Область техники, к которой относится изобретение
Изобретение относится к технической области способов изготовления трубчатых компрессионных изделий, в частности изделий, оказывающих постепенную компрессию от лодыжки вверх к верхней части ноги.
Уровень техники
Компрессионные изделия, носки или гольфы, чулки, колготки или дополнительные рукава используются для предотвращения или лечения проблем венозного кровообращения, в частности, в нижней или верхней конечности, а также патологий, связанных с ненадлежащей работой лимфатической системы, и уменьшения отеков. Заболевания вен могут иметь разное происхождение, среди которых, в частности, встречаются: ригидность венозной стенки, изменение клапанов или дальнейшее увеличение диаметра вен.
Местное давление, оказываемое на конечность изделием с компрессионным эффектом, во многом зависит от характеристик усилия-удлинения указанного изделия.
Давление, оказываемое на конечность, вычисляется по следующему закону Лапласа:
Р [Па или мм рт. ст.] = (Т[Н] × n / (L [м] × R [м]).
Р представляет собой давление, оказываемое на данную точку соответствующей конечности.
L является шириной соответствующей области конечности, и n представляет собой количество слоев изделия с компрессионным эффектом, помещенного на указанную область.
Т является натяжением, выраженным в ньютонах, проявляемым указанным изделием, когда оно надевается на нижнюю или верхнюю конечность.
R является радиусом кривизны в соответствующей точке нижней или верхней конечности.
Чем больше недостаточность венозной системы, тем большее количество крови испытывает затруднения при обратном поступлении от лодыжки к сердцу и тем выше должно быть давление, оказываемое на лодыжку.
В качестве примера, во французской системе уровни компрессии могут классифицироваться следующим образом:

Компрессионные изделия, особенно высокого класса, надеваются пациентом с трудом, особенно если он страдает ограниченной подвижностью.
Обычно медицинские компрессионные чулки (или с компрессионным эффектом) состоят из двух нитей, т.е. уточной нити и так называемой сеточной нити. Уточная нить является эластичной нитью, ход которой является почти прямолинейным в направлении рядов петель компрессионных изделий. Уточная нить дает возможность компрессионному изделию приобрести компрессионный эффект. Сеточная нить, которая также называется нитью основы, дает вязаному компрессионному изделию его размеры, а также удобство и эстетические свойства.
В существующем уровне техники медицинские компрессионные изделия вяжут на одноцилиндровых кругловязальных машинах с передаточной пластиной или на прямолинейных двухфонтурных машинах, причем производительность лучше при использовании кругловязальных машин.
В случае изготовления медицинского компрессионного изделия на одноцилиндровой вязальной машине, как правило, используется сетка гладкого чулочного типа. Для того чтобы уточная нить была закреплена в вязаном компрессионном изделии, она образует прессовые петли или даже иногда обметочные стежки на сеточной нити, затем уточная нить блокируется в ножках всех или части связанных петель с помощью сеточной нити.
Когда желательно придать ″ластичный″ эффект компрессионному изделию, сеточная нить или нить основы образует ряды гладких чулочных петель, тогда как уточная нить образует прессовые петли с различными соотношениями. Чем шире ластик, тем шире наплыв, образованный уточной нитью на изнаночной стороне вязки. Эти наплывы уточной нити, заметные на изнаночной стороне вязаного изделия, образуют области сцепления и трения с кожей при надевании изделия на ногу, тем самым затрудняя его правильное расположение.
Области прессовых петель из уточной нити образуют области, блокирующие уточную нить в поперечном направлении вязаного трубчатого изделия, ограничивая его эластичность и еще более затрудняя процесс надевания и снятия компрессионного изделия.
Таким образом, существует потребность в компрессионном изделии, не имеющем каких-либо областей сцепления и/или трения с кожей и очень легко надеваемом при одновременном повышении комфортности указанного изделия.
Кроме того, заключительная отделка борта или верхней периферийной области после паголенка компрессионного изделия, через которую ступня вставляется в изделие, включает блокирование сеточных и уточных нитей, чтобы избежать какого-либо распускания.
Первый способ заключительной отделки просто состоит из окончания указанной верхней периферийной области с помощью сшивания. Этот способ имеет тот недостаток, что изнаночная сторона выглядит не очень эстетично и что это ограничивает эластичность указанной области по сравнению с остальной частью компрессионного изделия, при этом образуется борт, который не остается на месте на ноге, имеет тенденцию к соскальзыванию и скручиванию и может оказаться неудобным.
Второй способ состоит в изготовлении борта вязанием в указанной верхней периферийной области, причем борт имеет ткацкое переплетение, близкое к переплетению остальной части компрессионного изделия, но его получают с помощью переноса петель между пластиной и цилиндром, в частности между передаточными пластинами и иглами, образуя тем самым двойную толщину. Таким образом, образованный борт оказывает большее давление на ногу, чем давление, оказываемое паголенком. Борт может даже в некоторых случаях оказывать сдавливающее действие. Этот борт, имеющий двойную толщину, также оказывается теплее, чем остальная часть указанного компрессионного изделия. Наконец, согласно анатомическим особенностям пациента, он имеет тенденцию к соскальзыванию.
В связи с этим существует потребность в трубчатом компрессионном изделии, оказывающем компрессионное действие на лодыжку до самой икры, которое является полностью постепенным, и борт или периферическая область которого не скользит или не скручивается на ноге и не является более толстой, т.е. имеет плотность основы (г/м2), которая не превышает плотность основы остальной части компрессионного изделия.
Раскрытие изобретения
Настоящее изобретение направлено на решение всех или части указанных выше проблем, поскольку оно относится согласно первому аспекту к способу изготовления трубчатого компрессионного изделия типа носка, чулка или гольфа, или колготок, имеющего по меньшей мере один паголенок, мысок, пятку, след и ластик в продолжение паголенка, ограничивающий отверстие для введения ступни в указанное изделие, включающий в себя следующие этапы:
а) первый этап вязания паголенка, следа и ластика по меньшей мере одной сеточной нитью на двухцилиндровой вязальной машине, имеющей верхний цилиндр и нижний цилиндр, каждый из которых работает с (m) иглами, во время которого вяжут несколько рядов ластичных петель (n)×(р), (n′)×(р′) и (n″)×(р″), соответственно, для паголенка, следа и ластика (6); причем (m), (n), (n′), (n″), (р), (р′) и (р″) являются целыми числами, равными или превышающими 1,
b) этап вставки во время первого этапа вязания эластичной уточной нити между двумя рядами ластичных петель (n)×(р) и (n′)×(р′) каждый 1/1-1/5 ряд петель паголенка и следа и каждый 1/2-1/5 ряд петель ластика на по меньшей мере 50% количества (m) игл без образования прессовой петли или обметочного стежка, причем плотность уточной нити в ластике меньше или равна плотности уточной нити в паголенке,
c) второй этап вязания мыска и пятки на указанной двухцилиндровой вязальной машине из по меньшей мере одной сеточной нити и, необязательно, эластичной уточной нити.
Предпочтительно двухцилиндровая вязальная машина дает возможность укладки уточной нити между двумя рядами последовательных петель, не блокируя ее, с помощью ее прохождения через ножки петель так, чтобы уточная нить находилась на месте между связанными петлями, образующими лицевую сторону изделия, и связанными петлями на изнаночной стороне компрессионного изделия. В паголенке и следовых частях, связанных сеточной нитью вместе с ластичными петлями и эластичной уточной нитью, уточная нить соответственно образует в некоторой степени промежуточный слой, расположенный между лицевой и изнаночной сторонами, и не будет приходить в непосредственный контакт с кожей, тем самым исключая образование областей сцепления и/или трения с кожей. Надевание изделия, таким образом, облегчается, и комфортность контакта с указанным изделием повышается.
Кроме того, когда уточная нить просто уложена между двумя рядами последовательных петель, она не блокирована в ножках лицевой и/или изнаночной петель, так что эластичность связанных таким образом областей оказывается выше при аналогичном компрессионном эффекте. Данная конфигурация дополнительно повышает комфортность, облегчает надевание и ограничивает скольжение указанного изделия на ноге.
И, наконец, ластик в соответствии с изобретением имеет ″настоящие″ ластичные петли. Действительно, в существующем уровне техники, когда используется одноцилиндровая вязальная машина, ластик образуется сближением областей подачи уточной нити и поэтому в некоторой степени собиранием в складки связанных областей, расположенных между этими областями подачи.
В настоящем документе термины ″ластичные петли″ или ″ластичное переплетение″ используются одинаковым образом.
Плотность уточной нити соответствует вставке уточной нити каждый а/b ряд петель, причем а и b являются целыми числами, равными или превышающими 1.
В объеме настоящего изобретения паголенок содержит несколько рядов ластичных петель (n)×(р), тогда как след и ластик содержат ряды ластичных петель (n′)×(р′) и (n″)×(р″), соответственно, причем n, n′, n″, р, р′ и р″ являются целыми числами, равными или превышающими 1. В самом деле, ластичная структура может различаться в паголенке, следе и ластике. Кроме того, ластичная структура может отличаться на изнаночной стороне паголенка, следа и ластика. Так, в качестве примера, паголенок может иметь ластичные петли 2/4, чередующиеся с ластичными петлями 1/1.
Сеточная нить образует ластичные петли, но может также образовывать лицевые и/или изнаночные петли джерси в зависимости от требуемого эффекта.
Вязальная машина, используемая в объеме настоящего изобретения, является двухцилиндровой вязальной машиной, т.е. имеет верхний цилиндр и нижний цилиндр, каждый из которых работает с одинаковым числом игл (m).
Уточную нить предпочтительно укладывают между двумя рядами последовательных петель, на по меньшей мере 50% от количества рабочих игл (m), таким образом, она может подаваться или образовывать петлю в зависимости от требуемого эффекта на не более 50% от количества остальных игл.
Предпочтительно, уточную нить вставляют между двумя последовательными рядами петель на по меньшей мере 75% от общего числа (m) рабочих игл на верхнем и нижнем цилиндрах, более предпочтительно на по меньшей мере 90% от количества (m) рабочих игл и еще более предпочтительно на все рабочие иглы на верхнем и нижнем цилиндрах без образования прессовой петли или обметочного стежка.
Предпочтительно двухцилиндровая вязальная машина дает возможность завершения отверстия для вставки, не прибегая к использованию борта, как это имеет место в случае использования одноцилиндровых машин. Ластик не имеет какого-либо смещения назад. В дополнение к этому, плотность уточной нити в ластике меньше плотности уточной нити в паголенке, что позволяет поддерживать идеальное постепенное уменьшение оказываемой компрессии и предотвращает появление эффекта сдавливания ластиком.
Указанный ластик может содержать ряды лицевых и/или изнаночных петель, образованных из сеточной нити и, необязательно, из уточной нити, вставленной как уток в ножки петель.
Предпочтительно, ластик содержит только ластичные петли (n″)×(р″), которые позволяют полностью подавить тенденцию к скручиванию указанного отверстия, и предотвращает скольжение последнего на коже, в отличие от борта, образованного петлями джерси.
Предпочтительно, эластичную уточную нить вставляют между двумя рядами ластичных петель каждый 1/2-1/5 ряд петель на по меньшей мере, 75%, предпочтительно на 90%, от числа (m) игл без образования какой-либо прессовой петли или обметочного стежка.
В качестве подварианта эластичную уточную нить вставляют между двумя рядами ластичных петель каждый 1/2-1/5 ряд петель на все рабочие иглы (m) без образования какой-либо прессовой петли или обметочного стежка.
Трубчатое компрессионное изделие по изобретению имеет продольное направление (L) и поперечное направление (Т), соответствующие столбцам петель и рядам петель, соответственно.
В зависимости от требуемого компрессионного усилия уточная нить может быть вставлена между всеми рядами петель или каждыми 1/2-1/5 рядами петель.
Под эластичной нитью понимается нить, имеющая относительное удлинение при разрыве не менее 100%, предпочтительно не менее 200% и еще более предпочтительно не менее 300%. Эти значения могут быть определены с помощью стандарта NF EN ISO 2062, версия от января 2010 года.
Параметры, указанные в настоящем тексте, могут быть измерены с помощью стандарта NF EN ISO 2060, версия от июня 1995 года.
Под прессовой петлей понимают конфигурацию нити в петле без образования петли самой данной нитью.
Сеточная нить согласно изобретению может быть эластичной.
В альтернативном варианте второй этап вязания не содержит вставки эластичной уточной нити.
Поскольку отсутствует необходимость оказывать особое компрессионное действие в мыске или пятке, в этих областях изделия провязывается только сеточная нить.
В альтернативном варианте способ по изобретению включает в себя во время первого этапа и/или указанного второго этапа подэтап провязывания сеточной нити, чтобы сформировать один или несколько рядов лицевых и/или изнаночных петель джерси.
В альтернативном варианте ластик имеет высоту (h) по меньшей мере 1 мм.
Предпочтительно, ластик имеет высоту (h) по меньшей мере 20 мм и более предпочтительно по меньшей мере 50 мм.
В альтернативном варианте паголенок имеет две последовательные различающиеся круговые области А и В. Кроме того, во время первого и второго этапа вязки натяжение, приложенное к эластичной уточной нити во время провязывания области А, больше, чем натяжение, приложенное к уточной нити в области В, так что длина окружности круговой области А меньше, чем длина окружности круговой области В.
Такая конфигурация предпочтительно дает возможность образования паголенка, имеющего в целом форму усеченного конуса, для которого постепенное уменьшение оказываемой компрессии является совершенно равномерным.
Оказываемое натяжение (даН) является натяжением, которое оказывается на уточную нить перед ее вставкой в верхний или нижний цилиндр. Данное натяжение может быть измерено с помощью механического тензиометра.
В альтернативном варианте способ по изобретению включает в себя во время первого этапа и/или второго этапа подэтап, во время которого эластичная уточная нить образует одну или несколько прессовых петель.
В альтернативном варианте эластичная уточная нить вставляется в уток во время первого этапа каждый 1/1-1/2 ряд петель.
Объектом изобретения является также, в соответствии со вторым аспектом, трубчатое изделие с компрессионным эффектом типа носка, чулка или гольфа, или колготок, имеющее по меньшей мере один паголенок, мысок, пятку, след и ластик в продолжение паголенка, ограничивающий отверстие для введения ступни в указанное изделие, полученное в результате применения способа согласно любому из указанных выше альтернативных вариантов осуществления, содержащее ластичную переплетенную сеточную нить (n)×(р), (n′)×(р′) и (n″)×(р″) соответственно в паголенке, следе и ластике, причем (n), (n′), (n″), (р), (р′) и (р″) являются целыми числами, равными или превышающими 1, и эластичную уточную нить, расположенную между двумя рядами последовательных петель каждый 1/1-1/5 ряд петель в паголенке, следе и ластике на 50%, предпочтительно по меньшей мере 75%, еще более предпочтительно по меньшей мере 90%, от количества столбцов петель без образования какой-либо прессовой петли или обметочного стежка, причем плотность уточной нити в ластике меньше или равна плотности уточной нити в паголенке.
В подварианте эластичную уточную нить помещают между двумя рядами последовательных петель каждый 1/1-1/5 ряд петель в паголенке, следе и необязательно ластике на все столбцы петель без образования какой-либо прессовой петли или обметочного стежка.
В альтернативном варианте эластичная уточная нить вставляется в уток в паголенке и следе каждый 1/1-1/2 ряд петель.
В альтернативном варианте уточная нить состоит из нити с эластичным каркасом, покрытой одной или несколькими покрывными нитями, в частности, с помощью обкрутки, причем указанные покрывные нити предпочтительно являются неэластичными.
Предпочтительно эластичная каркасная нить является спандексной или эластодиеновой нитью.
В альтернативном варианте сеточная нить имеет линейную плотность в диапазоне от 150 децитекс до 2000 децитекс, предпочтительно от 300 децитекс до 1500 децитекс.
В альтернативном варианте сеточная нить имеет линейную плотность в диапазоне от 15 децитекс до 500 децитекс, предпочтительно от 20 децитекс до 300 децитекс.
Сеточная нить может состоять из эластичной каркасной нити, особенно спандексной нити, покрытой одной или несколькими покрывными нитями, в частности, с помощью обкрутки, причем указанные покрывные нити предпочтительно являются неэластичными.
В альтернативном варианте эластичная уточная нить имеет линейную плотность по меньшей мере в три раза больше, чем линейная плотность сеточной нити, предпочтительно по меньшей мере в пять раз больше, чем линейная плотность сеточной нити.
Такая конфигурация дает возможность корректировки компрессионного эффекта, оказываемого указанным изделием.
В альтернативном варианте ластик имеет высоту (h) по меньшей мере 1 мм.
Предпочтительно, высота (h) ластика составляет не менее 20 мм, еще более предпочтительно не менее 50 мм.
Краткое описание чертежей
Настоящее изобретение будет более очевидно из иллюстративного варианта осуществления, приводимого в качестве неограничивающего и проиллюстрированного с помощью следующих чертежей.
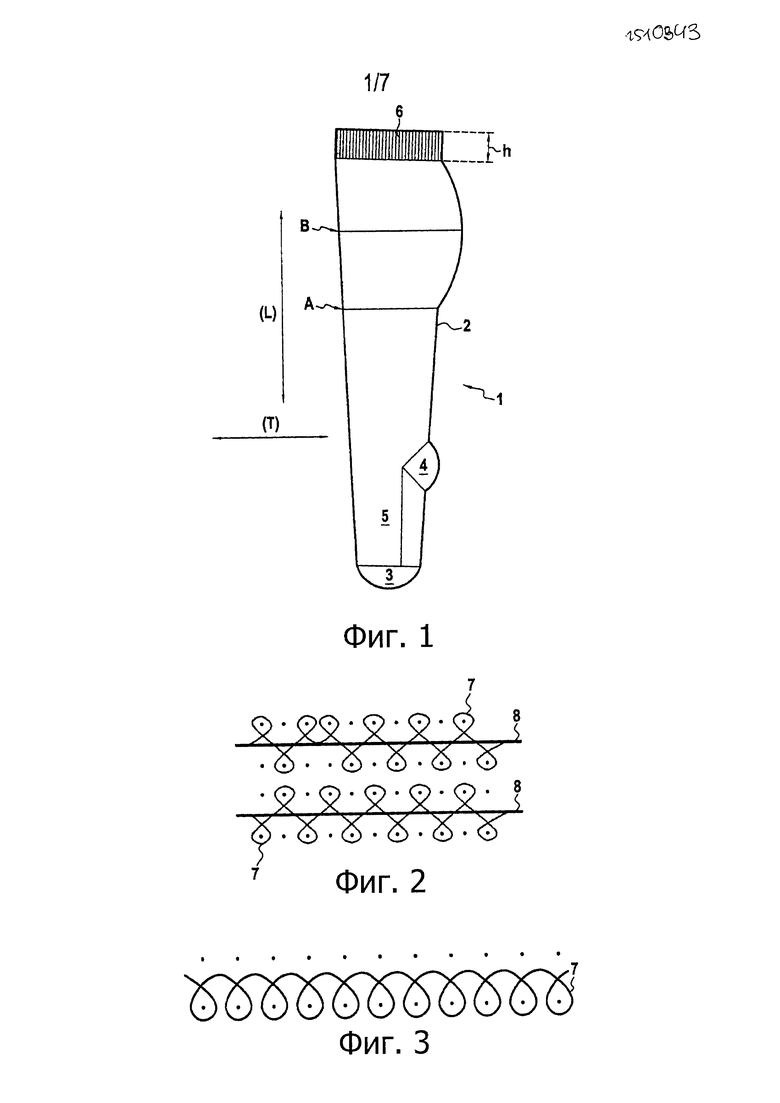
на фиг. 1 схематически проиллюстрировано трубчатое компрессионное изделие по изобретению, в частности компрессионный носок;
на фиг. 2 схематически проиллюстрировано ткацкое переплетение паголенка и следа компрессионного носка, проиллюстрированного на фиг. 1;
на фиг. 3 схематически проиллюстрировано ткацкое переплетение пятки и мыска компрессионного носка, проиллюстрированного на фиг. 1;
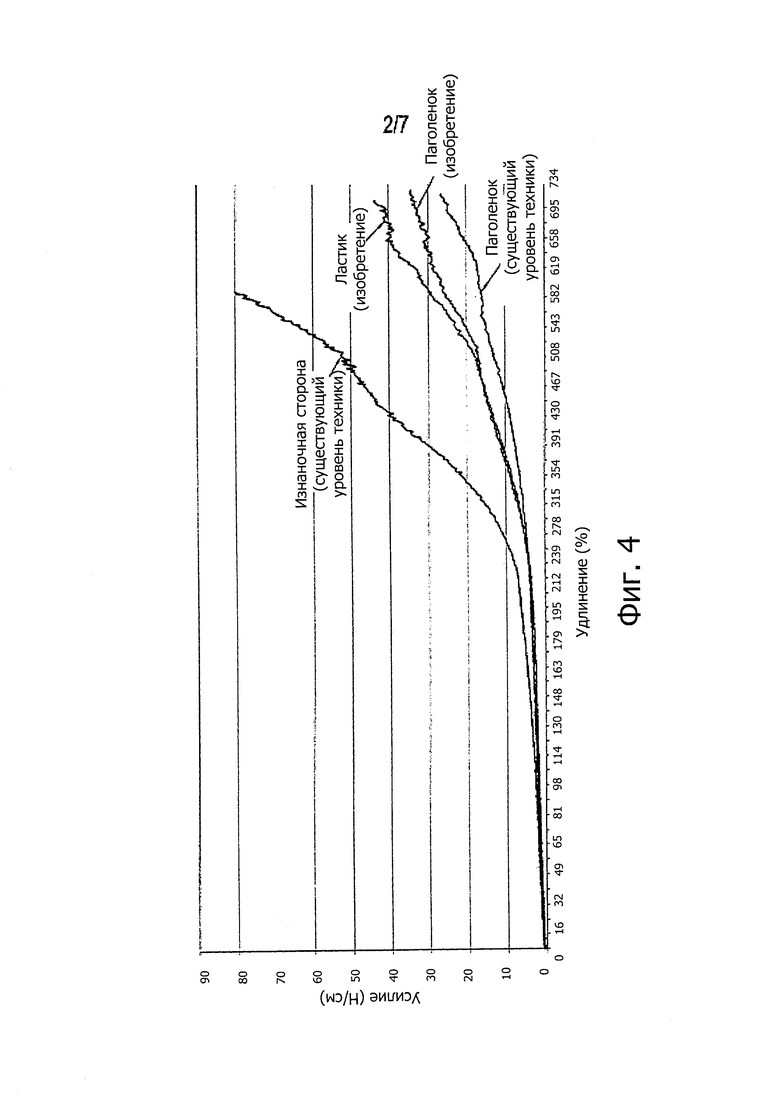
на фиг. 4 показан график, сравнивающий усилия и удлинения при разрыве, полученные для паголенка и ластика изделия, описанного на фиг. 1, с усилиями и удлинениями при разрыве паголенка и борта компрессионного изделия существующего уровня техники, причем указанные компрессионные изделия классифицируются как относящиеся к классу II медицинской компрессии;
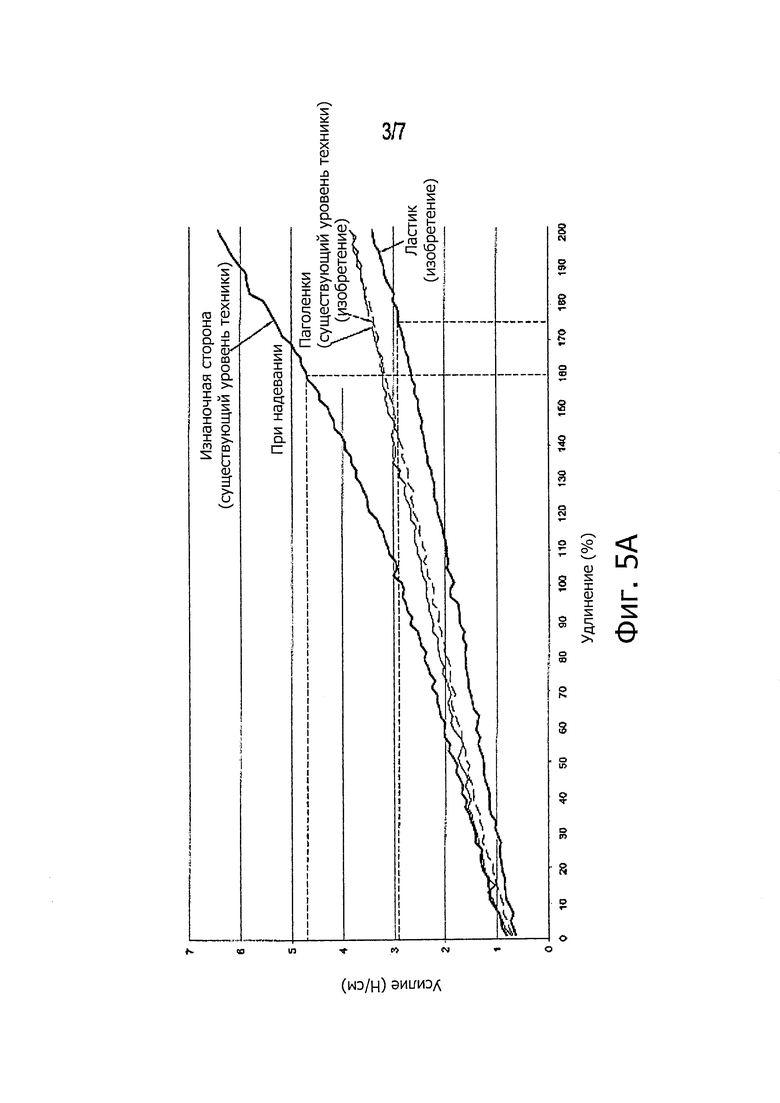
на фиг. 5А показаны кривые, сравнивающие усилия, которые должны быть приложены для надевания компрессионного изделия по изобретению и компрессионного изделия существующего уровня техники;
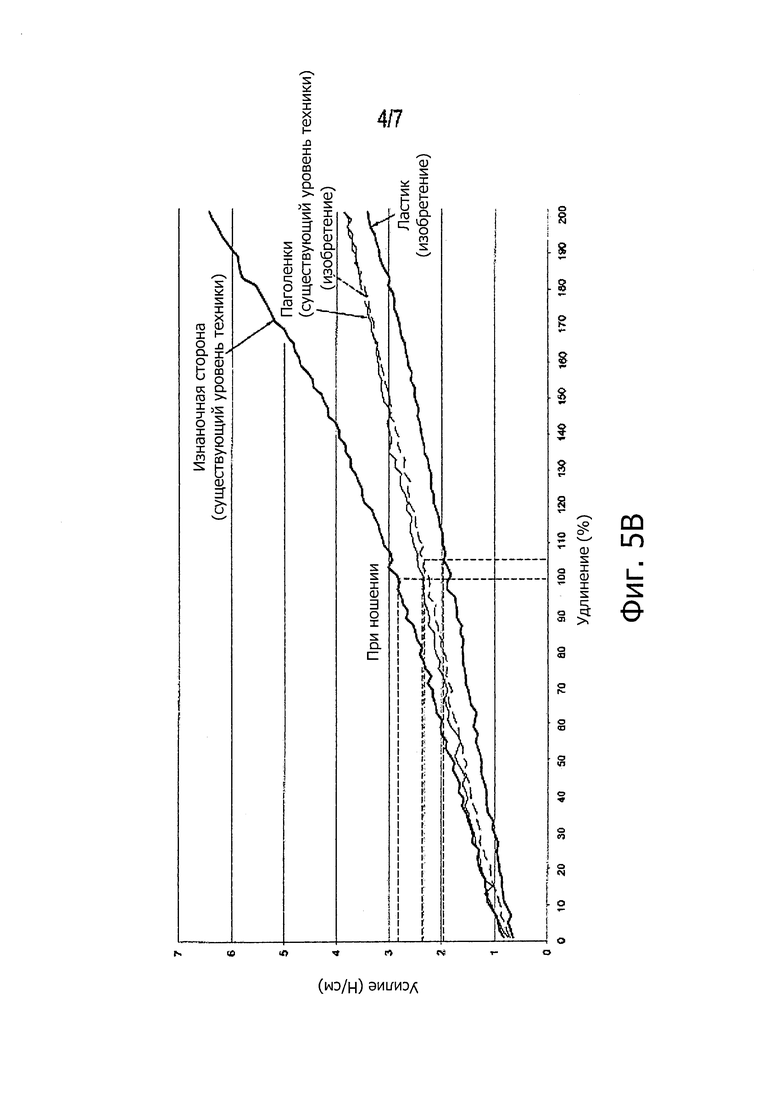
на фиг. 5В показаны кривые, сравнивающие усилия и удлинения, полученные при ношении компрессионного изделия по изобретению и компрессионного изделия существующего уровня техники;
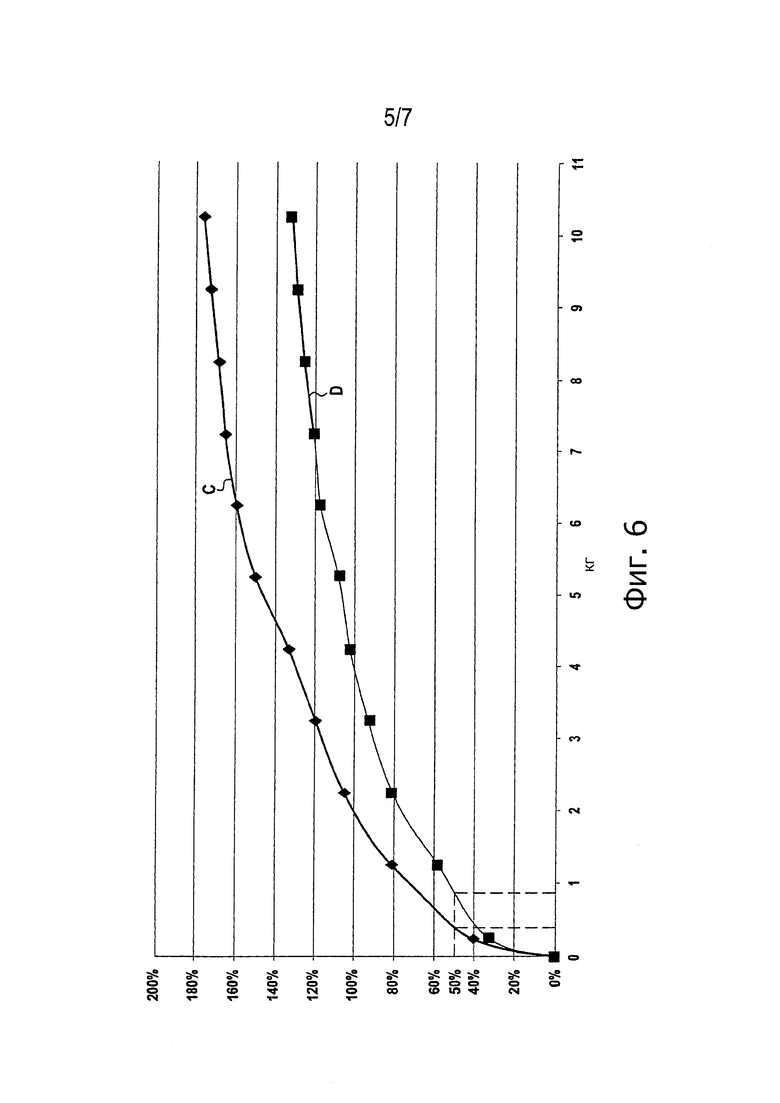
на фиг. 6 показаны две кривые, сравнивающие удлинения, полученные под воздействием определенного веса на компрессионное изделие по изобретению (кривая С) и компрессионного изделия существующего уровня техники (кривая D);
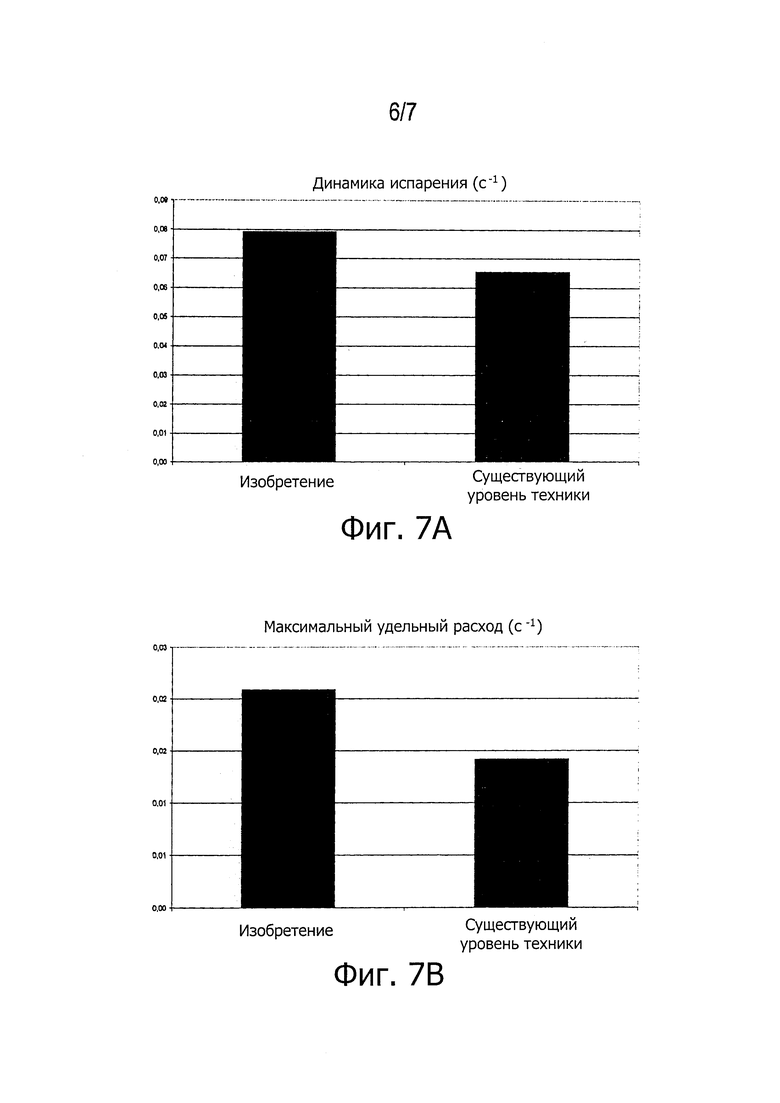
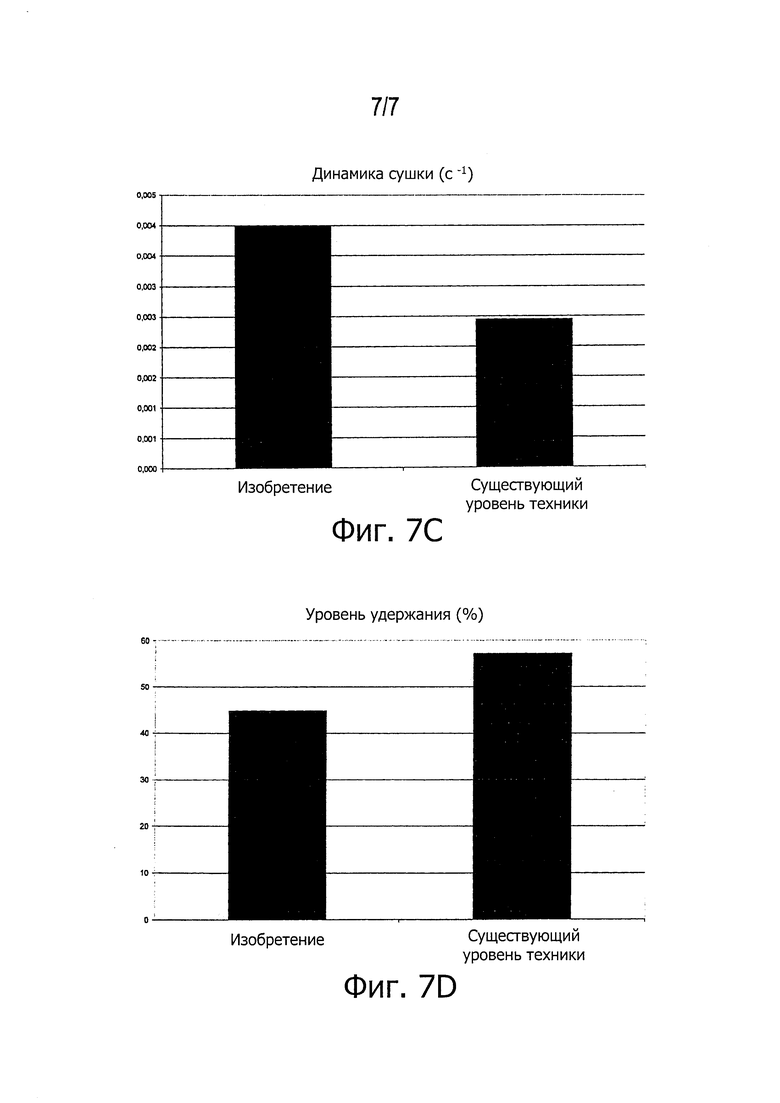
на фиг. 7А-7D представлены гистограммы, сравнивающие свойства влагопоглощения (фиг. 7А), свойства влагоотведения (фиг. 7В), способность к высыханию (фиг. 7С) и свойства сохранения влаги (фиг. 7D) компрессионных носков по изобретению и в соответствии с существующим уровнем техники, описанных выше со ссылкой на фиг. 1-6.
Осуществление изобретения
Трубчатое компрессионное изделие 1, проиллюстрированное на фиг. 1, представляет собой носок, включающий в себя паголенок 2, мысок 3, пятку 4, след 5 и ластик 6 в продолжение паголенка 2.
Все изделие 1 связано на двухцилиндровой вязальной машине, т.е. содержащей расположенные друг против друга верхний и нижний цилиндры, каждый из которых работает с определенным количеством игл (m).
Трубчатое изделие 1 имеет продольное направление (L) и поперечное направление (Т), соответствующие направлению столбцов петель и направлению рядов петель, соответственно.
Паголенок 2, след 5 и ластик 6 содержат несколько рядов ластичных петель, соответственно (n)×(р), (n′)×(р′) и (n″)×(р″), связанных из сеточной нити 7, показанной на фиг. 2, между которыми вставлена эластичная уточная нить 8 каждый 1/1-1/5 ряд петель. В данном конкретном примере эластичная уточная нить 8 вставляется каждый 1/1-1/2 ряд ластичных петель (n)×(р) и (n′)×(р′), предпочтительно между всеми рядами ластичных петель, в паголенке 2 и в следе 5 без образования какой-либо прессовой петли или обметочного стежка на по меньшей мере 50% от числа рабочих игл (m), в данном конкретном примере без образования какой-либо прессовой петли или обметочного стежка на всех рабочих иглах (m). Плотность уточной нити 8 менее значительна в ластике 6, поскольку уточную нить 8 предпочтительно вставляют каждый 1/2 или более ряд ластичных петель (n″)×(р″).
Эластичная уточная нить 8 может быть вставлена между двумя рядами ластичных петлей с помощью образования небольшого количества прессовых петель в зависимости от желаемого эффекта, предпочтительно уточная нить 8 не образует какой-либо прессовой петли и просто укладывается между иглами верхнего цилиндра и иглами нижнего цилиндра.
Предпочтительно ластик 6, паголенок 2 и след 5 содержат только ластичные петли, в частности, паголенок 2 и след 5 содержат ластичные ряды 2/4, чередующиеся с рядами размера 1/1, данные ткацкие переплетения соответственно проиллюстрированы на фиг. 2.
Предпочтительно пятка 4 и мысок 3 не содержат эластичной уточной нити, вставленной в уток, и связаны из сеточной нити 7 в соответствии с петлями джерси, предпочтительно лицевыми петлями джерси, ткацкое переплетение из которой проиллюстрировано на фиг. 3. Черные точки на фиг. 2 и фиг. 3 иллюстрируют иглы верхнего и нижнего цилиндров.
Паголенок 2 содержит две последовательных круговых области А и В, высота которых порядка 5 мм.
В качестве конкретного примера, компрессионный носок 1 по изобретению связан в целом из сеточной нити 7, содержащей нить с эластичным каркасом, в частности спандексную нить 44 децитекс, покрытую первой покрывной нитью, в частности нитью из полиамида 6-6 с двумя концами 78 децитекс каждый, и второй покрывной нитью, в частности, из хлопка на одном конце 120 нм; и уточной нити 8 (только для паголенка, следа и ластика), содержащей нить с эластичным каркасом, в частности спандексную нить 330 децитекс, покрытую первой покрывной нитью, в частности полиамидной нитью на конце 22 децитекс, и второй покрывной нитью, в частности, из хлопка на конце 160 нм.
С целью испытания свойств эластичности компрессионного носка по изобретению, носок существующего уровня техники вязали на одноцилиндровой вязальной машине (т.е. содержащей цилиндр-передаточную пластину, также обозначаемую термином ″цилиндр-игольный диск″), чтобы он по существу имел такие же параметры, т.е. такой же размер, такой же класс медицинской компрессии, т.е. класс II, а также борт, имеющий двойную толщину. Компрессионный носок существующего уровня техники соответственно связан из сеточной нити, содержащей нить с эластичным каркасом, в частности спандексную нить 22 децитекс, покрытую первой покрывной нитью, в частности, на конце 78 децитекс из полиамида 6-6 и второй покрывной нитью, в частности, из хлопка на конце 160 нм; и из уточной нити, содержащей нить с эластичным каркасом, в частности спандексную нить 330 децитекс, покрытую первой покрывной нитью, в частности, из полиамида 6-6 на конце 22 децитекс и второй покрывной нитью, в частности, из хлопка на конце 160 нм для борта, паголенка и следа. Для мыска и пятки носок существующего уровня техники не содержит какой-либо эластичной уточной нити, но содержит сеточную нить, состоящую из нити с эластичным каркасом, в частности спандексной нити 78 децитекс, покрытой первой покрывной нитью, в частности нитью из полиамида 6-6 на конце 78 децитекс, и второй покрывной нитью, в частности хлопковой нитью на конце 160 нм. Для изготовления ластичного паголенка и следа сеточной нитью провязывают чулочные петли, тогда уточная нить образует прессовые петли с соотношениями 1/2, 1/3 и 2/3.
Кривые усилий и удлинений, проиллюстрированные на фиг. 4, фиг. 5А и фиг. 5В, резюмируют результаты измерений, проведенных в соответствии со стандартом NF 14-704-1, версия от июня 2005 года. Компрессионные усилия на лодыжке, оказываемые компрессионным носком по изобретению и носком существующего уровня техники, являются равноценными и измеряются в соответствии со стандартом NF G30-102 В, версия октября 1986 года. Плоская ширина остальной части носка 1 по изобретению, измеренная в начале ластика на паголенке, составляет 95 мм; это соответствует ширине 90 мм в начале изнаночной стороны на паголенке компрессионного носка существующего уровня техники. Компрессионные носки для испытания помещали на модель ноги Хогенштейна, что соответствует их положению при ношении. На каждом из носков высоту ластика (h1) и высоту борта (h2) измеряли и пересчитывали в соответствии с высотой на паголенке. Кольцевые полосы ластика и борта, а также полосы паголенка соответственно с высотой (h1) и (h2) вырезали из каждого компрессионного носка. Эти кольцевые полосы открывали таким образом, чтобы образовать прямоугольные образцы для испытаний, которые соответствуют высотам (h1) и (h2) носящего. Каждый из этих образцов помещали на динамометр и оценивали в соответствии с указанным выше стандартом NF 14-704-1. Зазор между зажимами динамометра доводили до 50 мм.
Измерение усилий и удлинений осуществляли в соответствии с характеристиками ношения компрессионных носков; соответственно, борт испытывали при двойной толщине, тогда как полосы ластика и паголенка испытывали при одинарной толщине.
Таким образом, отмечено, что ластик 6 имеет большее удлинение при разрыве (около 716%), чем удлинение при разрыве у борта существующего уровня техники (около 596%). Кроме того, эластичные свойства паголенка и борта носка существующего уровня техники отличаются; следовательно, снова обнаруживается вызывающий критику эффект сдавливания борта. С другой стороны, эластичные свойства ластика и паголенка носка по изобретению оказываются очень близкими (удлинения при разрыве составляют соответственно 716% и 728%), что позволяет получить очень равномерное постепенное уменьшение оказываемой компрессии.
Следует также отметить, что усилие при разрыве паголенка компрессионного носка по изобретению (34,5 Н/см) больше на 29%, чем усилие при разрыве паголенка носка существующего уровня техники (26,7 Н/см). Неисчерпывающее объяснение данного эффекта заключается в том, что эластичные уточные нити не образуют какой-либо прессовой петли или обметочного стежка в компрессионном носке по изобретению или необязательно очень небольшое количество прессовых петель, тогда как в носке существующего уровня техники уточные нити образуют прессовые петли через очень регулярные интервалы, причем указанные прессовые петли образуют закрепление и, следовательно, точки блокирования петельной структуры.
В таблице 1 ниже резюмированы значения, извлеченные из фиг. 5А и фиг. 5В, иллюстрирующие свойства компрессионных носков по изобретению и существующего уровня техники в соответствии с диапазонами применения, т.е. при ношении с удлинением, находящимся в диапазоне от 100% до 105%, и при надевании их с удлинением, находящимся в диапазоне от 160% до 175%.
Таким образом, отмечается, что на фиг. 5А и фиг. 5В переданы два различных удлинения, поскольку ширина тестируемых областей в состоянии покоя различается для компрессионного изделия по изобретению (90 мм) и компрессионного изделия существующего уровня техники (95 мм). Эти различия в длине обусловлены используемыми вязальными машинами: или с одним цилиндром, или с двумя цилиндрами.
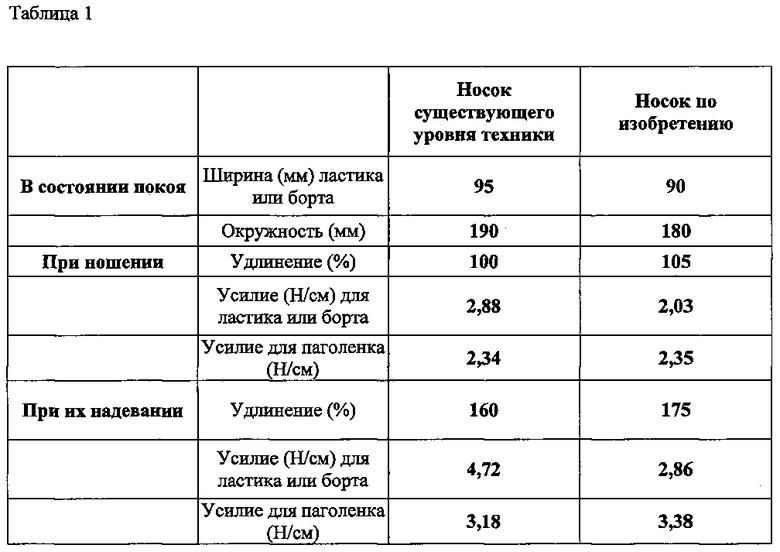
Требуемое усилие (H/см) для надевания ластика составляет менее 65% от усилия, требуемого для надевания борта компрессионного носка существующего уровня техники. При ношении компрессионного носка по изобретению ластик оказывает сжимающее усилие (Н/см) на 16% меньше, чем усилие, оказываемое паголенком, таким образом, отчетливо наблюдается постепенное снижение прикладываемой компрессии. С другой стороны, для компрессионного носка существующего уровня техники борт оказывает сжимающее усилие (Н/см) на 23% больше, чем усилие, оказываемое паголенком, таким образом, постепенное снижение прикладываемой компрессии совершенно не обеспечивается. Конечно, из-за строения ноги, в соответствии с которым радиус кривизны больше для части паголенка, покрывающей голень, чем для части паголенка, покрывающей лодыжку, общее постепенное уменьшение прикладываемой компрессии между лодыжкой и голенью все равно происходит. Однако это постепенное уменьшение не является идеально равномерным и, следовательно, одинаковым между лодыжкой и голенью.
Компрессионный носок по изобретению дает возможность улучшения комфортности за счет предотвращения образования уточной нитью значительных наплывов на изнаночной стороне указанного носка, при этом последняя конфигурация в сочетании с ластиком также облегчает надевание указанного носка 1.
На фиг. 6 проиллюстрированы две кривые (С, D), полученные с помощью описанного далее способа испытания растяжимости, проведенного на паголенках компрессионного носка 1 по изобретению и компрессионного носка существующего уровня техники, протестированных со ссылкой на фиг. 4, фиг. 5А и фиг. 5В, где оба носка имеют II класс компрессии.
Два тестируемых носка имеют одинаковую высоту паголенка между пяткой и началом борта или ластика, т.е. 21 см. Оба носка имеют также одинаковый размер, окружность на уровне лодыжки составляет 27,5 см, и окружность на уровне икры - 41,5 см. Высота носков 44 см.
Носки подвешивают на стенде для растяжения с помощью первого зажима, зажимающего носки на паголенке в начале борта или ластика. Второй зажим, подвижный относительно стенда для растяжения, крепится к носкам в нижней части паголенков на границе с пяткой. Грузы подвешивают на крючок на втором зажиме, чтобы вызвать растяжение в вертикальном направлении паголенков указанных носков. Стенд для растяжения имеет деления шкалы, позволяющие осуществлять измерения полученного удлинения в соответствии с общим весом, помещенным на второй зажим.
Масса второго зажима составляет 0,250 кг, и масса каждого груза составляет 1 кг. Измерение растяжения паголенков отмечают для отдельно взятого второго зажима и далее постепенно прибавляют грузы в 1 кг до общего веса 10 кг.
Считается, что когда компрессионные носки носятся пользователем, паголенки растягиваются по меньшей мере на 50% от их длины в состоянии покоя.
Таким образом, на фиг. 6 отмечается, что для 50% удлинения, усилие (кг), которое нужно приложить для приведения паголенка к его применяемому размеру, оказывается меньше для компрессионного носка по изобретению, чем усилие, необходимое для компрессионного носка существующего уровня техники. В настоящем случае, данное усилие (кг) также является усилием, которое прикладывается к ластику или борту, когда компрессионный носок надевают на ногу. Усилие или напряжение, оказываемое компрессионным носком по изобретению в поперечном направлении (Т), примерно равно 50% усилия, оказываемого на компрессионный носок существующего уровня техники для такого же удлинения (%).
Таким образом, можно сделать вывод, что компрессионный носок, полученный способом по изобретению, имеет лучшую фиксацию на ноге, чем компрессионный носок существующего уровня техники. Действительно, компрессионный носок по изобретению будет иметь гораздо меньшую тенденцию скользить на ноге, чем компрессионный носок существующего уровня техники. Данный технический результат объясняется конструкцией компрессионного носка по изобретению, которая содержит уточную нить, свободно расположенную между двумя последовательными рядами петель, по меньшей мере, на 50% от количества (m) рабочих игл без образования какой-либо прессовой петли или обметочного стежка. Сохранение компрессионного носка на месте при ношении создает баланс между компрессией, действующей в поперечном направлении, и удлинением, вызванным действием ноги на носок между ластиком или бортом носка и лодыжкой.
Гистограммы, показанные на фиг. 7А-7D, резюмируют измерения, проведенные на описанных выше компрессионных носках по изобретению и существующего уровня техники, относящихся к классу II, в соответствии со способом измерения, описанным ниже. Измерения проводились на ластике носка по изобретению (одинарной толщины) и борте (двойной толщины) носка существующего уровня техники.
Массовый состав указанных носков по существу эквивалентен:
- 47% хлопка, 43% полиамида и 10% спандекса для носка по изобретению,
- 50% хлопка, 38% полиамида и 12% спандекса для носка существующего уровня техники.
Компрессионные носки промывали для удаления всех остатков, связанных со способами изготовления. Образцы носка надевали на стандартную модель ноги Хогенштейна.
Образцы в процессе измерений растягивались по меньшей мере на 50% от своей длины в состоянии покоя, что соответствует поведению компрессионных носков в состоянии ношения.
Данный способ испытания соответственно имеет целью изучение динамики переноса водяного пара через текстильную часть, которую предварительно приводили в контакт с известным количеством воды, в частности 1 мг воды, что соответствует капле пота. Удельный расход водяного пара, выделяемого испытываемым образцом, измеряли и изучали в зависимости от времени. Устройство, на котором проводили испытание, содержит нагревательную основу, нагреваемую до температуры, соответствующей температуре тела (35°C), держатель образца и измерительную ячейку, такую как измерительная ячейка Пельтье, оснащенная регулятором. Основа, установленная перед держателем образца, изготовлена предпочтительно из меди и может быть покрыта слоем латекса, чтобы воспроизвести человеческую кожу. Держатель образца изготовлен таким образом, чтобы обеспечить изоляцию узла соединения, образованного основой, образцом и измерительной ячейкой. Таким образом, изменения влажности и температуры окружающего воздуха не оказывают какого-либо влияния на измерение. Измерительная ячейка содержит расходомер и конденсатор, позволяющий осуществлять удаление влаги.
Изменение во времени удельного расхода водяного пара через образцы включает в себя следующие этапы: приведение образца в контакт с каплей воды, соответствующее фазе поглощения, фазу переноса влаги в образец или фазу диффузии, за которыми следуют фазы испарения и высушивания.
Фиг. 7А соответствует фазе влагопоглощения во время приведения образцов в контакт с каплей воды. Фиг. 7В и фиг. 7С соответственно относятся к способности образцов отводить влагу исходя из максимального удельного расхода водяного пара и динамики сушки. И, наконец, фиг. 7D соответствует степени удержания количества воды, сохраняющейся в образцах после испытания, т.е. после их высушивания.
При анализе этих гистограмм можно заметить, что компрессионный носок по изобретению превосходит по всем параметрам компрессионный носок существующего уровня техники. Ластик компрессионного носка по изобретению соответственно поглощает влагу более быстро, отводит ее и высыхает более быстро, чем борт компрессионного носка существующего уровня техники. Кроме того, ластик компрессионного носка по изобретению в конечном итоге сохраняет меньше влаги, чем борт носка существующего уровня техники после завершения испытания.
В заключение следует отметить, что носок по изобретению существенно улучшает тепловую комфортность для пользователя.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРИКОТАЖНОЕ ТРУБЧАТОЕ ИЗДЕЛИЕ | 2006 |
|
RU2369672C2 |
| ТЕКСТИЛЬНЫЙ ОРТЕЗ С БОРТИКОМ | 2016 |
|
RU2732437C2 |
| Способ изготовления двойного чулочно-носочного изделия | 1976 |
|
SU679663A1 |
| Способ вязания борта чулочно-носочного изделия | 1982 |
|
SU1082880A1 |
| Способ получения эластичного трикотажа | 1989 |
|
SU1675434A1 |
| ЧУЛОЧНО-НОСОЧНОЕ ИЗДЕЛИЕ С АНТИМИКРОБНЫМИ СВОЙСТВАМИ | 2008 |
|
RU2383667C2 |
| СПОСОБ ВЯЗАНИЯ ТРУБЧАТЫХ ТРИКОТАЖНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2496931C1 |
| ДВУХФОНТУРНАЯ КРУГЛОВЯЗАЛЬНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ ЧУЛОЧНО-НОСОЧНЫХ ИЗДЕЛИЙ | 1973 |
|
SU369199A1 |
| Способ изготовления двойного борта чулочно-носочного изделия | 1987 |
|
SU1416553A1 |
| НОСКИ ЗАЩИТНЫЕ | 2015 |
|
RU2624711C2 |
Объектом настоящего изобретения является способ изготовления трубчатого компрессионного изделия (1), имеющего по меньшей мере один паголенок (2), один мысок (3), одну пятку (4) и один след (5), включающий в себя первый этап вязания паголенка (2) и следа (5) из по меньшей мере одной сеточной нити (7) на двухцилиндровой вязальной машине, во время которого эластичная уточная нить (8) вставляется между двумя рядами ластичных петель (n)×(р) и (n′)×(р′) каждый 1/1-1/5 ряд петель паголенка (2) и следа (5) на по меньшей мере 50% от числа (m) игл без образования какой-либо прессовой петли или обметочного стежка. 2 н. и 17 з.п. ф-лы, 7 ил., 1 табл. 
1. Способ изготовления трубчатого компрессионного изделия (1) типа носка, чулка или гольфа, или колготок, имеющего по меньшей мере один паголенок (2), один мысок (3), одну пятку (4), один след (5) и один ластик (6) в продолжение паголенка (2), ограничивающий отверстие для введения ступни в указанное изделие (1), включающий в себя следующие этапы:
a) первый этап вязания паголенка (2), следа (5) и ластика (6) из по меньшей мере одной сеточной нити (7) на двухцилиндровой вязальной машине, имеющей верхний цилиндр и нижний цилиндр, каждый из которых выполнен с возможностью работы с (m) иглами, при этом во время данного этапа вяжут несколько рядов ластичных петель (n)×(р), (n′)×(р′) и (n")×(р") соответственно для паголенка (2), следа (5) и ластика (6), причем (m), (n), (n′), (n"), (р), (р′) и (р") являются целыми числами, равными или превышающими 1,
b) этап вставки во время первого этапа вязания эластичной уточной нити (8) между двумя рядами ластичных петель (n)×(р) и (n′)×(р′) каждый 1/1-1/5 ряд петель паголенка (2) и следа (5) и каждый 1/2-1/5 ряд петель ластика (6) на по меньшей мере 50% количества (m) игл без образования прессовой петли или обметочного стежка, причем плотность уточной нити (8) в ластике (6) меньше или равна плотности уточной нити в паголенке (2),
c) второй этап вязания мыска (3) и пятки (4) на указанной двухцилиндровой вязальной машине из по меньшей мере одной сеточной нити (7).
2. Способ по п. 1, отличающийся тем, что второй этап вязания не включает в себя вставки утка из эластичной уточной нити.
3. Способ по п. 1, отличающийся тем, что он включает в себя во время указанного первого этапа подэтап вязания из сеточной нити (7) с образованием одного или нескольких рядов лицевых и/или изнаночных петель джерси.
4. Способ по п. 1, отличающийся тем, что ластик (6) имеет высоту (h), составляющую по меньшей мере 1 мм.
5. Способ по п. 1, отличающийся тем, что паголенок (2) имеет две последовательные различные круговые области А и В, при этом во время первого этапа вязки натяжение, приложенное к эластичной уточной нити (8) во время вязания области А, больше, чем натяжение, приложенное к эластичной уточной нити (8) в области В, так что длина окружности круговой области А меньше, чем длина окружности круговой области В.
6. Способ по п. 1, отличающийся тем, что он включает в себя во время первого этапа подэтап, во время которого эластичная уточная нить (8) образует одну или несколько прессовых петель.
7. Способ по п. 1, отличающийся тем, что эластичную уточную нить (8) вставляют во время первого этапа каждый 1/1-1/2 ряд петель.
8. Способ по п. 1, отличающийся тем, что второй этап вязания мыска (3) и пятки (4) на указанной двухцилиндровой вязальной машине включает в себя использование при вязании эластичной уточной нити.
9. Способ по п. 1, отличающийся тем, что он включает в себя во время указанного второго этапа подэтап вязания из сеточной нити (7) с образованием одного или нескольких рядов лицевых и/или изнаночных петель джерси.
10. Трубчатое изделие (1) с компрессионным эффектом типа носка, чулка или гольфа, или колготок, имеющее по меньшей мере один паголенок (2), один мысок (3), одну пятку (4), один след (5) и ластик (6) в продолжение паголенка (2), ограничивающий отверстие для введения ступни в указанное изделие (1), полученное с помощью применения способа по п. 1 и содержащее переплетенную сеточную нить (7), соответственно (n)×(р), (n′)×(p′) и (n")×(р") в паголенке (2), следе (5) и ластике (6), причем (n), (n′), (n"), (р), (р′) и (р") являются целыми числами, равными или превышающими 1, и эластичную уточную нить (8), расположенную между двумя рядами последовательных петель каждый 1/1-1/5 ряд петель в паголенке (2), следе (5) и ластике (6) на по меньшей мере 50% количества столбцов петель без образования какой-либо прессовой петли или обметочного стежка, причем плотность уточной нити (8) в ластике (6) меньше или равна плотности уточной нити в паголенке (2).
11. Трубчатое изделие (1) по п. 10, отличающееся тем, что эластичная уточная нить (8) вставлена в уток в паголенке (2) и следе (5) каждый 1/1-1/2 ряд петель.
12. Трубчатое изделие (1) по п. 10, отличающееся тем, что уточная нить (8) состоит из спандексной нити, покрытой по меньшей мере двумя нитями.
13. Трубчатое изделие (1) по п. 10, отличающееся тем, что эластичная уточная нить (8) имеет линейную плотность в диапазоне от 150 децитекс до 2000 децитекс.
14. Трубчатое изделие (1) по п. 10, отличающееся тем, что сеточная нить (7) имеет линейную плотность в диапазоне от 15 децитекс до 500 децитекс.
15. Трубчатое изделие (1) по п. 10, отличающееся тем, что эластичная уточная нить (8) имеет линейную плотность по меньшей мере в три раза больше, чем линейная плотность сеточной нити (7).
16. Трубчатое изделие по п. 10, отличающееся тем, что ластик имеет высоту (h), составляющую по меньшей мере 1 мм.
17. Трубчатое изделие (1) по п. 15, отличающееся тем, что эластичная уточная нить (8) имеет линейную плотность по меньшей мере в пять раз больше, чем линейная плотность сеточной нити (7).
18. Трубчатое изделие (1) по п. 13, отличающееся тем, что эластичная уточная нить (8) имеет линейную плотность в диапазоне от 300 децитекс до 1500 децитекс.
19. Трубчатое изделие (1) по п. 14, отличающееся тем, что сеточная нить (7) имеет линейную плотность в диапазоне от 20 децитекс до 300 децитекс.
| КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНАЯ СИСТЕМА ДОЗАТОРА СЕМЯН | 2007 |
|
RU2436276C2 |
| WO 2012101618 A1, 02.08.2012 | |||
| FR 2852509 A1, 24.09.2004 | |||
| Способ одно-процессного вязания носков и двух системный автомат для его осуществления | 1956 |
|
SU108059A1 |

