ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение обеспечивает пассиватор/ловушку металла и способы, которые уменьшают вредное воздействие металлов на каталитический крекинг углеводородного сырья. Указанная цель достигается в результате применения смешанной металлической добавки в качестве пассиватора и ловушки для металлических примесей.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Каталитический крекинг представляет собой процесс переработки нефти, который применяют в очень большом коммерческом масштабе. Около 50% переработки смешанных нефтяных месторождений для получения бензина в Соединенных Штатах производится с помощью указанного процесса, где почти весь бензин получают, применяя процесс крекинга на флюидизированном катализаторе (КФК). В процессе КФК, тяжелые углеводородные фракции превращаются в более легкие продукты с помощью реакций, которые имеют место при высоких температурах в присутствии катализатора, где большинство превращения или крекинга происходит в газовой фазе. Углеводородное сырье (сырье) КФК, таким образом, превращают в бензин и другие жидкие продукты крекинга, также как и более легкие газообразные продукты крекинга, которые состоят из четырех или менее атомов углерода на молекулу. Указанные продукты, жидкость и газ, состоят из насыщенных и ненасыщенных углеводородов.
В процессе КФК, сырье подается в тяговый участок реактора КФК, где сырье подвергают крекингу в более легкие, более ценные продукты в результате контактирования с горячим катализатором, который циркулирует в реакторе с восходящим потоком из регенератора катализатора. Поскольку имеют место эндотермические реакции крекинга, то углерод откладывается на катализаторе. Указанный углерод, который известен как кокс, понижает активность катализатора, и катализатор должен быть регенерирован для того, чтобы восстановить свою активность. Катализатор и пары углеводородов проводятся в лифт-реактор в секцию выделения реактора КФК, где они разделяются. После этого катализатор течет в отпарную секцию, где пары углеводородов, захваченные катализатором, удаляются посредством подачи водяного пара. Следом за удалением поглощенных углеводородов из использованного катализатора крекинга, удаленный катализатор течет через вертикальную трубу использованного катализатора и затем в регенератор катализатора.
Обычно катализатор регенерируют с помощью подачи воздуха в регенератор и выжигания кокса для того, чтобы восстановить активность катализатора. Указанные реакции выжигания кокса являются сильно экзотермическими и, в результате, нагревают катализатор. Горячий, регенирированный катализатор течет через вертикальную трубу регенерированного катализатора назад в лифт-реактор для того, чтобы завершить цикл катализатора. Поток отработанных газов выжигания кокса поднимается вверх регенератора и покидает регенератор через вытяжную трубу регенератора. Отработанные газы в основном содержат оксиды азота (NOx), оксиды серы (SOx), монооксид углерода (СО), кислород (О2), HCN или аммиак, азот и диоксид углерода (СО2).
Вследствие этого можно отметить три характерные стадии процесса КФК, которым может подвергаться катализатор крекинга: 1) стадия крекинга, на которой сырье превращают в более легкие продукты, 2) отпарная стадия для удаления углеводородов, адсорбированных на катализаторе, и 3) стадия регенерации для выжигания кокса, отложенного на катализаторе. Регенерированный катализатор затем применяют повторно на стадии крекинга.
Основной прорыв в катализаторах КФК произошел в начале 1960-х, с внедрением молекулярных фильтров или цеолитов. Указанные материалы были включены в матрицу аморфных и/или аморфных/каолиновых материалов, представляющих собой катализаторы КФК того времени. Указанные новые цеолитные катализаторы, которые содержат кристаллический алюмосиликатный цеолит в аморфной или аморфной/каолиновой матрице оксида кремния, оксида алюминия, алюмосиликата, каолина, глины или подобного, были по меньшей мере в 1,000-10,000 раз более активными для крекинга углеводородов, чем предшествующие алюмосиликатные катализаторы, содержащие аморфный или аморфный/каолиновый материал. Указанное внедрение цеолитных катализаторов крекинга в корне изменило процесс крекинга на флюидизированном катализаторе. При этом были разработаны новые способы для того, чтобы использовать указанную высокую активность, такие как крекинг в реакторе с восходящим потоком, который сокращают время контактирования, новые способы регенерации, новые разработки усовершенствованного цеолитного катализатора, и подобное.
Новые разработки катализатора сосредоточены вокруг разработки разных типов цеолитов, таких как синтетические Х и Y виды, и встречающихся в природе фозажитов; повышенной паротепловой (гидротермальной) устойчивости цеолитов, в результате включения ионов редкоземельных материалов или аммониевых ионов с помощью ионно-обменных методов; а также разработки более износостойких матриц для поддержания цеолитов. Разработки цеолитных катализаторов дали нефтяной промышленности возможность значительного увеличения пропускной способности сырья с увеличенным превращением и избирательностью при использовании того же оборудования без увеличения размеров и без необходимости в новых элементах конструкции.
После внедрения содержащих цеолит катализаторов, нефтяная промышленность начала испытывать недостаток наличия нефти в отношении количества и качества, которое сопровождалось увеличением спроса на бензин с повышенным октановым числом. Мировая картина поставок нефти резко изменилась в конце 1960-х и в начале 1970-х. От избыточных запасов легкой малосернистой нефти, ситуация с поставками изменилась до более ограниченных поставок постоянно увеличивающегося количества тяжелой нефти, такой как нефтяные остатки, имеющие более высокое содержание серы.
Нефтяной остаток представляет собой тяжелую фракцию, которая остается после перегонки сырой нефти при атмосферном давлении (остаток атмосферной перегонки) или при пониженном давлении (остаток вакуумной перегонки). Остатки имеют высокую молекулярную массу и чаще содержат полициклические ароматические углеводороды (ПАУ). Указанные молекулы имеют более чем 3-4 ароматических кольца и дают наибольшее ограничение в отношении превращения остатков в целевых продуктах. Указанное происходит вследствие их сильной устойчивости и недостатка водорода в кольцевых структурах, которые подлежат превращению в более мелкие и более полезные молекулы. Кроме того, целевые продукты, например, транспортное топливо, ограничены алкилированными одинарными ароматическими кольцами. Независимо от того, какой тип способа превращения остатков применяют, значительная часть молекул остатка имеет фрагменты, которые могут подвергаться крекингу с тем, чтобы стать жидкостями (или газом) в транспортном топливе и масле вакуумной перегонки с определенным интервале температур кипения. Ароматические ядра не могут быть подвержены крекингу в условиях крекинга КФК (для того, чтобы удалить указанные разновидности также нужно иметь в виду гидрокрекинг). Вследствие этого не получится чрезмерно превратить остатки, потому, что тогда избирательность изменится на термодинамически благоприятные, но более низкой ценности продукты: кокс и газообразные углеводороды. В результате, в технологии КФК остатков, выход бензина является более низким. Указанные тяжелая и с высоким содержанием серы нефть и остатки приводят к технологическим проблемам нефтеперерабатывающих компаний по той причине, что указанная тяжелая нефть также всегда имеет намного более высокое содержание металлов, что сопровождается существенно повышенным битумным содержанием. Типичные металлические примеси представляют собой никель, ванадий и железо.
На протяжении долгого времени было известно, что нефть без легких фракций, остаточные нефтепродукты и слабо крекированная нефть с высокими концентрациями загрязняющих металлов представляют серьезные проблемы, как понижающие избирательность в отношении ценного транспортного топлива, так и деактивирующие катализаторы КФК при относительно высоких концентрациях металлов, например, 5,000-10,000 млн.ч. в комбинации с повышенными температурами регенерации. В частности, было установлено, что, когда слабо крекированную нефть, которая содержит исходные вещества с высокими концентрациями ванадия и никеля, пропускают через катализатор, который содержит кристаллический цеолит, и особенно при высоких концентрациях ванадия на катализаторе, может происходить быстрая деактивация цеолита. Указанная деактивация проявляет себя в виде значительной степени утраты кристаллической цеолитной структуры. Указанную потерю наблюдали при концентрациях ванадия, которые составляют 1,000 млн.ч. или меньше. Потеря кристаллической цеолитной структуры становится более быстрой и серьезной с повышением концентраций ванадия и при концентрациях ванадия, составляющих приблизительно 5,000 млн.ч., в частности при концентрациях, которые приближаются к 10,000 млн.ч., может происходить полное разрушение цеолитной структуры. Воздействие деактивации ванадия при концентрациях ванадия, которые составляют меньше, чем 10,000 млн.ч., может быть понижено с помощью повышения концентрации добавки исходного катализатора, но это затратно финансово. Как отмечено ранее, ванадий портит катализатор крекинга и понижает его активность. Литература в указанной области сообщает, что соединения ванадия, присутствующие в сырье, становятся включенными в кокс, который откладывается на катализаторе крекинга, и затем в регенераторе окисляются до пентоксида ванадия по мере выжигания кокса (М. Xu и др. J. Catal. V. 207 (2), 237-246). При температуре 700-830°C в присутствии воздуха и водяного пара, V будет представлен в поверхностно-подвижном состоянии в кислотной форме. Указанные виды V вступают в реакцию с катионным натрием, облегчая свое высвобождение из ионообменного участка Y. Образованный таким образом метаванадат натрия гидролизуется в водяном паре с образованием NaOH и метаванадиевой кислоты, который снова может вступать в реакцию с катионами Na+. Таким образом, V катализирует образование разрушающего NaOH.
С другой стороны, железо и никель не являются подвижными. Углеводороды, которые содержат никель, откладывается на катализаторе, и образуют оксид никеля в регенераторе. В тяговом участке он может быть восстановлен до металлического никеля, который, подобно металлическому железу, катализирует дегидрогенизацию углеводородов с образованием нежелательного водорода и кокса. Высокий выход водорода является нежелательным по той причине, что он может привести к ограничениям в следующих далее технологических операциях КФК (компрессор влажного газа является ограниченным по объему). Большие количества кокса могут иначе привести к затруднениям в работе нагнетателя воздуха регенератора, что может привести к снижению пропускной способности сырья.
Поскольку соединения, которые содержат ванадий и другие металлы, как правило, не могут быть легко удалены из крекинговой установки в виде летучих соединений, то обычный подход состоял в том, чтобы уловить и/или пассивировать указанные соединения в условиях, с которыми сталкиваются во время процесса крекинга. Улавливание или пассивирование может содержать включение добавок в катализатор крекинга или добавление отдельных частиц добавки вместе с катализатором крекинга. Указанные добавки комбинируют с металлами и вследствие этого они действуют либо как "ловушки" или "поглотители" для подвижных видов V так, что активный компонент катализатора крекинга защищен, либо как пассиваторы для неподвижных Ni и Fe. Металлические примеси затем удаляют вместе с катализатором, который выводят из системы во время его нормального функционирования, и свежеприготовленную ловушку металла добавляют со свежим катализатором так, чтобы воздействовать на непрерывное выведение вредных металлических примесей во время работы. В зависимости от концентрации вредных металлов в сырье, количество добавки относительно свежего катализатора может варьироваться, с тем, чтобы достичь желаемого уровня улавливания и/или пассивирования металлов.
Является известным включение разных видов оксида алюминия в частицы катализатора КФК для того, чтобы улавливать ванадий и никель. Примеры указанного можно найти в принадлежащих тому же правообладателю патентах США №№6,716,338 и 6,673,235, где в катализаторы крекинга добавляют дисперсный бомит. В результате прокалки, бомит превращается в переходную фазу оксида алюминия, которая была установлена полезной для пассивирования никеля и примесей ванадия в углеводородном сырье. При этом, большая площадь поверхности оксида алюминия может также служить для того, чтобы улавливать ванадий, защищая цеолит, но не пассивировать ванадий, так, что уровень примесей водорода и кокса остается высоким.
Ванадий может также быть уловлен и эффективно пассивирован посредством применения ловушек, которые содержат щелочноземельные металлы (Са, Mg, Ba), и/или ловушек на основе редкоземельных металлов, смотри принадлежащие тому же правообладателю и одновременно находящиеся на рассмотрении заявки того же заявителя №12/572,777; номера патентов США 4,465779; 4549,548; 5300,496; 7,361,264; WO 82/00105; GB 218314; EP A020151 и ЕР А 0189267. Тем не менее, указанные ловушки являются чувствительными для серы, и сера может заблокировать активные центры улавливания ванадия, что делает их менее эффективными.
Применение в качестве пассиваторов сурьмы и соединений сурьмы также является хорошо известным в патентной литературе, включая патенты США №№3,711,422; 4,025,458; 4,031,002; 4,111,845; 4,148,714; 4,153,536; 4,166,806; 4,190,552; 4,198,317; 4,238,362 и 4,255,287. Как сообщают, сурьма вступает в реакцию с никелем с образованием сплава NiSb, который тяжело восстанавливается в условиях лифт-реактора, деактивируя, таким образом, никель для катализирования образования водорода и кокса. Указанный процесс обычно называют пассивированием.
В принадлежащем тому же правообладателю патенте США №7,678,735, добавление катализатора аминоксидирования в регенератор КФК описывают как действие, понижающее выделения оксидов азота и предшественников оксидов азота во время регенерации катализатора КФК. Особенно полезный катализатор аминоксидирования представляет собой смешанный оксид железистой сурьмы и дополнительного металла, такого как Mg, Mn, Мо, Ni, Sn, V или Cu. При этом в патенте не упоминают специального применения катализатора аминоксидирования в крекинге остатков, и в частности, в улавливании и/или пассивировании никеля и примесей ванадия, которые могут портить и/или деактивировать цеолитный катализатор крекинга.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Изобретение относится к усовершенствованному пассиватору/ловушке металла, которые содержат смешанный оксид металла сурьмы, по меньшей мере один окислительно-восстановительный элемент и необязательный активатор, и к их применению в улавливании металлических примесей во время каталитического крекинга углеводородного сырья.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Для более полного понимания природы и преимуществ настоящего изобретения, необходимо сослаться на следующее далее подробное описание, которое следует читать в сочетании с приложенными графическими материалами.
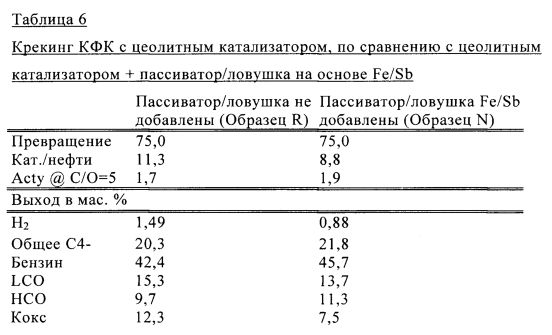
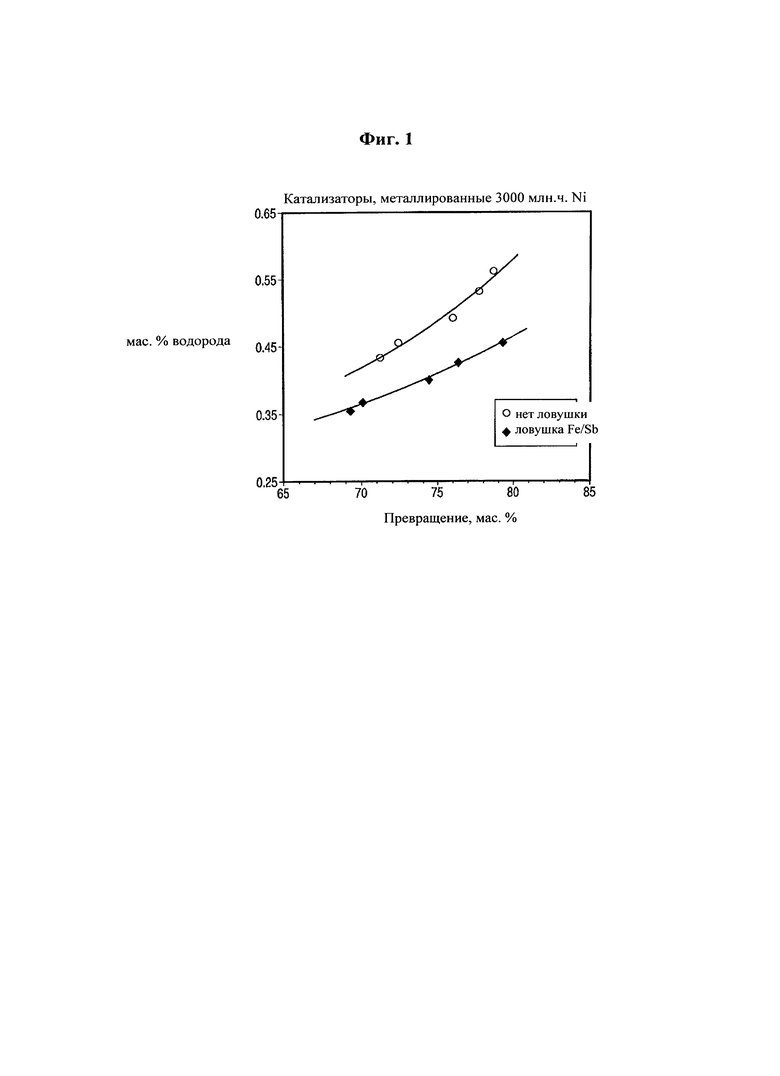
Фигура 1 иллюстрирует снижение выхода Н2 в мас. %, полученное в результате применения катализатора КФК, который содержит добавку железа/сурьмы и Flex-Tec®, металлированных с применением 3000 млн.ч. Ni при разных степенях превращения.
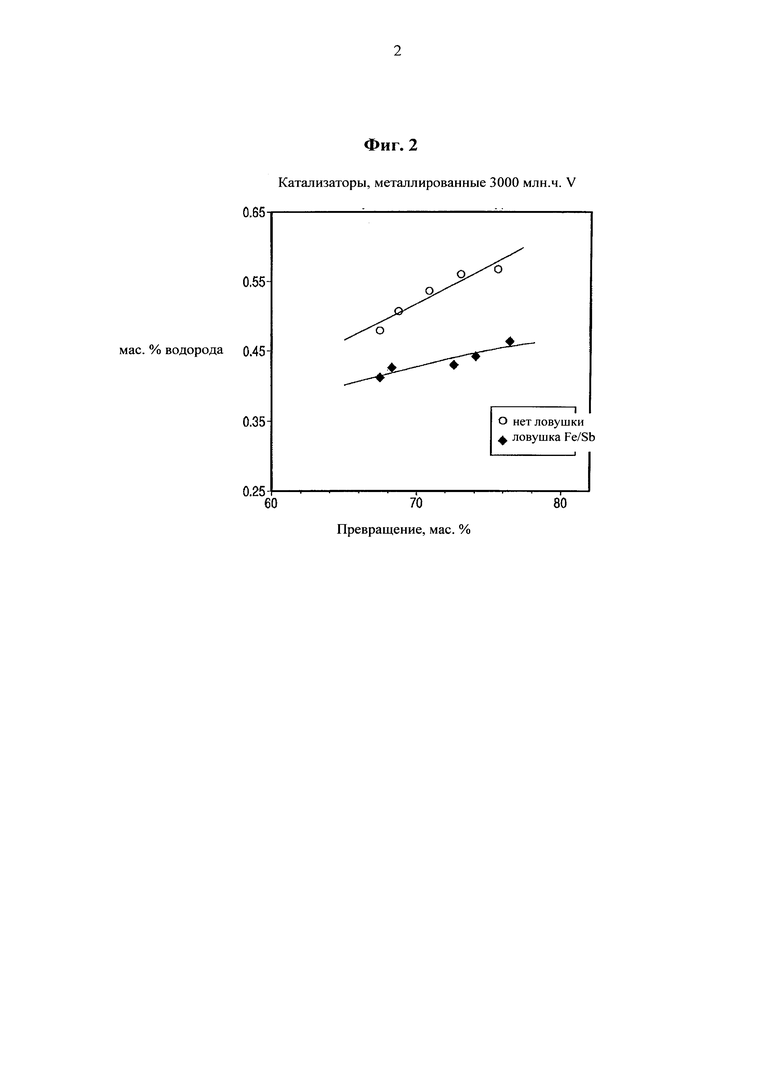
Фигура 2 иллюстрирует снижение выхода Н2 в мас. %, полученное в результате применения катализатора КФК, который содержит добавку железа/сурьмы и Flex-Tec®, металлированных с применением 3000 млн.ч. V при разных степенях превращения.
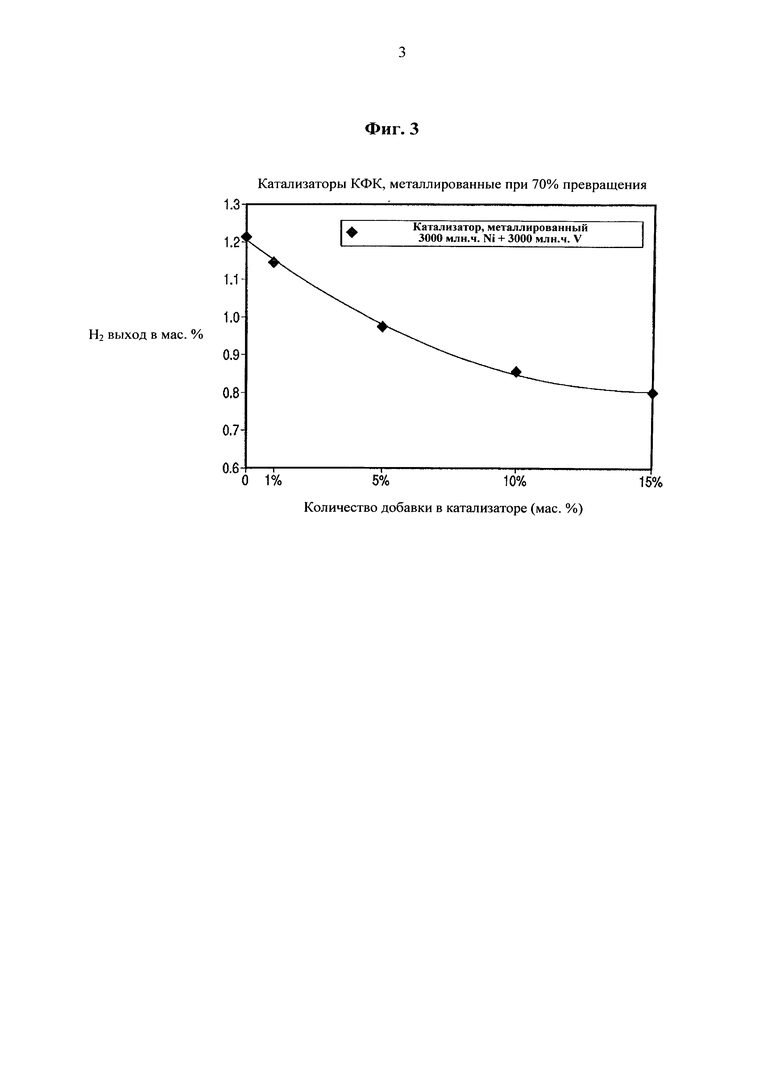
Фигура 3 иллюстрирует снижение выхода Н2 в мас. % с повышением количества добавки железа/сурьмы, примененной в качестве пассиватора/ловушки металла с применением катализатора КФК, загрязненного 3000 млн.ч. Ni и 3000 млн.ч. V.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Это изобретение относится к усовершенствованному пассиватору/ловушке металла и к их применению вместе с катализатором КФК для катализа исходного сырья нефти, которое содержит значительные концентрации металлических примесей (т.е. Ni и/или V). В частности, пассиватор/ловушка металлов содержит смесь оксидов металлов для того, чтобы связывать ванадий и никель, так что воздействие деактивации катализатора КФК посредством металлических примесей в жидких нефтепродуктах снижается и/или избирательность в отношении транспортного топлива повышается (для всех видов, которые используют в технологии КФК). В частности, изобретение является полезным в переработке углеродно-металлических компонентов нефти, которые выявлены во всех видах сырья нефти, нефти без легких фракций, остаточном нефтепродукте и в слабо крекированной нефти в современной установке крекинга на флюидизированном катализаторе.
Способ в соответствии с настоящим изобретением содержит каталитический крекинг углеводородного сырья с применением катализаторной смеси, которая содержит первый компонент, который представляет собой катализатор крекинга, предпочтительно содержащийся в матричном материале, и второй компонент, который содержит смешанный сплав оксида металла, как описано выше, обладающий эффективностью для пассивирования металлов и улавливания металлов. Усовершенствование настоящего изобретения состоит в способности каталитической системы хорошо функционировать даже тогда, когда сырье содержит высокие концентрации металлов.
Необходимо отметить, что "пассиватор" и "ловушка" не применяются в качестве взаимозаменяемых, и что смесь оксидов металлов в соответствии с настоящим изобретением содержит компоненты, которые либо пассивируют, ли улавливают металлические примеси. "Пассиватор" определяют как композицию, которая понижает активность нежелательных металлов, т.е. никеля и ванадия, которые производят загрязнения Н2 и кокс во время процесса КФК. В то время как "ловушка" представляет собой композицию, которая связывает металлические примеси, которые, в противном случае, свободны перемещаться в пределах или между микросферами в каталитической смеси КФК, т.е. V и Na. Пассиватор не обязательно связывает V и ловушка, конечно, не может пассивировать V.
Катализатор крекинга
Компонент катализатора крекинга, который применяют в способе в соответствии с настоящим изобретением, может представлять собой любой катализатор крекинга любого желаемого вида, обладающий значительной активностью. Предпочтительно, катализатор, который применяют здесь, представляет собой катализатор, который содержит кристаллический алюмосиликат, предпочтительно аммониево-обменный, и по меньшей мере частично обменный с использованием катионов редкоземельных металлов, и который при этом иногда называют "редкоземельно-обменный кристаллический силикат алюминия", т.е. REY, CREY или REUSY; или один из стабилизированного аммония или водородного цеолита.
Типичные цеолиты или молекулярные фильтры, имеющие крекирующую активность, которые применяют здесь в качестве каталитического катализатора крекинга, являются хорошо известными в уровне техники. Синтетически полученные цеолиты первоначально представлены в виде алюмосиликатов щелочных металлов. Ионы щелочного металла обычно обмениваются с ионами редкоземельного металла и/или аммония, что придает цеолитам характеристики крекинга. Цеолиты представляют собой кристаллические, трехмерные, устойчивые структуры, которые содержат большое количество однородных отверстий или пустот, взаимосвязанных посредством более мелких, относительно однородных ходов или каналов. Эффективный размер пор синтетических цеолитов находится, но не ограничивается этим, соответственно между 6 и 15 Å в диаметре.
Цеолиты, которые могут быть применены здесь, включают как природные, так и синтетические цеолиты. Указанные цеолиты включают гмелинит, шабазит, дахиардит, клиноптилолит, фозажит, гейландит, аналцит, левинит, эрионит, содалит, канкринит, нефелин, лазурит, сколецит, натролит, оффретит, мезолит, морденит, бревстерит, ферриерит, и подобные. Фозажиты являются предпочтительными. Подходящие синтетические цеолиты, которые могут быть обработаны в соответствии с указанным изобретением, включают цеолиты X, Y, включая химически или гидротермически деалюминированные высокоалюмосиликатные Y, A, L, ZK-4, бета, виды ZSM или пентасил, боралит и омега. Термин "цеолиты", как его используют здесь, включает не только алюмосиликаты, но также вещества, в которых алюминий заменен галлием или бором, а также вещества, в которых кремний заменен германием. Предпочтительные цеолиты в соответствии с указанным изобретением представляют собой синтетические фозажиты Y и Х видов или их смеси. В качестве альтернативы, каталитический катализатор, известный как Flex-Tec® от компании BASF Corporation, также является полезным. Количество каталитического катализатора, который применяют в соответствии с настоящим изобретением, составляет приблизительно 30 - приблизительно 95 мас. % каталитической смеси. Количество, которое составляет приблизительно 50% - приблизительно 90%, также является полезным.
Для того чтобы получить хорошую крекирующую активность, цеолиты должны быть представлены в надлежащем виде. В большинстве случаев, указанное включает снижение содержания щелочного металла цеолита до наиболее низкого из возможного. Кроме того, высокое содержание щелочного металла понижает структурную термическую устойчивость, и вследствие указанного эффективный срок эксплуатации катализатора будет уменьшен. Способы удаления щелочных металлов и приведения цеолита в надлежащий вид являются хорошо известными в уровне техники, например, как описано в патенте США №3,537,816.
Цеолит может быть включен в матрицу. Подходящие матричные материалы включают встречающиеся в природе глины, такие как каолин, галлуазит и монтмориллонит, а также неорганические оксид гели, которые содержат каталитические аморфные неорганические оксиды, такие как диоксид кремния, оксид кремния-алюминия, оксид кремния-циркония, оксид кремния-магния, оксид алюминия-бора, оксид алюминия-титана, и подобные, а также их смеси. Предпочтительно неорганический оксид гель представляет собой гель, содержащий оксид кремния, более предпочтительно неорганический оксид гель представляет собой аморфный алюмосиликатный компонент, такой как традиционный алюмосиликатный катализатор крекинга, некоторые виды и композиции которого являются коммерчески доступными. Указанные материалы в основном получают в виде когеля оксида кремния и оксида алюминия, соосажденных оксида кремния-оксида алюминия или в виде оксида алюминия, осажденного на предварительно образованном и предварительно состаренном гидрогеле. Как правило, оксид кремния представлен в качестве основного компонента в каталитических твердых веществах, присутствующих в таких гелях, и представлен в количестве, которое находится в пределах между приблизительно 55 и 100 массовых процентов. Тем не менее, чаще всего матрицу активного коммерчески доступного катализатора КФК получают из псевдобомитов, бомитов, а также из гранулированных гидратированных оксидов алюминия или из способных к повторному образованию гидратов оксидов алюминия, таких как байерит, гиббсит и подверженный быстрому обжигу гиббсит, а также из связанных со способным к пептизированию псевдобомитом и/или коллоидным оксидом кремния или с хлоргидролом алюминия. Соответственно, в катализаторе настоящего изобретения матричный компонент может быть представлен в количестве, которое находится в пределах от приблизительно 25 до приблизительно 92 массовых процента, предпочтительно от приблизительно 30 до приблизительно 80 массовых процента катализатора КФК.
Патент США №4,493,902, положения которого включены здесь посредством перекрестной ссылки, раскрывает новые флюидизированные катализаторы крекинга, которые содержат износостойкие, с высоким цеолитным содержанием, каталитически активные микросферы, которые содержат более чем приблизительно 40%, предпочтительно 50-70% от массы фозажита Y, и способы изготовления таких катализаторов с помощью кристаллизации более чем приблизительно 40% натриевого цеолита Y в пористых микросферах, состоящих из смеси двух различных видов химически активной кальцинированной глины, а именно, метакаолина (каолина, прокаленного с подвержением сильной эндотермической реакции, связанной с дегидроксилированием) и каолиновой глины, прокаленной в более жестких условиях, которые применяются для превращения каолина в метакаолин, т.е., каолиновой глины, прокаленной с подвержением характерной для каолина экзотермической реакции, которую иногда называют шпинельной формой кальцинированного каолина. В предпочтительном варианте осуществления, микросферы, которые содержат две формы кальцинированной каолиновой глины, погружают в щелочной раствор силиката натрия, который нагревают, предпочтительно до тех пор, пока максимальное полученное количество фозажита Y не будет кристаллизовано в микросферах.
Практически, что касается способа патента №4,493,902, пористые микросферы, в которых кристаллизуется цеолит, предпочтительно изготавливают посредством образования водной суспензии измельченной на порошок сырой (гидратированной) каолиновой глины (Al2O3:2SiO2:2Н2О) и измельченной на порошок кальцинированной каолиновой глины, которые подвергались экзотермической реакции вместе с незначительным количеством силиката натрия, который действует как сжижающий агент в отношении суспензии, который подают в распылительную сушку для того, чтобы образовать микросферы, и который затем действует с тем, чтобы обеспечить физическую целостность компонентам высушенных распылением микросфер. Высушенные распылением микросферы, которые содержат смесь гидратированной каолиновой глины и каолина, прокаленного с подвержением экзотермической реакции, затем прокаливают в контролированных условиях, менее строгих, чем условия, которые необходимы для того, чтобы подвергнуть каолин экзотермической реакции для того, чтобы дегидратировать часть гидратированной каолиновой глины микросфер и осуществить их превращение в метакаолин, указанное дает микросферы, которые содержат желательную смесь метакаолина, каолина, прокаленного с подвержением экзотермической реакции, и вяжущего вещества силиката натрия. В иллюстративных примерах патента №4,493,902, в загружаемом в распылительную сушку сырье присутствуют приблизительно одинаковые массы гидратированной глины и шпинеля, и при этом полученные кальцинированные микросферы содержат немного больше глины, которая подвергалась экзотермической реакции, чем метакаолин. Патент №4,493,902 сообщает, что кальцинированные микросферы содержат приблизительно 30-60% от массы метакаолина и приблизительно 40-70% от массы каолина, которые характеризуются экзотермическим эффектом. Менее предпочтительный способ, описанный в патенте, включает сушку распылением суспензии, которая содержит смесь каолиновой глины, прокаленной ранее до состояния метакаолина, и каолина, прокаленного с подвержением экзотермической реакции, но без включения в суспензию какого-либо гидратированного каолина, обеспечивая, таким образом, микросферы, которые содержат как метакаолин, так и каолин, непосредственно прокаленный с подвержением экзотермической реакции, без прокаливания с целью превращения гидратированного каолина в метакаолин.
При осуществлении изобретения, описанного в патенте №4,493,902, микросферы, состоящие из каолина, прокаленного с подвержением экзотермической реакции, и метакаолина, реагируют со щелочью, обогащенной раствором силиката натрия, в присутствии инициатора кристаллизации (затравок кристаллов) до превращения оксида кремния и оксида алюминия в микросферах в синтетический натриевый фозажит (цеолит Y). Микросферы отделяют от исходного раствора силиката натрия, ионообменного с ионами редкоземельных металлов, ионами аммония, и образуют как редкоземельные, так и разные известные стабилизированные формы катализаторов. Способа в соответствии с патентом №4,493,902 обеспечивает средства для достижения желательной и уникальной комбинации высокого цеолитного содержания, что обеспечивает высокую активность, хорошую избирательность и термическую устойчивость, а также износостойкость.
Пассиватор/ловушка металла
Пассиватор/ловушка металла в соответствии с настоящим изобретение уменьшает воздействие ванадия и дегидрогенизацию никеля катализатора крекинга во время КФК крекинга сжиженного нефтяного газа и остатков.
Эффективные катализаторы смешанных оксидов металлов для пассивирование/улавливание в указанном изобретении состоят из смесей, известных как RSbM, где R представляет собой по меньшей мере один окислительно-восстановительный элемент, выбранный из Fe2+/3+, Се3+/4+, Cr2+/3+, U5+/6+, Sn или Mn, роль заключается в том, чтобы образовать кислород решетки из O2 и затем дополнить активные центры Sb3+/5+ указанным кислородом решетки, каждый из которых, кроме того, может быть улучшен с помощью добавки по меньшей мере одного необязательного активатора М, выбранного из оксидов Na, Zn, W, Те, Са, Ва, Мо, Mg, Mn, Sn или Cu.
В частности, настоящее изобретение относится к применению железа-сурьмы (FeSb) на носителе для того, чтобы пассивировать и/или улавливать Ni и V, где реакция с никелем будет происходить в восстановительной атмосфере лифт-реактора, в то время как сбор ванадия будет происходить в окислительной среде регенератора. Указанную реакцию иллюстрирует следующее уравнение:
Fe2Sb2O8+NiO+V2O5→2FeVO4+NiSb2O6
Несмотря на то, что железо является известным элементом, портящим катализатор и приводящим к образованию водорода и кокса, неожиданно было выявлено, что комбинация Fe и Sb понижает выход водорода и кокса.
FeSb изготавливают с небольшой площадью поверхности, что ограничивает образование Н2. Sb является подвижной, так что Sb может находить и пассивировать Ni на катализаторе. Поскольку Sb и V являются подобными в химическом отношении (V также является подвижным), то FeOx может вступать в реакцию с V с образованием FeVOx. FeVOx является устойчивым как несульфатированный ванадат в Sox, которые содержат газовый регенератор. Не желая быть связанным какой-либо теорией, мы считаем, что структура FeSb способствует тому, чтобы V достиг вовнутрь или перешел в структуру оксида железа.
Соотношение R:Sb:M также является существенным для результатов катализа. Атомное соотношение R:Sb:M может находиться в диапазоне, который составляет 0,1-10 - 0,1-10 - 0-10, предпочтительно 0,5-3 - 0,5-3 - 0-5.
Пассиватор/ловушка металла могут быть смешаны с отдельными частицами цеолитного катализатора перед тем, как его подать в установку КФК. В качестве альтернативы, частицы пассиватора/ловушки могут быть поданы отдельно в крекинговую установку, в циркулирующий катализатор в соответствии с изобретением. Обычно частицы пассивирования металлов представлены в количестве в пределах диапазона, который составляет 1-50% от массы, предпочтительно 2-30% от массы, и наиболее предпочтительно 5-25% от массы каталитической смеси. Когда их применяют в недостаточном количестве, то улучшение пассивирования ванадия и никеля не может быть достаточным. Когда применяют в избыточном количестве, то крекирующая активность и/или избирательность может быть снижена, и данная операция становится затратной. Оптимальные пропорции варьируются в зависимости от концентрации металлических примесей в исходной нефти. Соответственно, когда компонент улавливания металла действует как скавенджер для подвижных металлических примесей, не позволяя таким примесям достичь центров крекинга каталитически активного компонента, то концентрация пассиватора/ловушки в каталитической смеси может быть подобрана таким образом, чтобы поддерживать желательную активность катализатора и степень превращения, предпочтительно степень превращения, составляющую по меньшей мере 55 процентов. Пассиватор/ловушка в соответствии с указанным изобретением, в частности является полезным для крекинга сырья нефти, которое содержит уровень металлических примесей (т.е. Ni и/или V), которые имеют концентрацию в диапазоне, который составляет приблизительно 0,1 млн.ч. никеля и/или 0,1 млн.ч. ванадия, приблизительно до 200 млн.ч. металлических примесей, которые содержат никель, ванадий и/или их смесь. Тем не менее, необходимо отметить, что во время КФК крекинга, количество металлических примесей, которые аккумулируются на катализаторе КФК, может быть от минимального, такого как 300 млн.ч., до такого высокого как 40 ООО млн.ч. металлических примесей, содержащих никель, ванадий и/или их смесь.
Носитель
Для переноса пассиватора/ловушки металла может быть применен инертный материал носителя-подложки. Материал носителя-подложки выбирают, но не ограничиваются ими, из: (I) цеолитов, содержащихся in situ КФК, (II) кальцинированных каолинов, (III) оксида алюминия или (IV) оксида кремния. Если применяют оксид кремния, то для обеспечения термической устойчивости может быть добавлен цирконий. Полезным является оксид алюминия, такой как Puralox®, который производится компанией Sasol. Кальцинированные каолины в виде микросфер являются предпочтительными. Способ изготовления носителей, которые применяют в соответствии с настоящим изобретением, можно найти в принадлежащем тому же правообладателю патенте США №7,678,735, который включен здесь посредством ссылки. Количество применяемого носителя составляет от приблизительно 1% до 99 мас. %, предпочтительно 5%-95 мас. % каталитической смеси. Носитель предпочтительно имеет площадь поверхности, которая составляет приблизительно 5-200 м2/г.
Изготовление композиции в соответствии с настоящим изобретением (пропитка)
RSbM пассиватор/ловушку металла, как правило, изготавливают посредством 1) пропитывания носителя раствором сурьмы; 2) пропитывания обработанного носителя из стадии 1) раствором окислительно-восстановительного элемента, таким образом, чтобы только часть объема пор микросфер носителя заполнялась, и 3) заполнения оставшейся части объема пор концентрированным раствором гидроксида аммония. Соответственно, для приготовления раствора сурьмы может быть применен хлорид сурьмы или триоксид сурьмы.
Количество применяемого аммония, как правило, является равным эквивалентам суммы нитратов и хлоридов. Указанное обеспечивает нейтральный уровень рН и осаждение растворенных металлов внутри микросфер при объеме начальной влажности. Захваченные соли нитрата аммония могут быть взрывоопасными при сушке. Вследствие этого пропитанные микросферы необходимо подвергнуть реакции на протяжении приблизительно 30 минут, затем суспендировать с использованием деионизированной воды, отфильтровать и промыть для того, чтобы удалить соли, оставляя гидрогели RSbM в микросферах. Гидроксидная смесь затем может быть прокалена. Если применяют активатор (М), то активатор может быть скомбинирован с окислительно-восстановительным элементом во второй пропитке, или с раствором аммония в третьей пропитке, таким образом, чтобы каждый из растворов оставался полностью растворенным, и чтобы все эквиваленты были подобраны так, чтобы обеспечить нейтральность после пропитки как кислыми, так и основными растворами.
В качестве альтернативы, окислительно-восстановительный элемент может быть добавлен непосредственно в сурьму до пропитки на инертном носителе. В частности, включение металлических катионов в структуру сурьмы выполняют на второй стадии синтеза с помощью добавки одной или более солей металлов (т.е. нитратов, хлоридов или ацетатов) окислительно-восстановительного элемента:
Fe(OAc)2+2Sb+5(OH)3О+2H2O→Fe+2[Sb+5(OH)4O)]2+2HOAc
Пассиватор/ловушка также могут быть изготовлены с помощью введения солей металлов в процесс изготовления (сушка распылением каолиновой глины, за которой следует прокалка) или с помощью соосаждения солей Fe и Sb без носителя-подложки, смотри Alien и др., Appl. Catal. A. Gen., 217 (2001), 31.
Применение
Температура реакции в соответствии с описанным выше процессом составляет по меньшей мере приблизительно 900°F (482°C). Верхний предел может составлять приблизительно 1100°F (593,3°C) или более. Предпочтительный температурный диапазон составляет приблизительно 950°F - приблизительно 1050°F (510°C - 565,6°C). Общее давление реакции может варьироваться в широком диапазоне, и может, например, составлять приблизительно 5 - приблизительно 50 фунт/кв. дюйм изб. (0,34-3,4 атмосфер), или предпочтительно, приблизительно 20 - приблизительно 30 фунт/кв. дюйм изб. (1,36-2,04 атмосфер). Максимальное время нахождения в лифт-реакторе составляет приблизительно 5 секунд, и в случае наиболее загруженного сырья, время нахождения будет составлять приблизительно 1,0 - приблизительно 2,5 секунд или меньше. В случае загруженного сырья с большой молекулярной массой, которое богато ароматическими соединениями, подходящим является время нахождения, которое составляет приблизительно 0,5 приблизительно 1,5 секунды, для того, чтобы подвергнуть крекингу моно- и ди-ароматические соединения и нафтены, который представляют собой ароматические соединения, которые наиболее легко подвергается крекингу, и которые дают наиболее высокий выход бензина, но при этом необходимо остановить технологическую операцию перед промышленным крекингом полиароматических соединений потому, что указанные материалы дают высокий выход кокса и С2 и более легких газов. Отношение длины реактора к диаметру реактора может варьироваться в пределах широких диапазонов, но при этом реактор должен быть удлиненным для того, чтобы обеспечивать высокую линейную скорость, например, составляющую приблизительно 25 - приблизительно
75 футов в секунду, и с этой целью является подходящим отношение длины к диаметру, составляющее приблизительно свыше 20 - приблизительно свыше 25. Реактор может иметь одинаковый диаметр или может быть снабжен конусом, который непрерывно или ступенчато увеличивается в диаметре вдоль хода реакции, чтобы поддерживать почти постоянной скорость вдоль направления потока.
Соотношение массы катализатора к углеводородам в составе сырья варьируют для того, чтобы менять варианты температур в реакторе. Кроме того, чем выше температура регенерированного катализатора, тем меньше катализатора требуется для достижения заданной температуры реакции. Вследствие этого высокая температура регенерированного катализатора будет приводить к очень низкому уровню плотности в реакторе, установленному ниже и, таким образом, помогает предотвратить обратное смешивание в реакторе. Как правило, регенерация катализатора может происходить при повышенной температуре, которая составляет приблизительно 1250°F (676,6°C) или более. Углерод регенерированного катализатора уменьшается от приблизительно 0,6 до приблизительно 1,5, до уровня, который составляет приблизительно 0,3 процента от массы. При обычных соотношениях катализатора к нефти, количества катализатора более чем достаточно для достижения желательного каталитического действия и, по этой причине, если температура катализатора является высокой, то соотношение может без колебаний быть уменьшено без ущерба превращению. Поскольку цеолитные катализаторы, например, являются особенно чувствительными к содержанию углерода на катализаторе, то регенерация преимущественно должна происходить при повышенных температурах для того, чтобы уменьшить содержание углерода на катализаторе до установленного диапазона или ниже. Кроме того, поскольку основная функция катализатора состоит в том, чтобы содействовать нагреву реактора, для любой заданной желательной температуры реактора, чем выше температура загрузки катализатора, тем меньшее количество катализатора необходимо. Чем ниже уровень загрузки катализатора, тем ниже плотность материала в реакторе. Как установлено при этом, низкая плотность материалов в реакторе помогает предотвратить обратное смешивание.
Необходимо понять, что каталитическая смесь, описанная выше, может применяться для каталитического крекинга любого углеводородного сырья, которое включает металлы, но при этом, в частности, является полезной для обработки сырья с высоким содержанием металлов. Типичное сырье представляет собой тяжелые сжиженные нефтяные газы или тяжелые фракции нефти, в которых присутствуют концентрированные металлические примеси. В частности, предпочтительное подходящее для обработки сырье с применением каталитической смеси в соответствии с настоящим изобретение включает деасфальтизированные масла, кипящие выше температуры, составляющей приблизительно 900°F (482°C) при атмосферном давлении; тяжелые сжиженные нефтяные газы, кипящие при температуре от приблизительно 600°F до приблизительно 1100°F (343°C-593°C) при атмосферном давлении; нижние продукты атмосферной или вакуумной колонны, кипящие при температуре, составляющей выше приблизительно 650°F.
Пассиватор/ловушка металла могут быть добавлены в установку КФК посредством приспособления для подачи добавок таким же способом, как и активаторы СО и другие добавки. В качестве альтернативы, пассиватор/ловушка металла могут быть предварительно смешаны со свежеприготовленным катализатором КФК, который подается в установку КФК.
Пример 1
Изготовление пассиватора/ловушки, содержащих смесь Fe/Sb:
1. Раствор сурьмы:
Отмеривали подходящее количество Sb2O3 в 50-миллилитровый химический стакан, химический стакан заполняли водой до 30 мл, и затем нагревали смесь до 70°C. Добавляли H2O2 и смесь выдерживали при 70°C на протяжении 1 часа. Далее происходила следующая реакция: Sb2O3+2H2O2+H2O→2Sb(ОН)3О
Перемешивание и нагревание дает молочно белый коллоидный раствор.
2. Пропитка оксид-гидроксида Sb на инертной подложке:
Подложку из кальцинированного каолина помещали в резервуар и сбрызгивали приблизительно одной третью раствора из стадии 1. Подложку вытирали и процесс повторяли с оставшимися двумя третями раствора из стадии 1. Пропитанную подложку помещали в резервуар из пирексного стекла и подложку сушили на протяжении ночи в сушильном шкафу с вентиляцией при 100°C.
3. Раствор железа:
Отмеривали Fe(NO3)3·9H2O в 50-миллилитровый химический стакан, химический стакан заполняли водой до 22 мл, затем компоненты смешивали до тех пор, пока не растворяли Fe(NO3)3·9H2O.
4. Обработанную инертную подложку из стадии 2 пропитывали раствором железа из стадии 3, применяя способ, описанный на стадии 2. Пропитанную подложку оставляли при комнатной температуре на протяжении приблизительно 30 минут, чтобы дать компонентам вступить в реакцию, за чем следовало суспендирование с использованием деионизированной воды, фильтрование и промывание для того, чтобы удалить невключенные частицы или соли. Пропитанную подложку (которая теперь содержала как Fe, так и Sb) помещали в резервуар из пирексного стекла и сушили на протяжении ночи в сушильном шкафу с вентиляцией при 100°C. Подложку охлаждали до комнатной температуры, затем подложку прокаливали при 400°C на протяжении 3 часов в сушильном шкафу с вентиляцией.
Пример 2
Следом за стадиями из Примера 1 изготавливали пассиваторы/ловушки с разными соотношениями Fe:Sb:
Затем пассиваторы/ловушки были включены в предварительно металлированные катализаторы КФК. Комбинации обрабатывали паром при 1450°F на протяжении 4 часов в потоке 90% водяного пара/10% воздуха, перед испытанием:
Пример 3
Изготавливали пассиваторы/ловушки металлов, содержащие активаторы:
1. Пропитка 2,5% Sb2O3: 2,5% Fe2O3: 1% MnO2 на кальцинированном каолине:
Растворяли вначале 3,91 г SbCl3 в 25 мл деионизированной H2O и 15 мл HCl (37%), затем смешивали с 12,62 г Fe(NO3)3·9H2O и 3,53 г Mn(NO3)3·4H2O. Применяли 40 мл смеси на 100 г кальцинированного каолина, хорошо перемешивали, кальцинированный каолин сушили при 100°C на протяжении ночи (16 часов). Кроме того, пропитанный носитель прокаливали при t 400°C на протяжении 3 часов на воздухе. Выход в % составлял: 3,0862% Fe2O3, 1,0944% MnO2, и 2,2779% Sb2O3.
2. Пропитка 2,5% Sb2O3: 2,5% Fe2O3: 1% WO3 на кальцинированном каолине:
Растворяли вначале 3,91 г SbCl3 в 10 мл HCl (37%) и 20 мл деионизированной H2O, затем 1,52 г метавольфрамата аммония с использованием 5 мл HCl, затем 12,65 г Fe(NO3)3·9H2O. Применяли 30 мл смеси на 100 г кальцинированного каолина, хорошо перемешивали, кальцинированный каолин сушили при 100°C на протяжении ночи (16 часов). Кроме того, пропитанный носитель прокаливали при 400°C на протяжении 3 часов на воздухе. Выход в % составлял 3,37% Fe2O3, 1,22% of WO3, и 2,68% Sb2O3.
3. Пропитка 2,5% Sb2O3: 2,5% Fe2O3: 1% ZnO на кальцинированном каолине:
Растворяли 3,91 г SbCl3 в 20 мл HCl (37%) и 15 мл деионизированной H2O, затем добавляли 12,62 г Fe(NO3)3·9H2O и 3,62 г Zn(NO3)2. Применяли 35 мл смеси на 100 г кальцинированного каолина, хорошо перемешивали, кальцинированный каолин сушили при 100°C на протяжении ночи (16 часов). Кроме того, пропитанный носитель прокаливали при 400°C на протяжении 3 часов на воздухе. Выход в % составлял 3,18% Fe2O3, 0,843% ZnO, и 2,63% Sb2O3.
4. Пропитка 2,5% Sb2O3: 2,5% Fe2O3: 1% SnO на кальцинированном каолине: Растворяли вначале 3,91 г SbCl3 в 10 мл HCl (37%) затем добавляли 12,65 г Fe(NO3)3·9H2O и 1,675 г SnCl2·2H2O, разбавляли с использованием 20 мл деионизированной H2O. Применяли 30 мл смеси на 100 г кальцинированного каолина, хорошо перемешивали, кальцинированный каолин сушили при 100°C на протяжении ночи (16 часов). Кроме того, пропитанный носитель прокаливали при 400°C на протяжении 3 часов на воздухе. Выход в % составлял 2,78% Fe2O3,
0,743% SnO, и 2,65% Sb2O3.
5. Пропитка 2,5% Sb2O3: 2,5% Fe2O3: 1% МоО3 на кальцинированном каолине:
Растворяли вначале 3,91 г SbCl3 в 20 мл деионизированной H2O и 10 мл HCl (37%), затем 12,65 г Fe(NO3)3·9H2O, и 1,43 г (NH4)2MoO4. Применяли 30 мл смеси на 100 г кальцинированного каолина, хорошо перемешивали, кальцинированный каолин сушили при 100°C на протяжении ночи (16 часов). Кроме того, пропитанный носитель прокаливали при 400°C на протяжении 3 часов на воздухе. Выход в % составлял: 3,03% Fe2O3, 1,36% МоО3, и 2,59% Sb2O3.
Пример 4
Flex-Tec в образцах J и К металлировали до получения 3000 млн.ч. никеля, посредством добавления подходящего количества никеля и циклогексана, смешивали и выливали на кордиеритный лоток и сушили на воздухе, затем высушивали при 315°C и прокаливали при 593°C. Пассиваторы/ловушки затем включали в предварительно металлированные катализаторы КФК. Комбинации обрабатывали паром при 1450°F на протяжении 4 часов при 90% водяного пара/10% воздуха, перед испытанием.
Выход водорода устанавливали на АОП (автоматическом оборудовании проверки) крекинговой установки с псевдоожиженным слоем для крекинга углеводородов, применяя жидкие нефтепродукты. Как может быть продемонстрировано на Фигуре 1, при разных степенях превращения катализатора, выход водорода в мас. % для образца К был на 15% ниже, чем для образца J, контрольного образца.
Flex-Tec в образцах L и М металлировали до содержания 3000 млн.ч. ванадия, посредством добавления подходящего количества ванадия и циклогексана, смешивали их и выливали на кордиеритный лоток и сушили на воздухе, затем высушивали при 315°C и прокаливали при 593°C. Пассиваторы/ловушки затем включали в предварительно металлированные катализаторы КФК. Комбинации обрабатывали паром при 1450°F на протяжении 4 часов при 90% водяного пара/10% воздуха, перед испытанием.
Выход водорода устанавливали на АОП крекинговой установки с псевдоожиженным слоем для крекинга углеводородов, применяя жидкие нефтепродукты. Как может быть продемонстрировано на Фигуре 2, при разных степенях превращения катализатора, выход водорода в мас. % для образца М был на 20% ниже, чем для образца J, контрольного образца.
Flex-Tec в образцах N, О, Р, Q и R металлировали до 3000 млн.ч. никеля и 3000 млн.ч. ванадия, посредством добавления подходящего количества ванадия, никеля, и циклогексана, смешивали их и выливали на кордиеритный лоток и сушили на воздухе, затем высушивали при 315°С и прокаливали при 593°С. Выявляли концентрацию углеводородов и при этом количество выход углеводорода устанавливали на АОП крекинговой установки с псевдоожиженным слоем для крекинга углеводородов, применяя жидкие нефтепродукты. Таблица 6 показывает выход углеводородов для образцов R и N при степени превращения, составляющей 75%.
Как может быть продемонстрировано, выход Н2 и кокса был существенно снижен (>30%), в то время как выход целевых продуктов (бензина и СНГ (сжиженного нефтяного газа) был повышен. Фигура 3 построена на основе 70% степени превращения образцов R, Q, Р, О, и N, по сравнению с количеством выхода Н2 в мас. %. Как может быть продемонстрировано на Фигуре 3, количество пассиватора/ловушки Fe/Sb повышено (образцы N, О, Р и Q), и наконец, количество выхода Н2 уменьшено приблизительно на 28%, по сравнению с контрольным (образец R).
Настоящее изобретение относится к способу пассивирования и/или улавливания по меньшей мере одной металлической примеси из жидкого нефтепродукта в установке крекинга на флюидизированном катализаторе, содержащему: контактирование указанного жидкого нефтепродукта, который содержит по меньшей мере одну металлическую примесь, с каталитической смесью, содержащей 1) катализатор крекинга на флюидизированном катализаторе и 2) пассиватор/ловушку металла, которые содержат смешанный сплав оксида металла R, Sb и необязательно М, где R представляет собой Fe2+/3+ и М представляет собой необязательный активатор. Технический результат - повышение выхода целевых продуктов (избирательность в отношении транспортного топлива) за счет снижения воздействия деактивации катализатора посредством металлических примесей в жидких нефтепродуктах. 19 з.п. ф-лы, 3 ил., 6 табл., 4 пр.
1. Способ пассивирования и/или улавливания по меньшей мере одной металлической примеси из жидкого нефтепродукта в установке крекинга на флюидизированном катализаторе, содержащий: контактирование указанного жидкого нефтепродукта, который содержит по меньшей мере одну металлическую примесь, с каталитической смесью, содержащей 1) катализатор крекинга на флюидизированном катализаторе и 2) пассиватор/ловушку металла, которые содержат смешанный сплав оксида металла R, Sb и необязательно М, где R представляет собой Fe2+/3+ и М представляет собой необязательный активатор.
2. Способ по п. 1, где указанный жидкий нефтепродукт выбирают из сжиженных нефтяных газов, нефти без легких фракций, остаточных нефтепродуктов, слабо крекированной нефти и их смеси.
3. Способ по п. 1, где указанный активатор М выбирают из оксидов Na, Zn, W, Те, Mo, Са, Ва, Mg, Mn, Sn или Cu.
4. Способ по п. 1, где по меньшей мере одну указанную металлическую примесь выбирают из никеля, ванадия или их смесей.
5. Способ по п. 1, где указанный жидкий нефтепродукт содержит остаточный нефтепродукт.
6. Способ по п. 1, где указанная металлическая примесь присутствует в указанном жидком нефтепродукте в количестве, которое составляет по меньшей мере приблизительно 0,1 млн.ч.
7. Способ по п. 1, где указанная металлическая примесь присутствует в указанном жидком нефтепродукте в количестве, которое составляет до 200 млн.ч.
8. Способ по п. 1, где после контактирования указанного жидкого нефтепродукта с указанной каталитической смесью указанный катализатор КФК имеет отложение, которое составляет по меньшей мере 300 млн.ч. указанной металлической примеси.
9. Способ по п. 1, где после контактирования указанного жидкого нефтепродукта с указанной каталитической смесью указанный катализатор КФК имеет отложение, которое составляет до 40000 млн.ч. указанной металлической примеси.
10. Способ по п. 3, где указанное М представляет собой оксид Zn, W, Mo, Mn или Sn.
11. Способ по п. 1, где атомное соотношение R:Sb:M составляет 0,1-10 - 0,1-10 - 0-10.
12. Способ по п. 11, где указанное атомное соотношение R:Sb:M составляет 0,1-3 - 0,1-3 - 0-5.
13. Способ по п. 1, где указанный пассиватор/ловушка металла дополнительно содержит носитель-подложку, выбранный из одного или более из I) цеолита in-situ, II) кальцинированного каолина, III) оксида алюминия и IV) SiO2.
14. Способ по п. 13, где указанный носитель-подложка представляет собой кальцинированный каолин.
15. Способ по п. 13, где указанный носитель-подложка присутствует в количестве, которое составляет приблизительно 5 мас. % - 70 мас. % указанного пассиватора/ловушки.
16. Способ по п. 1, где указанный пассиватор/ловушка присутствует в количестве, которое составляет приблизительно 1 мас. % - 25 мас. % указанной каталитической смеси.
17. Способ по п. 1, где указанная каталитическая смесь дополнительно содержит инертный носитель.
18. Способ по п. 17, где указанный инертный носитель выбирают из одного или более из I) цеолита in-situ, II) кальцинированного каолина, III) оксида алюминия и IV) SiO2.
19. Способ по п. 18, где указанный инертный носитель представляет собой кальцинированный каолин.
20. Способ по п. 1, где указанная каталитическая смесь поддерживает по меньшей мере 55% степени превращения во время переработки указанного жидкого нефтепродукта в указанной установке КФК.
| US 4321129 A, 23.03.1982 | |||
| US 4370220 А, 25.01.1983 | |||
| US 6110357 A, 29.08.2000 | |||
| US 4335021 A, 15.06.1982 | |||
| КАТАЛИЗАТОР ДЛЯ КАТАЛИТИЧЕСКОГО КРЕКИНГА ТЯЖЕЛЫХ НЕФТЕПРОДУКТОВ В ПСЕВДООЖИЖЕННОМ СЛОЕ И СПОСОБ КАТАЛИТИЧЕСКОГО КРЕКИНГА В ПСЕВДООЖИЖЕННОМ СЛОЕ | 2001 |
|
RU2283177C2 |
| Поточная линия для изготовления бумажных патронов | 1973 |
|
SU461851A1 |

