Изобретение относится к злектродуго- вой сварке, в частности к составам покрытий для защиты поверхности от налипания брызг расплавленного металла, имеющего температуру плавления в 1,05-1,1 раза больше температуры плавления основного металла, и с диаметром брызг, равным преимущественно 6 - 10 мм, и может быть использовано при точечной наплавке лезвий рабочих органов сельскохозяйственных машин твердосплавной порошковой проволокой.
Целью изобретения является уменьшение содержания вредных компонентов в зоне сварки, повышение производительности и защитных свойств.
Ракушечник широко применяется в строительстве. Он состоит из раковин морских животных, обладает высокой пористостью. Введение ракушечника и мела на основе связующего - водного раствора жидкого стекла плотностью 1,11-1,15 г/см - в состав защитного покрытия позволяет получить жидкую подвижную массу, что обеспечивает легкость нанесения покрытия, быстрое отвердение и возможность выполнения сварки или точечной наплавки при любой влажности покрытия, благодаря чему исключается технологическая операция его сушки, полностью сокращается время разрыва между нанесением состава покрытия и наплавкой. С поверхности изделия это покрытие с брызгами твёрдого расплава удаляется протиркой ветошью или малярнойOs
00 СП СЛ О
кистью и обеспечивается возможность утилизации твёрдого сплава. Состав покрытия не обладает токсичностью и не имеет специфического неприятного запаха как при изготовлении, так и в процессе сварки или наплавки. В процессе наплавки по защищенной поверхности происходит лёгкое зажигание дуги, а также легко поддерживается её горение.
Покрытие обеспечивает качественную защиту металла от брызг за счёт прочности и огнеупорности пленки, которую образуют ракушечник и мел с раствором жидкого стекла.
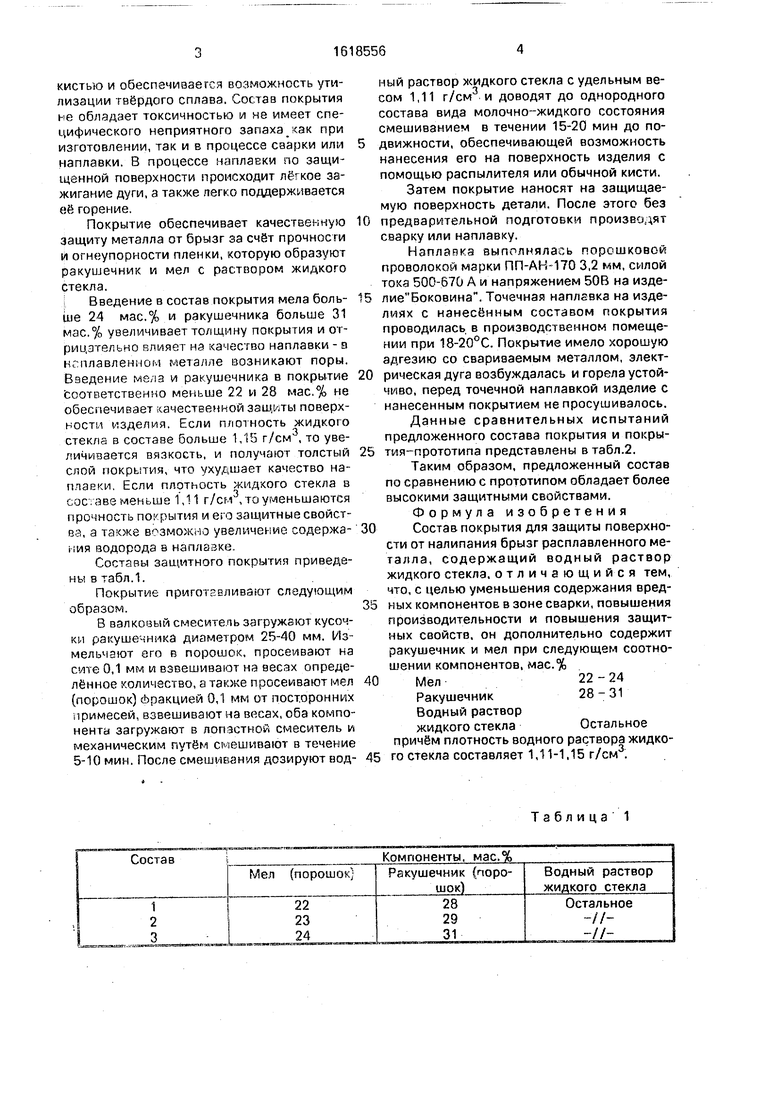
Введение в состав покрытия мела больше 24 мас,% и ракушечника больше 31 мас.% увеличивает толщину покрытия и отрицательно влияет на качество наплавки - в нгплавленном металле возникают поры. Введение мела и ракушечника в покрытие соответственно меньше 22 и 28 мас.% не обеспечивает качественной защиты поверхности изделия. Если плотность жидкого стекла в составе больше 1,15 г/см , то увеличивается вязкость, и получают толстый слой покрытия, что ухудшает качество наплавки. Если плотность жидкого стекла в составе меньше 1,11 г/см3, то уменьшаются прочность покрытия и его защитные свойства, а также возможно увеличение содержания водорода в наплавке.
Составы защитного покрытия приведены в табл.1.
Покрытие приготавливают следующим образом.
В валковый смеситель загружают кусочки ракушечника диаметром 25-40 мм. Измельчают его в порошок, просеивают на смте 0,1 мм и взвешивают на весах определённое количество, а также просеивают мел (порошок) Фракцией 0,1 мм от посторонних примесей, взвешивают на весах, оба компонента загружают в лопастной смеситель и механическим путём смешивают в течение 5-10 мин. После смешивания дозируют водный раствор жидкого стекла с удельным весом 1,11 г/см3, и доводят до однородного состава вида молочно-жидкого состояния смешиванием в течении 15-20 мин до подвижности, обеспечивающей возможность нанесения его на поверхность изделия с помощью распылителя или обычной кисти. Затем покрытие наносят на защищаемую поверхность детали. После этого без
предварительной подготовки производят сварку или наплавку.
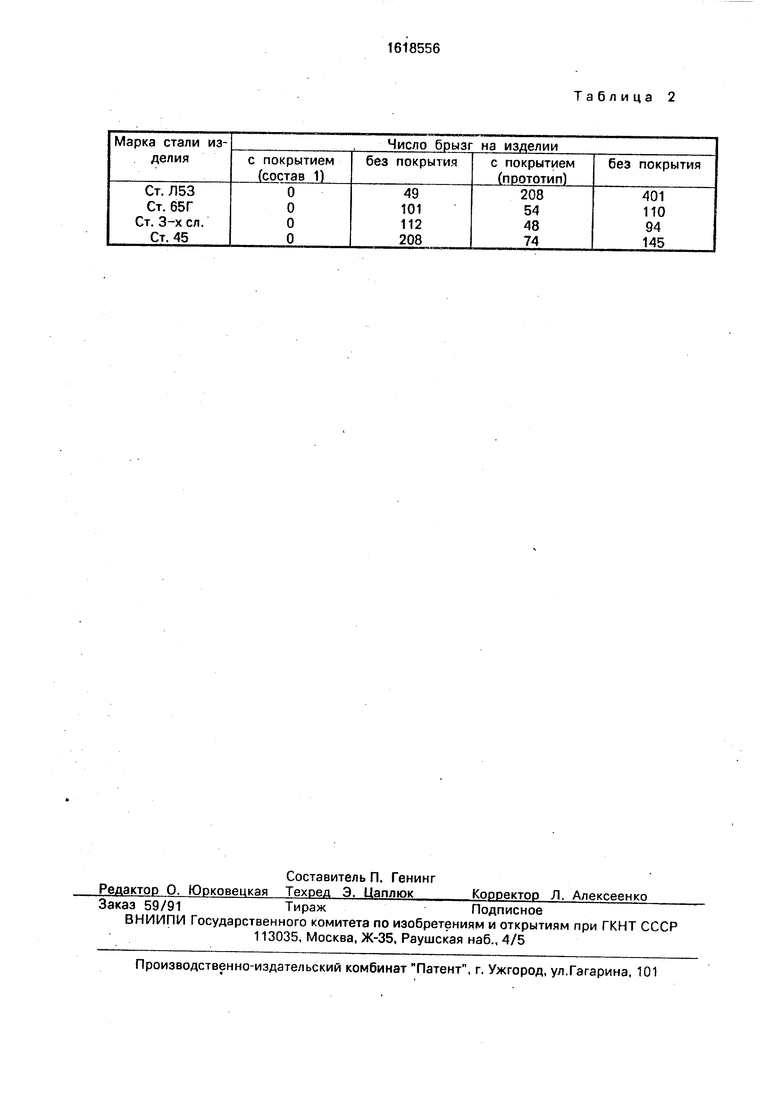
Наплавка выполнялась порошковой проволокой марки ПП-АН-170 3,2 мм, силой тока 500-670 А и напряжением 50В на изделие Боковина. Точечная наплавка на изделиях с нанесённым составом покрытия проводилась в производственном помещении при 18-20°С. Покрытие имело хорошую адгезию со свариваемым металлом, электрическая дуга возбуждалась и горела устойчиво, перед точечной наплавкой изделие с нанесенным покрытием не просушивалось. Данные сравнительных испытаний предложенного состава покрытия и покрытия-прототипа представлены в табл.2.
Таким образом, предложенный состав по сравнению с прототипом обладает более высокими защитными свойствами. Формула изобретения
Состав покрытия для защиты поверхности от налипания брызг расплавленного металла, содержащий водный раствор жидкого стекла, отличающийся тем, что, с целью уменьшения содержания вредных компонентов в зоне сварки, повышения производительности и повышения защитных свойств, он дополнительно содержит ракушечник и мел при следующем соотношении компонентов, мас.%
0Мел 22-24 Ракушечник 28-31 Водный раствор
жидкого стеклаОстальное причём плотность водного раствора жидко5 го стекла составляет 1,11-1,15 г/см3.
Изобретение относится к электродуговой сварке, в частности к составам покрытий для защиты поверхности от налипания брызг расплавленного металла, имеющего температуру плавления в 1,05-1,1 раза больше температуры плавления основного металла, и с диаметром брызг, равным преимущественно 6-10 мм, и может быть использовано при наплавке лезвий рабочих органов сельскохозяйственных машин твердосплавной порошковой проволокой. Цель изобретения - уменьшение содержания вредных компонентов в зоне сварки, повышение производительности и повышение защитных свойств. Защитное покрытие содержит мел (22-24%), ракушечник (28-31 %) и водный раствор жидкого стекла плотностью с 1,11- 1,15 г/см3 (остальное). Введение указанных компонентов позволяет получить жидкую подвижную массу. Это обеспечивает быстрое твердение и высыхание тонкого толщиной 0,1-0,2 мм слоя покрытия.. Исключается операция сушки покрытия. Состав не токсичен, обеспечивает лёгкое зажигание дуги и стабильное её горение в процессе наплавки. 2 табл. СЛ с
Таблица 1
Таблица 2
| Состав покрытия для защиты поверхности от налипания брызг расплавленного металла | 1981 |
|
SU1007882A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
