Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для печати, применяющему технологию флексографской печати. В частности, настоящее изобретение относится к такому устройству для печати полотна упаковочного материала печатной краской, причем устройство содержит резервуар или камеру для краски и анилоксовый валик, частично вращающийся в пределах камеры для краски для захватывания и передачи печатной краски из камеры для краски печатному цилиндру, который вращается в контакте передачи с анилоксовым валиком, а также цилиндр противодавления, который вращается смежно печатному цилиндру и который вместе с печатным цилиндром образует зазор, через который должно проходить полотно упаковочного материала для передачи печатной краски от печатного цилиндра полотну, причем резервуар или камера для краски продолжается аксиально вдоль анилоксового валика и имеет верхний аксиальный ракель в контакте с периферийной поверхностью анилоксового валика для счищения избыточной краски, и нижний подобный аксиальный ракель в контакте с периферийной поверхностью анилоксового валика для предотвращения печатной краски от просачивания из камеры для краски, причем камера для краски имеет первую концевую стенку на ее одном аксиальном конце и вторую концевую стенку на ее другом аксиальном конце.
Уровень техники
В общем, флексографская печать полотна упаковочного материала осуществляется с использованием жидкотекучей и часто летучей печатной краски, что подразумевает, что печатная краска должна передаваться из резервуара или камеры для краски полотну упаковочного материала до того, как она успевает высохнуть по пути. В связи с этим для этой передачи используют твердый валик (анилоксовый валик), который имеет на его периферийной поверхности выгравированные ячейки, с помощью которых печатная краска захватывается из резервуара или камеры для краски и передается печатному цилиндру, вращающемуся в контакте передачи с анилоксовым валиком. Для того чтобы облегчать захватывание печатной краски из камеры для краски, анилоксовый валик вращается в непосредственном контакте с печатной краской в камере для краски. Камера для краски определена сверху верхним аксиальным вытянутым ракелем в контакте с периферийной поверхностью анилоксового валика, а снизу нижним подобным аксиально продолжающимся ракелем в контакте с периферийной поверхностью анилоксового валика. Верхний ракель, который слегка прилегает к периферийной поверхности анилоксового валика, предназначен для счищения и переработки захваченной избыточной краски до выхода из камеры для краски. Нижний ракель, который слегка прилегает к периферийной поверхности анилоксового валика, предназначен для предотвращения просачивания печатной краски из камеры для краски.
Камера для краски заполнена до заданного уровня непрерывно циркулирующей печатной краской через впуск и выпуск камеры для краски. Качество печатной краски непрерывно регулируется во внешнем блоке в отношении вязкости, температуры и других свойств так, что достигается результат равномерной печати.
В известных устройствах обе аксиальные концевые стенки камеры для краски могут продолжаться вплотную к уплотняющему стыку с периферийной поверхностью анилоксового валика для того, чтобы обеспечивать, чтобы как можно меньше печатной краски просачивалось латерально из камеры для краски.
Согласно другому примеру известного уровня техники концевые стенки расположены в разнесенном отношении от поверхности анилоксового валика, причем в этом случае уплотнение, противодействующее просачиванию печатной краски через таким образом образованные зазоры между каждой соответственной концевой стенкой и периферийной поверхностью анилоксового валика, обеспечивается посредством наблюдаемого отношения между вязкостью печатной краски и скоростью вращения анилоксового валика во время выполнения печати. Согласно этому отношению для каждой вязкости имеется скорость вращения, выше которой тенденция печатной краски сопровождать анилоксовый валик больше, чем тенденция печатной краски просачиваться латерально из камеры для краски через таким образом образованные зазоры на аксиальной концевой стенке. Таким образом, этот известный вариант выполнения дает преимущество относительно ранее описанного варианта выполнения в том, что он не требует часто повторяющейся рабочей остановки для замены изношенных резиновых уплотнителей. Дополнительное преимущество заключается в том, что он не вызывает износ или вызывает, но очень незначительный износ анилоксового валика из-за нагрева трением, как описано выше.
Однако один недостаток, присущий этому последнему описанному варианту выполнения, заключается в том, что нередко происходит так, что после передачи печатной краски печатному цилиндру остаточная печатная краска на периферийной поверхности анилоксового валика высыхает и прилипает к анилоксовому валику и в результате не может быть счищена ракелями, а сопровождает анилоксовый валик в резервуаре или камере для краски, когда анилоксовый валик вращается во время функционирования. Такое высыхание печатной краски повторяется поворот за поворотом, который совершает анилоксовый валик, и приводит к увеличению накопления высохшей печатной краски, которое постепенно растет в радиальном направлении и все больше поднимает и нижний, и верхний ракель, в результате потери печатной краски из камеры для краски увеличиваются.
Дополнительный недостаток, который связан с обоими вышеописанными известными вариантами выполнения, заключается в том, что захватывающие краску выгравированные ячейки на периферийной поверхности анилоксового валика после передачи захваченной печатной краски печатному цилиндру наполняются воздухом, который проходит под нижним ракелем и сопровождает анилоксовый валик в камеру для краски, где он высвобождается и накапливается вдоль аксиальной протяженности между аксиальными концевыми стенками камеры для краски. Согласно тому, как увеличивается накопленный объем воздуха внутри камеры для краски, также увеличивается и риск, что воздух заполнит все или части выгравированных ячеек на поверхности валика и тем самым предотвратит эти ячейки от захватывания печатной краски.
Таким образом, в уровне технике все еще имеется необходимость в улучшенном устройстве для флексографской печати полотна упаковочного материала.
Задачи изобретения
Таким образом, одной задачей настоящего изобретения является устранение вышеописанных недостатков, присущих известному устройству для флексографской печати полотна упаковочного материала.
Дополнительной задачей настоящего изобретения является выполнение устройства, относящегося к типу, описанному во введении, не имеющего проблем и недостатков, относящихся к типу, описанному выше.
Дополнительные задачи и преимущества настоящего изобретения будут ясны из следующего далее описания.
Краткое описание изобретения
Таким образом, согласно одному аспекту настоящего изобретения будет выполнено устройство для печати полотна упаковочного материала печатной краской, причем устройство содержит резервуар или камеру для краски и анилоксовый валик, частично вращающийся внутри камеры для краски для захватывания и передачи печатной краски из камеры для краски печатному цилиндру, вращающемуся в контакте передачи с анилоксовым валиком, а также дополнительный цилиндр противодавления, который вращается смежно печатному цилиндру и который вместе с печатным цилиндром образует зазор, через который должно проходить полотно упаковочного материала для передачи печатной краски от печатного цилиндра полотну, причем резервуар или камера для краски аксиально продолжаются вдоль анилоксового валика и имеет верхний аксиальный ракель в контакте с периферийной поверхностью анилоксового валика для счищения избыточной краски и нижний подобный аксиальный ракель в контакте с периферийной поверхностью анилоксового валика для предотвращения просачивания печатной краски из камеры для краски, причем камера для краски имеет первую концевую стенку на ее одном аксиальном конце и вторую концевую стенку на ее другом аксиальном конце. Согласно изобретению устройство отличается тем, что включает по меньшей мере одно распылительное или душевое устройство, обеспеченное соплом, причем сопло направлено к окружным периферийным краевым областям периферийной поверхности анилоксового валика для подачи очищающей текучей среды в эти области для удаления и тем самым предотвращения печатной краски от высыхания и налипания в пределах таких краевых областей.
Распылительное или душевое устройство предпочтительно имеет сопло, направленное к окружным краевым областям анилоксового валика.
Таким образом, с помощью этого распылительного или душевого устройства возможно во время выполнения печати постоянно сохранять остаточную печатную краску в пределах этих окружных областей периферийной поверхности анилоксового валика в жидком состоянии и, таким образом, предотвращать эту печатную краску от “нарастания” на периферийной поверхности анилоксового валика, даже в том случае, когда соответствующая печатная краска растворена в летучем растворителе, который легко становится летучим при относительно низкой температуре. С этой целью распылительное или душевое устройство, обеспеченное соплом, является соединяемым с подходящим источником очищающей текучей среды для печатной краски посредством рукава или трубопровода.
В одном особенно предпочтительном варианте выполнения устройства согласно настоящему изобретению первая и/или вторая аксиальная концевая стенка камеры для краски имеет сквозное выпускное отверстие для удаления воздуха из камеры для краски.
В одном практическом варианте выполнения каждая соответственная аксиальная концевая стенка выполнена в виде блочного модуля двух взаимно разнесенных элементов концевой стенки, причем сквозное выпускное отверстие обеспечено в элементе стенки, расположенном наиболее проксимально к центру камеры для краски. Таким образом, печатная краска, которая при необходимости латерально просачивается из камеры для краски, собирается и выводится через промежуточный выпуск и тем самым предотвращается от вызывания разбрызгивания и загрязнения.
Такой блочный модуль элементов концевой стенки предпочтительно изготовлен из резины или пластичного материала.
Согласно еще одному дополнительному варианту выполнения настоящего изобретения аксиальные концевые стенки камеры для краски продолжаются по направлению к и заканчиваются на коротком расстоянии от периферийной поверхности анилоксового валика, вращающегося частично внутри камеры для краски, для образования зазора между анилоксовым валиком и каждой соответственной концевой стенкой. Таким образом, образованный зазор имеет ширину зазора приблизительно 0,5-1,5 мм, когда устройство используется для печати полотна упаковочного материала, которое приводится в движение при скорости полотна приблизительно 400-600 м/мин.
Дополнительно, край каждой соответственной концевой стенки, обращенный по направлению к анилоксовому валику, может иметь геометрическую конфигурацию, которая адаптирована к противоположной выпуклой периферийной поверхности анилоксового валика, таким образом адаптированная геометрическая конфигурация предпочтительно является такой, что зазор между анилоксовым валиком и каждой соответственной концевой стенкой имеет постоянную ширину по всей длине зазора.
В одном варианте выполнения устройства согласно настоящему изобретению обе аксиальные концевые стенки камеры для краски расположены в контакте с периферийной поверхностью анилоксового валика.
Согласно еще одному дополнительному варианту выполнения обе аксиальные концевые стенки камеры для краски расположены на коротком расстоянии от периферийной поверхности анилоксового валика, причем уплотнение таким образом образованного зазора между камерой для краски и периферийной поверхностью анилоксового валика в этом случае обеспечивается посредством ранее описанного отношения между вязкостью печатной краски и соответствующей скоростью вращения анилоксового валика.
В еще одном дополнительном варианте выполнения устройства согласно настоящему изобретению, в частности в том случае, когда аксиальные концевые стенки камеры для краски продолжаются до и находятся в стыке с периферийной поверхностью анилоксового валика, по меньшей мере одна из этих двух концевых стенок обеспечена воздухоотводным отверстием на одной линии с или по существу на одном уровне с аксиальной протяженностью воздуха, накапливаемого внутри камеры для краски, который сопровождает анилоксовый валик и извлекается изнутри камеры для краски.
Так как боковая стенка камеры расположена на расстоянии от поверхности анилоксового валика, не требуются уплотняющие резиновые выступы на концевых стенках во фрикционном контакте с периферийной поверхностью анилоксового валика, и в то же время эти концевые стенки не изнашиваются или не подвергаются износу вращающимся анилоксовым валиком. Другими словами, износ обеих концевых стенок и анилоксового валика может быть почти полностью исключен. Более того, не создается никакая фрикционная теплота, которая будет увеличивать температуру печатной краски и тем самым вызывать неровность и плохое качество результата печати, или даже коагуляцию печатной краски на концах камеры для краски с подобным последующим ухудшением результата печати.
Практические примеры очищающей текучей среды, используемой вместе с устройством согласно настоящему изобретению, могут быть или газообразной, или жидкой текучей средой. Предпочтительно, такая жидкая очищающая текучая среда выбрана из группы, содержащей воду, растворитель для фактически используемой печатной краски, и фактически используемую печатную краску. Наиболее предпочтительная жидкая очищающая текучая среда для использования в устройстве согласно изобретению представляет собой фактически используемую печатную краску, так как она уже имеет соответствующий состав, температуру и вязкость и будет в связи с этим иметь только ничтожное влияние на качества используемой печатной краски. Вследствие этого фактически используемая печатная краска является самым лучшим выбором очищающей текучей среды, используемой с устройством согласно изобретению, причем аксиальные концевые стенки камеры для краски продолжаются по направлению к и заканчиваются на коротком расстоянии от периферийной поверхности анилоксового валика, вращающегося частично внутри камеры для краски, для образования зазора между анилоксовым валиком и каждой соответственной концевой стенкой, как отмечено выше. Еще одно преимущество использования действующей печатной краски в качестве указанной очищающей текучей среды заключается в том, что не требуется никакое дополнительное сложное оборудование для применения. С этой целью будет достаточно дополнить устройство только одной дополнительной трубкой или рукавом в сообщении по текучей среде с действующей печатной краской, находящейся в камере для краски устройства и по меньшей мере одним распылительным или душевым устройством.
Дополнительные преимущества и предпочтительные варианты выполнения устройства согласно настоящему изобретению дополнительно приведены в отличительных признаках, которые изложены в приложенных зависимых пунктах формулы изобретения.
Краткое описание сопровождающих чертежей
Далее настоящее изобретение будет описано более подробно ниже со ссылкой на сопровождающие чертежи.
На сопровождающих чертежах:
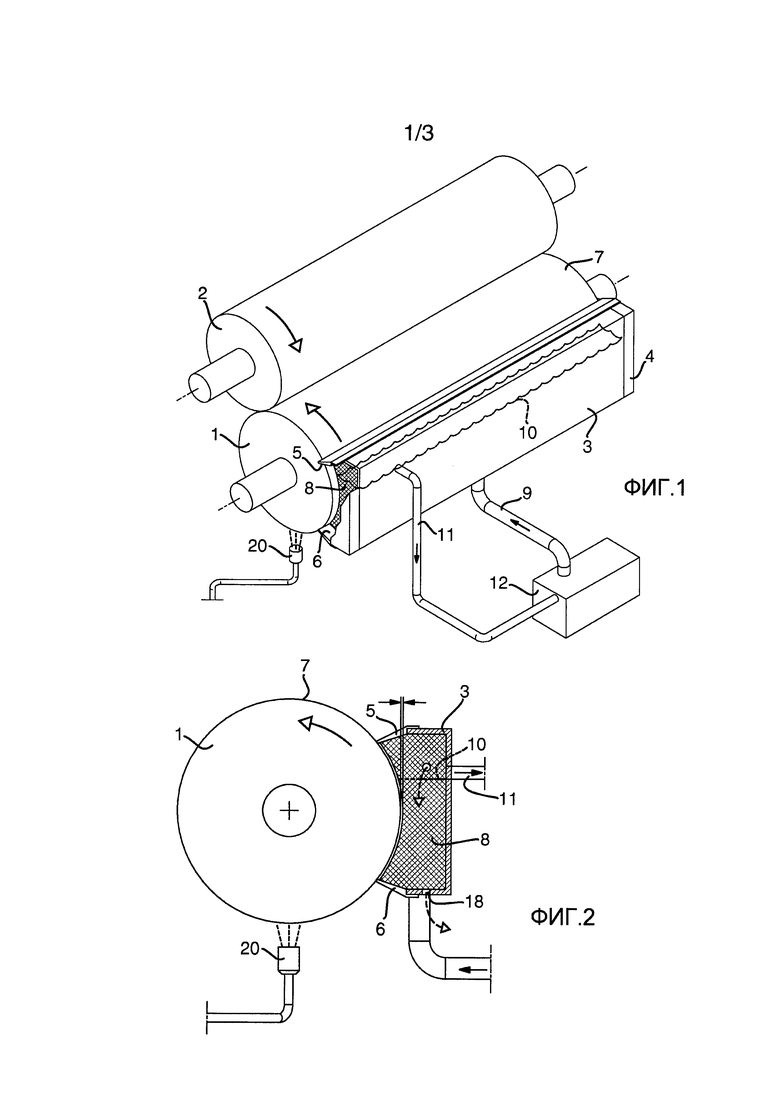
Фиг.1 представляет собой вид в перспективе устройства для флексографской печати согласно настоящему изобретению;
Фиг.2 представляет собой схематический вид сбоку анилоксового валика в совокупности с резервуаром или камерой для краски;
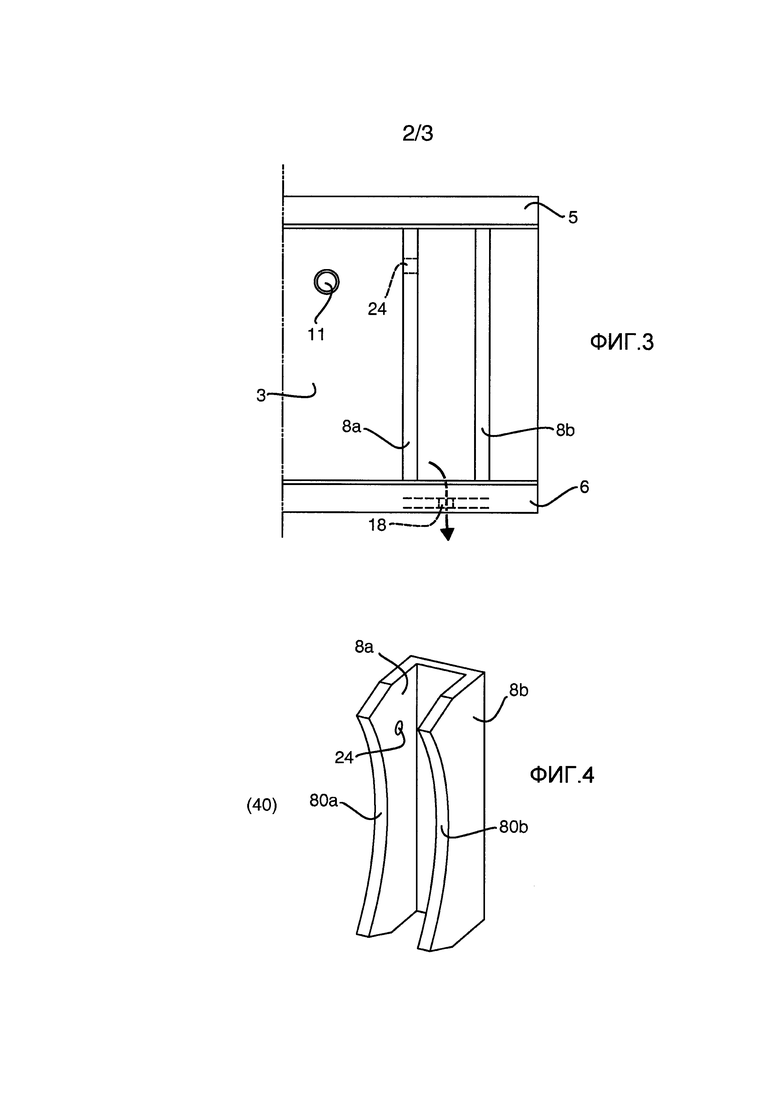
Фиг.3 представляет собой схематический вид в разрезе камеры для краски согласно Фиг.2;
Фиг.4 схематически иллюстрирует один пример модуля концевой стенки для аксиальных концов камеры для краски; и
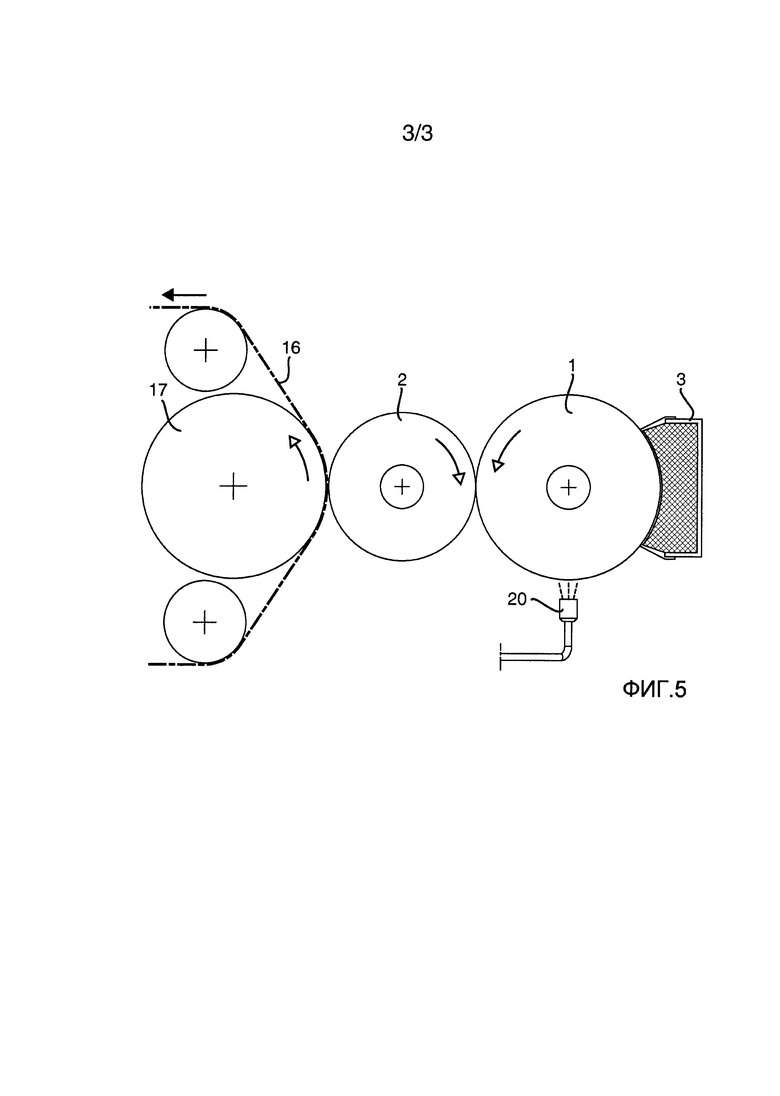
Фиг.5 схематически иллюстрирует устройство при печати полотна упаковочного материала печатной краской согласно настоящему изобретению.
Подробное описание изобретения
При обращении к чертежам, фиг.1, таким образом, показывает один пример устройства согласно настоящему изобретению. Устройство имеет анилоксовый валик 1, печатный цилиндр в виде печатного формного цилиндра 2 (далее называемый печатным цилиндром) и резервуар или камеру 3 для краски, причем камера для краски расположена аксиально вдоль одной стороны анилоксового валика 1. Камера 3 для краски определена первой стенкой 4 камеры, верхним и нижним ракелем 5, 6, частью периферийной поверхности 7 анилоксового валика 1, а также концевой стенкой 8 на каждом соответственном аксиальном конце камеры 3 для краски. Первая стенка 4 камеры может быть выполнена в виде изогнутой C-образной или U-образной стенки или в виде плоской стенки в зависимости от длины использованных ракелей 5, 6 и в зависимости от того, как ракели прикреплены к первой стенке камеры. Целесообразно, стенка выполнена как встроенный блок, на котором закреплены ракели.
Для того чтобы поддерживать неизменное качество и неизменные свойства печатной краски, краска непрерывно циркулирует через камеру 3 для краски посредством впуска 9 и наполняет камеру для краски до заданного уровня 10 до выведения из камеры посредством выпуска 11. Вязкость, температура и однородность печатной краски регулируются во внешнем блоке 12 (проиллюстрирован только схематически), включающем, в том числе, смесители и управление температурой. Важно, что печатная краска передается печатному цилиндру 2 от анилоксового валика 1 в неизменном количестве и с неизменным качеством, так что не возникает различий результата печати между различными областями печатного полотна. В таком случае непрерывная циркуляция печатной краски имеет решающее значение так, что таким образом, краска непрерывно контролируется и регулируется в отношении важных свойств, независимо находится ли процесс печати в работе или печатный блок по определенной причине является неработающим. Также важно, что анилоксовый валик 1 постоянно поддерживается влажным и наполненным печатной краской и также равномерно покрыт краской во время простоя так, что краска не высыхает и не вызывает проблемы в последующих процессах печати. Целесообразно, печатная краска поступает в камеру 3 для краски посредством впуска 9 в или близко к дну камеры для краски и покидает камеру посредством выпуска 11 на уровне немного выше максимального уровня, до которого печатная краска должна наполнять камеру.
Концевая стенка 8 расположена так, что край, который обращен по направлению к поверхности анилоксового валика 1, присоединен к конструкции анилоксового валика, но на расстоянии от периферийной поверхности 7 анилоксового валика. Таким образом, между периферийной поверхностью 7 анилоксового валика 1 и краем концевой стенки 8 имеется зазор, который может иметь ширину от приблизительно 0,5 мм до приблизительно 2 мм, предпочтительно от приблизительно 0,5 мм до приблизительно 1,5 мм, наиболее предпочтительно, от приблизительно 0,6 до приблизительно 1,0 мм.
Когда валики и цилиндры устройства, включая анилоксовый валик 1, вращаются на некоторой минимальной скорости, печатная краска в камере для краски образует пленку жидкости вдоль этого зазора такую, что жидкость больше не просачивается из камеры 3 для краски через зазор.
Наиболее предпочтительная ширина зазора для печатной краски на водной основе, которая часто используется для печати полотна упаковочного материала для жидких продуктов питания и которая имеет вязкость приблизительно 20 Ст составляет от приблизительно 0,6 до приблизительно 0,9 мм.
Как показано на фигуре 1, устройство согласно настоящему изобретению имеет одно или более (на фигуре 1 показано только одно) распылительные или душевые устройства 20, обеспеченные соплом, которые с помощью рукава или трубопровода 21 могут сообщаться по потоку с подходящим источником очищающей текучей среды для соответствующей печатной краски.
Как отмечено выше, функционирующая очищающая текучая среда может относиться либо к газообразному, либо к жидкому типу текучей среды. Предпочтительные примеры такого жидкого типа текучей среды могут выбираться из группы, содержащей воду, растворитель и фактически используемую печатную краску. Для печатных красок на водной основе очищающая текучая среда является предпочтительно водой, а для печатных красок на основе растворителя очищающая текучая среда предпочтительно является растворителем для фактически печатной краски. Однако наиболее предпочтительной очищающей текучей средой или жидкостью является фактически используемая печатная краска, как раскрыто выше.
В проиллюстрированном варианте выполнения указанное распылительное или душевое устройство 20 размещено смежно анилоксовому валику 1 и имеет сопло, направленное по направлению к аксиальному концу анилоксового валика 1 для того, чтобы распылять очищающую текучую среду по направлению к аксиальным концевым областям периферийной поверхности 7 анилоксового валика 1 и тем самым предотвращать любую возможную остаточную печатную краску на этих областях периферийной поверхности 7 от высыхания и “нарастания” на анилоксовом валике 1, как было отмечено ранее. Хотя предпочтительным является расположение распылительного устройства 20 в положении снаружи камеры 3 для краски, как показано, когда необходимо, оно также может быть размещено в других подходящих положениях в сочетании с анилоксовым валиком 1, однако при условии, что оно всегда размещается после передачи анилоксовым валиком 1 печатной краски печатному цилиндру 2.
Согласно настоящему изобретению распылительное или душевое устройство 20 может быть расположено с возможностью непрерывного нанесения очищающей текучей среды во время выполнения печати на концы анилоксового валика 1, но часто достаточно, что устройство наносит очищающую текучую среду периодически с частотами, которые по существу определяются однородностью и вязкостью используемой печатной краски. С печатными красками, которые содержат большую пропорцию пигмента и в результате имеют высокую вязкость, предпочтительно наносить очищающую текучую среду быстрыми пульсациями, хотя часто достаточно использовать медленные пульсации при использовании печатных красок незначительной вязкости (низкая пропорция пигмента относительно количества растворителя).
Проиллюстрированное на фиг.1 устройство предпочтительно также имеет отверстие, обеспеченное в одной аксиальной концевой стенке 8 камеры 3 для краски (схематически проиллюстрировано на фиг.3 и 4) для вентиляции камеры 3 для краски во время функционирования. Вентиляционное отверстие, через которое воздух, который сопровождает вращение анилоксового валика 1 в камере 3 для краски, извлекается и накапливается в аксиальной протяженности по всей длине камеры для краски на более или менее предсказуемом уровне в пределах камеры, как объяснено предварительно. Таким образом, с помощью подходящей геометрической конфигурации и позиционирования вентиляционного отверстия это может быть эффективно использовано для частого удаления таким образом накапливаемого воздуха из воздушной камеры и тем самым предотвращения или значительного противодействия последующим тенденциям вспенивания внутри камеры для краски и тенденциям ухудшения качества печати, связанного с таким вспениванием.
Фиг.2 представляет собой схематический вид сбоку устройства с анилоксовым валиком 1 и соответственной камерой 3 для краски согласно другому варианту выполнения настоящего изобретения. С одной стороны фиг.2 показывает, что боковая стенка 8 камеры может быть выполнена так, что ее стенка расположена на одном и том же расстоянии от поверхностей ракелей 5 и 6 и от периферийной поверхности 7 анилоксового валика 1. Таким же образом, так как зазор с периферийной поверхностью 7 анилоксового валика 1 уплотняется печатной краской, когда анилоксовый валик 1 вращается на скорости вращения выше некоторой минимальной скорости вращения, как было объяснено ранее, зазор между анилоксовым валиком 1 и ракелями 5, 6 уплотняется таким же образом и по тем же причинам.
На фиг.2 камера 3 для краски имеет две концевые стенки 8, внутреннюю 8a и внешнюю концевую стенку 8b (показаны на фиг.3). Фиг.2 показывает поперечное сечение камеры 3 для краски вдоль линии, взятой между внутренней 8a и внешней 8b концевой стенкой. Таким образом, видимая концевая стенка является внутренней концевой стенкой 8a.
Снаружи внутренней концевой стенки 8a расположен выпуск 18 для избыточной краски, которая счищается с периферийной поверхности 7 анилоксового валика 1 после поглощения печатной краски в камере 3 для краски, которая отводится из камеры для краски посредством выпуска 18. В связи с запуском устройства и в связи с функционированием устройства, приостановленного для ремонта или обслуживания или т.п., скорость вращения анилоксового валика является по меньшей мере временно более медленной, чем скорость вращения, которая требуется для противодействия тенденции захваченной печатной краски латерально просачиваться из камеры 3 для краски, по этой причине просачивание печатной краски не может быть исключено во время таких случаев. Посредством такой конструкции с дополнительной концевой стенкой (т.е. две концевые стенки 8a и 8b вместо только одной концевой стенки) концы анилоксового валика 1 могут все же поддерживаться чистыми, а весь печатный блок может быть защищен от разбрызгивания краски.
Фиг.3 представляет собой вид в поперечном сечении одного аксиального конца камеры для краски согласно тому же варианту выполнения, как на фиг.2, если смотреть из положения анилоксового валика спереди камеры для краски, но с удаленным анилоксовым валиком.
В этом примере камера для краски определена вытянутой первой стенкой 4 камеры, верхним ракелем 5 и нижним ракелем 6 и, таким образом, имеет две концевые стенки, внутреннюю концевую стенку 8a и внешнюю концевую стенку 8b на каждом соответственном аксиальном конце камеры для краски.
Снаружи внутренней концевой стенки 8a расположен выпуск для избыточной краски 18, через который печатная краска отводится из камеры для краски посредством выпуска 18. В связи с запуском устройства и в связи с функционированием устройства, приостановленного для ремонта или обслуживания и т.п., скорость вращения анилоксового валика является по меньшей мере временно более медленной, чем скорость вращения, которая требуется для противодействия тенденции захваченной печатной краски латерально просачиваться из камеры 3 для краски, по этой причине просачивание печатной краски не может быть исключено во время таких случаев. Посредством такой конструкции с дополнительной концевой стенкой (т.е. две концевые стенки 8a и 8b вместо только одной концевой стенки) концы анилоксового валика 1 могут все же поддерживаться чистыми, а весь печатный блок защищен от разбрызгивания краски. Также показан один пример позиционирования выпуска 18 для циркулирующей печатной краски.
Как было отмечено ранее, одна аксиальная концевая стенка 8a камеры для краски (внутренняя концевая стенка) имеет отверстие 24, обеспеченное в концевой стенке 8a для вентиляции камеры для краски во время функционирования. Вентиляционное отверстие 24, через которое воздух, который сопровождает вращательный анилоксовый валик 1 в камере для краски, извлекается и накапливается в аксиальной протяженности по всей длине камеры для краски на более или менее предварительно определенном уровне внутри камеры для краски, как было предварительно объяснено. Таким образом, с помощью подходящей геометрической конфигурации и позиционирования вентиляционного отверстия 24 это может быть эффективно использовано для частого удаления таким образом накапливаемого воздуха из камеры для краски и тем самым предотвращения или значительного противодействия последующим тенденциям вспенивания внутри камеры для краски и тенденциям ухудшения качества печати, связанного с таким вспениванием.
Фиг.4 показывает один вариант выполнения аксиальной концевой стенки, которая в проиллюстрированном варианте выполнения имеет две концевые стенки 8a и 8b, которые взаимно разнесены и выполнены как один непрерывный элемент. Проиллюстрированная изготовленная за одно целое концевая стенка выполнена как легко заменяемый модуль из подходящего пластикового или резинового материала. Модуль концевой стенки имеет внутреннюю 8a и внешнюю концевую стенку 8b с передними краями, конфигурация которых выполнена с возможностью следовать цилиндрической периферийной поверхности анилоксового валика. В нижней области модуля, которая выполнена поворачиваемой с возможностью обращаться по направлению к дну камеры для краски, расположен выпуск 14, который во время функционирования расположен с возможностью отводить печатную краску, которая может просачиваться из камеры для краски через зазор между внутренней концевой стенкой 8a и периферийной поверхностью анилоксового валика. Альтернативно, каждый соответственный передний край (80a, 80b) двух боковых стенок может быть обеспечен более тонким выступом из пластикового или резинового материала, который расположен на расстоянии от поверхности анилоксового валика (не показан на фигуре 4). Таким образом, такой модуль концевой стенки целесообразно изготовлен из пластикового или резинового материала и включает внутреннюю концевую стенку и внешнюю концевую стенку, причем внутренняя концевая стенка имеет толщину между 2 и 5 мм и расстояние между двумя концевыми стенками от 20 до 50, предпочтительно от 20 до 40 мм.
Фиг.5 схематически иллюстрирует процесс печати, при котором применяется устройство согласно настоящему изобретению. На Фиг.5 используются те же ссылочные позиции, которые использованы ранее для тех же или эквивалентных частей. Анилоксовый валик 1 вращается в направлении вращения стрелки, частично в пределах камеры 3 для краски, размещенной аксиально вдоль валика 1 для захватывания печатной краски в ячейки, выгравированные на периферийной поверхности валика 1. Захваченная избыточная краска счищается с валика 1 верхним ракелем (заштрихован на фигуре 5), прилегающим вплотную к периферийной поверхности, на выходе из камеры 3 для краски. Таким образом, печатная краска, оставшаяся в выгравированных ячейках, сопровождает вращение анилоксового валика 1 и передается печатному цилиндру 2, вращающемуся в контакте передачи с анилоксовым валиком 1. Таким образом, печатная краска, передаваемая печатному цилиндру 2, сопровождает вращение печатного цилиндра 2 для передачи полотну 26 упаковочного материала, который проходит через зазор между печатным цилиндром 2 и цилиндром 17 противодавления, вращающимся смежно печатному цилиндру 2. После высыхания/закрепления передаваемой печатной краски на поверхности полотна печатное полотно сматывается для дополнительной обработки, например ламинирования и механической обработки, по существу известным образом.
Для того чтобы поддерживать хорошее качество печати и уменьшать связанные с процессом нарушения качества, а также минимизировать необязательные отходы и утечку дорогостоящей печатной краски из-за неуправляемого просачивания печатной краски, устройство согласно изобретению имеет распылительное или душевое устройство 20, размещенное смежно анилоксовому валику, чтобы во время выполнения функционирования непрерывно или периодически распылять очищающую текучую среду для печатной краски на особенно чувствительных областях периферийной поверхности анилоксового валика 1. Такая область представляет собой окружные краевые области анилоксового валика 1, где печатная краска в некоторых случаях (в частности печатная краска с высокой пропорцией пигмента относительно растворителя) проявляет тенденцию к высыханию на анилоксовом валике, как предварительно объяснено. Такое нежелательное высыхание печатной краски эффективно предотвращается с помощью нанесения очищающей текучей среды, которая обеспечивает, что остаточная печатная краска в пределах этих чувствительных областей на поверхности анилоксового валика постоянно поддерживается в растворенной форме.
Изобретения относится к устройству для флексографской печати полотна упаковочного материала. Устройство имеет анилоксовый валик, который вращается в резервуаре или камере для краски для захватывания и передачи печатной краски печатному цилиндру, который вращается смежно анилоксовому валику и образует вместе с цилиндром противодавления, вращающимся смежно печатному цилиндру, зазор, через который проходит полотно для приема печатной краски от печатного цилиндра. Для того чтобы предохранять печатную краску от высыхания и налипания на анилоксовый валик, устройство имеет распылительное или душевое устройство, с помощью которого очищающая текучая среда для печатной краски наносится на периферийную поверхность анилоксового валика. Аксиальные концевые стенки камеры для краски продолжаются по направлению к периферийной поверхности анилоксового валика, вращающегося частично внутри камеры для краски, но заканчиваются на коротком расстоянии от нее, для образования зазора между анилоксовым валиком и каждой соответственной концевой стенкой. Распылительное или душевое устройство расположено так, что его сопло направлено к краевым участкам анилоксового валика в положении, находящимся после передачи анилоксовым валиком печатной краски печатному цилиндру. Предложенное изобретение уменьшает высыхание и прилипание к периферийной поверхности анилоксового валика остаточной печатной краски. 9 з.п. ф-лы, 5 ил.
1. Устройство для флексографской печати полотна (16) упаковочного материала печатной краской, причем устройство содержит резервуар или камеру (3) для краски и анилоксовый валик (1), вращающийся частично внутри камеры (3) для краски для захватывания и передачи печатной краски из камеры (3) для краски печатному цилиндру (2), который вращается в контакте передачи с анилоксовым валиком (1), а также дополнительный цилиндр (17) противодавления, который вращается смежно печатному цилиндру (2) и который вместе с печатным цилиндром (2) образует зазор, через который должно проходить полотно (16) упаковочного материала для передачи печатной краски от печатного цилиндра (2) полотну (16), причем камера (3) для краски является вытянутой и продолжается аксиально вдоль анилоксового валика (1) и имеет верхний аксиальный ракель (5) в контакте с периферийной поверхностью (7) анилоксового валика (1) для счищения избыточной краски и нижний подобный аксиальный ракель (6) в контакте с периферийной поверхностью (7) анилоксового валика (1) для счищения остаточной печатной краски после передачи печатному цилиндру (2), и указанная камера (3) для краски имеет первую концевую стенку (8) на ее одном аксиальном конце и вторую концевую стенку (8) на ее другом аксиальном конце,
при этом устройство включает по меньшей мере одно распылительное или душевое устройство (20), обеспеченное соплом, которое направлено к окружным краевым областям периферийной поверхности (7) анилоксового валика (1) для подачи очищающей текучей среды для печатной краски в эти области,
указанные аксиальные концевые стенки (8) камеры (3) для краски продолжаются по направлению к периферийной поверхности (7) анилоксового валика (1), вращающегося частично внутри камеры (3) для краски, но заканчиваются на коротком расстоянии от нее, для образования зазора между анилоксовым валиком (1) и каждой соответственной концевой стенкой (8), и
указанное распылительное или душевое устройство (20) расположено так, что его сопло направлено к краевым участкам анилоксового валика (11) в положении, находящемся после передачи анилоксовым валиком (11) печатной краски печатному цилиндру (2).
2. Устройство по п. 1, в котором указанная очищающая текучая среда выбрана из группы, содержащей воду, растворитель для фактически используемой печатной краски и фактически используемую печатную краску, предпочтительно из фактически используемой печатной краски.
3. Устройство по п. 1, в котором распылительное или душевое устройство (20) расположено в непосредственной связи с нижним аксиальным ракелем (6) на входе вращающегося анилоксового валика (1) в камеру (3) для краски.
4. Устройство по п. 1 или 3, в котором распылительное или душевое устройство (20) является сообщающимся с источником газового или жидкого растворителя посредством рукава или трубопровода.
5. Устройство по п. 1, в котором первая и/или вторая аксиальная концевая стенка (8) камеры для краски имеет выпускное отверстие (24) для удаления воздуха из камеры (3) для краски.
6. Устройство по п. 5, в котором каждая соответственная аксиальная концевая стенка (8) выполнена в виде блочного модуля из двух взаимно разнесенных элементов (8а, 8b) концевой стенки, причем выпускное отверстие (24) обеспечено в элементе (8а) стенки, расположенном наиболее проксимально к центру камеры (3) для краски.
7. Устройство по п. 6, в котором указанный блочный модуль из элементов (8а, 8b) стенки изготовлен из металла, резины или пластика.
8. Устройство по п. 1, в котором зазор между анилоксовым валиком (1) и каждой соответственной концевой стенкой (8) имеет ширину между 0,5 и 2 мм.
9. Устройство по п. 1, в котором край каждой соответственной концевой стенки (8), обращенный по направлению к анилоксовому валику (1), имеет геометрическую конфигурацию, которая адаптирована к противоположной выпуклой периферийной поверхности (7) анилоксового валика (1).
10. Устройство по п. 8, в котором зазор между анилоксовым валиком (1) и каждой соответственной концевой стенкой (8) имеет постоянную ширину по всей длине зазора.
| WO 2005105450 A1, 10.11.2005 | |||
| EP 1398152 A1, 17.03.2004 | |||
| DE 102004005576 A1, 09.09.2004. |

