Область техники.
Настоящее изобретение включает группу изобретений и относится к области обработки материалов резанием, в частности к сборному режущему инструменту, а именно к дисковым фрезам для обработки узких пазов и режущих пластин к ним.
Уровень техники.
Детали современных летательных аппаратов содержат узкие пазы, которые, как правило, имеют широкий диапазон ширин и угловых радиусных закруглений, выполненных на их дне. Для производительного фрезерования указанных пазов используют дисковые фрезы с механическим креплением сменных режущих пластин, имеющих различные радиусные закругления угловых режущих кромок и толщины.
Кроме технологических требований, обусловленных формой и размером узких пазов, к рассматриваемым фрезам предъявляются повышенные требования к механической прочности их корпусов и режущих пластин, имеющих малую толщину, что существенно влияет на прочность пластин и условия их закрепления в гнездах корпуса фрез.
В процессе фрезерования узких пазов особенно в изделиях из трудно обрабатываемых материалов, например, титановых сплавов, режущие пластины подвергаются усиленному термомеханическому воздействию, которое приводит к сложному напряженно-деформированному состоянию режущих кромок и самих режущих пластин. Это необходимо учитывать в конструкциях как гнезд для закрепления пластин, так и самих режущих пластин. При этом в условиях ограниченных габаритных размеров режущих пластин и узлов их крепления необходимо обеспечить механическую прочность указанных элементов конструкций и надежность крепления пластин, сохранив максимальное количество их режущих кромок и эффективные углы резания.
Важным также является обеспечение возможности использования режущих пластин с различным радиусом закругления угловых режущих кромок с одним корпусом дисковой фрезы.
Известны конструкции дисковых фрезы и режущих пластин для них (RU 2354510, RU 2313878, WO 2005/053888, В23С 5/08, 2005)), содержащие корпус в виде диска, на периферии которого в гнездах установлены индексируемые тангенциальные режущие пластины. При этом соседние режущие пластины размещены в гнездах с противоположных торцовых сторон корпуса, а их главные режущие кромки расположены с перекрытием. Каждое гнездо имеет боковые базовые поверхности и основание, являющееся базовой поверхностью. На нем может быть выполнен выступ круглой или прямоугольной формы с резьбовым отверстием. Этот выступ входит в выемку режущей пластины. При этом режущая пластина в каждом гнезде закреплена с помощью крепежного винта через крепежное отверстие, выполненное в центральной части гнезда и проходящее через упомянутый выступ.
Указанная конструкция дисковых фрез не может быть эффективно использована для фрезерования пазов шириной менее 4 мм. Это обусловлено тем, что для фрезерования указанных пазов фрезы должны иметь тонкий корпус и режущие пластины, что существенно ограничивает размеры узла крепления пластин. При этом существенно уменьшается толщина стенки гнезда, в которой выполняют резьбовое отверстие для винта, крепящего режущую пластину. Для устранения этого недостатка в известных конструкциях указанные резьбовые отверстия выполняют, например, в специальном цилиндрическом или прямоугольном выступе, расположенном на дне гнезда, что дополнительно может вызвать уменьшение толщины его дна и, как следствие, снижение жесткости части корпуса, прилегающей к основанию гнезда под режущую пластину. При этом указанный выступ должен входить в выемку режущей пластины, толщина и габаритные размеры которой также ограничены. Кроме того базирование режущих пластин на выступающие части их П-образной формы, охватывающей выступы на дне гнезд в корпусе фрез, существенно увеличивает нагрузки на режущие пластины в зоне их крепежных отверстий, что при малой толщине режущих пластин может вызвать их разрушение.
Уменьшение ширины корпуса рассматриваемых фрез накладывает также ограничения на размеры боковых базовых поверхностей гнезд для крепления режущих пластин. Это обусловлено тем, что, во-первых, из-за уменьшения ширины корпуса фрез уменьшается ширина боковых базовых поверхностей гнезд, а, во-вторых, при обычной прямоугольной конструкции режущих пластин для обеспечения эффективных передних углов резания необходимо уменьшение габаритов режущих пластин. Это дополнительно уменьшает размеры боковых базовых поверхностей гнезд и, тем самым снижает прочность корпуса и жесткость закрепления режущих пластин, что существенно влияет на работоспособность фрез в целом.
Известна конструкции инструмента для фрезерования пазов и пластина для фрезерования пазов для него (RU 2508966). При этом инструмент содержит пластину для фрезерования пазов, установленную на краю державки. Пластина включает в себя первую боковую поверхность, вторую боковую поверхность и множество краевых поверхностей между первой и второй боковыми поверхностями. Каждая краевая поверхность пересекается с другой краевой поверхностью в углу и образует режущую кромку. Первая и вторая боковые поверхности имеют боковую опорную поверхность пластины для примыкания к опорной поверхности державки (гнезда). Пластина имеет зеркальную симметрию относительно центральной плоскости, продолжающейся через краевые поверхности посередине между первой и второй боковыми поверхностями.
Недостатком данной конструкции является то, что она не учитывает асимметричного нагружения главной режущей кромки режущей пластины, формирующей совместно с угловой режущей кромкой дно фрезеруемого паза с угловым радиусным закруглением. Это приводит к возникновению дополнительного изгибающего момента на режущую пластину в зоне крепежного отверстия, снижает их устойчивость, может вызывать дополнительные вибрации и требует увеличения механической прочности режущих пластин и корпуса фрез за счет увеличения габаритов узла крепления.
Известны конструкции дисковых фрез и режущих пластин к ним (US 20137129433 A1, RU 2584625). При этом режущая пластина содержит корпус с центральной частью, где выполнено отверстие. Ось этого отверстия является осью симметрии и поворота пластины. При этом корпус пластины включает, по меньшей мере, три радиально расположенные и симметрично разнесенные по окружности с последовательным чередованием с базовыми секторами и переходом в них корпусные элементы. Режущая пластина также содержит нижнюю базовую и верхнюю поверхности, между которыми расположена боковая поверхность, включающая для каждого корпусного элемента тангенциально и радиально расположенные поверхности, на пересечении которых расположены режущие кромки, включающие главную и вспомогательные режущие кромки.
В указанных конструкциях дисковые фрезы содержат корпус в виде диска с рабочей частью, расположенной вокруг оси вращения, гнезда, выполненные в корпусе и расположенные поочередно с одной и другой стороны корпуса. Причем каждое гнездо имеет опорную базовую поверхность, боковые базовые поверхности и отверстие для крепежных винтов. В гнездах установлены и закреплены винтами описанные выше режущие пластины.
Данные конструкции дисковых фрез позволяют сохранить большое количество режущих кромок с эффективными передними углами резания при достаточно больших габаритах режущих пластин, но не обеспечивают их надежного крепления для узких, в частности мене 4 мм, фрез.
Они также не учитывает асимметричного нагружения главной режущей кромки режущей пластины, формирующей совместно с угловой режущей кромкой дно фрезеруемого паза с угловым радиусным закруглением.
При этом так, как резервы прочности высокопрочных материалов, из которых изготавливают режущие пластины и корпуса дисковых фрез, во многом исчерпаны, возникает необходимость в новых конструктивных решениях, адресно совместно с конструктивными элементами пластин и узлов их крепления в корпусе дисковых фрез использовать свойства износостойких покрытий, имеющих остаточные сжимающие напряжения, по принципу, используемому для повышения эксплуатационных характеристик корпусов фрез с механическим креплением режущих пластин (см., например, патент RU 2691480).
Задачей настоящего изобретения является создание конструкции режущих пластин с износостойким покрытием, обеспечивающей их надежное закрепление в корпусе дисковых фрез для обработки узких пазов с радиусными закруглениями, при сохранении эффективных передних углов резания и количестве режущих кромок.
Задачей настоящего изобретения также является создание конструкции дисковых фрез для обработки узких пазов с радиусными закруглениями с использованием указанных выше режущих пластин, обеспечивающих повышение работоспособности фрез.
Указанный технический результат достигается посредством совокупности признаков, приведенных в соответствующих пунктах формулы изобретения.
Раскрытие изобретения.
В соответствии с настоящим изобретением режущая пластина содержит корпус с центральной частью, где выполнено отверстие, ось которого является осью симметрии и поворота пластины.
При этом корпус пластины включает по меньшей мере три радиально расположенные и симметрично разнесенные по окружности с последовательным чередованием с базовыми секторами, на которых расположены тангенциальные базовые поверхности, и переходом в них корпусными элементами.
Корпус также содержит нижнюю поверхность, включающую нижнюю базовую и вспомогательные поверхности, и верхнюю поверхность, между которыми расположена боковая поверхность. Она включает для каждого корпусного элемента тангенциально и радиально расположенные поверхности, являющиеся соответственно задними и передними поверхностями, на пересечении которых расположены режущие кромки. Они содержат угловые режущие кромки, причем на верхнюю, боковую и по меньшей мере часть нижней поверхности нанесено износостойкое покрытие, имеющее не равномерную толщину и содержащее по меньшей мере один слой, имеющий остаточные сжимающие напряжения.
Согласно изобретению толщина износостойкого покрытия в его поперечных сечениях плоскостью на задних и передних поверхностях больше, чем толщина износостойкого покрытия на нижней базовой поверхности, расположенной ближе к средней плоскости М, проходящей через середину режущей пластины на ее виде сбоку, чем верхняя поверхность и вспомогательные нижние поверхности.
При этом толщина износостойкого покрытия на верхней и нижней поверхностях пропорциональна расстоянию в радиальном направлении от оси симметрии режущей пластины до ее боковой поверхности, причем толщина износостойкого покрытия на верхней поверхности на одинаковых расстояниях от боковой поверхности больше, чем на нижней базовой поверхности.
В соответствии с одним предпочтительным исполнением режущей пластины ее режущие кромки содержат первый и второй участки, длины и углы наклона которых к средней плоскости М не равны между собой, причем угол наклона первого участка меньше угла наклона второго участка.
В соответствии с другим предпочтительным исполнением режущей пластины износостойкое покрытие содержит по меньшей мере один слой, который содержит фазу по меньшей мере с одним из элементов V, Cr, Nb, Ti, Та, Zr, Hf, В, Al, Si, С, N, О, при этом толщина износостойкого покрытия на передних и задних поверхностях выбрана из диапазона 1,5…4,5 мкм.
В соответствии с другим предпочтительным исполнением режущей пластины вспомогательные нижние поверхности плавно сопряжены с нижней базовой поверхностью.
В соответствии с другим предпочтительным исполнением режущей пластины поверхности сопряжения выполнены в виде части боковой поверхности мнимых усеченных конусов, вершины которых совпадают с соответствующими вспомогательными нижними поверхностями.
В соответствии с другим предпочтительным исполнением режущей пластины в корпусных элементах со стороны нижних вспомогательных поверхностей выполнены выемки, боковые стенки которых являются частью поверхности мнимого усеченного конуса, обратной направленности поверхности мнимых усеченных конусов поверхностей сопряжения вспомогательных поверхностей с нижней базовой поверхностью.
В соответствии с другим предпочтительным исполнением режущей пластины часть нижней базовой поверхности, расположенная вокруг крепежного отверстия, не имеет износостойкого покрытия.
В соответствии с другим предпочтительным исполнением режущей пластины на верхней поверхности напротив базовых секторов в радиальном направлении выполнены выемки.
В соответствии с изобретением предложена дисковая фреза для обработки узких пазов. Она содержит корпус в виде диска с рабочей частью, расположенной вокруг оси вращения. В корпусе с одной и другой его стороны выполнены и расположены поочередно гнезда для закрепления режущих пластин, выполненных по одному из указанных выше исполнений. Причем каждое гнездо имеет опорную поверхность, боковые базовые поверхности и отверстие для крепежных винтов.
При этом нижние базовые поверхности режущих пластин контактируют с опорными поверхностями гнезд, выполненными в виде секторов, чередующихся с выемками, в которые входят выступающие относительно нижних базовых поверхностей нижние части корпусных элементов режущих пластин.
Краткое описание чертежей.
Для лучшего понимания, но только в качестве примера, изобретение будет описано с отсылками к приложенным чертежам, на которых изображены дисковая фреза для обработки узких пазов и режущая пластина для нее. При этом:
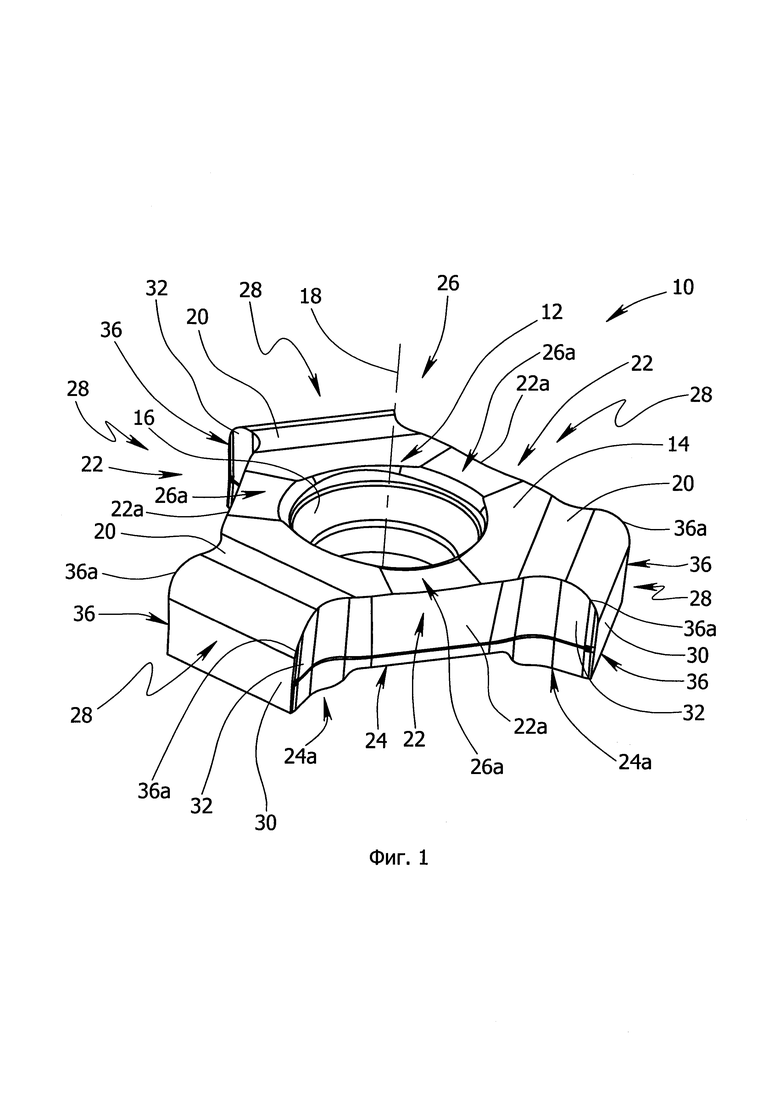
на фиг. 1 показан вид в перспективе на режущую пластину;
на фиг. 2 показан вид сверху на режущую пластину, изображенную на фиг. 1;
на фиг. 3 показан вид сбоку на режущую пластину, изображенную на фиг. 1;
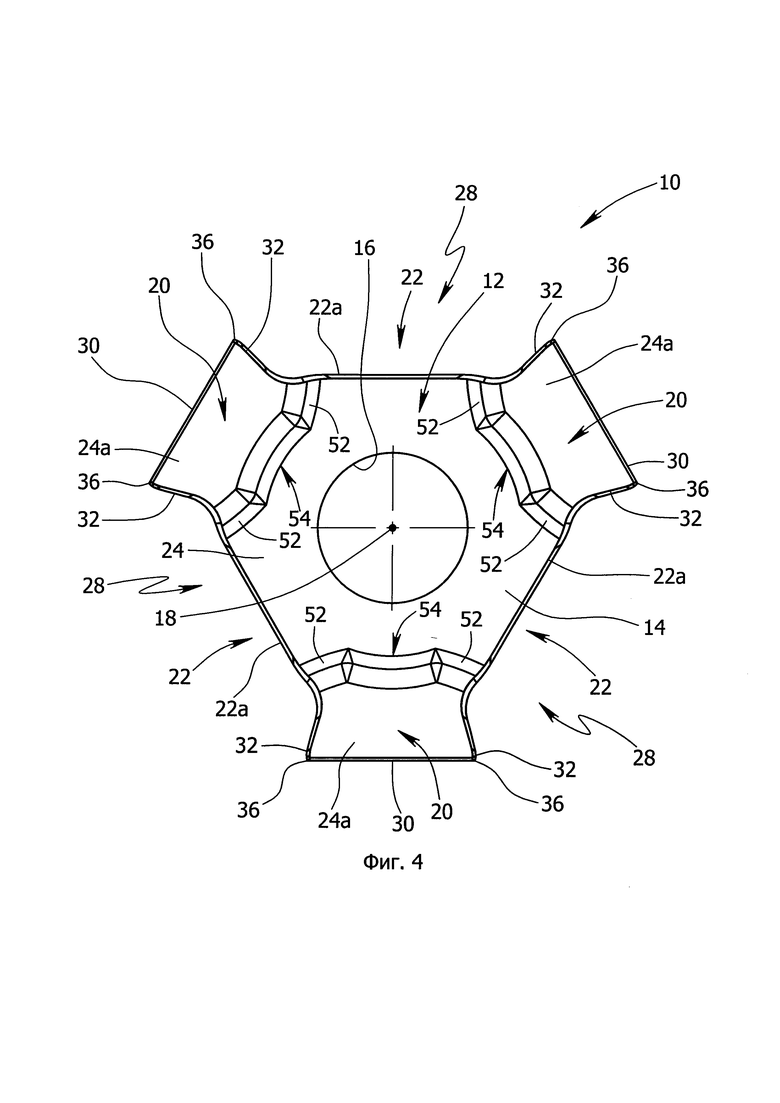
на фиг. 4 показан вид снизу на режущую пластину, изображенную на фиг. 1;
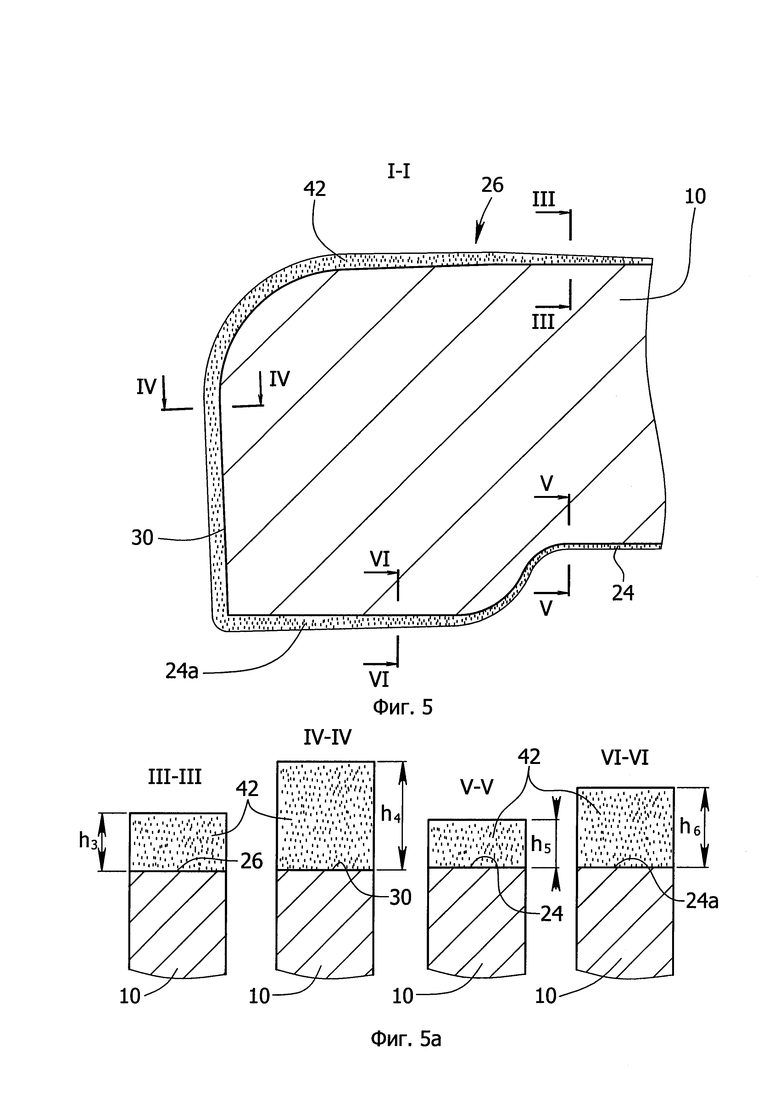
на фиг. 5 показано сечение по линии I-I режущей пластины, изображенной на фиг. 2;
на фиг. 5а показаны поперечные сечения фрагмента режущей пластины с износостойким покрытием, изображенного на фиг. 5, по линиям III-III, IV-IV, V-V и VI-VI;
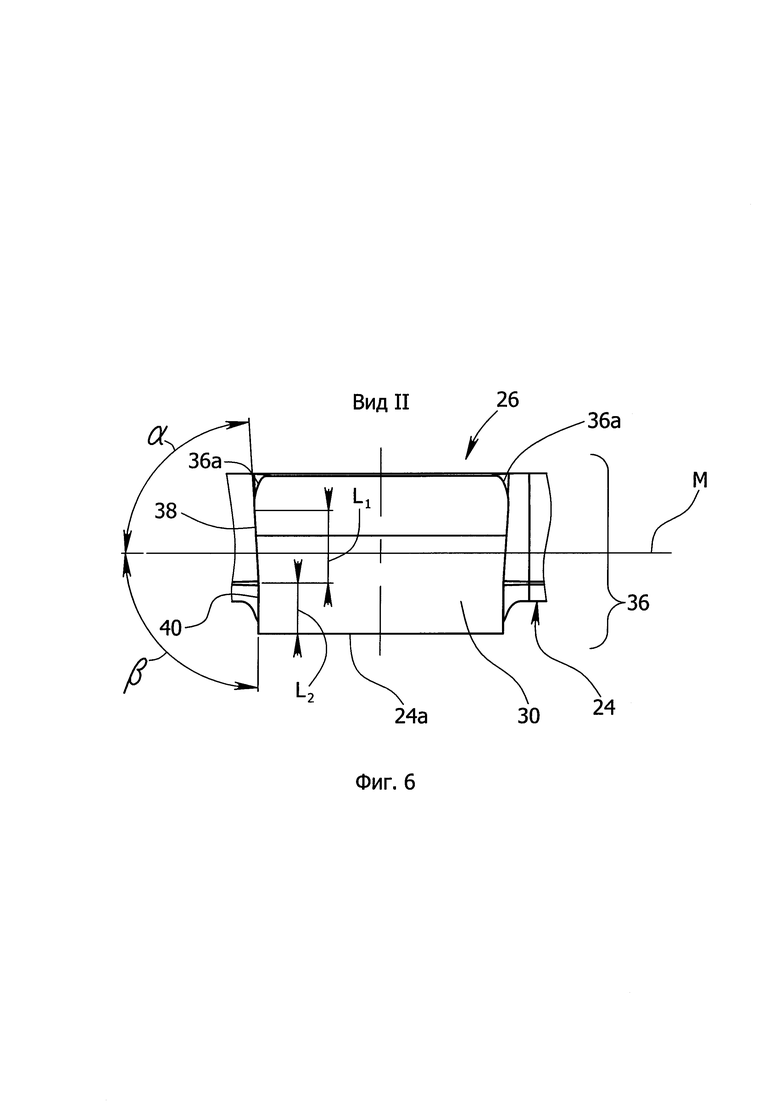
на фиг. 6 показан фрагмент вида II режущей пластины, изображенной на фиг. 2;
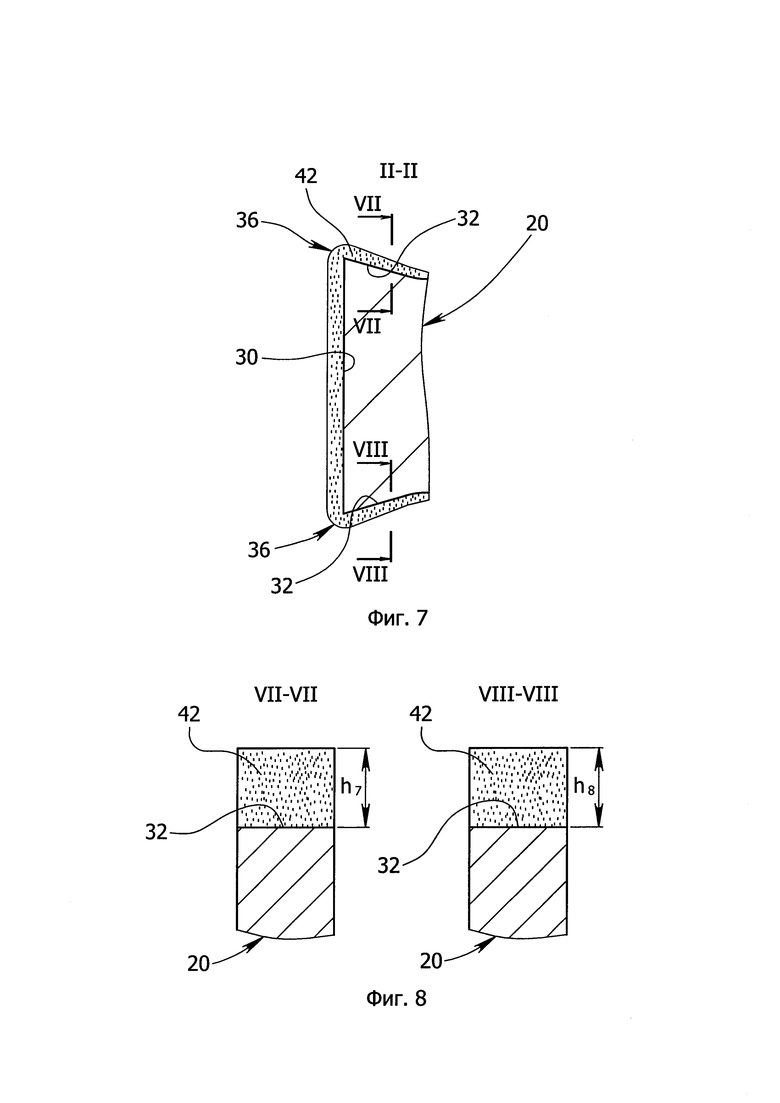
на фиг. 7 показан фрагмент сечения II-II режущей пластины, изображенной на фиг. 3
на фиг. 8 показаны поперечные сечения фрагмента режущей пластины с износостойким покрытием, изображенной на фиг. 7, по линиям VII-VII и VIII-VIII;
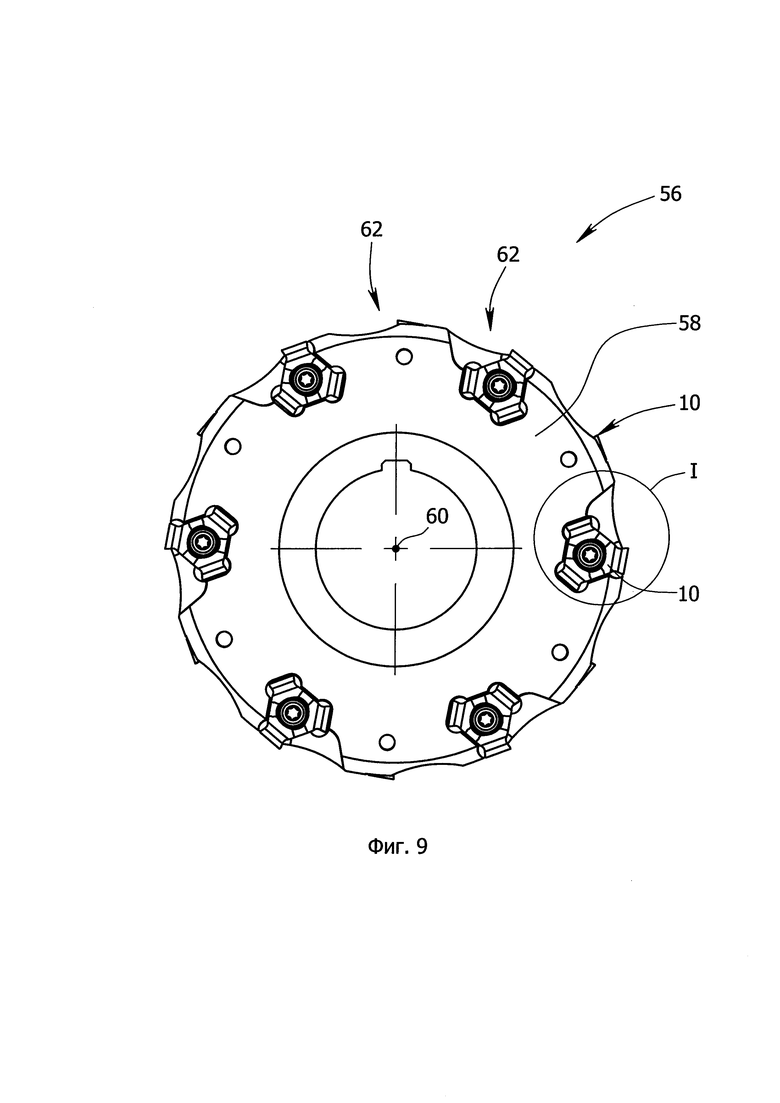
на фиг. 9 показан вид сбоку на дисковую фрезу для обработки узких пазов с режущей пластиной, изображенной на фиг. 1;
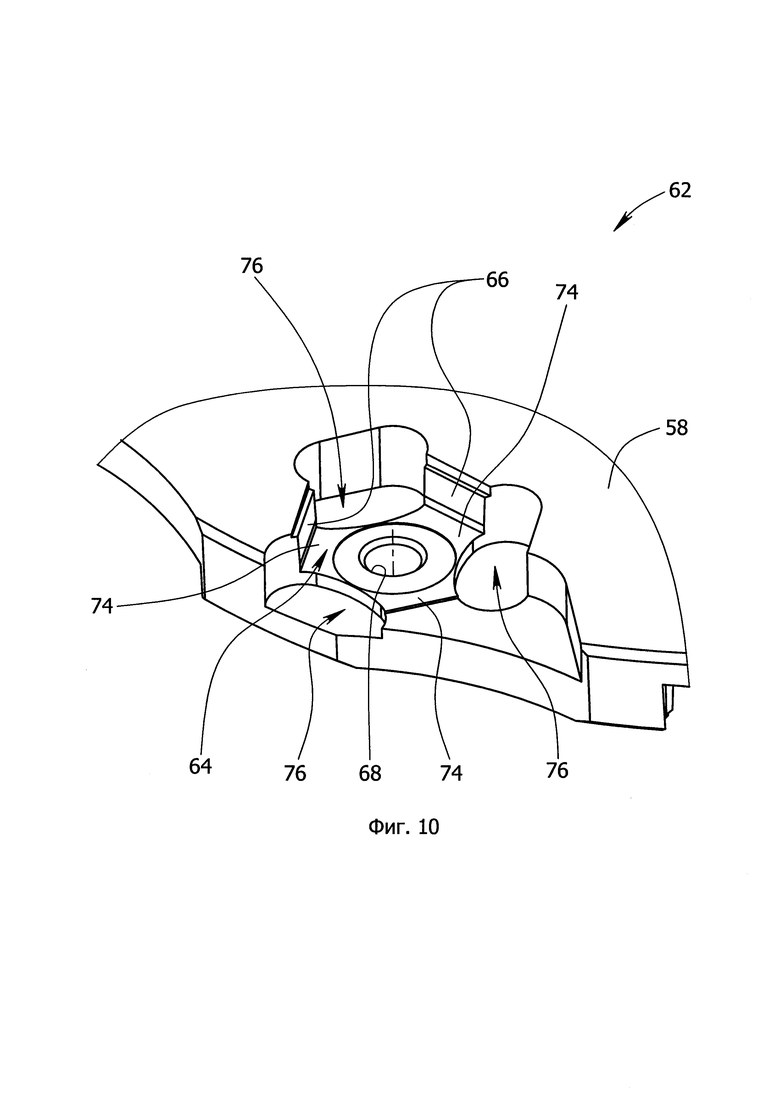
на фиг. 10 показан вид в перспективе на гнездо в корпусе дисковой фрезы для установки режущей пластины, изображенной на фиг. 1;
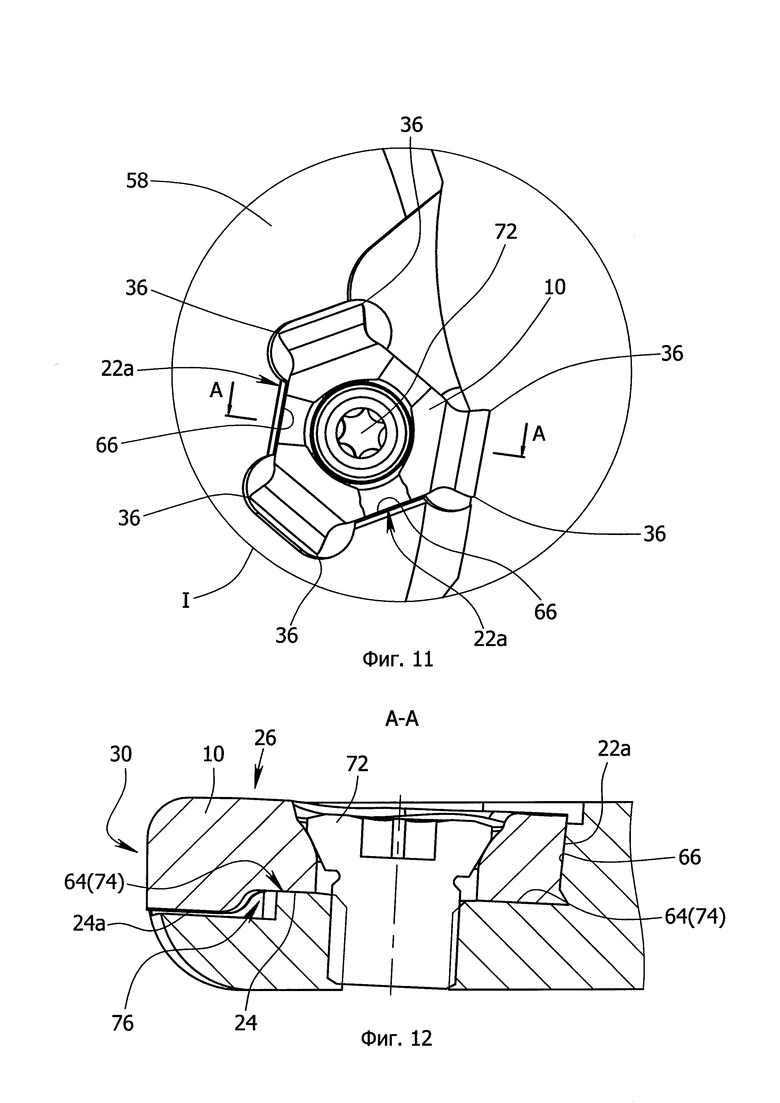
на фиг. 11 показано гнездо корпуса дисковой фрезы с закрепленной в нем режущей пластиной, изображенной на фиг. 1;
на фиг. 12 показано сечение по линии А-А гнезда корпуса дисковой фрезы с закрепленной в нем режущей пластиной, изображенной на фиг. 1.
Подробное описание изобретения.
Рассмотрим предложенную конструкцию режущей пластины 10 с износостойким покрытием, изображенную на фиг. 1-8. Она содержит корпус 12 с центральной частью 14, где выполнено отверстие 16. Ось 18 этого отверстия является осью симметрии и поворота пластины.
При этом корпус 12 пластины включает по меньшей мере три радиально расположенные и симметрично разнесенные по окружности с последовательным чередованием с базовыми секторами 22, на которых расположены тангенциальные базовые поверхности 22а, и переходом в них корпусные элемента 20.
Корпус 12 также содержит нижнюю поверхность, включающую нижнюю базовую 24 и вспомогательные 24а поверхности, и верхнюю поверхность 26, между которыми расположена боковая поверхность 28.
Она включает для каждого корпусного элемента 20 тангенциально и радиально расположенные поверхности, являющиеся соответственно задними 30 и передними 32 поверхностями. На пересечении этих поверхностей расположены режущие кромки 36. Они имеют угловые режущие кромки 36а. Причем на верхнюю 26, боковую 28 и по меньшей мере часть нижней базовой поверхности 24 нанесено износостойкое покрытие 42. Оно имеет не равномерную толщину и содержит по меньшей мере один слой, имеющий остаточные сжимающие напряжения.
Согласно изобретению толщина износостойкого покрытия 42 в его поперечных сечениях плоскостью на задних 30 и передних 32 поверхностях, больше, чем толщина износостойкого покрытия 42 на нижней базовой поверхности 24, расположенной ближе к средней плоскости М, проходящей через середину режущей пластины 10 на ее виде сбоку, чем верхняя поверхность 26 и вспомогательные нижние поверхности 24а.
В частности на фиг. 5 и 5а изображены поперечные сечения износостойкого покрытия 42 по линиям III-III, IV-IV, V-V и VI-VI соответственно верхней поверхности 26, задней поверхности 30, нижней базовой поверхности 24 и вспомогательной нижней поверхности 24а. На фиг. 7 и 8 изображены поперечные сечения износостойкого покрытия 42 по линиям VII-VII и VIII-VIII задней поверхности 30 и передних поверхности 32 режущей пластины 10.
При этом из фиг. 5а следует, что толщины износостойкого покрытия 42 на задней поверхности 30 h4 и передней поверхности 32 h7 и h8 (фиг. 8) больше толщины износостойкого покрытия h5 нижней базовой поверхности 24.
Указанные конструктивные особенности предложенной режущей пластины позволяют получить планируемый технический результат. Благодаря тому, что износостойкое покрытие, нанесенное на поверхности режущей пластины, имеет остаточные сжимающие механические напряжения, на режущую пластину действуют усилия сжатия. При этом напряженно-деформированное состоянии режущей пластины до ее закрепления в гнездах дисковой фрезы для обработки узких пазов будет зависеть как от формы и размеров ее отдельных конструктивных элементов и их взаимного расположения, так и от толщины износостойкого покрытия на этих элементах.
В свою очередь при выборе толщин износостойкого покрытия, наносимого на отдельные элементы режущей пластины, необходимо учитывать с одной стороны особенности нагружения рабочих поверхностей пластины, подверженных контактным нагрузкам, возникающим в процессе резания, а с другой стороны - нагрузкам, возникающим при закреплении режущей пластины в гнездах дисковых фрез.
Так в рассматриваемой конструкции передние 32 и задние 30 поверхности являются частью боковой поверхности режущей пластины и в данном случае подвержены наибольшим контактным нагрузкам и износу, возникающим в процессе резания. Поэтому на этих поверхностях необходима наибольшая толщина износостойкого покрытия. При этом усилия сжатия, возникающие на боковых поверхностях режущих пластин, способствуют повышению их жесткости.
В тоже время, так как режущие кромки 36 пластин 10, имеют угловые режущие кромки 36а, то корпус 12 и его корпусные элементы 20, расположенные консольно, испытывают дополнительные нагрузки, вызывающие растягивающие усилия на верхней поверхности 26 и - сжимающие на нижней базовой поверхности 24 режущей пластины. Таким образом, верхняя 26 и нижняя поверхность 24 режущей пластины 10 имеют разные нагрузки.
Такие особенности нагружения режущей пластины учтены в предложенной конструкции следующим образом. Толщина износостойкого покрытия 42 на верхней 26 и нижней базовой 24 поверхностях пропорциональна расстоянию в радиальном направлении от оси симметрии 18 режущей пластины 10 до ее боковой поверхности 28, причем толщина износостойкого покрытия 42 на верхней поверхности 26 на одинаковых расстояниях от боковой поверхности 28 больше, чем на нижней базовой поверхности 24.
Разная толщина износостойкого покрытия 42 h3 и h5 соответственно на верхней 26 и нижней базовой 24 поверхностях видна на фиг. 5 и 5а, при этом h3>h5.
Это позволяет также увеличить жесткость режущей пластины за счет определенной компенсации действия растягивающих усилий на верхней поверхности. Причем это особенно эффективно при условии, что нижняя базовая поверхность 24, расположена ближе к средней плоскости М, проходящей через середину режущей пластины 10 на ее виде сбоку, чем верхняя поверхность 26 и вспомогательные нижние поверхности 24а.
При этом в отличие от аналогов режущих, пластин, где они имеют, например, П-образную конструкцию, существенно влияющую на прочность пластин при их закреплении в гнездах корпуса фрез, в предложенной конструкции базирование пластин идет непосредственно на нижнюю базовую поверхность 24, расположенную непосредственно в зоне крепежных отверстий 16, что дает возможность использовать пластины с минимальной толщиной.
Остаточные сжимающие напряжения в износостойком покрытии во многом зависят от его элементного состава, поэтому в соответствии с одним из предпочтительных исполнений режущей пластины износостойкое покрытие содержит по меньшей мере один слой, который содержит фазу по меньшей мере с одним из элементов V, Cr, Nb, Ti, Та, Zr, Hf, В, Al, Si, С, N, О, при этом толщина износостойкого покрытия на передних и задних поверхностях выбрана из диапазона 1,5…4,5 мкм.
Минимальное и максимальное значение указанного диапазона толщин обусловлено необходимостью обеспечения прочности покрытия и создания достаточных усилий сжатия.
В соответствии с одним из предпочтительных исполнений предложенной конструкции режущей пластины ее режущие кромки 36 содержат первый 38 и второй 40 участки, длины L1 и L2 и углы наклона α и β соответственно которых к средней плоскости М не равны между собой (фиг. 6). Причем угол наклона α первого участка 38 меньше угла наклона β второго участка 40.
Указанная конструктивная особенность способствует достижению планируемого технического результата, а также позволяет изготавливать режущие пластины с широким диапазоном радиусов закругления угловых режущих кромок с использованием одной прессформы, что существенно повышает эффективность предложенной конструкции.
В соответствии с другим предпочтительным исполнении предложенной конструкции режущей пластины для обеспечивает ее прочности и жесткости, необходимых для реализации заявленного технического результата, вспомогательные нижние поверхности 24а плавно сопряжены с нижней базовой поверхностью 24. Эти поверхности сопряжения 52 могут быть выполнены в виде части боковой поверхности мнимых усеченных конусов, вершины которых совпадают с соответствующими вспомогательными нижними поверхностями 24а.
Также в этих целях в корпусных элементах со стороны нижних вспомогательных поверхностей могут быть выполнены выемки 54, боковые стенки которых являются частью поверхности мнимого усеченного конуса, обратной направленности поверхности мнимых усеченных конусов поверхностей сопряжения 52 вспомогательных поверхностей 24а с нижней базовой поверхностью 24. При этом также увеличивается площадь нижней базовой поверхности 24, которая может быть использована в качестве технологической базы при шлифовании пластин.
В соответствии с другим предпочтительным исполнением часть нижней базовой поверхности 24 режущих пластин 10, расположенная вокруг крепежного отверстия 16, не имеет износостойкого покрытия. Это позволяет увеличить эффект предварительного напряженного состояния режущих пластин, создаваемого за счет заявленной разной толщины износостойкого покрытия 42.
В соответствии с другим предпочтительным исполнением режущей пластины 10 на ее верхней поверхности 24 в радиальном направлении напротив базовых секторов 22 выполнены выемки 26а. Это позволяет увеличить площадь верхней поверхности 26 в зоне базовых секторов 22 и тем самым повысить эффект от использования разных толщин износостойкого покрытия 42 с учетом выступающих относительно корпуса 12 корпусных элементов 20.
Далее рассмотрим конструкцию дисковой фрезы для обработки узких пазов, в которой используется рассмотренная выше режущая пластина.
Дисковая фреза для обработки узких пазов 56 содержит корпус 58 в виде диска с рабочей частью, расположенной вокруг оси вращения 60.
В корпусе 58 поочередно с одной и другой его стороны выполнены гнезда 62. Каждое гнездо имеет опорную поверхность 64, боковые базовые поверхности 66 и отверстие 68 для крепежных винтов 72.
Согласно изобретению в гнездах 62 установлены и закреплены винтами 72 режущие пластины 10 по одному из упомянутых выше исполнений.
При этом нижние базовые поверхности 24 режущих пластин 10 контактируют с опорными поверхностями 64 гнезд 62, выполненными в виде секторов 74, чередующихся с выемками 76, в которые входят выступающие относительно нижних базовых поверхностей 24 нижние части корпусных элементов 20. Это позволяет получить жесткую конструкцию дисковой фрезы для обработки узких пазов.
Особенности исполнения изобретения и описание его работы.
Не равномерную толщину износостойкого покрытия на поверхностях режущих пластин 10 можно, например, получить следующим образом. При нанесении износостойкого покрытия на установках вакуумно-дугового распыления методом PVD режущие пластины располагают в кассетах, которые совершают планетарное движение в объеме вакуумной камеры. При этом оси отверстий пластин предпочтительно должны быть перпендикулярны осям источников плазмы, расположенным в камере горизонтально, а сами режущие пластины дополнительно совершать вращательные движения относительно кассет.
При этом скорость вращения пластин относительно кассет, совершающих планетарное движение в объеме вакуумной камеры, выбирают в зависимости от необходимой толщины износостойкого покрытия и соотношения его толщин на соответствующих поверхностях режущих пластин.
При этом будет обеспечена наибольшая толщина износостойкого покрытия на передних и задних поверхностях и наименьшая толщина на нижней базовой поверхности режущих пластин. При этом толщина износостойкого покрытия на верхней поверхности 26 будет меньше чем на передней 32 и задней 30 поверхностях, но больше чем на нижней поверхности 24. Это позволит создать предварительно напряженное состояние режущей пластины 10, предусмотренное настоящим изобретением.
При изменении положения режущих пластин относительно источников плазмы, например, изменении угла наклона оси режущих пластин относительно оси источников плазмы позволяет также изменять соотношение толщин износостойких покрытий на упомянутых поверхностях режущих пластин, тем самым достигать изменения величины предварительного напряжения пластин.
Готовые к использованию режущие пластины 10 устанавливают в гнезда 62 корпусов 58 дисковых фрез 56 и закрепляют с помощью винтов 72. При этом тангенциальные базовые поверхности 22а режущих пластин контактируют с боковыми базовыми поверхностями 66 гнезд 62 корпусов 58 дисковых фрез, а нижняя базовая поверхность контактирует с опорной поверхностью 64 гнезд 62, выполненной в виде секторов 74.
В процессе фрезерования узких пазов с радиусными закруглениями на режущие кромки режущих пластин действуют усилия, создающие напряжения в режущих пластинах обратные напряжениям, созданным при их изготовлении. Это позволяет использовать разработанную конструкцию фрез и режущих пластин к ним при повышенных режимах резания, обеспечив надежное закрепление пластин в корпусе дисковых фрез и сохранив эффективные передние углы резания и количество режущих кромок.
Хотя настоящее изобретение было описано с определенной степенью детализации, следует понимать, что его различные изменения и модификации могут быть выполнены без отхода от существа и объема изобретения, изложенного в приведенной ниже формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСКОВАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ УЗКИХ ПАЗОВ И ПЛАСТИНА ДЛЯ НЕЕ (ВАРИАНТЫ) | 2014 |
|
RU2584625C1 |
| ДИСКОВАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ ПАЗОВ | 2016 |
|
RU2671785C1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ МОДУЛЬНОЙ ФРЕЗЫ И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2021 |
|
RU2754916C1 |
| Режущая пластина | 2017 |
|
RU2640483C1 |
| Фреза для больших подач и режущая пластина для нее | 2017 |
|
RU2645531C1 |
| КОМПЛЕКТ РЕЖУЩИХ ПЛАСТИН И ДИСКОВАЯ ФРЕЗА | 2017 |
|
RU2675873C1 |
| МНОГОГРАННАЯ ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2019 |
|
RU2714563C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2021 |
|
RU2774506C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2022 |
|
RU2801064C1 |
| ВЫСОКОСКОРОСТНАЯ ФРЕЗА И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ | 2018 |
|
RU2686757C1 |

Группа изобретений относится к сборному режущему инструменту и может быть использована для обработки узких пазов дисковыми фрезами. Корпус режущей пластины содержит по меньшей мере три корпусных элемента, радиально расположенных и симметрично разнесенных по окружности с чередованием с базовыми секторами, нижнюю и верхнюю поверхности, между которыми расположена боковая поверхность. Она включает тангенциально и радиально расположенные задние и передние поверхности, на пересечении которых образованы режущие кромки. На верхнюю, боковую и по меньшей мере часть нижней поверхности нанесено износостойкое покрытие неравномерной толщины, толщина которого в поперечных сечениях на задних и передних поверхностях больше, чем толщина на нижней базовой поверхности, расположенной ближе к средней плоскости, проходящей через середину режущей пластины на ее виде сбоку. Толщина износостойкого покрытия на верхней и нижней поверхностях пропорциональна расстоянию в радиальном направлении от оси симметрии режущей пластины до ее боковой поверхности, причем на верхней поверхности на одинаковых расстояниях от боковой поверхности она больше, чем на нижней базовой поверхности. Повышается стойкость дисковых фрез. 2 н. и 7 з.п. ф-лы, 12 ил.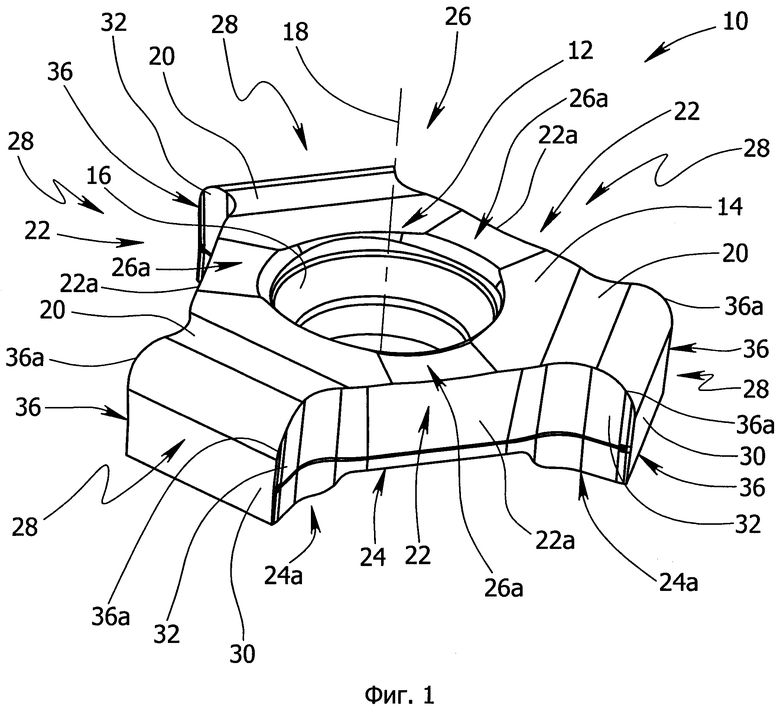
1. Режущая пластина с износостойким покрытием (10), содержащая корпус (12) с центральной частью (14) с отверстием (16), ось (18) которого является осью симметрии и поворота пластины, при этом корпус (12) пластины содержит базовые сектора (22) с тангенциальными базовыми поверхностями (22а), по меньшей мере три корпусных элемента (20), радиально расположенных и симметрично разнесенных по окружности с последовательным чередованием с базовыми поверхностями и переходом в них, нижнюю поверхность, включающую нижнюю базовую (24) и вспомогательные (24а) поверхности и верхнюю поверхность (26), между которыми расположена боковая поверхность (28), включающая для каждого корпусного элемента (20) тангенциально и радиально расположенные поверхности, являющиеся соответственно задними (30) и передними (32) поверхностями, на пересечении которых расположены режущие кромки (36), имеющие угловые режущие кромки (36а), причем на верхнюю (26), боковую (28) и по меньшей мере часть нижней поверхности нанесено износостойкое покрытие (42) неравномерной толщины, содержащее по меньшей мере один слой с остаточными сжимающими напряжениями, отличающаяся тем, что толщина износостойкого покрытия (42) в его поперечных сечениях на задних (30) и передних (32) поверхностях больше, чем толщина износостойкого покрытия (42) на нижней базовой поверхности (24), расположенной ближе к средней плоскости (М), проходящей через середину режущей пластины (10) на ее виде сбоку, чем верхняя поверхность (26) и вспомогательные нижние поверхности (24а), при этом толщина износостойкого покрытия (42) на верхней (26) и нижней (24) поверхностях пропорциональна расстоянию в радиальном направлении от оси симметрии (18) режущей пластины (10) до ее боковой поверхности (28), причем толщина износостойкого покрытия (42) на одинаковых расстояниях от боковой поверхности (28) больше на верхней поверхности (26), чем на нижней базовой поверхности (24).
2. Режущая пластина (10) по п. 1, отличающаяся тем, что режущие кромки (36) содержат первый (38) и второй (40) участки, длины и углы наклона которых к средней плоскости (М) не равны между собой, причем угол наклона (α) первого участка (38) меньше угла наклона (β) второго участка (40).
3. Режущая пластина (10) по п. 1, отличающаяся тем, что износостойкое покрытие содержит по меньшей мере один слой, который содержит фазу по меньшей мере с одним из элементов V, Cr, Nb, Ti, Та, Zr, Hf, В, Al, Si, С, N, О, при этом толщина износостойкого покрытия на передних и задних поверхностях выбрана из диапазона 1,5-4,5 мкм.
4. Режущая пластина (10) по п. 1, отличающаяся тем, что вспомогательные нижние поверхности (24а) плавно сопряжены с нижней базовой поверхностью (24).
5. Режущая пластина (10) по п. 4, отличающаяся тем, что поверхности сопряжения (52) выполнены в виде части боковой поверхности мнимых усеченных конусов, вершины которых совпадают с соответствующими вспомогательными нижними поверхностями (24а).
6. Режущая пластина (10) по п. 5, отличающаяся тем, что в корпусных элементах со стороны нижних вспомогательных поверхностей выполнены выемки (54), боковые стенки которых являются частью поверхности мнимого усеченного конуса обратной направленности поверхности мнимых усеченных конусов поверхностей сопряжения (52) вспомогательных поверхностей (24а) с нижней базовой поверхностью (24).
7. Режущая пластина (10) по одному из пп. 1-6, отличающаяся тем, что часть нижней базовой поверхности (24), расположенная вокруг крепежного отверстия (16), не имеет износостойкого покрытия.
8. Режущая пластина (10) по п. 1, отличающаяся тем, что на верхней поверхности (26) напротив базовых секторов (22) в радиальном направлении выполнены выемки (26а).
9. Дисковая фреза для обработки узких пазов (56), содержащая корпус (58) в виде диска с рабочей частью, расположенной вокруг оси вращения (60), гнезда (62), выполненные в корпусе (58) и расположенные поочередно с одной и другой стороны корпуса, в которых посредством крепежных винтов (72) установлены режущие пластины, при этом каждое гнездо имеет опорную поверхность (64), боковые базовые поверхности (66) и отверстие (68) для крепежных винтов, отличающаяся тем, что в гнездах (62) установлены и закреплены винтами (72) режущие пластины (10) по одному из пп. 1-8, при этом их нижние базовые поверхности (24) контактируют с опорными поверхностями (64) гнезд (62), выполненными в виде секторов (74), чередующихся с выемками (76), в которые входят выступающие относительно нижних базовых поверхностей (24) нижние части корпусных элементов (20) режущих пластин (10).
| ИНСТРУМЕНТ ДЛЯ ФРЕЗЕРОВАНИЯ ПАЗОВ И ПЛАСТИНА ДЛЯ ФРЕЗЕРОВАНИЯ ПАЗОВ ДЛЯ НЕГО | 2010 |
|
RU2508966C2 |
| Режущая пластина | 2017 |
|
RU2640483C1 |
| RU 2013128471 A, 27.12.2014 | |||
| РЕЖУЩАЯ ВСТАВКА СО СТРУКТУРОЙ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ С ИНДИКАЦИЕЙ ИСТИРАНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2469819C2 |
| РЕЖУЩАЯ ВСТАВКА СО СТРУКТУРОЙ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ С ИНДИКАЦИЕЙ ИСТИРАНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2469819C2 |

