Область техники
Настоящее раскрытие относится к нагревательному устройству для нагрева плоского листа, такого как металлический лист, путем индукционного нагрева, более конкретно к устройству для нагрева и к содержащему его аппарату для нагрева непрерывного металлического листа, способному улучшить структуру катушечной обмотки, такую как полюс и головка, и таким образом, в конечном счете, оптимально нагревать материал (металлический лист), одновременно эффективно используя пространство, в частности, обеспечивая возможность легко формировать устройство на линии прокатки, имеющей узкое пространство, и равномерно нагревать материал (металлический лист) в направлении его ширины.
Предпосылки создания изобретения
Индукционная катушка поперечного потока (TFIC), используемая при нагреве плоского листа, например прокатанного листа, такого как металлический лист, или непрерывно проходящий металлический лист, представляет собой технологию индукционного нагрева, разработанную на основе индукционной катушки продольного потока (LFIC).
Фиг. 1 и 2 иллюстрируют принцип нагрева плоского листа, например металлического листа, соответственно с использованием LFIC и TFIC, усовершенствованную из LFIC.
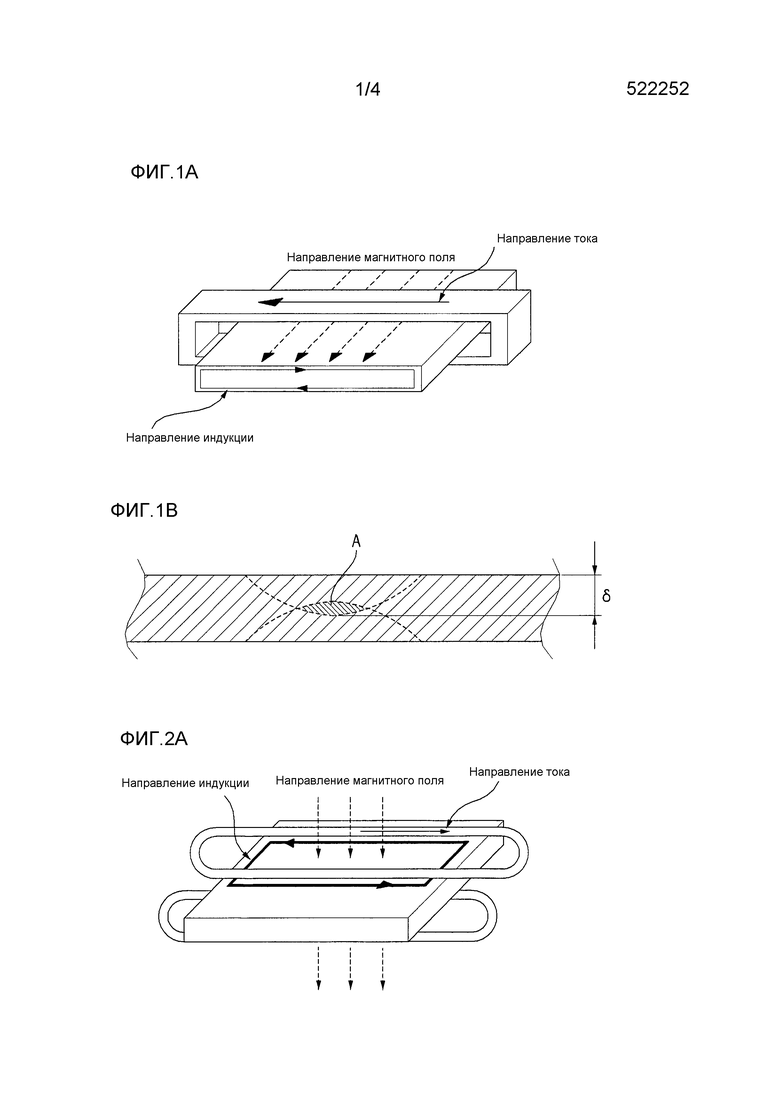
Например, как проиллюстрировано на фиг. 1А, в случае магнитного поля, сгенерированного посредством LFIC, горизонтально приложенного к металлическому листу, вихревой ток может генерироваться в вертикальном поперечном сечении металлического листа, и тогда, как проиллюстрировано на фиг. 1В, толщина металлического листа должна в три или более раз превышать глубину проникновения магнитного поля (δ=√(1/nfµσ) для эффективного нагрева металлического листа вихревыми токами из-за того факта, что вихревые токи, протекающие к верхней и нижней сторонам металлического листа, должны быть предотвращены от столкновения друг с другом и соответственно компенсации (участок А).
Соответственно, так как глубина проникновения также должна быть уменьшена, поскольку уменьшается толщина металлического листа в случае известного способа индукционного нагрева на основе LFIC, необходима высокая проницаемость (µ) материала или высокая рабочая частота (f) устройства.
Однако, поскольку проницаемость является исключительным свойством металла, которое не может управляться и имеет значение, настолько же низкое, как у воздуха в точке Кюри, необходимо применять устройство только при высокой рабочей частоте. Поскольку имеется предел для реализации силового оборудования высокой мощности, существует индукционный нагрев немагнитных металлических листов с использованием LFIC.
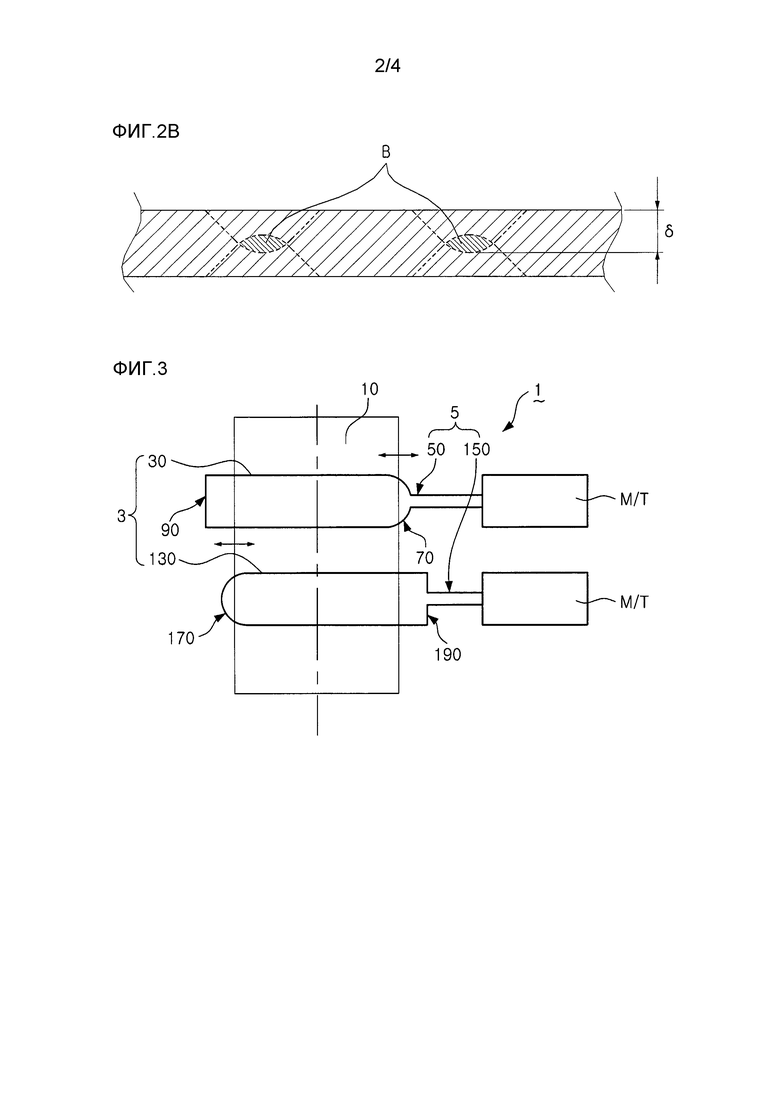
Далее, как проиллюстрировано на фиг. 2А, поскольку TFIC генерирует магнитное поле, проходящее через металлический лист вертикально, а глубина проникновения больше, чем толщина металлического листа, решается проблема компенсации индуцированного вихревого тока и, как проиллюстрировано на фиг. 2В, поскольку вихревые токи, протекающие через верхний и нижний участки металлического листа, имеют одинаковую полярность и перекрывают друг друга для повышения плотности тока, может увеличиваться нагревательный эффект (P=I∧2×R).
Соответственно при индукционном нагреве немагнитного металлического листа или тонкого листа TFIC может достигать эффекта улучшения эффективности нагрева.
Между тем, хотя она и не проиллюстрирована, первоначальная модель TFIC имеет форму простой прямоугольной обмотки, и в этом случае плотность вихревого тока, индуцированного в стальном листе, может быть неоднородной в направлении ширины вокруг края металлического листа.
Это основная проблема, возникающая при использовании простой прямоугольной обмотки и, как будет описано в настоящем раскрытии ниже, головка катушки может быть искривлена, и если степень кривизны головки катушки оптимизирована (по ширине), неоднородность нагрева металлического листа может быть сведена к минимуму.
Однако тип технологии индукционного нагрева с использованием пары нагревательных (индукционных) катушек TFIC на верхней и нижней сторонах раскрыт в патенте США №5401941.
Данный патент США, хотя и не проиллюстрирован на отдельном чертеже, использует TFIC, расположенные на верхней и нижней сторонах, и необходимы деталь привода TFIC, согласующая деталь (конденсатор, трансформатор и тому подобное) и транспортная деталь (транспортный механизм) для управления местоположением.
Например, в данном патенте США пара TFIC должна быть расположена на противоположных сторонах, принимая во внимание пространства для согласующей детали и транспортной детали, связанных с индукционной катушкой, и местоположение устройства с двумя парами TFIC управляется для правильного положения с изменением ширины металлического листа.
Соответственно в упомянутом патенте США в связи с тем, что согласующая деталь для подачи тока и транспортная деталь (приводной механизм, приводная рама и тому подобное) для управления местоположением индукционной катушки расположены на противоположных сторонах, для функционирования устройства требуется большое пространство, и ограничение пространства делает невозможным применение устройства к определенному процессу, в частности, линии прокатки, имеющей очень узкое установочное пространство для периферийных устройств. Например, в линии непрерывной прокатки тонкого листа, на которой непрерывно осуществляется процесс прокатки после процесса непрерывной разливки, по существу невозможно применить TFIC по упомянутому патенту США.
Кроме того, в линейной головке (имеющей по существу прямоугольную обмотку), как описано в данном патенте США, распределение температуры по ширине может стать равномерным до степени, обеспечивающей достаточное полюсное деление, но в случае, если существует пространственный предел при установке индукционной катушки, как в линии прокатки, особенно трудно равномерно управлять распределением температуры по ширине от центра металлического листа к краю металлического листа.
Раскрытие
Техническая проблема
Таким образом, поскольку металлический лист или непрерывный металлический лист, такой как прокатанный лист, нагревается, а отдельный концевой вывод (имеющий протяженную длину) связан с согласующей деталью для нагрева металлического листа (для подачи тока), транспортной деталью (приводным механизмом) для управления местоположением нагревательной (индукционной) катушки согласно изменениям ширины металлического листа, может быть использовано (обеспечено) пространство и соответственно устройство для нагрева и включающий его аппарат для нагрева непрерывного металлического листа, в котором структура катушечной обмотки, такая как полюс и головка, может быть улучшена за счет упрощения встраивания устройства, например, в линию прокатки, имеющую узкое пространство, и равномерного нагрева материала (металлического листа) в направлении ширины, так что материал (металлический лист) может быть, в конечном счете, оптимально нагрет.
Техническое решение
Согласно аспекту настоящего раскрытия обеспечивается устройство для нагрева, включающее в себя: полюсы, расположенные на по меньшей мере одной поверхности плоского листа, разнесенные друг от друга, для генерирования магнитных полей для нагрева плоского листа; и концевые выводы для подачи тока, связанные с полюсами и способствующие использованию пространства.
Полюсы и концевые выводы включают в себя первый и второй полюсы и первый и второй проводники, предусмотренные по длине металлического листа, соответствующей плоскому листу или направлению продвижения непрерывного металлического листа, причем концевые выводы связаны с согласующей деталью для подачи тока и транспортной деталью для управления местоположением устройства и размещаются на одной стороне металлического листа.
Устройство для нагрева дополнительно включает в себя первую и вторую головки, предусмотренные на первом и втором полюсах и выполненные с возможностью соответствовать первому и второму краям металлического листа, тем самым металлический лист равномерно нагревается в направлении по ширине.
Первая и вторая головки по меньшей мере частично искривлены, чтобы равномерно нагревать металлический лист.
Устройство для нагрева дополнительно включает в себя третью и четвертую головки рядом с первым и вторым краями металлического листа на первом и втором полюсах на противоположной стороне от первой и второй головок.
Вводящие и отводящие ток проводники, составляющие первый концевой вывод, последовательно искривлены и разнесены друг от друга для образования первой головки, при этом простираясь рядом друг с другом, чтобы быть связанными с согласующей деталью и транспортной деталью, и последовательно третьей головки, в которой формируется первый полюс и которая соединяется с концом первого полюса и вокруг которой намотан по меньшей мере один одиночный виток.
Первый полюс и первая и третья головки дополнительно включают в себя соединительную катушку, соединенную с проводниками, образующую с ними одно целое, при этом по меньшей мере два ряда одиночных витков перекрывают друг друга и предусматриваются рядом со второй головкой.
Вводящие и отводящие ток проводники, составляющие второй концевой вывод, разнесены друг от друга, простираясь так, чтобы быть связанными с согласующей деталью и транспортной деталью, причем второй полюс и вторая головка сформированы последовательно, четвертая головка сформирована рядом со вторым концевым выводом и вокруг нее намотан по меньшей мере один одиночный виток.
Второй полюс и вторая и четвертая головки дополнительно включают в себя ступенчатый виток, сформированный с ними как одно целое, при этом по меньшей мере два ряда одиночных витков перекрывают друг друга и соединяются с концевым выводом рядом с четвертой головкой.
Согласно другому аспекту настоящего раскрытия обеспечивается аппарат для нагрева непрерывного металлического листа, включающий в себя по меньшей мере два устройства для нагрева, включающих в себя: ролики для продвижения металлического листа, расположенные на верхней и нижней сторонах непрерывного металлического листа и предусмотренные на противоположных сторонах устройств для нагрева для продвижения металлического листа, причем интервал (t) между центрами полюсов устройств для нагрева удовлетворяет формуле t<L×0,75, где L=X-D, L является интервалом между центрами продвигающих роликов и D является диаметром продвигающих роликов.
Устройства для нагрева, размещенные на верхней и нижней сторонами металлического листа, обращены друг к другу, при этом интервал (h) между полюсами верхнего и нижнего устройств для нагрева составляет от 60 до 150 мм, и ширина (а) между первым и вторым полюсами, предусмотренная в устройствах для нагрева, удовлетворяет формуле 0,5t<a<0,75t.
Преимущественные эффекты
Согласно настоящему раскрытию непрерывный металлический лист, такой как металлический лист или прокатанный лист, нагревается, и обеспечивается концевой вывод (обладающий длиной), связанный с согласующей деталью для нагрева и транспортной деталью (приводным механизмом) для управления местоположением.
Соответственно настоящее раскрытие позволяет сохранять пространство и, в частности, устройство можно легко встроить в линию прокатки, имеющую узкое пространство, или тому подобное.
Кроме того, лист может равномерно нагреваться в направлении по ширине.
В частности, согласно настоящему раскрытию металлический лист может быть, в конечном счете, оптимально нагрет путем улучшения структуры катушечной обмотки полюса, головки или тому подобного.
Краткое описание чертежей
На фиг. 1А и 1В показаны схема и вид рабочего состояния, иллюстрирующие LFIC согласно предшествующему уровню техники;
на фиг. 2А и 2В показаны схема и вид рабочего состояния, иллюстрирующие TFIC согласно предшествующему уровню техники;
на фиг. 3 показан вид сверху, иллюстрирующий устройство для нагрева согласно настоящему раскрытию для плоского листового материала (металлического листа и тонкого листа);
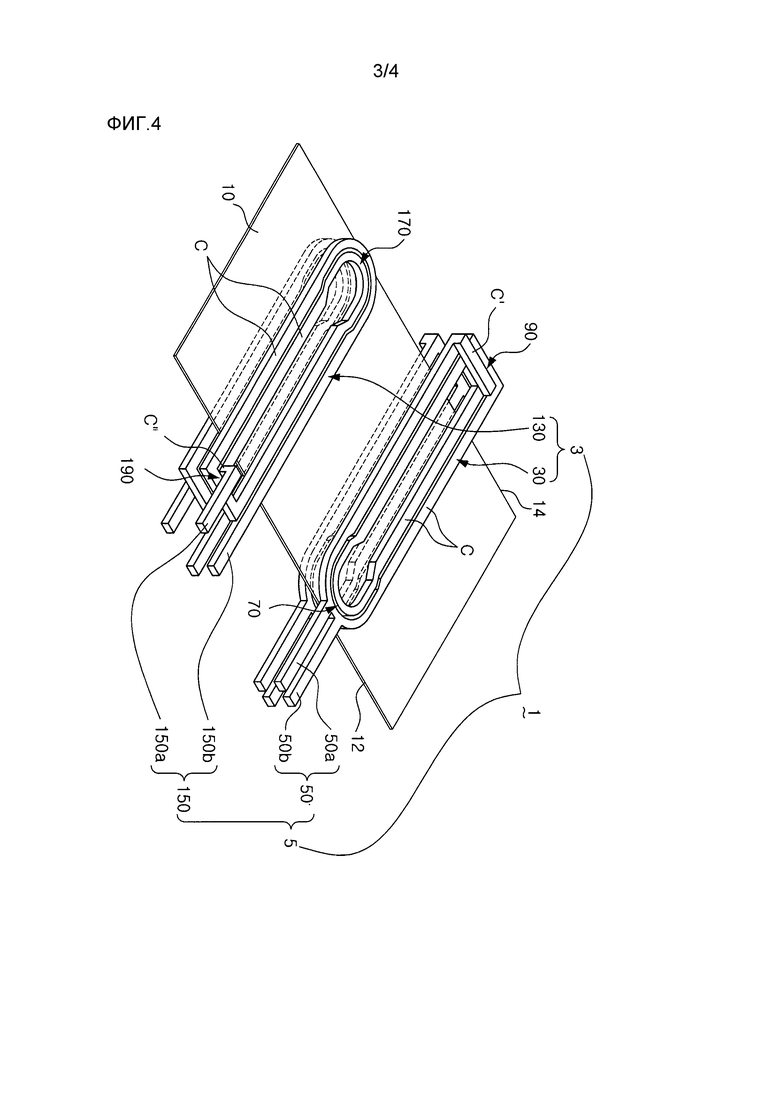
на фиг. 4 показан перспективный вид, иллюстрирующий устройство для нагрева согласно варианту реализации настоящего раскрытия;
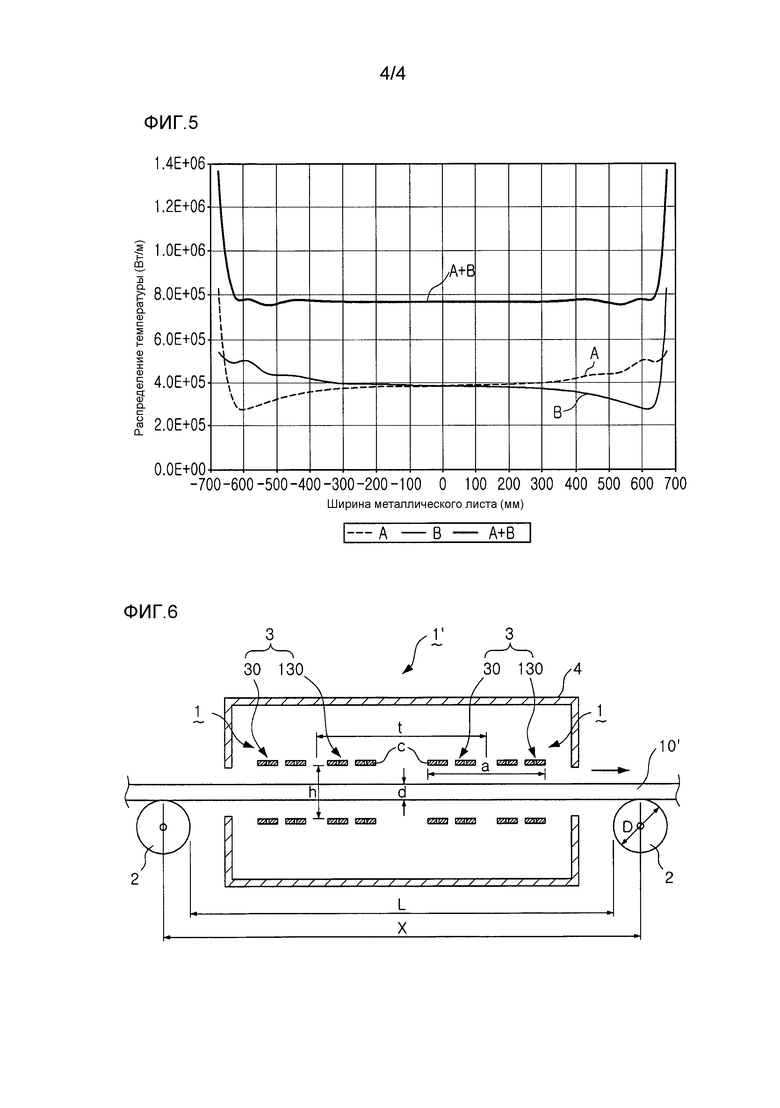
на фиг. 5 показан график, изображающий распределения температур на выходных сторонах катушек TFIC (катушка А и катушка В) и распределение температуры в их сочетании в устройстве для нагрева по фиг. 4 по варианту реализации настоящего раскрытия; и
на фиг. 6 показан вид сбоку, иллюстрирующий аппарат для нагрева непрерывного металлического листа, в котором верхняя и нижняя катушки устройства для нагрева согласно настоящему раскрытию приложены к непрерывному металлическому листу.
Наилучший вариант изобретения
Далее в этом документе будут подробно описаны варианты реализации настоящего раскрытия со ссылкой на прилагаемые чертежи.
Раскрытие может, однако, быть реализовано во многих различных формах и не должно быть истолковано как ограниченное изложенными здесь вариантами реализации. Скорее эти варианты реализации предусмотрены с тем, чтобы это описание было всеобъемлющим и полным, и полностью передавало объем раскрытия специалистам в данной области техники.
На чертежах формы и размеры элементов могут быть преувеличены для наглядности, и одинаковые ссылочные позиции будут использоваться повсюду для обозначения тех же или подобных элементов.
Во-первых, фиг. 3 и 4 иллюстрируют нагревательное устройство 1 для нагрева плоского листового материала, например металлического листа 10, способом TFIC, который описан выше, согласно настоящему раскрытию, и фиг. 6 иллюстрирует аппарат 1 для нагрева непрерывного металлического листа, в котором пара устройств 1 для нагрева согласно настоящему раскрытию размещается на верхней и нижней сторонах непрерывного металлического листа 10′ (например, непрерывного прокатанного листа (тонкого листа), на котором выполняется процесс прокатки после процесса непрерывной разливки), который непрерывно движется.
Соответственно в следующем описании вариантов реализации настоящего раскрытия будет описано устройство 1 для нагрева по фиг. 3 и 4 согласно настоящему раскрытию и будет описан аппарат для нагрева непрерывного металлического листа по фиг. 6 согласно настоящему раскрытию на основе описания устройства 1 для нагрева.
В то же время, как будет описано ниже, в варианте реализации настоящего раскрытия важными факторами при нагреве краев металлического листа является то, что все от первой до четвертой головок 70, 170, 90 и 190 располагаются так, чтобы соответствовать первому краю 12 (например, правому краю относительного продольного направления металлического листа или направлению продвижения непрерывного металлического листа) и второму краю 14 (например, левому краю относительного продольного направления металлического листа или направления продвижения непрерывного металлического листа) металлического листа 10, или обеспечиваются рядом с краями, а все от первой до четвертой головок 70, 170, 90 и 190 определяют шаги между первым и вторым полюсами 30 и 130.
В то же время в варианте реализации настоящего раскрытия, который проиллюстрирован на фиг. 4, по меньшей мере частично искривленные головки упоминаются как первая и вторая головки 70 и 170, а линейные (четырехсторонние) головки, присоединенные между полюсами, упоминаются как третья и четвертая головки 90 и 190.
Хотя числовые обозначения металлического листа 10, который является простым плоским листом, и непрерывного металлического листа 10′, который непрерывно продвигается, различаются в описании варианта реализации настоящего раскрытия, очевидно, что устройство 1 для нагрева согласно настоящему раскрытию может быть применено как к металлическому листу 10, так и непрерывному металлическому листу 10′, как описано выше.
Соответственно в последующем будет описан примерный вариант реализации настоящего раскрытия.
Во-первых, как проиллюстрировано на фиг. 3, устройство 1 для нагрева согласно настоящему раскрытию может включать в себя полюсы 3, расположенные на по меньшей мере одной поверхности металлического листа 10, разнесенные друг от друга, для генерирования магнитных полей для нагрева металлического листа 10, и концевые выводы 5 для облегчения использования пространства в устройстве в сочетании с полюсами 3.
Соответственно, как проиллюстрировано на фиг. 3, поскольку устройство 1 для нагрева согласно настоящему раскрытию включает в себя отдельный концевой вывод 5, который может простираться дополнительно, обеспечивается окружающая среда для эффективного использования требуемого пространства, в котором простирается концевой вывод.
Например, поскольку согласующая деталь для подачи тока и управления местоположением (управления местоположением согласно изменениям ширины металлического листа), транспортная деталь М/Т, концевые выводы связаны друг с другом, соединение между согласующей деталью и транспортной деталью М/Т и управление устройством не могут представлять собой проблему, даже если концевые выводы 5 выровнены по одной и той же линии относительно одного края металлического листа 10, как проиллюстрировано на фиг. 3, и в результате устройство согласно настоящему раскрытию может быть применено в линии прокатки, имеющей узкое пространство.
Далее, согласующая деталь представляет собой конфигурацию для подачи тока, и транспортная деталь представляет собой конфигурацию, известную как приводной механизм.
Соответственно устройство 1 для нагрева согласно настоящему раскрытию исключает пространственные ограничения, как в патенте США №5401941, в частности, даже на линии прокатки, в которой не может быть легко использовано пространство, например, при использовании процесса непрерывной прокатки тонкого листа (прокатанного листа), при котором процесс прокатки непрерывно выполняется вместе с процессом непрерывной разливки.
После компоновки концевых выводов 5 согласно настоящему раскрытию первый и второй концевые выводы 50 и 150, описанные более подробно со ссылкой на фиг. 4, могут быть связаны друг с другом в подходящей окружающей среде на основе требуемого пространственного расположения, если длины концевых выводов, проходящих между согласующей деталью и транспортной деталью (МТ на фиг. 3), предусмотренных для подачи тока и управления местоположением устройства для нагрева, регулируются в соответствии с краем металлической пластины для равномерного нагрева металлического листа в направлении по ширине при значительном изменении ширины металлического листа.
Конечно, как проиллюстрировано на фиг. 3, предпочтительно, чтобы концевые выводы 5 устройства 1 для нагрева согласно настоящему раскрытию располагались только рядом или с первым краем 12, или со вторым краем 14 металлического листа 10. Например, это объясняется тем, что в случае, если концевые выводы 5 размещаются на первом краю 12 и на втором краю 14 металлического листа, необходимо пространство на противоположных сторонах металлического листа.
Далее, фиг. 4 иллюстрирует примерный вариант реализации устройства 1 для нагрева согласно настоящему раскрытию, который описан со ссылкой на фиг. 3.
То есть, как проиллюстрировано на фиг. 4, устройство для нагрева согласно настоящему раскрытию может включать в себя первый и второй полюсы 30 и 130, составляющие по меньшей мере одну пару полюсов 3, предусмотренных в продольном направлении (например, направлении продвижения прокатанного листа 10′) металлического листа 10, и первый и второй концевые выводы 50 и 150, составляющие концевой вывод 5, и тогда, как описано выше, предпочтительно, чтобы первый и второй концевые выводы 50 и 150 располагались только рядом с одной стороной металлического листа 10, например, связанными с согласующей деталью и транспортной деталью М/Т (см. фиг. 3), например, только рядом с первым краем 12 в варианте реализации настоящего раскрытия.
В то же время в следующем варианте реализации настоящего раскрытия край металлического листа 10 рядом с согласующей деталью и с транспортной деталью (М/Т на фиг. 3) упоминается как первый край 12, а противоположный край упоминается как второй край 14.
Затем, по существу, первый и второй полюсы 30 и 130 и первый и второй концевые выводы 50 и 150 формируются непрерывно намоткой одиночных витков С с помощью изгибания, искривления и тому подобного, и множество одиночных витков С могут перекрывать друг друга.
Хотя это и не проиллюстрировано на чертежах, в то время как местоположением устройств 1 для нагрева управляют, чтобы соответствовать изменению ширины металлического листа, перемещение катушек С устройств для нагрева согласно настоящему раскрытию, расположенных на верхней и нижней сторонах металлического листа через заданный интервал, может направляться направляющим блоком.
Как проиллюстрировано на фиг. 4, хотя предпочтительно, чтобы устройства для нагрева согласно настоящему раскрытию размещались на верхней и нижней сторонах металлического листа 10 соответственно, с учетом нагрева верхней и нижней поверхностей металлического листа, они могут быть размещены только на верхней или нижней сторонах металлического листа.
Более предпочтительно, как проиллюстрировано на фиг. 4, устройство для нагрева дополнительно включает в себя первую и вторую головки 70 и 170, обеспеченные на первом и втором полюсах 30 и 130 и расположенные, чтобы соответствовать первому и второму краям 12 и 14 металлического листа 10, так что металлический лист может нагреваться равномерно в направлении по ширине путем обеспечения подходящей окружающей среды для нагрева краев металлического листа.
Конечно, очевидно, что местоположение первой и второй головок 70 и 170 может регулироваться для соответствия местоположениям первого и второго краев 12 и 14, которые изменяются, когда изменяется ширина металлического листа, посредством среды транспортной детали, связанной с концевым выводом.
Далее, предпочтительно, как проиллюстрировано на фиг. 4, первая и вторая головки 70 и 170 частично изогнуты.
То есть первая и вторая головки 70 и 170 по меньшей мере частично изогнуты, поскольку металлический лист может равномерно нагреваться в направлении по ширине с помощью первой и второй головок 70 и 170 и, например, когда первая и вторая головки 70 и 170 по меньшей мере частично изогнуты, наиболее предпочтительны первая и вторая головки 70 и 170, которые являются круговыми, при этом металлический лист может равномерно нагреваться в направлении по ширине.
Степени кривизны первой и второй головок 70 и 170 могут определяться при оптимальных условиях в ходе численного анализа, так что распределение температуры в направлении по ширине на краевом участке металлического листа может быть равномерным.
В то же время фиг. 5 представляет собой график, показывающий раздельные распределения температур пары TFIC (А и В) в направлениях по ширине металлического листа и распределение температуры (А+В), полученное путем сочетания отдельных распределений в устройстве 1 для нагрева согласно настоящему раскрытию, когда первая и вторая головки 70 и 170 оптимально изогнуты.
То есть, как проиллюстрировано на фиг. 5, можно увидеть, что эталонный показатель А+В обозначает распределение температуры, полученное путем сочетания распределений температуры по ширине катушки TFIC А и катушки TFIC В.
В частности, на графике фиг. 5 можно увидеть, что комбинированное распределение (А+В) температуры по ширине металлического листа может быть по существу однородным в направлении по ширине металлического листа, за исключением краевого участка металлического листа, благодаря должным образом изогнутым первой и второй головкам, расположенным рядом с краями металлического листа между шириной от 400 до 620 мм или от -400 до -620 мм металлического листа вдоль оси X.
Соответственно можно увидеть, что устройство для нагрева согласно настоящему раскрытию, включающее в себя по меньшей мере частично изогнутые первую и вторую головки 70 и 170, может равномерно нагревать металлический лист (прокатанный лист) в направлении по ширине металлического листа.
Первая и вторая головки 70 и 170 нагревают металлический лист, при этом местоположением первой и второй головок 70 и 170 последовательно управляют, чтобы соответствовать первому краю 12 и второму краю 14 в продольном направлении (направлении продвижения) металлического листа.
То есть, более предпочтительно, устройство 1 для нагрева согласно настоящему раскрытию дополнительно включает в себя третью и четвертую головки 90 и 190 рядом со вторым и с первым краями 14 и 12 металлического листа 10, предусмотренные на первом и втором полюсах 30 и 130 на противоположной стороне первой и второй головок 70 и 170, так что замкнутая индукционная катушка формируется в виде целой, в то время как наматываются одиночные витки.
В этом случае третья и четвертая головки 90 и 190 могут быть расположены для обеспечения краевого пространства для компенсации изменений ширины металлического листа при отклонении от краев металлического листа.
Далее, как проиллюстрировано на фиг. 4, в нагревательном узле, расположенном в продольном направлении со стороны входа металлического листа и включающем в себя первый полюс 30, первый концевой вывод 50 и первую и третью головки 70 и 90 устройства 1 для нагрева согласно настоящему раскрытию, первый концевой вывод включает в себя подводящий и отводящий проводники 50а и 50b, предназначенные для введения и отведения токов, причем проводники расположены смежно друг с другом и простираются для соединения с согласующей деталью и транспортной деталью (М/Т на фиг. 3).
Первый полюс 30 формируется непосредственно после концевых выводов, изогнутым и разнесенным от первого края 12 металлического листа 10 для формирования первой головки 70, соответствующей первому краю 12 металлической пластины 10, и формируется третья головка 90, соединенная с концом первого полюса 30.
Далее, для создания подходящей нагревательной окружающей среды первый полюс 30 и первая и третья головки 70 и 90 могут быть соединены с проводниками и по меньшей мере два ряда одиночных витков С могут быть целиком намотаны для перекрытия друг друга.
Предпочтительно, когда первый полюс 30 формируется намоткой двух рядов одиночных витков, соединительный виток С′ обеспечивается рядом со второй головкой для компенсации шага для соединения с самым внешним вводящим проводником 50а.
Хотя соединительный виток С′ может соединяться с одиночными витками С путем приваривания и тому подобного, витки могут быть обеспечены как одно целое путем предварительного изгибания, искривления и формирования ступенек, чтобы избежать проблем во время процесса сварки.
Далее, даже в нагревательном узле, имеющем второй полюс 130, второй концевой вывод 150 и вторую и четвертую головки 170 и 190 в продольном направлении металлического листа, как проиллюстрировано на фиг. 4, вводящие и отводящие ток проводники 150а и 150b второго концевого вывода 150 разнесены друг от друга и простираются для соединения с согласующей деталью и транспортной деталью М/Т, и при этом последовательно формируются второй полюс 130 и изогнутая вторая головка 170, а четвертая головка 190 может быть сформирована рядом с концевым выводом.
То есть второй полюс 130 и вторая и четвертая головки 170 и 190 могут быть сформированы как одно целое, при этом по меньшей мере два ряда одиночных витков С намотаны для перекрытия друг друга, а ступенчатый виток С″, присоединенный к вводящему ток проводнику 150а, может быть обеспечен рядом с четвертой головкой 190, и при этом ступенчатый виток предусматривается для компенсации толщины катушки, если является интегрально присоединенным к концевому выводу.
В то же время в устройстве 1 для нагрева согласно настоящему раскрытию при расположении нагревательных узлов выше и ниже по ходу движения первая и вторая головки 70 и 170 располагаются, чтобы соответствовать первому и второму краям 12 и 14 металлического листа для точного нагрева края металлического листа в продольном направлении (или в направлении продвижения непрерывного металлического листа 10′ на фиг. 6) металлического листа 10, а третья и четвертая головки 90 и 190 располагаются рядом с краем металлического листа с достаточным допуском, и предпочтительно размещается на месте, где третья и четвертая головки 90 и 190 проходят через металлический лист.
Соответственно, как проиллюстрировано на фиг. 4, металлический лист может равномерно нагреваться в направлении по ширине, при этом первый край 12 металлического листа 10 проходит между первой головкой 70 и первым полюсом, а второй край 14 металлического листа 10 проходит между второй головкой и вторым полюсом 130.
Затем, как проиллюстрировано на фиг. 4, предпочтительно, чтобы частота, поданная на катушку согласно настоящему раскрытию, составляла 3 кГц или менее, а число обмоток единичных витков С, которое определяет форму устройства, составляет 5 или менее. Например, по мере увеличения числа обмоток интервал между обмотками и охлаждающей структурой может стать сложным и, таким образом, может возникнуть проблема в аспектах производственных затрат и технического обслуживания.
Далее, фиг. 6 иллюстрирует верхний и нижний поперечные сечения одной катушки TFIC аппарата 1′ для непрерывного нагрева металлического листа на основе устройства 1 для нагрева согласно настоящему раскрытию и, например, секции из пары устройств 1 для нагрева, размещенные на верхней и нижней сторонах металлического листа 10′ (например, тонкого прокатанного листа на линии непрерывной прокатки), чтобы быть обращенными друг к другу, а транспортные валки 2 для металлического листа располагаются с входной и выходной по ходу движения сторон устройства для нагрева.
Устройства 1 для нагрева располагаются внутри камер 4 для образования нагревающего пространства для рассеивания тепла и прерывания утечки магнитных потоков, а транспортные валки 2 для металлического листа могут располагаться в пространствах для введения и извлечения металлического листа на противоположных сторонах камер 4.
Далее, на фиг. 6 позиция X обозначает интервал между центрами транспортных валков 2, L обозначает интервал между транспортными валками, D обозначает диаметр транспортных валков, t обозначает расстояние между центрами расположенных выше и ниже по ходу движения секций устройств для нагрева из одной пары устройств для нагрева, d обозначает толщину металлического листа и Н обозначает разницу по высоте между одиночными витками С устройств для нагрева, расположенных на верхней и нижней сторонах, обращенных друг к другу.
В то же время предпочтительно в аппарате 1′ согласно настоящему раскрытию для непрерывного нагрева металлического листа t удовлетворяет условию t<L×0,75, (L=X-D) и здесь L обозначает интервал между транспортными валками, X обозначает интервал между центрами транспортных валков, a D обозначает диаметр транспортных валков.
То есть предпочтительно, чтобы t был менее 75% от L, чтобы соответствовать интервалу (расстоянию) между транспортными валками, что связано с трудностью размещения требуемой катушки на заданном интервале, если условие отклоняется по сравнению с интервалом между центрами пары устройств для нагрева.
Кроме того, как проиллюстрировано на фиг. 6, предпочтительно, чтобы интервал h между одиночными витками С первого и второго полюсов 30 и 130 из пары верхнего и нижнего устройств 1 для нагрева составлял от 60 до 150 мм, и если условие отклоняется, то есть интервал h составляет 60 мм или менее, одиночные витки устройств для нагрева располагаются слишком близко к металлическому листу, так что катушки могут быть повреждены из-за столкновения, а если интервал h более 150 мм, эффективность нагрева значительно снижается.
Более предпочтительным является то, чтобы максимальная ширина одиночных витков между первым и вторым полюсами 30 и 130, обеспеченных в устройстве 1 для нагрева, удовлетворяла условию 0,5t<a<0,75t, и когда максимальная ширина а менее 0,5t, ширина индукционной катушки слишком уменьшается, так что снижается нагревательная способность, а если максимальная ширина а более 0,75t, имеется ограничение пространства таким образом, что трудно изготавливать устройство 1 для нагрева.
Промышленная применимость
Соответственно устройство для нагрева и аппарат для нагрева непрерывного металлического листа, включающий в себя устройство для нагрева согласно настоящему раскрытию, включают в себя отдельный концевой вывод, связанный с согласующей деталью и транспортной деталью, и при этом, в частности, металлический лист, особенно непрерывный металлический лист, такой как прокатанный лист, который непрерывно продвигается, может оптимально нагреваться с помощью конструкции из первой-четвертой головок, использующих обмотки.
Например, устройство для нагрева и аппарат для нагрева непрерывного металлического листа согласно настоящему раскрытию могут быть выполнены с возможностью иметь низкую частоту, когда тонкий материал и немагнитное тело нагревается способом TFIC, и эффективность электрического нагрева может быть увеличена по сравнению с существующим LFIC, даже если изменение в толщине материала больше, и поскольку могут быть предусмотрены особенности перегрева краев металлического листа, которые охлаждаются легче, чем центральный участок листа, отдельный нагреватель края не требуется.
Соответственно особенность устройства для нагрева согласно настоящему раскрытию может реализовать однородность конечного продукта, поскольку расход пространства из-за установки дополнительного краевого нагревателя может быть исключен, и потеря температуры на краю может быть компенсирована в случае, например, мини-заводского процесса, такого как СЕМ, для непрерывной прокатки тонкого листа.
Кроме того, поскольку материал не проходит через соленоидную катушку, как в случае LFIC, он может быть легко передвинут в требуемое местоположение при отсутствии нагрева, так что устройство может правильно функционировать для соответствия ремонту линии или в случае внезапной аварии.
В частности, поскольку согласующая деталь и транспортная деталь, которые действуют как ограничители при применении линии прокатки в устройстве для нагрева, согласно настоящему раскрытию размещаются на одной стороне металлического листа, использование пространства может быть максимизировано.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО УДЕРЖИВАНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА В ГОРИЗОНТАЛЬНЫХ ЛИТЕЙНЫХ МАШИНАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2405652C2 |
| БЛОК УПРАВЛЕНИЯ БЛОКА ИНДУКЦИОННОГО НАГРЕВА, СИСТЕМА ИНДУКЦИОННОГО НАГРЕВА И СПОСОБ УПРАВЛЕНИЯ БЛОКОМ ИНДУКЦИОННОГО НАГРЕВА | 2010 |
|
RU2510163C2 |
| СИСТЕМА ИНДУКЦИОННОГО НАГРЕВА (ВАРИАНТЫ) И СПОСОБ ИНДУКЦИОННОГО НАГРЕВА МЕТАЛЛИЧЕСКОГО ЛИСТА | 2008 |
|
RU2418075C1 |
| СПОСОБ ПАЙКИ И ПАЯЛЬНЫЕ СОСТАВЫ | 2004 |
|
RU2351477C2 |
| СПИРАЛЬНЫЙ ГИБРИДНЫЙ СТЕНТ | 2010 |
|
RU2683206C2 |
| ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК | 2021 |
|
RU2763632C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 1990 |
|
RU2087248C1 |
| ТРУБКА ТЕПЛООБМЕННИКА И СПОСОБ ЕЕ ФОРМИРОВАНИЯ | 2007 |
|
RU2429099C2 |
| СВАРОЧНАЯ ГОЛОВКА ДЛЯ ЭЛЕКТРИЧЕСКОЙ СВАРКИ СОПРОТИВЛЕНИЕМ С ЭЛЕКТРОДАМИ, РАСПОЛОЖЕННЫМИ С ОДНОЙ СТОРОНЫ | 2018 |
|
RU2741430C1 |
| ПЛОСКАЯ ТРУБКА, ТЕПЛООБМЕННИК ИЗ ПЛОСКИХ ТРУБОК И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2433894C2 |
Изобретение относится к области индукционного нагрева. Для равномерного нагрева металлического листа по его ширине и обеспечения возможности устанавливать устройство в линии прокатки, имеющей узкое пространство, раскрыто устройство для нагрева и содержащий его аппарат для нагрева непрерывного металлического листа. Устройство для нагрева содержит полюсы, расположенные на по меньшей мере одной поверхности плоского листа, разнесенные друг от друга, для генерирования магнитных полей для нагревания плоского листа и совместные с полюсами концевые выводы для подачи тока и для способствования использованию пространства. Нагревательное устройство может улучшить структуру обмотки катушек, такую как полюс и головка, и таким образом, в конечном счете, оптимально нагревать металлический лист, эффективно используя пространство. 2 н. и 6 з.п. ф-лы, 6 ил.
1. Устройство для нагрева непрерывного металлического листа, содержащее
полюсы, расположенные на по меньшей мере одной поверхности плоского листа, разнесенные друг от друга, для генерирования магнитных полей для нагрева плоского листа и
концевые выводы для подачи тока совместно с полюсами,
при этом полюсы и концевые выводы включают в себя первый и второй полюсы и первый и второй проводники, предусмотренные в продольном направлении металлического листа, соответствующего плоскому листу, или в направлении продвижения непрерывного металлического листа, при этом концевые выводы связаны с согласующей деталью для подачи тока и транспортной деталью для управления местоположением устройства и размещены на одной стороне металлического листа,
первую и вторую головки, предусмотренные на первом и втором полюсах и размещенные так, чтобы соответствовать первому и второму краям металлического листа, для равномерного нагрева металлического листа в направлении по его ширине,
третью и четвертую головки, расположенные рядом со вторым и первым краями металлического листа, предусмотренные на первом и втором полюсах на противоположной стороне от первой и второй головок.
2. Устройство для нагрева по п. 1, в котором первая и вторая головки по меньшей мере частично изогнуты для равномерного нагрева металлического листа.
3. Устройство для нагрева по п. 1, в котором вводящие и отводящие ток проводники, составляющие первый концевой вывод, последовательно искривлены и разнесены друг от друга для формирования первой головки, простираясь рядом друг с другом, чтобы быть связанными с согласующей деталью и транспортной деталью, и последовательно с третьей головкой, в которой формируется первый полюс, и которая соединяется с концом первого полюса, и при этом сформировано два ряда одиночных витков.
4. Устройство для нагрева по п. 3, в котором первый полюс и первая и третья головки дополнительно содержат соединительный виток, соединенный с концевыми выводами и сформированный с ними как одно целое, при этом по меньшей мере два ряда одиночных витков перекрывают друг друга и предусмотрены рядом со второй головкой.
5. Устройство для нагрева по п. 1, в котором вводящие и отводящие ток проводники, составляющие второй концевой вывод, разнесены друг от друга, так чтобы простираться и быть связанными с согласующей деталью и транспортной деталью, при этом второй полюс и вторая головка сформированы последовательно, четвертая головка сформирована рядом со вторым концевым выводом, и при этом сформировано два ряда одиночных витков.
6. Устройство для нагрева по п. 5, в котором второй полюс и вторая и четвертая головки дополнительно содержат ступенчатый виток, сформированный с ними как одно целое, при этом по меньшей мере два ряда одиночных витков перекрывают друг друга и соединены с концевым выводом рядом с четвертой головкой.
7. Аппарат для нагрева непрерывного металлического листа, содержащий по меньшей мере два устройства для нагрева по любому из пп. 1-6 и
транспортные валки для продвижения металлического листа, расположенные на верхней и нижней сторонах непрерывного металлического листа и предусмотренные на противоположных сторонах упомянутых устройств для нагрева непрерывного металлического листа,
при этом расстояние (t) между центрами полюсов упомянутых устройств для нагрева удовлетворяет формуле t<L×0,75, где L=X-D, L - расстояние между транспортными валками, X - расстояние между центрами транспортных валков, a D - диаметр транспортных валков.
8. Аппарат для нагрева по п. 7, в котором упомянутые устройства для нагрева размещены на верхней и нижней сторонах металлического листа и обращены друг к другу, при этом расстояние (h) между полюсами верхнего и нижнего устройств для нагрева составляет от 60 до 150 мм, а ширина (а) между первым и вторым полюсами, предусмотренными в устройствах для нагрева, удовлетворяет формуле 0,5t<a<0,75t.
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| US 5401941 A, 28.03.1995 | |||
| US 5403994 A1, 04.04.1995 | |||
| УСТРОЙСТВО ИНДУКЦИОННОГО НАГРЕВА С ПОПЕРЕЧНЫМ ПОТОКОМ И МАГНИТНОЙ ЦЕПЬЮ ИЗМЕНЯЕМОЙ ШИРИНЫ | 2001 |
|
RU2236770C2 |
| Устройство для прогрева металлических листов | 1939 |
|
SU60670A1 |

