИ В КАЧЕСТВЕ ТЕПЛОНОСИТЕЛЯ | 2014 |
|
RU2553918C1 |

Изобретение относится к технологии нанесения покрытия на внутреннюю поверхность длинных трубопроводов, в частности дюкеров. Внутрь трубопровода вводят трубообразный рукав из волокнистого материала, пропитанного отверждаемым связующим и заключенного в гибкую оболочку из полимерного материала. Для этого головной конец рукава закрепляют, а рукав выворачивают и продвигают внутрь трубопровода, расправляя и прижимая к внутренней поверхности трубопровода за счет давления воды на внутреннюю поверхность вывернутого рукава. Перед выворачиванием хвостовой части рукава хвостовой конец перевязывают и прикрепляют к нему головной конец циркуляционного шланга. После расправления рукава внутри трубопровода его выворачивают и продвигают внутрь отвесной трубы до выхода перевязанного конца рукава из нее. Конец рукава освобождают от перевязи и закрепляют отгибом на трубе. Головной конец шланга соединяют с дополнительным источником горячей воды. Рукав отверждают, подавая горячую воду одновременно от двух источников через боковые отверстия в шланге. Равномерность прогрева рукава по длине трубопровода обеспечивает повышение качества покрытия. 2 ил., 2 пр.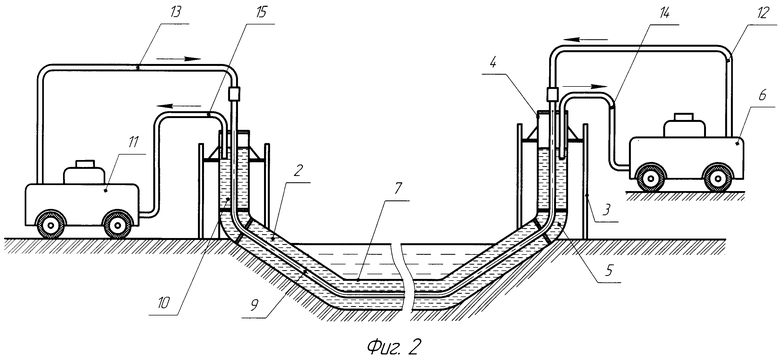
Способ нанесения покрытия на внутреннюю поверхность трубопровода введением внутрь трубопровода трубообразного рукава из волокнистого материала, пропитанного отверждаемым связующим и заключенного в гибкую оболочку из полимерного материала, путем закрепления головного конца рукава, выворачивания, продвижения внутрь трубопровода, расправления и прижатия рукава к внутренней поверхности трубопровода за счет давления воды на внутреннюю поверхность вывернутого рукава, создаваемого собственным весом водяного столба, и последующего отверждения рукава горячей водой, подаваемой циркуляционным шлангом от источника, отличающийся тем, что перед выворачиванием хвостовой части рукава его хвостовой конец перевязывают, к перевязанному концу рукава прикрепляют головной конец шланга и после расправления рукава внутри трубопровода его выворачивают и продвигают внутрь отвесной трубы до выхода перевязанного конца рукава из нее, конец рукава освобождают от перевязи и закрепляют отгибом на верхнем конце трубы, а головной конец шланга соединяют с дополнительным источником горячей воды и подают воду одновременно от двух источников через боковые отверстия в шланге вдоль внутренней поверхности трубопровода.
| US 6093363 A, 25.07.2000 | |||
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 1996 |
|
RU2107216C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2011 |
|
RU2480664C2 |
| СПОСОБ ОБЛИЦОВКИ ТРУБОПРОВОДА | 1998 |
|
RU2145029C1 |
| WO 8705088 A1, 27.08.1987 | |||
| Вибрационный привод вертикальных шаговых перемещений | 1986 |
|
SU1416947A1 |
| Водометный движитель | 1986 |
|
SU1449455A1 |
| US 4385885 A, 31.05.1983 | |||
| US 5280811 A, 25.01.1994 | |||
| DE 3520696 A1, 11.12.1986 | |||
| US 4865673 A, 12.09.1989. | |||

