Область техники, к которой относится изобретение
Представленное изобретение относится к развертывающемуся подгузнику одноразового использования и способу изготовления растягиваемого листа.
Уровень техники
С точки зрения предотвращения протекания и с точки зрения способности к прилеганию к тому, кто носит, традиционно известны подгузники одноразового использования, имеющие так называемые поясные защитные листы, расположенные на обратной стороне.
Например, Патентный документ 1 описывает подгузник одноразового использования, содержащий пояс, выполненный на поясном участке с обратной стороны так, что он проходит от кромки поясного отверстия до пространства между абсорбирующим элементом и верхним слоем.
В еще одном примере, Патентный документ 2 описывает подгузник одноразового использования, который образован таким образом, чтобы минимизировать количество составляющих листов, не покрывая упругие растягивающиеся элементы двумя листами, т.е. проницаемым для жидкости верхним листом и непроницаемым для жидкости нижний листом.
В общем, растягиваемый лист, используемый в абсорбирующем изделии, например в подгузнике одноразового использования, формируют путем размещения и прикрепления множества нитевидных упругих элементов в растянутом состоянии между двумя листами (ср.: Патентные документы 3 и 4). К сожалению, согласно данному способу размещения нитевидных упругих элементов между двумя листами, два листа делают абсорбирующее изделие жестким, соответственно ограничивая степень, с которой может быть улучшена воздухопроницаемость и гибкость абсорбирующего изделия. Поэтому, для того, чтобы улучшить воздухопроницаемость и гибкость, основная масса двух листов, подлежащих использованию, например, может быть уменьшена. Однако, в этом случае, клей для размещения и прикрепления нитевидных упругих элементов может проходить через листы, и может быть трудно прикреплять нитевидные упругие элементы в растянутом состоянии, или может быть трудно стабильно соединять два листа.
В дополнение к упомянутым выше технологиям, Патентный документ 5 описывает подгузник одноразового использования, в котором множество нитевидных упругих элементов в растянутом состоянии не расположены между двумя листами и например, между проницаемым для жидкости верхним листом и непроницаемым для жидкости нижним листом, но в котором множество упругих растягивающихся элементов расположены в растянутом состоянии только на единственной части нижнего листа.
Патентный документ 5 описывает, что нижний лист и упругие растягивающиеся элементы соединены c использованием ролика, имеющего вдоль всего своего периметра множество желобков, каждый из которых имеет дугообразное поперечное сечение, и вставки нескольких секций нижнего листа, который надавливают на упругие растягивающиеся элементы в растянутом состоянии, в желобки ролика вместе с соответствующими упругими растягивающимися элементами, соответственно соединяющими вместе нижний лист и растягивающиеся элементы.
Патентный документ 1: JP 8-10285 A.
Патентный документ 2: JP 11-299829 A.
Патентный документ 3: JP 2008-104853 A.
Патентный документ 4: JP 2000-026015 A.
Патентный документ 5: JP 11-299829 A.
Сущность изобретения
В подгузнике одноразового использования, раскрытом в Патентном документе 1, улучшаются предотвращение протекания и способность к прилеганию к тому, кто носит, за счет пояса, расположенного на задней поясной секции. Однако, пояс подгузника одноразового использования, раскрытого в Патентном документе 1, имеет двухслойную структуру, созданную посредством складывания, и множество упругих растягивающихся элементов расположены таким образом, чтобы располагаться между сложенным поясом. Соответственно, имеется пространство для улучшения в показателях жесткости и воздухопроницаемости. Имеются также требования улучшенного амортизирующего действия для того, кто носит, а также улучшенной способности к прилеганию.
Между тем, подгузник одноразового использования, раскрытый в Патентном документе 2, представляет собой подгузник, образованный за счет минимизации количества составляющих листов. Соответственно, Патентный документ 2 ни описывает, ни предлагает предоставление поясного защитного листа на обратной стороне в дополнение к проницаемому для жидкости верхнему листу и непроницаемому для жидкости нижнему листу. Кроме того, хотя Патентный документ 2 иллюстрирует лист, в котором выступы и углубления преувеличены для того, чтобы объяснить, что периферия упругих растягивающихся элементов покрыта только нижним листом, лист выступает фактически только на толщину упругих растягивающихся элементов, и в листе не образованы складки. Соответственно, амортизирующее действие не может быть улучшено за счет использования упомянутого выше листа, который выступает только на толщину упругих растягивающихся элементов.
Соответственно, представленное изобретение относится к подгузнику одноразового использования, который содержит поясной защитный лист и в котором уменьшена жесткость и улучшена воздухопроницаемость. Представленное изобретение также относится к подгузнику одноразового использования, который содержит поясной защитный лист и в котором улучшено амортизирующее действие для того, кто носит, и улучшена способность к прилеганию.
Между тем, согласно способу, раскрытому в Патентном документе 5, единственный упругий растягиваемый элемент может быть вставлен в желобок ролика вместе с участком нижнего листа. Однако, в случаях вставки множества упругих растягивающихся элементов в соответствующие желобки в ролике вместе с секциями нижнего листа, оба расположенных рядом упругих растягивающихся элемента растягиваются на нижнем листе и, соответственно, трудно вставлять множество упругих растягивающихся элементов в соответствующие желобки в ролике вместе с соответствующими секциями нижнего листа.
Соответственно, представленное изобретение относится к способу изготовления растягиваемого листа для непрерывного изготовления растягиваемого листа с улучшенной воздухопроницаемостью и гибкостью за счет размещения множества нитевидных упругих элементов в растянутом состоянии на единственном листе.
Представленное изобретение раскрывает подгузник одноразового использования, содержащий: абсорбирующий корпус, который содержит проницаемый для жидкости верхний лист, умеренно проницаемый для жидкости нижний лист и продолговатый в продольном направлении абсорбирующий элемент, расположенный между листами, при этом абсорбирующий корпус разделен на переднюю секцию, заднюю секцию и секцию промежности; и пару скрепляющих лент, предоставленных на соответствующих боковых участках задней секции в абсорбирующем корпусе, при этом каждая скрепляющая лента продолжается наружу в направлении по ширине. Представленное изобретение предоставляет подгузник одноразового использования, в котором: между парой скрепляющих лент и между верхним листом и нижним листом имеется морщинистый лист, имеющий множество складок, продолжающихся в направлении по ширине; морщинистый лист содержит лист из нетканого материала и множество упругих элементов, которые расположены на нетканом материале с перерывами в продольном направлении и которые в растянутом состоянии расположены и закреплены вдоль направления по ширине; складки морщинистого листа образованы посредством стягивания соответствующих упругих элементов; и на изображении в разрезе, каждый упругий элемент расположен ближе к оконечности каждой складки в направлении по толщине.
Также представленное изобретение предоставляет способ изготовления растягиваемого листа, в котором нитевидные упругие элементы, имеющие нанесенный на них клей, внедряют и закрепляют в соответствующих складках, которые образованы в базовом листе и продолжаются в направлении его перемещения. Представленное изобретение предоставляет способ изготовления растягиваемого листа, включающий: стадию предварительной обработки базового листа для обработки выступов/углублений; стадию перемещения листа для перемещения базового листа, подвергнутого обработке выступов/углублений, на периферийную поверхность желобчатого ролика, в котором желобки, каждый из которых образован вдоль всего периметра периферийной поверхности, предоставлены в положениях, соответствующих соответствующим складкам; стадию перемещения упругих элементов для перемещения, в положения на перемещаемом базовом листе, которые соответствуют соответствующим желобкам желобчатого ролика, нитевидных упругих элементов, которые были растянуты в направлении перемещения базового листа и на которые с помощью средства нанесения клея был нанесен клей; и стадию формирования растягиваемого листа для формирования растягиваемого листа посредством вставки базового листа в желобки желобчатого ролика таким образом, чтобы обертывать соответствующие нитевидные упругие элементы, и заделывания и прикрепления с помощью клея нитевидных упругих элементов к базовому листу.
Краткое описание чертежей
Фиг. 1 представляет собой вид сверху подгузника одноразового использования согласно варианту осуществления представленного изобретения.
Фиг. 2 представляет собой вид в разрезе, сделанном по линии Y1-Y1 на Фиг. 1.
Фиг. 3 представляет собой увеличенный вид в разрезе основной части морщинистого листа, предоставленного на подгузнике одноразового использования, проиллюстрированного на Фиг. 1.
Фиг. 4 представляет собой вид в разрезе (соответствующий Фиг. 2) подгузника одноразового использования согласно еще одному варианту осуществления представленного изобретения.
Фиг. 5 представляет собой вид сверху с частичным вырезом растягиваемого листа, полученного согласно способу изготовления растягиваемого листа представленного изобретения.
Фиг. 6 представляет собой вид в разрезе, сделанном по линии Y1-Y1 на Фиг. 5.
Фиг. 7 представляет собой увеличенный вид в разрезе основной части растягиваемого листа, проиллюстрированного на Фиг. 5.
Фиг. 8 представляет собой схематичное изображение, иллюстрирующее производственное устройство для изготовления растягиваемого листа, проиллюстрированного на Фиг. 5, в соответствии с первым вариантом осуществления представленного изобретения.
Фиг. 9 представляет собой вид в разрезе, сделанном по линии I-I, производственного устройства, проиллюстрированного на Фиг. 8.
Фиг. 10 представляет собой вид в разрезе, сделанном по линии II-II, производственного устройства, проиллюстрированного на Фиг. 8.
Фиг. 11 представляет собой схематичное изображение, иллюстрирующее производственное устройство для изготовления растягиваемого листа, проиллюстрированного на Фиг. 5, в соответствии со вторым вариантом осуществления представленного изобретения.
Фиг. 12 представляет собой вид в разрезе, сделанном по линии III-III, производственного устройства, проиллюстрированного на Фиг. 11.
Фиг. 13 представляет собой вид в разрезе, сделанном по линии IV-IV, производственного устройства, проиллюстрированного на Фиг. 11.
Фиг. 14 представляет собой схематичное изображение, иллюстрирующее производственное устройство для изготовления растягиваемого листа, проиллюстрированного на Фиг. 5, в соответствии с третьим вариантом осуществления представленного изобретения.
Фиг. 15 представляет собой вид сверху в плане желобчатого ролика, предоставленного для производственного устройства, проиллюстрированного на Фиг. 14.
Фиг. 16 представляет собой вид в разрезе, сделанном по линии V-V, производственного устройства, проиллюстрированного на Фиг. 14.
Фиг. 17 представляет собой вид в разрезе, сделанном по линии VI-VI, производственного устройства, проиллюстрированного на Фиг. 14.
Фиг. 18 представляет собой схематичное изображение, иллюстрирующее производственное устройство для изготовления растягиваемого листа, проиллюстрированного на Фиг. 5, в соответствии с четвертым вариантом осуществления представленного изобретения.
Фиг. 19 представляет собой вид сверху в плане рубчатого ролика, предоставленного для производственного устройства, проиллюстрированного на Фиг. 18.
Фиг. 20 представляет собой вид в разрезе, сделанном по линии VII-VII, производственного устройства, проиллюстрированного на Фиг. 18.
Фиг. 21 представляет собой вид в разрезе, сделанном по линии VIII-VIII, производственного устройства, проиллюстрированного на Фиг. 18.
Описание вариантов осуществления
Подгузник одноразового использования согласно представленному изобретению будет описан ниже в соответствии с его предпочтительным вариантом осуществления со ссылкой на Фиг. 1-4.
Как проиллюстрировано на Фиг. 1, подгузник 1 одноразового использования представленного варианта осуществления (упоминаемого далее также, как «подгузник 1») представляет собой подгузник одноразового использования, содержащий: абсорбирующий корпус 10, который содержит проницаемый для жидкости верхний лист 2, умеренно проницаемый для жидкости нижний лист 3 и продолговатый в продольном направлении абсорбирующий элемент 4, расположенный между листами 2 и 3, при этом абсорбирующий корпус 10 разделен на переднюю секцию A, заднюю секцию B и секцию C промежности; и пару скрепляющих лент 7, 7, предоставленных на соответствующих боковых участках 10s, 10s задней секции B в абсорбирующем корпусе 10, при этом каждая скрепляющая лента продолжается наружу в направлении по ширине. Передней секцией А является область, расположенная на передней стороне носящего, когда подгузник носят, задней секцией В является область, расположенная с задней стороны носящего, когда подгузник носят, а секцией C промежности является область, расположенная между передней секцией A и задней секцией B. Ниже подгузник 1 будет описан подробно.
Как проиллюстрировано на Фиг. 1-3, подгузник 1 образован таким образом, чтобы иметь лево-правую симметрию относительно центральной линии CL. В представленном описании, на Фиг. 2 и Фиг. 3 «контактирующая с кожей поверхность» относится к поверхности - из передней и задней поверхностей каждого элемента, составляющего подгузник 1 - которая расположена со стороны кожи носящего, когда подгузник носят, и относится к той же самой поверхности, что и «верхняя поверхность». «Не контактирующая с кожей поверхность» на Фиг. 2 и Фиг. 3 относится к поверхности - из передней и задней поверхностей каждого элемента, составляющего подгузник 1 - которая обращена в противоположную сторону со стороны кожи носящего, когда подгузник носят, и относится к той же самой поверхности, что и «нижняя поверхность». Как проиллюстрировано на Фиг. 1, подгузник 1 имеет: продольное направление, которым является направление, продолжающееся от передней секции A к задней секции B через секцию С промежности (упоминаемое далее также, как «направление Y»; направление Y относится к направлению, параллельному центральной линии CL); и направление по ширине (упоминаемое далее также, как «направление X»), ортогональное продольному направлению (Y направлению). Необходимо заметить, что «направление Z», проиллюстрированное на Фиг. 2 и Фиг. 3, указывает направление подгузника 1 по толщине.
Как проиллюстрировано на Фиг. 1, подгузник 1 представляет собой так называемый развертывающийся подгузник одноразового использования, имеющий пару из левой и правой скрепляющих лент 7, 7, предоставленных рядом с соответствующими боковыми кромками соответствующих боковых секций 10s, 10s задней секции B. Подгузник 1 имеет, на наружной поверхности передней секции A, листы-метки (не проиллюстрировано) для прикрепления скрепляющих лент 7. Необходимо заметить, что, в состоянии, когда подгузник 1 развернут плоским, подгузник 1 имеет форму, которая является продолговатой в том же самом направлении, что и продолговатый в продольном направлении абсорбирующий элемент 4, как проиллюстрировано на Фиг. 1.
Как проиллюстрировано на Фиг. 1, абсорбирующий корпус 10 подгузника 1 является продолговатым в продольном направлении (направлении Y), и каждая из его обеих боковых кромок вдоль продольного направления (направления Y) имеет форму, которая сужается внутрь центральной секции (секции С промежности) в направлении по длине (в направлении стрелки Y); ширина соответствующих концов (задней секции B и передней секции A) в продольном направлении (в направлении стрелки Y) является более широкой, чем ширина центральной секции (секции C промежности) в продольном направлении (в направлении стрелки Y). Как проиллюстрировано на Фиг. 1 и Фиг. 2, абсорбирующий корпус 10 подгузника 1 содержит: верхний лист 2, составляющий внутреннюю поверхность подгузника 1; нижний лист 3, составляющий наружную поверхность подгузника 1; и абсорбирующий элемент 4, помещенный между листами 2 и 3. Как проиллюстрировано на Фиг. 1, как верхний лист 2, так и нижний лист 3: покрывают всю поверхность стороны абсорбирующего элемента 4 с контактирующей с кожей поверхностью и всю поверхность его стороны с не контактирующей с кожей поверхностью; продолжаются от периферийной кромки абсорбирующего элемента 4; и зафиксированы с помощью клея, например, термоплавким клеем, или с помощью сварки, например, термосваривания, в удлиняющихся секциях. Верхний лист 2 имеет в продольном направлении (направлении Y) такую же длину, как и нижний лист 3, но в направлении по ширине (направлении X) образован более коротким, чем нижний лист 3.
Как проиллюстрировано на Фиг. 1, абсорбирующий корпус 10 подгузника 1 имеет боковые листы 5, расположенные в соответствующих боковых участках 10s, 10s вдоль продольного направления (направления Y), с верхним листом 2 между ними. Боковые листы 5 расположены и закреплены на стороне контактирующей с кожей поверхности верхнего листа 2 и по всей площади соответствующих боковых секций 10s в продольном направлении (направлении Y). Конец каждого бокового листа 5 на внутренней стороне в направлении X (т.е. конец более близкий к центральной линии CL) является свободным концом. Около свободного конца в секции С промежности, упругие элементы 81 для образования трехмерных сборок расположены и закреплены вдоль продольного направления (направления Y) в растянутом состоянии. Когда подгузник носят, сжимающая сила упругих элементов заставляет участок в пределах предварительно заданной ширины от свободного конца отделяться от верхнего листа 2, образуя соответственно трехмерные сборки.
Как проиллюстрировано на Фиг. 1, в обеих боковых участках 10s, 10s подгузника 1, боковые откидные секции 11 образованы как в передней секции A, так и в задней секции B посредством соединения боковых листов 5 и нижнего листа 3, которые продолжаются наружу в направлении по ширине (направлении X). Как проиллюстрировано на Фиг. 1, в подгузнике 1, ножные откидные секции 12 образованы в секции С промежности посредством соединения боковых листов 5 и нижнего листа 3, которые продолжаются наружу в направлении по ширине (направлении X). В каждой ножной откидные секции 12, упругие элементы 82 для образования ножных сборок расположены и закреплены в секции С промежности вдоль продольного направления (направления Y) в растянутом состоянии. Когда подгузник носят, за счет сжимающей силы упругих элементов образуются ножные сборки.
Как проиллюстрировано на Фиг. 1, абсорбирующий элемент 4 имеет прямоугольную форму, которая является продолговатой в продольном направлении (направлении Y), и, как проиллюстрировано на Фиг. 2, содержит: удерживающий жидкость впитывающий слой 41; и покрывающий лист 42, например, санитарно-гигиеническую бумагу, которая охватывает впитывающий слой. Впитывающий слой 41 прикреплен к покрывающему листу 42 клеем. Как проиллюстрировано на Фиг. 2 и Фиг. 3, абсорбирующий элемент 4 расположен между верхним листом 2 и нижним листом 3. Абсорбирующий элемент 4 и нижний лист 3 соединены за счет нанесения между ними известного клея, например термоплавкого клея, с прерывистым рисунком, например спиральным рисунком.
Как проиллюстрировано на Фиг. 1 и Фиг. 2, подгузник одноразового использования представленного изобретения содержит, между парой скрепляющих лент 7, 7 и между верхним листом 2 и нижним листом 3, морщинистый лист 6, имеющий множество складок 60, продолжающихся в направлении по ширине (направлении X). Более конкретно, морщинистый лист 6 подгузника 1 расположен таким образом, чтобы продолжаться между парой скрепляющих лент 7, 7 на изображении сверху, как проиллюстрировано на Фиг. 1, и расположен между верхним листом 2 и нижним листом 3 на изображении в разрезе, как проиллюстрировано на Фиг. 2. Ниже это описано более подробно. Как проиллюстрировано на Фиг. 2, в задней секции B, в направлении Z морщинистый лист 6 подгузника 1 расположен между верхним листом 2 и нижним листом 3. В направлении Y, морщинистый лист 6 подгузника 1 расположен таким образом, чтобы продолжаться от края отверстия, которое становится поясным отверстием, когда подгузник носят (т.е. края конца абсорбирующего корпуса 10 в направлении Y, в задней секции B), до положения, которое закрывает конец абсорбирующего элемента 4 в направлении Y в задней секции B, как проиллюстрировано на Фиг. 1. В направлении X, морщинистый лист 6 расположен таким образом, чтобы продолжаться между парой скрепляющих лент 7, 7. В данном подгузнике 1, морщинистый лист 6 расположен таким образом, что: его упругие элементы 62 расположены с перерывами в направлении Y между краем отверстия, которое становится поясным отверстием подгузника 1, и концом абсорбирующего элемента 4 в направлении Y в задней секции B; но ни один упругий элемент 62 не расположен в положениях, перекрывающих абсорбирующий элемент 4, и в данных положениях имеется только нетканый материал 61 листа 6, как проиллюстрировано на Фиг. 2. Благодаря данной компоновке, подгузник 1 может легко прилегать к телу и может эффективно предотвращаться протекание текучей среды организма со стороны задней секции В. Необходимо заметить, что, хотя морщинистый лист 6 данного подгузника 1 расположен, в направлении Y, таким образом, чтобы продолжаться от края отверстия, которое становится поясным отверстием подгузника 1, до положения, которое закрывает конец абсорбирующего элемента 4 в направлении Y, необходимо только, чтобы морщинистый лист 6 располагался на концевой части абсорбирующего корпуса 10 в направлении Y в задней секции B.
Морщинистый лист 6 подгузника одноразового использования представленного изобретения содержит лист из нетканого материала 61 и множество упругих элементов 62, которые расположены на нетканом материале 61 с перерывами в продольном направлении (направлении Y) и которые расположены и закреплены в растянутом состоянии вдоль направления по ширине (направления X). Более конкретно, морщинистый лист 6 в данном подгузнике 1 содержит: единственный лист из нетканого материала 61, имеющий прямоугольную форму, которая является продолговатой в направлении X, в состоянии с протяжением в направлении X; и множество упругих элементов 62, которые расположены в растянутом состоянии вдоль направления по ширине (направления X) и расположены с перерывами в продольном направлении (направлении Y) на не контактирующей с кожей поверхности прямоугольного нетканого материала 61 и которые зафиксированы с помощью клея 63 (ср.: Фиг. 2 и Фиг. 3). Морщинистый лист 6 образован посредством закрепления с помощью клея 63 множества упругих элементов 62, которые расположены на нетканом материале 61 вдоль направления X в растянутом состоянии. Необходимо заметить, что «морщинистый лист» представляет собой лист, который в общем способен растягиваться, а также упоминается как растягиваемый лист.
Предпочтительно, чтобы нетканым материалом 61, составляющим морщинистый лист 6, был, например, фильерный нетканый материал, гидросплетенный нетканый материал или нетканый материал, полученный воздушной набивкой, имеющий однослойную или многослойную структуру и изготовленный из гидрофобных волокон, например, полиэтиленовых волокон, полиэфирных волокон или полипропиленовых волокон, и был нетканый материал, имеющий основную массу (metsuke) в диапазоне от 10 до 20 г/м2. Необходимо заметить, что конкретно в случаях, когда морщинистый лист используют со стороны верхнего слоя абсорбирующего элемента, с точки зрения эффекта предотвращения протекания текучей среды, предпочтительно, чтобы нетканым материалом 61 был фильерный/полученный аэродинамическим методом из расплава/фильерный (SMS) нетканый материал, изготовленный из полипропиленовых волокон.
От пяти до пятнадцати упругих элементов 62, составляющих морщинистый лист 6, расположены в состоянии с растяжением в направлении X на контактирующей с кожей поверхности или не контактирующей с кожей поверхности морщинистого листа 6 с интервалами между ними в направлении Y, и зафиксированы с помощью клея 63. Интервал между упругими элементами 62, расположенными рядом друг с другом в направлении Y, предпочтительно составляет от 3 до 10 мм.
Для упругих элементов 62, без особых ограничений может быть использован любой материал, обычно используемый в абсорбирующих изделиях, например, в подгузниках одноразового использования, и можно использовать, например, нитевидный растягивающийся материал, изготовленный из полиуретана, полистирол-полиизопренового сополимера, полистирол-полибутадиенового сополимера или полиэтилен-α-олефинового сополимера, например, этилакрилатэтилена или натурального каучука; особенно предпочтительно использовать нитевидный растягивающийся материал, изготовленный из полиуретана. Размер одной нити нитевидного упругого элемента 62 предпочтительно составляет от 300 до 800 децитекс, а более предпочтительно от 400 до 620 децитекс. Предпочтительно располагать подобные нитевидные упругие элементы 73 на прямоугольном нетканом материале 61 таким образом, чтобы норма растяжения была больше или равна 20%, и предпочтительно в пределах диапазона от 30 до 120%. Необходимо заметить, что «норма растяжения» относится к процентной доле длины, растянутой и увеличенной относительно естественной длины; например, если упругий элемент, длина которого составляет 10 см, растянут до 20 см, то норма растяжения составляет 100%.
Для клея 63, без особых ограничений может быть использован любой материал, обычно используемый в абсорбирующих изделиях, например, в подгузниках одноразового использования, и можно использовать, например, термоплавкий клей. Что касается схемы нанесения клея 63, клей может быть нанесен на нетканый материал 61, например, по спиральной или Ω-образной схеме за счет использования устройства для нанесения клея, например, распылительного пистолета или пистолета для нанесения покрытия. Однако, предпочтительно наносить клей непосредственно на упругие элементы 62 посредством использования в качестве устройства для нанесения клея распылителя шариков; с точки зрения легкого образования складок 60 с улучшенной эстетикой, более предпочтительно наносить клей непосредственно только в позиции на каждом упругом элементе 62, которые находятся напротив нетканого материала 61. В данном подгузнике 1, как проиллюстрировано на Фиг. 3, клей 63 нанесен непосредственно только по существу на половину периметра из всего периметра упругого элемента 62, со стороны верхней поверхности напротив не контактирующей с кожей поверхности из нетканого материала 61 на изображении в разрезе упругого элемента 62.
Как описано выше, морщинистый лист 6 образован посредством закрепления на нетканом материале 61 с помощью клея 63 множества упругих элементов 62, которые расположены в растянутом состоянии вдоль направления X. Соответственно, в подгузнике одноразового использования представленного изобретения складки 60 морщинистого листа 6 образованы посредством стягивания соответствующих упругих элементов 62, и на изображении в разрезе, каждый упругий элемент 62 расположен ближе к оконечности каждой складки 60 в направлении по толщине, как проиллюстрировано на Фиг. 2 и Фиг. 3. По причине того, что складки 60 образованы посредством стягивания соответствующих упругих элементов 62, складки 60 образованы в тех же самых положениях, где расположены соответствующие упругие элементы 62, как проиллюстрировано на Фиг. 2. В данном описании, «оконечность в толщину» означает, что центр каждого упругого элемента 62 находится ближе к вершине складки 60 относительно центрального положения между вершиной складки 60 и нижним участком 64.
В морщинистом листе 6 подгузника 1, на изображении в разрезе, имеется интервал W между каждым упругим элементом 62 и нетканым материалом 61, расположенным на нижнем участке 64 между упругими элементами 62, 62, которые расположены рядом друг с другом в продольном направлении (направлении Y), как проиллюстрировано на Фиг. 3. Как проиллюстрировано на Фиг. 3, интервалом W является расстояние между самой нижней точкой упругого элемента 62 со стороны нижней поверхности и контактирующей с кожей поверхностью из нетканого материала 61 на нижнем участке 64 морщинистого листа 6. Интервал W предпочтительно составляет от 0,1 до 10 мм, а более предпочтительно от 0,5 до 5,0 мм, с точки зрения улучшения амортизирующего действия для того, кто носит, и улучшения воздухопроницаемости.
В морщинистом листе 6 данного подгузника 1, как проиллюстрировано на Фиг. 2 и Фиг. 3, упругие элементы 62, образующие соответствующие складки 60, расположены со стороны верхнего листа 2. Другими словами, стороны окончания складок 60 морщинистого листа 6 расположены со стороны верхнего листа 2, как проиллюстрировано на Фиг. 2. По причине того, что стороны окончания складок 60 морщинистого листа 6 расположены со стороны верхнего листа 2, который контактирует с кожей того, кто носит, ощущение жесткости/грубости в задней секции В уменьшается, и может быть улучшено амортизирующее действие.
Как проиллюстрировано на Фиг. 2 и Фиг. 3, морщинистый лист 6 в данном подгузнике 1 прикреплен к нижнему листу 3 на каждом нижнем участке 64 между упругими элементами 62, 62, которые расположены рядом друг с другом в продольном направлении (направлении Y). Морщинистый лист 6 прикрепляют к нижнему листу 3 клеем 9 в состоянии, когда посредством стягивания упругих элементов 62 были образованы складки 60. Что касается схемы нанесения клея 9, предпочтительно тщательно наносить клей посредством использования устройства для нанесения клея, например, распылительного пистолета или пистолета для нанесения покрытия, но также можно наносить клей по схеме, например, прямолинейной схеме, спиральной схеме, Ω-образной схеме или пунктирной схеме, за счет использования устройства для нанесения клея, например распылителя шариков, спирального распылительного пистолета, Ω-образного распылительного пистолета или передаточного валика. Более конкретно, клей 9 может быть нанесен по прямой линии, или клей 9 может быть нанесен по схеме тонкой спирали, на каждый нижний участок 64 в морщинистом листе 6 между упругими элементами 62, 62, которые расположены рядом друг с другом в продольном направлении (направлении Y), посредством использования распылительного пистолета, распылителя шариков, пистолета для нанесения покрытия и тому подобное. Вместо этого, клей 9 можно наносить на контактирующую с кожей поверхность нижнего листа 3 по спирали посредством использования спирального распылительного пистолета, Ω-образного распылительного пистолета и тому подобное. Количество нанесения клея 9 предпочтительно составляет от 0,015 до 3,0 г/м2.
Как проиллюстрировано на Фиг. 2, морщинистый лист 6 в данном подгузнике 1 не прикреплен к верхнему листу 2. Иначе говоря, в данном подгузнике 1, окончания соответствующих складок 60 морщинистого листа 6 не прикреплены к верхнему листу 2, как проиллюстрировано на Фиг. 2, и контактирующая с кожей поверхность из нетканого материала 61, составляющего морщинистый лист 6, не прикреплена к не контактирующей с кожей поверхности верхнего листа 2. По причине того, что контактирующая с кожей поверхность из нетканого материала 61 морщинистого листа 6 не прикреплена к не контактирующей с кожей поверхности верхнего листа 2, ощущение жесткости/грубости в задней секции В уменьшается, и может быть улучшено амортизирующее действие.
Будут описаны материалы для образования подгузника 1 одноразового использования представленного варианта осуществления. Для верхнего листа 2, нижнего листа 3 и абсорбирующего элемента 4, без особых ограничений может быть использован любой материал, обычно используемый в абсорбирующих изделиях, например, в подгузниках одноразового использования. Что касается, например, верхнего листа 2, может быть использован гидрофильный проницаемый для жидкости нетканый материал. Что касается нижнего листа 3, можно использовать, например, непроницаемую для жидкости или водоотталкивающую смоляную пленку или слоистый материал из смоляной пленки и нетканого материала. Что касается абсорбирующего элемента 4, можно использовать, например, компонент, в котором впитывающий слой 41, состоящий из совокупности (или нетканого материала) волокон, например, волокнистого полуфабриката - или состоящий из такой совокупности, снабженной водопоглощающими полимерными частицами - покрыт покрывающим листом 42, изготовленным из тонкого листа водопроницаемой бумаги или нетканого материала. Что касается боковых листов 5 для образования трехмерных сборок и ножных сборок, без особых ограничений может быть использован любой материал, обычно используемый в абсорбирующих изделиях, например, в подгузниках одноразового использования, и могут использоваться растягивающиеся пленки, нетканые материалы, текстильные изделия или их слоистые листы.
Что касается упругих элементов 81 для образования трехмерных сборок и упругих элементов 82 для образования ножных сборок, без особых ограничений может быть использован любой материал, обычно используемый в абсорбирующих изделиях, например, в подгузниках одноразового использования, равно как и упругие элементы 62, составляющие морщинистый лист 6, и можно использовать, например, нитевидный растягивающийся материал, изготовленный из полиуретана, полистирол-полиизопренового сополимера, полистирол-полибутадиенового сополимера или полиэтилен-α-олефинового сополимера, например, этилакрилатэтилена или натурального каучука. Что касается скрепляющих лент 7, без особых ограничений может быть использован любой материал, обычно используемый в абсорбирующих изделиях, например, в подгузниках одноразового использования. Например, что касается зацепляющих материалов, составляющих скрепляющие ленты 7, можно использовать, например, охватываемый компонент «Magic Tape (зарегистрированный торговый знак)» (изделие Kuraray Fastening Co. Ltd.), «Quicklon (зарегистрированный торговый знак)» (изделие YKK Corporation), «Magicloth (зарегистрированный торговый знак)» (изделие Kanebo Bell Touch Co. Ltd.) и тому подобное.
Для соединения скрепляющих лент 7, можно использовать любое склеивающее или сваривающее средство, например горячее тиснение, ультразвуковое тиснение или высокочастотное тиснение, обычно используемое в абсорбирующих изделиях, например в подгузниках одноразового использования. Также, для прикрепления верхнего листа 2, нижнего листа 3, абсорбирующего элемента 4 и боковых листов 5 абсорбирующего корпуса 10, можно использовать любое склеивающее или сваривающее средство, например горячее тиснение, ультразвуковое тиснение или высокочастотное тиснение, обычно используемое в абсорбирующих изделиях, например в подгузниках одноразового использования.
Ниже описаны результаты использования упомянутого выше подгузника 1 одноразового использования (упоминаемого далее также как «подгузник 1») согласно варианту осуществления представленного изобретения. Как проиллюстрировано на Фиг. 2, подгузник 1 содержит, между парой скрепляющих лент 7, 7 и между верхним листом 2 и нижним листом 3, морщинистый лист 6, имеющий множество складок 60, продолжающихся в направлении по ширине (направлении X). Морщинистый лист 6 образован путем размещения и прикрепления с помощью клея 63 множества упругих элементов 62, которые расположены в растянутом состоянии вдоль направления по ширине (направления X), на единственном листе из нетканого материала 61. Складки 60 морщинистого листа 6 образованы посредством стягивания соответствующих упругих элементов 62, и на изображении в разрезе, каждый упругий элемент 62 расположен ближе к оконечности каждой складки 60 в направлении по толщине. Как описано выше, морщинистый лист 6 имеет толщину в направлении Z за счет наличия складок 60, даже несмотря на то, что количество составляющих элементов является небольшим. Соответственно, жесткость подгузника 1 уменьшается, а воздухопроницаемость улучшается. Кроме того, благодаря использованию морщинистого листа 6, который имеет толщину в направлении Z за счет наличия складок 60, в задней секции В улучшается амортизирующее действие для того, кто носит, и способность к прилеганию.
В морщинистом листе 6, предоставленном в данном подгузнике 1, как проиллюстрировано на Фиг. 3, клей 63 нанесен непосредственно только по существу на половину периметра, из всего периметра упругого элемента 62, со стороны верхней поверхности напротив не контактирующей с кожей поверхности из нетканого материала 61 на изображении в разрезе упругого элемента 62. Иначе говоря, клей 63 не нанесен по существу на половине периметра со стороны нижней поверхности каждого упругого элемента 62, и соответственно, нетканый материал 61 не покрывает весь периметр упругого элемента 62. По причине того, что нетканый материал 61 не покрывает сторону нижней поверхности упругих элементов 62, складки 60, которые поднимаются в направлении Z, могут образовываться легко и аккуратно, и улучшается способность к прилеганию.
Как проиллюстрировано на Фиг. 1 и 2, подгузник 1 оборудован морщинистым листом 6 в задней секции В абсорбирующего корпуса 10. Соответственно, может быть предотвращено просачивание текучей среды наружу из конца абсорбирующего элемента 4 со стороны задней секции В, а также со стороны задней секции В конец подгузника 1 может гибко прилегать к телу в области пояса.
Далее, способ изготовления растягиваемого листа представленного изобретения будет описан в соответствии с его предпочтительным вариантом осуществления со ссылкой на чертежи. Сперва будет описан растягиваемый лист 1B, изготовленный согласно представленному варианту осуществления.
Как проиллюстрировано на Фиг. 5, 6 и 7, растягиваемый лист 1B формируется посредством внедрения и прикрепления, в соответствующие складки 3B в базовом листе 2B, нитевидных упругих элементов 4B, имеющих нанесенный на них клей 5B. В описании ниже, направление, в котором растягиваются нитевидные упругие элементы 4B (направление, в котором продолжаются складки 3B), упоминается как направление Y, а направление, ортогональное направлению Y на изображении сверху растягиваемого листа 1B, упоминается как направление X.
Растягиваемый лист 1B содержит: единственный базовый лист 2B, имеющий прямоугольную форму, который является продолговатым в направлении Y в развернутом состоянии, как проиллюстрировано на Фиг. 5; и множество нитевидных упругих элементов 4B, которые расположены в растянутом состоянии вдоль направления Y и расположены с перерывами в направлении X на одной поверхности прямоугольного базового листа 2B, как проиллюстрировано на Фиг. 6, и которые зафиксированы с помощью клея 5B, как проиллюстрировано на Фиг. 7. Базовый лист 2B имеет множество складок 3B, которые образованы с перерывами в направлении X и которые продолжаются по всей длине базового листа 2B в направлении Y. Растягиваемый лист 1B формируется таким образом, что множество нитевидных упругих элементов 4B, расположенных в растянутом состоянии вдоль направления Y, внедрены в соответствующие складки 3B базового листа 2B, и нитевидные упругие элементы 4B, в растянутом состоянии, зафиксированы с помощью клея 5B в соответствующих складках 3B базового листа 2B.
Предпочтительно, чтобы базовым листом 2B, составляющим растягиваемый лист 1B, был, например, фильерный нетканый материал, гидросплетенный нетканый материал или нетканый материал, полученный воздушной набивкой, имеющий однослойную или многослойную структуру и изготовленный из гидрофобных волокон, например, полиэтиленовых волокон, полиэфирных волокон или полипропиленовых волокон, и представлял собой нетканый материал, имеющий основную массу (metsuke) в диапазоне от 10 до 20 г/м2. Необходимо заметить, что, в случаях, когда растягиваемый лист подлежит использованию в качестве растягивающегося элемента, функционирующего также в качестве защитного листа, предпочтительно, чтобы базовым листом 2B был фильерный/полученный аэродинамическим методом из расплава/фильерный (SMS) нетканый материал, изготовленный из полипропиленовых волокон.
От пяти до тридцати нитевидных упругих элементов 4B, составляющих растягиваемый лист 1B, расположены в состоянии с растяжением в направлении Y на одной поверхности или другой поверхности растягиваемого листа 1B с интервалами между ними в направлении X и зафиксированы с помощью клея 5B. Необходимо заметить, что, в растягиваемом листе 1B, проиллюстрированном на Фиг. 5 и 6, в качестве примера расположены и закреплены три нитевидных упругих элемента 4B. Интервал между нитевидными упругими элементами 4B, расположенными рядом друг с другом в направлении X, предпочтительно составляет от 3 до 10 мм. Необходимо заметить, что количество нитевидных упругих элементов 4B совпадает с количеством складок 3B в базовом листе 2B, а интервалы между нитевидными упругими элементами 4B по существу совпадают с интервалами между складками 3B.
Для нитевидных упругих элементов 4B, без особых ограничений может быть использован любой материал, обычно используемый в абсорбирующих изделиях, например, в подгузниках одноразового использования, и можно использовать, например, нитевидный растягивающийся материал, изготовленный из полиуретана, полистирол-полиизопренового сополимера, полистирол-полибутадиенового сополимера или полиэтилен-α-олефинового сополимера, например, этилакрилатэтилен или натуральный каучук; особенно предпочтительно использовать нитевидный растягивающийся материал, изготовленный из полиуретана. Размер одной нити нитевидного упругого элемента 4B предпочтительно составляет от 150 до 900 децитекс, а более предпочтительно от 300 до 600 децитекс. Предпочтительно располагать подобные нитевидные упругие элементы 4B на прямоугольном базовом листе 2B таким образом, чтобы норма растяжения предпочтительно находилась в пределах диапазона, составляющего 20-200%. Необходимо заметить, что «норма растяжения» относится к процентной доле длины, растянутой и увеличенной относительно естественной длины; например, если упругий элемент, длина которого составляет 10 см, растянут до 20 см, то норма растяжения составляет 100%.
Для клея 5B, без особых ограничений может быть использован любой материал, обычно используемый в абсорбирующих изделиях, например, в подгузниках одноразового использования, и можно использовать, например, термоплавкий клей. Что касается схемы нанесения клея 5B, клей можно наносить на нитевидные упругие элементы 4B за счет использования средства нанесения клея, например, распылительного пистолета или пистолета для нанесения покрытия. Однако предпочтительно наносить клей непосредственно на нитевидные упругие элементы 4B посредством использования в качестве средства нанесения клея распылителя шариков; более предпочтительно наносить клей с помощью распылителя шариков 5B только непосредственно в позиции на каждом нитевидном упругом элементе 4B, которые находятся напротив базового листа 2B. В растягиваемом листе 1B, как проиллюстрировано на Фиг. 7, клей 5B нанесен непосредственно только по существу на половине периметра, из всего периметра нитевидного упругого элемента 4B, со стороны верхней поверхности напротив не контактирующей с кожей поверхности базового листа 2B на изображении в разрезе нитевидного упругого элемента 4B. Количество нанесения клея 5B предпочтительно составляет от 0,015 до 3,0 г/м2.
Как описано выше, растягиваемый лист 1B формируется посредством внедрения и прикрепления, в соответствующие складки 3B в базовом листе 2B, нитевидных упругих элементов 4B, которые имеют нанесенный на них клей 5B и которые находятся в растянутом состоянии. Соответственно, в растягиваемом листе 1B, складки 3B образованы посредством стягивания соответствующих нитевидных упругих элементов 4B, а на изображении в разрезе каждый нитевидный упругий элемент 4B расположен ближе к оконечности каждой складки в направлении по толщине 3B, как проиллюстрировано на Фиг. 6 и Фиг. 7.
В растягиваемом листе 1B, на изображении в разрезе, между каждым нитевидным упругим элементом 4B и базовым листом 2B, расположенным на нижнем участке между нитевидными упругими элементами 4B, 4B, которые расположены рядом друг с другом в направлении X, имеется интервал W, как проиллюстрировано на Фиг. 7. Как проиллюстрировано на Фиг. 7, интервалом W является расстояние между самой нижней точкой нитевидного упругого элемента 4B со стороны нижней поверхности и контактирующей с кожей поверхностью базового листа 2B на упомянутом выше нижнем участке растягиваемого листа 1B, и интервал W предпочтительно с точки зрения улучшения амортизирующего действия для того, кто носит, и улучшения воздухопроницаемости составляет от 0,1 до 10 мм, а более предпочтительно от 0,5 до 5 мм.
Далее, предпочтительный вариант осуществления способа изготовления растягиваемого листа представленного изобретения будет описан со ссылкой на чертежи, принимая в качестве примера случай изготовления упомянутого выше растягиваемого листа 1B. Фиг. 8 схематично иллюстрирует производственное устройство 11A, которое целесообразно использовать для способа изготовления растягиваемого листа 1B согласно представленному варианту осуществления.
Как проиллюстрировано на Фиг. 9, производственное устройство 11A представляет собой устройство для непрерывного изготовления растягиваемого листа 1B, которое содержит желобчатый ролик 12, в котором желобки 121, каждый из которых образован вдоль всего периметра периферийной поверхности, предоставлены в положениях, соответствующих трем соответствующим складкам 3B. Кроме того, как проиллюстрировано на Фиг. 8, со стороны входа желобчатого ролика 12, производственное устройство 11A содержит: средство 13 предварительной обработки, чтобы предварительно подвергать базовый лист обработке выступов/углублений, которая облегчает образование складок 3B в базовом листе 2B; средство 14 растягивания упругих элементов для натяжения нитевидных упругих элементов 4B в направлении перемещения листа; и средство 15 нанесения клея для нанесения клея на нитевидные упругие элементы 4B. Кроме того, как проиллюстрировано на Фиг. 8, со стороны после желобчатого ролика 12 производственное устройство 11A содержит: ведущий ролик 16 для отслаивания образованного растягиваемого листа 1B с периферийной поверхности желобчатого ролика 12; и средство 17 отрезания упругих элементов для оказания давления и отрезания нитевидных упругих элементов 4B на стороне выхода ведущего ролика 16. Направлением Y, обозначенным стрелкой на Фиг. 8, является направление транспортировки листа, которое указывает направление, в котором перемещаются нитевидные упругие элементы 4B и базовый лист 2B, и это то же самое направление, что и направление транспортировки растягиваемого листа 1B, изготовленного в конечном счете согласно представленному варианту осуществления. Направлением X, обозначенным стрелкой на Фиг. 8, является направление по ширине базового листа 2B и растягиваемого листа 1B, который должен быть изготовлен, и является направление, ортогональное направлению транспортировки листа. Направлением Z, обозначенным стрелкой на Фиг. 8, является направление вверх и вниз производственного устройства 11A.
Желобчатый ролик 12 представляет собой цилиндрообразный ролик, который изготовлен из металла, например из алюминиевого сплава или стали, и который вытянут в направлении X, и сделан более широким, чем ширина базового листа 2B и растягиваемого листа 1B, который должен быть изготовлен. Желобчатый ролик 12 имеет на своей периферийной поверхности желобки 121, образованные вдоль всего периметра периферийной поверхности. Желобки 121 предоставлены в положениях, соответствующих соответствующим складкам 3B в базовом листе 2B - т.е. соответствующим складкам 3B в изготавливаемом растягиваемом листе 1B - и образованы таким образом, чтобы иметь размер и форму, соответствующие складкам 3B. Более конкретно, три желобка 121 образованы таким образом, чтобы соответствовать трем соответствующим складкам 3B в растягиваемом листе 1B. Три желобка 121 образованы таким образом, чтобы соответствовать упомянутым выше интервалам (предпочтительный диапазон: 2-15 мм) между соседними складками 3B и образованы таким образом, чтобы иметь глубину больше, чем упомянутый выше интервал W (предпочтительный диапазон: 0,1-10 мм) между нитевидным упругим элементом 4B и базовым листом 2B. Желобчатый ролик 12 вращается посредством передачи приводного усилия от средства привода (не проиллюстрировано) за счет использования шестерней (не проиллюстрировано). Скоростью вращения желобчатого ролика 12 управляет блок управления (не проиллюстрировано), предоставленный на производственном устройстве 11A.
Как проиллюстрировано на Фиг. 8, средство 13 предварительной обработки содержит пару из верхнего и нижнего входящих в зацепление роликов 131, 132. Каждый входящий в зацепление ролик 131, 132 представляет собой цилиндрообразный ролик, который изготовлен из металла, например из алюминиевого сплава или стали, который вытянут в направлении X и сделан более широким, чем ширина базового листа 2B. Средство 13 предварительной обработки (входящие в зацепление ролики 131, 132) расположено в одинаковом положении в направлении X и расположено под желобчатым роликом 12 в направлении Z. Как проиллюстрировано на Фиг. 9, каждый входящий в зацепление ролик 131, 132 имеет множество зубцов 131a, 132a, образованных вдоль всего периметра в направлении по окружности ролика, при этом зубцы и желобки (высота ножки зуба) образованы поочередно в направлении X. Зубцы 131a верхнего входящего в зацепление ролика 131 неплотно входят в соответствующие желобки, образованные между соседними зубцами 132a, 132a нижнего входящего в зацепление ролика 132, а зубцы 132a нижнего входящего в зацепление ролика 132 неплотно входят в соответствующие желобки, образованные между соседними зубцами 131a, 131a верхнего входящего в зацепление ролика 131. Соответственно, за счет введения базового листа 2B между парой из верхнего и нижнего входящих в зацепление роликов 131, 132, в базовом листе 2B образуется множество продольных морщин 21, продолжающихся в направлении Y. Продольные морщины 21, образованные таким образом, предназначены для облегчения образования складок 3B в растягиваемом листе 1B, и соответственно имеют меньший размер, чем складки 3B, а количество продольных морщин 21 больше, чем количество складок 3B. Более конкретно, высота каждого зубца 131a, 132a каждого входящего в зацепление ролика 131, 132 предпочтительно составляет приблизительно от 1/20 до 1/2 глубины желобка 121 в желобчатом ролике 12, а количество зубцов 131a, 132a в каждом входящем в зацепление ролике 131, 132 предпочтительно приблизительно в 2-20 раз больше количества желобков 121 в желобчатом ролике 12.
Пара входящих в зацепление роликов 131, 132 вращается посредством передачи приводного усилия от средства привода (не проиллюстрировано) за счет использования шестерней (не проиллюстрировано). Необходимо заметить, что приводное усилие от средства привода (не проиллюстрировано) может передаваться на одну из вращающихся осей входящих в зацепление роликов 131, 132, и два ролика могут вращаться за счет сцепления, но в дополнение к сцеплению ролики могут вращаться посредством передачи приводного усилия за счет использования шестерней. Скоростью вращения пары входящих в зацепление роликов 131, 132 управляет блок управления (не проиллюстрировано), предоставленный на производственном устройстве 11A.
Как проиллюстрировано на Фиг. 8, средство 14 растягивания упругих элементов содержит пару подающих роликов 141, 142 и пару подающих роликов 143, 144. Каждый подающий ролик 141, 142, 143, 144 представляет собой цилиндрообразный ролик, который изготовлен из металла, например из алюминиевого сплава или стали, и который вытянут в направлении X. Верхний ролик 143 в паре подающих роликов 143, 144, расположенных после пары подающих роликов 141, 142, имеет множество направляющих желобков для упругих элементов (не проиллюстрировано), предоставленных вдоль всего периметра направления по окружности ролика с предварительно заданными интервалами между ними в направлении X. Количество направляющих желобков для упругих элементов (не проиллюстрировано) соответствует количеству нитевидных упругих элементов 4B, предоставленных на изготавливаемом растягиваемом листе 1B; соответственно в производственном устройстве 11A имеются три направляющих желобка для упругих элементов. Три направляющих желобка для упругих элементов (не проиллюстрировано) образованы в положениях, соответствующих соответствующим желобкам 121 в желобчатом ролике 12.
Пара подающих роликов 141, 142 вращается посредством передачи приводного усилия от средства привода (не проиллюстрировано) за счет использования шестерней (не проиллюстрировано). Необходимо заметить, что приводное усилие от средства привода (не проиллюстрировано) может передаваться на одну из вращающихся осей подающих роликов 141, 142, и два ролика могут вращаться за счет сцепления, но в дополнение к сцеплению ролики могут вращаться посредством передачи приводного усилия за счет использования шестерней. Скоростью вращения пары подающих роликов 141, 142 управляет блок управления (не проиллюстрировано), предоставленный на производственном устройстве 11A. То же самое применяется для пары подающих роликов 143, 144. За счет регулирования скорости вращения пары подающих роликов 141, 142 и скорости вращения пары подающих роликов 143, 144, множество нитевидных упругих элементов 4B, транспортируемых между парой подающих роликов 141, 142 и между парой подающих роликов 143, 144, растягиваются до упомянутой выше предварительно заданной нормы растяжения (предпочтительный диапазон: 20-200%).
Как проиллюстрировано на Фиг. 8, средство 15 нанесения клея расположено между средством 14 растягивания упругих элементов и желобчатым роликом 12. Примеры средств 15 нанесения клея включают распылительные пистолеты, пистолеты для нанесения покрытия, распылители шариков и гребневые распылители. В данном производственном устройстве 11A, используют гребневый распылитель. Средство 15 нанесения клея наносит упомянутое выше предварительно заданное количество нанесения клея 5B (предпочтительный диапазон: 0,015-3,0 г/м2) на каждый из нитевидных упругих элементов 4B.
Как проиллюстрировано на Фиг. 8, ведущий ролик 16 представляет собой плоский ролик и представляет собой цилиндрообразный ролик, который изготовлен из металла, например из алюминиевого сплава или стали, и который вытянут в направлении X. Ведущий ролик 16 сделан более широким, чем ширина растягиваемого листа 1B, который должен быть изготовлен. В данном производственном устройстве 11A, диаметр цилиндрического ведущего ролика 16 сделан таким образом, чтобы иметь по существу такой же диаметр, как у цилиндрического желобчатого ролика 12. Ведущий ролик 16 расположен в таком же положении, что и желобчатый ролик 12 в направлении X, и расположен таким образом, чтобы центр оси вращения ведущего ролика 16 был ниже центра оси вращения желобчатого ролика 12 в направлении Z. Ведущий ролик 16 вращается посредством передачи приводного усилия от средства привода (не проиллюстрировано) за счет использования шестерней (не проиллюстрировано). Скоростью вращения ведущего ролика 16 управляет блок управления (не проиллюстрировано), предоставленный на производственном устройстве 11A.
Как описано выше, данное производственное устройство 11A содержит средство 17 отрезания упругих элементов на стороне выхода ведущего ролика 16. Средство 17 отрезания упругих элементов оказывает давление и отрезает нитевидные упругие элементы 4B, а более конкретно, образует области слабого функционирования в упругих элементах посредством отрезания и разделения нитевидных упругих элементов 4B, которые находятся в растянутом состоянии, на маленькие куски таким образом, чтобы они не выполняли свою сократительную функцию. Средство 17 отрезания упругих элементов имеет, например, структуру, по существу аналогичную блоку отрезания упругих элементов, используемому в способе изготовления составных растягивающихся элементов, который раскрыт в JP 2002-253605 A, и содержит: режущий ролик 171, имеющий, на своей периферийной поверхности, множество выступов (не проиллюстрировано) для отрезания упругих элементов; и упорный ролик 172, который имеет гладкую поверхность и расположен напротив режущего ролика 171. Режущий ролик 171 и упорный ролик 172 сделаны более широкими, чем ширина растягиваемого листа 1B, который должен быть изготовлен. Кроме того, средство 17 отрезания упругих элементов может отрезать нитевидные упругие элементы 4B, которые соединены с базовым листом 2B, вместе с базовым листом 2B. С режущим роликом 171, средство 17 отрезания упругих элементов разрезает, на маленькие куски, участок растягиваемого листа 1B, где расположены нитевидные упругие элементы 4B, и посредством этого образует в нем отверстия, и частично образует упомянутые выше области слабого функционирования в растягиваемом листе 1B.
Далее будет описан, первый вариант осуществления для изготовления растягиваемого листа 1B посредством использования упомянутого выше производственного устройства 11A.
Сперва, как проиллюстрировано на Фиг. 8, базовый лист 2B, который разматывается из рулона (не проиллюстрировано), перемещается между парой входящих в зацепление роликов 131, 132, при этом базовый лист 2B предварительно подвергается обработке выступов/углублений (стадия предварительной обработки). В первом варианте осуществления с использованием производственного устройства 11A, используют пару входящих в зацепление роликов 131, 132, которую подготавливают отдельно от желобчатого ролика 12, при этом базовый лист 2B перемещается между парой входящих в зацепление роликов 131, 132 и подвергается обработке выступов/углублений, что облегчает образование трех складок 3B, предоставляемых на растягиваемом листе 1B, который должен быть изготовлен. Более конкретно, как проиллюстрировано на Фиг. 9, базовый лист 2B перемещается между парой входящих в зацепление роликов 131, 132, при этом множество зубцов 131a верхнего входящего в зацепление ролика 131 и множество зубцов 132a нижнего входящего в зацепление ролика 132 образуют, в базовом листе 2B, множество продольных складок 21, которые продолжаются в направлении Y, которые являются более мелкими, чем складки 3B, и которых больше по количеству, чем складок 3B.
Далее, базовый лист 2B, подвергнутый обработке выступов/углублений, перемещается на периферийную поверхность желобчатого ролика 12, в котором желобки 121, каждый из которых образован вдоль всего периметра периферийной поверхности, предоставлены в положениях, соответствующих трем соответствующим складкам 3B (стадия перемещения листа). Необходимо заметить, что базовый лист 2B не поступает в желобки 121 желобчатого ролика 12 просто посредством перемещения базового листа 2B, в котором были образованы продольные складки 21, продолжающиеся в направлении Y, на периферийную поверхность желобчатого ролика 12.
Далее, нитевидные упругие элементы 4B, которые были растянуты в направлении перемещения (направлении Y) базового листа 2B и на которые с помощью средства 15 нанесения клея был нанесен клей 5B, перемещаются в положения на перемещаемом базовом листе 2B, которые соответствуют соответствующим желобкам 121 желобчатого ролика 12 (стадия перемещения упругих элементов). Более конкретно, нитевидные упругие элементы 4B непрерывно разматывают с бобин (не проиллюстрировано), вокруг которых накручены нитевидные упругие элементы 4B, и три отмотанных нитевидных упругих элемента 4B вводят между парой подающих роликов 141, 142 и между парой подающих роликов 143, 144 с заданными интервалами между ними в направлении X, как проиллюстрировано на Фиг. 8, и направляют в три направляющих желобка для упругих элементов (не проиллюстрировано) в подающем ролике 143. Затем, за счет регулирования скорости вращения пары подающих роликов 141, 142 и скорости вращения пары подающих роликов 143, 144, три нитевидных упругих элемента 4B, которые были введены, растягиваются с предварительно заданной нормой растяжения.
Затем, три нитевидных упругих элемента 4B, которые были растянуты с предварительно заданной нормой растяжения, перемещаются посредством направляющих желобков для упругих элементов (не проиллюстрировано) в подающем ролике 143 в соответствующие положения на базовом листе 2B, который был перемещен на желобчатый ролик 12, которые соответствуют соответствующим желобкам 121 в желобчатом ролике 12. Необходимо заметить, что перед перемещением нитевидных упругих элементов 4B на желобчатый ролик 12, на три нитевидных упругих элемента 4B, которые были растянуты с предварительно заданной нормой растяжения, с помощью средства 15 нанесения клея наносится предварительно заданное количество нанесения клея 5B. По причине того, что производственное устройство 11A содержит средство 17 отрезания упругих элементов, во время нанесения клея 5B, средство 15 нанесения клея образует намазанные участки, на которых клей 5B нанесен на нитевидные упругие элементы 4B, и ненамазанные участки, на которых клей 5B не нанесен на нитевидные упругие элементы 4B. Более конкретно, средство 15 нанесения клея образует на каждом трех нитевидных упругих элементов 4B, поочередно в направлении Y, намазанные участки и ненамазанные участки. Положениями, где образованы ненамазанные участки, являются положения, где посредством описанного далее средства 17 отрезания упругих элементов образованы области слабого функционирования в упругих элементах, и изменяются в зависимости от предполагаемого использования.
Далее, растягиваемый лист 1B образуется за счет вставки базового листа 2B в желобки 121 желобчатого ролика 12 таким образом, чтобы обертывать соответствующие нитевидные упругие элементы 4B, и заделывания и прикрепления нитевидных упругих элементов 4B к базовому листу 2B клеем 5B (стадия формирования растягиваемого листа). В данном производственном устройстве 11A, базовый лист 2B вставляют в желобки 121 желобчатого ролика 12 вместе с нитевидными упругими элементами 4B посредством натяжения перемещаемых нитевидных упругих элементов 4B. Более конкретно, три нитевидных упругих элемента 4B, которые были растянуты с предварительно заданной нормой растяжения и на которые был нанесен клей 5B, перемещаются на базовый лист 2B, который имеет продольные складки 21 и который был перемещен на периферийную поверхность желобчатого ролика 12, в положениях, соответствующих трем соответствующим желобкам 121 в желобчатом ролике 12, как проиллюстрировано на Фиг. 8, и посредством этого, натяжение каждого из нитевидных упругих элементов 4B функционирует в качестве вставки базового листа 2B, вместе с нитевидными упругими элементами 4B, в три соответствующих желобка 121 в желобчатом ролике 12, как проиллюстрировано на Фиг. 10. Затем, три нитевидных упругих элемента 4B прикрепляют к базовому листу 2B с помощью клея 5B, нанесенного заранее, образуя соответственно растягиваемый лист 1B.
В первом варианте осуществления с использованием производственного устройства 11A, базовый лист 2B, в котором заранее образованы продольные складки 21, подвергается обработке выступов/углублений. Соответственно, базовый лист 2B может быть плавно вставлен вместе с нитевидными упругими элементами 4B в соответствующие желобки 121 желобчатого ролика 12 посредством натяжения нитевидных упругих элементов 4B.
Далее, растягиваемый лист 1B, который был образован на периферийной поверхности желобчатого ролика 12, перемещается в ведущий ролик 16, как проиллюстрировано на Фиг. 8, и растягиваемый лист 1B отслаивается с периферийной поверхности желобчатого ролика 12. Таким образом, возможно непрерывно получать растягиваемый лист 1B, в котором нитевидные упругие элементы 4B, имеющие нанесенный на них клей 5B, внедрены в три соответствующие складки 3B и прикреплены к ним.
Далее, в первом варианте осуществления с использованием производственного устройства 11A, на нитевидные упругие элементы 4B непрерывно получаемого растягиваемого листа 1B оказывают давление и отрезают с помощью средства 17 отрезания упругих элементов (стадия отрезания упругих элементов). Другими словами, первый вариант осуществления включает стадию частичного отрезания растягиваемого листа 1B вместе с нитевидными упругими элементами 4B после формирования растягиваемого листа 1B (после стадии формирования растягиваемого листа). На стадии отрезания упругих элементов, на нитевидные упругие элементы 4B оказывают давление и отрезают в положениях ненамазанных участков, где клей 5B не нанесен. Более конкретно, непрерывно получаемый растягиваемый лист 1B перемещается между режущим роликом 171 и упорным роликом 172, и три нитевидных упругих элемента 4B, в растянутом состоянии, отрезаются и делятся на маленькие куски в положениях ненамазанных участков, где клей 5B не нанесен на нитевидные упругие элементы 4B, или в положениях клеющихся секций, имеющих более слабую силу сцепления, чем намазанные участки для того, чтобы они не выполняли свою сократительную функцию, образуя посредством этого области слабого функционирования в упругих элементах. В случаях, если нитевидные упругие элементы 4B не включают ненамазанные участки, где клей 5B не нанесен, то непрерывно получаемый растягиваемый лист 1B перемещается между режущим роликом 171 и упорным роликом 172, а участок растягиваемого листа 1B, где расположены нитевидные упругие элементы 4B, разрезается режущим роликом 171 на маленькие куски, создавая посредством этого множество маленьких отверстий в растягиваемом листе 1B и частично образуя области слабого функционирования, как описано выше. В случаях, когда в нитевидных упругих элементах 4B предоставлены слабые клейкие участки, предпочтительно использовать способ уменьшения количества клея. Более конкретно, слабые клейкие участки с меньшими количествами клея могут быть предоставлены с помощью способа частичного регулирования количества вытеснения клея.
Затем непрерывный растягиваемый лист 1B, изготовленный, как описано выше, отрезается с помощью известного режущего средства (не проиллюстрировано) с размером, который соответствует предполагаемому использованию, а затем используется.
Ниже, предпочтительный второй вариант осуществления способа изготовления растягиваемого листа представленного изобретения будет описан со ссылкой на Фиг. 11-13, принимая в качестве примера, случай изготовления упомянутого выше растягиваемого листа 1B. Фиг. 11 схематично иллюстрирует производственное устройство 11B, используемое надлежащим образом для способа изготовления растягиваемого листа 1B согласно второму варианту осуществления. Далее описаны только признаки производственного устройства 11B второго варианта осуществления, которые отличаются от признаков производственного устройства 11A. Признаки, которые отдельно не объясняются, такие же, как признаки производственного устройства 11A, и при необходимости применяется объяснение, приводимое для производственного устройства 11A. Кроме того, на Фиг. 11-13, части, аналогичные частям на Фиг. 8-10, имеют такие же ссылочные номера.
Средство 13 предварительной обработки данного производственного устройства 11B не содержит пары входящих в зацепление роликов 131, 132, предоставленных отдельно и независимо от желобчатого ролика 121, как в производственном устройстве 11A, но вместо этого содержит упомянутый выше желобчатый ролик 121 и рубчатый ролик 133, имеющий множество гребней 133a, которые предоставлены вдоль всего периметра периферийной поверхности и которые вписываются в соответствующие желобки 121 желобчатого ролика 12. Рубчатый ролик 133 представляет собой цилиндрообразный ролик, который изготовлен из металла, например, из алюминиевого сплава или стали, и который вытянут в направлении X, и как и желобчатый ролик 12, сделан более широким, чем ширина базового листа 2B и растягиваемого листа 1B, который должен быть изготовлен. Рубчатый ролик 133 имеет три гребня 133a, образованных в положениях, соответствующих соответствующим желобкам 121 в желобчатом ролике 12 и образованных вдоль всего периметра периферийной поверхности таким образом, чтобы вписываются в соответствующие желобки 121. Высота каждого гребня 133a меньше, чем глубина желобка 121 желобчатого ролика 12 на толщину базового листа 2B, и соответственно по существу такая же, как глубина желобка 121. ширина каждого гребня 133a уже, чем ширина желобка 121 желобчатого ролика 12 на толщину базового листа 2B, и соответственно по существу такая же, как ширина желобка 12. Подобный рубчатый ролик 133 расположен таким образом, чтобы контактировать с желобчатым роликом 12 в положении желобчатого ролика 12, которое находится ниже, в направлении Z, чем положение, где нитевидные упругие элементы 4B перемещаются на желобчатый ролик 12.
Желобчатый ролик 12 и рубчатый ролик 133 вращаются посредством передачи приводного усилия от средства привода (не проиллюстрировано) за счет использования шестерней (не проиллюстрировано). Необходимо заметить, что приводное усилие от средства привода (не проиллюстрировано) может передаваться на одну из вращающихся осей желобчатого ролика 12 и рубчатого ролика 133, и два ролика могут вращаться за счет сцепления, но в дополнение к сцеплению ролики могут вращаться посредством передачи приводного усилия за счет использования шестерней. Скоростью вращения желобчатого ролика 12 и рубчатого ролика 133 управляет блок управления (не проиллюстрировано), предоставленный на производственном устройстве 11B.
Далее будет описан способ изготовления растягиваемого листа 1B посредством использования упомянутого выше производственного устройства 11B. Подробное объяснение, приводимое для первого варианта осуществления, при необходимости применяется для признаков, которые во втором варианте осуществления отдельно не объясняются.
Сперва, как проиллюстрировано на Фиг. 11, базовый лист 2B, который разматывается из рулона (не проиллюстрировано), перемещается между желобчатым роликом 12 и рубчатым роликом 133, и базовый лист 2B предварительно подвергается обработке выступов/углублений (стадия предварительной обработки). Более конкретно, как проиллюстрировано на Фиг. 12, базовый лист 2B перемещается между желобчатым роликом 12 и рубчатым роликом 133, и секции базового листа 2B вставляются в три желобка 121 в желобчатом ролике 12 с помощью трех гребней 133a на рубчатом ролике 133, соответственно подвергая базовый лист 2B обработке выступов/углублений. Во втором варианте осуществления с использованием производственного устройства 11B, в то время, как базовый лист 2B подвергается обработке выступов/углублений, базовый лист 2B, подвергаемый обработке выступов/углублений, перемещается за счет вращения желобчатого ролика 12 (стадия перемещения листа). Как описано выше, во втором варианте осуществления с использованием производственного устройства 11B, стадия предварительной обработки и стадия перемещения листа выполняются одновременно.
Далее, как в первом варианте осуществления с использованием производственного устройства 11A, нитевидные упругие элементы 4B, которые были растянуты в направлении перемещения (направлении Y) базового листа 2B и на которые с помощью средства 15 нанесения клея был нанесен клей 5B, перемещаются в положения на перемещаемом базовом листе 2B, которые соответствуют соответствующим желобкам 121 желобчатого ролика 12 (стадия перемещения упругих элементов), как проиллюстрировано на Фиг. 11. Затем, образуется растягиваемый лист 1B посредством вставки базового листа 2B в желобки 121 желобчатого ролика 12 таким образом, чтобы обертывать соответствующие нитевидные упругие элементы 4B, и заделывания и прикрепления нитевидных упругих элементов 4B к базовому листу 2B клеем 5B (стадия формирования растягиваемого листа). Как проиллюстрировано на Фиг. 13, во втором варианте осуществления с использованием производственного устройства 11B, некоторые секции базового листа 2B уже вставлены в желобки 121 в желобчатом ролике 12 с помощью стадии предварительной обработки, как описано выше; вследствие этого, если три нитевидных упругих элемента 4B, которые были растянуты с предварительно заданной нормой растяжения, перемещаются посредством направляющих желобков для упругих элементов (не проиллюстрировано) в подающем ролике 143 в соответствующие положения на базовом листе 2B, который был перемещен на желобчатый ролик 12, которые соответствуют соответствующим желобкам 121 в желобчатом ролике 12, то базовый лист 2B может приходить в состояние, когда он вставлен в желобки 121 желобчатого ролика 12 таким образом, чтобы обертывать соответствующие нитевидные упругие элементы 4B.
Затем, как в первом варианте осуществления с использованием производственного устройства 11A, растягиваемый лист 1B, который был образован на периферийной поверхности желобчатого ролика 12, перемещается в ведущий ролик 16, как проиллюстрировано на Фиг. 11, и растягиваемый лист 1B отслаивается с периферийной поверхности желобчатого ролика 12, а затем, на нитевидные упругие элементы 4B непрерывно получаемого растягиваемого листа 1B оказывают давление и отрезают с помощью средства 17 отрезания упругих элементов (стадия отрезания упругих элементов). Кроме того, как в упомянутом выше первом варианте осуществления, также можно частично образовать области слабого функционирования посредством разрезания, на маленькие куски, участка растягиваемого листа 1B, где расположены нитевидные упругие элементы 4B. Как в первом варианте осуществления с использованием производственного устройства 11A, непрерывный растягиваемый лист 1B, изготовленный, как описано выше, затем отрезают с помощью известного режущего средства (не проиллюстрировано) с размером, который соответствует предполагаемому использованию, а затем используют.
Ниже, предпочтительный третий вариант осуществления способа изготовления растягиваемого листа представленного изобретения будет описан со ссылкой на Фиг. 14-17, принимая, в качестве примера, случай изготовления упомянутого выше растягиваемого листа 1B. Фиг. 14 схематично иллюстрирует производственное устройство 11C, используемое надлежащим образом для способа изготовления растягиваемого листа 1B согласно третьему варианту осуществления. Далее описаны только признаки производственного устройства 11C третьего варианта осуществления, которые отличаются от признаков производственного устройства 11A. Признаки, которые отдельно не объясняются, такие же, как признаки производственного устройства 11A, и при необходимости применяется объяснение, приводимое для производственного устройства 11A. Кроме того, на Фиг. 14-17, к деталям, которые являются аналогичными деталям на Фиг. 8-10, прилагаются такие же символы.
Как проиллюстрировано на Фиг. 14 и Фиг. 15, производственное устройство 11C содержит желобчатый ролик 18, в котором желобки 181, каждый из которых образован вдоль всего периметра периферийной поверхности, предоставлены в положениях, соответствующих трем соответствующим складкам 3B, и при этом ширина каждого желобка 181 может увеличиваться/уменьшаться. Кроме того, как проиллюстрировано на Фиг. 14, со стороны входа желобчатого ролика 18, производственное устройство 11C содержит: ведущий ролик 19 для перемещения базового листа 2B; средство 14 растягивания упругих элементов для натяжения нитевидных упругих элементов 4B в направлении перемещения листа; и средство 15 нанесения клея для нанесения клея на нитевидные упругие элементы 4B. Кроме того, как проиллюстрировано на Фиг. 14, со стороны после желобчатого ролика 18, производственное устройство 11C содержит: ведущий ролик 16 для отслаивания образованного растягиваемого листа 1B с периферийной поверхности желобчатого ролика 18; и средство 17 отрезания упругих элементов для оказания давления и отрезания нитевидных упругих элементов 4B на стороне выхода ведущего ролика 16.
Как проиллюстрировано на Фиг. 14 и Фиг. 15, желобчатый ролик 18 содержит пару изготовленных из металла дискообразных элементов 182, 182 боковых стенок в направлении X, и ось 183 вращения, которая соединяет центры вращения соответствующих дискообразных элементов 182 боковых стенок. Как проиллюстрировано на Фиг. 15, желобчатый ролик 18 содержит множество групп трубчатых элементов 184, при этом каждая группа содержит: множество трубчатых элементов 184, каждый из которых изготовлен из металла или дерева и имеет цилиндрическую форму, которая вытянута в направлении X, при этом трубчатые элементы расположены бок-о-бок в направлении X по прямой линии; и ось 185, проходящую через центры соответствующих трубчатых элементов 184. Как проиллюстрировано на Фиг. 15, желобчатый ролик 18 образован за счет размещения, на периферийных краевых секциях соответствующих дискообразных элементов 182 боковых стенок, упомянутого выше множества групп трубчатых элементов 184 - в которых соответствующие оси 185 охватывают пространство между парой дискообразных элементов 182, 182 боковых стенок - с заданным шагом в направлении по окружности желобчатого ролика 18. Как проиллюстрировано на Фиг. 16, интервалом между трубчатыми элементами 184, которые расположены рядом друг с другом в направлении X, является участок, составляющий желобок 181, и данный желобок 181 прерывисто связан, в направлении по окружности желобчатого ролика 18, с другим желобком 181, образованным между трубчатыми элементами 184, которые расположены рядом друг с другом в направлении X в другой группе трубчатых элементов 184 рядом с желобком 181 в направлении по окружности желобчатого ролика 18, и посредством этого желобки 181 охватывают весь периметр периферийной поверхности ролика.
Как описано выше, интервал между трубчатыми элементами 184, которые расположены рядом друг с другом в направлении X в каждой группе трубчатых элементов 184, составляет желобок 181, и поэтому, для того, чтобы образовать три желобка 181, соответствующие трем соответствующим складкам 3B, каждой группе трубчатых элементов 184 в производственном устройстве 11C необходимо иметь четыре трубчатых элемента 184. Кроме того, каждая группа трубчатых элементов 184 содержит упругие элементы (не проиллюстрировано), например, резиновые элементы или пружины, расположенные в соответствующих пространствах между трубчатыми элементами 184, которые расположены рядом друг с другом в направлении X. Поэтому, пространства между трубчатыми элементами 184 сужаются за счет сдавливания трубчатых элементов в направлении по ширине, а после этого, за счет высвобождения сдавливающего усилия, упругие элементы возвращаются в свое первоначальное состояние, а пространства между трубчатыми элементами 184, расположенными рядом друг с другом в направлении X, расширяются.
Ширина желобчатого ролика 18 - т.е. длина в направлении x каждой группы трубчатых элементов 184 в состоянии, когда упругие элементы еще не сжаты, - сделана более широкой, чем ширина базового листа 2B и растягиваемого листа 1B, который должен быть изготовлен, как проиллюстрировано на Фиг. 15. Кроме того, как проиллюстрировано на Фиг. 14, желобчатый ролик 18 содержит направляющие 186, по одной на каждом элементе 182, 182 боковой стенки, вдоль по существу половины периметра ролика на стороне выхода, которая находится со стороны ведущего ролика 16. Как проиллюстрировано на Фиг. 15, пара направляющих 186, 186 в направлении X образованы таким образом, что интервал между парой направляющих 186, 186 постепенно уменьшается со стороны входа в направлении стороны выхода в направлении вращения желобчатого ролика 18. Образованная таким образом пара направляющих 186, 186 давит каждую группу трубчатых элементов 184 внутрь, и длина в направлении x каждой группы трубчатых элементов 184 - т.е. интервалы между трубчатыми элементами 184, расположенными рядом друг с другом в направлении X, - постепенно сокращается, так как интервал между парой направляющих 186, 186 постепенно уменьшается со стороны входа в направлении стороны выхода в направлении вращения желобчатого ролика 18. После прохождения области, где направляющие 186 расположены в желобчатом ролике 18, упругие элементы, которые расположены в соответствующих пространствах между трубчатыми элементами 184, расположенными рядом друг с другом в направлении X, возвращаются в свое первоначальное состояние, и соответственно, пространства между трубчатыми элементами 184, расположенными рядом друг с другом в направлении X, расширяются, и длина в направлении x каждой группы трубчатых элементов 184 возвращается к своей первоначальной длине в состоянии перед сжатием упругих элементов. Таким образом, ширина каждого желобка 181 в желобчатом ролике 18 сделана увеличивающейся/уменьшающейся.
Интервал между трубчатыми элементами 184, которые расположены рядом друг с другом в направлении X, сокращается за счет сжимания направляющими 186, и данное отличие соответствует размеру (глубине) складки 3B в изготавливаемом растягиваемом листе 1B. Поэтому, диаметр трубчатых элементов 184 и интервал между трубчатыми элементами 184, которые расположены рядом друг с другом в направлении X, выполнены таким образом, чтобы получить интервал W (предпочтительный диапазон: 0,1-10 мм) между нитевидным упругим элементом 4B и базовым листом 2B в упомянутом выше растягиваемом листе 1B. Кроме того, длина в направлении x каждого трубчатого элемента 184 имеет размер, соответствующий интервалу (предпочтительный диапазон: 2-15 мм) между соседними складками 3B в упомянутом выше растягиваемом листе 1B. Желобчатый ролик 18 вращается за счет передачи, на ось 183 вращения, приводного усилия от средства привода (не проиллюстрировано) за счет использования шестерней (не проиллюстрировано). Скоростью вращения желобчатого ролика 18 управляет блок управления (не проиллюстрировано), предоставленный на производственном устройстве 11C.
Как проиллюстрировано на Фиг. 14, ведущий ролик 19 представляет собой плоский ролик и представляет собой цилиндрообразный ролик, который изготовлен из металла, например, из алюминиевого сплава или стали, и который вытянут в направлении X. Ведущий ролик 19 сделан более широким, чем ширина базового листа 2B. Ведущий ролик 19 расположен в таком же положении, что и желобчатый ролик 18 в направлении X, и расположен под желобчатым роликом 18 в направлении Z. Центр оси вращения ведущего ролика 19 находится ниже, чем центр оси вращения желобчатого ролика 18. Ведущий ролик 19 вращается посредством передачи приводного усилия от средства привода (не проиллюстрировано) за счет использования шестерней (не проиллюстрировано). Скоростью вращения ведущего ролика 19 управляет блок управления (не проиллюстрировано), предоставленный на производственном устройстве 11C.
Далее будет описан способ изготовления растягиваемого листа 1B посредством использования упомянутого выше производственного устройства 11C. Подробное объяснение, приводимое для первого варианта осуществления, при необходимости применяется для признаков, которые в третьем варианте осуществления отдельно не объясняются.
Сперва, как проиллюстрировано на Фиг. 14, базовый лист 2B, который разматывается из рулона (не проиллюстрировано), перемещается в ведущий ролик 19, и ведущий ролик 19 перемещает базовый лист 2B на периферийную поверхность желобчатого ролика 18, в котором желобки 181, каждый из которых образован вдоль всего периметра периферийной поверхности, предоставлены в положениях, соответствующих трем соответствующим складкам 3B, и в котором ширина каждого желобка 181 может увеличиваться/уменьшаться (стадия перемещения листа). Необходимо заметить, что базовый лист 2B не поступает в желобки 181 желобчатого ролика 18 просто посредством перемещения базового листа 2B на периферийной поверхности желобчатого ролика 18.
Далее, как в первом варианте осуществления с использованием производственного устройства 11A, нитевидные упругие элементы 4B, которые были растянуты в направлении перемещения (направлении Y) базового листа 2B и на которые с помощью средства 15 нанесения клея был нанесен клей 5B, перемещаются в положения на перемещаемом базовом листе 2B, которые соответствуют соответствующим желобкам 181 желобчатого ролика 18 (стадия перемещения упругих элементов), как проиллюстрировано на Фиг. 14 и Фиг. 16.
Затем, растягиваемый лист 1B формируется посредством вставки базового листа 2B в желобки 181 желобчатого ролика 18 таким образом, чтобы обертывать соответствующие нитевидные упругие элементы 4B посредством натяжения перемещаемых нитевидных упругих элементов 4B, с уменьшением в то же время ширины каждого желобка 181 желобчатого ролика 18, и заделывания и прикрепления нитевидных упругих элементов 4B к базовому листу 2B клеем 5B (стадия формирования растягиваемого листа). Более конкретно, три нитевидных упругих элемента 4B, которые были растянуты с предварительно заданной нормой растяжения и на которые был нанесен клей 5B, перемещаются на базовый лист 2B, который был перемещен на периферийную поверхность желобчатого ролика 18, в положениях, соответствующих трем соответствующим желобкам 181 в желобчатом ролике 18, как проиллюстрировано на Фиг. 16. Также, желобчатый ролик 18 вращается с постепенным сокращением интервалов между трубчатыми элементами 184, расположенными рядом друг с другом в направлении X, сдавливая в то же время упругие элементы с помощью пары направляющих 186, 186 со стороны входа в направлении стороны выхода в направлении вращения ролика. Натяжение каждого из нитевидных упругих элементов 4B функционирует в качестве вставки базового листа 2B, вместе с нитевидными упругими элементами 4B, в три соответствующих желобка 181 в желобчатом ролике 18, как проиллюстрировано на Фиг. 17. Затем, три нитевидных упругих элемента 4B прикрепляют к базовому листу 2B с помощью клея 5B, нанесенного заранее, образуя соответственно растягиваемый лист 1B.
В третьем варианте осуществления с использованием производственного устройства 11C, используется желобчатый ролик 18, имеющий желобки 181, ширина желобков которого может увеличиваться/уменьшаться. Соответственно, базовый лист 2B может быть плавно вставлен вместе с нитевидными упругими элементами 4B в соответствующие желобки 181 желобчатого ролика 18 посредством натяжения нитевидных упругих элементов 4B.
Затем, как в первом варианте осуществления с использованием производственного устройства 11A, растягиваемый лист 1B, который был образован на периферийной поверхности желобчатого ролика 18, перемещается в ведущий ролик 16, как проиллюстрировано на Фиг. 14, и растягиваемый лист 1B отслаивается с периферийной поверхности желобчатого ролика 18, а затем на нитевидные упругие элементы 4B непрерывно получаемого растягиваемого листа 1B оказывают давление и отрезают с помощью средства 17 отрезания упругих элементов (стадия отрезания упругих элементов). Кроме того, как в упомянутом выше первом варианте осуществления, также можно частично образовать области слабого функционирования посредством разрезания, на маленькие куски, участка растягиваемого листа 1B, где расположены нитевидные упругие элементы 4B. Как в первом варианте осуществления с использованием производственного устройства 11A, непрерывный растягиваемый лист 1B, изготовленный, как описано выше, затем отрезают с помощью известного режущего средства (не проиллюстрировано) с размером, который соответствует предполагаемому использованию, а затем используют.
Ниже, предпочтительный четвертый вариант осуществления способа изготовления растягиваемого листа представленного изобретения будет описан со ссылкой на Фиг. 18-21, принимая, в качестве примера, случай изготовления упомянутого выше растягиваемого листа 1B. Фиг. 18 схематично иллюстрирует производственное устройство 11D, используемое надлежащим образом для способа изготовления растягиваемого листа 1B согласно четвертому варианту осуществления. Далее описаны только признаки производственного устройства 11D четвертого варианта осуществления, которые отличаются от признаков производственного устройства 11A. Признаки, которые отдельно не объясняются, такие же, как признаки производственного устройства 11A, и при необходимости применяется объяснение, приводимое для производственного устройства 11A. Кроме того, на Фиг. 18-21, к деталям, которые являются аналогичными деталям на Фиг. 8-10, применяются те же самые символы.
Как проиллюстрировано на Фиг. 18, производственное устройство 11D содержит плоский ведущий ролик 30, а со стороны входа ведущего ролика 30 также содержит: пару из плоского ролика 32 и рубчатого ролика 31, в котором множество пар гребней 31a, 31b, продолжающихся вдоль всего периметра периферийной поверхности, предоставлены в положениях, соответствующих соответствующим складкам 3B; средство 14 растягивания упругих элементов для натяжения нитевидных упругих элементов 4B в направлении перемещения листа; и средство 15 нанесения клея для нанесения клея на нитевидные упругие элементы 4B. Кроме того, как проиллюстрировано на Фиг. 18, на стороне выхода ведущего ролика 30 производственное устройство 11D содержит: ведущий ролик 16 для извлечения сформированного растягиваемого листа 1B с периферийной поверхности ведущего ролика 30; и средство 17 отрезания упругих элементов для оказания давления и отрезания нитевидных упругих элементов 4B на стороне выхода ведущего ролика 16.
Как проиллюстрировано на Фиг. 18, ведущий ролик 30 представляет собой плоский ролик и представляет собой цилиндрообразный ролик, который изготовлен из металла, например, из алюминиевого сплава или стали, и который вытянут в направлении X. Ведущий ролик 30 сделан более широким, чем ширина базового листа 2B и растягиваемого листа 1B, который должен быть изготовлен. Ведущий ролик 30 вращается посредством передачи приводного усилия от средства привода (не проиллюстрировано) за счет использования шестерней (не проиллюстрировано). Скоростью вращения ведущего ролика 30 управляет блок управления (не проиллюстрировано), предоставленный на производственном устройстве 11D. Рубчатый ролик 31 и плоский ролик 32, в паре, расположены под ведущим роликом 30 в направлении Z.
Рубчатый ролик 31 представляет собой цилиндрообразный ролик, который изготовлен из металла, например, из алюминиевого сплава или стали, и который вытянут в направлении X, и сделан более широким, чем ширина базового листа 2B. Как проиллюстрировано на Фиг. 19, рубчатый ролик 31 имеет пары гребней 31a, 31b, продолжающихся вдоль всего периметра периферийной поверхности в положениях, соответствующих трем соответствующим складкам 3B, и соответственно, рубчатый ролик 31 содержит три пары гребней 31a, 31b на периферийной поверхности. В данном производственном устройстве 11D, гребень 31a в каждой паре гребней 31a, 31b предоставлен с перерывами и прерывисто вдоль всего периметра периферийной поверхности рубчатого ролика 31. В данном производственном устройстве 11D, гребень 31b в каждой паре гребней 31a, 31b предоставлен с перерывами и прерывисто вдоль всего периметра периферийной поверхности рубчатого ролика 31, и часть гребня 31b расположена между двумя частями гребня 31a, которые расположены рядом друг с другом в направлении по окружности рубчатого ролика 31. То есть, части гребня 31a и части гребня 31b расположены в шахматном порядке в направлении по окружности рубчатого ролика 31. Необходимо заметить, что, в данном производственном устройстве 11D, гребни 31a, 31b предоставлены с перерывами вдоль всего периметра периферийной поверхности рубчатого ролика 31, но гребни могут быть предоставлены непрерывно. Интервал, в направлении X, между гребнем 31a и гребнем 31b в паре гребней 31a, 31b составляет длину, соответствующую интервалу (предпочтительный диапазон: 2-15 мм) между соседними складками 3B в упомянутом выше растягиваемом листе 1B. Высота каждого гребня 31a, 31b имеет размер, соответствующий интервалу W (предпочтительный диапазон: 0,1-10 мм) между нитевидным упругим элементом 4B и базовым листом 2B в упомянутом выше растягиваемом листе 1B.
Плоский ролик 32 представляет собой резиновый ролик, имеющий цилиндрическую форму, который вытянут в направлении X и сделан более широким, чем ширина базового листа 2B. Более конкретно, в данном производственном устройстве 11D, плоский ролик 32 образован с наличием такой же ширины в направлении X, как у рубчатого ролика 31, и образован с наличием по существу такого же диаметра, как у рубчатого ролика 31, как проиллюстрировано на Фиг. 18.
Пара из рубчатого ролика 31 и плоского ролика 32 вращается посредством передачи приводного усилия от средства привода (не проиллюстрировано) за счет использования шестерней (не проиллюстрировано). Необходимо заметить, что приводное усилие от средства привода (не проиллюстрировано) может передаваться на одну из вращающихся осей рубчатого ролика 31 и плоского ролика 32, и два ролика могут вращаться за счет сцепления, но в дополнение к сцеплению ролики могут вращаться посредством передачи приводного усилия за счет использования шестерней. Скоростью вращения рубчатого ролика 31 и плоского ролика 32 управляет блок управления (не проиллюстрировано), предоставленный на производственном устройстве 11D.
Далее будет описан способ изготовления растягиваемого листа 1B посредством использования упомянутого выше производственного устройства 11D. Для признаков, которые отдельно не объясняются в четвертом варианте осуществления, при необходимости применимо подробное объяснение, приводимое для первого варианта осуществления.
Сперва, как проиллюстрировано на Фиг. 18, базовый лист 2B, который разматывается из рулона (не проиллюстрировано), перемещается между плоским роликом 32 и рубчатым роликом 31, в котором множество пар гребней 31a, 31b, продолжающихся вдоль всего периметра периферийной поверхности, предоставлены в положениях, соответствующих трем соответствующим складкам 3B, образуя посредством этого три пары гребней 3a, 3b на одной поверхности базового листа 2B (стадия формирования гребней). Более конкретно, как проиллюстрировано на Фиг. 18, базовый лист 2B перемещается между парой из рубчатого ролика 31 и плоского ролика 32, и с тремя парами гребней 31a, 31b, продолжающихся вдоль всего периметра периферийной поверхности рубчатого ролика 31, базовый лист 2B имеет трехмерную форму, и как проиллюстрировано на Фиг. 19, на одной поверхности базового листа 2B образованы три пары гребней 3a, 3b, продолжающихся с перерывами в направлении Y. гребень 3a в каждой паре гребней 3a, 3b образован в соответствии с гребнем 31a на рубчатом ролике 31, а гребень 3b в каждой паре гребней 3a, 3b образован в соответствии с гребнем 31b на рубчатом ролике 31.
Далее, базовый лист 2B, который имеет три пары образованных на нем гребней 3a, 3b, перемещается на ведущий ролик 30, как проиллюстрировано на Фиг. 18.
Кроме того, как в первом варианте осуществления с использованием производственного устройства 11A, нитевидные упругие элементы 4B непрерывно разматывают с бобин (не проиллюстрировано), вокруг которых нитевидные упругие элементы 4B накручены, и три отмотанных нитевидных упругих элемента 4B вводят между парой подающих роликов 141, 142 и между парой подающих роликов 143, 144 с заданными интервалы между ними в направлении X, как проиллюстрировано на Фиг. 18, и направляют на три направляющих желобка для упругих элементов (не проиллюстрировано) в подающем ролике 143. Затем, за счет регулирования скорости вращения пары подающих роликов 141, 142 и скорости вращения пары подающих роликов 143, 144, три нитевидных упругих элемента 4B, которые были введены, растягиваются с предварительно заданной нормой растяжения.
Затем, с помощью направляющих желобков для упругих элементов (не проиллюстрировано) в подающем ролике 143, каждый из трех нитевидных упругих элемента 4B, которые были растянуты в направлении перемещения (направлении Y) базового листа 2B с предварительно заданной нормой растяжения и на которые был нанесен клей 5B с помощью средства 15 нанесения клея, перемещается между каждой парой гребней 3a, 3b на базовом листе 2B, на котором были образованы три пары гребней 3a, 3b (стадия перемещения упругих элементов), как проиллюстрировано на Фиг. 21. Более конкретно, как проиллюстрировано на Фиг. 21, нитевидные упругие элементы 4B, продолжающиеся в направлении Y и имеющие нанесенный на них клей 5B, перемещаются между тремя соответствующими парами гребней 3a, 3b, продолжающихся в направлении Y на базовом листе 2B, который был перемещен в ведущий ролик 30. Затем, посредством внедрения и прикрепления с помощью клея 5B нитевидных упругих элементов 4B между соответствующими парами гребней 3a, 3b (стадия формирования растягиваемого листа) формируется растягиваемый лист 1B.
В четвертом варианте осуществления с использованием производственного устройства 11D, растягиваемый лист 1B формируется посредством перемещения и прикрепления нитевидных упругих элементов 4B, которые имеют нанесенный на них клей 5B, между тремя соответствующими парами гребней 3a, 3b, которые образованы и сформованы на одной поверхности базового листа 2B и которые продолжаются в направлении Y. Соответственно, стороны каждого нитевидного упругого элемента 4B соединены с перерывами с базовым листом 2B, и соответственно имеется возможность получить растягиваемый лист 1B, имеющий структуру, в которой растяжимость/упругость нитевидных упругих элементов 4B особенно менее склонна к подавлению, и соответственно имеющий прекрасную чувствительность.
Затем, как в первом варианте осуществления с использованием производственного устройства 11A, растягиваемый лист 1B, который был образован на периферийной поверхности ведущего ролика 30, перемещается в ведущий ролик 16, как проиллюстрировано на Фиг. 18, а затем, на нитевидные упругие элементы 4B непрерывно получаемого растягиваемого листа 1B оказывают давление и отрезают с помощью средства 17 отрезания упругих элементов (стадия отрезания упругих элементов). Кроме того, как в упомянутом выше первом варианте осуществления, также можно частично образовать области слабого функционирования посредством разрезания, на маленькие куски, участка растягиваемого листа 1B, где расположены нитевидные упругие элементы 4B. Как в первом варианте осуществления с использованием производственного устройства 11A, непрерывный растягиваемый лист 1B, изготовленный, как описано выше, затем отрезают с помощью известного режущего средства (не проиллюстрировано) с размером, который соответствует предполагаемому использованию, а затем используют.
Со способами изготовления согласно первому-четвертому вариантам осуществления с использованием упомянутых выше производственных устройств 11A, 11B, 11C и 11D, три нитевидных упругих элемента 4B, в растянутом состоянии, могут располагаться на единственном листе 2В, и непрерывно можно изготовлять растягиваемый лист с улучшенной воздухопроницаемостью и гибкостью.
Растягиваемый лист 1B, изготовленный согласно способам изготовления упоминавшихся выше первого-четвертого вариантов осуществления, может быть использован, например, в качестве морщинистого листа, для размещения в поясной секции - особенно в поясной откидной секции - подгузника одноразового использования открытого типа, или без застежек, или гигиенической салфетки без застежек. За счет использования растягиваемого листа 1B, содержащего в качестве морщинистого листа единственный базовый лист 2B, жесткость листа может быть уменьшена с улучшением в то же время как гибкости, так и воздухопроницаемости. Кроме того, в морщинистом листе, расположенном в поясной откидной секции, области слабого функционирования в нитевидных упругих элементах 4B, образованных на упомянутой выше стадии отрезания упругих элементов, и/или ненамазанные участки, где клей 5B не нанесен на нитевидные упругие элементы 4B с помощью средства 15 нанесения клея, расположены в области, где морщинистый лист (растягиваемый лист 1B) и абсорбирующий элемент перекрывают друг друга. Кроме того, растягиваемый лист 1B, изготовленный согласно способам изготовления упоминавшихся выше первого-четвертого вариантов осуществления, может быть использован для поясных панелей в подгузниках одноразового использования открытого типа, в нижнем белье одноразового использования, ушных частях масок одноразового использования, чистящих листов и повязок, не являющихся морщинистыми листами.
Подгузник одноразового использования представленного изобретения не ограничен подгузником 1 согласно вышеупомянутому варианту осуществления и при необходимости может быть модифицирован.
Например, в подгузнике 1 одноразового использования вышеупомянутого варианта осуществления, упругие элементы 62, образующие соответствующие складки 60, расположены со стороны верхнего листа 2, как проиллюстрировано на Фиг. 2, но упругие элементы 62, образующие соответствующие складки 60, могут быть расположены со стороны нижнего листа 3, как проиллюстрировано на Фиг. 4. Кроме того, морщинистый лист 6 подгузника 1 предоставлен таким образом, что упругие элементы 62, составляющие морщинистый лист 6, расположены только между краем отверстия, которое становится поясным отверстием подгузника 1, и концом абсорбирующего элемента 4 в направлении Y в задней секции B, как проиллюстрировано на Фиг. 2; однако, упругие элементы 62 могут быть расположены в местах, перекрывающих абсорбирующий элемент 4, как проиллюстрировано на Фиг. 4.
Кроме того, в подгузнике 1 одноразового использования вышеупомянутого варианта осуществления, морщинистый лист 6 расположен таким образом, чтобы непосредственно контактировать с не контактирующей с кожей поверхностью (нижней поверхностью) верхнего листа 2 и с контактирующей с кожей поверхностью (верхней поверхностью) нижнего листа 3, как проиллюстрировано на Фиг. 2; однако, необходимо только, чтобы морщинистый лист 6 был расположен между верхним листом 2 и нижним листом 3. Другими словами, отдельный лист может быть помещен между верхним листом 2 и морщинистым листом 6, и/или отдельный лист может быть помещен между нижним листом 3 и морщинистым листом 6.
Кроме того, подгузник 1 одноразового использования вышеупомянутого варианта осуществления может представлять собой подгузник одноразового использования для применения у детей или подгузник одноразового использования для применения у взрослых.
Способ изготовления растягиваемого листа согласно изобретению не ограничен способами изготовления вышеупомянутых вариантов осуществления, и при необходимости может быть модифицирован.
Например, каждое из производственных устройств 11A-11D, используемых в способах изготовления растягиваемого листа согласно вышеупомянутым первому-четвертому вариантам осуществления, содержит средство 17 отрезания упругих элементов, как проиллюстрировано на Фиг. 8, 11, 14 и 18, но режущее средство не должно быть предоставлено.
Кроме того, производственное устройство 11D, используемое в способе изготовления растягиваемого листа вышеупомянутого четвертого варианта осуществления, содержит ведущий ролик 16, как проиллюстрировано на Фиг. 18, но вместо ведущего ролика 16 может быть предоставлена пара прижимных роликов, а растягиваемый лист 1B может проходить между парой прижимных роликов со сдавливанием растягиваемого листа 1B.
Что касается вышеупомянутых вариантов осуществления, также раскрыты следующие подгузники одноразового использования и способы изготовления растягиваемого листа.
<1> Подгузник одноразового использования, содержащий: абсорбирующий корпус, который содержит проницаемый для жидкости верхний лист, умеренно проницаемый для жидкости нижний лист и продолговатый в продольном направлении абсорбирующий элемент, расположенный между листами, при этом абсорбирующий корпус разделен на переднюю секцию, заднюю секцию и секцию промежности; и пару скрепляющих лент, предоставленных на соответствующих боковых участках задней секции в абсорбирующем корпусе, при этом каждая скрепляющая лента продолжается наружу в направлении по ширине; при этом: между парой скрепляющих лент и между верхним листом и нижним листом предоставлен морщинистый лист, имеющий множество складок, продолжающихся в направлении по ширине; морщинистый лист содержит лист из нетканого материала и множество упругих элементов, которые расположены на нетканом материале с перерывами в продольном направлении и которые расположены и закреплены вдоль направления по ширине в растянутом состоянии; складки морщинистого листа образованы посредством стягивания соответствующих упругих элементов; и на изображении в разрезе, каждый упругий элемент расположен ближе к оконечности каждой складки в направлении по толщине.
<2> Подгузник одноразового использования согласно упомянутому выше пункту <1>, в котором, на изображении в разрезе, в морщинистом листе имеется интервал между каждым упругим элементом и нетканым материалом, расположенным на нижнем участке между упругими элементами, которые расположены рядом друг с другом в продольном направлении.
<3> Подгузник одноразового использования согласно упомянутому выше пункту <2>, в котором интервал составляет от 0,1 до 10 мм.
<4> Подгузник одноразового использования согласно упомянутому выше пункту <3>, в котором интервал составляет от 0,5 до 5,0 мм.
<5> Подгузник одноразового использования согласно любому одному из упомянутых выше пунктов <1>-<4>, в котором, в морщинистом листе, упругие элементы, образующие соответствующие складки, расположены со стороны верхнего листа.
<6> Подгузник одноразового использования согласно упомянутому выше пункту <5>, в котором морщинистый лист прикреплен к нижнему листу на нижнем участке между упругими элементами, которые расположены рядом друг с другом в продольном направлении.
<7> Подгузник одноразового использования согласно упомянутому выше пункту <5> или <6>, в котором морщинистый лист не прикреплен к верхнему листу.
<8> Подгузник одноразового использования согласно любому одному из упомянутых выше пунктов <1>-<7>, в котором упругие элементы расположены с перерывами в продольном направлении между: краем отверстия, которое становится поясным отверстием подгузника одноразового использования; и концом абсорбирующего элемента в продольном направлении в задней секции.
<9> Подгузник одноразового использования согласно любому одному из упомянутых выше пунктов <1>-<8>, в котором упругие элементы зафиксированы с помощью клея.
<10> Подгузник одноразового использования согласно любому одному из упомянутых выше пунктов <1>-<9>, в котором нетканый материал изготовлен из гидрофобных волокон.
<11> Подгузник одноразового использования согласно любому одному из упомянутых выше пунктов <1>-<10>, в котором: от пяти до пятнадцати упругих элементов расположены на контактирующей с кожей поверхности или не контактирующей с кожей поверхности морщинистого листа; а интервал между упругими элементами, расположенными рядом друг с другом в продольном направлении, составляет от 3 до 10 мм.
<12> Подгузник одноразового использования согласно любому одному из упомянутых выше пунктов <1>-<11>, в котором: упругий элемент является нитевидным (с нитевидной формой); размер одной нити упругого элемента составляет от 300 до 800 децитекс или от 400 до 620 децитекс; и каждый нитевидный упругий элемент расположен на нетканом материале таким образом, что норма растяжения находится в пределах диапазона, составляющего 30-120%.
<13> Подгузник одноразового использования согласно любому одному из упомянутых выше пунктов <1>-<12>, в котором: морщинистый лист прикреплен к нижнему листу клеем; клей нанесен по спирали; и количество нанесения клея составляет от 0,015 до 3,0 г/м2.
<14> Подгузник одноразового использования согласно любому одному из упомянутых выше пунктов <1>-<13>, в котором, в морщинистом листе, клей нанесен только по существу на половине периметра, из всего периметра упругого элемента, со стороны верхней поверхности напротив не контактирующей с кожей поверхности из нетканого материала на изображении в разрезе упругого элемента.
<15> Подгузник одноразового использования согласно любому одному из упомянутых выше пунктов <1>-<14>, в котором нетканый материал не покрывает весь периметр упругого элемента.
<16> Подгузник одноразового использования согласно любому одному из упомянутых выше пунктов <1>-<15>, в котором упругие элементы морщинистого листа расположены только между: краем отверстия, которое становится поясным отверстием подгузника одноразового использования; и концом абсорбирующего элемента в продольном направлении в задней секции.
<17> Подгузник одноразового использования согласно любому одному из упомянутых выше пунктов <1>-<16>, в котором: абсорбирующий корпус является продолговатым в продольном направлении; и каждая из его обеих боковых кромок вдоль продольного направления имеет форму, которая сужается внутрь центральной секции в направлении по длине.
<18> Подгузник одноразового использования согласно любому одному из упомянутых выше пунктов <1>-<17>, в котором как верхний лист, так и нижний лист: покрывают всю поверхность стороны контактирующей с кожей поверхности абсорбирующего элемента и всю его поверхность стороны с неконтактирующей с кожей поверхностью; продолжаются от периферийной кромки абсорбирующего элемента; и зафиксированы с помощью клея или с помощью сварки в продолжающихся секциях.
<19> Подгузник одноразового использования согласно любому одному из упомянутых выше пунктов <1>-<18>, в котором, в обеих боковых участках подгузника одноразового использования, боковые откидные секции образованы в передней секции и задней секции.
<20> Подгузник одноразового использования согласно любому одному из упомянутых выше пунктов <1>-<19>, в котором, в подгузнике одноразового использования, ножные откидные секции образованы в секции промежности.
<21> Подгузник одноразового использования согласно любому одному из упомянутых выше пунктов <1>-<20>, в котором абсорбирующий элемент содержит удерживающий жидкость впитывающий слой и покрывающий лист, который охватывает впитывающий слой.
<22> Способ изготовления растягиваемого листа, в котором нитевидные упругие элементы, имеющие нанесенный на них клей, внедряют и закрепляют в соответствующих складках, которые образованы в базовом листе и продолжаются в направлении его перемещения, при этом способ изготовления растягиваемого листа включает:
стадию предварительной обработки базового листа для обработки выступов/углублений; стадию перемещения листа для перемещения базового листа, подвергнутого обработке выступов/углублений, на периферийную поверхность желобчатого ролика, в котором желобки, каждый из которых образован вдоль всего периметра периферийной поверхности, предоставлены в положениях, соответствующих соответствующим складкам;
стадию перемещения упругих элементов для перемещения, в положения на перемещаемом базовом листе, которые соответствуют соответствующим желобкам желобчатого ролика, нитевидных упругих элементов, которые были растянуты в направлении перемещения базового листа и на которые с помощью средства нанесения клея был нанесен клей; и
стадию формирования растягиваемого листа для формирования растягиваемого листа посредством вставки базового листа в желобки желобчатого ролика таким образом, чтобы обертывать соответствующие нитевидные упругие элементы, и заделывания и прикрепления с помощью клея нитевидных упругих элементов к базовому листу.
<23> способ изготовления растягиваемого листа согласно упомянутому выше пункту <22>, в котором:
на стадии предварительной обработки, используют пару входящих в зацепление роликов, при этом базовый лист перемещается между парой входящих в зацепление роликов и подвергается обработке выступов/углублений, которая облегчает образование складок; и
на стадии формирования растягиваемого листа базовый лист вставляют в желобки желобчатого ролика вместе с нитевидными упругими элементами посредством натяжения перемещаемых нитевидных упругих элементов.
<24> способ изготовления растягиваемого листа согласно упомянутому выше пункту <22>, в котором на стадии предварительной обработки: используют желобчатый ролик и рубчатый ролик, при этом рубчатый ролик имеет множество гребней, которые предоставлены вдоль всего периметра периферийной поверхности и которые вписываются в соответствующие желобки желобчатого ролика; при этом базовый лист перемещается между рубчатым роликом и желобчатым роликом и подвергается обработке выступов/углублений.
<25> Способ изготовления растягиваемого листа, в котором нитевидные упругие элементы, имеющие нанесенный на них клей, внедряют и закрепляют в соответствующих складках, которые образованы в базовом листе и продолжаются в направлении его перемещения, при этом способ изготовления растягиваемого листа включает:
стадию перемещения листа для перемещения базового листа на периферийную поверхность желобчатого ролика, в котором желобки, каждый из которых образован вдоль всего периметра периферийной поверхности, предоставлены в положениях, соответствующих соответствующим складкам, при этом ширина каждого желобка увеличивается/уменьшается;
стадию перемещения упругих элементов для перемещения, в положения на перемещаемом базовом листе, которые соответствуют соответствующим желобкам желобчатого ролика, нитевидных упругих элементов, которые были растянуты в направлении перемещения базового листа и на которые с помощью средства нанесения клея был нанесен клей; и
стадию формирования растягиваемого листа для формирования растягиваемого листа посредством вставки базового листа в желобки желобчатого ролика таким образом, чтобы обертывать соответствующие нитевидные упругие элементы посредством натяжения перемещаемых нитевидных упругих элементов, с уменьшением в то же время ширины каждого желобка желобчатого ролика, и заделывания и прикрепления с помощью клея нитевидных упругих элементов к базовому листу.
<26> Способ изготовления растягиваемого листа, в котором нитевидные упругие элементы, имеющие нанесенный на них клей, внедряют и закрепляют в соответствующих складках, которые образованы в базовом листе и продолжаются в направлении его перемещения, при этом способ изготовления растягиваемого листа включает:
стадию формирования гребней для формирования множества пар гребней на одной поверхности базового листа посредством перемещения базового листа между плоским роликом и рубчатым роликом, в котором множество пар гребней, продолжающихся вдоль всего периметра периферийной поверхности, предоставлены в положениях, соответствующих соответствующим складкам;
стадию перемещения упругих элементов для перемещения, между каждой парой гребней на базовом листе, на котором было образовано множество пар гребней, каждого нитевидного упругого элемента, который был растянут в направлении перемещения базового листа и на который с помощью средства нанесения клея был нанесен клей; и
стадию формирования растягиваемого листа для формирования растягиваемого листа посредством внедрения и прикрепления с помощью нитевидных упругих элементов между соответствующими парами гребней.
<27> способ изготовления растягиваемого листа согласно любому одному из упомянутых выше пунктов <22>-<26>, дополнительно включающий стадию частичного отрезания растягиваемого листа вместе с нитевидными упругими элементами после стадии формирования растягиваемого листа.
<28> способ изготовления растягиваемого листа согласно любому одному из упомянутых выше пунктов <22>-<26>, в котором:
способ дополнительно включает стадию отрезания упругих элементов для оказания давления и отрезания нитевидных упругих элементов после стадии формирования растягиваемого листа;
средство нанесения клея образует: намазанные участки, на которых клей нанесен на нитевидные упругие элементы; и ненамазанные участки, на которых клей не нанесен на нитевидные упругие элементы, или клейкие участки, имеющие более слабую силу сцепления, чем намазанные участки; и
на стадии отрезания упругих элементов, на нитевидные упругие элементы оказывают давление и отрезают в положениях ненамазанных участков или клейких участков.
Промышленная применимость
Подгузник одноразового использования представленного изобретения достигает уменьшенной жесткости, улучшенной воздухопроницаемости, улучшенного амортизирующего действия для того, кто носит, и улучшенной способности к прилеганию.
Со способом изготовления растягиваемого листа представленного изобретения, растягиваемый лист с улучшенной воздухопроницаемостью и гибкостью может непрерывно изготавливаться за счет размещения, на единственном листе, множества нитевидных упругих элементов в растянутом состоянии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСТЯГИВАЮЩЕГОСЯ ЭЛАСТИЧНОГО ЭЛЕМЕНТА И ОДНОРАЗОВЫЙ ПОДГУЗНИК С ИСПОЛЬЗОВАНИЕМ РАСТЯГИВАЮЩЕГОСЯ ЭЛАСТИЧНОГО ЭЛЕМЕНТА | 2015 |
|
RU2673328C2 |
| РАСТЯГИВАЮЩАЯСЯ СТРУКТУРА ДЛЯ АБСОРБИРУЮЩЕГО ИЗДЕЛИЯ И ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА НИЖНЕГО БЕЛЬЯ | 2016 |
|
RU2706413C2 |
| НАТЯГИВАЕМОЕ АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ | 2010 |
|
RU2552767C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБСОРБИРУЮЩЕГО ИЗДЕЛИЯ И АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ | 2015 |
|
RU2684806C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2016 |
|
RU2708267C2 |
| Абсорбирующее изделие с поясной тесемкой | 2014 |
|
RU2660027C2 |
| ЭЛАСТИЧНАЯ ТКАНЬ И СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ, И ОДНОРАЗОВОЕ АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ЭЛАСТИЧНУЮ ТКАНЬ | 2002 |
|
RU2304047C2 |
| ПРЕДМЕТ ОДЕЖДЫ ТИПА НИЖНЕГО БЕЛЬЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2614608C1 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2707674C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2014 |
|
RU2659888C2 |
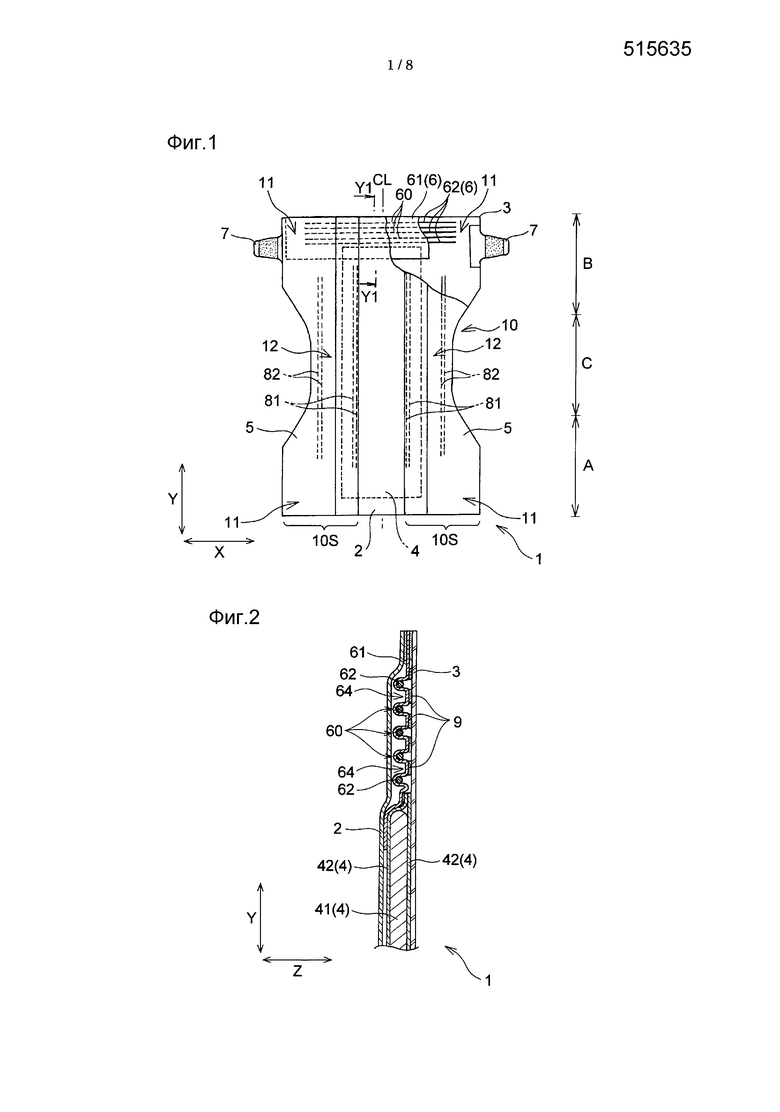
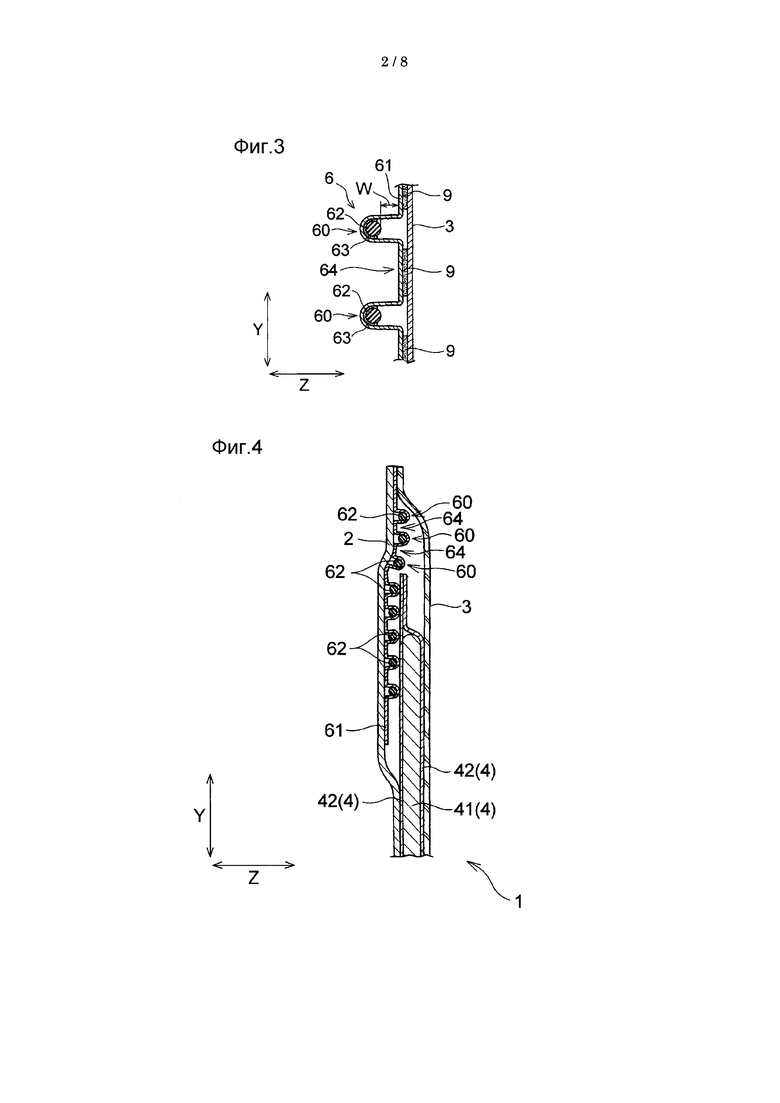
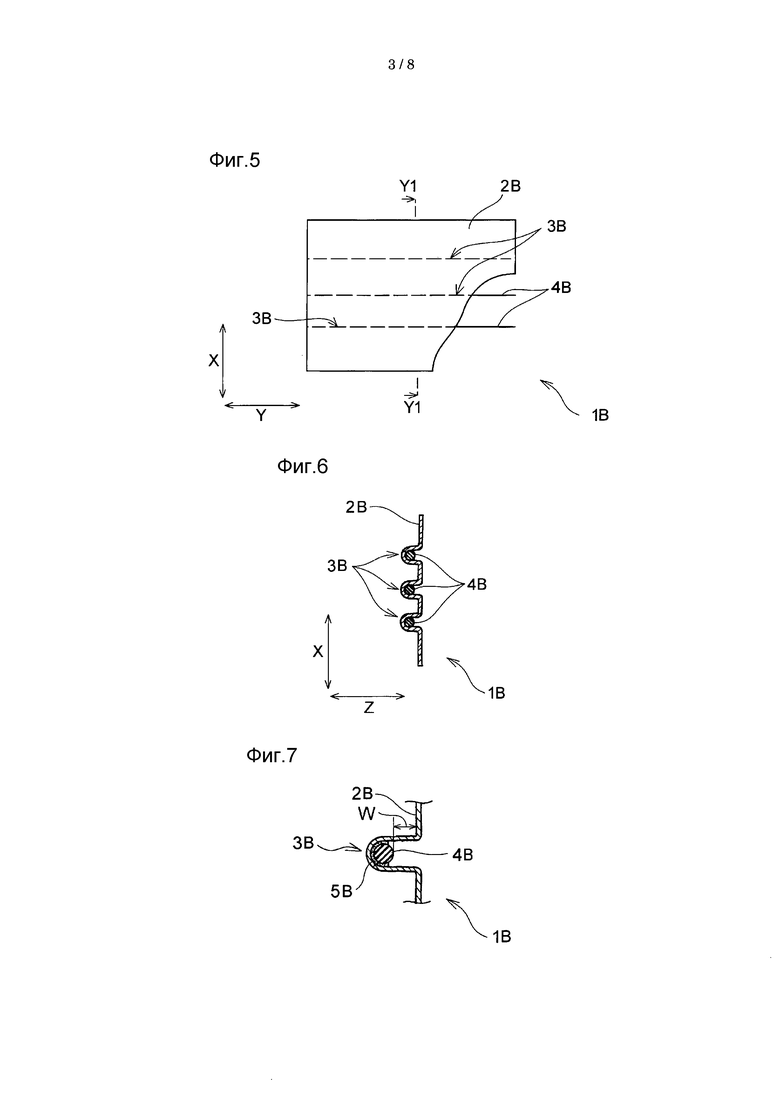
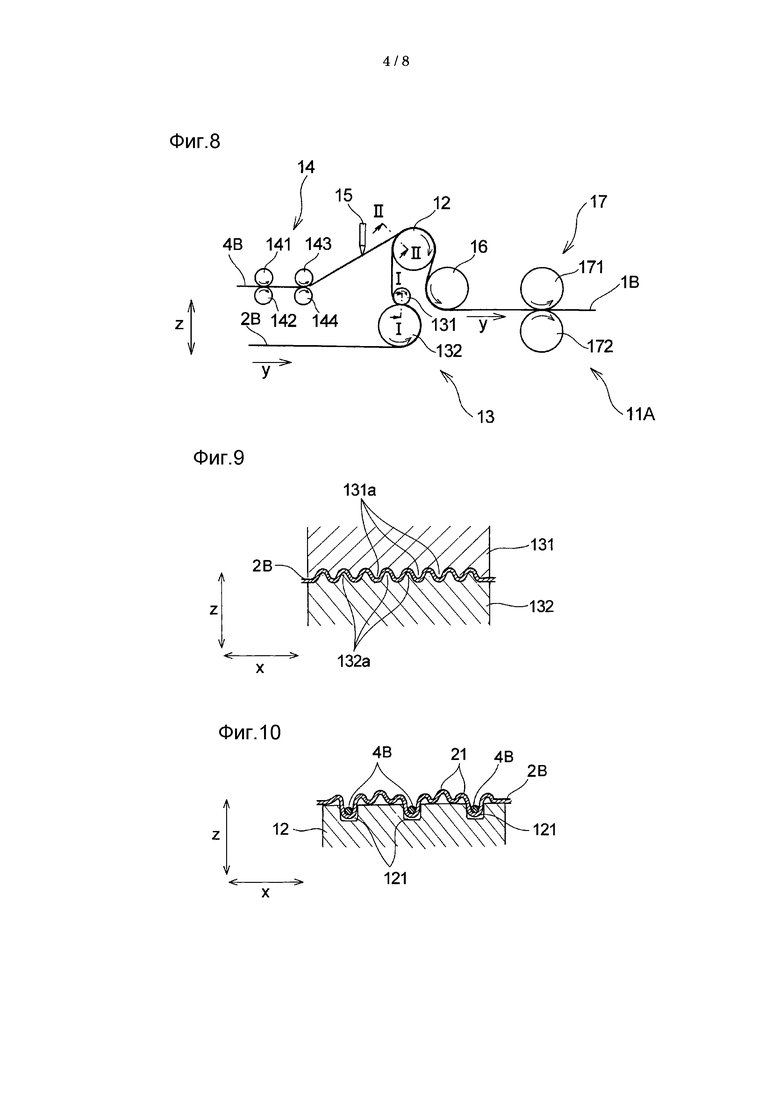
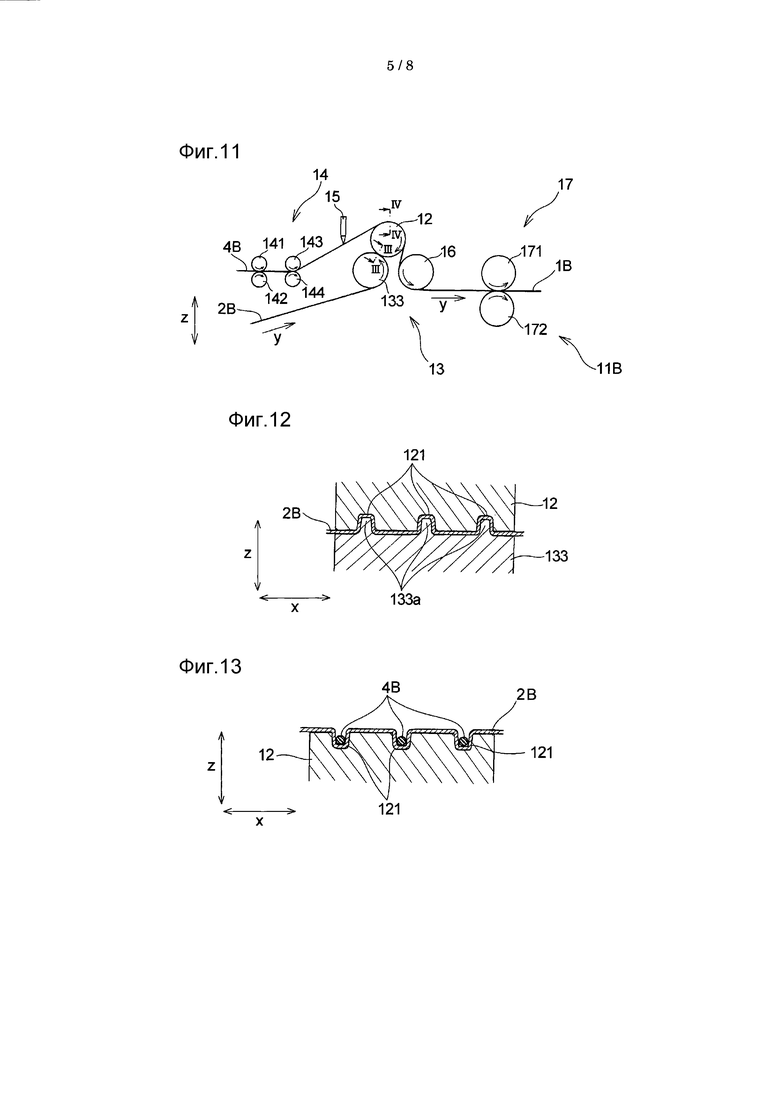
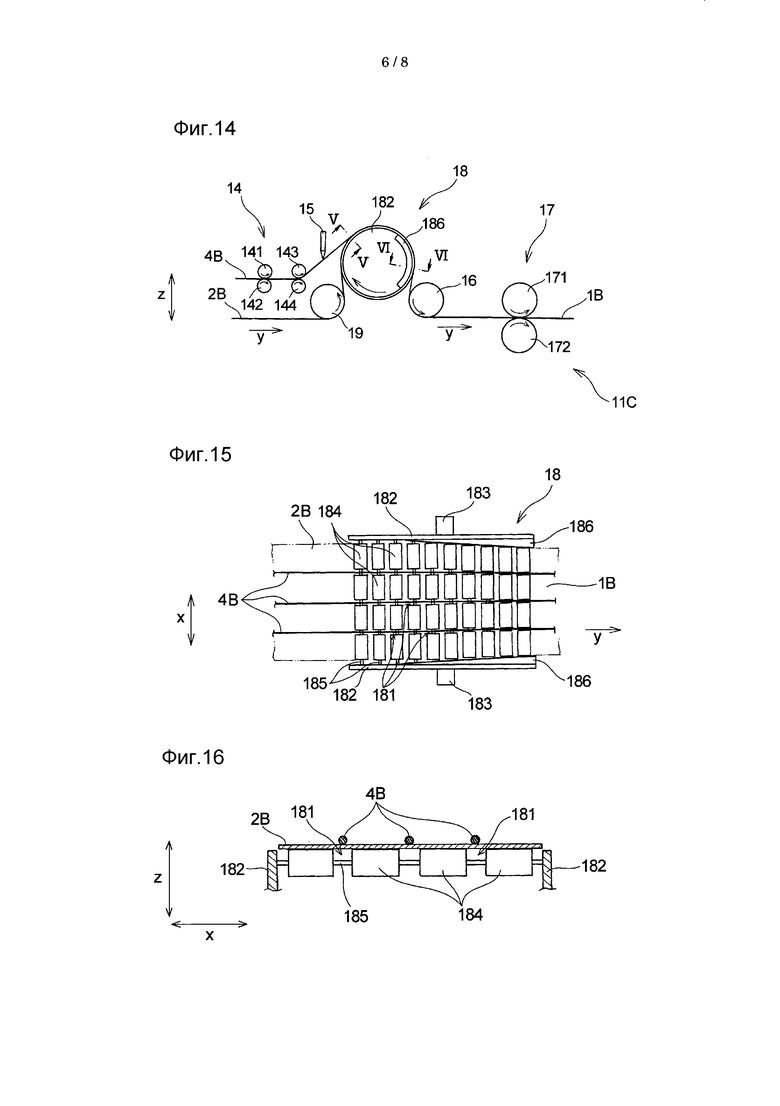
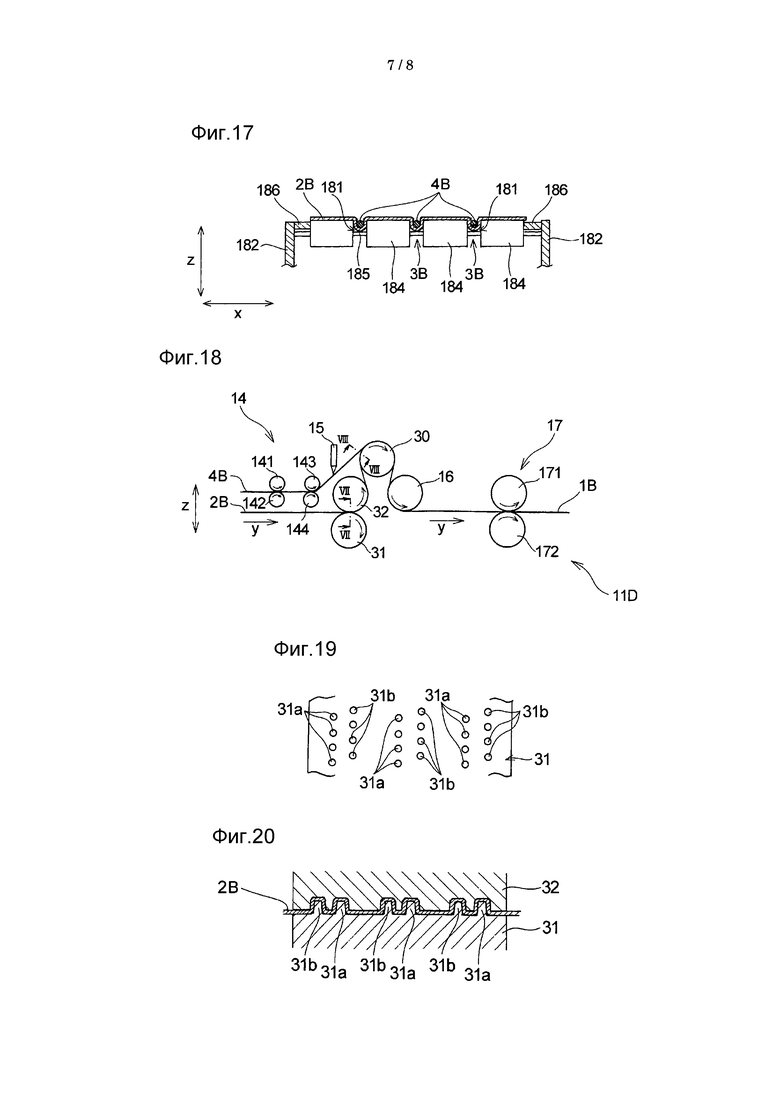

Раскрытый подгузник (1) содержит пару скрепляющих лент (7), предоставленных на соответствующих боковых участках (10s) задней секции (B) абсорбирующего корпуса (10), содержащего верхний лист (2), нижний лист (3) и абсорбирующий элемент (4), расположенный между листами (2, 3). Между парой скрепляющих лент (7) и между верхним листом (2) и нижним листом (3) предоставлен морщинистый лист (6), имеющий множество складок (60), продолжающихся в направлении по ширине (направлении X). Морщинистый лист (6) содержит лист из нетканого материала (61) и множество упругих элементов (62), которые расположены на нетканом материале (61) с перерывами в продольном направлении (направлении Y) и которые расположены и закреплены вдоль направления по ширине (направления X) в растянутом состоянии. Морщинистый лист (6) образован посредством стягивания соответствующих упругих элементов (62). На изображении в разрезе, каждый упругий элемент (62) расположен ближе к оконечности каждой складки в направлении по толщине (60). 4 н. и 9 з.п. ф-лы, 21 ил. 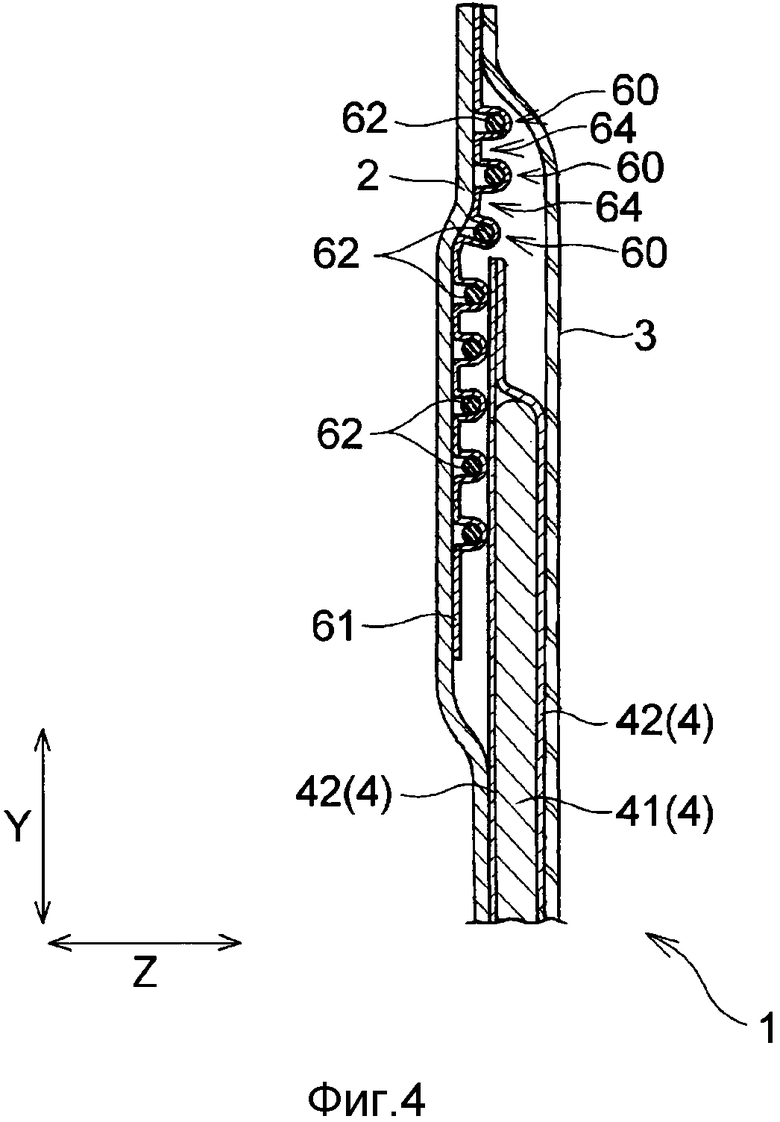
1. Подгузник одноразового использования, содержащий: абсорбирующий корпус, который содержит проницаемый для жидкости верхний лист, умеренно проницаемый для жидкости нижний лист и вытянутый в продольном направлении абсорбирующий элемент, расположенный между листами, при этом абсорбирующий корпус разделен на переднюю секцию, заднюю секцию и секцию промежности; и пару скрепляющих лент, предоставленных на соответствующих боковых участках задней секции в абсорбирующем корпусе, при этом каждая скрепляющая лента продолжается наружу в направлении по ширине; при этом:
между парой скрепляющих лент и между верхним листом и нижним листом имеется морщинистый лист, имеющий множество складок по ширине;
морщинистый лист содержит лист из нетканого материала и множество упругих элементов, которые расположены на нетканом материале с интервалами в продольном направлении и которые расположены и закреплены вдоль направления по ширине в растянутом состоянии; причем складки морщинистого листа образованы посредством стягивания соответствующих упругих элементов; причем на изображении в разрезе, каждый упругий элемент расположен ближе к оконечности каждой складки по толщине.
2. Подгузник одноразового использования по п. 1, в котором, в разрезе, в морщинистом листе имеется интервал между каждым упругим элементом и нетканым материалом, расположенным на нижнем
участке между упругими элементами, которые расположены рядом друг с другом в продольном направлении.
3. Подгузник одноразового использования по п. 2, в котором интервал составляет от 0,1 до 10 мм.
4. Подгузник одноразового использования по п. 1, в котором, в морщинистом листе, упругие элементы, образующие соответствующие складки, расположены со стороны верхнего листа.
5. Подгузник одноразового использования по п. 4, в котором морщинистый лист прикреплен к нижнему листу на нижнем участке между упругими элементами, которые расположены рядом друг с другом в продольном направлении.
6. Подгузник одноразового использования по п. 4, в котором морщинистый лист не прикреплен к верхнему листу.
7. Способ изготовления растягиваемого листа, в котором нитевидные упругие элементы с нанесенным на них клеем внедряют и закрепляют в соответствующих складках, которые образованы в базовом листе и продолжаются в направлении его перемещения, включающий в себя:
стадию предварительной обработки базового листа для обработки выступов/углублений;
стадию перемещения листа для перемещения базового листа, подвергнутого обработке выступов/углублений, на периферийную поверхность желобчатого ролика, в котором желобки, каждый из которых образован вдоль всего периметра периферийной поверхности, находятся в положениях, соответствующих соответствующим складкам;
стадию перемещения упругих элементов для перемещения, в
положения на перемещаемом базовом листе, которые соответствуют соответствующим желобкам желобчатого ролика, нитевидных упругих элементов, которые были растянуты в направлении перемещения базового листа и на которые с помощью средства нанесения клея был нанесен клей; и
стадию формирования растягиваемого листа для формирования растягиваемого листа посредством вставки базового листа в желобки желобчатого ролика таким образом, чтобы обертывать соответствующие нитевидные упругие элементы, и заделывания и прикрепления с помощью клея нитевидных упругих элементов к базовому листу.
8. Способ изготовления растягиваемого листа по п. 7, в котором:
на стадии предварительной обработки, используют пару входящих в зацепление роликов, при этом базовый лист перемещается между парой входящих в зацепление роликов и подвергается обработке выступов/углублений, которая облегчает образование складок; а
на стадии формирования растягиваемого листа, базовый лист вставляют в желобки желобчатого ролика вместе с нитевидными упругими элементами посредством натяжения перемещаемых нитевидных упругих элементов.
9. Способ изготовления растягиваемого листа по п. 7, в котором на стадии предварительной обработки: используют желобчатый ролик и рубчатый ролик, при этом рубчатый ролик имеет множество гребней, которые выполнены вдоль всего периметра периферийной поверхности и которые вписываются в соответствующие
желобки желобчатого ролика; при этом базовый лист перемещается между рубчатым роликом и желобчатым роликом и подвергается обработке выступов/углублений.
10. Способ изготовления растягиваемого листа, в котором нитевидные упругие элементы, с нанесенным на них клеем, внедряют и закрепляют в соответствующих складках, которые образованы в базовом листе и проходят в направлении его перемещения, включающий в себя:
стадию перемещения листа для перемещения базового листа на периферийную поверхность желобчатого ролика, в котором желобки, каждый из которых образован вдоль всего периметра периферийной поверхности, находятся в положениях, соответствующих соответствующим складкам, при этом ширина каждого желобка увеличивается/уменьшается;
стадию перемещения упругих элементов для перемещения, в положения на перемещаемом базовом листе, которые соответствуют соответствующим желобкам желобчатого ролика, нитевидных упругих элементов, которые были растянуты в направлении перемещения базового листа и на которые с помощью средства нанесения клея был нанесен клей; и
стадию формирования растягиваемого листа для формирования растягиваемого листа посредством вставки базового листа в желобки желобчатого ролика таким образом, чтобы обертывать соответствующие нитевидные упругие элементы посредством натяжения перемещаемых нитевидных упругих элементов, с уменьшением в то же время ширины каждого желобка желобчатого ролика, и заделывания и прикрепления с помощью клея нитевидных
упругих элементов к базовому листу.
11. Способ изготовления растягиваемого листа, в котором нитевидные упругие элементы, имеющие нанесенный на них клей, внедряют и закрепляют в соответствующих складках, которые образованы в базовом листе и продолжаются в направлении его перемещения, включающий в себя:
стадию формирования гребней для формирования множества пар гребней на одной поверхности базового листа посредством перемещения базового листа между плоским роликом и рубчатым роликом, в котором множество пар гребней, проходящих вдоль всего периметра периферийной поверхности, находятся в положениях, соответствующих соответствующим складкам;
стадию перемещения упругих элементов для перемещения, между каждой парой гребней на базовом листе, на котором было образовано множество пар гребней, каждого нитевидного упругого элемента, растянутого в направлении перемещения базового листа и на который с помощью средства нанесения клея был нанесен клей; и
стадию формирования растягиваемого листа для формирования растягиваемого листа посредством внедрения и прикрепления с помощью клея нитевидных упругих элементов между соответствующими парами гребней.
12. Способ изготовления растягиваемого листа по любому одному из пп. 7, 10 и 11, дополнительно включающий стадию частичного отрезания растягиваемого листа вместе с нитевидными упругими элементами после стадии формирования растягиваемого листа.
13. Способ изготовления растягиваемого листа по любому одному из пп. 7, 10 и 11, в котором: способ дополнительно
включает стадию отрезания упругих элементов для оказания давления и отрезания нитевидных упругих элементов после стадии формирования растягиваемого листа;
средство нанесения клея образует: намазанные участки, на которых клей нанесен на нитевидные упругие элементы; и ненамазанные участки, на которых клей не нанесен на нитевидные упругие элементы, или клейкие участки, имеющие более слабую силу сцепления, чем намазанные участки;
а на стадии отрезания упругих элементов на нитевидные упругие элементы оказывают давление и отрезают в положениях ненамазанных участков или клейких участков.
| JP 2004089403 A, 25.03.2004 | |||
| JP 2008104853 A, 08.05.2008 | |||
| JP 11299829 A, 02.11.1999 | |||
| US 5745922 A, 05.05.1998. |

