Область изобретения
Настоящее изобретение относится к сборочному узлу и способу для уменьшения складок в фольге окна выхода электронов генерирующего электронный луч устройства, которые могут появляться вследствие избытка фольги, возникающего в процессе сборки, причем фольга прикреплена к опорной пластине.
Предпосылки изобретения
Генерирующие электронный луч устройства могут быть использованы при стерилизации объектов, например, при стерилизации упаковочного материала, упаковок продуктов питания или медицинского оборудования, или же они могут быть использованы при отверждении, например, красителя. Обычно эти устройства содержат узел окна выхода электронов, образованный, по меньшей мере, фольгой и опорной пластиной. Опорная пластина, которая предпочтительно выполнена из меди, имеет множество отверстий, сквозь которые во время работы будут проходить электроны, исходящие из генерирующего электронный луч устройства. Опорная пластина во время работы образует стенку вакуумно-плотного корпуса генерирующего электронный луч устройства, а для поддержания вакуума отверстия опорной пластины покрыты фольгой. Упомянутая фольга имеет толщину около 6-10 мкм и, предпочтительно, выполнена из титана. Вследствие такой ее толщины большая часть электронов способна через нее проходить.
Фольга герметично прикреплена к опорной пластине по ее окружности или рядом с ней. Термин «прикрепление» здесь следует понимать в самом общем смысле. Возможные методы прикрепления могут представлять собой лазерную сварку, сварку электронным лучом, пайку, ультразвуковую сварку, диффузионное соединение и приклеивание.
При аккуратном обращении с фольгой в процессе сборки может возникать избыток фольги в результате, например, растяжения фольги или по другим причинам. По мере того, как фольга и опорная пластина фиксируются друг к другу по линии крепления, избыток фольги при создании вакуума в корпусе может вызывать складки. Большие складки вредны для работы генерирующего электронный луч устройства не только из-за сниженной эффективности разрешения прохода электронов, но также и из-за риска возникновения трещин вдоль этих складок. Эта фольга на самом деле очень хрупкая.
Сущность изобретения
Таким образом, задачей изобретения являлось создание сборочного узла из опорной пластины и фольги выходного окна, причем опорная пластина сконструирована для эффективного и аккуратного уменьшения складок в этой фольге.
Эта задача решена посредством сборочного узла из опорной пластины и фольги выходного окна для применения в электронно-лучевом устройстве, причем упомянутая опорная пластина сконструирована для уменьшения складок в упомянутой фольге, которые могут появляться вследствие избытка фольги, возникающего в процессе сборки, а упомянутая фольга прикреплена к опорной пластине по замкнутой линии крепления, ограничивающей по существу круговую область, в которой опорная пластина снабжена отверстиями и поддерживающими фольгу участками и в коей области фольга предназначена служить участком стенки вакуумно-плотного корпуса электронно-лучевого устройства. Сборочный узел отличается тем, что опорная пластина внутри упомянутой области снабжена рисунком из чередующихся отверстий и поддерживающих фольгу участков, и этот рисунок, при создании в корпусе вакуума, приспособлен формировать топографический профиль фольги, по существу поглощающий любой избыток фольги.
Важно понимать, что с избытком фольги, возникающим, например, вследствие растяжения фольги, при его возникновении необходимо что-то делать. Опорная пластина и фольга соединены друг с другом по линии крепления. И любое перемещение между фольгой и опорной пластиной, которое может вызвать накопление избытка фольги в некоторых областях, возможно, также вызовет появление складок. Следовательно, избыток фольги необходимо как можно сильнее поглощать непосредственно вниз в опорную пластину, т.е. в направлении, перпендикулярном плоскости опорной пластины. Следовательно, фольга может контролироваться так, чтобы она не смещалась сколько-нибудь значительно относительно опорной пластины в направлении плоскости опорной пластины. Термин «поглощать» здесь и далее используется для того, чтобы указать, что фольга должна "приниматься" на профилированной поверхности таким образом, что какая-то область избыточной фольги имеет возможность управляемым образом прогибаться вниз, создавая «натянутую» фольгу. Термин "натянутая" здесь и далее используется для того, чтобы указать, что, когда в корпусе создается вакуум, фольга не может образовывать большие, неуправляемые складки. Однако при этом фольга не натянута в том смысле, что в ней создано избыточное напряжение.
В предпочтительном в данный момент варианте реализации упомянутая область фольги и опорной пластины внутри линии крепления задана цилиндрической системой координат, имеющей продольную ось, радиальную ось и угловую ось, причем упомянутая продольная ось совмещена с продольной центральной осью опорной пластины, а упомянутая радиальная ось совмещена с радиусом опорной пластины внутри по существу круговой линии крепления. Поглощение выполняется таким образом, что в отверстиях создается доминирующий изгиб фольги вокруг либо радиальной оси, либо угловой оси. Было установлено, что рисунок опорной пластины должен способствовать одинарной кривизне фольги и как можно больше препятствовать двойной кривизне. Было найдено также, что вредные складки более склонны возникать в тех областях, где фольга имеет сильную двойную кривизну. В настоящем изобретении двойную кривизну уменьшают в значительной степени приданием фольге доминирующего изгиба вокруг либо радиальной оси, либо угловой оси. Термин "доминирующий изгиб" здесь и далее определен как по существу одинарная кривизна (т.е. развертывающаяся на плоскость), или же одинарная кривизна с минимальным или небольшим вкладом двойной кривизны. Трудно полностью исключить двойную кривизну фольги, но если фольга вынуждена округляться или как можно больше изгибаться в одном направлении, тем самым создавая доминирующий изгиб в этом направлении, то влияния дополнительного, меньшего изгиба в любых других направлениях могут быть уменьшены. Доминирующий изгиб относится и к тому, что было бы желательно, чтобы фольга изгибалась локально в каждом отдельном отверстии опорной пластины, и к тому, что было бы желательно, чтобы фольга изгибалась глобально, то есть по некоторому числу соседних отверстий.
Предпочтительные в данный момент варианты реализации изобретения описаны в зависимых пунктах 3-9 формулы изобретения.
Изобретение также включает в себя способ уменьшения складок в фольге выходного окна электронно-лучевого устройства, которые могут появляться вследствие избытка фольги, возникающего в процессе сборки, причем упомянутая фольга прикреплена к опорной пластине вдоль замкнутой линии крепления, ограничивающей по существу круговую область, в которой опорная пластина снабжена отверстиями и поддерживающими фольгу участками и в коей области фольга предназначена служить участком стенки вакуумно-плотного корпуса электронно-лучевого устройства. Данный способ включает в себя этап обеспечения внутри упомянутой области рисунка из чередующихся отверстий и поддерживающих фольгу участков в опорной пластине, который, при создании в корпусе вакуума, приспособлен формировать топографический профиль фольги, по существу поглощающий любой избыток фольги.
Изобретение дополнительно включает в себя способ в расфасовочной (разливочной) машине для стерилизации упаковочных контейнеров. Упомянутый способ включает в себя этап применения генерирующего электронный луч устройства, содержащего сборочный узел по п. 1 формулы изобретения.
Краткое описание чертежей
Далее будет более подробно описан предпочтительный вариант реализации изобретения со ссылками на приложенные чертежи, на которых:
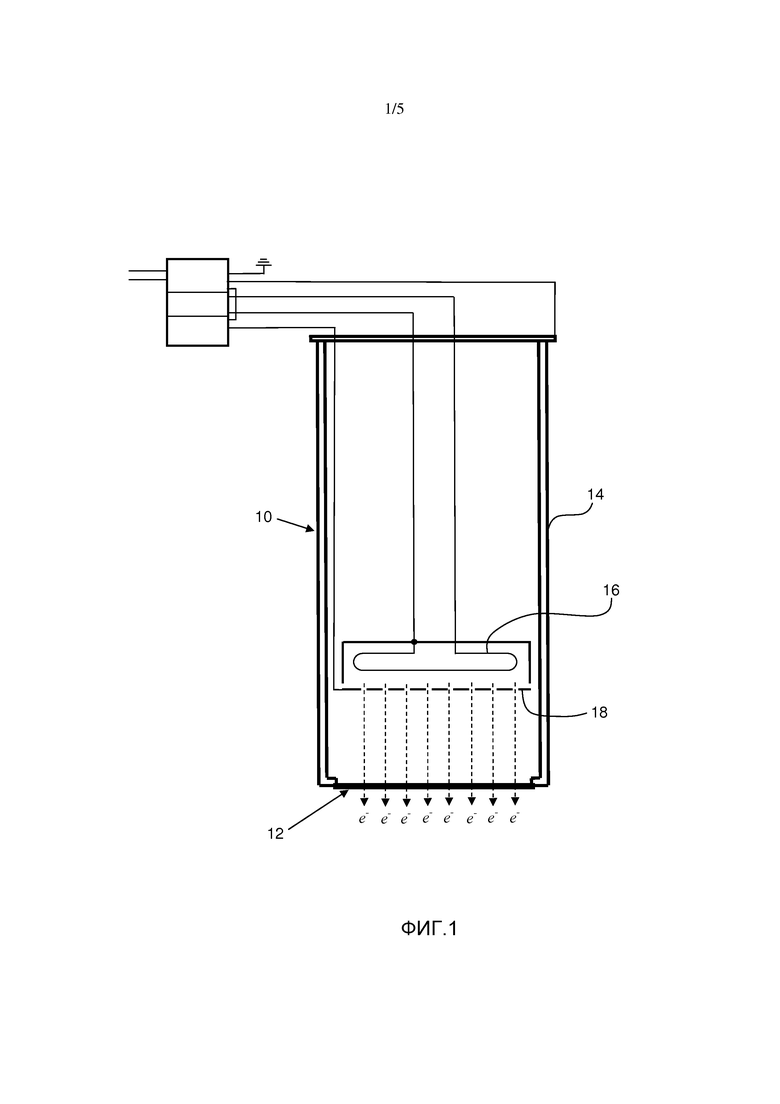
фиг. 1 показывает схематичное сечение генерирующего электронный луч устройства в соответствии с уровнем техники;
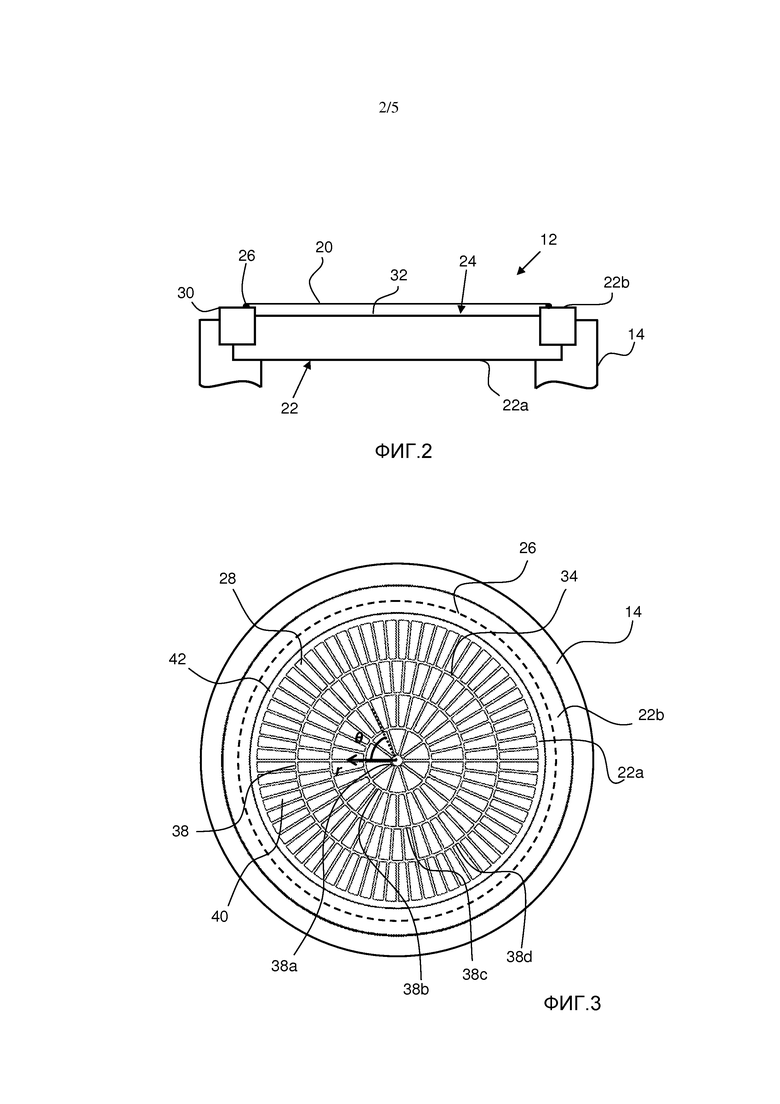
фиг. 2 показывает схематичное сечение первого варианта реализации сборочного узла по изобретению, который установлен на частично показанном корпусе генерирующего электронный луч устройства;
фиг. 3 показывает схематичный вид сверху варианта реализации по фиг. 2;
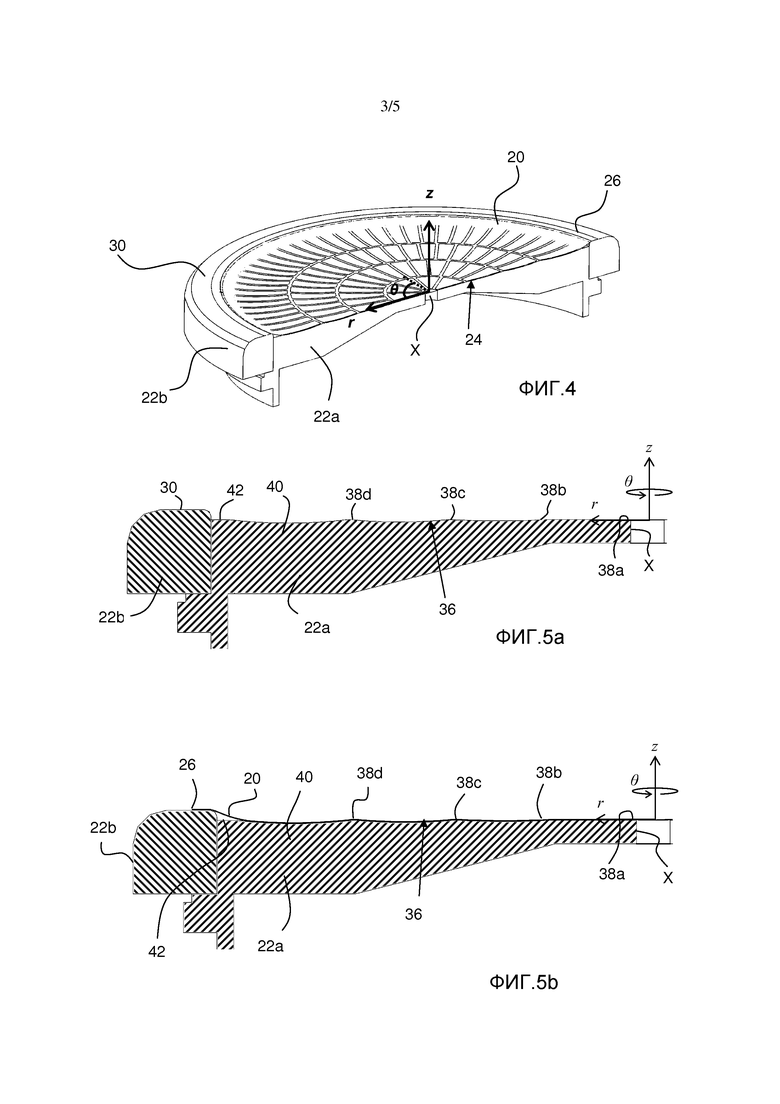
фиг. 4 показывает изометрический вид в сечении опорной пластины и фольги варианта реализации по фиг. 2;
фиг. 5а показывает частичное сечение опорной пластины, выполненное по спицам;
фиг. 5b показывает вид, подобный фиг. 5а, но с присутствующей фольгой;
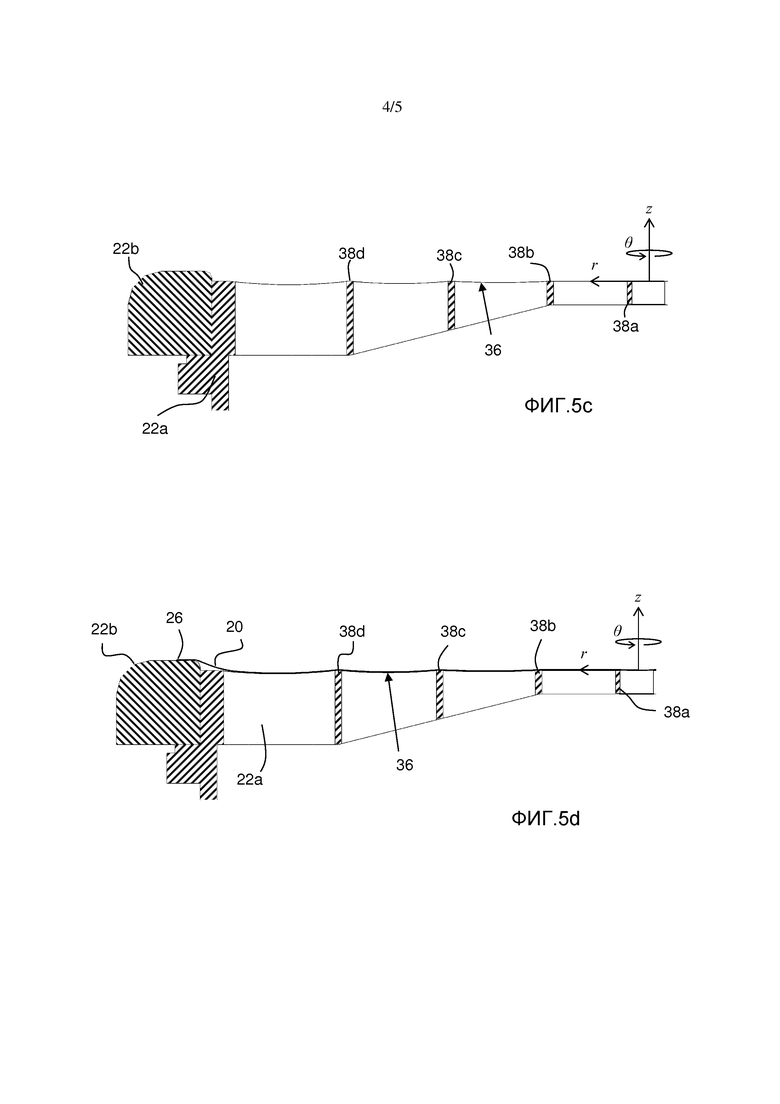
фиг. 5с показывает вид, подобный фиг. 5а, но с сечением, выполненным по отверстиям;
фиг. 5d показывает вид, подобный фиг. 5с, но с присутствующей фольгой;
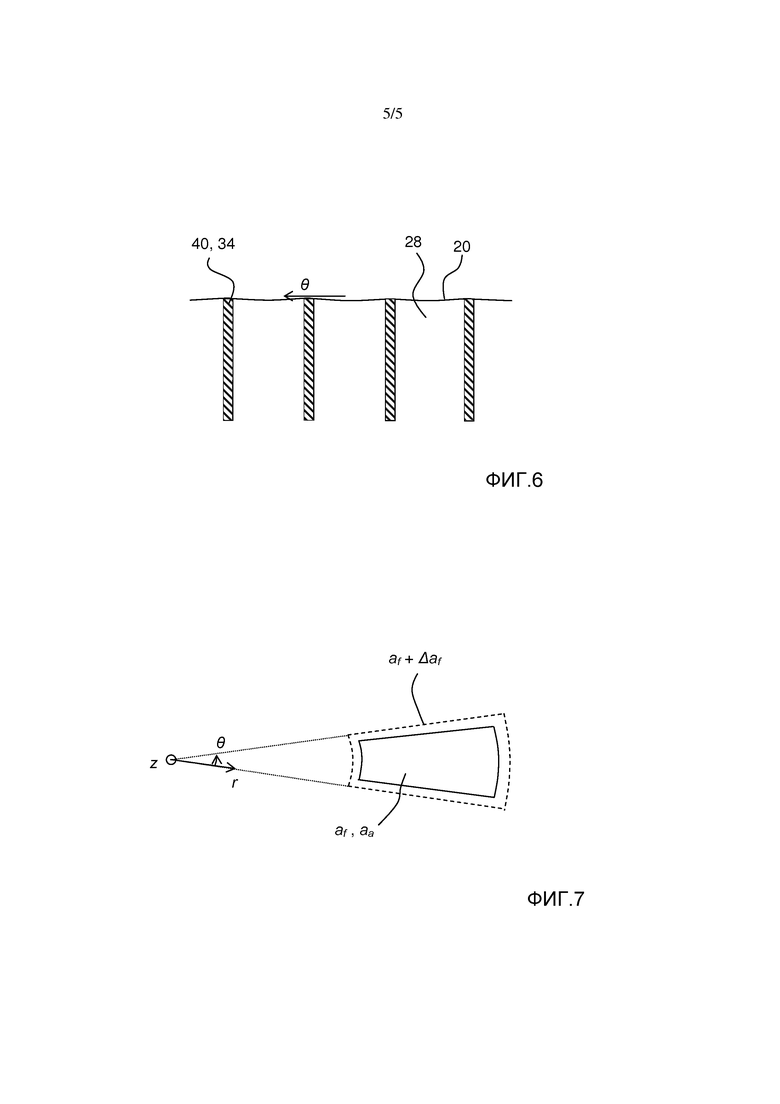
фиг. 6 показывает весьма схематичный вид частичного сечения фольги и пары спиц в одном промежутке в угловом направлении θ; и
фиг. 7 представляет собой иллюстрацию отдельного отверстия и участка фольги.
Описание предпочтительного варианта реализации
Фиг. 1 показывает весьма схематичный вид примера генерирующего электронный луч устройства 10. Это устройство содержит окно 12 выхода электронов, через которое электроны пропускаются к облучаемой мишени. В соответствии с описываемой конструкцией генерирующее электронный луч устройство 10 обычно содержит вакуумную камеру 10, в которой предусмотрены нить 16 накала и управляющая сетка 18. Нить 16 накала выполнена предпочтительно из вольфрама. Когда через нить 16 накала пропускается электрический ток, электрическое сопротивление нити заставляет нить нагревается до температуры порядка 2000°С. Этот нагрев заставляет нить испускать облако электронов е-. Управляющая сетка 18 предусмотрена перед нитью 16 накала и способствует распределению электронов управляемым образом. Эти электроны ускоряются напряжением между сеткой 18 и выходным окном 12. Генерирующее электронный луч устройство 10 обычно оснащено низковольтным эмиттером электронного луча, который обычно имеет напряжение менее 300 кВ. В описываемой конструкции ускоряющее напряжение составляет порядка 70-85 кВ. Это напряжение придает каждому электрону кинетическую энергию (энергию движения) в 70-85 кэВ.
Как показано на фиг. 2, окно 12 выхода электронов (выходное окно) представляет собой сборочный узел из опорной пластины 22 и фольги 20 окна выхода электронов. Фольга 20 прикреплена к внешней поверхности 24 опорной пластины 22, которая на фиг. 2 видна в виде верхней поверхности опорной пластины 22. Таким образом, опорная пластина 22 предусмотрена на внутренней стороне фольги 20, т.е. фольга 20 обращена наружу, в то время как опорная пластина 22 обращена внутрь вакуумной камеры 14 генерирующего электронный луч устройства 10.
Крепление фольги 20 к опорной пластине 22 выполнено вдоль непрерывной линии 26 крепления (на фиг.2 она показана лишь в виде двух точек). Полностью линия 26 крепления и ограниченная ею область представлены пунктирной линией на фиг. 3, которая показывает сборочный узел по фиг. 2. В предпочтительном варианте реализации опорная пластина 22 и фольга 20 являются круглыми, и линия 26 крепления ограничивает круговую область.
Возможные методы крепления фольги 20 к опорной пластине 22 могут представлять собой, например, лазерную сварку, сварку электронным лучом, пайку, ультразвуковую сварку, диффузионное соединение и приклеивание. Линия 26 крепления является непрерывной, чтобы быть способной поддерживать вакуум внутри электронно-лучевого устройства. Здесь термин "непрерывный" используется, чтобы определить, что эта линия является бесконечной или замкнутой.
Фольга 20 является по существу прозрачной для электронов и предпочтительно выполнена из металла, например, титана, или образована слоистой структурой из нескольких материалов. Толщина фольги 20 составляет порядка 6-10 мкм.
Опорная пластина 22 служит в качестве опоры для фольги 20. В показанном варианте реализации опорная пластина содержит два элемента: первый элемент 22а опорной пластины поддерживает центральный участок фольги 20, а второй элемент 22b опорной пластины, имеющий форму рамки, снабжен линией 26 крепления. Термин "рамка" должен здесь пониматься как элемент, имеющий конфигурацию с центральным отверстием. Кроме того, следует определить, что линия 26 крепления простирается вдоль конфигурации с отверстием, но внутри периметра этой рамки. Предпочтительно, линия 26 крепления проходит на некотором расстоянии от периметра рамки. Кроме того, выполнена, по меньшей мере, одна линия 26 крепления. То есть могут быть выполнены две или более линий 26 крепления. Например, на рамке могут быть выполнены внутренняя и внешняя линии крепления, и эти две линии могут быть, например, концентричными относительно одна другой.
В собранном состоянии два элемента 22а и 22b опорной пластины связаны друг с другом. Эти два элемента 22а и 22b могут быть изготовлены из различных материалов или из похожего материала. В предпочтительном в данный момент варианте реализации первый элемент 22а опорной пластины выполнен из меди или алюминия, а второй элемент 22b опорной пластины выполнен из нержавеющей стали.
Как видно на фиг. 2, линия 26 крепления расположена на плато 30. Второй элемент 22b опорной пластины, т.е. рамка, расположен таким образом по отношению к первому элементу 22а опорной пластины, что верхняя поверхность рамки образует плато 30, т.е. она образует поверхность, расположенную на более высоком уровне, чем верхняя поверхность 32 первого элемента 22а опорной пластины, то есть возвышается над ним.
Фиг. 4 показывает изометрический вид в сечении опорной пластины 22 и фольги 20 предпочтительного в данный момент варианта реализации. На фиг.4 фольга 20 изображена подвергнутой воздействию вакуума с внутренней стороны генерирующего электронный луч устройства 10. Для облегчения описания изобретения и более ясного определения области фольги 20 и опорной пластины внутри линии 26 крепления, на фигуре дополнительно введена обычная цилиндрическая система координат. Продольная ось или осевое направление, обозначенная(ое) буквой z, этой системы координат совмещена(о) с продольной центральной осью опорной пластины 22. Радиальная ось или радиальное направление, обозначенная(ое) буквой r, совмещена(о) с радиусом цилиндрической опорной пластины внутри по существу круговой линии 26 крепления. Наконец, система координат имеет угловую ось или угловое направление, обозначенную(ое) буквой θ, которое определяет направление по всем 360 градусам вокруг продольной центральной оси опорной пластины (направление z) вдоль виртуальной плоскости, которая ортогональна продольной центральной оси опорной пластины (направлению z) и радиальному направлению r. Эта виртуальная плоскость, которая в соответствии с проекцией системы координат должна быть плоской, по существу соответствует внешней поверхности 24 опорной пластины. Однако будет показано, что верхняя поверхность 24 опорной пластины не является плоской.
На фиг. 4 можно видеть, что сечение опорной пластины 22 обладает круговой симметрией относительно продольной оси z.
Первый элемент 22а опорной пластины снабжен множеством показанных на фиг. 3 отверстий 28, через которые могут проходить электроны. Кроме того, опорная пластина 22 снабжена поддерживающими фольгу участками 34. В целом, поддерживающие фольгу участки 34 все вместе составляют область, ограничивающую отверстия 28, и эта область находится, по меньшей мере, по существу в контакте с фольгой 20, но не соединена с ней, когда в электронно-лучевом устройстве 10 создан вакуум. Внутри области, ограниченной линей 26 крепления, опорная пластина 22 снабжена рисунком из этих чередующихся отверстий 28 и поддерживающих фольгу участков 34, и этот рисунок, когда в корпусе создан вакуум, приспособлен формировать топографический профиль фольги 20, по существу поглощающий любой избыток фольги. Поглощением избытка фольги складки могут быть исключены или, по меньшей мере, уменьшены в значительной степени. Термин "топографический профиль" используется для описания того, что фольга 20 будет иметь неплоскую, профилированную поверхность, на которой некоторые области или точки являются приподнятыми, а некоторые области или точки являются опущенными относительно одна другой. В предпочтительном в данный момент варианте реализации рисунок отверстий 28 и поддерживающих фольгу участков 34 сконструирован таким образом, что в отверстиях 28 создается доминирующий изгиб фольги 20 вокруг угловой оси θ. Это доминирующий изгиб, формулировка которого была определена в разделе «сущность изобретения», создается тем, что поддерживающие фольгу участки 34 опорной пластины 22 внутри области, ограниченной линией 26 крепления, обеспечивают изменение в осевом направлении z вдоль радиальной оси r. Упомянутое изменение обеспечивается в виде концентричной волновой формы 36, простирающейся вдоль радиальной оси r. Вдоль углового направления θ внутри области, ограниченной линией 26 крепления, опорная пластина не изменяется или изменяется лишь незначительно в осевом направлении z.
Эта волновая форма, обозначенная позицией 36 и показанная на фиг. 5а, содержит несколько волн, имеющих различные радиусы и амплитуды. Волновая форма 36 образована тем, что поддерживающие фольгу участки 34 опорной пластины 22 внутри области, ограниченной линей 26 крепления, обеспечивают концентрические кольца 38 (см. фиг. 3), соединенные друг с другом радиально направленными спицами 40. Радиальные спицы 40 и концентрические кольца 38 определяют границы отверстий 28, и упомянутые кольца совпадают с гребнями волн волновой формы 36. В предпочтительном в данный момент варианте реализации есть четыре концентрических кольца, обозначенных позициями 38а, 38b, 38с и 38d, в первом элементе 22а опорной пластины и одно дополнительное кольцо, образованное плато 30 второго элемента 22b опорной пластины, причем это дополнительное кольцо является концентричным с четырьмя первыми. Как можно видеть на фиг. 5а, верхняя поверхность спиц 40 между концентричными кольцами 38 не является плоской, а имеет дугообразную форму, и поэтому образует впадины волновой формы 36. Внутри самого внутреннего кольца 38а, т.е. в центре опорной пластины 22, выполнено центральное отверстие Х.
Далее на фиг. 3 можно видеть, что ширина спиц 40 в угловом направлении θ в несколько раз меньше, чем ширина отверстий 28 в том же самом направлении. Более того, спицы 40 в промежутке между двумя кольцами не должны быть совмещены со спицами в соседнем промежутке. Однако в альтернативном варианте реализации они могут быть совмещены. Для простоты фиг. 5а и 5b показывают только сечение по спицам 40, а фиг. 5с и 5d показывают только сечение по отверстиям 28. Следует понимать, что прямое сечение вдоль радиальной оси r может включать в себя как спицы 40, так и отверстия 28.
Из фиг. 3 можно также видеть, что толщина концентрических колец 38 в радиальном направлении r во много раз меньше, чем протяженность отверстий в радиальном направлении r.
Толщина спиц 40 в угловом направлении θ составляет примерно 0,4 мм, и толщина концентричных колец 38 в радиальном направлении r составляет примерно 0,4 мм.
Отверстия 38 имеют большую протяженность в радиальном направлении r, чем в угловом направлении θ. В показанном варианте реализации протяженность в радиальном направлении r в, по меньшей мере, два раза больше, чем протяженность в угловом направлении θ. Из-за круговой формы области, ограниченной линей 26 крепления, отверстия 28 не имеют одинаковой протяженности в угловом направлении θ. Тот конец отверстия, который ближе к центру опорной пластины 22, имеет наименьшую протяженность в угловом направлении θ, т.е. наименьшую ширину. Отверстия 28 сужаются к центру опорной пластины 22.
Распределение и взаимное соотношение между числом поддерживающих фольгу участков 34 и числом отверстий 28 влияют на прозрачность для электронов окна выхода электронов, а также на охлаждение фольги 20. Большие отверстия 28 и/или их большее число по сравнению с поддерживающими фольгу участками 34 дают более слабый эффект охлаждения фольги 20, в то время как большие поддерживающие фольгу участки 34 и/или их большее число по сравнению с отверстиями 28 дают более слабую прозрачность для электронов. Рисунок отверстий и поддерживающих фольгу участков требует оптимизации для каждого конкретного применения. Толщина опорной пластины 22 в осевом направлении z также влияет на охлаждение и прозрачность для электронов, а из примера, показанного на фиг. 4, следует, что толщина опорной пластины 22 меняется. Центр опорной пластины - самый тонкий, примерно 2 мм, а периметр опорной пластины - самый толстый, примерно 5 мм.
Спицы 40 и отверстия 28 в самом внешнем промежутке не простираются полностью до второго элемента 22b опорной пластины, а заканчиваются на таком расстоянии от него, что внешний периметр первого элемента 22а опорной пластины образует непрерывный фланец 42. В показанном варианте реализации этот фланец 42 следует считать не концентричным кольцом, являющимся гребнем волны в волновой форме 36, а плоской поверхностью рядом с самым внешним концентричным кольцом, являющейся плато 30 второго элемента 22b опорной пластины. Это показано на фиг. 5а-5d.
При приложенном вакууме фольга 20 лежит на поддерживающих фольгу участках 34 опорной пластины 22 и тем самым следует волновой форме 36. Однако в углу между первым и вторым элементами 22а, 22b опорной пластины фольга 20 ничем не поддерживается, как это можно видеть на фиг. 5b и 5d.
Ранее было указано, что вдоль углового направления θ внутри области, ограниченной линей 26 крепления, опорная пластина 22 не изменяется или лишь незначительно изменяется в осевом направлении z. Фиг. 6 показывает очень схематичное представление вида частичного сечения фольги 20 и пары спиц в одном промежутке в угловом направлении θ. Это сделано с той целью, чтобы проиллюстрировать топографический профиль фольги 20 в этом направлении при приложенном вакууме. Как можно видеть, фольга 20 при этом будет поддерживаться спицами 40, которые равны по высоте, но слегка прогибаются, или изгибаются внутрь в отверстиях 28. Изгиб в этом случае будет, выполнен вокруг радиальной оси r и не будет рассматриваться как "доминирующий", поскольку он будет значительно меньшим, чем тот изгиб, который будет иметь место вокруг угловой оси θ.
Важно понять, что фольга 20 и опорная пластина 22 находятся в контакте друг с другом, но не соединены между собой ни в какой иной точке, кроме как на линии 26 крепления, и что фольга 20, из-за избытка фольги, прежде всего центр фольги, может слегка перемещаться в радиальном направлении r по отношению к опорной пластине 22 при приложенном вакууме. Это могло бы вызвать накапливание складок в некоторых областях в зависимости от конструктивного исполнения рисунка поддерживающих фольгу участков 34 и отверстий 28. Для исключения такого накапливания складок рисунок должен быть существенно тонким, а отверстия 28 должны быть распределены равномерно для того, чтобы быть способными непосредственно поглощать как можно больше избыточной фольги по существу перпендикулярно плоскости опорной пластины, т.е. в осевом направлении z. Следовательно, фольга 20 может контролироваться на предмет не слишком значительного перемещения относительно опорной пластины 22. Рассматривая показанное на фиг. 7 отдельное отверстие 28, это рассуждение может быть развито дальше. Вообще, площадь фольги af над отверстием была бы подобна площади a a отверстия. Из-за процесса сборки, который может привести, например, к растяжению фольги в плоскости фольги, площадь фольги может увеличиться на величину Δaf до общей площади af+Δaf. При приложении вакуума отверстие в идеальном случае должно быть способно поглощать по меньшей мере существенную часть увеличения Δaf, для того чтобы значительно уменьшить нежелательные складки. Предпочтительно, поглощение в радиальном направлении r должно быть такой же величины, что и поглощение в угловом направлении θ, в каждой точке координат. Применяя это соображение к одному отдельному отверстию, можно сказать, что длина фольги, поглощенная в радиальном направлении r, должна предпочтительно быть равна длине фольги, поглощенной в угловом направлении θ.
Размеры опорной пластины, ее спиц, концентрических колец и отверстий будут меняться в зависимости от размера опорной пластины и применения.
Настоящее изобретение также включает в себя способ, который уже был в значительной степени описан применительно к сборочному узлу. Этот способ включает в себя этап обеспечения, внутри упомянутой области, рисунка из отверстий и поддерживающих фольгу участков, чередующихся в опорной пластине, причем этот рисунок, при создании в корпусе вакуума, приспособлен формировать топографический профиль фольги, по существу поглощающий любой избыток фольги. Поглощение предпочтительно выполняется таким образом, что в отверстиях создается доминирующий изгиб фольги вокруг либо радиальной оси r, либо угловой оси θ.
Изобретение дополнительно включает в себя способ в расфасовочной машине для стерилизации упаковочных контейнеров. Упомянутый способ содержит этап применения генерирующего электронный луч устройства изначально описанного со ссылкой на фиг. 1 типа, содержащего сборочный узел по изобретению. Упаковочные контейнеры могут быть типа, содержащего рукав и верх. Рукав может быть выполнен из упаковочного многослойного материала, содержащего сердцевинный слой из бумаги, а также внутренний и внешний слои из полимеров. Верх может быть выполнен из полимера и может быть придан рукаву инжекционным сжатием в расфасовочной машине. Упаковочные контейнеры облучают с целью их стерилизации посредством генерирующего электронный луч устройства 10.
Хотя настоящее изобретение было описано применительно к предпочтительному в данный момент варианту реализации, следует понимать, что в него могут быть внесены многочисленные модификации и изменения без отклонения от объекта и объема изобретения в том виде, как они определены в приложенной формуле изобретения.
Был описан вариант реализации, в котором доминирующий изгиб создается вокруг угловой оси посредством того, что поддерживающие фольгу участки опорной пластины внутри области, ограниченной линией 26 крепления, обеспечивают изменение в осевом направлении z вдоль радиального направления r. В альтернативном варианте реализации доминирующий изгиб создается вокруг радиальной оси r посредством того, что поддерживающие фольгу участки опорной пластины внутри области, ограниченной линией 26 крепления, обеспечивают изменение в осевом направлении z вдоль углового направления θ. Упомянутое изменение может быть обеспечено в виде волновой формы, развертывающейся вокруг продольной центральной оси опорной пластины. Кроме того, внутри упомянутой области опорная пластина вдоль радиального направления r не изменяется вовсе или изменяется лишь незначительно в осевом направлении z.
В другом альтернативном варианте реализации, находящемся в рамках объема изобретения, доминирующий изгиб может быть организован в различном направлении от одного отверстие к следующему или от одной секции опорной пластины к соседней секции, хотя следует понимать, что при изменении доминирующего изгиба между отверстиями или секциями может возникнуть двойная кривизна фольги 20.
Здесь была показана опорная пластина из двух деталей. Однако в альтернативном варианте реализации эта опорная пластина может быть выполнена в виде одной детали, т.е. первый и второй элементы опорной пластины сливаются в один.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ И СПОСОБ ДЛЯ УМЕНЬШЕНИЯ СКЛАДОК В ФОЛЬГЕ | 2011 |
|
RU2563963C2 |
| ВИБРАТОРНАЯ АНТЕННА | 2014 |
|
RU2571156C2 |
| ПОДЛОЖКА ДЛЯ ОПТИЧЕСКИ СЧИТЫВАЕМОГО КОДА И КАПСУЛА ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКА С ТАКОЙ ПОДЛОЖКОЙ ДЛЯ КОДА, ОБЕСПЕЧИВАЮЩЕЙ УЛУЧШЕННУЮ ЧИТАБЕЛЬНОСТЬ ОПТИЧЕСКОГО СИГНАЛА | 2012 |
|
RU2604798C2 |
| СПОСОБ СБОРКИ ШИН И ПЕРЕДАТОЧНОЕ УСТРОЙСТВО УСТАНОВКИ ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2018 |
|
RU2772106C2 |
| ПОДВЕСКА С ТОРСИОННОЙ БАЛКОЙ | 2008 |
|
RU2394695C1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА И СПОСОБ ПРОИЗВОДСТВА | 2010 |
|
RU2543991C2 |
| УСТРОЙСТВО ДЛЯ ПРИКРЕПЛЕНИЯ АКСЕССУАРА К СТЕНЕ С ПОМОЩЬЮ СОЕДИНЕНИЯ НА ЗАЩЁЛКАХ | 2018 |
|
RU2762603C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОПТИЧЕСКОГО СКАНИРОВАНИЯ КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА | 2001 |
|
RU2267110C2 |
| ФРЕЗА ДИСКОВАЯ ДЛЯ ОБРАБОТКИ УЗКИХ ПАЗОВ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2019 |
|
RU2707373C1 |
| КОМПАКТНАЯ АНТЕННА КРУГОВОЙ ПОЛЯРИЗАЦИИ С РАСШИРЕННОЙ ПОЛОСОЙ ЧАСТОТ | 2008 |
|
RU2380799C1 |
Изобретение относится к области электронной техники. Сборочный узел состоит из опорной пластины (22) и фольги (20) выходного окна для применения в электронно-лучевом устройстве, причем опорная пластина (22) сконструирована для уменьшения складок в фольге (20), которые могут появляться вследствие избытка фольги, возникающего в процессе сборки. Фольга (20) прикреплена к опорной пластине (22) вдоль замкнутой линии (26) крепления, ограничивающей по существу круговую область, в которой опорная пластина (22) снабжена отверстиями и поддерживающими фольгу участками и в коей области фольга предназначена служить участком стенки вакуумно-плотного корпуса электронно-лучевого устройства. Изобретение относится также к способу уменьшения складок. Технический результат - повышение эффективности разрешения прохода электронов и срока службы фольги. 2 н. и 8 з.п. ф-лы, 7 ил. 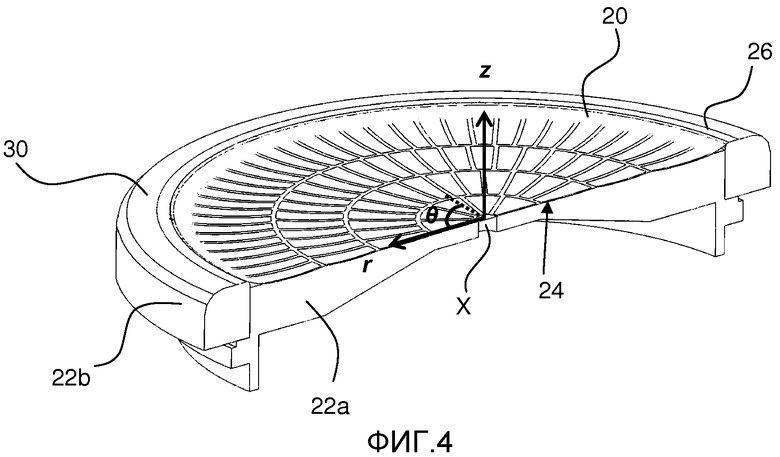
1. Сборочный узел из опорной пластины (22) и фольги (20) выходного окна для применения в электронно-лучевом устройстве (10), причем упомянутая опорная пластина (22) сконструирована для уменьшения складок в упомянутой фольге (20), которые могут появляться вследствие избытка фольги, возникающего в процессе сборки, а упомянутая фольга (20) прикреплена к опорной пластине (22) по замкнутой линии (26) крепления, ограничивающей по существу круговую область, в которой опорная пластина снабжена отверстиями (28) и поддерживающими фольгу участками (34) и в коей области фольга (20) предназначена служить участком стенки вакуумно-плотного корпуса (14) электронно-лучевого устройства (10), причем
опорная пластина (22) внутри упомянутой области снабжена рисунком из чередующихся отверстий (28) и поддерживающих фольгу участков (34), который, при создании вакуума в корпусе (14), приспособлен формировать топографический профиль фольги (20), по существу поглощающий любой избыток фольги,
линия крепления (26) расположена на плато (30), которое возвышается над верхней поверхностью (32) первого элемента (22а) опорной пластины, предназначенного для поддержки центрального участка фольги (20),
упомянутая область, ограниченная линией (26) крепления, задана цилиндрической системой координат, имеющей продольную ось (z), радиальную ось (r) и угловую ось (θ), причем упомянутая продольная ось (z) совмещена с продольной центральной осью опорной пластины (22), а упомянутая радиальная ось (r) совмещена с радиусом опорной пластины (22) внутри по существу круговой линии (26) крепления, и при этом поглощение выполняется таким образом, что в отверстиях (28) создается доминирующий изгиб фольги (20) вокруг угловой оси (θ), при котором поддерживающие фольгу участки (34) опорной пластины (22) внутри упомянутой области обеспечивают изменение в осевом направлении (z) вдоль радиальной оси (r),
упомянутое изменение в осевом направлении (z) вдоль радиальной оси (r) обеспечивается в виде концентричной волновой формы (36), а внутри упомянутой области опорная пластина (22) вдоль углового направления (θ) не изменяется или изменяется лишь незначительно в осевом направлении (z).
2. Сборочный узел по п. 1, отличающийся тем, что фольга крепится к опорной пластине с использованием любого из методов: лазерная сварка, сварка электронным лучом, пайка, ультразвуковая сварка, диффузионное соединение и приклеивание.
3. Сборочный узел по п. 2, отличающийся тем, что фольга крепится к опорной пластине с использованием диффузионного соединения.
4. Сборочный узел по п. 1, отличающийся тем, что поддерживающие фольгу участки (34) опорной пластины (22) внутри упомянутой области обеспечивают концентричные кольца (38а, 38b, 38с, 38d), соединенные друг с другом радиально направленными спицами (40).
5. Сборочный узел по п. 4, отличающийся тем, что радиальные спицы (40) и концентричные кольца (38а, 38b, 38с, 38d) определяют границы отверстий (28).
6. Сборочный узел по п. 5, отличающийся тем, что упомянутые концентричные кольца (38а, 38b, 38с, 38d) совпадают с гребнями волн волновой формы (36).
7. Сборочный узел по п. 1, отличающийся тем, что опорная пластина (22) содержит два элемента, причем упомянутый первый элемент (22а) опорной пластины предназначен для поддержки центрального участка фольги (20), а второй элемент (22b) опорной пластины, имеющий форму рамки, снабжен упомянутой линией (26) крепления.
8. Способ уменьшения складок в фольге (20) выходного окна электронно-лучевого устройства (10), которые могут появляться
вследствие избытка фольги, возникающего в процессе сборки, причем упомянутая фольга (20) прикреплена к опорной пластине (22) вдоль замкнутой линии (26) крепления, ограничивающей по существу круговую область, в которой опорная пластина (22) снабжена отверстиями (28) и поддерживающими фольгу участками (34) и в коей области фольга (20) предназначена служить участком стенки вакуумно-плотного корпуса (14) электронно-лучевого устройства (10),
включающий в себя этапы
обеспечения, внутри упомянутой области, рисунка из отверстий (28) и поддерживающих фольгу участков (34), чередующихся в опорной пластине (22), который, при создании вакуума в корпусе (14), приспособлен формировать топографический профиль фольги (20), по существу поглощающий любой избыток фольги, и
расположения линии крепления (26) на плато (30), которое возвышается над верхней поверхностью (32) первого элемента (22а) опорной пластины, предназначенного для поддержки центрального участка фольги (20),
задания упомянутой области, ограниченной линией (26) крепления, цилиндрической системой координат, имеющей продольную ось (z), радиальную ось (r) и угловую ось (θ),
совмещения упомянутой продольной оси (z) с продольной центральной осью опорной пластины (22), а упомянутой радиальной оси (r) - с радиусом опорной пластины (22) внутри по существу круговой линии (26) крепления, и
поглощения таким образом, что в отверстиях (28) создается доминирующий изгиб фольги (20) вокруг угловой оси (θ), при котором поддерживающие фольгу участки (34) опорной пластины (22) внутри упомянутой области обеспечивают изменение в осевом направлении (z) вдоль радиальной оси (r),
обеспечения упомянутого изменения в осевом направлении (z) вдоль радиальной оси (r) в виде концентричной волновой формы (36), причем внутри упомянутой области опорная пластина (22) вдоль углового направления (θ) не изменяется или изменяется лишь незначительно в осевом направлении (z).
9. Способ по п. 8, отличающийся тем, что крепление фольги к опорной пластине выполняют с использованием любого из методов: лазерная сварка, сварка электронным лучом, пайка, ультразвуковая сварка, диффузионное соединение и приклеивание.
10. Способ по п. 9, отличающийся тем, что крепление фольги к опорной пластине выполняют с использованием диффузионного соединения.
| Yalandin M I, IEEE TRANSACTIONS ON DIELECTRICS AND ELECTRICAL INSULATION, 20100201 IEEE SERVICE CENTER, PISCATAWAY, NJ, US, Часть:17, No:1, Стр.:34 - 38 | |||
| Jaynes R, Scalloped hibachi and vacuum-pressure foil for Electra: Electron beam pumped KrF laser, Pulsed Power Plasma Science Conference, 2007 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| IEEE, 20080617, стр.:826 " 830 | |||
| US | |||

