Изобретение "Защитное покрытие для поверхности от налипания брызг расплавленного металла" относится к машиностроению, энергетике и строительству и может применяться в технологических процессах, где используются к сварка металлов плавящимся электродом, в качестве защитных средств для поверхности свариваемых изделий и технологического оборудования.
При сварке изделий, значительное количество сварочных брызг прочно сцепляется с поверхностью основного металла и материала сварочной оснастки, что ухудшает внешний вид и эксплуатационные свойства готовой металлоконструкции, является недопустимым дефектом для сложных и качественных изделий и может стать причиной пожара, а также много времени уходит на физическое удаление брызг.
Защита от брызг частично решается за счет технологического применения решений: тщательного выбора сварочных электродов и проволоки, более точной настройки сварочного оборудования, подбора оптимального режима и угла сварки и ряда других. Все эти методы требуют временных и материальных затрат и не всегда приводят к нужному результату. Самым оптимальным и экономически выгодным является использование специальных защитных средств, препятствующих налипанию брызг на поверхности. Выбор средства очень важен - качество сварного шва не должно ухудшиться, защитное покрытие должно хорошо удаляться с поверхности металла и не ухудшать адгезию при последующей окраске.
Известно покрытие для защиты поверхности от налипания брызг расплавленного металла, патент RU 2134186, опубл. 10.08.1999, кл. B23K 35/365, содержащее, г на 1 л воды: сульфитно-спиртовая барда - 50-80, мыло - 30-40 и кальцинированная сода - 15-20, отходы абразивного производства - 30-60. Недостатком этого покрытия является его пониженные защитные свойства, а также наличие процесса брожения в процессе хранения.
Наиболее близким аналогом по совокупности существенных признаков и достигаемому техническому результату выбрано покрытие, раскрытое в патенте RU 2268127, опубл. 20.01.2006 г., кл. B23K 35/36, содержащее, г на 1 л воды: концентрат сульфитно-спиртовой барды в количестве 200-220 г и глицерина 120-150 г на 1 л воды. Однако данное покрытие имеет низкие технологические свойства, выражающиеся в плохой смачиваемости поверхностей, загрязненных жирами и маслами.
Техническим результатом является надежная защита свариваемых поверхностей изделия, технологического оборудования от налипания брызг расплавленного металла при сварке за счет образования антипригарной пленки, с хорошей смачиваемостью к загрязненной металлической поверхности, с низкой коррозионной активностью к металлам, которая после проведения сварочных работ хорошо снимается с поверхности металла и не ухудшает адгезию при последующей окраске.
Поставленная цель достигается тем, что защитное покрытие для поверхности от налипания брызг расплавленного металла создается на основе электрохимически синтезированного, активированного, водного, католитного раствора, который за счет изменения структуры воды обеспечивает синергизм взаимодействия составных компонентов покрытия на молекулярном и ионном уровнях, что ведет к улучшению эксплуатационных характеристик покрытия в части смачиваемости, адгезии, защиты свариваемых поверхностей, пониженной коррозионной активности и стабильности раствора при хранении.
Данный концентрат ТМС содержит, мас. %:
- Электрохимический активированный католит с ОВП ϕ≤ -300 мВ и рН≥11,5 - 50
- Неонол - 10
- Диэтиленгликоль - 28
- Полипропиленгликоль - 12
Защитное покрытие на основе предложенного состава приготовляют в реакторе, емкостью 1 м3, снабженном якорной мешалкой и термометром. Получение продукта проводят при температуре окружающей среды 15-28°С. В реактор заливают электрохимический активированный католит, который получают в проточном электролизере диафрагменного типа (СТЭЛ-10Н-120-01), расчетное количество 500 кг, в раствор поочередно добавляют 100 кг Неонола, после перемешивания и растворения добавляют 280 кг Диэтиленгликоля, затем при непрерывном перемешивании добавляют Полипропиленгликоль - 120 кг. Полученный раствор хорошо перемешивают до полного растворения всех компонентов и однородный состав сливают в полиэтиленовые канистры или бочки. Стабилизация полученного раствора обеспечивается гидроксильными группами электрохимического активированного католита, имеющего ОВП ϕ≤ -300 мВ и рН≥11,5.
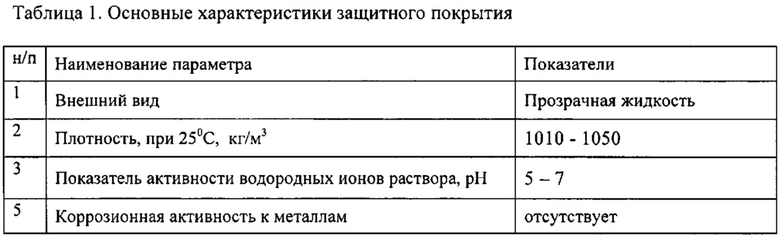
Физико-химические свойства защитного покрытия приведены в таблице 1.
Для определения эффективности защиты поверхности изделий и технологического оборудования от налипания брызг расплавленного металла провели испытания данного покрытия на участке сварочных работ сборочного цеха машиностроительного завода. Испытания проводились при проведении ручной и полуавтоматической сварки.
Защитное покрытие наносилось на поверхности свариваемых изделий различными способами: распылением или простым нанесением кистью. Нанесенное покрытие хорошо растекается, смачивает поверхности и образует ровный слой защитной пленки. После 5 минутной выдержки проводили сварку изделий из сталей Ст3 и 10ХСНД. По окончании сварочных работ брызги металла, попавшие в защитный слой, легко удаляются металлической щеткой или ветошью. После проведения операции сварки остаточный слой защитного покрытия легко удаляется с поверхностей влажной ветошью. Как показали испытания, очищенная сваренная поверхность не имеет следов коррозии и не оказывает отрицательного влияния на адгезию лакокрасочных материалов, что обеспечивает качество последующей окраски изделий.
Таким образом, защитное покрытие обеспечивает надежную защиту свариваемых поверхностей и технологического оборудования от налипания брызг расплавленного металла при сварке за счет образования антипригарной пленки. Защитное покрытие обладает хорошей смачиваемостью к металлической поверхности и пониженной коррозионной активностью к металлам. Данное покрытие пожаробезопасное, так как оно на водной основе, не содержит растворителей, что уменьшает образование паров и риск возгорания в процессе сварки. Защитное покрытие обеспечивает экономичность в использовании, остатки средства могут быть просто смыты водой после использования или удалены ветошью, рабочий раствор имеет длительный срок хранения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления закрытого сосуда электронно-лучевой сваркой | 2024 |
|
RU2835914C1 |
| ПРОТИВОПРИГАРНОЕ ПОКРЫТИЕ ДЛЯ ЗАЩИТЫ ПОВЕРХНОСТИ СВАРИВАЕМЫХ ИЗДЕЛИЙ И ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ ОТ БРЫЗГ РАСПЛАВЛЕННОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ ПЛАВЛЕНИЕМ | 2005 |
|
RU2301733C1 |
| КОНЦЕНТРАТ ТЕХНИЧЕСКОГО МОЮЩЕГО СРЕДСТВА | 2015 |
|
RU2608850C2 |
| Состав покрытия для защиты поверхности от налипания брызг расплавленного металла | 1988 |
|
SU1532251A1 |
| Состав покрытия для защиты поверхности от налипания брызг расплавленного металла | 1991 |
|
SU1780967A1 |
| СОСТАВ ПОКРЫТИЯ ДЛЯ ЗАЩИТЫ ПОВЕРХНОСТИ СВАРИВАЕМОГО ИЗДЕЛИЯ ОТ НАЛИПАНИЯ БРЫЗГ РАСПЛАВЛЕННОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ ПЛАВЛЕНИЕМ | 2006 |
|
RU2297311C1 |
| КОМПОЗИЦИЯ ДЛЯ ЗАЩИТЫ ПОВЕРХНОСТИ ОТ НАЛИПАНИЯ БРЫЗГ РАСПЛАВЛЕННОГО МЕТАЛЛА И ПОКРЫТИЕ НА ЕЕ ОСНОВЕ | 2020 |
|
RU2723309C1 |
| Состав покрытия для защиты поверхности от налипания брызг расплавленного металла | 1988 |
|
SU1618556A1 |
| СОСТАВ ПОКРЫТИЯ ДЛЯ ЗАЩИТЫ ПОВЕРХНОСТИ ОТ НАЛИПАНИЯ БРЫЗГ РАСПЛАВЛЕННОГО МЕТАЛЛА | 1997 |
|
RU2117562C1 |
| СОСТАВ ПОКРЫТИЯ ДЛЯ ЗАЩИТЫ ПОВЕРХНОСТИ СВАРИВАЕМОГО ИЗДЕЛИЯ ОТ НАЛИПАНИЯ БРЫЗГ РАСПЛАВЛЕННОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ ПЛАВЛЕНИЕМ | 2006 |
|
RU2329885C1 |
Изобретение может быть использовано при сварке металлов плавящимся электродом в качестве защитного средства для поверхности свариваемых изделий и технологического оборудования. Защитное покрытие получено на основе электрохимически синтезированного, активированного водного католитного раствора, который за счет изменения структуры воды обеспечивает синергизм взаимодействия составных компонентов покрытия на молекулярном и ионном уровнях, что ведет к улучшению эксплуатационных характеристик данного покрытия. Защитное покрытие содержит компоненты в следующем соотношении, мас.%: электрохимически активированный католит 50, неонол 10, диэтиленгликоль 28, полипропиленгликоль 12. Полученная антипригарная пленка обладает хорошей смачиваемостью к загрязненной металлической поверхности, низкой коррозионной активностью к металлам. 1 табл.
Покрытие для защиты поверхности от налипания брызг расплавленного металла, отличающееся тем, что оно содержит электрохимически активированный католит, имеющий рН ≥ 11,5 и окислительно-восстановительный потенциал ϕ≤ -300 мВ, неонол, диэтиленгликоль и полипропиленгликоль при следующем соотношении компонентов, мас.%:
| ПОКРЫТИЕ ДЛЯ ЗАЩИТЫ ПОВЕРХНОСТИ ОТ НАЛИПАНИЯ БРЫЗГ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2004 |
|
RU2268127C2 |
| Состав покрытия для защиты поверхности от налипания брызг расплавленного металла | 1986 |
|
SU1357173A1 |
| ПОКРЫТИЕ ДЛЯ ЗАЩИТЫ ПОВЕРХНОСТИ ОТ БРЫЗГ РАСПЛАВЛЕННОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ ПЛАВЛЕНИЕМ | 2004 |
|
RU2252120C1 |
| СОСТАВ ПОКРЫТИЯ ДЛЯ ЗАЩИТЫ ПОВЕРХНОСТИ СВАРИВАЕМОГО ИЗДЕЛИЯ ОТ НАЛИПАНИЯ БРЫЗГ РАСПЛАВЛЕННОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ ПЛАВЛЕНИЕМ | 2006 |
|
RU2297311C1 |
| Электропривод переменного тока | 1982 |
|
SU1508337A1 |

