Настоящее изобретение относится к защитному колпаку для вентиля баллона для сжатого газа и способу его изготовления.
Более конкретно, изобретение относится к защитному колпаку для вентиля баллона для сжатого газа, содержащему обод, который определяет укрытое защитное пространство, нижний конец обода, закрепленный на основании, которое имеет в целом кольцеобразную форму, которое предназначено для установки вокруг горловины баллона для сжатого газа.
На баллоны для сжатого газа и оборудование, связанное с ними, распространяются правила и стандарты безопасности.
Например, на защитные колпаки вентилей баллонов для сжатого газа распространяется следующий стандарт: стандарт ISO 11117 и, в частности, устойчивость к ударам (при 20°C и -20°C). Эти колпаки также должны удовлетворять требованиям устойчивости к огню и продолжительности сроков службы.
Чтобы удовлетворять этим ограничениям, некоторые защитные колпаки состоят из металла. Документ DE10146261, таким образом, описывает колпак, который изготовлен из формованного металла, различные детали которой сварены. Однако этот тип конструкции и производства колпака приводит к колпаку, который является относительно тяжелым и дорогим в производстве, если удовлетворяются стандарты механической прочности.
Документ GB 1529293, в свою очередь, описывает защитный колпак, состоящий из одной штампованной детали. Однако этот колпак имеет форму, которая не является оптимальной для защиты всех вентилей. Кроме того, этот вариант осуществления приводит к колпаку с уменьшенной механической устойчивостью, что не является удовлетворительным.
Согласно другим известным решениям, колпак изготавливается из пластика, опционально, с металлической вставкой (см. EP 1041339).
В целом, чтобы обеспечить все требуемые функции и удовлетворить техническим ограничениям, известные конструкции колпака требуют относительно большое количество материала.
Целью настоящего изобретения является устранение некоторых или всех из вышеописанных недостатков предшествующего уровня техники.
Цель изобретения, в частности, может состоять в предоставлении колпака и способа его изготовления, которые позволяют удовлетворять всем требованиям безопасности, в частности, не нанося ущерба весу колпака, его стоимости и возможности предоставлять колпак с формой, которая приспосабливается к различным формам вентиля, в то же время имея привлекательный внешний вид.
Для этой цели, колпак согласно изобретению, который, кроме того, находится в согласии с общим определением, данным в вышеприведенном введении, по существу отличается тем, что обод содержит металлический лист, который сформирован посредством штамповки.
Кроме того, варианты осуществления изобретения могут включать один или несколько из следующих признаков:
- верхний конец обода содержит выпуклость, на которой закрепляется ручка для захвата колпака;
- ручка закреплена посредством сварки и/или обжима на верхнем конце обода;
- ручка в целом имеет форму полого колпака, который, в положении, в котором он устанавливается на обод, вмещает в свою внутреннюю область по меньшей мере часть выпуклости;
- выпуклость сформирована посредством штамповки обода;
- ручка закреплена посредством сварки на свободном конце выпуклости;
- ручка является полой, со свободным концом выпуклости, поддерживаемым напротив основания ручки, в то время как нижний конец ручки поддерживается на верхнем конце обода и/или на другой части выпуклости;
- свободный верхний конец ручки является выпуклым в направлении наружной области колпака;
- основание содержит металлическую деталь, которая является отдельной от обода и которая в целом имеет форму открытого кольца, при этом два противоположных конца кольца обеспечиваются соответствующими проходами для зажимного стержня упомянутого кольца, и нижний конец обода закрепляется на основании посредством сварки и/или обжима;
- нижний конец обода содержит два полукольца, формирующих круглый воротник, который окружает основание вдоль участка периферии основания, составляющей от 20% до 100% и предпочтительно от 60% до 100%;
- основание состоит из металлической детали, сформированной посредством штамповки;
- обод содержит по меньшей мере одно ребро, которое проходит в направлении изгиба обода, причем упомянутое по меньшей мере одно ребро сформировано посредством штамповочного сгибания;
- выпуклость является открытой в своем верхнем конце;
- выпуклость в целом имеет форму усеченного конуса, диаметр которого уменьшается в направлении его свободного конца;
- выпуклость в целом имеет форму усеченного конуса, который прерывисто сходится в направлении его свободного конца, то есть выпуклость определяет выпуклую и/или вогнутую часть на своей внешней поверхности;
- основание содержит установочную часть, имеющую в целом трубчатую форму, которая выполнена с возможностью устанавливаться вокруг горловины баллона, при этом верхний конец установочной части изогнут перпендикулярно оси трубчатой части, чтобы сформировать кромку, которая закрепляется на нижнем конце обода;
- обод является по меньшей мере частично выпуклым в направлении наружной области защитного пространства;
- проходы для зажимного стержня упомянутого кольца, которые сформированы в концах открытого кольца, сформированного основанием, расположены в соответствующих перфорированных пластинах, которые объединены с основанием или установлены на основание;
- ручка состоит из металлической детали, сформированной посредством штамповки;
- по меньшей мер одно из обода, основания, ручки состоит из по меньшей мере одного из следующих материалов: металлический материал, сталь, предпочтительно с характеристиками, которые являются такими же, или лучше, чем характеристики конструкционной стали, например, стали типа S355MC согласно стандарту NF EN 10149.2, с пределом текучести Re=355 (МПа) и прочностью на разрыв Rm = от 430 до 550 (МПа);
- по меньшей мер одно из обода, основания, ручки имеет толщину от 0,5 до 10 мм и предпочтительно от 1 до 4 мм, или любую другую подходящую толщину согласно весу груза, напряжениям и формам штампованной детали;
- окружность основания содержит по меньшей мере один выступ или одно углубление, которые, соответственно, принимаются в дополняющем углублении или дополняющем выступе, сформированных в нижнем конце обода.
Изобретение также относится к баллону для сжатого газа, обеспеченному вентилем и колпаком для защиты вентиля согласно любому из предыдущих или следующих признаков.
Изобретение также относится к способу изготовления защитного колпака для вентиля баллона для сжатого газа по любому из предыдущих или следующих признаков, включающему:
- этап изготовления обода посредством штамповки металлического листа; и
- этап приваривания нижнего конца обода к основанию, имеющему в целом кольцеобразную форму.
Согласно другим возможным признакам:
- во время этапа изготовления обода посредством штамповки металлического листа, обеспечивается выпуклость на верхнем конце обода, при этом способ дополнительно включает этап приваривания ручки к упомянутой выпуклости;
- этапу приваривания нижнего конца обода к основанию, имеющему в целом кольцеобразную форму, предшествует этап изготовления основания посредством штамповки металлического листа;
- нижний конец обода формирует круглый воротник, и во время этапа приваривания нижнего конца обода к основанию нижний конец обода окружает от 60% до 100% окружности основания;
- перед этапом приваривания нижнего конца обода к основанию, имеющему в целом кольцеобразную форму, основание вводится между ветвями обода через защитное пространство сверху вниз относительно верхнего и нижнего концов обода.
Изобретение также может относиться к любому альтернативному устройству или способу, содержащему любую комбинацию предыдущих или следующих признаков.
Другие признаки и преимущества станут очевидны из рассмотрения следующего описания, снабженного ссылками на фигуры, на которых:
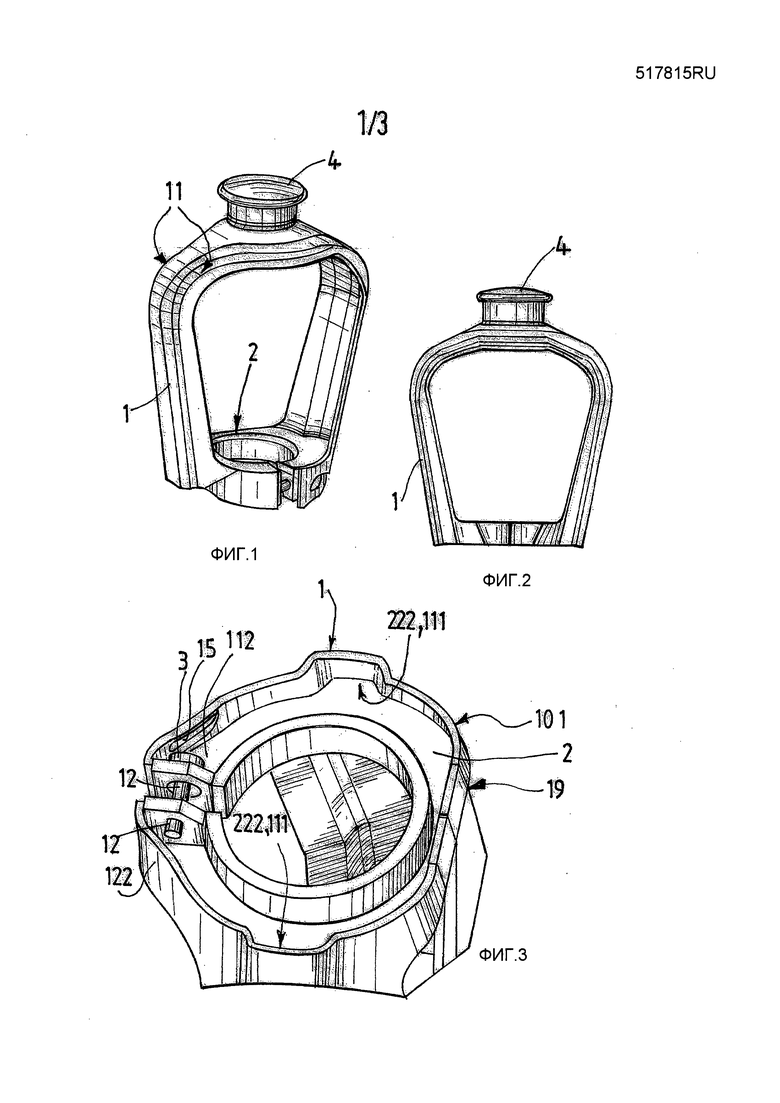
- фиг. 1 представляет вид в перспективе возможного варианта выполнения защитного колпака согласно изобретению;
- фиг. 2 представляет вид сзади колпака по фиг. 1;
- фиг. 3 представляет частичный вид в перспективе снизу колпака по фиг. 1;
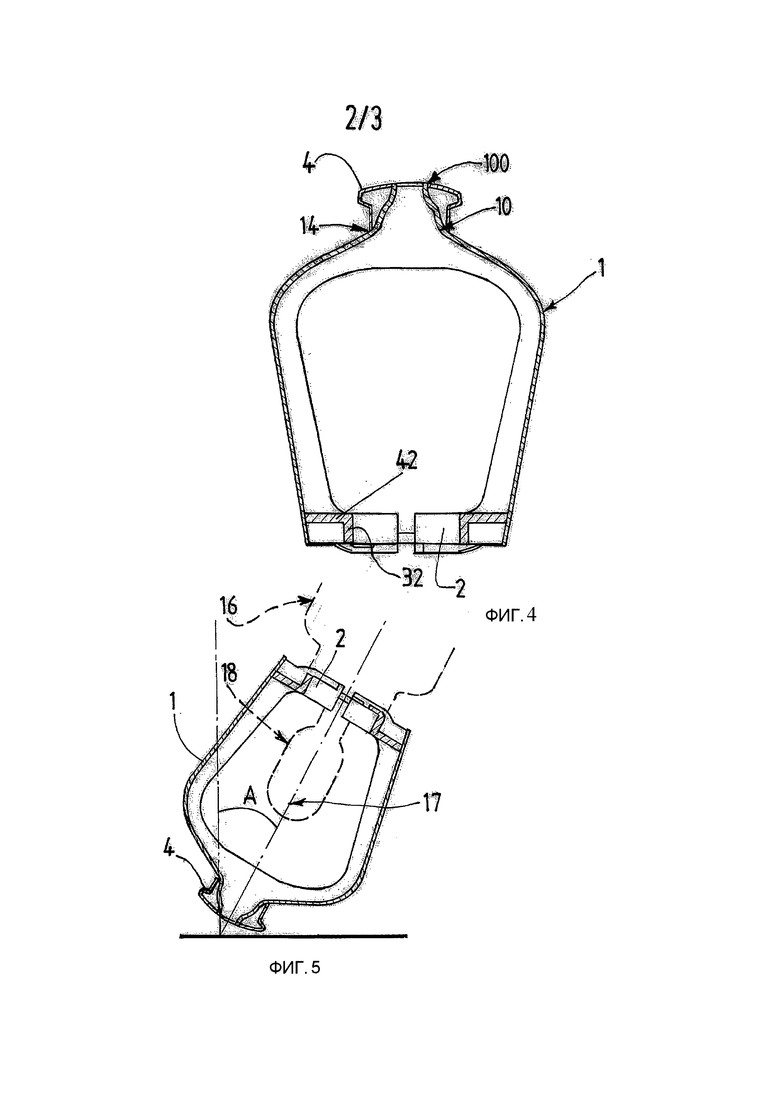
- фиг. 4 представляет вид в поперечном сечении согласно вертикальной плоскости колпака по фиг. 1;
- фиг. 5 представляет вид в поперечном сечении согласно вертикальной плоскости колпака по фиг. 1, установленного на баллон, схематически иллюстрирующий удар о землю;
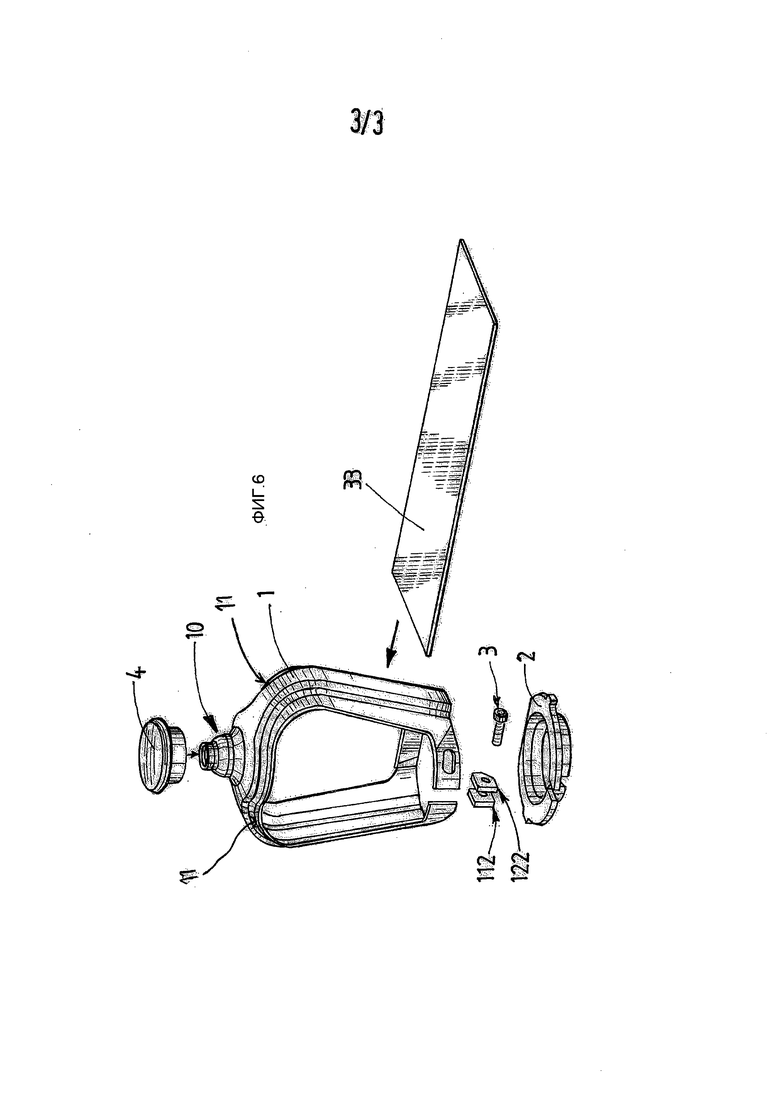
- фиг. 6 представляет частичный схематичный вид, иллюстрирующий пример возможных этапов производства колпака по фиг. 1.
Защитный колпак для вентиля баллона для сжатого газа, проиллюстрирован на фигуре, содержит обод 1, который определяет укрытое защищенное пространство, нижний конец которого закреплен на основании 2, имеющем в целом кольцеобразную форму, которое выполнено с возможностью устанавливаться вокруг горловины баллона для сжатого газа. «Нижний» и «верхний» концы обозначают концы колпака, которые расположены, соответственно, на основании 2 и напротив основания 2.
Например, обод 1 в целом имеет форму перевернутой «U», в которой два нижних конца ветвей «U» закреплены на основании 2. Как представлено, два нижних конца ветвей «U», которые закреплены на основании 2, не параллельны, но немного сходятся.
Согласно преимущественной отличительной особенности, обод 1 состоит из (и, предпочтительно, сформирован из) металлического листа 33, который сформирован посредством штамповки (см. фиг. 6).
Как будет более подробно описано далее в материалах настоящей заявки, эта отличительная особенность делает возможным предоставление колпака с хорошей механической прочностью, в то же время используя относительно небольшую толщину материала. Обод 1 предпочтительно состоит из по меньшей мере одного из следующих материалов: сталь, нержавеющая сталь, сталь с покрытием катафорезного типа, или алюминий с обработкой анодированного типа. Все типы подходящих металлических материалов могут быть предусмотрены, если это применимо, с обработкой(ами), выполненными, например, для защиты от коррозии, или для окончательного внешнего вида, и т.д. Эти материалы обеспечивают колпак с хорошей устойчивостью к огню, а также к коррозии.
Эта конструкция позволяет, посредством ребер и/или сгибов и/или выступов, увеличить механическую прочность или улучшить распределение сил, воздействию которых подвергается колпак в случае удара, по сравнению с известными решениями.
Как видно на фиг. 1, обод 1 может содержать по меньшей мере одно (и, например, два) ребро 11, которое проходит в направлении изгиба обода. Ребро(а) 11 может быть сформировано посредством штамповочного сгибания металлического листа. Например, два ребра 11 формируют плечо, которое продолжается вдоль всего обода 1 или вдоль его части, и в направлении изгиба обода.
Обод 1 может являться по меньшей мере частично выпуклым в направлении наружной области защитного пространства. Толщина обода 1 составляет, например, от 0,5 мм до 10 мм и предпочтительно от 1 мм до 4 мм. Следует понимать, что эта толщина может быть приспособлена согласно применению, весу груза, ожидаемому напряжению и штамповочным формам колпака.
Основание 2 содержит металлическую деталь, которая отличается от обода 1 и предпочтительно имеет форму открытого кольца, таким образом, формируя крепежный фланец. Два противоположных конца кольца, например, обеспечены соответствующими проходами 12, 22 для зажимного стержня 3 упомянутого кольца. Проходы 12, 22 (которые, опционально, являются резьбовыми) для зажимного стержня 3 (который, опционально является резьбовым) могут быть образованы в соответствующих перфорированных пластинах 112, 122, которые объединены с основанием 2 или установлены на основание 2.
Как видно на фиг. 3 и 4, основание 2 может содержать установочную часть 32, имеющую в целом трубчатую форму, которая выполнена так, чтобы устанавливаться вокруг горловины баллона. Верхний конец установочной части 32 может быть изогнут перпендикулярно оси трубчатой части в направлении наружной области трубчатой части, чтобы сформировать кромку 42, которая закрепляется на нижнем конце обода 1.
Например, нижний конец обода 1 закрепляется на основании 2 посредством сварки и/или обжима, либо посредством другой подходящей методики.
Например, нижний конец обода 1 содержит два полукольца, формирующих круглый воротник 101, который окружает основание 2 на участке от 60% до 100% периферии основания 2. Другими словами, каждый нижний конец двух ветвей обода 1 объединен (предпочтительно, сформирован в виде одной детали) с полукольцом, которое закрепляется на части внешней границы основания 2. Как видно на фиг. 3, окружность основания 2 может содержать по меньшей мере один выступ 222 (два выступа 222 в примере на фиг. 3), принимаемый соответствующим углублением 111, сформированным в нижнем конце обода 1. Например, углубления 111 сформированы концом ребра(ер) 11 обода 1.
Эта конфигурация гарантирует механическую блокировку при повороте обода 1 относительно основания 2, что дополнительно улучшает перенос и рассеивание сил в колпаке в случае удара. Эти формы также участвуют в позиционировании обода на основании 2 во время этапа сварки. Как вариант, или в комбинации с вышеизложенным, основание 2 могло бы содержать одно или более углублений, которые взаимодействуют с соответствующими выступами, предпочтительно сформированными ребрами или выступами обода 1.
Кроме того, предпочтительно, часть окружности основания 2 и, следовательно, часть нижнего конца обода 1 содержит уплощенную часть 19. Уплощенная часть 19, например, расположена напротив части, обеспеченной зажимным стержнем 3. Уплощенная часть 19, например, выполнена, чтобы упростить доступ к защищенному пространству. Уплощенная часть 19, таким образом, формирует локализованное сужение, которое обеспечивает проход для жидкостных соединений, например.
Как видно на фиг. 4, обод 1, например, приваривается к краю кромки 42, сформированной основанием 2 (предпочтительно, в соответствии с множеством точек сварки, распределенных по внешней границе основания 2).
Как видно на фиг. 2 и 3, в частности, основание 2 не должно выступать за пределы нижнего конца обода 1. Таким образом, проходы 12, 22 и зажимной стержень защищены ободом 1. Отверстие 15 может обеспечиваться в нижнем конце обода 1, чтобы получить доступ к зажимному стержню 3.
Основание 2 также может состоять из металлической детали, сформированной посредством штамповки. Как вариант, основание 2 могло бы быть получено посредством формования из металлического материала. Предпочтительно, основание состоит из того же материала, что и обод 1.
Так как нижние концы обода 1 не параллельны (но сходятся), основание 2 может иметь размер, больший, чем пространство между нижними концами обода 1. Следовательно, основание 2 вводится между двумя ветвями обода 1 сверху вниз, через защищенное пространство обода 1 (см. фиг. 4 и 6). Другими словами, основание 2 может зажиматься в ободе 1.
Верхний конец обода 1 предпочтительно содержит ручку 4 для удерживания колпака (и, следовательно, баллона, обеспеченного колпаком).
Согласно особо предпочтительной возможной отличительной особенности, верхний конец обода 1 содержит выпуклость 10, на которой закрепляется ручка 4.
Предпочтительно, ручка 4 также изготовлена из металла и закреплена посредством сварки и/или обжима на верхнем конце обода 1.
Как видно на фиг. 4, выпуклость 10 может быть сформирована посредством штамповки во время изготовления обода 1. Например, выпуклость 10 в целом имеет форму усеченного конуса, диаметр которой уменьшается (не обязательно непрерывно) в направлении ее свободного конца 100.
Выпуклость 10 может являться открытой в своем верхнем конце 100. Кроме того, выпуклость 10 может определять по меньшей мере одну выпуклую и/или вогнутую часть на своей внешней поверхности.
Как видно на фиг. 4, ручка 4 может быть представлена в форме полого колпака, который, в положении, в котором он устанавливается на обод 1, принимает по меньшей мере часть выпуклости 10 в свою внутреннюю область.
Например, свободный конец выпуклости 10 поддерживается напротив основания ручки 4 и формирует область сварки между этими двумя деталями. Нижний конец 14 ручки 4 может поддерживаться (или закрепляться/привариваться и т.д.) на верхнем конце обода 1 и/или на другой части выпуклости 10.
Предпочтительно, ручка 4 обеспечивает захват для удерживания руками, например, фланец на внешней границе.
Кроме того, предпочтительно, свободный конец ручки 4 является выпуклым в направлении наружной области колпака. Помимо улучшения эргономики захвата для рук, эта конфигурация улучшает устойчивость колпака к ударам, как описано далее в материалах настоящей заявки.
Фиг. 5 схематически и частично иллюстрирует пример удара колпака об землю. Колпак установлен на баллон 16 и ударяется об землю под углом A, равным 30°, относительно вертикальной оси 17 цилиндра и колпака. Эта конфигурация получена, например, посредством подвешивания баллона вверх дном (например, на высоте 1,20 м над землей). Согласно этому ударному испытанию (стандарт ISO 11117), ручка 4 сначала ударяется о плоскость удара.
Из-за его конструкции и его установки на обод 1, под воздействием удара, ручка 4 может деформироваться и поглощать первую часть энергии, формируемой посредством удара. Кроме того, одновременно или на втором этапе профиль выпуклости 10, на которую установлена ручка 4, распределяет силу внутри обода 1 до основания 2. Это ограничивает чрезмерно локализованные деформации, которые могут увеличивать деформацию, которая воздействует на вентиль 18, расположенный в защитном пространстве.
Во время удара выпуклая форма ручки 4 также обеспечивает контакт, который формирует проскальзывание колпака, за которым следует момент поворота сборки. Моделирования и испытания показывают, что этот момент поворота существенно ограничивает воздействие на колпак.
Таким образом, несложно понять, что, имея простую и недорогую конструкцию, колпак согласно изобретению особо эффективен в отношении защиты и устойчивости к ударам.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕДОХРАНИТЕЛЬНЫЙ КОЛПАК ДЛЯ КРАНА БАЛЛОНА С ТЕКУЧЕЙ СРЕДОЙ ПОД ДАВЛЕНИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2617646C2 |
| ГИБРИДНЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ С ПЛАСТИКОВОЙ ГИЛЬЗОЙ | 2019 |
|
RU2769416C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА МЕТАЛЛИЧЕСКОГО ГАЗОВОГО БАЛЛОНА | 1995 |
|
RU2073576C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ БАНОК И КОМБИНИРОВАННАЯ БАНКА, ИЗГОТОВЛЕННАЯ ПО ДАННОМУ СПОСОБУ | 2020 |
|
RU2808974C2 |
| КОНСТРУКТИВНАЯ ДЕТАЛЬ АВТОМОБИЛЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2693425C2 |
| УПАКОВОЧНАЯ СИСТЕМА ДЛЯ ИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2662190C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНОВ ВЫСОКОГО ДАВЛЕНИЯ | 2002 |
|
RU2223161C2 |
| ВЕНТИЛЬ И ВЕНТИЛЬ-РЕГУЛЯТОР ДЛЯ ИСПОЛЬЗОВАНИЯ С БАЛЛОНАМИ ДЛЯ СЖАТОГО ГАЗА, В ЧАСТНОСТИ КИСЛОРОДНЫМИ БАЛЛОНАМИ | 2004 |
|
RU2338944C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТЛИВКИ МЕТАЛЛИЧЕСКИХ СЛИТКОВ | 1996 |
|
RU2182859C2 |
| ЗАЩИТНЫЕ ЭЛЕМЕНТЫ ПЛЕЧ ТРАВЕРСЫ КОНУСНОЙ ДРОБИЛКИ | 2014 |
|
RU2652145C2 |
Изобретение относится к защитному колпаку для вентиля баллона для сжатого газа. Защитный колпак содержит обод, который определяет укрытое защитное пространство. Нижний конец обода закреплен на основании, которое предназначено для установки вокруг горловины баллона для сжатого газа. Обод содержит сформированный посредством штамповки металлический лист. Верхний конец обода содержит выпуклость, на которой закреплена ручка для захвата колпака. Ручка имеет форму полого колпака, который в положении, в котором он установлен на обод, вмещает в свою внутреннюю область часть выпуклости. Также описаны баллон для сжатого газа и способ изготовления защитного колпака для вентиля баллона для сжатого газа. Группа изобретений направлена на повышение механической устойчивости защитного колпака, повышение его срока службы. 3 н. и 12 з.п. ф-лы, 6 ил.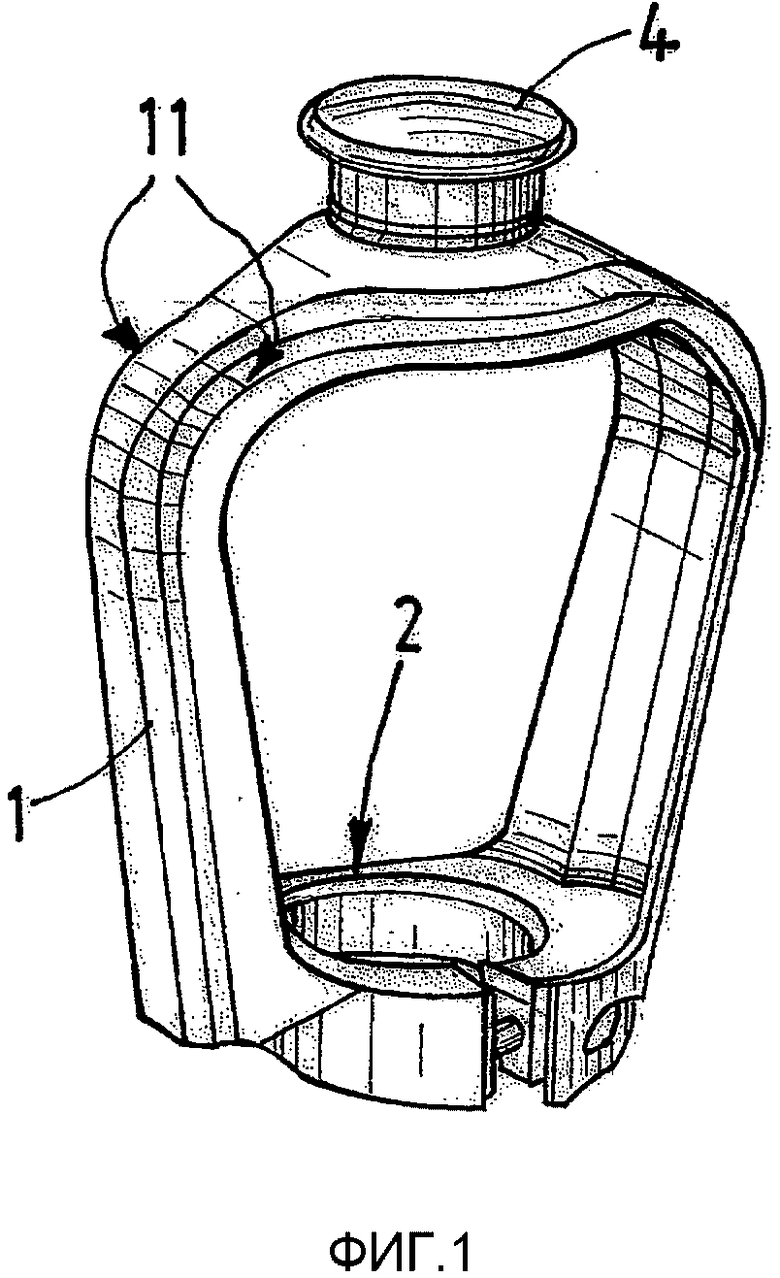
1. Защитный колпак вентиля баллона для сжатого газа, содержащий обод (1), который определяет укрытое защитное пространство, нижний конец обода (1), закрепленный на основании (2), имеющем в целом кольцеобразную форму, которое выполнено с возможностью устанавливаться вокруг горловины баллона для сжатого газа, при этом обод (1) содержит металлический лист, который сформирован посредством штамповки, отличающийся тем, что верхний конец обода (1) содержит выпуклость (10), на которой закреплена ручка (4) для захвата колпака, и тем, что ручка (4) в целом имеет форму полого колпака, который в положении, в котором он установлен на обод (1), вмещает в свою внутреннюю область по меньшей мере часть выпуклости (10).
2. Колпак по п. 1, отличающийся тем, что ручка (4) закреплена посредством сварки и/или обжима на верхнем конце обода (1).
3. Колпак по п. 1, отличающийся тем, что выпуклость (10) сформирована посредством штамповки обода (1).
4. Колпак по п. 1, отличающийся тем, что ручка (4) закреплена посредством сварки на свободном конце (100) выпуклости (10).
5. Колпак по п. 1, отличающийся тем, что ручка (4) является полой, при этом свободный конец выпуклости (10) располагается напротив основания ручки (4), в то время как нижний конец (14) ручки (4) располагается на верхнем конце обода (1) и/или на другой части выпуклости (10).
6. Колпак по п. 1, отличающийся тем, что свободный верхний конец ручки (4) является выпуклым в направлении наружной области колпака.
7. Колпак по п. 1, отличающийся тем, что основание (2) содержит металлическую деталь, отдельную от обода (1), и в целом имеет форму открытого кольца, два противоположных конца которого обеспечиваются соответствующими проходами (12, 22) для зажимного стержня (3) упомянутого кольца, причем нижний конец обода (1) закреплен на основании (2) посредством сварки и/или обжима.
8. Колпак по п. 7, отличающийся тем, что нижний конец обода (1) содержит два полукольца, формирующих круглый воротник (101), который окружает основание (2) вдоль участка периферии основания (2), составляющей от 20 до 100% и предпочтительно от 60 до 100%.
9. Колпак по п. 1, отличающийся тем, что основание (2) состоит из металлической детали, сформированной посредством штамповки.
10. Колпак по п. 1, отличающийся тем, что обод (1) содержит по меньшей мере одно ребро (11), которое проходит в направлении изгиба обода (1), причем упомянутое по меньшей мере одно ребро (11) сформировано посредством штамповочного сгибания.
11. Колпак по п. 1, отличающийся тем, что обод (1) является по меньшей мере частично выпуклым в направлении наружной области защитного пространства.
12. Колпак по п. 1, отличающийся тем, что выпуклость (10) в целом имеет форму усеченного конуса, диаметр которого уменьшается в направлении ее свободного конца.
13. Баллон для сжатого газа, снабженный вентилем (18) и колпаком для защиты вентиля (18), отличающийся тем, что колпак
является защитным колпаком для вентиля баллона для сжатого газа по любому из пп. 1-12.
14. Способ изготовления защитного колпака для вентиля баллона для сжатого газа по любому из пп. 1-12, включающий
этап изготовления обода (1) посредством штамповки металлического листа и
этап приваривания нижнего конца обода (1) к основанию (2), имеющему в целом кольцеобразную форму.
15. Способ по п. 14, отличающийся тем, что во время этапа изготовления обода (1) посредством штамповки металлического листа на верхнем конце обода (1) формируют выпуклость (10), при этом способ дополнительно включает этап приваривания ручки (4) к упомянутой выпуклости (10).
| DE 202009017665 U1, 17.06.2010 ;FR 2791757 A1, 06.10.2000;WO 2012030882 A1, 08.03.2012;CA 1333697 C, 27.12.1994;SU 1643860 A1, 23.04.1991. |

