ОБЛАСТЬ ТЕХНИКИ
[0001] Техническая область относится к запуску электролизера для производства алюминия при запуске нового электролизера, который никогда не был в действии, или после остановки и перезапуска или восстановления электролизера.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] Во время работы электролизера для производства алюминия катодный блок постепенно повреждается и рано или поздно должен быть заменен. Это нормальная процедура, которая, как правило, имеет место после нескольких лет работы. Во время восстановления, капитального ремонта или реконструкции электролизера, которые могут, как правило, занимать вплоть до примерно одного месяца и требовать значительных ресурсов, электролизер не работает. Независимо от причины запуска электролизера, будь то после его восстановления или запуска нового электролизера, представляет интерес минимизировать влияние времени простоя и ввести электролизер в действие как можно скорее.
[0003] Перед вводом электролизера в действие катодный блок должен быть предварительно разогрет, как правило до температуры от примерно 800 до 900°C. Это может быть сделано различными способами, включая, например, нанесение гранулированного проводящего материала, такого как кокс или графит, кругами на поверхности катода, находящейся под анодами, и подачу питания к анодам, чтобы таким образом пропустить электрический ток к катодному блоку. Гранулированный проводящий материал, нанесенный между катодом и анодами, часто называют материалом контактного сопротивления. Кокс или графит могут быть выбраны для получения желаемого электрического сопротивления контактного материала с тем, чтобы подводить больше или меньше тепла к электролизеру.
[0004] В патенте США № 7485215 описан процесс, в котором периферию электролизера заполняют дробленым материалом ванны электролита и карбонатом натрия. В дополнение, на верхнюю поверхность и наружные поверхности анодов, а также над центральным коридором электролизера укладывают минеральную вату для того, чтобы минимизировать тепловые потери из электролизера во время предварительного нагрева катодного блока. Затем электролизер включают, вызывая протекание электрического тока между анодами и катодным блоком.
[0005] Как только катод разогреется, что может занять промежуток времени от 36 до 48 часов, в электролизер добавляют достаточное количество расплавленной ванны, взятой из других так называемых «донорских» электролизеров, находящихся в работе, для того, чтобы погрузить аноды и поднять их до эксплуатационных уровней, не разрывая при этом электрическую цепь. Расплавленная ванна, полученная из донорских электролизеров, обычно используется несмотря на неудобства, являющиеся результатом необходимости плавить дробленую ванну из донорских электролизеров. Однако это не всегда возможно, особенно при запуске «с нуля» (например, на совершенно новых предприятиях), где донорские электролизеры недоступны по меньшей мере до тех пор, пока некоторые из электролизеров не будут запущены в работу. Расплавленная ванна электролита становится проводящим материалом между анодом и катодом, так что фаза разогрева продолжается до четырнадцати-тридцати двух часов и, наконец, после того, как фаза разогрева завершена, добавляется расплавленный металлический алюминий для того, чтобы покрыть поверхность катода под расплавленной ванной электролита. На этой стадии поверх ванны образуется твердая корка, и аноды могут быть покрыты обычными добавками глинозема, твердой гранулированной ванны, и присадками, такими как AlF3 и кальций, чтобы теплоизолировать электролизер. Нормальное функционирование может начаться при оптимальном тепловом балансе электролизера, дающем возможность уменьшить подвод энергии.
[0006] При таком традиционном запуске электролизера требуются от пяти до двенадцати тонн расплавленной ванны электролита из примерно десяти донорских электролизеров, в зависимости от размера электролизера. Это очень трудоемкая операция, которая не только занимает много времени, но и монополизирует использование подъемного крана, чтобы откачать и транспортировать расплавленную ванну электролита из донорских электролизеров в запускаемый электролизер. Это может быть проблемой на работающем заводе, где тот же самый подъемный кран также необходим и для откачки металла, и для регулярных операций по замене анода. В дополнение к трудозатратам, связанным с транспортировкой жидкой ванны, гораздо больше усилий требуется для поддержания работы донорских электролизеров, что является особенно сложным при начале работы «с нуля».
[0007] Ранее при некоторых операциях «с нуля» предпринимались попытки запуска нового электролизера путем нанесения тонкого слоя криолита на верхнюю поверхность катодного блока вокруг кокса до высоты примерно 5-10 сантиметров (от 1,97 до 3,94 дюйма) для того, чтобы изолировать окружающую аноды область и направить выделяющееся из кокса тепло к катодному блоку. Эти ранние попытки сухих запусков электролизера были чреваты проблемами и впоследствии были оставлены занимающимся выплавкой алюминия сообществом. Как только формировались какие-то расплавленные ванны криолита, расплавленный материал затекал в низкие зоны катода и впоследствии застывал, если нижележащая поверхность катода не была предварительно достаточно разогрета. Серьезные проблемы с запуском происходили, если расплавленный криолит затекал под анод, тем самым электрически изолируя катод и вызывая замыкание анода. Получающееся распределение тока в электролизере становилось настолько электрически непостоянным, что алюминиевые заводы обращались к таким процедурам сухого запуска только тогда, когда это было абсолютно необходимым и только с поддержкой опытной команды операторов и управленческого персонала.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0008] В соответствии с общим аспектом предлагается способ запуска электролизера для производства алюминия, имеющего катодный блок с верхней поверхностью, причем способ включает в себя: размещение материала контактного сопротивления на упомянутой верхней поверхности катодного блока; опускание множества анодов до упора в материал контактного сопротивления; заполнение электролизера до высоты покрытия анодов твердым электролитным материалом, содержащим дробленый материал электролитной ванны, криолит или их смеси; подачу электрического тока на аноды, чтобы по меньшей мере частично расплавить твердый электролитный материал; и подъем анодов, когда достигнута заданная глубина расплавленного электролитного материала.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
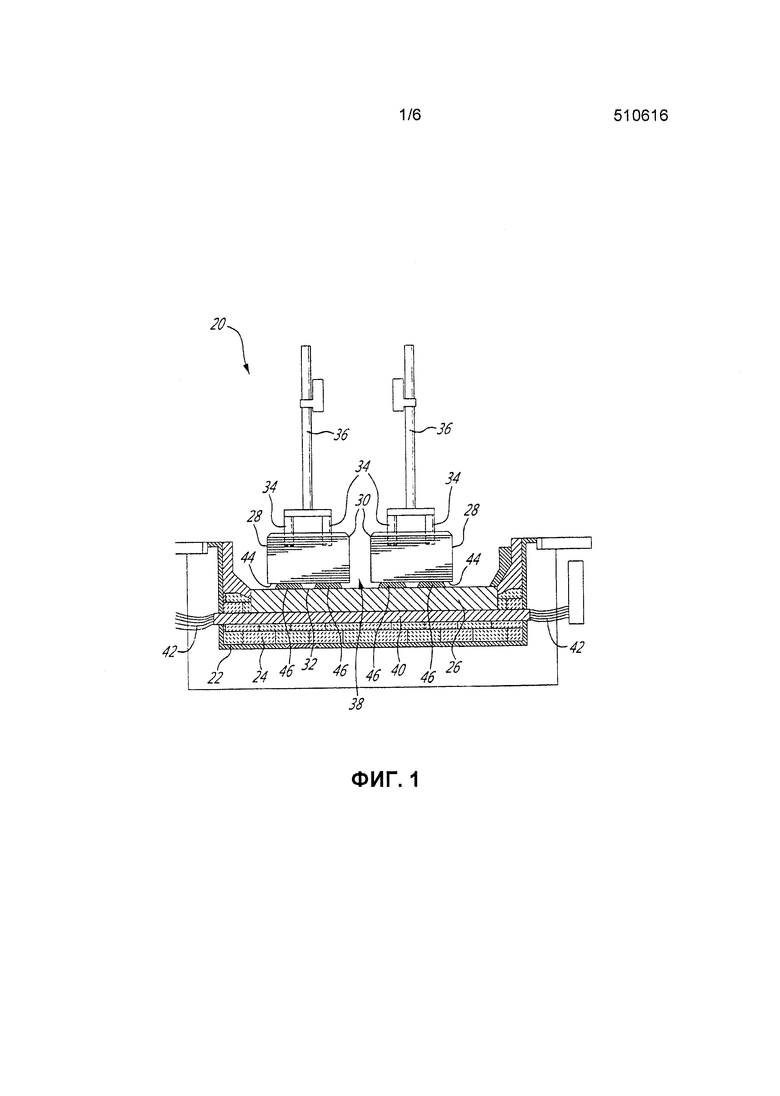
[0009] Фиг. 1 представляет собой схематический вид в поперечном сечении электролизера после того, как материал контактного сопротивления был нанесен на поверхность катода и аноды были опущены так, чтобы материал контактного сопротивления находился между ними;
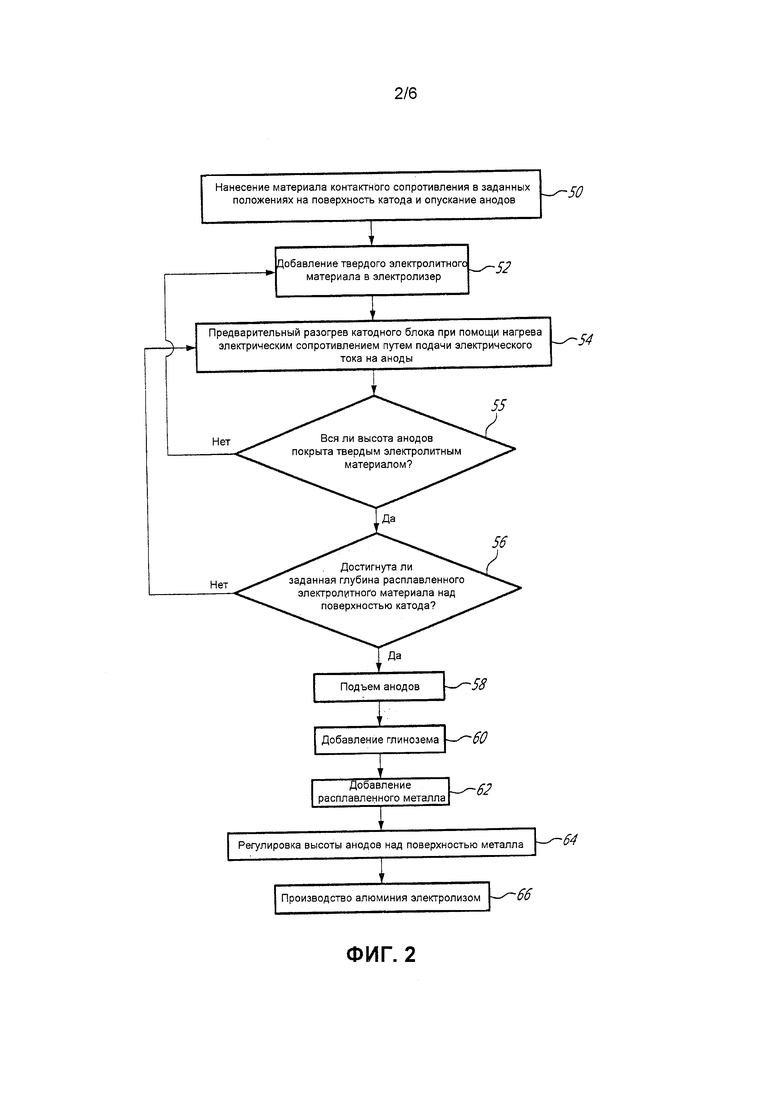
[0010] Фиг. 2 представляет собой блок-схему, показывающую последовательные этапы запуска сухого электролизера;
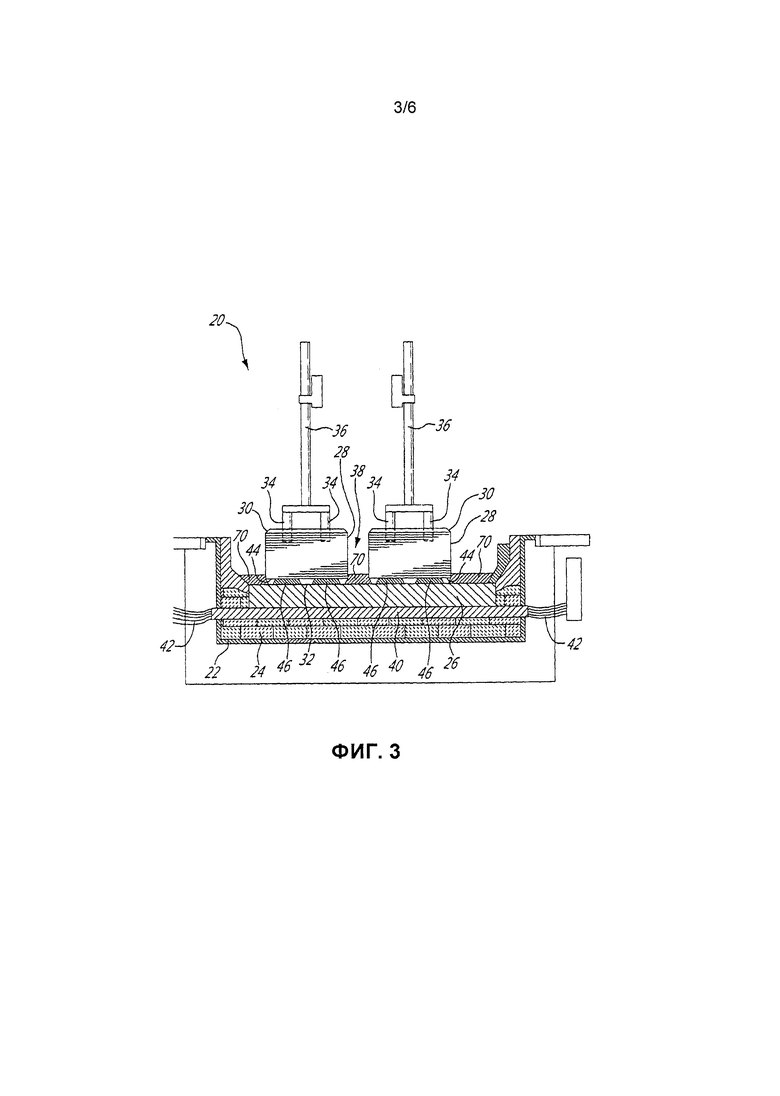
[0011] Фиг. 3 представляет собой схематический вид в поперечном сечении электролизера после того, как первый слой твердого электролитного материала был нанесен по катодному блоку вокруг анодов;
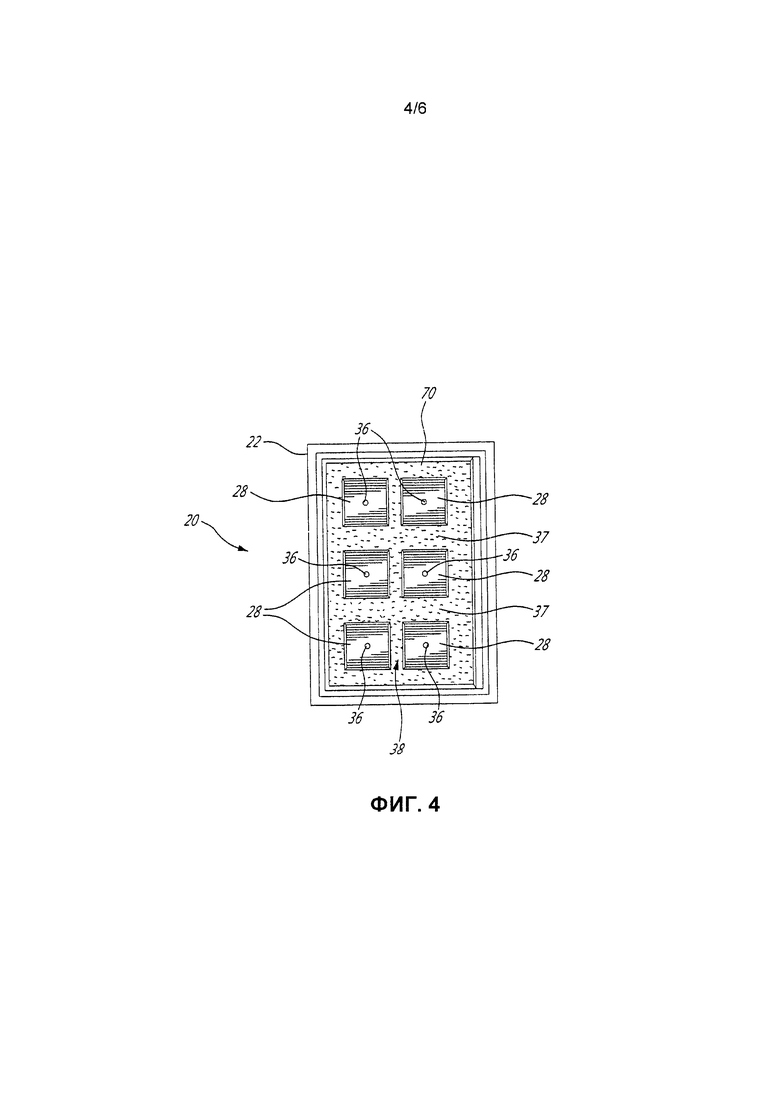
[0012] Фиг. 4 представляет собой вид сверху электролизера по Фиг. 3;
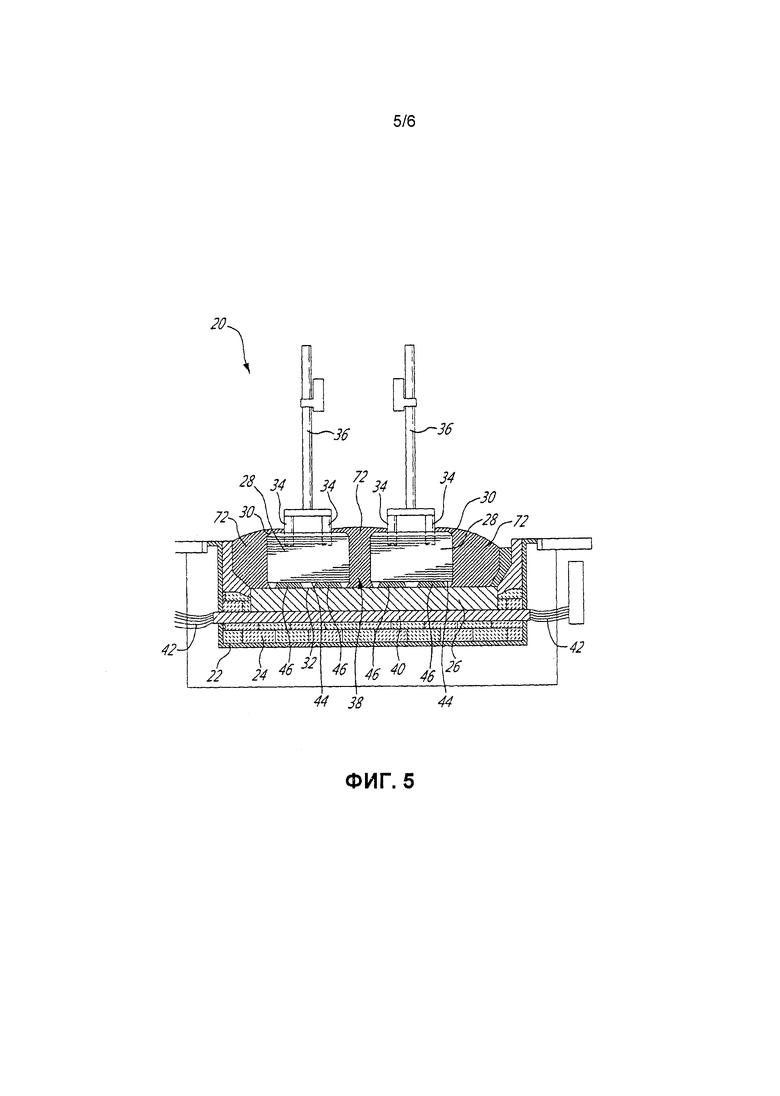
[0013] Фиг. 5 представляет собой схематический вид в поперечном сечении электролизера, заполненного твердым электролитным материалом, покрывающим всю высоту анодов; и
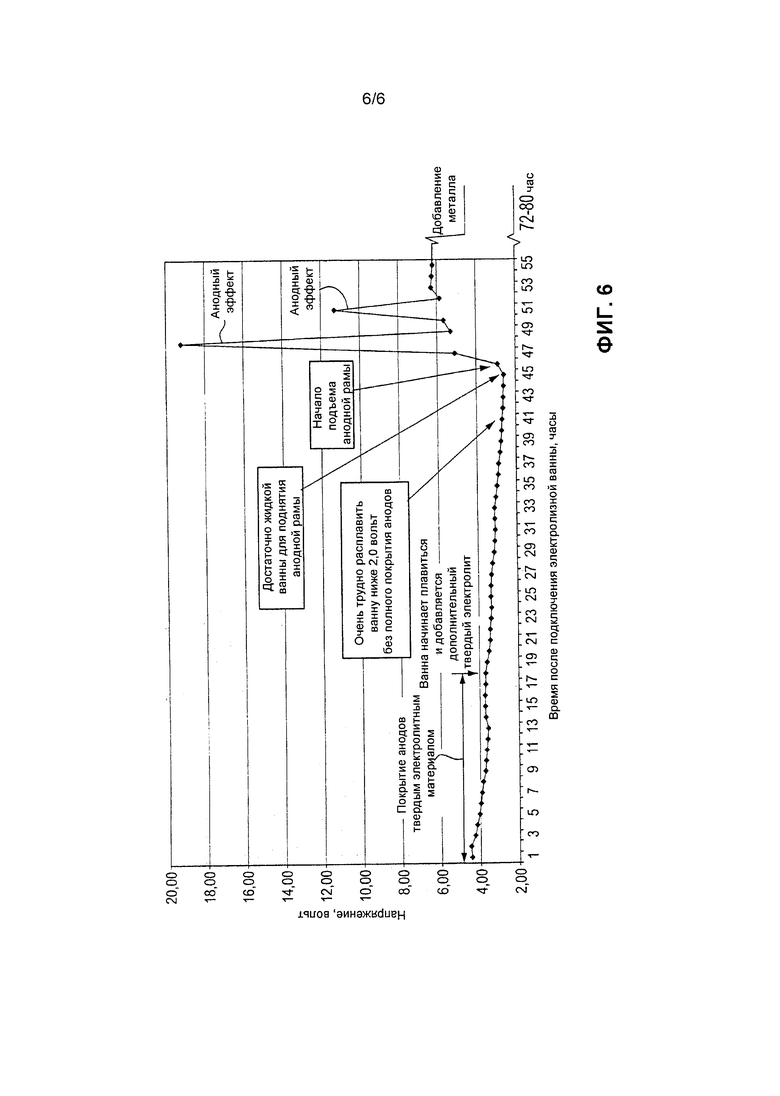
[0014] Фиг. 6 представляет собой график, показывающий падение напряжения, происходящее во время сухого запуска электролизера после того, как электролитный материал начинает плавиться.
[0015] Следует отметить, что на всех приложенных чертежах схожие признаки отмечены схожими ссылочными номерами.
ПОДРОБНОЕ ОПИСАНИЕ
[0016] Обращаясь теперь к чертежам и, более конкретно, обращаясь к Фиг. 1, там показан электролизер 20 для производства алюминия. Электролизер 20 имеет внешний кожух 22, содержащий внутри себя внутреннюю футеровку 24 и катодный блок 26, расположенный в подине электролизера 20. Аноды 28 показаны имеющими верхнюю поверхность 30 и противоположную ей нижнюю поверхность 44 (или контактную поверхность).
[0017] Как правило, внешний кожух 22 выполнен из металла, такого как сталь, внутренняя футеровка 24 обычно включает в себя блоки из огнеупорного материала, огнеупорную набивочную пасту и/или затвердевшую ванну, катодный блок 26 является карботермическим катодным блоком, а аноды 28 сделаны из углеродистого материала.
[0018] Аноды 28 подсоединены к анодной балке (не показана) через анододержатели, заканчивающиеся множеством анодных штырей 34, анодные штанги 36 и анодную раму (не показана). Анодная рама выполнена с возможностью опускать и поднимать аноды 28 в электролизере 20.
[0019] Для предварительного разогрева электролизера 20 либо во время электролиза через алюминиевый электролизер 20 течет электрический ток. Электрический ток входит в электролизер 20 через аноды 28 посредством анодной балки, анодной рамы, анодных штанг 36 и средств крепления, включающих в себя анодные штыри 34. Электрический ток затем входит в катодный блок 26 и выводится из электролизера 20 токоотводящими стержнями 40. Токоотводящие стержни 40, как правило, выполнены из стали, а к ним присоединены электрические проводники 42 для отвода тока электролиза.
[0020] Для того чтобы запустить электролизер, электролизер 20 должен быть предварительно разогрет. Для предварительного разогрева электролизера 20 на верхнюю поверхность 32 катодного блока 26 наносят несплошной слой гранулированного материала 46 контактного сопротивления. Гранулированный материал 46 контактного сопротивления наносят в областях контактной поверхности в заданных положениях на упомянутой верхней поверхности 32 катодного блока 26. Материал 46 контактного сопротивления размещают на поверхности катода прерывистым образом. Эти области контактной поверхности материала 46 контактного сопротивления могут иметь различные размеры и формы. Кроме того, число областей контактной поверхности может меняться. Аноды 28 затем опускают на материал 46 контактного сопротивления так, чтобы установить тесный контакт с гранулированным материалом контактного сопротивления.
[0021] К примеру, в качестве материала 46 контактного сопротивления, расположенного между нижней поверхностью 44 анодов 28 и верхней поверхностью 32 катодного блока 26, могут использоваться графит и/или кокс. В одном варианте воплощения материал контактного сопротивления содержит до 100% кокса, причем остаток составляет по существу графит. В другом варианте воплощения материал контактного сопротивления содержит до 70% кокса, причем остаток составляет по существу графит. В другом варианте воплощения материал контактного сопротивления содержит до 50% кокса, причем остаток составляет по существу графит. В еще одном варианте воплощения материал контактного сопротивления содержит до 30% кокса, причем остаток составляет по существу графит. Следующая таблица показывает примеры материалов контактного сопротивления, которые могут использоваться с предложенным способом:
В
(6,3 дюйма)
(6,3 дюйма)
(6,3 дюйма)
(7,87 дюйма)
(6,3 дюйма)
(6,3 дюйма)
(6,3 дюйма)
(6,3 дюйма)
(6,3 дюйма)
(6,3 дюйма)
(6,3 дюйма)
(6,3 дюйма)
(6,3 дюйма)
(6,3 дюйма)
(6,3 дюйма)
(6,3 дюйма)
(6,3 дюйма)
(6,3 дюйма)
(7,87 дюйма)
(7,87 дюйма)
(7,87 дюйма)
(7,87 дюйма)
(7,87 дюйма)
[0022] Когда на электролизер 20 подается энергия, между анодами 28 и катодным блоком 26 через материал 46 контактного сопротивления протекает электрический ток.
[0023] Обращаясь теперь к Фиг. 2, на ней показана блок-схема, показывающая последовательные этапы запуска сухого электролизера. Первый этап 50 включает в себя нанесение материала 46 контактного сопротивления на верхнюю поверхность 32 катодного блока 26 и опускание анодов 28, как описано выше.
[0024] Затем, на этапе 52, твердый электролитный материал, который может быть криолитом (Na3AlF6), дробленым твердым материалом ванны электролита, предварительно извлеченным из работающего электролизера, или их сочетанием, включая любые желаемые присадки, такие как AlF3, наносят вокруг анодов 28 и на верхнюю поверхность 32 катодного блока 26. Как показано на Фиг. 3, начальный или первый слой 70 твердого электролитного материала 72 (Фиг. 5) окружает аноды 28, но не предусмотрен под контактной поверхностью 44 анодов 28. Твердый электролитный материал окружает периферию анодов 28 и покрывает верхнюю поверхность 32 катода, включая боковые коридоры 37 (Фиг. 4), ограниченные между смежными рядами анодов 28, и центральный коридор 38 (Фиг. 4). Распределение твердого электролитного материала на поверхности катода лучше всего показано на виде сверху по Фиг. 4.
[0025] Для того чтобы заполнить электролизер 20 на всю его глубину и покрыть верхнюю поверхность 30 анодов 28, как показано на Фиг. 5, могут использоваться либо криолит, либо дробленый материал ванны электролита, либо их сочетание, называемые в данной заявке «твердым электролитным материалом». Твердый электролитный материал 72 характеризуется, кроме прочего, гранулометрическим составом, ликвидусом, солидусом и точкой плавления или диапазоном плавления, т.е. разностью температур между температурами ликвидуса и солидуса. Твердый электролитный материал 72 выбирается с таким сочетанием гранулометрического состава, солидуса, ликвидуса и диапазона плавления, которое минимизирует повторное затвердевание расплавленного электролитного материала во время процедуры запуска, а его химический состав выбирается так, чтобы минимизировать диапазон температуры плавления и твердую фракцию, остающуюся, как только плавление началось. Диапазон температуры плавления твердого электролитного материала предпочтительно составляет от примерно 825 до примерно 950°C. Повторное затвердевание может произойти, когда расплавленный материал поднимается в электролизере 20 через дробленый материал ванны электролита за счет капиллярности и затвердевает из-за более низких температур в верхних зонах электролизера 20. Если гранулометрический состав является относительно крупным, увеличиваются тепловые потери в электролизере 20 во время процедуры запуска. С другой стороны, если гранулометрический состав является относительно тонким, расплавленный материал может подняться в электролизере 20 через дробленый материал за счет капиллярности. Твердый электролитный материал предпочтительно имеет следующие характеристики размеров частиц: максимальный размер частиц примерно 15 мм (0,6 дюйма), менее чем примерно 10 мас.% твердого электролитного материала имеет размер частиц примерно 6 мм (0,24 дюйма) или более, и менее чем примерно 30 мас.% твердого электролитного материала имеет размер частиц примерно 45 микронов (0,002 дюйма) или менее. Дробленый материал, имеющий более высокие ликвидус и солидус, требует больше энергии для плавления, в то время как дробленый материал, имеющий больший диапазон плавления, может более легко затвердевать повторно. Как упоминалось выше, твердый электролитный материал может содержать криолит с дробленым материалом ванны электролита. Предпочтительно, твердый электролитный материал может содержать общее содержание Al2O3 примерно 12 мас.% или менее и содержание альфа-Al2O3 примерно 8 мас.% или менее. Наличие слишком большого количества Al2O3 в твердом электролитном материале может вызвать оседание Al2O3 на дне электролизера, тем самым изолируя катод и приводя к общему снижению эффективности способа запуска. Следующая таблица показывает предпочтительные диапазоны содержания в твердом электролитном материале, а также пример конкретного состава (колонка «Примерный %»):
[0026] В таблице 2 аббревиатура ППП означает потери при прокаливании, которые являются показателем влагосодержания. «Коэффициент» означает криолитический коэффициент.
[0027] Для того чтобы завершить процедуру запуска, твердый электролитный материал 72 может быть добавлен так, чтобы он простирался в целом выше верхней поверхности 30 анодов 28, противоположной контактной поверхности 44, чтобы понизить тепловые потери и предотвратить затвердевание какого-либо перешедшего в жидкое состояние электролитного материала, как указано на этапе 55 и показано на Фиг. 5. Другими словами, электролизер 20 заполняют твердым электролитным материалом 72 и покрывают этим твердым электролитным материалом 72 верхнюю поверхность 30 анода 28. Обычно поверх первого слоя 70 образовывалась корка. По сути, твердый электролитный материал 72 следовало добавлять, ломая корку поверх первого слоя 70. В одном варианте воплощения твердый электролитный материал 72 по меньшей мере частично покрывает анододержатели или штыри 34, т.е. элементы крепления, которые закреплены в анодных блоках 28 и которые простираются между анодными штангами 36 и анодными блоками 28. В одном варианте воплощения только верхние поверхности штырей 34 не покрыты твердым электролитным материалом 72. Покрытие верхней поверхности 30 анодов 28 и по меньшей мере частично штырей 34 снижает тепловые потери во время процедуры запуска и минимизирует повторное затвердевание перешедшего в жидкое состояние электролитного материала. Таким образом, глубина твердого электролитного материала, простирающегося выше верхней поверхности 30 анода 28, является переменной.
[0028] В одном варианте воплощения твердый электролитный материал 72 может быть добавлен в электролизер 20 более чем за один раз, как указано этапом 55. Опять же, поверх твердого электролитного материала 72 обычно образовывалась корка. Дополнительный твердый электролитный материал добавляют, разбивая эту корку и проталкивая дополнительный твердый электролитный материал в расплавленный электролит. В одном варианте воплощения эту операцию осуществляют периодически каждый час до тех пор, пока вся высота анодов не будет покрыта электролитом.
[0029] На этапе 54 электролизер 20 включают и подают электрический ток на аноды 28. Катодный блок 26 нагревается за счет нагрева электрическим сопротивлением электрическому току, подаваемому к анодам 28.
[0030] Твердый электролитный материал 72, находящийся близко к или прилегающий к катодному блоку 26, плавится по мере того, как в электролизер 20 подается электроэнергия. Глубину расплавленного электролитного материала, находящегося близко к катодному блоку 26, отслеживают, как показано на этапе 56. Когда электролит расплавится на заданную глубину, аноды 28 могут быть подняты, как показано на этапе 58. В одном варианте воплощения, для электролизера с типичными размерами, аноды 28 поднимают тогда, когда расплавленный электролитный материал достигает глубины по меньшей мере примерно 30 сантиметров (11,81 дюйма) над катодным блоком 26. Глубина расплавленного материала может измеряться каждые два - три часа во время процедуры запуска. Затем аноды 28 постепенно поднимают до тех пор, пока контактные поверхности 44 анодов 28 не достигнут заданного расстояния над верхней поверхностью 32 катодного блока 26. После этого, как показано на этапе 60, добавляют глинозем для контроля анодных эффектов. Глинозем может быть добавлен между 2-5 часами после подъема анодов.
[0031] На этапе 62 добавляют расплавленный металлический алюминий для того, чтобы стабилизировать электролизер и избежать перегрева. На этапе 64 расстояние, отделяющее аноды 28 от поверхности металлического алюминия, регулируют так, чтобы стабилизировать электролизер 20, и на этапе 66 осуществляют работу электролизера 20 в нормальном режиме для получения алюминия электролизом.
[0032] Снова обращаясь к Фиг. 3 и Фиг. 4, будет показано, что предусмотрены альтернативы для осуществления этапов 52 и 54. В качестве примера и не ограничиваясь этим, твердый электролитный материал 72 может быть добавлен до, во время или после предварительного нагрева катодного блока 26.
[0033] В описанном выше варианте воплощения твердый электролитный материал 72 добавляется в электролизер 20 и покрывает всю высоту анодов 28 перед тем, как электролизер 20 будет включен. Таким образом, перед включением электролизера 20 твердый электролитный материал 72 добавляют вокруг анодов 28 до тех пор, пока он не покроет по меньшей мере верхнюю поверхность 30 анодов 28, как показано на Фиг. 5.
[0034] В альтернативном варианте воплощения электролизер 20 включают после того, как материал 46 контактного сопротивления помещен на катодный блок 26. Прежде, чем катодный блок 26 перегреется, электролизер 20 по меньшей мере частично заполняют твердым электролитным материалом 72, как будет более подробно описано ниже. Электролизер 20 может быть заполнен за один раз, в то время как в альтернативном варианте воплощения один или более последовательных слоев твердого электролитного материала 72 могут загружаться в электролизер 20 до тех пор, пока верхние поверхности 30 анодов 28 не будут покрыты твердым электролитным материалом, как показано на Фиг. 5.
[0035] В еще одном варианте воплощения электролизер 20 включают после того, как материал 46 контактного сопротивления помещен на катодный блок 26 и в электролизер был загружен первый слой 70 твердого электролитного материала 72, который не достигает верхних поверхностей 30 анодов 28, как показано на Фиг. 3. Дополнительный(е) слой(и) твердого электролитного материала добавляют после включения электролизера 20 до тех пор, пока верхние поверхности 30 анодов 28 не будут покрыты твердым электролитным материалом 72.
[0036] Как будет более подробно описано ниже со ссылкой на Фиг. 6, верхние поверхности 30 анодов 28 должны быть покрыты твердым электролитным материалом прежде, чем материал начнет плавиться (как правило, между 18-20 часами после начала процесса нагрева катода) и напряжение на электролизере 20 начнет падать. Это делается в качестве превентивной меры для того, чтобы избежать частичного повторного затвердевания расплавленной ванны или криолита и гарантировать, что в электролизере сохранится достаточно тепла для поддержания плавления электролитного материала. Когда электролитный материал начинает плавиться, напряжение на электролизере падает, потому что расплавленный электролитный материал имеет большую проводимость, чем материал 46 контактного сопротивления, и общий подвод энергии к электролизеру уменьшается. Такого пониженного напряжения потенциально может быть недостаточно для сохранения тепла, необходимого для поддержания электролитного материала в расплавленном состоянии.
[0037] Обращаясь теперь к Фиг. 3, там показан один вариант воплощения, в котором в электролизер 20 загружен первый слой 70 твердого электролитного материала 72. Первый слой 70 твердого электролитного материала окружает анодные блоки 28 и покрывает всю поверхность катодного блока 26, за исключением катодной поверхности 32, расположенной ниже анодных блоков 28, а также окружает материал 46 контактного сопротивления. Первый слой 70 может быть размещен после того, как электролизер 20 был включен, или перед включением электролизера 20.
[0038] В показанном варианте воплощения первый слой 70 простирается немного выше контактной поверхности 44 анодных блоков 28. Однако специалисту в данной области техники будет понятно, что высота первого слоя может меняться по сравнению с вариантом воплощения, показанным на Фиг. 3. В одном варианте воплощения первый слой 70 имеет толщину примерно 5 см (1,97 дюйма) и добавляется спустя двенадцать часов после начала процедуры предварительного разогрева.
[0039] После введения первого слоя 70 твердого электролитного материала электролизер 20 включают (или на него подают дополнительную энергию), и, перед тем как напряжение на электролизере упадет, как показано на Фиг. 6, в электролизер 20 вводят дополнительный слой твердого электролитного материала 72. Дополнительный слой твердого электролитного материала может простираться выше верхних поверхностей 30 анодов 28, как показано на Фиг. 5, или где-то выше первого слоя 70. Другими словами, высота дополнительного(ых) слоя(ев) является варьируемой.
[0040] Если дополнительный слой твердого электролитного материала не простирается выше верхних поверхностей 30 анодных блоков 28, то дополнительный(е) слой(и) твердого электролитного материала добавляют до тех пор, пока твердый электролитный материал не станет выше верхних поверхностей 30 анодов 28.
[0041] Как показано на Фиг. 5, твердый электролитный материал 72 по меньшей мере частично покрывает анодные штыри 34, чтобы уменьшить потери тепла во время процедуры запуска. Специалисту в данной области техники будет понятно, что окончательная высота твердого электролитного материала 72 является варьируемой. Тепловые потери уменьшаются при увеличении общей глубины твердого электролитного материала.
[0042] Толщина слоя добавляемого в электролизер твердого электролитного материала выбирается так, чтобы поддерживать тепловые потери на допустимом уровне и, таким образом, избежать повторного затвердевания. В соответствии с некоторыми применениями может не потребоваться полностью заделать аноды 28 в твердый электролитный материал. Например, твердый электролитный материал может доходить до высоты, которая немного меньше высоты верхней поверхности 30 анодов 28, и при этом обеспечивать достаточную изоляцию.
[0043] Как упоминалось выше, специалисту в данной области техники будет понятно, что электролизер 20 может быть заполнен твердым электролитным материалом, причем твердый электролитный материал покрывает всю высоту анодов 28 и простирается выше их верхней поверхности 30, до включения электролизера 20, как показано на Фиг. 5.
[0044] Если вместо криолита для процедуры сухого запуска используется дробленый твердый материал ванны электролита, в электролизер может быть добавлен карбонат натрия. Состав твердого электролитного материала был обсужден выше.
[0045] При описанном выше способе сухого запуска электролизера с использованием дробленого материала ванны электролита или криолита для погружения анодов 28 катодный блок 26 предварительно разогревают в течение периода примерно восемнадцати часов, после чего происходит постепенное плавление ванны электролита или криолита, которое продолжается в течение примерно тридцати часов. Когда достаточное количество ванны электролита или криолита перейдет в жидкое состояние и расплавленный слой достиг глубины примерно 30-35 сантиметров (11,81-13,78 дюймов), аноды 28 могут быть постепенно подняты. Когда аноды первоначально отводят от материала 46 контактного сопротивления на расстояние примерно 5 см, расплавленная масса заходит в пространство, отделяющее аноды от катода, тем самым увеличивая падение напряжения между анодами и катодом из-за увеличения сопротивления в результате сочетания удельного сопротивления расплавленного электролита и расстояния, отделяющего аноды от катода. Так как аноды занимают большой объем, глубина расплавленного электролитного материала в электролизере может уменьшиться с примерно 30 см (11,81 дюймов) до примерно 15 см (5,91 дюймов) над поверхностью катода. Соответственно, должно присутствовать достаточно расплавленного электролитного материала, чтобы позволить поднять аноды для того, чтобы поддерживать минимальное напряжение, требуемое для продолжения нагрева электролизера и плавления изолирующего покрова из твердого электролитного материала. Если аноды не могут быть подняты достаточно высоко в расплавленной массе для того, чтобы поддерживать напряжение, есть риск, что электролизер может остывать и некая часть ранее расплавленного электролитного материала может застыть. Как только достигнут градиент температуры катода, примерно 24-32 часа спустя, в электролизер 20 добавляют расплавленный металл, чтобы стабилизировать электролизер и избежать перегрева. Аноды затем поднимают на расстояние, соответствующее примерно дополнительной высоте расплавленного металла в электролизере, и регулярная работа может начаться с подачи глинозема в работающий электролизер для производства металла электролизом.
[0046] Преимущественно, вышеописанный способ позволяет более чем вдвое увеличить число электролизеров 20, которые могут быть запущены в течение некоего данного периода. Эти преимущества являются следствием сокращения рабочей нагрузки на подъемный кран, который обычно является узким местом для ускорения процесса запуска завода. Вышеописанный способ вносит вклад в повышение уровня безопасности и надежности операции запуска, минимизируя время запуска электролизера.
[0047] Как только ванна электролита или криолит начинает плавиться, плавление ванны электролита или криолита происходит более управляемым образом, так что аноды 28 могут быть подняты с минимальным нарушением распределения тока в электролизере 20.
[0048] Специалисту в данной области техники будет понятно, что при процедуре сухого запуска анодные штанги 36 могут быть соединены с анодной рамой гибкими или роликовыми узлами, известными в данной области техники, для того чтобы регулировать расстояние, отделяющее один или несколько анодов 28 от катодного блока 26, в соответствии с силой тока, пропускаемого выбранным анодом, в частности, там, где есть локальные горячие точки.
[0049] Здесь были описаны и проиллюстрированы несколько альтернативных вариантов воплощения и примеров. Описанные выше варианты воплощения изобретения предназначены быть лишь примерными. Специалисту в данной области техники были бы понятны признаки отдельных вариантов воплощения, а также возможные комбинации и вариации компонентов. Специалисту в данной области техники было бы также понятно, что любой из вариантов воплощения может быть обеспечен в любой комбинации с другими раскрытыми здесь вариантами воплощения. Следует понимать, что изобретение может быть воплощено в других конкретных формах без отступления от его сущности или главных характеристик. Представленные примеры и варианты воплощения, следовательно, должны рассматриваться во всех отношениях как иллюстративные, а не ограничивающие, и изобретение не должно быть ограничено приведенными здесь подробностями. Соответственно, хотя были проиллюстрированы и описаны конкретные варианты воплощения, на ум придут многочисленные модификации без значительного отступления от сущности изобретения. Поэтому объем изобретения должен ограничиваться исключительно объемом прилагаемой формулы изобретения.
Изобретение относится к способу запуска электролизера для производства алюминия, имеющего катодный блок с верхней поверхностью. Способ включает размещение материала контактного сопротивления на верхней поверхности катодного блока, опускание множества анодов до упора в материал контактного сопротивления, заполнение электролизера и покрывание анодов твердым электролитным материалом, содержащим дробленый материал электролитной ванны, криолит или их смеси, подачу электрического тока на аноды для по меньшей мере частичного расплавления твердого электролитного материала и подъем анодов при достижении заданной глубины расплавленного электролитного материала. Обеспечивается сокращение рабочей нагрузки на подъемный кран и возможность увеличения вдвое числа электролизеров, запускаемых в течение заданного периода времени. 14 з.п. ф-лы, 2 табл., 6 ил.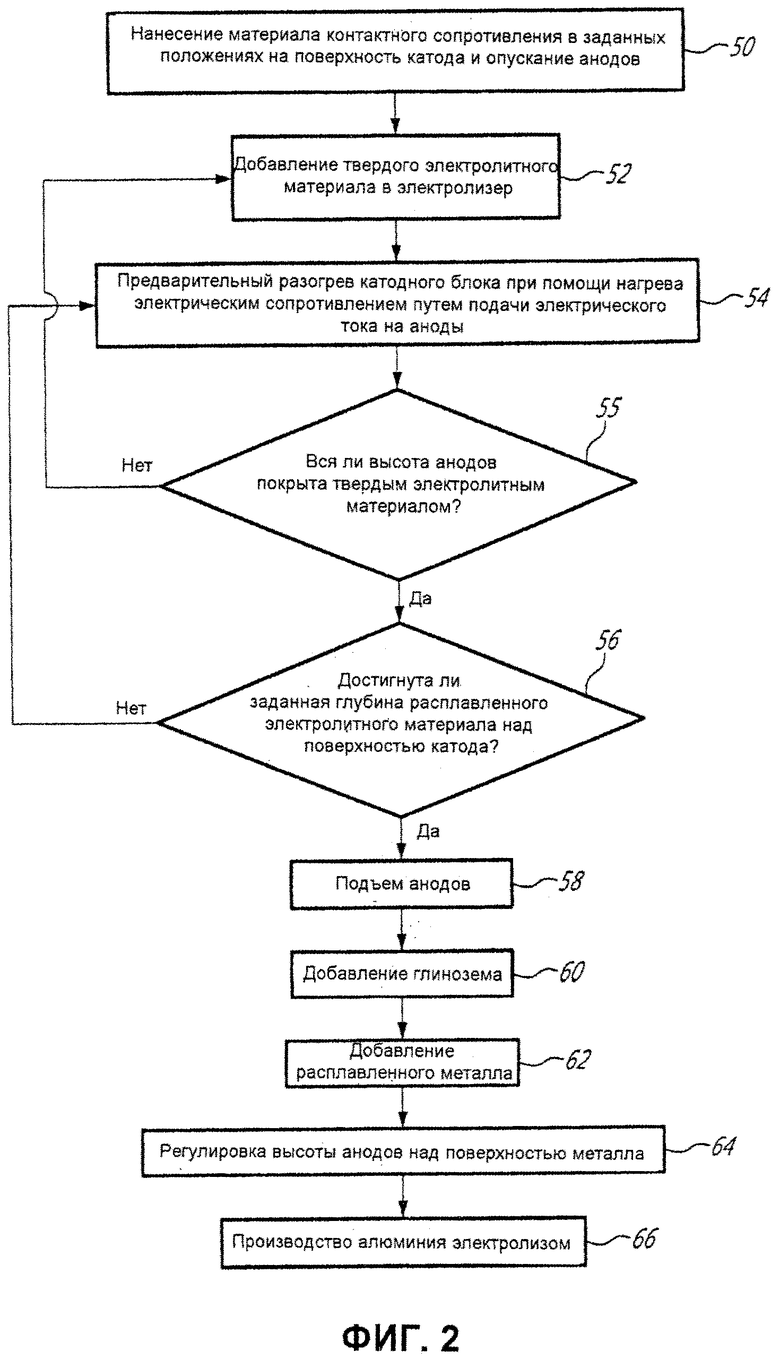
1. Способ запуска электролизера для производства алюминия, имеющего катодный блок с верхней поверхностью, включающий:
размещение материала контактного сопротивления на упомянутой верхней поверхности катодного блока,
опускание множества анодов до упора в материал контактного сопротивления,
заполнение электролизера до высоты покрытия анодов твердым электролитным материалом, содержащим дробленый материал электролитной ванны, криолит или их смеси, при этом заполнение электролизера включает в себя полное заглубление анодов внутри твердого электролитного материала, причем твердый электролитный материал полностью покрывает верхнюю поверхность анодов при опускании до соприкосновения с упором в материал контактного сопротивления, расположенный на верхней поверхности катодного блока,
подачу электрического тока на аноды для по меньшей мере частичного расплавления твердого электролитного материала, и подъем анодов от катодного блока при достижении заданной глубины расплавленного электролитного материала.
2. Способ по п. 1, в котором материал контактного сопротивления размещают прерывисто в заданных положениях на упомянутой верхней поверхности катодного блока.
3. Способ по п. 1, в котором аноды поднимают постепенно до тех пор, пока аноды не достигнут заданной высоты над верхней поверхностью катодного блока.
4. Способ по п. 1, в котором электролизер заполняют твердым электролитным материалом и покрывают аноды твердым электролитным материалом перед подачей электрического тока в электролизер.
5. Способ по п. 1, в котором электролизер заполняют твердым электролитным материалом и покрывают аноды твердым электролитным материалом после подачи электрического тока на аноды.
6. Способ по п. 1, в котором электролизер заполняют за по меньшей мере два этапа заполнения, а электрический ток непрерывно подают на аноды после первого включения электролизера.
7. Способ по п. 1, в котором материал контактного сопротивления содержит дробленый коксовый материал, дробленый графитовый материал или их смеси.
8. Способ по любому из пп. 1-7, в котором твердый электролитный материал имеет общее содержание Al2O3 примерно 12% или менее и содержание альфа-Al2O3 примерно 8% или менее.
9. Способ по любому из пп. 1-7, в котором твердый электролитный материал имеет максимальный размер частиц примерно 15 мм (5,6 дюйма), менее чем примерно 10% твердого электролитного материала имеет размер частиц примерно 6 мм (0,24 дюйма) или более, и менее чем примерно 30% твердого электролитного материала имеет размер частиц примерно 45 микрон (0,002 дюйма) или менее.
10. Способ по п. 1, в котором заданная глубина расплавленного электролитного материала, обеспеченная перед подъемом анодов, составляет по меньшей мере тридцать сантиметров (11,81 дюйма).
11. Способ по любому из пп. 1-7, который дополнительно включает:
добавление глинозема в электролизер,
добавление расплавленного металла непосредственно на верхнюю
поверхность катодного блока после подъема анодов, и
регулировку расстояния, отделяющего нижнюю поверхность анодов от верхней поверхности слоя расплавленного металла, для стабилизации электролизера.
12. Способ по п. 1, в котором электрический ток подают на электролизер прежде, чем электролизер по меньшей мере частично заполнен твердым электролитным материалом.
13. Способ по п. 1, в котором из соответствующих верхних поверхностей анодов выступают анодные штыри, и при этом заполнение электролизера включает в себя добавление твердого электролитного материала так, чтобы он простирался выше верхних поверхностей анодов, так что анодные штыри по меньшей мере частично заглубляются в твердый материал электролита, когда аноды опускают до тесного контакта с материалом контактного сопротивления.
14. Способ по п. 1, который дополнительно включает отслеживание напряжения на электролизере, и при этом заполнение электролизера включает в себя покрывание верхней поверхности каждого из анодов твердым электролитическим материалом до того, как напряжение упадет ниже заданного значения.
15. Способ по п. 8, в котором твердый электролитный материал имеет максимальный размер частиц примерно 15 мм (5,6 дюйма), менее чем примерно 10% твердого электролитного материала имеет размер частиц примерно 6 мм (0,24 дюйма) или более, и менее чем примерно 30% твердого электролитного материала имеет размер частиц примерно 45 микрон (0,002 дюйма) или менее.
| US7485215 В2, 03.02.2009 | |||
| Способ обжига и пуска алюминиевого электролизера | 1986 |
|
SU1420075A1 |
| JP S57123990 A, 02.08.1982 | |||
| RU 2001102757 А, 10.12.2002 | |||
| 2001 |
|
RU2194094C2 | |
| СПОСОБ ПОДГОТОВКИ К ПУСКУ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА ПОСЛЕ КАПИТАЛЬНОГО РЕМОНТА | 1997 |
|
RU2115772C1 |

