УРОВЕНЬ ТЕХНИКИ
I. ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к реактору для увеличения или максимизации эффективности производства среднего дистиллята из углеводородного сырья. В частности, настоящее изобретение направлено на уникальный способ и реакторную систему, которые увеличивают или максимизируют производство среднего дистиллята, например легкого рециклового газойля, из углеводородного сырья.
II. УРОВЕНЬ ТЕХНИКИ
[0002] Распространенным промышленным способом производства бензина, мазута и дизельного топлива является крекинг более тяжелых фракций нефти. Одним из основных промышленных способов выполнения такого превращения является флюид-каталитический крекинг (ФКК). В ФКК сырьевая фракция нефти, такая как вакуумный газойль, тяжелый атмосферный газойль и т.п., контактирует с частицами горячего, активного катализатора при высоких температурах и низких давлениях примерно 1-5 атм. абс. в отсутствие добавленного водорода. Катализатор должен быть в достаточном количестве и при достаточной температуре для испарения сырьевой нефти, нагрева сырьевой нефти до температуры крекинга примерно 482-538°C (900-1100°F) и подвода тепла эндотермической реакции. Нефть и катализатор текут вместе (в одном потоке) некоторое время, достаточное для проведения желаемого превращения. В ходе превращения тяжелых фракций нефти в более легкие фракции на частицах катализатора оседает кокс, который их деактивирует. Эти частицы деактивированного катализатора отделяют от крекированного нефтепродукта, отгоняют летучие углеводороды и перемещают его в отдельный регенератор. В этом регенераторе закоксованный катализатор соединяют с газом, содержащим кислород, например воздухом, с помощью которого кокс выжигается с поверхности катализатора, а катализатор одновременно и восстанавливается, и нагревается. Затем нагретый восстановленный катализатор возвращают в добавляемую дополнительную сырьевую нефть, завершая, таким образом, цикл. Типовые процессы ФКК очень подробно описаны в патентах США №:4064039; 4344926; 4194965; 3963603; 4428822; и 3879281, которые полностью включены в настоящую заявку посредством ссылки.
[0003] Весьма успешный подход, который значительно сокращает количество проблем, связанных с жесткими условиями эксплуатации, включая высокие температуры, описан, например, в патентах США №4664778; 4601814, 4336160; 4332674 и 4331533. В таких способах для одновременного превращения как высококипящих, так и низкокипящих компонентов, содержащихся в газойлях и остаточных нефтепродуктах, в газолин и более легкие компоненты с высокой селективностью и малым количеством образующегося кокса, предложен режим высокотемпературного флюид-каталитического крекинга-регенерации. Эти процессы высокотемпературного превращения стали возможными отчасти благодаря использованию двухступенчатых процессов регенерации катализатора. На первой ступени таких процессов регенерации частицы катализатора, на которых осели углеродсодержащие материалы, такие как кокс, регенерируют при условиях концентрации кислорода и температуры, выбранных для частичного сжигания водорода, связанного с углеродсодержащим материалом. Эти условия приводят к остаточному уровню углерода на катализаторе и образованию отходящего газа, обогащенного оксидом углерода (CO). Эта относительно мягкая первая регенерация служит для ограничения количества участков локального перегрева катализатора в присутствии пара, образующегося в процессе горения водорода, чтобы образующийся пар существенно не снижал активность катализатора. Частично регенерированный катализатор, практически без водорода в остающемся коксе, и содержащий остаточный углерод, извлекают из регенератора первой ступени и направляют в регенератор второй ступени с более высокой температурой, где оставшийся углерод практически полностью сжигают до CO2 при повышенной температуре до 816°C (1500°F). Регенерацию на второй ступени проводят при условиях и в присутствии кислорода, достаточного для сжигания практически всех отложений остаточного углерода и получения газа, обогащенного CO2.
[0004] Регенерированный катализатор извлекают из регенератора второй ступени и загружают в лифт-реактор при необходимой повышенной температуре и в количестве, достаточном для практически полного испарения углеводородного сырья. Частицы катализатора обычно имеют температуру выше 704°C (1300°F), а часто выше 760°C (1400°F), так чтобы при выбранной скорости подачи катализатора и скорости подачи углеводородного сырья испаряемые компоненты углеводородного сырья практически полностью быстро испарялись в лифт-реакторе, с помощью которого выполняется последующий каталитический крекинг сырья.
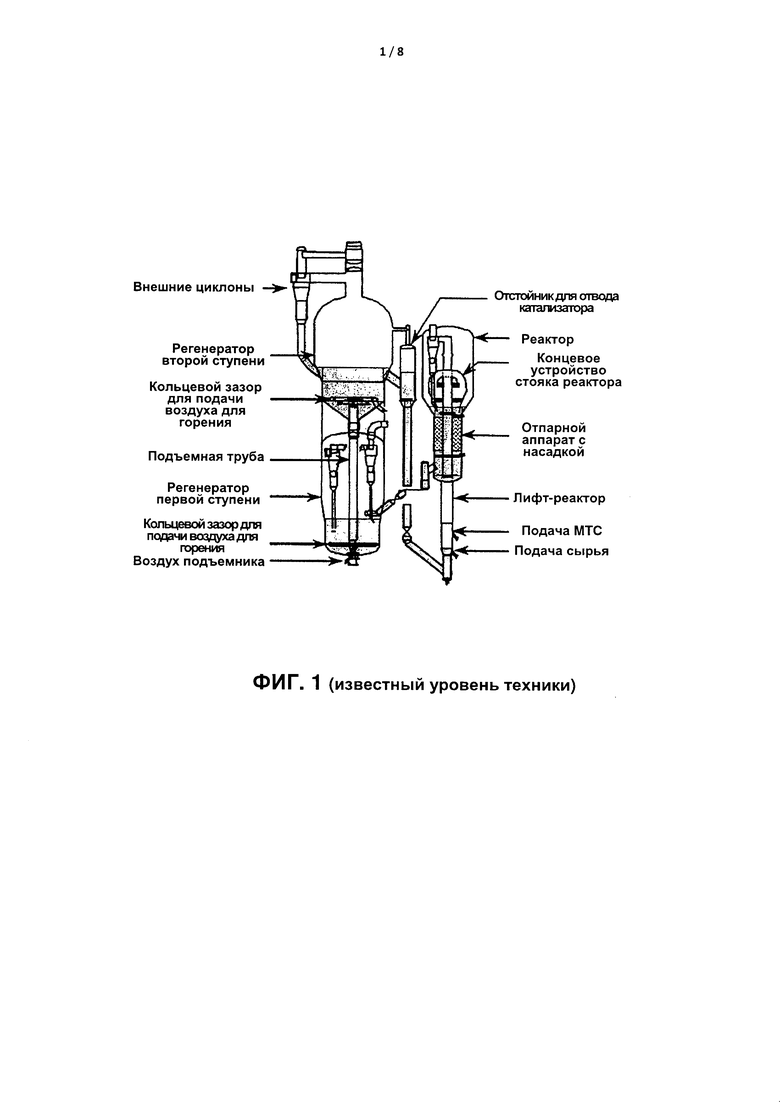
[0005] Схема установки ФКК, использующей эту технологию, показана на фиг. 1.
Установка состоит из одного лифт-реактора, отгонного аппарата с насадкой и многоступенчатого регенератора. Показанный регенератор представляет собой двухступенчатый регенератор, в котором частицы отработанного катализатора последовательно проходят первую и вторую (с относительно более низкой и более высокой температурой) зоны регенерации катализатора. После того как катализатор завершает свой цикл через регенератор, как описано выше, регенерированный катализатор извлекают из регенератора второй ступени и загружают в лифт-реактор при необходимой повышенной температуре и в количестве, достаточном для практически полного испарения углеводородного сырья. Испаренное углеводородное сырье при контакте с горячим полностью регенерированным катализатором подвергается каталитическому крекингу, продолжая перемещаться вверх в лифт-реакторе. Как только испаренные углеводородные продукты каталитического крекинга и отработанный катализатор достигают отгонного сосуда, отработанный катализатор отделяют от крекированных продуктов, направляют в зону отгонки для удаления летучих веществ, а затем направляют в нижнюю секцию регенератора, тем самым завершая цикл установки ФКК.
[0006] Специалистам будет очевидно, что в то время как бензин обычно является наиболее ценным продуктом установки ФКК, другие продукты могут сезонно увеличиваться в стоимости настолько, что увеличение их выходов становится выгодным. Например, в зимний период стоимость легкого рециклового газойля (ЛРГ), при использовании в качестве компонента печного топлива, может быть выше стоимости бензина. Специалистам будет понятно, что описанные выше способы ФКК имеют потенциальную возможность для увеличения выходов выбранных продуктов, например бензина или легкого рециклового газойля (ЛРГ)/дистиллята из исходного углеводородного сырья. Так как работа установки ФКК смещается от режима производства бензина, например, к режиму максимального производства дистиллята, выход ЛРГ и его цетановое число увеличивается и, следовательно, его можно более преимущественно использовать для смешивания при производстве, например, товарного дизельного топлива. В другом варианте реализации изобретения такие способы также имеют потенциальную возможность производства олефинов, особенно пропилена и бутиленов, с более высокими выходами, для использования в качестве ценного загружаемого сырья алкилирования бензина или в производстве продуктов нефтехимии. При таких обстоятельствах, следовательно, часто желательно эксплуатировать установки ФКК таким образом, чтобы увеличить или максимизировать производство определенного продукта или продуктов в зависимости от спроса.
[0007] Одним из подходов для увеличения выхода ЛРГ является уменьшение жесткости крекинга установки ФКК, чтобы снизить степень превращения. При более низкой степени превращения выходы тяжелых продуктов (легкий рецикловый газойль, тяжелый рецикловый газойль и осветленное масло) будут увеличиваться, в то время как выходы легких продуктов (бензин, СУГ и газ) и кокса будут уменьшаться. Жесткость крекинга можно уменьшить несколькими способами, такими как снижение активности катализатора, уменьшение температуры лифт-реактора, времени пребывания газа и отношения количества катализатора к количеству нефтяного сырья за счет увеличения температуры предварительного подогрева сырья. В частности, известно, что выход ЛРГ/дистиллята можно увеличить путем ограничения температуры на выходе лифт-реактора крекинга в пределах от примерно 465°C (870°F) до примерно 521°C (970°F), а более конкретно, в пределах от примерно 482°C (900°F) до примерно 510°C (950°F). Или же известно также, что степень превращения в процессах ФКК можно регулировать количеством горячего регенерированного катализатора, циркулирующего через лифт-реактор за определенное время, например, отношением количества катализатора к количеству нефтяного сырья. Таким образом, производство ЛРГ/дистиллята и других легких нефтепродуктов максимально увеличивается, поскольку уменьшается степень превращения углеводородного сырья в газообразные продукты, включая олефины C3/C4 и материал с более низким интервалом кипения.
[0008] Однако уменьшение отношения количества катализатора к количеству нефтяного сырья или ограничение температуры на выходе лифт-реактора крекинга с целью максимального увеличения производства ЛРГ/дистиллята сопровождается несколькими недостатками. Во-первых, более низкое отношение количества катализатора к количеству нефтяного сырья уменьшает удельную каталитическую активность. Кроме того, поскольку температура на выходе лифт-реактора крекинга снижается, температура в зоне подачи сырья лифт-реактора или в зоне смешения тоже снижается, что может уменьшать испарение сырья, особенно в случае переработки тяжелого сырья. Специалистам будет понятно, что технология регулирования температуры смеси (МТС) поможет испарить сырье путем искусственного повышения температуры зоны смешения в зоне подачи сырья лифт-реактора без обязательного повышения температуры на выходе лифт-реактора крекинга.
[0009] В другом варианте можно заменить катализатор, что позволило бы нефтепереработчику поддерживать максимально возможную жесткость крекинга, наряду с максимальным увеличением выхода ЛРГ. Катализаторы, содержащие активную матрицу, обеспечивают большее количество центров крекинга для больших углеводородных молекул, которые обычно находятся в тяжелом рецикловом газойле и осветленном масле. Эта более высокая активность матрицы в отношении крекинга, которую обычно связывают с высоким содержанием оксида алюминия и большой площадью поверхности, позволяет таким катализаторам превращать кубовый остаток в легкий рецикловый газойль. Несмотря на то, что каталитическое направление максимизации выхода ЛРГ может быть привлекательным, замена катализатора в промышленной установке ФКК может занимать несколько недель или месяцев, что делает этот подход непрактичным, когда спрос на ЛРГ изменяется внезапно.
[0010] В еще одном варианте сырье установки ФКК можно фракционировать для удаления легких фракций в интервале кипения ЛРГ, прежде чем подвергнуть это сырье процессу крекинга. Способ увеличения выхода ЛРГ методом фракционирования сырья, однако, является чрезмерно дорогим, если невозможно использовать существующее оборудование.
[0011] Таким образом, в свете вышеизложенного, задачей настоящего изобретения является обеспечение способа высокотемпературного флюид-каталитического крекинга-регенерации, в котором максимизировано производство требуемого продукта или продуктов каталитического крекинга газойлей, или остаточных нефтепродуктов, или их смесей и т.п. В частности, задачей настоящего изобретения являются обеспечение таких способов, которые обладают эксплуатационной гибкостью, необходимой для производства большего количества дистиллятов благодаря управлению каталитической активностью за счет использования частично регенерированного катализатора, отношениями количества катализатора к количеству нефтяного сырья, более низкой температурой на выходе лифт-реактора и использованию технологии регулирования температуры смеси (МТС) лифт-реактора для увеличения испарения сырья.
[0012] Еще одной задачей настоящего изобретения являются обеспечение способов, подобных описанным выше, в которых процесс каталитического крекинга успешно проводят в отдельных лифт-реакторах, каждый из которых эксплуатируется независимо при выбранных условиях.
[0013] Дополнительные задачи настоящего изобретения станут очевидными из последующего краткого и подробного описания предпочтительных вариантов реализации настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0014] В соответствии с настоящим изобретением предложен усовершенствованный способ флюид-каталитического крекинга-регенерации, в котором производство требуемого продукта, такого как средний дистиллят, увеличено или максимизировано путем избирательного ограничения каталитической активности крекинга соответствующего лифт-реактора до оптимальных или предпочтительных пределов за счет регулирования ввода катализатора с необходимой микроактивностью, определенной в испытании микроактивности (МАТ) согласно ASTM D-3907, и температуры катализатора из многоступенчатого регенератора для достижения необходимой степени превращения сырья. С этой целью необходимые реакции избирательного каталитического крекинга можно проводить посредством автономного регулирования условий крекинга в раздельно эксплуатирующихся лифт-реакторах, причем катализатор в каждый лифт-реактор подается из общего многоступенчатого регенератора.
[0015] Таким образом, в настоящем изобретении предложен способ максимизации производства и качества среднего дистиллята из углеводородного сырья, включающий:
a) подачу частично регенерированного катализатора в первый лифт-реактор и полностью регенерированного катализатора во второй лифт-реактор и необязательно в указанный первый реактор;
b) крекинг первого сырья, выбранного из углеводородного сырья и рециркулированного сырья, содержащего по меньшей мере некрекированные кубовые остатки в первом лифт-реакторе, с получением первого крекированного продукта и отработанного катализатора;
c) отделение указанного первого крекированного продукта, включая средний дистиллят, от указанного отработанного катализатора в одном реакторном сосуде;
d) извлечение указанного первого крекированного продукта, включая упомянутый средний дистиллят, и отделение некрекированного кубового остатка от указанного первого крекированного продукта;
e) крекинг второго сырья, выбранного из рециркулированного сырья или углеводородного сырья, но отличающегося от первого сырья, во втором лифт-реакторе с получением второго крекированного продукта;
f) отделение второго крекированного продукта, включая средний дистиллят, от отработанного катализатора в указанном одном реакторном сосуде; и
g) передачу отработанного катализатора из первого и второго лифт-реакторов в устройство многоступенчатой регенерации катализатора,
где указанное устройство многоступенчатой регенерации катализатора обеспечивает указанный частично регенерированный и указанный полностью регенерированный катализатор, имеющий различную активность МАТ, для использования в указанном первом и/или указанном втором лифт-реакторе.
[0016] Устройство многоступенчатой регенерации катализатора данного способа содержит один двухступенчатый регенератор катализатора, и отработанный катализатор частично регенерируется в первой ступени указанного двухступенчатого регенератора катализатора, первая часть указанного частично регенерированного катализатора подается в первый лифт-реактор; вторая часть указанного частично регенерированного катализатора подается во вторую ступень регенерации указанного двухступенчатого регенератора катализатора с получением полностью регенерированного катализатора, и указанный полностью регенерированный катализатор подается в указанный второй лифт-реактор и, необязательно, в указанный первый лифт-реактор.
[0017] Кроме того, настоящее изобретение относится к системе крекинга углеводородов для максимизации производства и качества среднего дистиллята из углеводородного сырья, включающей устройство многоступенчатой регенерации катализатора, которое обеспечивает частично регенерированным катализатором и/или полностью регенерированным катализатором соответственно первый лифт-реактор и второй лифт-реактор, каждый получающий различное сырье, выбранное из углеводородного сырья и рециркулированного сырья; и одного реакторного сосуда для переноса закоксованного катализатора в указанное устройство регенерации, где катализатор указанной системы имеет различную активность МАТ в указанном частично регенерированном катализаторе и указанном полностью регенерированном катализаторе.
[0018] Устройство многоступенчатой регенерации катализатора этой системы содержит один двухступенчатый регенератор катализатора, имеющий первую ступень регенерации и вторую ступень регенерации, где катализатор является частично регенерированным катализатором на выходе первой ступени регенерации и полностью регенерированным катализатором на выходе второй ступени регенерации.
[0019] Одним из преимуществ настоящего изобретения является возможность эксплуатации УФКК с одним и тем же катализатором с различными активностями МАТ, то есть, частично регенерированным катализатором при подаче на первый лифт-реактор (R1) и полностью регенерированным катализатором при подаче на второй лифт-реактор (R2), где второй лифт-реактор может рассматриваться как лифт-реактор для рециркуляции. В результате кубовые продукты, полученные из лифт-реактора (R1) при низкой активности МАТ, будут легко подвергаться крекингу в лифт-реакторе (R2) с использованием катализатора с более высокой активностью МАТ и при более высокой жесткости, то есть более жестких условиях эксплуатации, таких как более высокая температура на выходе лифт-реактора.
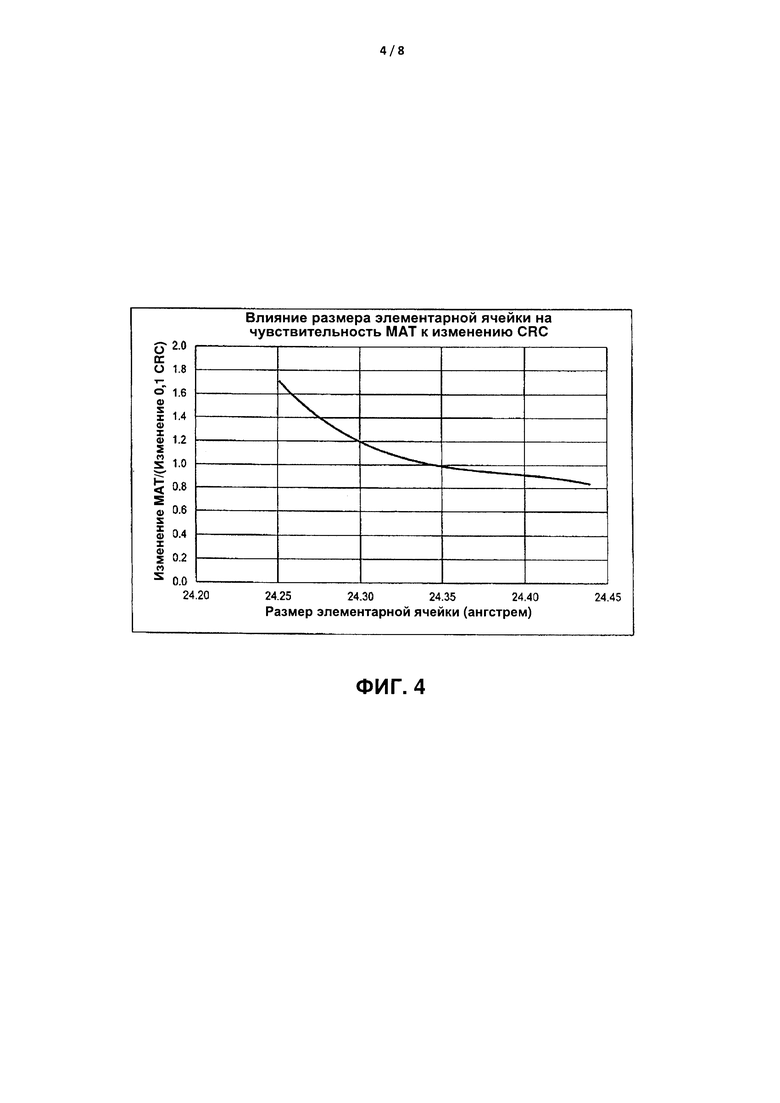
[0020] Такая конфигурация УФКК использует преимущества эксплуатационной гибкости, которые обеспечиваются любой конфигурацией многоступенчатого регенератора, например двухступенчатым регенератором, в котором углеродом на регенерированном катализаторе (CRC) с первой ступени регенератора (RGN1) в частично выжженном состоянии можно управлять путем регулирования рабочих условий, таких как расход воздуха для горения. На фиг. 4 показано, как для конкретного типа катализатора, характеризующегося размером элементарной ячейки, изменяется активность МАТ при каждом изменении CRC на 0,1% (масс.). Другим способом регулирования CRC и температуры катализатора в первом регенераторе (RGN1) является рециркуляция горячего полностью регенерированного катализатора из второго регенератора (RGN2) в RGN1, чтобы добавить, в необходимой пропорции, горячий полностью регенерированный катализатор для уменьшения среднего CRC на катализаторе и увеличения температуры RGN1. К тому же в линию рециркуляции из RGN2 в RGN1 может быть установлен охладитель катализатора, чтобы обеспечить эксплуатационную гибкость для разделения регулирования среднего CRC и средней температуры катализатора в RGN1. Другим вариантом является установка охладителя катализатора либо на RGN1, либо на RGN2.
[0021] Объектом настоящего изобретения является эксплуатация УФКК в диапазоне степени превращения, который максимизирует производство ЛРГ и цетановое число при одновременной минимизации выхода суспензии.
[0022] Способ согласно настоящему изобретению будет более понятен исходя из следующего подробного описания предпочтительных вариантов реализации изобретения и приложенных чертежей, которые иллюстрируют и поясняют такие варианты реализации изобретения. Следует, однако, понимать, что такие показанные варианты реализации изобретения не должны рассматриваться как ограничивающие данное изобретение, поскольку в пределах объема пунктов формулы изобретения можно сделать множество изменений в пределах существа изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0023] Варианты реализации общего изобретения показаны в виде примеров на приложенных чертежах, где:
[0024] На фиг. 1 представлена схема аппарата флюид-каталитического крекинга уровня техники с одним лифт-реактором (по материалам работы Gauthier et al., 2000, FCC: Fluidization phenomena and technologies. Oil & Gas Science and Technology-Rev. IFP 55 (2), 187-207; которая включена в настоящую заявку посредством ссылки).
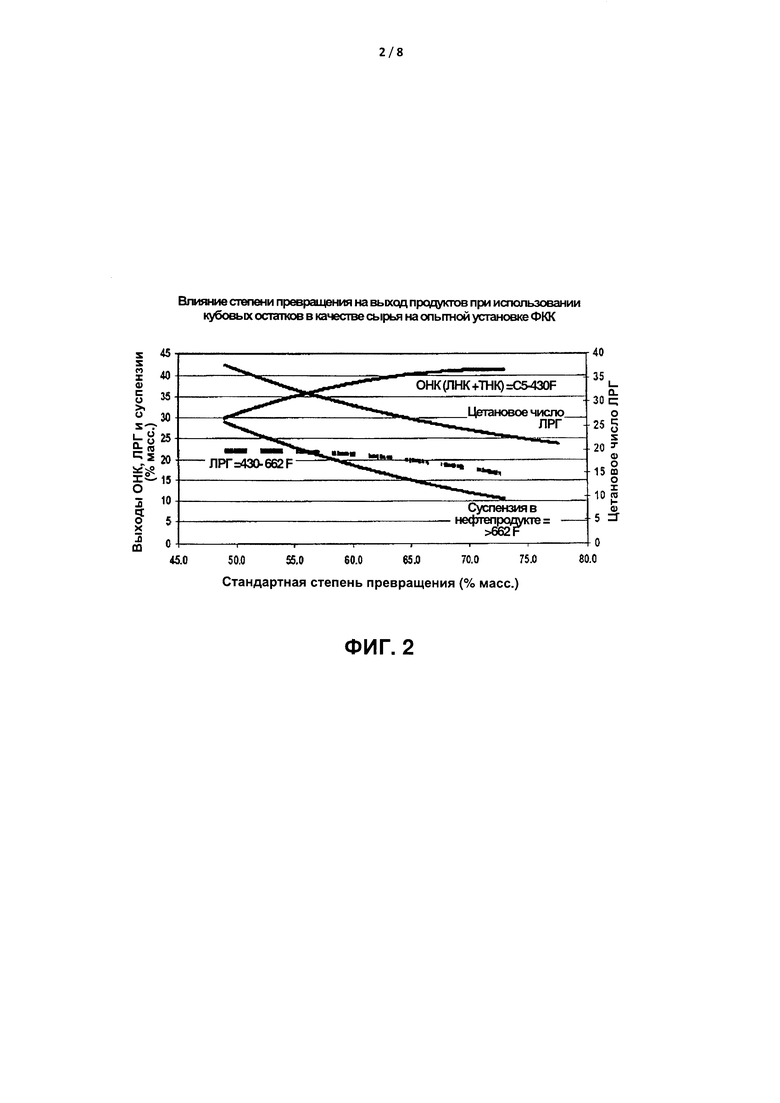
[0025] На фиг. 2 представлен график, иллюстрирующий влияние степени превращения на выход жидкостей в опытной установке настоящего изобретения. График также показывает, что максимизация ЛРГ ведет к увеличению выхода суспензии в нефтепродукте. Стандартная степень превращения определяется как % (масс.) свежего сырья, превращенного в кокс и продукты с интервалом кипения ≤221°C (430°F). Таким образом, при уменьшении степени превращения сырья, количество ЛРГ и суспензии в нефтепродукте увеличивается. Важно отметить, что ценная суспензия в нефтепродукте минимизируется, а более ценный ЛРГ максимизируется.
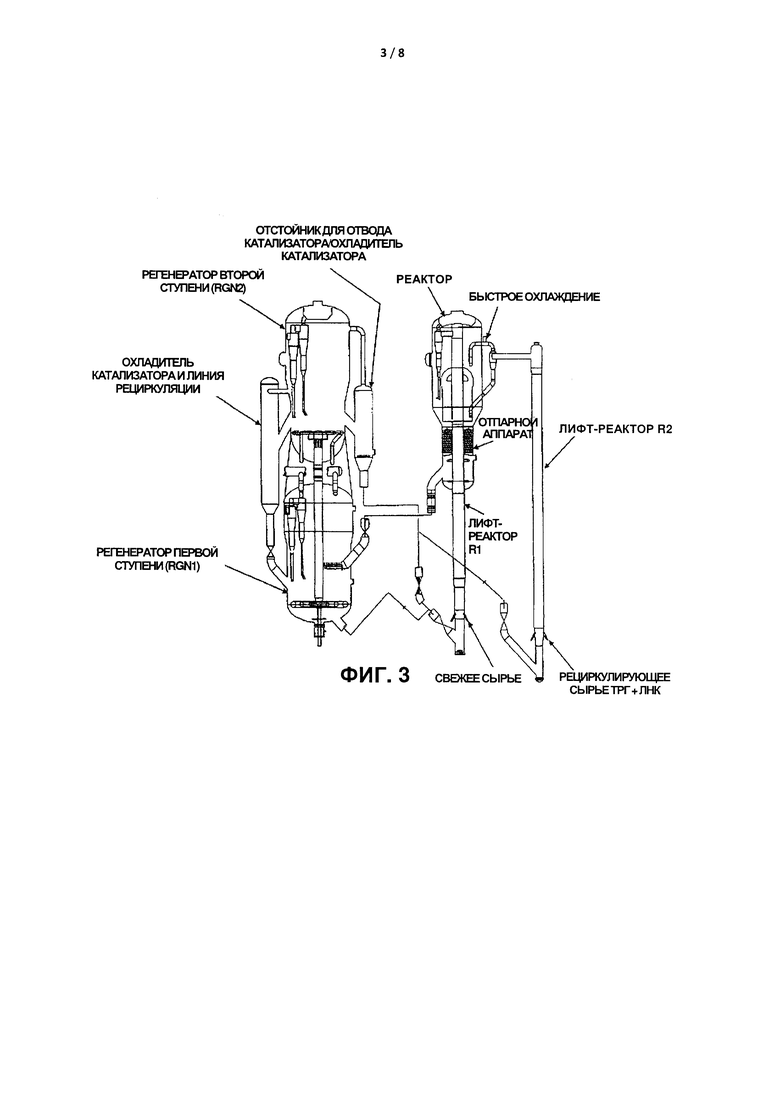
[0026] На фиг. 3 представлена схема аппарата флюид-каталитического крекинга согласно настоящему изобретению, в котором двухступенчатый регенератор включает в себя линию рециркуляции и охладитель катализатора для подачи полностью регенерированного катализатора на первую ступень регенератора и либо полностью, либо частично регенерированного катализатора к двум лифт-реакторам для максимизации производства среднего дистиллята.
[0027] На фиг. 4 показан график, иллюстрирующий влияние углерода на регенерированном катализаторе (CRC) на испытание микроактивности катализатора (МАТ) в зависимости от размера элементарной ячейки катализатора.
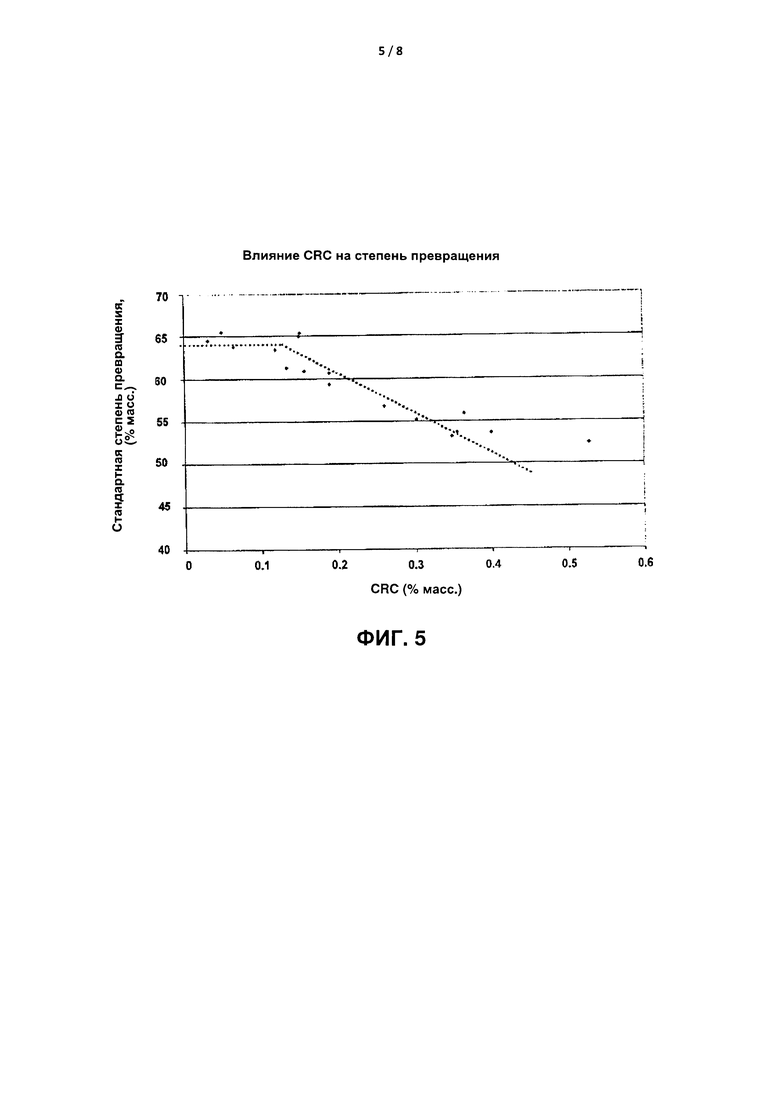
[0028] На фиг. 5 показан график, иллюстрирующий степень превращения свежего сырья в кокс и продукты с температурой кипения ≤221°C (430° F). Чем ниже CRC, тем выше степень превращения сырья, поскольку катализатор более активен. Для максимального производства ЛРГ требуется менее активный катализатор и к тому же менее жесткие условия эксплуатации, например более низкая температура на выходе лифт-реактора.
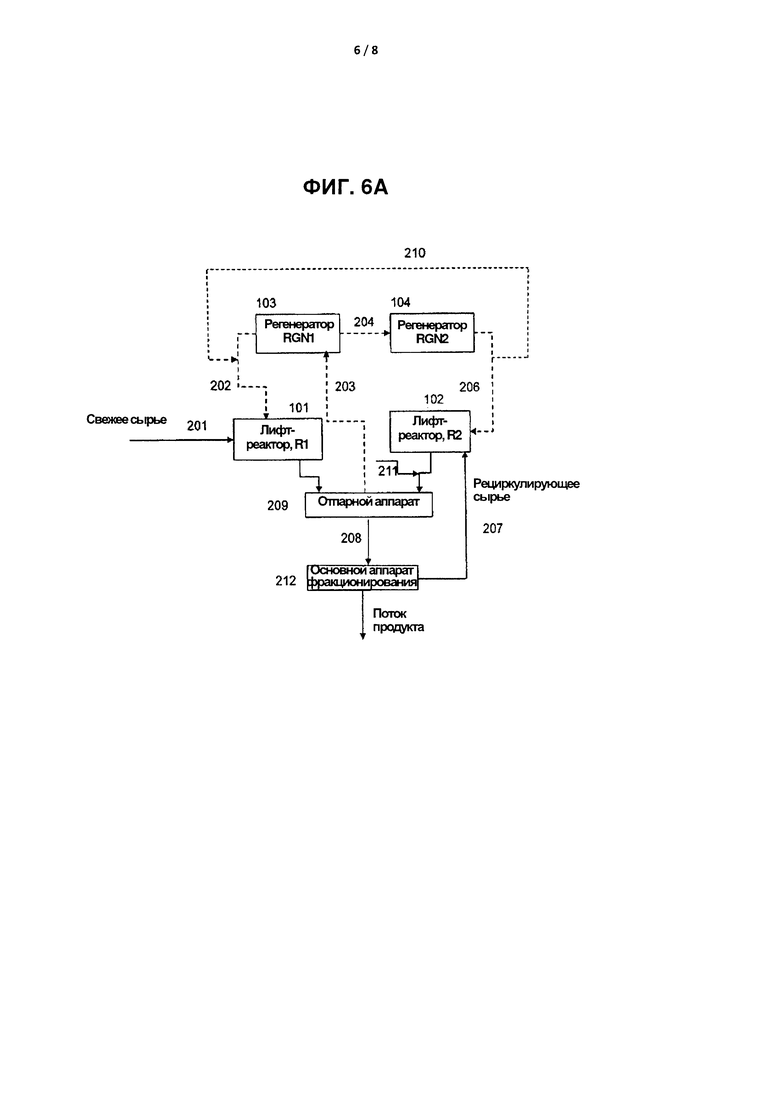
[0029] На фиг. 6A представлена устройство-схема, показывающая модифицированный способ фиг. 3, где сплошные линии изображают потоки углеводородов, а пунктирные линии изображают потоки катализатора, и лифт-реактор R1 получает частично регенерированный катализатор регенератора RGN1, а лифт-реактор R2 получает полностью регенерированный катализатор регенератора RGN1. При необходимости частично регенерированный катализатор из регенератора RGN1 может смешиваться с некоторым количеством полностью регенерированного катализатора из регенератора RGN2 перед поступлением в лифт-реактор R1.
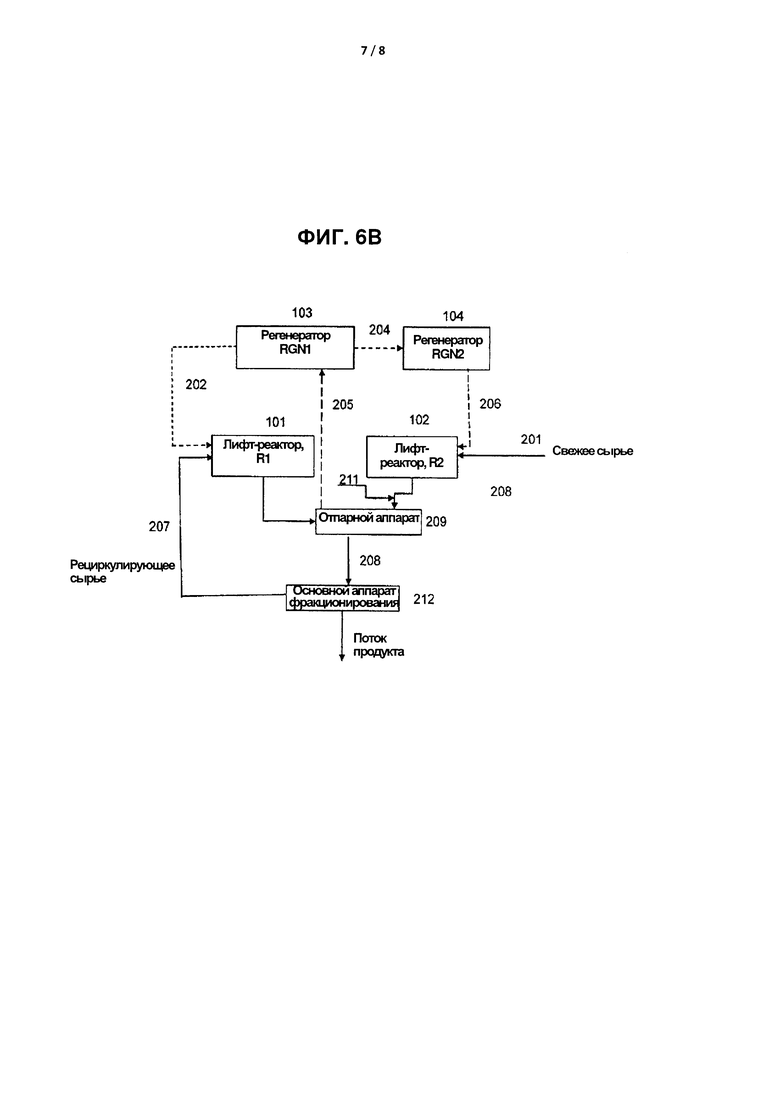
[0030] На фиг. 6B представлена устройство-схема, иллюстрирующая способ для максимизации производства среднего дистиллята, показанный на фиг. 3, где сплошные линии изображают потоки углеводородов, а пунктирные линии изображают потоки катализатора. Лифт-реактор R1 получает частично регенерированный катализатор регенератора RGN1, а лифт-реактор R2 получает полностью регенерированный катализатор регенератора RGN2.
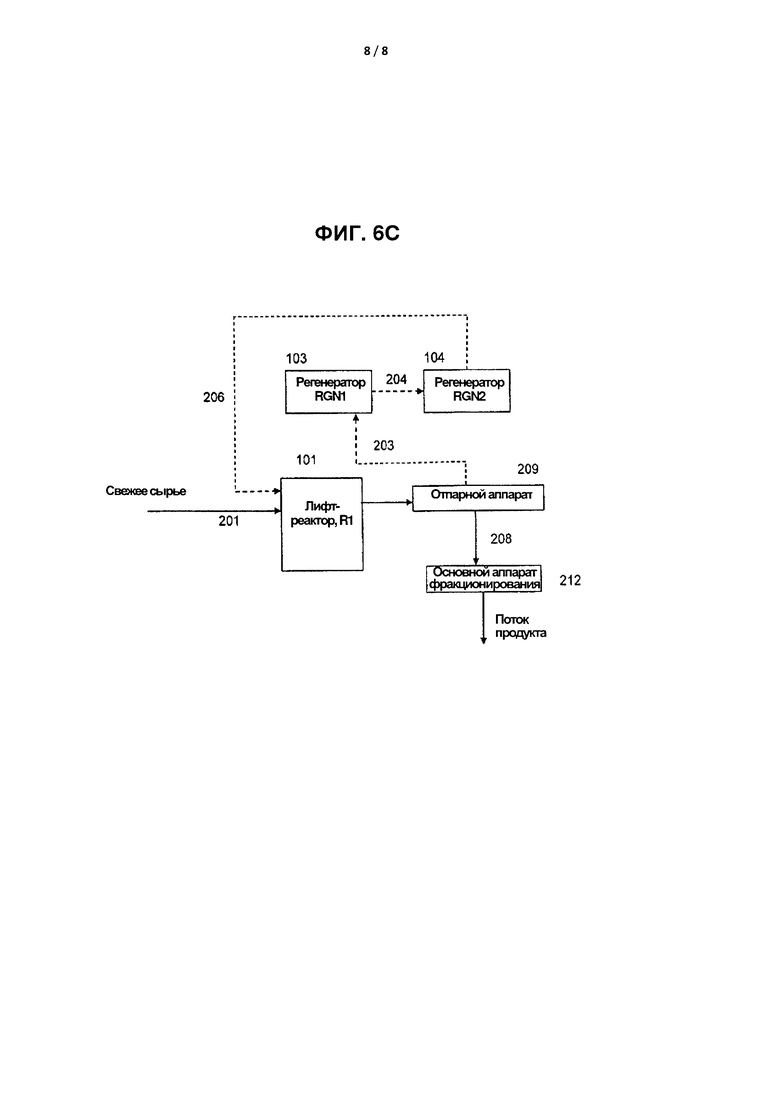
[0031] На фиг. 6C представлена блок-схема, показывающая еще один вариант способа фиг. 3, работающий в режиме с одним лифт-реактором при очень жестких условиях, где лифт-реактор рециркулированного сырья R2 отключен, а лифт-реактор свежего сырья R1 получает полностью регенерированный катализатор регенератора RGN2. Вариант реализации, представленный на фиг. 6С, показывает эксплуатационную гибкость настоящего изобретения для перехода от режима эксплуатации с максимальным производством ЛРГ к режиму с максимальным производством бензина.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0032] В соответствии с настоящим изобретением предложена усовершенствованная система крекинга углеводородов для максимизации производства среднего дистиллята, включающая одно устройство многоступенчатой регенерации катализатора, который обеспечивает частично регенерированным катализатором и/или полностью регенерированным катализатором первый лифт-реактор для приема углеводородного сырья и второй лифт-реактор для приема рециркулированного сырья. Частично регенерированный катализатор и полностью регенерированный катализатор имеют различную активность МАТ из-за различных уровней CRC.
[0033] В настоящем изобретении предложен способ каталитического крекинга, предназначенный для максимизации производства среднего дистиллята из углеводородного сырья. В следующем описании средний дистиллят будет называться легким рецикловым газойлем (ЛРГ), который представляет собой углеводородную фракцию, имеющую интервал кипения от примерно 150°C (302°F) до примерно 380°C (716°F). Специалисту будет понятно, что этот интервал кипения может изменяться в некоторых пределах на разных нефтеперерабатывающих заводах в зависимости от, например, требований к смешиванию для производства конечных продуктов, имеющих свойства, которые соответствуют обязательным местным требованиям. Сырьем могут быть любые вакуумные газойли, тяжелый атмосферный газойль, атмосферный мазут, вакуумный мазут, газойли коксования, газойли висбрекинга, деасфальтизированная нефть, кубовые остатки гидрокрекинга и любой поток углеводородного сырья из процесса добычи нефти или любая комбинация перечисленных выше потоков или их аналогов после гидроочистки. Сырье также может представлять собой некоторые компоненты, образующиеся из биомассы, такие как растительные масла, или продукты превращения биомассы в нефтепродукты, полученные с использованием различных процессов.
[0034] В целях согласно настоящему изобретению вышеупомянутое углеводородное сырье будет называться свежим углеводородным сырьем или свежим сырьем. Аналогично, в целях согласно настоящему изобретению наименование «рециркуляция» или «рециркулированное сырье» относится к углеводородному потоку, который уже был подвергнут некоторому крекингу, например, в лифт-реакторе свежего сырья, однако можно также вообразить, что сырье может поступать из отдельной установки ФКК. Специалистам будет понятно, что продукт(ы) первоначального процесса крекинга могут нуждаться в дополнительной переработке, такой как дистилляция, для выделения тех продуктов, которым требуется дальнейший крекинг в лифт-реакторе рециркулированного сырья. Такие дополнительные процессы выделения или дистилляции хорошо известны любому специалисту в данной области техники.
[0035] Использующийся в данном способе катализатор предпочтительно будет иметь ограниченную активность, поскольку целью является производство среднего дистиллята, а не бензина. Этот катализатор будет минимизировать реакции переноса водорода, так как они превращают нафтены в ароматические соединения и уменьшают выход дистиллята и цетановое число дистиллята. Катализатор предпочтительно состоит из цеолита с порами большого размера и активной матрицы, которая содержит ингредиенты для крекинга тяжелой нефти в ЛРГ (интервал кипения дизельного топлива) и бензин. Содержание цеолита с порами большого размера в свежем катализаторе может быть ограничено менее чем 10% масс. катализатора, значительно меньше, чем встречается в большинстве катализаторов флюид-каталитического крекинга, ориентированных на производство бензина. Катализатор может предпочтительно иметь относительно слабые кислотные центры на матрице. Углерод на частично регенерированном катализаторе, вероятно, может также отравлять самые активные кислотные центры, дополнительно увеличивая производство ЛРГ в лифт-реакторе сырья.
[0036] Специалистам будет очевидно, что настоящее изобретение значительно увеличивает или максимизирует производство среднего дистиллята с использованием системы ФКК, содержащей в том числе по меньшей мере два лифт-реактора и устройство многоступенчатой регенерации катализатора, которое способно обеспечивать регенерированный катализатор, имеющий различную каталитическую активность (например, активность МАТ). Необходимая эффективность в соответствии с данным изобретением достигается за счет подачи частично регенерированного катализатора в углеводородное сырье в одном лифт-реакторе (т.е. в лифт-реакторе «свежего сырья» R1) и подачи полностью регенерированного катализатора во второй одном лифт-реактор R2, содержащий «рециркулированное» сырье. Рециркулированное сырье будет содержать в основном малоценные продукты, такие как суспензия нефтепродукта, полученная из лифт-реактора свежего сырья с использованием катализатора, имеющего низкую активность МАТ. Рециркулированное сырье подвергается крекингу во втором лифт-реакторе (т.е. в лифт-реакторе «рециркулированного сырья» R2) с использованием катализатора, имеющего более высокую активность МАТ, и более высокую жесткость крекинга из-за более высокой температуры и отношения количества катализатора к количеству нефтяного сырья. Необходимо отметить, что в зависимости от экономической конъюнктуры в лифт-реакторе рециркулированного сырья могут также перерабатываться запасы фракции нафты для увеличения производства СУГ.
[0037] Сокращение МАТ обозначает микроактивность и представляет для данного катализатора его потенциальные возможности крекинга сырья. В процессе ФКК катализатор, циркулирующий в установке, подвергается старению из-за совместного воздействия пара, высокой температуры и металлов, что приводит к разрушению цеолита и, соответственно, к уменьшению активности катализатора. Для того чтобы настроить скорость добавления катализатора, необходимо отбирать пробы равновесного катализатора из установки и оценивать его активность с помощью испытания микроактивности катализатора. Это испытание обычно проводят в микрореакторе с неподвижным слоем с использованием стандартного сырья и условий эксплуатации, таких как температура на выходе лифт-реактора (ROT) и отношение количества катализатора к количеству нефтяного сырья (C/O). В этом испытании значение МАТ, выраженное в % масс., определяется как степень превращения сырья в продукты с температурой кипения ≤221°C (430°F). В этом испытании можно также определить некоторые другие факторы, известные специалистам в данной области техники, такие как коксовый и газовый факторы, которые позволяют лучше оценить потенциальные возможности крекинга и поведение равновесного катализатора. Следует отметить, что использование стандартного испытания при стандартных условиях эксплуатации позволяет проводить относительное сравнение испытуемых катализаторов. Для типичных равновесных катализаторов ФКК значение МАТ лежит в диапазоне от 50 до 80% масс., в основном от 62 до 77% масс. Для установок ФКК, эксплуатирующихся в режиме максимального производства бензина, значение МАТ обычно больше, чем 70% масс.
[0038] Продукты, получающиеся в результате крекинга такого сырья, включают, но не ограничиваются ими, потоки газообразных продуктов, содержащие легкие олефины от C2 до C6, легкий бензин ФКК C6-C8, промежуточный бензин ФКК, содержащий бензол и углеводороды C8-C9, тяжелый бензин ФКК, содержащий углеводороды C9–C11, и другие продукты в интервале кипения бензина, содержащие материалы, кипящие в интервале от C5 (примерно 38°C (100°F)) до примерно 221°C (430°F), легкий рецикловый газойль/дистиллят, кипящий в интервале от примерно 221°C (430°F) до примерно 343°C (650°F), тяжелый товарный рецикловый газойль, кипящий в интервале от примерно 343°C (650°F) до примерно 482°C (900°F), и суспензию в нефтепродукте, кипящую от примерно 521°C (970°F) и выше. В некоторых установках отсутствует отбор тяжелых рециркулированных продуктов, и в таком случае суспензия в нефтепродукте представляет собой материал с температурой кипения 343°C (650°F) и выше. Как отмечалось ранее в соответствии с одним из вариантов реализации данного изобретения, предлагаемый способ позволяет увеличить производство среднего дистиллята, который в настоящем описании называется легким рецикловым газойлем и представляет собой углеводородную фракцию с интервалом кипения от 150°C (302°F) до 374°C (716°F) и предпочтительно от 221°C (430°F) до 304°C (580°F).
[0039] Схема установки ФКК одного из вариантов реализации согласно настоящему изобретению показана на фиг. 3. Установка состоит из системы двух лифт-реакторов, которые в данном описании называются лифт-реактором свежего сырья R1 и лифт-реактором рециркулированного сырья R2, реакторного/отгонного сосуда, устройств разделения катализатора и паров и многоступенчатого регенератора. В способе согласно настоящему изобретению предпочтительно, чтобы регенератор представлял собой двухступенчатый регенератор, в котором частицы отработанного катализатора проходят последовательно первую и вторую (с более низкой и более высокой температурой) зону/ступень регенерации катализатора (регенератор RGN1 и регенератор RGN2), наподобие способа, описанного в патентах США №4,664,778; 4,601,814; 4,336,160; 4,332,674; и 4,331,533, которые включены в настоящую заявку посредством ссылки.
[0040] В соответствии с настоящим изобретением регенератор первой ступени RGN1 действует как зона умеренного предварительного сжигания, которая частично удаляет кокс, например от примерно 40 до примерно 70% на катализаторе, посредством этого восстанавливая, в некоторой степени, каталитическую активность (частично регенерируя) катализатора ФКК.
[0041] Согласно одному из вариантов реализации согласно настоящему изобретению, с целью увеличения или максимизации производства легкого рециклового газойля/дистиллята, катализатор, использующийся для переработки углеводородов в лифт-реакторе свежего сырья, предпочтительно должен иметь ограниченную активность МАТ, в целом от примерно 30 до примерно 65% масс., и более предпочтительно, МАТ ниже примерно 65% масс., и предпочтительно ниже примерно 62% масс., которую можно регулировать посредством регулирования/корректировки углерода (кокса), остающегося на регенерированном катализаторе путем управления режимом работы регенератора RGN1.
[0042] Более активный полностью регенерированный катализатор из регенератора RGN2 подается во второй лифт-реактор рециркулированного сырья, т.е. в лифт-реактор R2, для оптимального превращения рециркулированного сырья при условиях реакции, не зависящих от основного лифт-реактора. Активность МАТ катализатора на входе в лифт-реактор R2 обычно лежит в диапазоне от примерно 50 до примерно 80% масс.
[0043] В другом варианте реализации согласно настоящему изобретению, как будет понятно специалистам, максимизации производства легкого рециклового газойля/дистиллята, в дополнение к регулированию активности катализатора в лифт-реакторе, можно также достигнуть/дополнить путем регулирования отношения количества катализатора к количеству нефтяного сырья и/или температуры на выходе лифт-реактора.
[0044] Как показано на фиг. 3, частично регенерированный катализатор с необходимой ограниченной активностью и температурой из регенератора RGN1 направляется непосредственно в нижнюю часть лифт-реактора свежего сырья R1. После короткой зоны повторного ускорения для стабилизации потока катализатора в лифт-реактор свежего сырья R1 впрыскивается подогретое мелкораспыленное нефтяное сырье, вступающее в контакт с частично регенерированным катализатором. Предпочтительно, чтобы нефтяное сырье подавалось с использованием известных в данной области техники распылительных сопел или высокоэнергетических систем впрыскивания, способных быстро и полностью испарять сырье. Для увеличения производства легкого рециклового газойля/дистиллята в одном из вариантов согласно настоящему изобретению температура смеси свежее сырье-катализатор в лифт-реакторе R1 составляет от примерно 444°C (832°F) до примерно 624°C (1155°F) и предпочтительно от примерно 482°C (900°F) до примерно 510°C (950°F). Специалистам будет понятно, что более низкая температура смеси углеводород-катализатор приводит к уменьшению скорости каталитического превращения углеводородного сырья в бензин и олефиновые продукты C3-C6, увеличивая тем самым производство легкого рециклового газойля/дистиллята и в меньшей степени более тяжелых материалов, чем легкий рецикловый газойль. Эти более тяжелые материалы затем можно последовательно рециркулировать для крекинга в лифт-реакторе R2 на горячем полностью регенерированном катализаторе из второй ступени регенератора RGN2 при температуре крекинга от примерно 521°C (970°F) до примерно 652°C (1205°F) и предпочтительно в диапазоне от примерно 532°C (990°F) до примерно 621°C (1150°F).
[0045] Для конкретного сырья и температуры подогрева циркуляция катализатора будет регулироваться в обоих лифт-реакторах так, чтобы соблюдался тепловой баланс установки. Поскольку жесткость крекинга в лифт-реакторе R1 сильно отличается от жесткости крекинга в лифт-реакторе R2, следует ожидать, что отношение количества катализатора к количеству нефтяного сырья (C/O) в реакторах тоже будет сильно отличаться. В лифт-реакторе R1, в связи с низкой температурой крекинга, C/O будет изменяться от примерно 4 до примерно 10, и предпочтительно от примерно 4,5 до примерно 6, в то время как лифт-реакторе R2 при более высокой температуре крекинга C/O будет изменяться от примерно 8 до примерно 20 и предпочтительно от примерно 10 до примерно 15.
[0046] На конце лифт-реактора свежего сырья R1 необязательно может быть установлено концевое устройство лифт-реактора для быстрого разделения паров углеводородов и частиц катализатора для уменьшения дальнейшего термического и каталитического крекинга. Такое устройство обычно рекомендуется для очень жесткого режима эксплуатации, который не рассматривается в настоящем изобретении, если только УФКК больше не работает в «режиме дистиллята», а переведена обратно в «режим бензина» по экономическим причинам. Хотя концевое устройство лифт реактора может располагаться вне отгонного сосуда, в предпочтительном варианте реализации изобретения, как показано на фиг. 3, концевое устройство лифт реактора расположено внутри, в верхней разбавленной части реакторного сосуда. Наверху лифт-реактора R2 установлено внешнее циклонное сепарационное устройство грубого разделения для отделения катализатора от паров продуктов. Отделенный катализатор переливается в отгонный сосуд по опускным трубам. Пары резко охлаждаются потоком углеводорода, такого как ТРГ, до температуры паров лифт-реактора R1 для минимизации разложения продукта в результате термического крекинга. Потоки паров с выхода сепарационного устройства первого лифт-реактора R1 объединяются с потоком паров из второго лифт-реактора R2 и направляются в циклоны реактора для дальнейшего удаления захваченных частиц катализатора перед вводом в основной аппарат фракционирования. Отгонный сосуд реактора также включает секцию фазы низкой плотности, которая действует как отгонный аппарат, в котором пар используется для удаления большинства летучих захваченных паров углеводородов в режиме противотока, предпочтительно с насадкой и множеством точек подачи пара. В верхней разбавленной фазе отделенные крекированные продукты (которые необязательно могут быстро охлаждаться) направляются из концевого устройства лифт реактора в циклоны для дальнейшего отделения захваченных частиц катализатора. Циклоны могут быть открытыми в верхнюю разбавленную фазу или глухо соединены с концевым устройством лифт реактора. Пары углеводородных продуктов, выходящие из циклонных сепараторов, разделяются в последующей основной ректификационной колонне на отдельные фракции продуктов. Поскольку реакции крекинга происходят в обоих лифт-реакторах, тяжелые углеводороды крекируются в газообразные продукты, перемещающиеся в лифт-реакторе вверх вместе с катализатором, а кокс, обычно 4-8 процентов по массе, осаждается на катализаторе, тем самым существенно снижая его активность. Отработанный катализатор, подвергнутый отгонке, из зоны отгонки отгонного сосуда направляется наверх флюидизированного слоя регенератора первой ступени RGN1.
[0047] Во флюидизированном слое регенератора RGN1 активность катализатора восстанавливается до необходимого уровня за счет сжигания кокса захваченного/осажденного на катализаторе в строго контролируемом потоке воздуха. В таких процессах отработанный катализатор, подвергнутый отгонке, поступает в первый плотный флюидизированный слой катализатора в регенераторе RGN1, который поддерживается при строго определенном содержании кислорода и температуре ниже примерно 816°C (1500°F) и предпочтительно не выше чем примерно 704°C (1300°F). Сжигание углеродсодержащего материала или кокса, осажденного на отработанном катализаторе, в регенераторе RGN1 проводится при относительно умеренных температурах, достаточных для сжигания, по существу, всех захваченных паров углеводородов, присутствующих в коксовых отложениях и в части углерода (кокса), осажденного на катализаторе. Температура регенерации, таким образом, ограничивается в пределах от примерно 621°C (1150°F) до примерно 707°C (1305°F) и предпочтительно температурой, которая не превышает гидротермическую стабильность катализатора или металлургические пределы обычного режима низкотемпературной регенерации, который лежит в диапазоне от примерно 760°C (1400°F) до примерно 788°C (1450°F). Отходящие газы, относительно обогащенные оксидом углерода, извлекаются из первой зоны регенерации и могут быть пропущены, например, через зону первичного привода устройства рекуперации энергии с получением либо электроэнергии, либо для привода воздуходувок, перед объединением с отходящими газами из регенератора RGN2. Объединенный отходящий газ направляется в котел или в установку сжигания оксида углерода с получением пара за счет более полного сгорания имеющегося оксида углерода.
[0048] Помимо восстановления каталитической активности процесс сжигания в регенераторе RGN1 также повышает температуру катализатора, обеспечивая таким образом необходимую энергию для испарения сырья и реакций крекинга в лифт-реакторе. Специалистам будет очевидно, что, по существу, процесс сжигания можно контролировать путем регулирования расхода воздуха и, следовательно, регулировать количество углерода на регенерированном катализаторе (CRC) и его температуру до того уровня, который будет увеличивать или максимизировать производство дистиллята в лифт-реакторе свежего сырья. Для этой цели значение CRC должно составлять от примерно 0,2 до примерно 0,8 процентов по массе и предпочтительно составлять от примерно 0,30 до примерно 0,6 процентов по массе для достижения дезактивации катализатора, необходимой с получением дистиллята в лифт-реакторе R1. Частично регенерированный катализатор из регенератора RGN1, который не используется в лифт-реакторе свежего сырья, как показано на фиг. 3, с помощью воздуха поднимается в вышерасположенный второй регенератор RGN2, где оставшиеся отложения кокса практически полностью сжигаются до диоксида углерода при повышенной температуре катализатора в диапазоне от примерно 704°C (1300°F) до примерно 982°C (1800°F) и предпочтительно в диапазоне от примерно 704°C (1300°F) до 760°C (1400°F), в условиях практически полного отсутствия влаги для минимизации дезактивации катализатора. Вторая зона регенерации рассчитана на ограничение количества и времени нахождения катализатора в этой зоне при высокой температуре и вместе с тем на поддержку скорости сжигания углерода для достижения остаточного углерода на регенерированном катализаторе (CRC) менее чем примерно 0,1 процента по массе.
[0049] После переработки в регенераторе RGN2 полностью регенерированный катализатор направляется по колонне в нижнюю часть лифт-реактора рециркулированного сырья R2. Предварительно подогретое мелкораспыленное нефтяное рециркулированное сырье, которое может содержать, например, кубовые остатки, полученные из лифт-реактора свежего сырья R1, впрыскивается на горячий полностью регенерированный катализатор из регенератора RGN2 в лифт-реакторе рециркулированного сырья R2. Согласно варианту реализации изобретения при вступлении в контакт с катализатором в лифт-реакторе сырье испаряется с образованием паровой фазы углеводородного сырья, контактирующей с диспергированными частицами флюидизированного катализатора с высокой температурой. Условия эксплуатации в лифт-реакторе задают так, чтобы степень превращения рециркулированного сырья была максимальной. Таким образом, температура реактора будет в пределах от примерно 510°C (950°F) до примерно 649°C (1200°F), а значение отношения количества катализатора к количеству нефтяного сырья (C/O) в диапазоне от примерно 7 до примерно 20 масс./масс., предпочтительно от примерно 10 до примерно 15 масс./масс. Рабочие условия и качество сырья, направляемого в этот лифт-реактор рециркулированного сырья, могут устанавливаться по-разному в зависимости от изменения экономической конъюнктуры.
[0050] В обоих лифт-реакторах (т.е. в лифт-реакторах R1 и R2) углеводородное сырье может также контактировать с катализатором флюид-каталитического крекинга в присутствии одного или более разбавителей, таких как пар, в контактной зоне лифт-реактора. Такие разбавители могут также подаваться в лифт-реакторы путем впрыскивания через распылительные сопла и подобные устройства. Если, например, в качестве разбавителя применяется пар, он может присутствовать в количестве от примерно 2 до примерно 8 процентов по массе по отношению к загрузке углеводородного сырья. Специалисты в данной области техники знают, что использование в лифт-реакторе разбавителей, таких как пар, позволяет улучшить испарение сырья, уменьшить парциальное давление и время нахождения углеводородов. Одним из интересных побочных эффектов является дополнительное уменьшение содержания ароматических соединений из-за более низкой скорости переноса водорода благодаря влиянию разбавления. Таким образом, для настоящего изобретения настоятельно рекомендуется использовать разбавители, особенно в лифт-реакторе свежего сырья, для улучшения испарения сырья, которое иначе будет трудно испарить полностью из-за низкой жесткости условий эксплуатации по отношению к качеству сырья. Кроме того, благодаря эффекту разбавления будет увеличено производство среднего дистиллята и его качество.
[0051] Крекированные продукты и отработанный катализатор, выходящие из верхней части лифт-реактора рециркулированного сырья (лифт-реактор R2), направляются по переходному трубопроводу во внешнее сепарирующее устройство для отделения крекированных продуктов от отработанного катализатора. Это сепарирующее устройство может быть любого типа, но его конструкция должна позволять быстро и эффективно отделять крекированные газы от горячего катализатора, по существу, ограничивая нежелательные вторичные реакции, которые приводят к образованию сухого газа и кокса. Отработанный катализатор удаляют из внешнего сепаратора грубого разделения через колонну и направляют в секцию отгонки фазы более низкой плотности отгонного сосуда для отгонки и последующей регенерации. Крекированные продукты, выходящие из верхней части сепаратора грубого разделения, могут быстро охлаждаться, что и рекомендует настоящее изобретение по причине высокой жесткости условий эксплуатации лифт-реактора рециркулированного сырья, а затем направляться в верхнюю разбавленную фазу отгонного сосуда реактора для удаления захваченных частиц катализатора в циклонах и удаляться из отгонного сосуда реактора для дальнейшей переработки.
[0052] Согласно одной из конфигураций настоящего изобретения может быть предусмотрен коллектор для направления свежего сырья либо в лифт-реактор R1, в который подается катализатор с низкой активностью из регенератора RGN1, либо в лифт-реактор R2, в который подается полностью регенерированный катализатор из регенератора RGN2. Такая УФКК будет давать очень высокую степень эксплуатационной гибкости в плане диапазона эксплуатации, по существу, делая достижимым и режим максимального производства дистиллята, и режим максимального превращения/производства бензина.
[0053] В одном из вариантов реализации настоящего изобретения уровень CRC и температура катализатора в регенераторе RGN1 может также регулироваться рециркуляцией горячего полностью регенерированного катализатора из регенератора RGN2 через линию рециркуляции (т.е. через охладитель катализатора и линию рециркуляции на фиг. 3), чтобы при необходимой пропорции уменьшать среднее значение CRC (т.е. более активный катализатор) и увеличивать температуру регенератора RGN1. В другом варианте реализации настоящего изобретения линия рециркуляции между регенератором RGN2 и регенератором RGN1 может также иметь охладитель катализатора (т.е. охладитель катализатора и линия рециркуляции на фиг. 3) для обеспечения эксплуатационной гибкости для разделения регулирования среднего значения CRC и средней температуры катализатора в регенераторе RGN1. Устройство охладителей катализатора хорошо известно специалистам в данной области техники. В еще одном из вариантов реализации настоящего изобретения охладитель катализатора может быть добавлен в отстойник для отвода катализатора из регенератора RGN2 в лифт-реактор рециркулированного сырья (лифт-реактор R2), как показано на фиг. 3 (отстойник для отвода катализатора/охладитель катализатора на фиг. 3), если необходимо дополнительно увеличить отношение C/O для повышения селективности в отношении необходимых продуктов. В еще одном из вариантов реализации настоящего изобретения охладитель катализатора может быть добавлен в отстойник для отвода катализатора из регенератора RGN1 (не показан) в лифт-реактор свежего сырья R1, если необходимо дополнительно уменьшить отношение C/O и в то же время температуру на выходе лифт-реактора свежего сырья для максимизации производства дистиллята наряду с поддержанием температуры в регенераторе RGN1, достаточной для получения благоприятной кинетики сжигания для данного времени пребывания в регенераторе RGN1.
[0054] В соответствии со способом настоящего изобретения, следовательно, регулирование горения в регенераторе и охлаждения катализатора и рециркуляции может, соответственно, использоваться для выполнения профилирования лифт-реактора свежего сырья с получением необходимого продукта, например, в производстве повышенных выходов легкого рециклового газойля/дистиллята путем поддержания необходимого уровня CRC, температур на выходе лифт-реактора и отношений C/O. Описанным в данном документе способом можно также выполнять профилирование лифт-реактора для поддержания необходимого уровня CRC, температур на выходе лифт-реактора и отношений C/O в лифт-реакторе рециркулированного сырья путем увеличения производства легкого рециклового газойля/дистиллята и/или необязательно СУГ, если целью является уменьшение производства бензина.
[0055] Таким образом, предложенная установка для осуществления способа согласно настоящему изобретению представляет собой комбинацию процесса флюид-каталитического крекинга и регенерации и состоит из по меньшей мере двух удлиненных лифт-реакторов для каталитического крекинга углеводородного сырья, например свежего или рециркулированного кубового остатка и/или других менее желательных продуктов каталитического крекинга при параметрах эксплуатации, позволяющих проводить селективное превращение в необходимые продукты, одного реакторного/отгонного сосуда и системы двухступенчатой регенерации. Один из лифт-реакторов имеет нижнее отверстие для приема частично регенерированного катализатора из нижней части первого регенератора и по меньшей мере один вход или отверстия для подачи потоков углеводородного сырья, которое включает свежее некрекированное углеводородное сырье. Другой лифт-реактор имеет нижнее отверстие для приема горячего полностью регенерированного катализатора из второй ступени регенератора через отстойник для отвода катализатора и по меньшей мере один вход или отверстия для подачи потоков углеводородного сырья, которое включает тяжелый рецикловый газойль, легкую нафту каталитического крекинга и рециркулированное кубовые остатки крекированного углеводородного сырья.
[0056] Как схематически показано на фиг. 3, один лифт-реактор, например лифт-реактор R1, используется для максимизации производства ЛРГ из свежего сырья в условиях низкой жесткости (низкая температура и низкая активность МАТ катализатора). Второй лифт-реактор, например лифт-реактор R2, используется для крекинга нежелательных продуктов (рециркулированных из основных аппаратов фракционирования) при более жестких условиях эксплуатации (высокая температура и высокая активность МАТ) с получением легких продуктов, включая бензин и олефины, и ограниченное количество ЛРГ. В этом случае цель второго лифт-реактора (лифт-реактор R2) состоит, главным образом, в «разрушении» нежелательных продуктов, поступающих из основного лифт-реактора (т.е. лифт-реактора R1), и/или нежелательных потоков из других установок нефтеперерабатывающего завода. Катализатор может содержать добавку ZSM5 для увеличения производства паров более легких углеводородов во втором лифт-реакторе.
[0057] Пример результата эксплуатации опытной установки ФКК, показывающий влияние степени превращения на выход ЛРГ, общей нафты крекинга (ОНК), суспензии в нефтепродукте и цетановое число ЛРГ, приведен на фиг. 2. В частности, представлено влияние жесткости крекинга на выход ЛРГ, суспензии в нефтепродукте и общей нафты крекинга (ОНК), где видно, что в данном примере селективность в отношении ЛРГ (221°C-349°C (430°F-660°F)) стабилизируется примерно на 21% масс. при степени превращения в интервале от примерно 50 до примерно 60% масс. Следовательно, предпочтительный диапазон степени превращения находится в интервале от примерно 50 до примерно 60% масс. Максимизация выхода ЛРГ за счет понижения степени превращения/жесткости также приводит к производству значительного количества суспензии в нефтепродукте, вместе с тем давая более высокое качество ЛРГ, чем если бы крекинг проводился при степени превращения выше чем 60% масс.
[0058] В связи с этим для достижения надлежащего испарения сырья в настоящем изобретении настоятельно рекомендуется использовать технологию регулирования температуры смеси (МТС), поскольку эксплуатация при низкой жесткости крекинга является ключом к производству дистиллята высокого качества.
[0059] Что касается типа и состава катализатора, то в способе согласно настоящему изобретению можно использовать любые существующие или будущие промышленные катализаторы ФКК и/или добавки. Добавки к катализатору могут использоваться для улучшения крекинга кубовых остатков и минимизации получения суспензии.
[0060] Способ согласно настоящему изобретению основан в целом на влиянии CRC на каталитическую активность, как показано на фиг. 4. Из фиг. 4 ясно видно, что увеличение углерода на регенерированном катализаторе (CRC) приводит к систематическому снижению каталитической активности или МАТ, причем степень снижения зависит от типа катализатора, который в данном случае характеризуется размером его элементарной ячейки. Размер элементарной ячейки обычно связан с типом и содержанием цеолита в катализаторе, а также с типом и содержанием редкоземельных элементов в цеолите, наряду с прочими параметрами. Размер элементарной ячейки - это расстояние между повторяющимися ячейками кристаллической структуры цеолита. Размер элементарной ячейки типичного равновесного катализатора (катализатора, циркулирующего в установке ФКК) варьирует в пределах от 24,2 до 24,4. Размер элементарной ячейки дает относительную оценку количества активных центров и, следовательно, каталитической активности. Например, для катализатора с размером элементарной ячейки 24,3 ангстрем, каталитическая активность МАТ будет падать примерно на 1,2% масс. на каждые 0,1% масс. увеличения значения CRC. Иными словами, если активность полностью регенерированного катализатора составляет 60% масс. (0% масс. CRC), то его активность упадет примерно до 56,4% масс., если CRC увеличится с 0 до 0,3% масс.
[0061] Не желая ограничиваться любой теорией для настоящего изобретения, катализатор должен предпочтительно уменьшать или минимизировать реакции переноса водорода, которые могут уменьшать выход дистиллята и его цетановое число. В одном из вариантов реализации настоящего изобретения катализатор включает цеолит с крупными порами (например, синтетические фожазиты (X и Y), USY, Y с добавкой ZSM-5; многочисленные ссылки на другие примеры представлены в книге Catalysis and Zeolites: Fundamentals and Applications, ред. Weitkamp и Puppe (Springer-Verlag, 1999), которая полностью включена в настоящую заявку посредством ссылки, и активную матрицу, которая предоставляет большее количество центров крекинга для больших углеводородных молекул. Активная матрица имеет как сильные, так и слабые кислотные центры и оптимизированную структуру пор. Полагают, что более легкие продукты (такие как бензин, СУГ и газ), вероятно, образуются благодаря контакту углеводородного сырья с катализатором, имеющим сильные кислотные центры на активной матрице.
[0062] Обратимся к фиг. 6, где показана блок-схема, адаптированная для представления конкретного варианта реализации способа настоящего изобретения. Вначале частично регенерированный катализатор с необходимой активностью МАТ проходит из регенератора первой ступени RGN1 103 через вход 202 в лифт-реактор R1 101. В случае необходимости некоторое количество полностью регенерированного катализатора регенератора RGN2 104 может быть направлено через трубопровод 210 для смешивания с частично регенерированным катализатором для точного регулирования активности катализатора, поступающего в лифт-реактор R1 101. Свежее углеводородное сырье, подлежащее каталитическому крекингу, вводится в лифт-реактор R1 101 с помощью трубопровода 201. Крекированный углеводородный продукт отделяется в отгонном аппарате 209 и направляется в основной аппарат фракционирования 212 через линию 208, в то время как отработанный катализатор возвращается в регенератор первой ступени RGN1 103 для регенерации/переработки через линию 203. Наряду с тем, что частично регенерированный катализатор из регенератора 103 может быть опять перенаправлен через вход 202 в лифт-реактор R1 101, он также может проходить через вход 204 в регенератор второй ступени RGN2 104 с получением полностью регенерированного катализатора. Затем полностью регенерированный катализатор из второй ступени регенератора RGN2 104 проходит через линию 206 в нижнюю часть лифт-реактора R2 102. При этом некрекированные и/или нежелательные продукты, подлежащие превращению в СУГ, из основного аппарата фракционирования 212 проходят через линию рециркуляции сырья 207 в лифт-реактор R2 102 для дальнейшего крекинга с использованием полностью регенерированного катализатора. Отработанный катализатор лифт-реактора R2 102 объединяется с отработанным катализатором из лифт-реактора R1 101 в отгонном аппарате 209, от него отгоняются пары углеводородов, и направляется в регенератор RGN1 103 через трубопровод 203 для регенерации. Крекированные продукты отделяются от отработанного катализатора во внешнем сепарирующем устройстве (не показано). Пары углеводородных продуктов быстро охлаждаются с использованием ТРГ, подающимся, например, через трубопровод 211, для понижения их температуры перед входом в отгонный аппарат 209, где они объединяются с углеводородными продуктами из лифт-реактора R1 101.
[0063] Согласно одному из вариантов реализации изобретения, как показано на фиг. 6A, лифт-реактор R1 101 будет эксплуатироваться предпочтительно при пониженной степени превращения для максимизации качества и количества производства ЛРГ. Согласно этому варианту реализации изобретения второй лифт-реактор R2 102 используется для крекинга рециркулированных потоков для производства ценных продуктов из некрекированных кубовых остатков из лифт-реактора R1 101 и/или крекинга бензина в СУГ, если целью является минимизация производства бензина и поддержание в то же время производства СУГ на высоком уровне или если последующие установки перерабатывают олефины C4, например, алкилированием, или далее следуют установки по производству ЭТБЭ/МТБЭ. Лифт-реактор R2 102 будет эксплуатироваться при более высокой температуре на выходе лифт-реактора, C/O и каталитической активности МАТ, чем лифт-реактор R1 101 для максимизации степени превращения и производства СУГ. Охладитель катализатора (не показан) может быть добавлен в линию катализатора из регенератора RGN2 104 в лифт-реактор R2 102, если это необходимо для дополнительного увеличения отношения C/O для повышения селективности в отношении необходимых продуктов. Другой охладитель катализатора (не показан) может также использоваться для охлаждения катализатора из регенератора RGN1 103 в лифт-реактор R1 101 для дополнительного увеличения C/O и температуры на выходе лифт-реактора для максимизации производства ЛРГ и в то же время поддержания температуры в регенераторе RGN1 103, достаточной для регенерации.
[0064] Теперь обратимся к фиг. 6В, на которой показана блок-схема с переключением сырья. Вначале полностью регенерированный катализатор из регенератора RGN2 104 проходит через линию 206 в нижнюю часть лифт-реактора R2 102. Затем свежее углеводородное сырье, подлежащее каталитическому крекингу, вводится в лифт-реактор R2 102 с помощью трубопровода свежего сырья 201. Крекированные продукты из лифт-реактора R2 102 отделяются в отгонном аппарате 209, в то время как отработанный катализатор возвращается в регенератор RGN1 103 для регенерации/переработки через линию 205. Некрекированные и/или нежелательные продукты (в том числе ТРГ и/или отстоянная нефть) из основного аппарата фракционирования 212 проходят через линию 207 в лифт-реактор R1 101 для дальнейшего крекинга с использованием частично регенерированного катализатора, который проходит из регенератора первой ступени RGN1 103 через вход 202 в лифт-реактор R1 101. Наряду с тем, что частично регенерированный катализатор из регенератора RGN1 103 может быть опять перенаправлен через вход 202 в лифт-реактор R1 103, он также может проходить через вход 204 в регенератор второй ступени RGN2 104 с получением полностью регенерированного катализатора. Крекированный желательный продукт выводится из лифт-реактора R1 101 и объединяется с углеводородными продуктами из лифт-реактора R2 102 в отгонном аппарате 209 перед направлением в основной аппарат фракционирования 212 через линию 208, где продукты отделяются. Отработанный катализатор из лифт-реактора R1 101 и лифт-реактора R2 102 объединяется, и от него отгоняются пары углеводородов в отгонном аппарате 209 перед отправкой на регенерацию через линию 205 в регенератор RGN1 103. Модификация изобретения с переключением свежего сырья 201 между лифт-реактором R1 101 и лифт-реактором R2 102 может использоваться для увеличения или максимизации производства бензина.
[0065] В еще одной модификации описанного выше варианта реализации изобретения способ и установка согласно настоящему изобретению имеет возможность, в случае необходимости, полного прекращения переработки рециркулированного сырья путем закрытия задвижки и поддержания оборудования в режиме продувки паром. В этом случае установка ФКК переводится в режим эксплуатации стандартной ФКК с двухступенчатым регенератором и одним лифт-реактором. Для поддержания проектной мощности ФКК можно добавить соединение между выходом отстойника для отвода полностью регенерированного катализатора и лифт-реактором свежего сырья, чтобы направить регенерированный катализатор в основной лифт-реактор свежего сырья.
[0066] Теперь обратимся к фиг. 6C, на котором показана блок-схема, на которой лифт-реактор R2 102, т.е. лифт-реактор рециркулированного сырья отключен (не показан на фиг. 6C) и, по существу, система используется как стандартная конфигурация ФКК. Вначале полностью регенерированный катализатор из регенератора RGN2 104 проходит через линию 206 в нижнюю часть лифт-реактора R1 101. Затем свежее углеводородное сырье, подлежащее каталитическому крекингу, вводится в лифт-реактор R1 101 с помощью трубопровода свежего сырья 201. Крекированные продукты выводятся из лифт-реактора R1 101 в отгонный аппарат 209, а отработанный катализатор возвращается в регенератор RGN1 103 для регенерации/переработки через линию 203. Углеводородные продукты направляются в основной аппарат фракционирования 212 для дальнейшей переработки через трубопровод 208.
[0067] Как отмечалось выше, степень превращения свежего сырья 201 в лифт-реакторе R1 регулируется/контролируется путем изменения температуры реактора, отношения C/O и каталитической активности (с помощью уровня CRC) для достижения максимального выхода дистиллята наряду с минимизацией выхода сухого газа, кокса и суспензии. Была исследована опытная установка, использующая способ согласно настоящему изобретению. Представленные на фиг. 2 результаты показывают влияние степени превращения на выход ЛРГ, общей нафты крекинга (ОНК), суспензии в нефтепродукте и цетановое число ЛРГ. Для эксплуатации УФКК в диапазоне степени превращения свежего сырья, который максимизирует производство дистиллята и его цетановое число при одновременной минимизации выхода суспензии в нефтепродукте, степень превращения свежего сырья должна предпочтительно поддерживаться между примерно 50 и примерно 60% масс. и может изменяться в зависимости от качества сырья. Степень превращения свежего сырья, которая максимизирует производство дистиллята, достигается за счет изменения CRC, а также параметров эксплуатации, таких как температура на выходе лифт-реактора. В качестве примера на фиг. 5 показана чувствительность степени превращения сырья к CRC. В этом примере представляющий интерес диапазон степени превращения соответствует значениям CRC в пределах от примерно 0,2 до примерно 0,5% масс. и активности МАТ катализатора в пределах от примерно 50 до примерно 67% масс. Степень превращения в лифт-реакторе, например, R1 будет изменяться за счет изменения температуры реактора, C/O (отношение количества катализатора к количеству нефтяного сырья) и площади поверхности катализатора или каталитической активности для достижения максимального выхода среднего дистиллята и минимизации выхода сухого газа, кокса и суспензии в нефтепродукте. Для улучшения испарения сырья в лифт-реакторе, например, R1 может использоваться технология регулирования температуры смеси.
[0068] Специалистам будет очевидно, что настоящее изобретение не ограничивается конкретными примерами, приведенными в настоящем описании. Более точно объем настоящего изобретения определен в нижеследующих пунктах формулы изобретения. Следует также понимать, что в вышеприведенном описании представлены лишь примеры, иллюстрирующие варианты реализации настоящего изобретения. Для удобства читателя в вышеприведенном описании сделан акцент на характерных примерах возможных вариантов реализации, которые объясняют принципы настоящего изобретения. Прочие варианты реализации могут быть получены в результате других комбинаций частей различных вариантов реализации.
[0069] Настоящее описание не стремится исчерпывающим образом перечислить все возможные варианты. То, что некоторые модификации могут быть не представлены для конкретной части изобретения и могут быть получены в результате различного сочетания описанных частей, или то, что для некоторой части могут быть возможны прочие неописанные модификации, не должно рассматриваться как отказ от этих модификаций вариантов реализации. Должно быть понятно, что эти неописанные варианты реализации входят в буквальный объем следующих пунктов формулы изобретения, а прочие являются эквивалентными. Кроме того, все упоминаемые в настоящем описании материалы, публикации, патенты США и заявки на патенты США полностью включены в настоящую заявку путем ссылки.
Изобретение относится к способу повышения выработки и качества среднего дистиллята из углеводородного сырья. Способ включает: a) подачу частично регенерированного катализатора или частично регенерированного и полностью регенерированного катализатора, имеющих активность МАТ (МАТ - микроактивность) от 30% масс. до 65% масс., в первый лифт-реактор и полностью регенерированного катализатора, имеющего активность МАТ от 50% масс. до 80% масс., во второй лифт-реактор; b) крекинг углеводородного сырья в первом лифт-реакторе, где катализатор имеет показатель содержания углерода на регенерированном катализаторе (CRC) от 0,2% масс. до 0,5% масс., с получением первого крекированного продукта и отработанного катализатора; c) отделение указанного первого крекированного продукта, включающего средний дистиллят, от указанного отработанного катализатора в одном реакторном сосуде; d) извлечение указанного первого крекированного продукта, включающего указанный средний дистиллят, и отделение некрекированного кубового остатка от указанного первого крекированного продукта; e) крекинг рециркулированного сырья, содержащего некрекированный кубовый остаток со стадии (d), во втором лифт-реакторе с получением второго крекированного продукта; f) отделение второго крекированного продукта, включающего СУГ и средний дистиллят, от отработанного катализатора в указанном одном реакторном сосуде; и g) передачу отработанного катализатора из первого и второго лифт-реакторов в одно устройство двухступенчатой регенерации катализатора, где отработанный катализатор частично регенерируют в первой ступени указанного двухступенчатого регенератора катализатора с получением указанного частично регенерированного катализатора и часть указанного частично регенерированного катализатора подают во вторую ступень регенерации указанного двухступенчатого регенератора катализатора с получением полностью регенерированного катализатора, указанное устройство регенерации катализатора обеспечивает указанный частично регенерированный катализатор и указанный полностью регенерированный катализатор, имеющие различную активность МАТ. Также изобретение относится к системе. Использование предлагаемого способа позволяет максимизировать производство требуемого продукта. 2 н. и 30 з.п. ф-лы, 6 ил.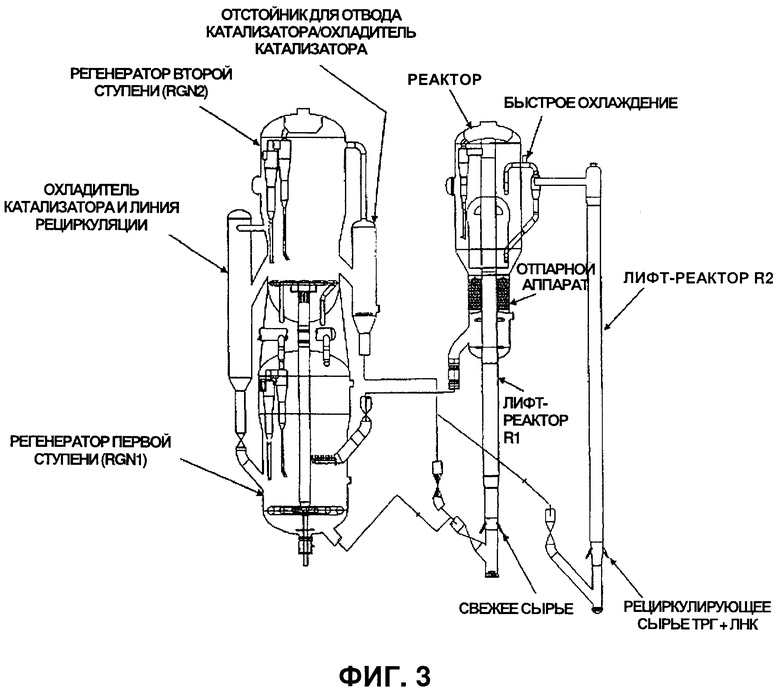
1. Способ повышения выработки и качества среднего дистиллята из углеводородного сырья, включающий:
a) подачу частично регенерированного катализатора или частично регенерированного и полностью регенерированного катализатора, имеющих активность МАТ (МАТ - микроактивность) от 30% масс. до 65% масс., в первый лифт-реактор и полностью регенерированного катализатора, имеющего активность МАТ от 50% масс. до 80% масс., во второй лифт-реактор;
b) крекинг углеводородного сырья в первом лифт-реакторе, где катализатор имеет показатель содержания углерода на регенерированном катализаторе (CRC) от 0,2% масс. до 0,5% масс., с получением первого крекированного продукта и отработанного катализатора;
c) отделение указанного первого крекированного продукта, включающего средний дистиллят, от указанного отработанного катализатора в одном реакторном сосуде;
d) извлечение указанного первого крекированного продукта, включающего указанный средний дистиллят, и отделение некрекированного кубового остатка от указанного первого крекированного продукта;
e) крекинг рециркулированного сырья, содержащего некрекированный кубовый остаток со стадии (d), во втором лифт-реакторе с получением второго крекированного продукта;
f) отделение второго крекированного продукта, включающего СУГ и средний дистиллят, от отработанного катализатора в указанном одном реакторном сосуде; и
g) передачу отработанного катализатора из первого и второго лифт-реакторов в одно устройство двухступенчатой регенерации катализатора,
где отработанный катализатор частично регенерируют в первой ступени указанного двухступенчатого регенератора катализатора с получением указанного частично регенерированного катализатора и часть указанного частично регенерированного катализатора подают во вторую ступень регенерации указанного двухступенчатого регенератора катализатора с получением полностью регенерированного катализатора, указанное устройство регенерации катализатора обеспечивает указанный частично регенерированный катализатор и указанный полностью регенерированный катализатор, имеющие различную активность МАТ.
2. Способ по п. 1, отличающийся тем, что указанный частично регенерированный катализатор имеет активность МАТ меньше, чем активность МАТ полностью регенерированного катализатора.
3. Способ по п. 1, отличающийся тем, что указанный полностью регенерированный катализатор имеет активность МАТ от примерно 50% масс. до примерно 80% масс.
4. Способ по п. 1, отличающийся тем, что катализатор в первом лифт-реакторе имеет показатель содержания углерода на регенерированном катализаторе (CRC) от примерно 0,3% масс. до примерно 0,4% масс.
5. Способ по п. 1, отличающийся тем, что углеводородное сырье выбрано из группы, состоящей из вакуумных газойлей, тяжелого атмосферного газойля, атмосферного мазута, вакуумного мазута, газойлей коксования, газойлей висбрекинга, деасфальтизированной нефти, кубовых остатков гидрокрекинга, растительных масел и тяжелых продуктов, полученных в результате переработки биомассы, и любой их комбинации или их аналогов после гидроочистки.
6. Способ по п. 1, отличающийся тем, что крекированный продукт первого и второго лифт-реактора содержит один или более потоков газообразных продуктов, содержащих легкие олефины от С3 до С6, легкий бензин ФКК С6-С8, легкую нафту крекинга (ЛНК), промежуточный бензин ФКК, содержащий бензол и углеводороды С8-С9, тяжелый бензин ФКК, содержащий углеводороды С9-С11, и другие продукты в интервале кипения бензина, содержащие материалы, кипящие в интервале от С5 до примерно 221°С (430°F), средний дистиллят, кипящий в интервале от примерно 166°С (330°F) до примерно 332°С (630°F), и некрекированные кубовые остатки, кипящие в интервале от примерно 343°С (650°F) до примерно 482°С (900°F).
7. Способ по п. 6, отличающийся тем, что некрекированные кубовые остатки содержат по меньшей мере одну углеводородную фракцию из группы, состоящей из тяжелого рециклового газойля (ТРГ), кипящего в интервале от примерно 343°С (650°F) до примерно 482°С (900°F), и суспензии в нефтепродукте, кипящей в интервале от примерно 242°С (467°F) до примерно 521°С (970°F) и выше.
8. Способ по п. 1, отличающийся тем, что рециркулированное сырье содержит по меньшей мере один продукт из группы, состоящей из легкого бензина ФКК (ЛНК), тяжелого рециклового газойля (ТРГ) и суспензии в нефтепродукте.
9. Способ по п. 1, отличающийся тем, что первый лифт-реактор эксплуатируют с температурой на выходе от 454°С (850°F) до примерно 510°С (950°F).
10. Способ по п. 1, отличающийся тем, что второй лифт-реактор эксплуатируют с температурой на выходе от 521°С (970°F) до примерно 621°С (1150°F).
11. Способ по п. 1, отличающийся тем, что отношение катализатора к нефтяному сырью (С/О) указанного первого лифт-реактора меньше, чем отношение катализатора к нефтяному сырью второго лифт-реактора.
12. Способ по п. 11, отличающийся тем, что отношение катализатора к нефтяному сырью (С/О) указанного первого лифт-реактора меньше, чем отношение катализатора к нефтяному сырью второго лифт-реактора, на величину от примерно 0,1 масс./масс. до примерно 4 масс./масс.
13. Способ по п. 1, отличающийся тем, что указанный отработанный катализатор подвергают десорбционной обработке перед регенерацией.
14. Способ по п. 1, отличающийся тем, что указанные крекированные продукты из указанного второго лифт-реактора быстро охлаждают.
15. Система крекинга углеводородов для максимизации выработки среднего дистиллята из углеводородного сырья, содержащая одно устройство двухступенчатой регенерации катализатора, содержащее первую ступень регенерации и вторую ступень регенерации, которое обеспечивает частично регенерированный катализатор на выходе с первой ступени регенерации и/или полностью регенерированный катализатор на выходе со второй ступени, которые соответственно подают в первый лифт-реактор и второй лифт-реактор, каждый получающий различное сырье, выбранное из углеводородного сырья и рециркулированного сырья; и один реакторный сосуд для направления закоксованного катализатора в указанное устройство регенерации, где катализатор в указанной системе имеет различную активность МАТ в случае указанного частично регенерированного катализатора и указанного полностью регенерированного катализатора, указанный частично регенерированный катализатор имеет активность МАТ от 30% масс. до 65% масс. и показатель содержания углерода на регенерированном катализаторе (CRC) от примерно 0,2% масс. до примерно 0,5% масс. и полностью регенерированный катализатор имеет активность МАТ от 50% масс. до 80% масс.
16. Система по п. 15, отличающаяся тем, что катализатор второй ступени регенерации смешан с катализатором в первой ступени регенерации.
17. Система по п. 15, отличающаяся тем, что катализатор в первой ступени регенерации имеет активность МАТ ниже, чем активность МАТ катализатора второй ступени регенерации.
18. Система по п. 15, отличающаяся тем, что катализатор в первой ступени регенерации имеет показатель содержания углерода на регенерированном катализаторе (CRC) от примерно 0,2% масс. до примерно 0,6% масс.
19. Система по п. 15, отличающаяся тем, что катализатор в первой ступени регенерации имеет показатель содержания углерода на регенерированном катализаторе (CRC) от примерно 0,3% масс. до примерно 0,4% масс.
20. Система по п. 15, отличающаяся тем, что углеводородное сырье выбрано из группы, состоящей из вакуумных газойлей, тяжелого атмосферного газойля, атмосферного мазута, вакуумного мазута, газойлей коксования, газойлей висбрекинга, деасфальтизированной нефти, кубовых остатков гидрокрекинга, растительных масел и тяжелых продуктов, полученных в результате переработки биомассы, и любой их комбинации или их аналогов после гидроочистки.
21. Система по п. 15, отличающаяся тем, что крекированный продукт из первого и второго лифт-реакторов содержит один или более потоков газообразных продуктов, содержащих легкие олефины от С3 до С6, легкий бензин ФКК (ЛНК) С6-C8, промежуточный бензин ФКК, содержащий бензол и углеводороды C8-С9, тяжелый бензин ФКК, содержащий углеводороды С9-С11, и другие продукты в интервале кипения бензина, содержащие материалы, кипящие в интервале от C5 до примерно 221°С (430°F), средний дистиллят, кипящий в интервале от примерно 166°С (330°F) до примерно 332°С (630°F), и некрекированные кубовые остатки, кипящие в интервале от примерно 343°С (650°F) до примерно 482°С (900°F) и выше.
22. Система по п. 15, отличающаяся тем, что некрекированные кубовые остатки включают по меньшей мере одну углеводородную фракцию из группы, состоящей из тяжелого рециклового газойля (ТРГ), кипящего в интервале от примерно 343°С (650°F) до примерно 482°С (900°F), и суспензии в нефтепродукте, кипящей в интервале от примерно 354°С (670°F) до примерно 521°С (970°F) и выше.
23. Система по п. 15, отличающаяся тем, что рециркулированное сырье включает по меньшей мере один продукт из группы, состоящей из легкого бензина ФКК (ЛНК), тяжелого рециклового газойля (ТРГ) и суспензии.
24. Система по п. 15, отличающаяся тем, что первый лифт-реактор эксплуатируется с температурой на выходе в диапазоне от примерно 454°С (850°F) до примерно 510°С (950°F).
25. Система по п. 15, отличающаяся тем, что второй лифт-реактор эксплуатируется с температурой на выходе от примерно 521°С (970°F) до примерно 621°С (1150°F).
26. Система по п. 15, отличающаяся тем, что первый регенератор эксплуатируется с температурой на выходе от примерно 621°С (1150°F) до примерно 704°С (1300°F).
27. Система по п. 15, отличающаяся тем, что второй регенератор эксплуатируется с температурой на выходе от примерно 704°С (1300°F) до примерно 760°С (1400°F).
28. Система по п. 15, отличающаяся тем, что полностью регенерированный катализатор имеет активность МАТ от примерно 50% масс. до примерно 80% масс.
29. Система по п. 15, отличающаяся тем, что отношение катализатора к нефтяному сырью (С/О) указанного первого лифт-реактора меньше, чем отношение катализатора к нефтяному сырью второго лифт-реактора.
30. Система по п. 29, отличающаяся тем, что отношение катализатора к нефтяному сырью (С/О) указанного первого лифт-реактора меньше, чем отношение катализатора к нефтяному сырью второго лифт-реактора, на величину от примерно 2 масс./масс. до примерно 4 масс./масс.
31. Система по п. 15, отличающаяся тем, что катализатор представляет собой по меньшей мере один катализатор, выбранный из группы, состоящей из диоксида кремния, оксида алюминия, цеолитов с крупными порами, таких как цеолиты со структурой фожазита, диоксида кремния-оксида алюминия, циркония, магния, цеолитов с порами промежуточного размера, таких как цеолиты со структурой пентасила, и комбинации некоторых или всех указанных материалов.
32. Система по п. 31, отличающаяся тем, что катализатор может содержать добавки, такие как ZSM5 и/или добавки для превращения кубового остатка в продукты в зависимости от целей производства.
| US 4786400 A, 22.11.1988 | |||
| Система впуска поршневого двигателя внутреннего сгорания | 2021 |
|
RU2767126C1 |
| СПОСОБ ДЛЯ ПОЛУЧЕНИЯ СРЕДНЕДИСТИЛЛЯТНОГО ПРОДУКТА И НИЗШИХ ОЛЕФИНОВ ИЗ УГЛЕВОДОРОДНОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2399648C2 |

