Изобретение относится к контейнеру, изготовленному из однослойной спирально изогнутой полосы листового металла.
Изготовление такого контейнера известно, например, из ЕР 1181115 В1. При этом из полосы листового металла формуют спираль с диаметром, соответствующим диаметру контейнера. Сопрягаемые друг с другом спиральные кромки полосы листового металла изгибают, а затем герметично соединяют друг с другом с наружной стороны контейнера посредством фальца. Для этого противоположные друг другу продольные кромки полосы листового металла сгибают, придавая им U-образную форму, и сопрягаемые друг с другом U-образные кромки полосы листового металла вкладывают друг в друга, а затем прочно соединяют друг с другом посредством фальцев.
Благодаря такому способу изготовления, известному как «Система Липпа с двойным фальцевым швом», можно быстро и просто получить контейнер с изменяемым диаметром и изменяемой высотой. Применяя переносные гибочные и монтажные устройства для листового металла, можно изготавливать контейнер непосредственно на требуемом месте установки.
Из DE 19939180 А1 известен контейнер, изготовленный из спирально изогнутой полосы листового металла, в котором первый краевой участок загнут на наружную сторону с образованием спиральной загнутой кромки. Второй краевой участок полосы листового металла также загнут наружу и соединяется там посредством фальца с первым краевым участком.
Из US 3682203 А известен гибкий металлический шланг, в котором фальцованные кромки полосы листового металла вставлены друг в друга и имеют возможность скольжения относительно друг друга в этой конструкции.
Из DE 2722227 С3 известно фальцевое соединение, предназначенное для соединения кромок листа, в частности, полосы листового металла, свернутой в форме спирали.
Для множества областей применения, как например, для сыпучих сельскохозяйственных или лесотехнических продуктов или для биологических отходов, изготовленные таким способом контейнеры имеют достаточную герметичность и коррозионную стойкость. Если требуется более высокая коррозионная стойкость и/или герметичность, для полосы листового металла можно использовать, соответственно, более коррозионно-стойкий материал и/или дополнительное уплотнение основания фальца, расположенного на внутренней стороне контейнера.
Задача изобретения заключается в том, чтобы обеспечить контейнер, который позволяет расширить область применения таких контейнеров, и, в частности, обеспечивает долговременное надежное соответствие самым высоким требованиям к чистоте, коррозионной стойкости и/или герметичности.
Эта задача решена посредством контейнера согласно пункту 1 формулы изобретения. Особые варианты осуществления изобретения представлены в зависимых пунктах формулы изобретения.
Согласно одному из вариантов осуществления изобретения контейнер изготовлен из однослойной спирально изогнутой полосы листового металла, при этом первый спирально идущий краевой участок полосы листового металла загнут на наружную сторону контейнера с образованием спирально идущей загнутой кромки. Второй, тоже спирально идущий краевой участок полосы листового металла на внутренней стороне контейнера перекрывает третий участок полосы листового металла, граничащий с загнутой кромкой и проходящий от загнутой кромки в направлении второго краевого участка. Второй краевой участок герметично соединяется с третьим участком полосы листового металла на внутренней стороне контейнера.
Благодаря механически прочному и неразъемному герметичному соединению на внутренней стороне контейнера, такой контейнер соответствует самым высоким требованиям не только к герметичности, но и к стерильности, и, кроме того, значительно расширяет область применения таких контейнеров. За счет герметичного соединения на внутренней стороне надежно исключается, например, образование полостей, в которых могут образовываться микроорганизмы. Кроме того, благодаря применению оцинкованных полос листового металла или полос из легированной стали, можно обеспечить высокую коррозионную стойкость.
Загнутый первый краевой участок при этом может быть расположен под углом и, в частности, в поперечном направлении, т.е. под прямым углом, к предпочтительно, вертикальной продольной оси контейнера. Размер загнутого первого краевого участка может превышать толщину полосы листового металла более чем в пять раз, в частности более чем в восемь раз, и предпочтительно более чем в десять раз. Благодаря отгибанию первого краевого участка, можно изготавливать контейнер посредством установленных на землю гибочных и соединительных устройств, которые позволяют осуществлять непрерывное изготовление контейнера путем вращения и одновременного подъема спирально изогнутой полосы листового металла. Загнутый первый краевой участок повышает механическую жесткость контейнера, поскольку он укрепляет края полос листового металла.
Согласно одному варианту осуществления второй краевой участок непосредственно своей спирально идущей концевой кромкой герметично соединяется с третьим участком полосы листового металла, в частности, на торцевой стороне полосы листового металла. Благодаря этому, переход от второго краевого участка к третьему участку полосы листового металла на внутренней стороне контейнера является надежно и герметично закрытым.
Согласно одному варианту осуществления торцевая кромка второго краевого участка образует на внутренней стороне контейнера выступ, расположенный под углом, в частности - в поперечном направлении к, предпочтительно, вертикальной продольной оси контейнера, например, за счет концевой торцевой поверхности полосы листового металла. В результате этого образуется опорная поверхность для соединительных средств, и процесс изготовления дополнительно упрощается, кроме того, можно обеспечить высокую герметичность соединения. Это является особенно предпочтительным, когда контейнер изготавливается на предусмотренном для него месте установки, поскольку на такой строительной площадке, как правило, сложно создать условия для получения плотного соединения.
Согласно одному варианту осуществления герметичное соединение осуществляется посредством сварочного соединения. В случае такого сварочного соединения образованный вторым краевым участком выступ, который проходит под углом и, в частности - перпендикулярно к вертикальной оси контейнера, является особенно предпочтительным, поскольку сварочный шов можно расположить на этом выступе, благодаря чему, исключается стекание размягченного сваркой или доведенного до текучести материала. Благодаря этому, обеспечивается получение долговременного герметичного и высокопрочного сварочного соединения.
Согласно одному варианту осуществления расстояние от герметичного соединения, в частности сварочного соединения, до загнутой кромки превышает толщину полосы листового металла более чем в два раза, в частности более чем в три раза, и предпочтительно более чем в пять раз. Согласно одному варианту осуществления превышение этого расстояния может составлять более чем восемь раз или даже более чем десять раз или более. Благодаря этому расстоянию, дополнительно повышаются герметичность и механическая прочность места соединения, в частности, исключается опасность уменьшения прочности соединения, в частности - сварочного соединения, из-за изменений структуры полосы листового металла, которые могут возникнуть вследствие отгибаний.
Согласно одному варианту осуществления второй краевой участок загнут внутрь контейнера за счет отгиба в направлении четвертого участка полосы листового металла, примыкающего к первому краевому участку. Благодаря этому, сопрягаемые друг с другом краевые участки полос листового металла могут накладываться друг на друга без механических напряжений или с уменьшенными механическими напряжениями. При достаточном отгибе получается самосовмещение сопрягающихся друг с другом краев полос листового металла, в частности, первый краевой участок, расположенный поверх четвертого участка, в частности, соответствующая загнутая кромка, может опираться на отгиб, расположенный между вторым краевым участком и четвертым участком, в результате чего, с одной стороны, дополнительно упрощается изготовление и повышается прочность, а с другой стороны, обеспечивается точность соединения. Второй краевой участок и/или четвертый участок могут быть расположены вокруг вертикальной оси контейнера, образуя, в частности, круговой цилиндр.
Согласно одному варианту осуществления обусловленное отгибом радиальное смещение второго краевого участка относительно четвертого участка полосы листового металла составляет менее чем 95% толщины полосы листового металла, в частности менее чем 90%, и предпочтительно менее чем 85%. Поэтому при изготовлении контейнера оба сопрягаемых друг с другом краевых участка имеют небольшую упругую деформацию и, следовательно, прилегают друг к другу в предварительно напряженном состоянии. Это приводит к дополнительному повышению жесткости контейнера.
Согласно одному варианту осуществления отгиб второго краевого участка расположен в области загнутой кромки или в вертикальном направлении на ее уровне. Благодаря этому, на наружной стороне контейнера образуется спирально идущий стык, который расположен между загнутой кромкой первого краевого участка и вторым краевым участком, в частности, между загнутой кромкой первого краевого участка и отгибом второго краевого участка, и в который можно ввести уплотняющее средство. Так, например, в этом стыке можно выполнить силиконовый шов, посредством которого место соединения также уплотняется снаружи.
Согласно одному варианту осуществления на наружную сторону контейнера выгнут пятый участок полосы листового металла, граничащий с загнутой кромкой в направлении второго краевого участка, с образованием другого отгиба относительно шестого участка полосы листового металла, примыкающего к этому отгибу в направлении второго краевого участка. Второй краевой участок может быть герметично соединен с пятым участком, ограниченным с одной стороны загнутой кромкой, а с другой стороны - указанным отгибом. В таком варианте осуществления второй краевой участок без изгиба на внутренней стороне контейнера может быть наложен на пятый участок. Шестой участок полосы листового металла может совпадать с четвертым участком и даже со вторым краевым участком. Указанный отгиб может иметь очень острый угол, например менее чем 30°, в частности менее чем 20°, и предпочтительно менее чем 15°, благодаря чему еще более уменьшается негативное влияние структурных изменений в месте указанного отгиба на прочность и жесткость изготовленного контейнера.
Другие достоинства, признаки и детали изобретения подробно представлены в зависимых пунктах формулы изобретения и в приведенном ниже описании со ссылками на чертежи нескольких вариантов осуществления. При этом признаки, указанные в пунктах формулы изобретения и в описании, могут быть существенными по отдельности или в любой комбинации. На чертежах показаны:
фиг. 1 - вид сбоку контейнера согласно изобретению,
фиг. 2 - вид в увеличенном масштабе в разрезе места II соединения первого варианта осуществления контейнера с фиг. 1,
фиг. 3 - вид в разрезе второго варианта осуществления изобретения,
фиг. 4 - вид в разрезе третьего варианта осуществления изобретения,
фиг. 5 - вид в разрезе четвертого варианта осуществления изобретения, и
фиг. 6 - вид в аксонометрии наружной стороны контейнера с фиг. 1 в области места соединения.
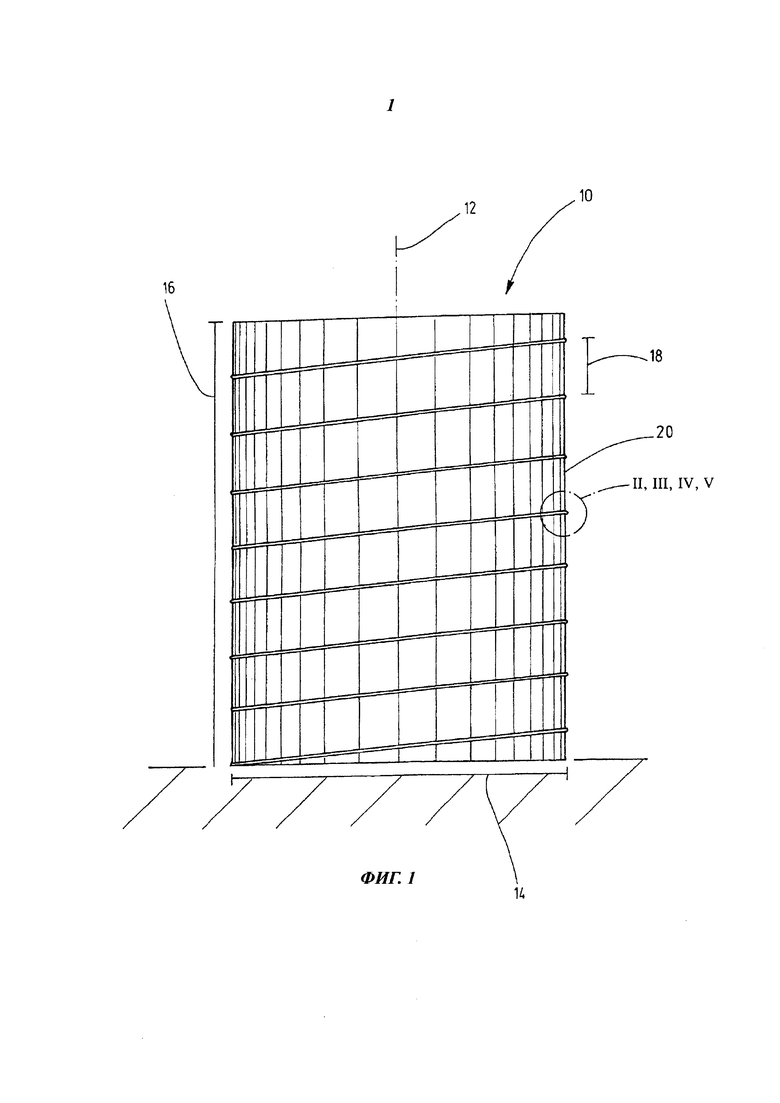
На фиг. 1 показан контейнер 10 согласно изобретению, который может быть использован для хранения сельскохозяйственных и лесотехнических сыпучих продуктов, например зерна, обрезков древесины или биологических отходов, а также для хранения воды, отработанных стоков, шлама очистных сооружений или газа. Наружная сторона и внутренняя сторона контейнера 10 являются, по существу, цилиндрическими, в частности, имеют форму кругового цилиндра с вертикальной продольной осью 12.
Контейнер 10 изготавливается из спирально изогнутой полосы 20 листового металла, предпочтительно непосредственно на месте установки контейнера 10. Диаметр 14 контейнера 10 может составлять от 4 м до 20 м или более. Высота 16 контейнера 10 может составлять от 2 м до 20 м или более. Объем контейнера 10 может составлять, например, от 15 м3 до 8000 м3. Предпочтительно равномерная толщина 38 (фиг. 2) полосы 20 листового металла составляет от 2 мм до 8 мм, и в данном случае, в частности, может составлять более чем 5 мм, предпочтительно более чем 6 мм и менее чем 12 мм, например от 8 мм до 10 мм. Ширина 18 полосы 20 листового металла может составлять от 20 см до 100 см, в частности от 30 см до 80 см, и предпочтительно от 40 см до 60 см; в представленном варианте осуществления ширина 18 полосы 20 листового металла составляет приблизмтельно 50 см.
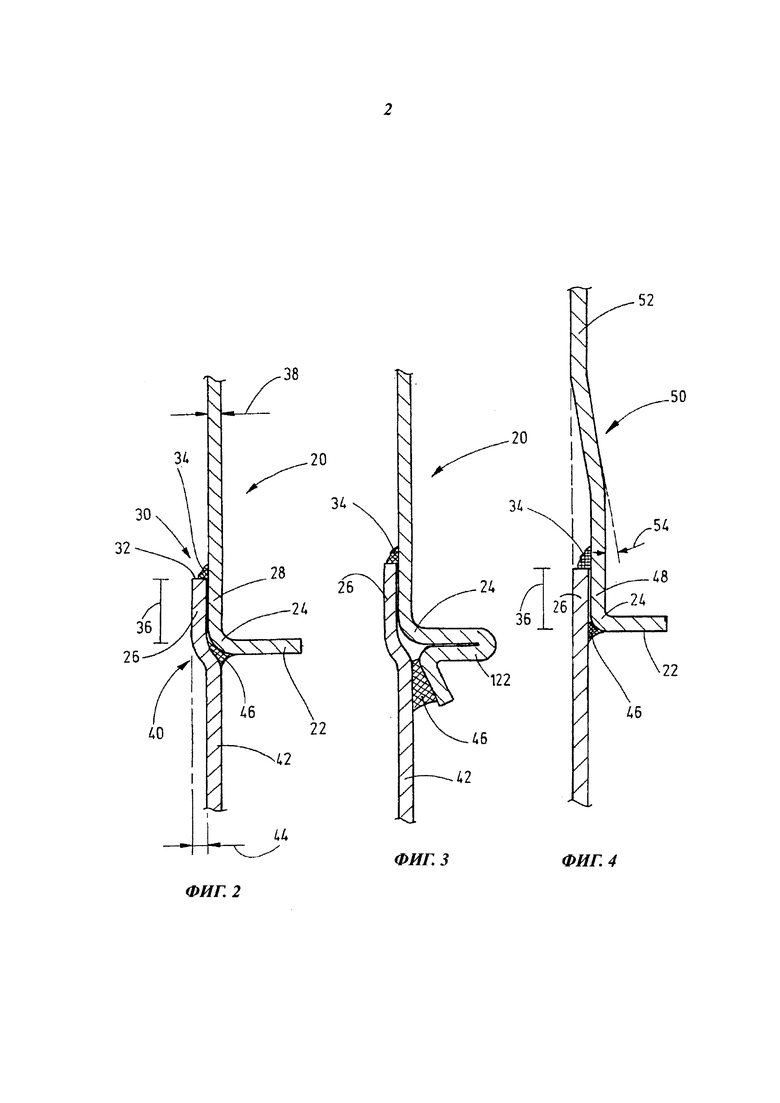
На фиг. 2 показан в увеличенном масштабе разрез места II соединения первого варианта осуществления контейнера 10 с фиг. 1. Нижний по вертикали, первый краевой участок 22 спирально идущей полосы 20 листового металла с образованием также спирально идущей загнутой кромки 24 загнут на наружную сторону контейнера 10 перпендикулярно продольной оси 12. Радиальный выступ первого краевого участка 22 в показанном варианте осуществления примерно в шесть раз превышает толщину 38 полосы 20 листового металла, но для контейнера 10 с диаметром более чем 8 м, в частности более чем 10 м, может также превышать толщину 38 полосы 20 листового металла более чем в восемь раз или более чем в десять раз.
Противолежащий первому краевому участку 22 второй краевой участок 26 полосы 20 листового металла также является спирально идущим и накладывается на внутренней стороне контейнера 10 на третий участок 28 полосы 20 листового металла, который проходит вверх от загнутой кромки 24 относительно второго краевого участка 26 полосы 20 листового металла, представленного на фрагменте фиг. 2. На внутренней стороне контейнера 10 второй краевой участок 26 герметично соединяется с третьим участком 28 полосы 20 листового металла.
Указанное соединение в данном варианте осуществления производится посредством сварочного соединения 34. При этом торцевой конец второго краевого участка 26, в частности, боковая торцевая поверхность полосы 20 листового металла, образует выступ 32, который проходит под углом, а в показанном 7 варианте осуществления в поперечном направлении, т.е. перпендикулярно продольной оси 12 контейнера 10. Торцевой конец второго краевого участка 26 также может быть загнут таким образом, чтобы торцевая поверхность второго краевого участка 26 образовывала с предпочтительно цилиндрическим третьим участком 28 острый угол, меньший чем 90°, что позволяет получать в этой области надежное сварочное соединение 34 и, в частности, предотвращать стекание материала, размягченного сваркой.
Кроме того, благодаря соединению на торцевом конце второго краевого участка 26, конструктивно задается расстояние 36 между герметичным соединением, например, сварочным соединением 34, и загнутой кромкой 24. Это расстояние в данном варианте осуществления превышает толщину 38 полосы 20 листового металла примерно в пять раз, однако может превышать также более чем в восемь раз или даже более чем в десять раз.
Второй краевой участок 26 загнут внутрь контейнера 10, образуя отгиб 40 относительно четвертого участка 42 полосы 20 листового металла, проходящего вниз на фрагменте, представленном на фиг. 2, и примыкающего к первому краевому участку 22. Для получения отгиба 40 полосу 20 листового металла сгибают по меньшей мере в двух местах таким образом, чтобы несогнутые участки были расположены параллельно друг другу. В показанном варианте осуществления второй краевой участок 26 и четвертый участок 42 полосы 20 листового металла расположены параллельно друг другу. Эти участки 26, 42 так же, как и другие участки полосы 20 листового металла, могут иметь, в частности, по существу, цилиндрическую форму, и прежде всего форму кругового цилиндра, относительно продольной оси 12 контейнера 10.
Обусловленное отгибом 40 радиальное смещение 44 второго краевого участка 26 относительно четвертого участка 42 полосы 20 листового металла может составлять, в принципе, 100% или даже более чем 100% толщины 38 полосы 20 листового металла. В этом случае между вторым краевым участком 26 и третьим участком 28 может образовываться зазор, в который можно ввести связующее вещество и/или уплотнительное средство. Согласно одному варианту осуществления радиальное смещение 44 составляет при этом менее чем 100% толщины 38 полосы 20 листового металла, например, около 90%. Поэтому второй краевой участок 26 и/или третий участок 28 упруго отклоняются и прилегают друг к другу с упругим предварительным напряжением. В этом случае зазор между вторым краевым участком 26 и третьим участком 28 не требуется закрывать посредством соединения, например, сварочного соединения 34.
Отгиб 40 второго краевого участка 26 расположен в области загнутой кромки 24. Благодаря этому, проходящая сверху полоса листового металла опирается в области отгиба 40 на полосу листового металла, расположенную ниже. Спирально идущий стык, который образуется на наружной стороне между загнутой кромкой 24 и отгибом 40, заполняют уплотнительным средством 46, например, силиконом. Это предотвращает, например, попадание влаги между вторым краевым участком 26 и третьим участком 28.
На фиг. 3 показан вид в разрезе места III соединения во втором варианте осуществления контейнера 10 с фиг. 1. Первый краевой участок 122 сложен с образованием фальца, а затем свободный конец отогнут под углом между 15° и 70°, в частности между 20° и 45°, а в данном варианте осуществления приблизительно 30°, относительно продольной оси 12 контейнера 10. В область между отогнутым концом первого краевого участка 122 и четвертым участком 42 вводят связующее вещество 46. Такая конструкция улучшает стекание жидкости, например, дождевой воды, попадающей на наружную поверхность контейнера 10.
На фиг. 4 показан вид в разрезе места IV соединения в третьем варианте осуществления контейнера 10 с фиг. 1. Пятый участок 48 полосы 20 листового металла, граничащий с загнутой кромкой 24 в направлении второго краевого участка 26, загнут с наружной стороны контейнера 10 с образованием другого отгиба 50 относительно шестого участка 52 полосы 20 листового металла, примыкающего к отгибу 50 в направлении второго краевого участка 26. Второй краевой участок 26 герметично соединяется с пятым участком 48 в данном варианте осуществления посредством сварочного соединения 34.
Угол 54 дополнительного отгиба 50 составляет менее чем 45°, в частности менее чем 30°, и предпочтительно менее чем 20°; в данном варианте осуществления угол 54 составляет примерно 10°. Благодаря этому, уменьшаются структурные изменения в сгибах полосы 20 листового металла. Радиальное смещение пятого участка 48 относительно шестого участка 52 в данном варианте осуществления составляет несколько более чем 100% толщины 38 полосы 20 листового металла, поэтому пятый участок 48 находится в свободном положении на втором краевом участке 26. В альтернативном варианте осуществления радиальное смещение отгиба 50 может также составлять 100% толщины 38 полосы 20 листового металла, или даже, как указано для отгиба 40 в первом и втором вариантах осуществления, менее чем 95%, в частности менее чем 90%, и предпочтительно менее чем 85%, поэтому пятый участок 48 находится на втором краевом участке 26 в самоустанавливающемся и/или упруго зажатом положении.
Второй краевой участок 26 расположен на внутренней стороне контейнера 10 на одной прямой с внутренней стенкой контейнера 10, образованной шестым участком 52. В третьем варианте осуществления, в частности, не требуется, чтобы второй краевой участок 26 имел сгиб относительно примыкающего участка полосы 20 листового металла, например, относительно четвертого участка 42 в первом и втором вариантах осуществления. Это позволяет надежно исключить соответствующие структурные изменения.
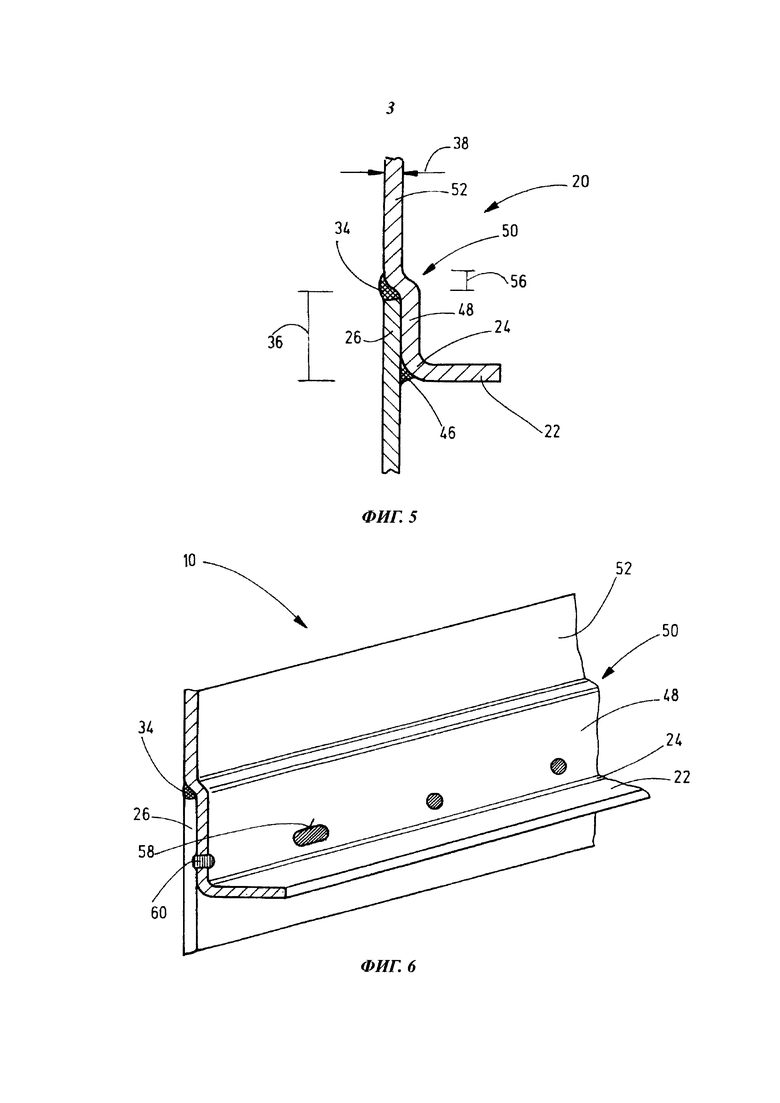
На фиг. 5 показан вид в разрезе места V соединения в четвертом варианте осуществления контейнера 10 с фиг. 1. На фиг. 6 показан вид в аксонометрии с наружной стороны области места соединения контейнера 10 в разрезе с фиг. 5.
Пятый участок 48 полосы 20 листового металла, граничащий с загнутой кромкой 24 в направлении второго краевого участка 26, загнут к наружной стороне контейнера 10 с образованием отгиба 50 относительно шестого участка 52 полосы 20 листового металла, примыкающего к отгибу 50 в направлении второго краевого участка 26. Не считая отгиба 50, пятый участок 48 третьего и четвертого вариантов осуществления, показанных на фиг. 4 и 5, соответствует третьему участку в первом и втором вариантах осуществления, показанных на фиг. 2 и 3. Второй краевой участок 26 герметично соединяется на внутренней стороне контейнера 10 с пятым участком 48 в данном варианте осуществления посредством сварочного соединения 34.
При этом в показанном варианте осуществления герметичное соединение расположено на уровне отгиба 50, благодаря чему отгиб 50 получает дополнительную механическую прочность.
Угол 54 отгиба 50 больше, чем в третьем варианте осуществления, показанном на фиг. 4, и составляет, в частности, более чем 30°, в частности более чем 35° и менее чем 70°, предпочтительно более чем 35° и менее чем 60°. Длина 56 отгиба 50 составляет менее чем 400% толщины 38 полосы 20 листового металла, в частности менее чем 400%, а предпочтительно менее чем 300%. В показанном варианте осуществления длина 56 отгиба 50 составляет более чем 150% и менее чем 250% толщины 38 полосы 20 листового металла.
Расстояние 36 от отгиба 50 до загнутой кромки 24 в данном варианте осуществления превышает толщину 38 полосы 20 листового металла более чем в два раза и менее чем в десять раз, в частности более чем в три раза и менее чем в восемь раз, предпочтительно более чем в четыре раза и менее чем в шесть раз. Кроме того, расстояние 36 от отгиба 50 до загнутой кромки 24 составляет более чем 50% и/или менее чем 250% радиальной длины согнутого первого краевого участка 22, в частности более чем 70% и/или менее чем 200%, и предпочтительно более чем 80% и/или менее, чем 150%.
Радиальное смещение пятого участка 48 относительно шестого участка 52 составляет в данном варианте осуществления несколько более чем 100% толщины 38 полосы 20 листового металла, поэтому пятый участок 48 находится в свободном положении на втором краевом участке 26. В альтернативном варианте осуществления радиальное смещение отгиба 50 может также составлять 100% толщины 38 полосы 20 листового металла или даже, как указано для отгиба 40 в первом и втором вариантах осуществления, менее чем 95%, в частности менее чем 90%, и предпочтительно менее чем 85%, поэтому пятый участок 48 находится на втором краевом участке 26 в самоустанавливающемся и/или упруго-эластично зажатом положении.
Второй краевой участок 26 расположен на внутренней стороне контейнера 10 на одной прямой с внутренней стенкой контейнера 10, образованной шестым участком 52. В четвертом варианте осуществления, показанном на фиг. 5, в частности, не требуется, чтобы второй краевой участок 26 имел сгиб относительно пограничного участка полосы 20 листового металла, например, относительно шестого участка 52.
Как показано на виде в аксонометрии на фиг. 6, соединение между вторым краевым участком 26 и пятым участком 48 укрепляется дополнительными местами 60 соединения. Дополнительные места 60 соединения можно получить, например, посредством точечной сварки, при этом контур 58 дополнительного места 60 соединения может иметь, по существу, круглую или удлиненную форму. Дополнительные места 60 соединения могут быть расположены по окружности контейнера 10 на одинаковом расстоянии друг от друга, например, на расстоянии, которое превышает толщину 38 полосы 20 листового металла более чем в пять раз и/или менее чем в 20 раз, в частности более чем в восемь раз и/или менее чем в 30 раз, предпочтительно более чем в двенадцать раз и/или менее чем в 25 раз.
Изобретение относится к контейнеру, изготовленному из однослойной спирально изогнутой полосы (20) листового металла, при этом первый спирально идущий краевой участок (22) полосы (20) листового металла загнут на наружную сторону контейнера (10) с образованием спирально идущей загнутой кромки (24), отличающемуся тем, что второй спирально идущий краевой участок (26) полосы (20) листового металла на внутренней стороне контейнера (10) наложен на третий участок (28) полосы (20) листового металла, граничащий с загнутой кромкой (24) и проходящий от загнутой кромки (24) в направлении второго краевого участка (26), при этом второй краевой участок (26) герметично соединяется на внутренней стороне контейнера (10) с третьим участком (28) полосы (20) листового металла. Обеспечивается долговременное надежное соответствие самым высоким требованиям к чистоте, коррозионной стойкости и/или герметичности благодаря механически прочному и неразъемному герметичному соединению на внутренней стороне контейнера. 9 з.п. ф-лы, 6 ил.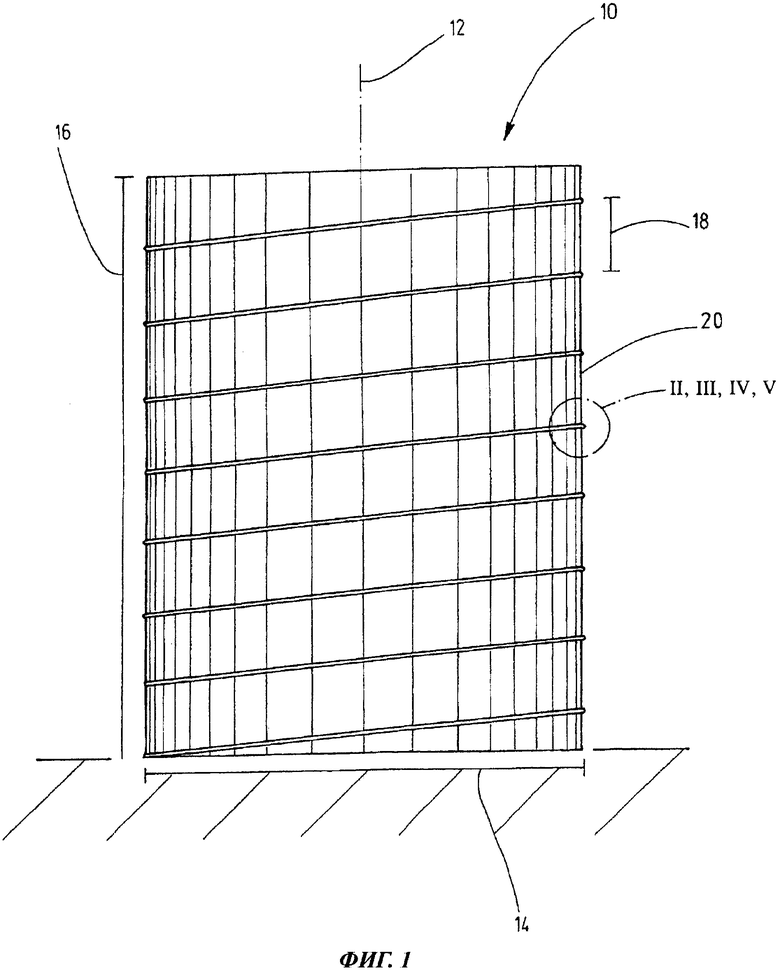
1. Контейнер (10), изготовленный из однослойной спирально изогнутой полосы (20) листового металла, в котором первый спирально идущий краевой участок (22) полосы (20) листового металла загнут на наружную сторону контейнера (10) с образованием спирально идущей загнутой кромки (24), отличающийся тем, что второй спирально идущий краевой участок (26) полосы (20) листового металла на внутренней стороне контейнера (10) перекрывает третий участок (28) полосы (20) листового металла, граничащий с загнутой кромкой (24) и проходящий от загнутой кромки (24) в направлении второго краевого участка (26), при этом второй краевой участок (26) на внутренней стороне контейнера (10) герметично соединен с третьим участком (28) полосы (20) листового металла.
2. Контейнер (10) по п. 1, отличающийся тем, что второй краевой участок (26) герметично соединен своей спирально идущей торцевой кромкой (30) с третьим участком (28) полосы (20) листового металла.
3. Контейнер (10) по п. 1 или 2, отличающийся тем, что торцевая кромка (30) второго краевого участка (26) образует на внутренней стороне контейнера (10) выступ (32), проходящий под углом, в частности перпендикулярно, к вертикальной продольной оси (12) контейнера (10).
4. Контейнер (10) по п. 1 или 2, отличающийся тем, что указанное герметичное соединение представляет собой сварное соединение (34).
5. Контейнер (10) по п. 1 или 2, отличающийся тем, что расстояние (36) от герметичного соединения, в частности от сварного соединения (34), до загнутой кромки (24) превышает толщину (38) полосы (20) листового металла более чем в два раза, в частности более чем в три раза, и предпочтительно более чем в пять раз.
6. Контейнер (10) по п. 1 или 2, отличающийся тем, что второй краевой участок (26) загнут внутрь контейнера (10) с образованием отгиба (40) относительно четвертого участка (42) полосы (20) листового металла, примыкающего к отгибу (40) в направлении первого краевого участка (22).
7. Контейнер (10) по п. 6, отличающийся тем, что обусловленное отгибом (40) радиальное смещение (44) второго краевого участка (26) относительно четвертого участка (42) полосы (20) листового металла составляет менее чем 95% толщины (38) полосы (20) листового металла, в частности менее чем 90%, и предпочтительно менее чем 85%.
8. Контейнер (10) по п. 6, отличающийся тем, что отгиб (40) второго краевого участка (26) расположен на уровне загнутой кромки (24).
9. Контейнер (10) по любому из пп. 1, 2, 7, 8, отличающийся тем, что на наружной стороне контейнера (10) в спирально идущий стык, который образован между загнутой кромкой (24) первого краевого участка (22) и вторым краевым участком (26), в частности между загнутой кромкой (24) первого краевого участка (22) и отгибом (40) второго краевого участка (26), введено уплотнительное средство (46).
10. Контейнер (10) по любому из пп. 1, 2, 7, 8, отличающийся тем, что пятый участок (48) полосы (20) листового металла, граничащий с загнутой кромкой (24) в направлении второго краевого участка (26), загнут с наружной стороны контейнера (10) с образованием другого отгиба (50) относительно шестого участка (52) полосы (20) из листового металла, примыкающего к указанному отгибу (50) в направлении второго краевого участка (26), при этом второй краевой участок (26) герметично соединен с пятым участком (48), ограниченным с одной стороны загнутой кромкой (24), а с другой стороны - отгибом (50).
| DE 19939180 A1, 22.02.2001 | |||
| СПОСОБ ОТВЕРЖДЕНИЯ ПОВЕРХНОСТИ СЫРОЙ ФАРШЕВОЙ ЭМУЛЬСИИ ДЛЯ КОЛБАСНЫХ ИЗДЕЛИЙ ПОСРЕДСТВОМ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ | 1999 |
|
RU2241354C2 |
| US 3682203 A1, 08.08.1972. | |||

