Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления вала барабана часов.
Изобретение также относится к приводному элементу барабана часов, содержащему, по меньшей мере, с одной стороны, спиральную ленточную ходовую пружину заданного типа, которая содержит первый внутренний виток, имеющий заданную ширину и первую толщину, при этом вышеуказанный первый внутренний виток содержит на внутреннем конце удерживающее или зацепляющееся средство, имеющее заданный профиль, для удерживания первого витка на оси барабана, и вышеуказанный приводной элемент содержит, с другой стороны, вал барабана этого типа.
Изобретение также относится к ходовому механизму часов, включающему в себя, по меньшей мере, один приводной элемент этого типа.
Изобретение также относится к области изготовления часов и, в частности, к области изготовления приводных механизмов.
Уровень техники
Повышение функциональных возможностей приводных механизмов часов ограничивается объемом, имеющимся для установки барабанов, содержащих пружины для накопления энергии. Имеющийся объем ограничивается пространством, предусмотренным в ходовом механизме, и, таким образом, размером барабана, включающего в себя ходовую пружину, и геометрией вала барабана, который должен иметь размеры, позволяющие ему надлежащим образом передавать максимальный крутящий момент.
В US 3846974 описывается барабан с тянутыми продольными канавками для поддержки ходовой пружины и крючка. В US 820252 А описывается аналогичная конструкция. В US 3846974 описывается барабан с очень простым цилиндрическим валом, имеющим тянутые канавки вдоль направляющих, поддерживающие ходовую пружину и храповик. Храповик имеет наклонный зубчатый венец для удерживания вала в осевом направлении.
Сущность изобретения
Изобретение предлагает повышенные функциональные возможности барабанов часов за счет использования валов барабанов с наименьшими возможными диаметрами с целью увеличения объема для ходовой пружины или для ходовых пружин, если предусмотрено несколько ходовых пружин, и, таким образом, увеличения запаса энергии таких барабанов.
Использование коэффициента масштабирования для существующих валов барабанов является недостаточным, поскольку необходимо обеспечить жесткость вала, а также недостаточным является увеличение диаметра относительно обычных диаметров вала из-за большого крутящего момента, который может прикладываться ходовой пружиной.
Следовательно, необходимо выбирать способы, которые обеспечивают надлежащее сопротивление валов изгибу и усталостным нагрузкам, соответствуя при этом приемлемой себестоимости. Конструкция вала определяет способ, с помощью которого ходовая пружина крепится к валу и который должен быть надежным во избежание нежелательного отсоединения. При прочих равных условиях, в частности в отношении материалов и термической обработки, которые используются для изготовления валов и ходовых пружин, сюда относятся форма вала, форма ходовой пружины, а также тип сборки ходовой пружины и вала, определяющий надлежащее функционирование приводного элемента, который образуют ходовая пружина и вал. Существенное уменьшение диаметра вала по сравнению с обычным изготовлением также требует уменьшения радиуса кривизны первого внутреннего витка ходовой пружины и последующих витков. Общая идея изготовления вала, соответствующей ходовой пружины и способа, с помощью которого они крепятся или приводятся в движение, должна учитывать это ограничение во избежание образования внутренних витков ходовой пружины в форме треугольника или с гранями, что уменьшило бы срок службы вышеуказанной ходовой пружины.
Изобретение относится к способу изготовления приводного элемента для барабана часов, содержащего, с одной стороны, по меньшей мере, одну спиральную ленточную ходовую пружину заданного типа, которая содержит первый внутренний виток, имеющий заданную ширину и первую толщину, при этом вышеуказанный первый внутренний виток содержит на внутреннем конце удерживающее или зацепляющееся средство, имеющее заданный профиль, для удерживания первого витка на оси барабана, и вышеуказанный приводной элемент также содержит вал барабана; отличающийся тем, что для изготовления вышеуказанного вала на первой операции волочения заготовка протягивается для образования вокруг оси, параллельной направлению волочения, постепенно увеличивающегося профиля в улитковидной форме между наименьшим радиусом и наибольшим радиусом со ступенью между точками вышеуказанного наибольшего радиуса и наименьшего радиуса, при этом вышеуказанный профиль в улитковидной форме содержит опорный сектор для вышеуказанного внутреннего витка, и что на второй дополнительной операции или операции обточки вышеуказанной тянутой заготовки вокруг оси дополнительной обработки, параллельной или совпадающей с направлением волочения, посредством механической обработки или обтачивания получают полный наружный контур вышеуказанного вала, содержащий, по меньшей мере, один цилиндрический конец для поворотного направления вышеуказанного вала, при этом вышеуказанная ступень используется или как упорное средство для вышеуказанного средства удерживания или зацепления вышеуказанной ходовой пружины, когда вышеуказанная ступень используется в состоянии после волочения, или как ответное упорное или зацепляющееся средство для средства удерживания или зацепления ходовой пружины, когда вышеуказанная ступень подвергается повторной механической обработке во время вышеуказанной второй операции дополнительной обработки или обтачивания, и что на вышеуказанной второй операции дополнительной обработки посредством механической обработки изготавливается канавка вокруг оси дополнительной обработки, параллельной направлению волочения, и ширина канавки регулируется в направлении вышеуказанной оси дополнительной обработки для удерживания в требуемом положении вышеуказанного внутреннего витка вышеуказанной ходовой пружины в направлении вышеуказанной оси дополнительной обработки, по меньшей мере, в одной точке при вращении, и вышеуказанная канавка пересекается с вышеуказанной ступенью между поверхностями меньшего радиуса и большего радиуса, и вышеуказанная канавка, по существу, касается вышеуказанного профиля в форме улитки в зоне, по существу, диаметрально противоположной вышеуказанной ступени относительно вышеуказанной оси дополнительной обработки вышеуказанной канавки.
По отличительной характеристике изобретения, по меньшей мере, один участок вышеуказанного опорного сектора имеет шероховатость поверхности Ra более 12 микрон в форме бороздок, изготавливаемых во время вышеуказанной операции волочения.
Согласно отличительной характеристике изобретения, по меньшей мере, один участок вышеуказанного опорного сектора имеет шероховатость поверхности Ra более 12 микрон в форме рифленого участка, изготавливаемого во время вышеуказанной операции волочения.
Краткое описание чертежей
Другие отличительные характеристики и преимущества изобретения станут понятными после изучения приведенного ниже подробного описания со ссылкой на приложенные чертежи, на которых:
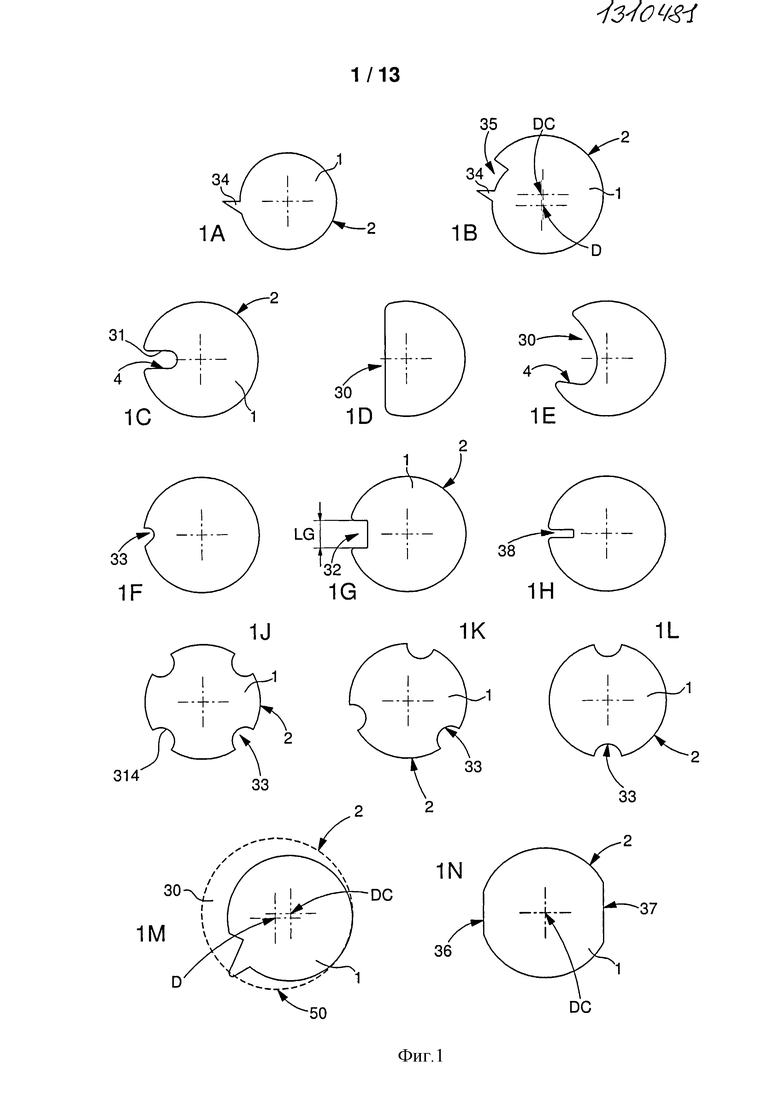
Фиг.1 - схематичное сечение, перпендикулярное направлению заготовки, для различных вариантов сечений тянутой заготовки для изготовления валов барабана часов, обозначенных буквенными индексами A-N;
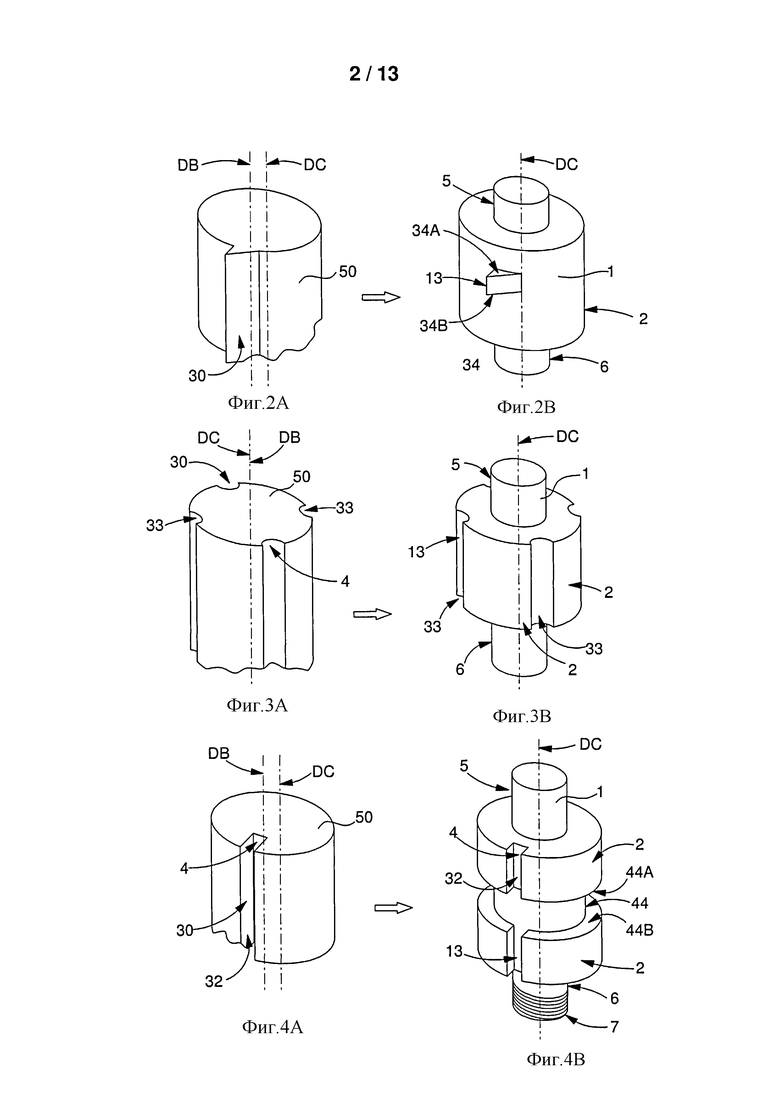
Фиг.2 - изготовление вала барабана с крючком посредством первой операции волочения согласно Фиг.2A и операция дополнительной обработки согласно Фиг.2B;
Фиг.3 - изготовление вала барабана, содержащего тангенциальные канавки, параллельные валу барабана, посредством первой операции волочения согласно Фиг.3A и операция дополнительной обработки согласно Фиг.3B;
Фиг.4 - изготовление вала барабана, содержащего тангенциальные канавки, параллельные валу барабана и пересекающиеся с кольцевой канавкой, сцентрированной с осью дополнительной обработки, параллельной направлению вала, посредством первой операции волочения согласно Фиг.4A и операция дополнительной обработки согласно Фиг.4B;
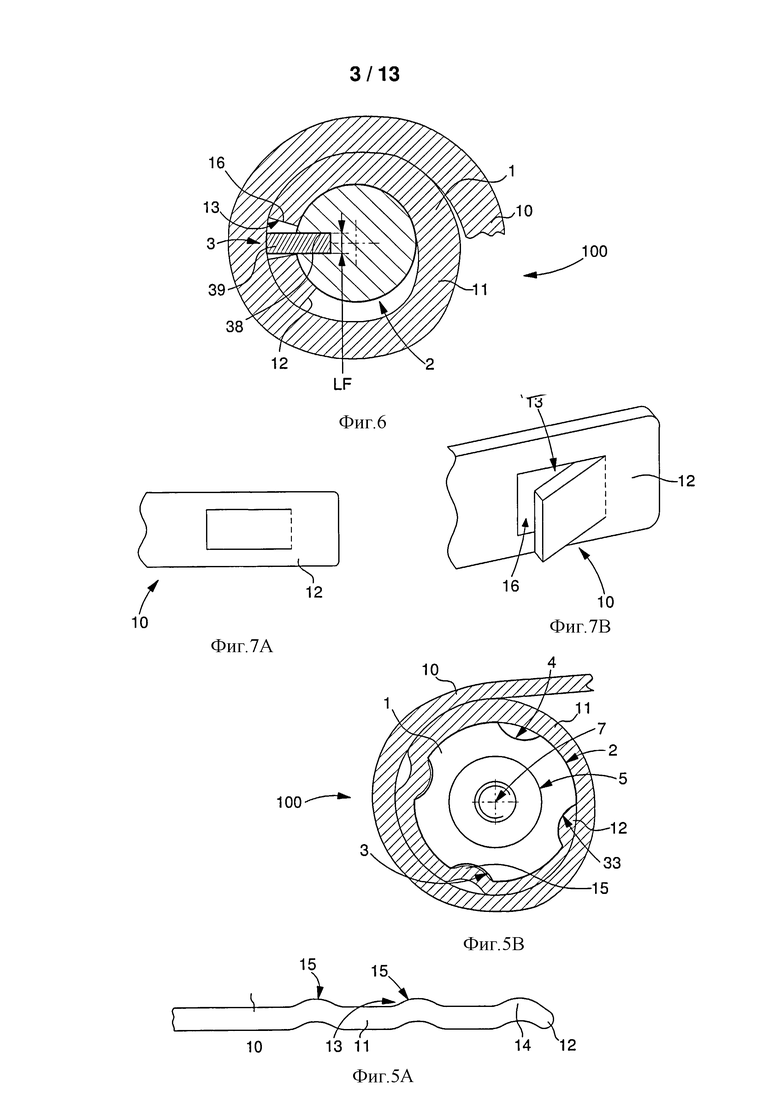
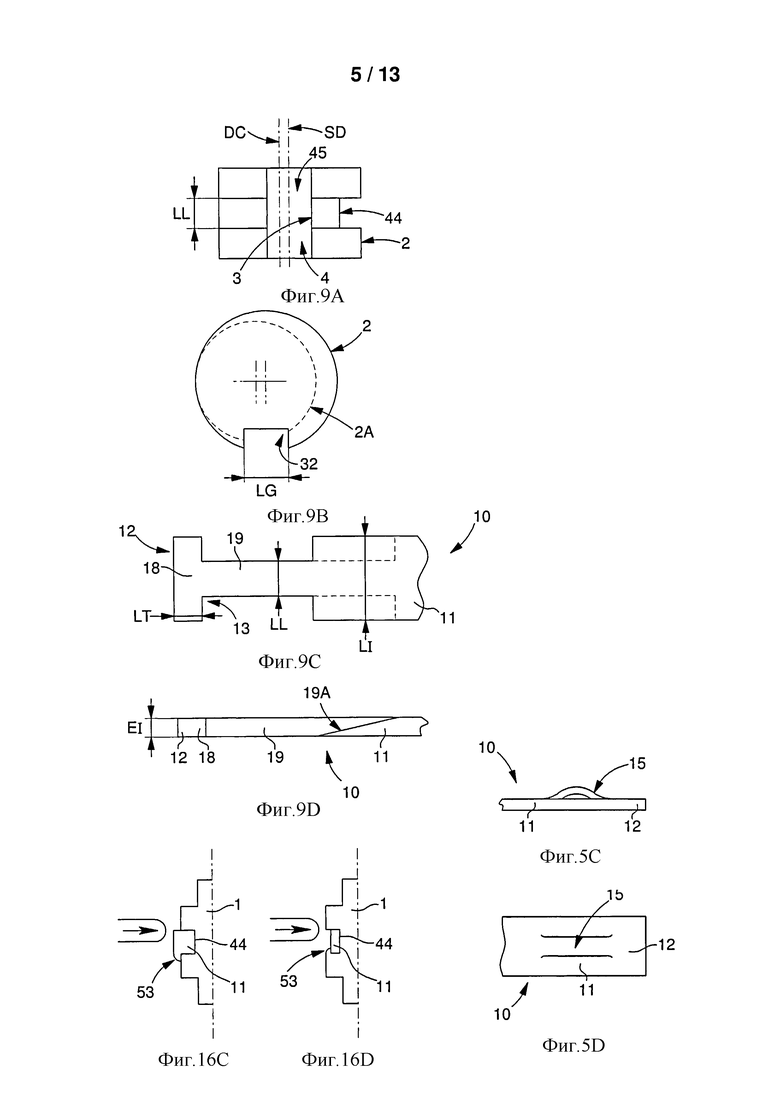
Фиг.5A - концевой участок ходовой пружины, обработанный в специальных валках для образования находящихся на расстоянии волнообразных рельефных выступов без надломов, и Фиг 5B - вид сверху вдоль оси барабана приводного элемента с соответствующим валом, как показано на Фиг.1J, который включает в себя тангенциальные периферийные канавки вдоль направляющих для размещения вышеуказанных выступов и удерживания ходовой пружины; Фиг.5C и 5D - боковой вид и вид сверху внутреннего конца ходовой пружины, полученного штамповкой, для образования между параллельными прорезями вдоль вышеуказанной ходовой пружины, по меньшей мере, одного изогнутого срединного лепестка, образующего выступ относительно остальной поверхности ходовой пружины;
Фиг.6 - сечение, перпендикулярное оси барабана приводного элемента с валом, содержащим узкий продольный паз из Фиг.1H или перфорированное отверстие, в которое вставлен штифт для удерживания внутреннего конца ходовой пружины в ушке или перфорированном отверстии, содержащемся в ходовой пружине;
Фиг.7A и 7B - внутренний конец ходовой пружины, полученный штамповкой для образования проема для зацепления с зубцом вала или штифтом из Фиг.6;
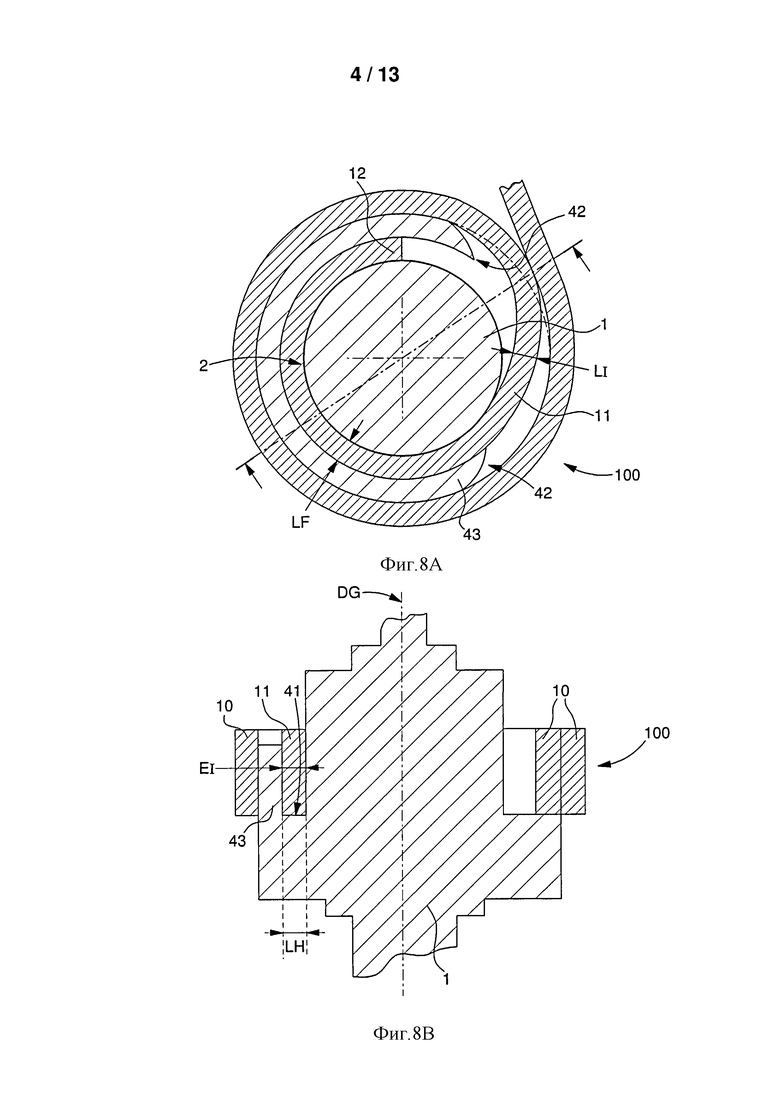
Фиг.8A - вариант, аналогичный варианту из Фиг.2; вал имеет торцевую канавку, которая является открытой с помощью проема и в которой помещен внутренний конец ходовой пружины. Фиг.8B - разрез той же сборки в плоскости, проходящей через ось вала;
Фиг.9 - вариант выполнения с концом ходовой пружины T-образной формы. Фиг.9A - вертикальный вид вала, на котором показана канавка вдоль образующей, пересекающаяся с канавкой, полученной со смещением относительно оси барабана. Фиг.9C - вертикальный вид конца соответствующей ходовой пружины, содержащей T-образный конец, и Фиг 9D - соответствующий вид сверху, на котором показан скос на внутренней поверхности;
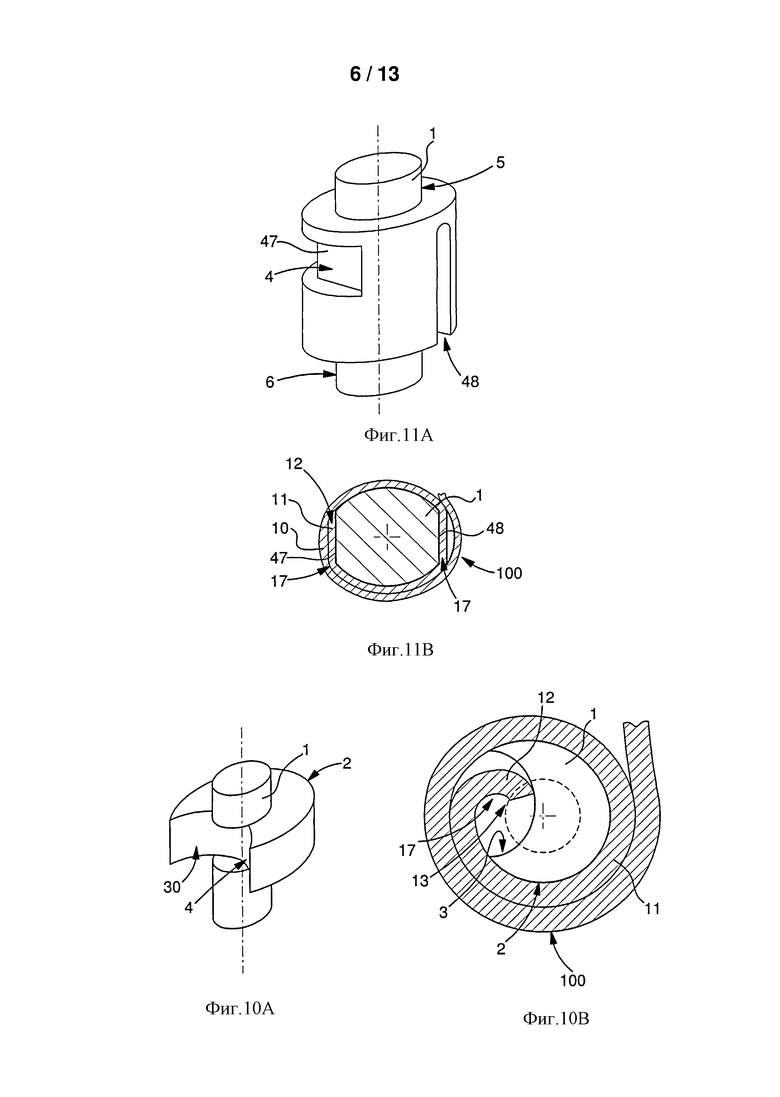
Фиг.10A - схематичный вид в перспективе вала, содержащего углубление с радиусом. Фиг.10B - разрез, перпендикулярный такому же валу барабана с ходовой пружиной, внутренний конец которой намотан на малом радиусе и помещен в вышеуказанной углубление;
Фиг.11A - схематичный вид в перспективе вала, содержащего, по существу, параллельные друг другу плоский участок и паз, в котором помещен внутренний виток ходовой пружины. Фиг.11B - разрез, перпендикулярный оси барабана; вышеуказанный вал снабжен ходовой пружиной, внутренний конец которой примыкает к плоскому участку и скользит по пазу;
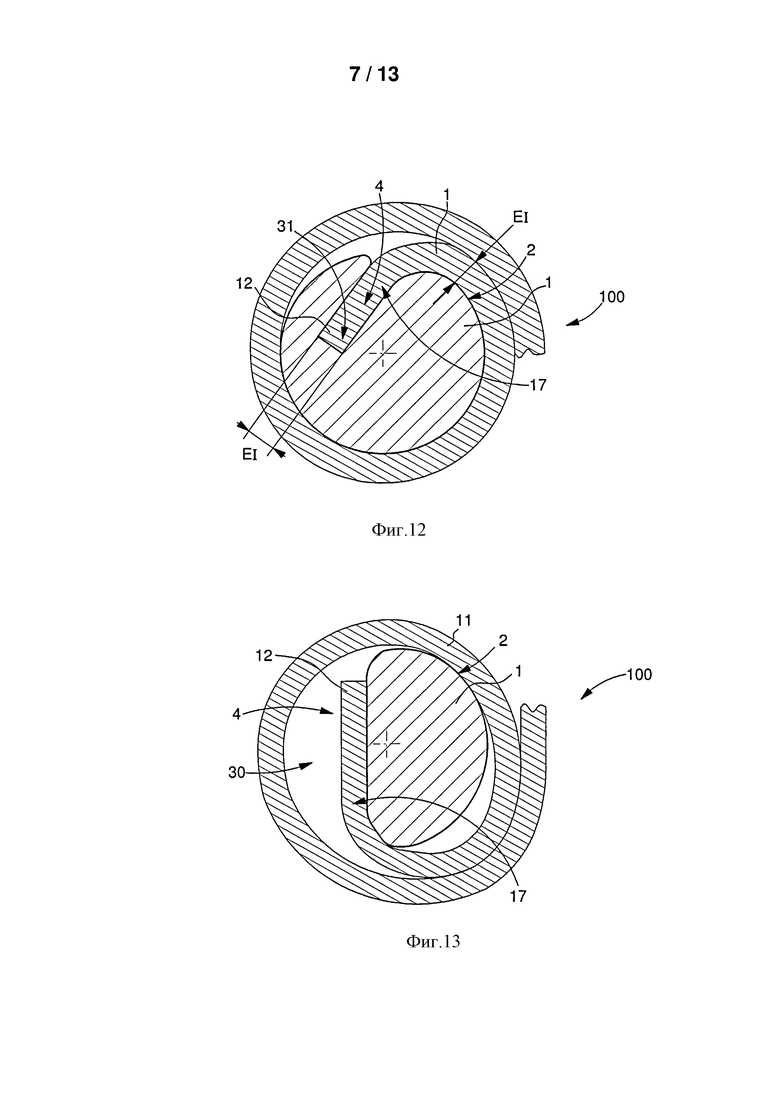
Фиг.12 - вариант, аналогичный варианту из Фиг.2; вал содержит глухой паз, в котором размещен внутренний конец ходовой пружины;
Фиг.13 - вариант, аналогичный варианту из Фиг.2; вал содержит камеру, ограничиваемую плоским участком, в которой размещен внутренний конец ходовой пружины;
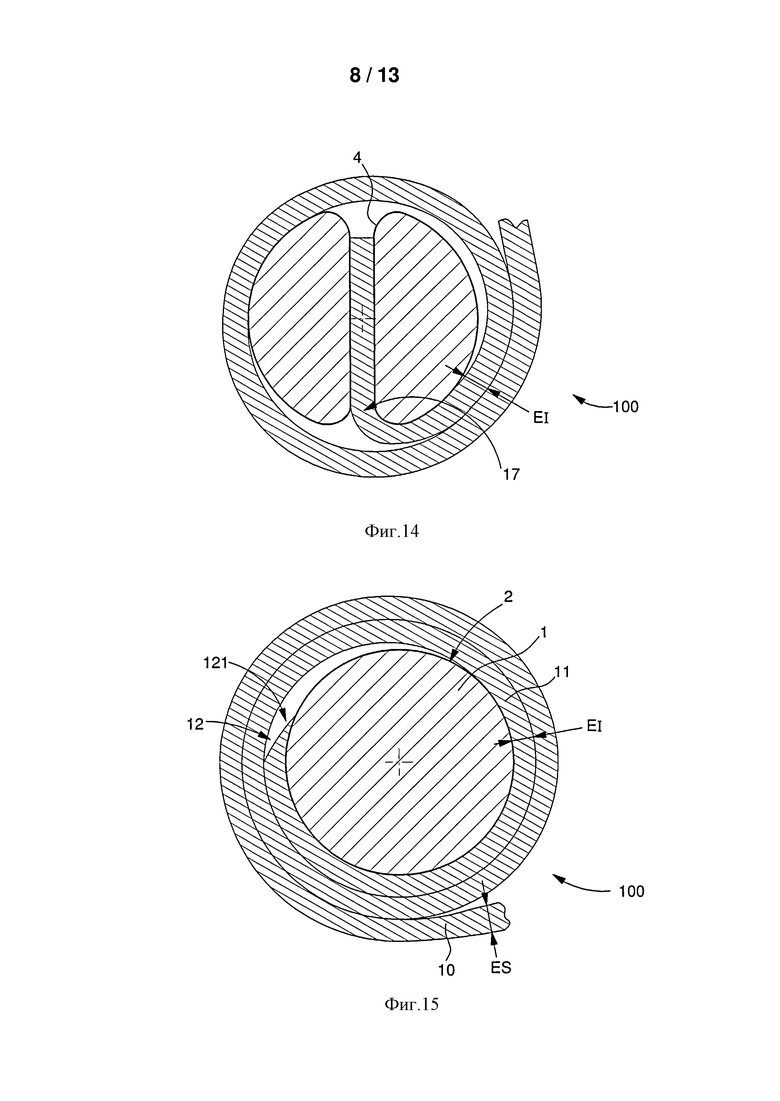
Фиг.14 - схематичный разрез ходовой пружины, перпендикулярный оси барабана, где конец внутреннего витка изогнут пол углом, близким к 90°, и вставлен в вал, содержащий поперечный паз по диаметру, для размещения вышеуказанной ходовой пружины без люфта;
Фиг.15 - схематичный разрез ходовой пружины, перпендикулярный оси барабана, где внутренние витки утонены относительно других витков, частично наматываемых на цилиндрический вал.
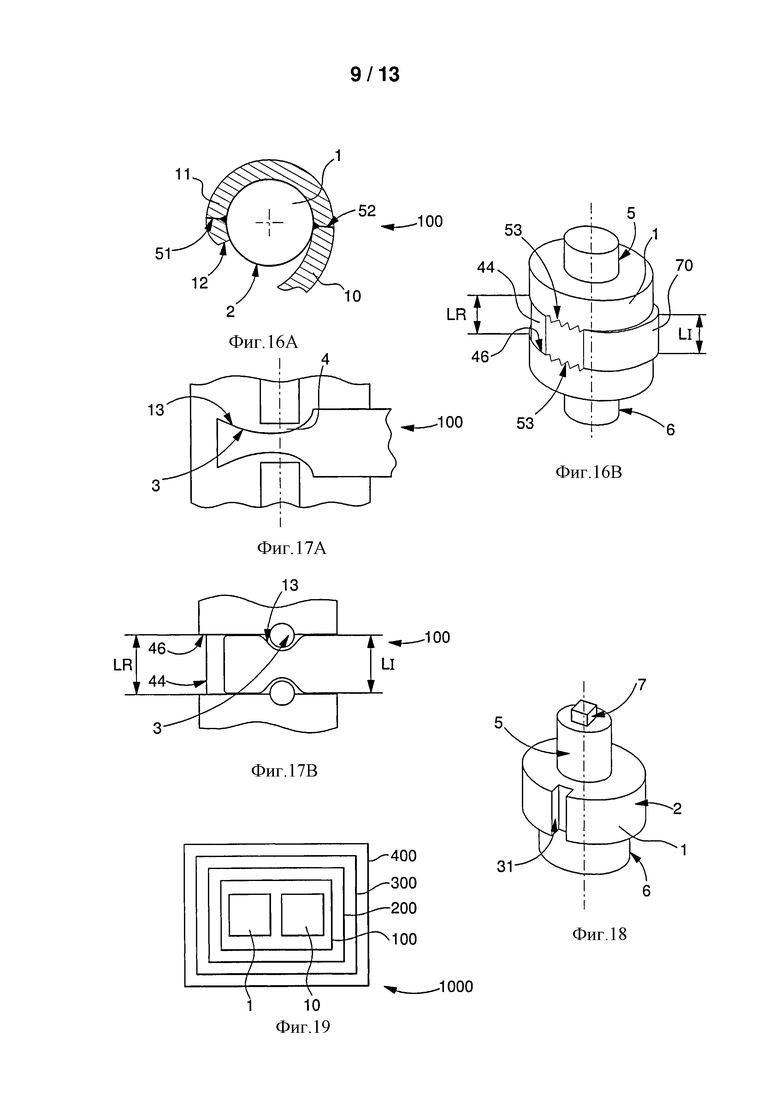
Фиг.16A - вариант выполнения с ходовой пружиной, приваренной к валу в двух, по существу, диаметрально противоположных точках сварки.
Фиг.16B - ходовая пружина, установленная и прикрепленная в пазу вала и расплющенная для удерживания в требуемом положении.
Фиг.16C - схематичный разрез, проходящий через ось ходовой пружины установленной и выступающей из кольцевой канавки и подвергающейся с верхней стороны действию колесика с накаткой для деформирования края, при этом нижний край показан с деформированной поверхностью в результате действия вышеуказанного колесика с накаткой на ходовую пружину.
Фиг.16D - показано, что является предпочтительным в распространенном случае, когда твердость ходовой пружины больше твердости вала; аналогичное применение, где колесико с накаткой действует на стенки канавки, в которой зажимается ходовая пружина для ее удерживания в зонах деформирования.
Фиг.17A - конкретный вариант выполнения, в котором внутренний конец ходовой пружины имеет форму типа «ласточкин хвост» для взаимодействия с противолежащим профилем, расположенным на валу, содержащем два конца. Фиг 17B - аналогичный вариант с концом ходовой пружины, содержащим две выемки, взаимодействующие в качестве упорного элемента с двумя штифтами, вставленными в соответствующий проем;
Фиг.18 - вид в перспективе вала с тянутой тангенциальной канавкой и приводным средством храповика в форме квадрата;
Фиг.19 - схема часов, содержащих ходовой механизм, который включает в себя барабан, в свою очередь, включающий в себя приводной элемент, содержащий вал и ходовую пружину по изобретению;
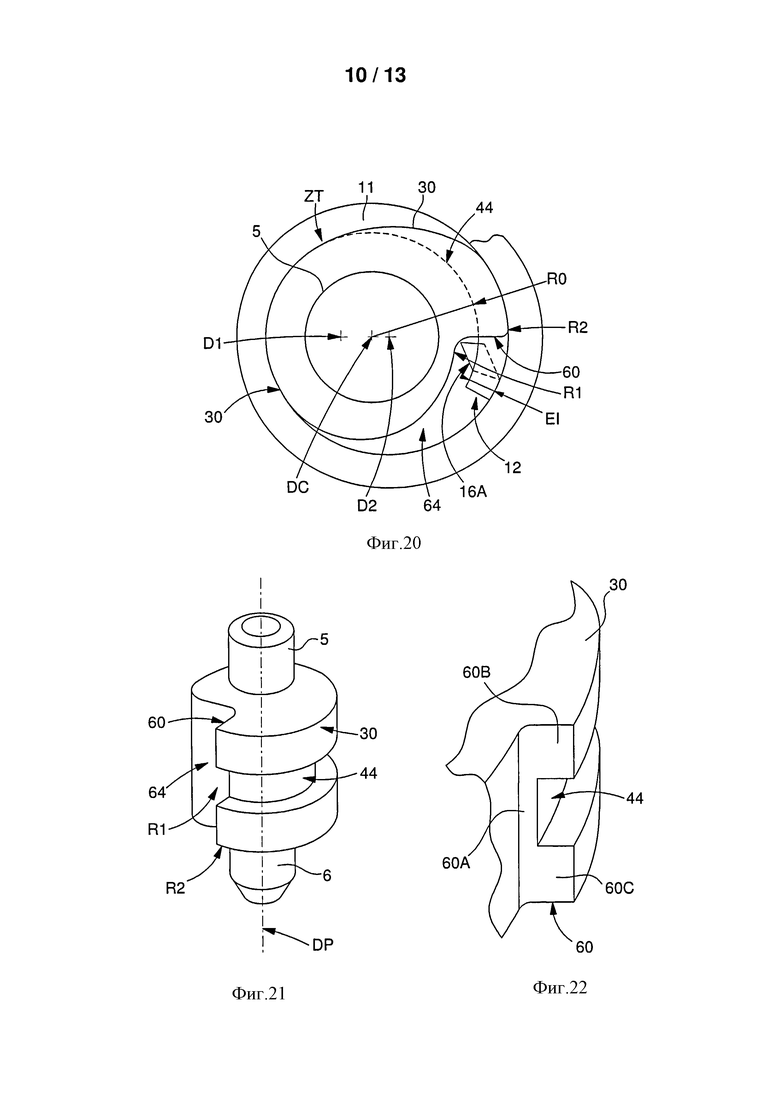
Фиг.20 - схематичный вид с торца приводного элемента барабана с постепенно увеличивающимся профилем в форме улитки, поддерживающего ходовую пружину;
Фиг.21 - вид в перспективе приводного элемента из Фиг.20;
Фиг.22 - вид в перспективе конструктивного элемента вала, на котором показаны углубление для размещения внутреннего конца витка и опорная поверхность вала, предназначенная для взаимодействия с упорной поверхностью ходовой пружины, при этом вышеуказанная опорная поверхность продолжается с обеих сторон с помощью периферийной канавки, предназначенной для размещения ходовой пружины на участке с уменьшенной толщиной при наматывании ходовой пружины;
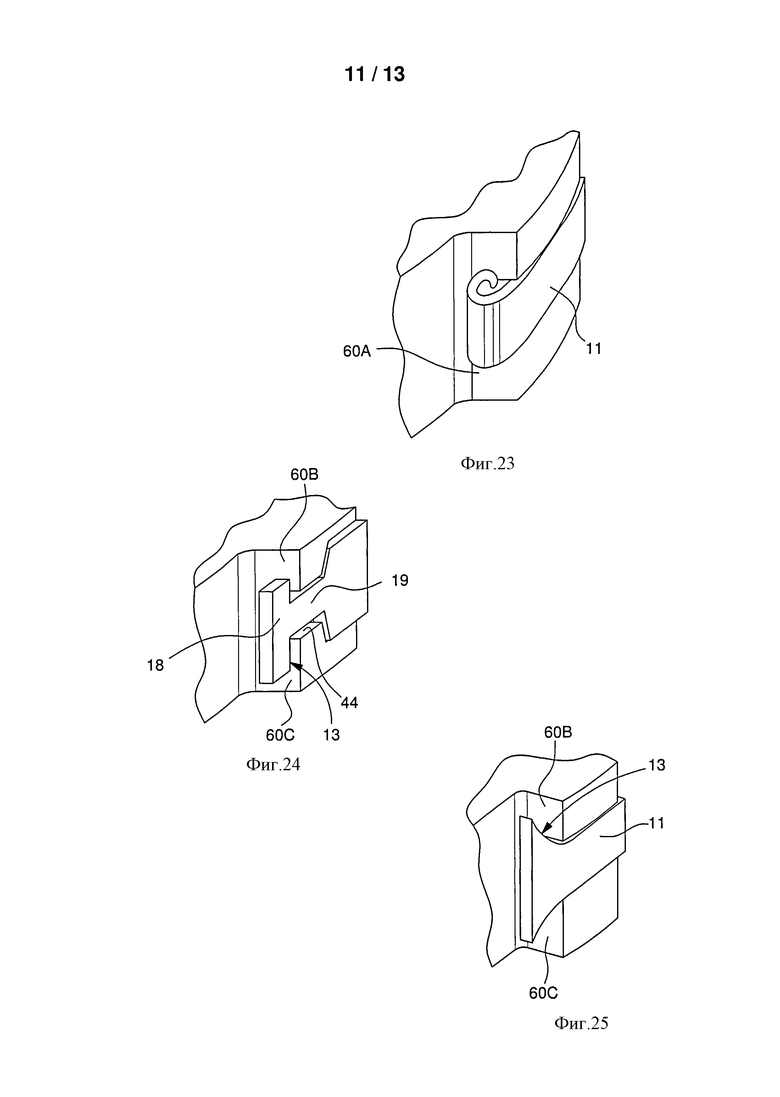
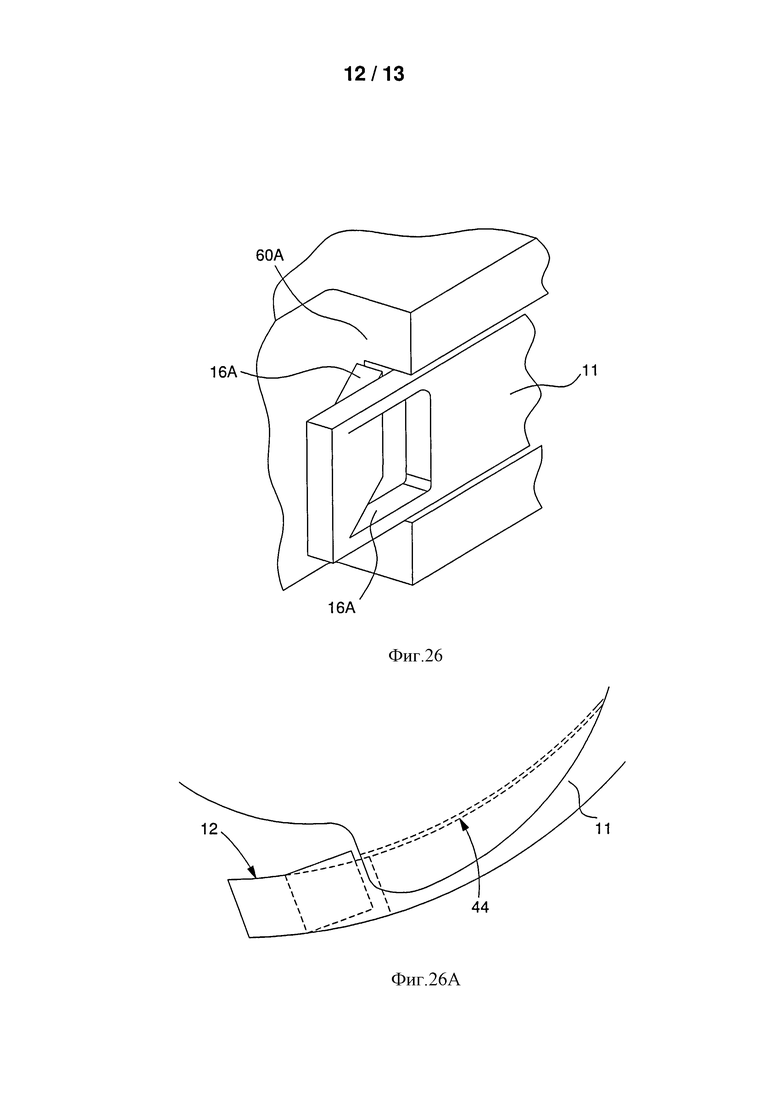
Фиг.23-26 - та же самая зона вала, как и на Фиг.22, с ходовой пружиной, упорная поверхность которой принимает различные формы: намотка или изгиб на Фиг.23, T-образный вырез на Фиг.24, вырез типа «ласточкин хвост» на Фиг.25, ушко, полученное штамповкой и образующее лепесток на Фиг.26, при этом последний показан на виде сбоку на Фиг.26A.
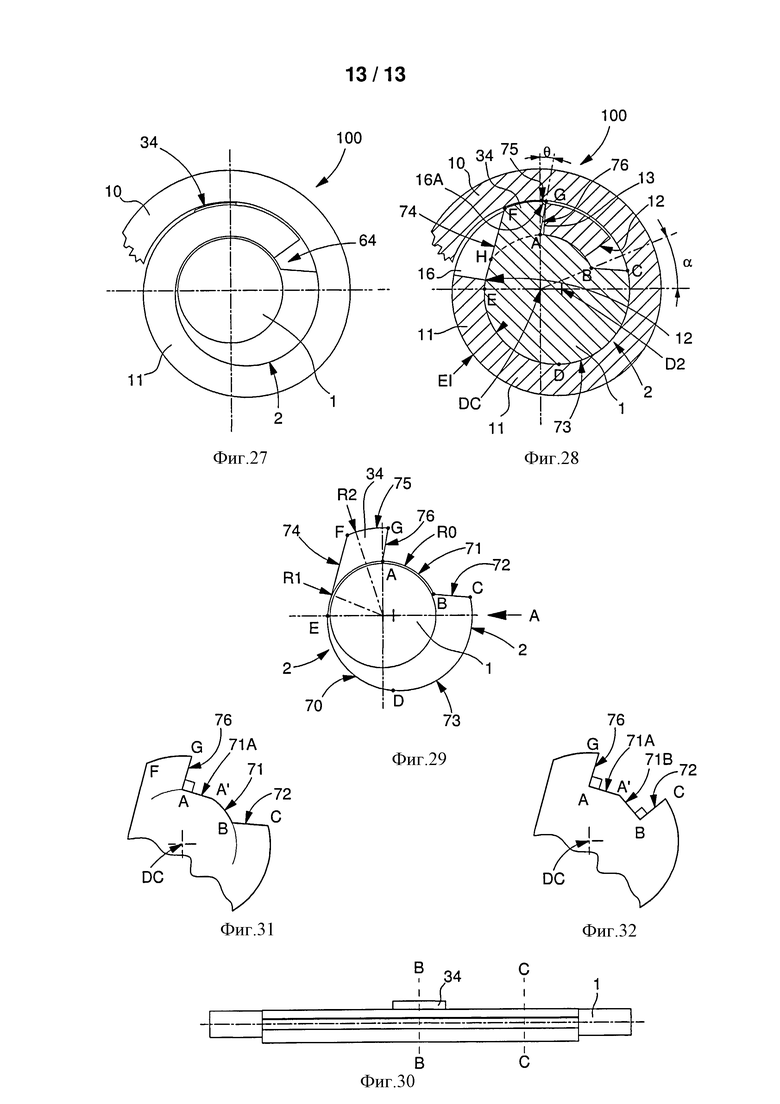
Фиг.27-30 - вариант выполнения, имеющий профиль, пригодный для вала очень маленького диаметра;
Фиг.27 - схематичный вид сбоку приводного элемента барабана с постепенно увеличивающимся профилем в форме улитки, поддерживающего ходовую пружину;
Фиг.28 - поперечный разрез приводного элемента из Фиг.27 в плоскости, проходящей через крючок, содержащейся в вале;
Фиг.29 - вид с торца, на котором показан только вал сборочного узла. Фиг.30 - вид сбоку того же вала в направлении A из Фиг.29.
Подробное описание предпочтительных вариантов выполнения
Изобретение относится к способу изготовления приводного элемента 100 для цилиндра часов, содержащего, по меньшей мере, одну спиральную ленточную ходовую пружину 10 заданного типа, которая содержит первый внутренний виток 11, имеющий заданную первую ширину LI и первую толщину EI. Для удерживания на валу 1 барабана первый внутренний виток 11 содержит на внутреннем конце 12 удерживающее или зацепляющееся средство 13, имеющее заданный профиль 14. Этот профиль 14 может принимать различные формы, в частности, в виде штампованного или механически обработанного ушка, загиба, выполненного посредством изгибания кромки в результате прокатки, выступа, насечки, выступающего элемента или вырезанного участка или просто цилиндрического профиля для обеспечения надлежащей локальной опоры ходовой пружины 10 на валу 1 в заданной точке с таким же радиусом кривизны с целью крепления вышеуказанной ходовой пружины и оси друг к другу с помощью лазерной сварки, пайки, склеивания и т.п. Приводной элемент 100 также включает в себя вал 1 барабана.
По изобретению для изготовления этого вала 1 на первой операции волочения заготовка протягивается таким образом, чтобы получить рядом с осью, параллельной направлению волочения проволоки, профиль 30, сечение которого, перпендикулярное направлению волочения проволоки, имеет улитковидную форму, изменяющуюся между меньшим радиусом R1 и большим радиусом R2, со ступенью 60 между выступающей точкой 61 большего радиуса R2 и входящей точкой 62 меньшего радиуса R1. С помощью зоны 63 меньшего радиуса R1 эта ступень 60 ограничивает углубление 64 рядом с входящей точкой 62. Это углубление 64 используется различными способами в зависимости от способа крепления ходовой пружины 10, как объясняется ниже. Этот улитковидный профиль 30 имеет, по меньшей мере, один участок окружности, опорный сектор 2 для внутреннего витка 11 ходовой пружины 10.
На второй операции дополнительной обработки или обтачивания протянутой заготовки вокруг оси DC, параллельной направлению волочения, полная наружная поверхность оси 1 подвергается механической или токарной обработке. Этот полный контур включает в себя, по меньшей мере, один цилиндрический конец 5, 6 для поворотного направления вала 1. При использовании ступени 60 в состоянии после волочения эта ступень 60 используется в качестве ограничительного средства для удерживающего или зацепляющегося средства 13 ходовой пружины 10. Или, когда вышеуказанная ступень 60 снова подвергается механической обработке во время второй операции дополнительной обработки или обтачивания, ступень 60 используется как ответное ограничивающее или зацепляющееся средство 3 для удерживающего или зацепляющегося средства 13 ходовой пружины 10.
В первом варианте внедрения изобретения удерживающее или зацепляющееся средство 13 ходовой пружины 10 ограничивается, по меньшей мере, до одной опорной поверхности 65 заданной кривизны. Внутренний конец 12 ходовой пружины 10 расположен в углублении 64 и опирается на ступень 60 или поверхность рядом с ней. Внутренний виток 11 продолжается в сторону от ступени 60 и опирается на равномерно увеличивающийся радиус вала 1. Ходовая пружина 10 наматывается на вал 1 на стороне углубления 64 относительно ступени 60. Ходовая пружина 10 неразъемно крепится к валу 1, в частности, посредством лазерной сварки, пайки, склеивания и т.п. между внутренней опорной поверхностью 65 ходовой пружины 10 и зоной 63 меньшего радиуса R1. Это неразъемное крепление может быть выполнено в точке или системе точек или вдоль образующей и т.п. В конкретном варианте выполнения способ крепления повторяется на другом участке вала, например, по существу, диаметрально противоположном относительно зоны 63 меньшего радиуса R1. В этом первом варианте различие между наименьшим радиусом R1 и наибольшим радиусом R2, по существу, равно толщине EI ходовой пружины 10 или, по меньшей мере, толщине ходовой пружины 10 на конце первого внутреннего витка 11. Второй виток накладывается на первый виток без выступания или уступа, что отрицательно бы сказалось на усталостной прочности ходовой пружины 10. Этот первый вариант относится к случаю, когда ступень 60 используется в состоянии после волочения и действует как ограничительное средство для удерживающего или зацепляющегося средства 13 ходовой пружины 10.
Во втором варианте внедрения изобретения ходовая пружина 10 крепится к валу 1 таким образом, чтобы внутренний конец 12 первого витка был расположен в углублении 64, при этом ходовая пружина 10 занимает участок вокруг выступающей точки 62 и наматывается на вал 1 на стороне, противоположной стороне углубления 64 относительно ступени 60. Второй вариант относится к случаю, когда ступень 60 повторно механически обрабатывается на второй операции дополнительной обработки или обтачивания для образования ограничивающего или зацепляющегося средства 3 для удерживающего или зацепляющегося средства 13 ходовой пружины 10. Эта дополнительная обработка также необходима для прохождения ходовой пружины 10 поверх ступени 60 и обеспечения наилучшей возможной опоры для ходовой пружины 10 и ограничения напряжений сдвига, воздействию которых она подвергается.
Предпочтительно, во втором варианте на второй операции дополнительной обработки механическим путем изготавливается канавка 44 вокруг оси DC дополнительной обработки, параллельной направлению волочения, при этом канавка имеет ширину, регулируемую вдоль направления вышеуказанной оси DC дополнительной обработки для удерживания в требуемом положении в направлении оси DC дополнительной обработки внутреннего витка 11 ходовой пружины 10, по меньшей мере, в одной точке вращения. Эта канавка 44 пересекается со ступенью 60 между поверхностями меньшего радиуса R1 и большего радиуса R2 и предпочтительно, канавка 44, по существу, является касательной к улитковидному профилю 30 в зоне ZT касания, диаметрально противоположной ступени 60 относительно оси DC дополнительной обработки при изготовлении канавки 44.
На первой операции волочения заготовка 50 протягивается для образования, по меньшей мере, одного непрерывного профиля 30, который выступает или углублен относительно опорного сектора 2, имеющего круглый или улитковидный профиль вокруг оси, параллельной или совпадающей с осью заготовки 50. Сечение непрерывного профиля 30 соответствует выступу, в плоскости, перпендикулярной направлению волочения, ответного зацепляющегося средства 3, выполняемого на валу 1, при этом вышеуказанное средство имеет профиль, соответствующий удерживающему или зацепляющемуся средству 13 для ходовой пружины 10 заданного типа, которая входит в зацепление с соответствующим валом 1. Изготовление посредством волочения проволоки позволяет получить более высокую усталостную прочность поверхности и обеспечивает улучшенное распределение напряжений на выступающих или углубленных рельефных участках по сравнению с механической обработкой, где используются инструменты с малым радиусом, что создает значительную концентрацию напряжений, в частности, во входящих углах, и делает ось хрупкой. Наклеп, возникающий в результате волочения проволоки, действует на всю периферийную поверхность и, в частности, на зоны зацепления, которые, таким образом, имеют высокий уровень поверхностной прочности и надлежащую износостойкость.
Тело, сформированное вокруг образующих, параллельных одной и той же кривой, и полученное на основе плоского замкнутого профиля, будет носить название «призма» в рамках наглядно-геометрического смысла. Предпочтительно, в случае настоящего описания призма является прямой призмой, образующие которой параллельны оси DC дополнительной обработки и перпендикулярны конкретному профилю, в частности, круговому или улитковидному профилю. В случае первого варианта выбранный улитковидный профиль образуется в зависимости от толщины первого внутреннего витка 11 ходовой пружины 10, с которой взаимодействует вал 1, и увеличение спирали по периферии близко к толщине EI вышеуказанного первого витка 11 и рассчитывается таким образом, что в случае, когда первый виток 11 ходовой пружины наматывается на вал 1, он постоянно опирается или, по меньшей мере, насколько возможно, на опорный сектор 2, образованный боковой поверхностью призмы, имеющей улитковидное сечение. Таким образом, когда ходовая пружина 10 закрывает внутренний конец 12 первого внутреннего витка 11, она не деформируется в результате разрыва опоры между вышеуказанной опорной поверхностью 2 и концом 12.
На второй операции дополнительной обработки посредством повторной механической обработки или обтачивания вокруг оси DC дополнительной обработки полный наружный контур вала 1 подвергается механической или токарной обработке. Предпочтительно, поскольку это является наиболее экономичным, вторая операция дополнительной обработки является операцией обточки заготовки или операцией обточки.
На Фиг.1A-1N показаны различные неограниченные профили сечения после волочения, которые пригодны для изготовления вала барабана. Предпочтительно, непрерывный профиль 30 является прямым, т.е. ограничивается направляющими, параллельными оси заготовки 50. Возможен вариант со спиральной направляющей, но он требует более высоких расходов, и настоящее описание ограничивается до описания прямых непрерывных профилей 30.
В конкретном и предпочтительном варианте внедрения изобретения изготовление вала 1 связано с предполагаемым использованием вала 1 со спиральной ленточной ходовой пружиной 10 заданного типа или относящейся к группе пружин, имеющих общие характеристики в отношении сопряжения с валом цилиндра. Это сопряжение, в частности, относится к первому внутреннему витку 11, который имеет свободный внутренний конец 12. Этот первый виток 11 имеет заданную ширину LI и заданную толщину EI. Это не означает, что внутренний конец 12 не может иметь другой профиль и/или другую ширину и/или другую толщину, как станет понятно из приведенного ниже описания.
В варианте выполнения по второй разновидности внутренний свободный конец 12, в зависимости от рассматриваемого случая, может включать в себя или может не включать в себя ушко 16, которое, к примеру, является штампованным или получено посредством изгибания трех четвертей штампованного лепестка, как показано на Фиг.7A и 7B. Свободный конец 12 также может включать в себя вырез конкретной формы, как объясняется ниже и как показано на Фиг.9C, 17A, 17B.
В случае из Фиг.1C для сечения непрерывного профиля 30 выбирается паз 31, имеющий ширину, идентичную заданной толщине EI вышеуказанного первого внутреннего витка 11. Это вариант выполнения пригоден для пружин 10, содержащих концевой загиб, образующий зону 17 упора, как показано, в частности, на Фиг.12.
На Фиг.1G для сечения непрерывного профиля 30 выбирается канавка 32 шириной LG, превышающей ширину L1 первого внутреннего витка 11. Если вал 1, изготовленный на этой основе, скомбинирован с ходовой пружиной 10, содержащей T-образный конец 12, как видно на Фиг.9C, ширина LG превышает или равна и предпочтительно равна ширине LT поперечины T-образного профиля.
На Фиг.1H для сечения непрерывного профиля 30 выбирается узкий паз 38, имеющий ширину LF, намного меньшую заданной ширины LI первого внутреннего витка 11. Этот узкий паз 38 предназначен для вставления штифта 39 или шпильки, которые образуют ответное зацепляющееся средство 3 вала 1, взаимодействующее с ушком 16 конца 12 первого витка 11 ходовой пружины 10, как показано на Фиг.6. Этот вариант выполнения с узким пазом является преимущественной альтернативой сверлению отверстия под штифт, что является сложной операцией на валу очень маленького диаметра, примерно несколько десятых миллиметра, ближе к 1 миллиметру.
На Фиг.1F, 1J, 1K, 1L сечение непрерывного профиля 30 выбирается таким образом, чтобы оно представляло собой тангенциальную канавку, 33 вдоль направляющей заготовки 50, профиль которой сопрягается с профилем выступа 15, содержащегося на первом внутреннем витке 11 соответствующей ходовой пружины, или профиль которой просто имеет достаточный размер для образования упорных поверхностей локального выступа ходовой пружины 10, загиба, намотки, крючка, выступа, утолщения и т.п.
Предпочтительно, профиль этой канавки 33 является дугой окружности и т.п., центр которой направлен к наружной стороне профиля и которая соединена с помощью двух радиусов вогнутой поверхности с окружностью или улитковидным контуром секции опорного сектора 2. Секция выступа 15 соответствующей ходовой пружины 10 также является дугой окружности и т.п., соединенной с помощью двух радиусов вогнутой поверхности с ходовой пружиной.
В конкретном случае, показанном на Фиг.1J, 1K, 1L, непрерывный профиль 30 является профилем множества тангенциальных канавок 33, каждая из которых имеет профиль, сопряженный с профилем выступа 15, при этом канавки 33 расположены на равном угловом расстоянии вокруг барабана или вокруг призмы улитковидного сечения параллельно оси вращения вала 1, содержащего опорный сектор 2, в направлении волочения. Вариант выполнения из Фиг.1J повторно показан на Фиг.3A и 3B для объяснения изготовления вала 1, образующего приводной элемент 100 согласно Фиг.15B, другим компонентом которого является специальная ходовая пружина 10 из Фиг.5A, имеющая концевую секцию 12 ходовой пружины 10, которая проходит через специальные валки для образования волнообразных выступов 15 без микротрещин. Канавки 33, предпочтительно имеющие закругленный профиль с криволинейными концами у радиуса, образуют периферийные тангенциальные канавки вдоль направляющих для размещения этих выступов 15 и для надлежащего удерживания ходовой пружины 10, обеспечивая при этом надлежащий опорный контакт между первым витком 11 ходовой пружины 10 и цилиндрическими секторами 2.
На Фиг.1M показаны рельефный участок с зацеплением любого типа, имеющий непрерывный профиль 30, который является как выступающим, так и углубленным, и его вписывание и поверхность с цилиндрическими концами 2 в границах заготовки 50.
На Фиг.1N показан непрерывный профиль 30, содержащий два, по существу, диаметрально противоположных плоских участка 36 и 37, которые предпочтительно являются диаметрально противоположными относительно направления волочения опорного сектора 2. Этот вариант выполнения пригоден для модификации, показанной на Фиг.16A, где первый внутренний виток 11 ходовой пружины 10 приварен в двух диаметрально противоположных точках и предпочтительно на плоских участках 36 и 37 этого типа.
На Фиг.2-4 показаны преимущественные варианты выполнения на основе тянутого профиля, которые обеспечивают надлежащее удерживание ходовой пружины.
На Фиг.2 показан вариант выполнения вала 1 барабана с крючком 34 посредством первой операции волочения согласно Фиг.2A с непрерывным профилем 30 согласно Фиг.1A или 1B в модификации, где непрерывный профиль 30 является профилем крючка 34, соединенным с полостью 35, которая обеспечивает лучшее закрывание первого внутреннего витка 11 следующим витком. Профиль крючка 34, соединенный с вышеуказанной полостью 35, сопрягается с профилем ушка 6, содержащимся во внутреннем конце 12 внутреннего витка 11 спиральной ленточной ходовой пружины 10 заданного типа. Во время операции дополнительной обработки согласно Фиг.2B, в частности, обтачивания заготовки, верхняя 34A и нижняя 34B поверхности, ограничивающие крючок 34, обтачиваются для взаимодействия с ушком 16, и верхний и нижний концы 5 и 6 вращаются для поворотного направления вала 1. Эта стандартная конфигурация вала барабана с крючком образуется с помощью надежного и экономичного способа в результате волочения и последующей дополнительной обработки обтачиванием заготовки.
На Фиг.3 показан вариант выполнения вала 1 барабана, содержащего тангенциальные канавки 33, параллельные валу барабана, посредством первой операции волочения согласно Фиг.3A с непрерывным профилем 30, как показано, например, на Фиг.1F, 1J, 1K, 1L, и операции дополнительной обработки согласно Фиг.3B, также предпочтительно посредством обтачивания заготовки для получения готового вала 1 и верхнего 5 и нижнего 6 концов вала. Как описано выше и показано на Фиг.5A и 5B, этот вал 1, расположенный особым образом совместно с ходовой пружиной 10 без образования микротрещин и имеющий волнообразную форму без зон с изгибами или зон с очень малыми радиусами, обеспечивает очень надежное периферийное удерживание ходовой пружины 10 по всей площади первого витка 11. На Фиг.5C и 5D показана преимущественная модификация ходовой пружины 10, в которой посредством штамповки между параллельными прорезями вдоль ходовой пружины получен, по меньшей мере, один срединный изогнутый элемент, образующий выступ 15, который выступает относительно остальной поверхности ходовой пружины 10. Эта конфигурация обеспечивает преимущество, состоящее в корректировке вибрации ходовой пружины. Эта конфигурация может использоваться не только в конкретном случае, где она является преимущественной для взаимодействия, по меньшей мере, одного выступа с канавками 33 вала 1, но также и в общем случае, где она требуется для точного позиционирования в направлении оси барабана (или оси баланса или любой оси, предназначенной для размещения ходовой пружины часов) спиральной ходовой пружины этого типа и, в частности, в случае барабана, относительно барабана и любой крышки.
На Фиг.4 показан вариант выполнения вала 1 барабана, содержащего тангенциальную канавку 32, параллельную оси DB барабана и пересекающуюся с кольцевой канавкой 44, сцентрированной по оси дополнительной обработки, параллельной оси вала и смещенной относительно оси барабана посредством первой операции волочения, во время которой изготавливается тангенциальная канавка 32 согласно Фиг.4A с непрерывным профилем 30 согласно Фиг.1G, и операции дополнительной обработки согласно Фиг.4B, во время которой изготавливаются кольцевая канавка 43 и верхняя 44A и нижняя 44B ограничивающие поверхности и верхний 5 и нижний 6 концы вала 1.
Предпочтительно, как объясняется выше, тангенциальная канавка 32 имеет ширину LG больше заданной ширины LI первого внутреннего витка 11. На Фиг.9C и 9D показана предпочтительная модификация соответствующей ходовой пружины 10, содержащей T-образный конец 12 с передней частью 18 длиной LT, соединенной с остальной частью ходовой пружины 10 элементом 19 предпочтительно, расположенным рядом со скосами 19A для улучшенного наматывания на опору ходовой пружины. Ширина LG превышает или равна и предпочтительно равна ширине LT поперечины профиля. Предпочтительно, ширина LL кольцевой канавки 44 равна ширине элемента 19, и нижняя часть канавки 44 образует цилиндрическую опорную поверхность 2A для поддерживания вышеуказанного элемента 19, при этом опорный сектор 2 служит в качестве опоры для общей ширины LI секции пружины, которая следует за элементом 19 с противоположной стороны от передней части 18.
Этот T-образный профиль является неограниченным практическим примером. На Фиг.17A показан конкретный вариант выполнения внутреннего конца типа «ласточкин хвост» для взаимодействия с противолежащим профилем, расположенным на валу, содержащим два конца. На Фиг.17B показан похожий вариант с концом 12 ходовой пружины, содержащим две выемки, взаимодействующие в качестве упора с двумя штифтами, вставленными в соответствующий вал 1. Предпочтительно, конец 12 ходовой пружины 10 заделан в кольцевую канавку 44, примыкающую к боковой поверхности 46 канавки, по меньшей мере, с одной стороны и предпочтительно с обеих сторон.
Способ изготовления вала 1 преимущественно содержит операцию механической обработки средства 7 приведения в действие храповика, а именно, нарезание внутренней или наружной резьбы, обтачивание или фрезерование граней, как показано на Фиг.19, где вышеуказанное средство 7 приведения в действие образовано обычным квадратом. Предпочтительно, во избежание дополнительной обработки это средство 7 приведения в действие состоит из внутренней или наружной резьбы, изготавливаемой посредством токарной обработки во время второй дополнительной обработки вала 1 после волочения, как показано на Фиг.4A (внутренняя резьба) или на Фиг.5B (наружная резьба).
На Фиг.8A и 8B показан вал 1, содержащий торцевую канавку 41, которая является открытой с помощью проема 42 и в которой помещен внутренний конец 12 ходовой пружины 11; канавка изготовлена с помощью способа, который включает в себя операцию механической обработки торцевой канавки 41 вокруг оси DG, параллельной или совпадающей с осью D вращения, при этом торцевая канавка 41 имеет ширину LH, равную заданной ширине LI первого внутреннего витка 11 спиральной ленточной ходовой пружины 10 заданного типа. Эта операция механической обработки также включает в себя механическую обработку, по меньшей мере, одного проема 42 в наружной стенке торцевой канавки 41, при этом проем 42 имеет ширину, превышающую заданную толщину EI первого внутреннего витка 11 спиральной ленточной ходовой пружины 10 заданного типа для обеспечения прохождения вышеуказанного первого внутреннего витка 11.
Предпочтительно, во время изготовления вала 1 по любому из описанных выше способов шероховатость поверхности Ra более 12 микрон задается, по меньшей мере, для одного участка опорного сектора 2 в направлении волочения проволоки в форме бороздок, изготавливаемых во время первой операции волочения проволоки, или насечки, изготавливаемой во время второй операции дополнительной обработки. Эта шероховатость обеспечивает удерживание за счет трения между валом и ходовой пружиной, в особенности, если ходовая пружина имеет подобную поверхность трения на первом внутреннем витке 11 на стороне, обращенной к оси вала 1. Разумеется, поверхность трения этого типа может быть получена, как альтернатива этому механическому варианту выполнения, посредством обработки поверхности, образования выступов гальванизацией и т.п.
Изобретение относится к приводному элементу 100 для барабана часов, содержащему, по меньшей мере, первый внутренний виток 11, имеющий заданную ширину LI и толщину EI, и первый внутренний виток 11 содержит для удерживания на валу 1 барабана на внутреннем конце 12 удерживающее или зацепляющееся средство 13, имеющее заданный профиль 14. Этот приводной элемент 100 также включает в себя вал 1 барабана, предпочтительно образованный посредством волочения заготовки 50 и выполненный с помощью одного из способов, описанных выше.
Этот вал 1 включает в себя средство 5, 6 поворотного направления вокруг поворотной оси DP и включает в себя, по меньшей мере, один опорный сектор 2 для поддержки первого внутреннего слоя 11, по меньшей мере, одной ходовой пружины 10; вал 1 включает в себя ответное зацепляющееся средство 3, имеющее профиль 314, соответствующий профилю 14 удерживающего или зацепляющегося средства 13 для поворотного взаимодействия с вышеуказанной, по меньшей мере, одной ходовой пружиной 10.
В зависимости от того, имеет ли удерживающее или зацепляющееся средство 13 выступающий или углубленный рельеф, ответное зацепляющееся средство 3 вала 1 имеет, соответственно, углубленный или выступающий рельеф.
В вариантах выполнения из Фиг.8A, 8B, 12, 13, или 14 приводного элемента 100, установленного с внутренней стороны относительно цилиндра или относительно призмы улиткообразного сечения и параллельно поворотной оси вала 1, содержащего опорный сектор 2, вал 1 включает в себя, по меньшей мере, одну полость 4 для размещения удерживающего или зацепляющегося средства 13 и/или, по меньшей мере, одного участка первого внутреннего витка 11.
В частном случае из Фиг.8A и 8B эта полость 4 включает в себя торцевую канавку 41, ширина LH которой обеспечивает размещение ходовой пружины 10 с минимальным люфтом. В преимущественном варианте выполнения торцевая канавка 41 расположена вокруг оси DG, параллельной или совпадающей с осью D вращения, и ширина LH равна заданной ширине LI первого внутреннего витка 11 вышеуказанной ходовой пружины 10. Вал 1 включает в себя, по меньшей мере, один проем 42 в наружной стенке 43 торцевой канавки 41, при этом вышеуказанный проем 42 имеет ширину больше заданной толщины EI первого внутреннего витка 11 для обеспечения прохождения вышеуказанного первого внутреннего витка 11. Предпочтительно, этот проем 42 является достаточно широким для удерживания первого витка 11 без возникновения чрезмерных напряжений, но достаточно узким для обеспечения надлежащего удерживания конца 12 ходовой пружины 10. Предпочтительно, центральный угол, на котором вписывается вышеуказанный проем, составляет 120-180°.
В особо преимущественном варианте выполнения приводного элемента 100 из Фиг.5B, установленного с внутренней стороны относительно цилиндра или призмы улиткообразного сечения и параллельно поворотной оси вала 1, содержащего опорный сектор 2, вал 1 включает в себя, по меньшей мере, одну полость 4 для размещения удерживающего или зацепляющегося средства 13 и/или, по меньшей мере, одного участка первого внутреннего витка 11 и, по меньшей мере, одна полость включает в себя множество тангенциальных канавок 33, параллельных поворотной оси D, и каждая из них имеет профиль, сопряженный с профилем выступа 15, содержащегося в первом внутреннем витке 11 спиральной ленточной ходовой пружины 10 заданного типа, при этом канавки 33 предпочтительно расположены под углом на равном расстоянии вокруг цилиндра или вокруг призмы улитковидного сечения параллельно поворотной оси вала 1, содержащего опорный сектор 2 в направлении волочения проволоки. Такое равное расстояние не является существенным, но обеспечивает преимущество наиболее близкого прилегания ходовой пружины 10 с помощью выступа 15 к свободному концу 12 в любой канавке 33, при этом другие выступы 15, естественно, согласованы с другими канавками 33. Ходовая пружина 10 включает в себя группу выступов 15, количество которых меньше или равно количеству канавок 33, и эти выступы разделены таким же «криволинейным» шагом, как и канавки 33, и вставлены в канавки 33.
В конкретном варианте выполнения приводного элемента, установленного с внутренней стороны относительно цилиндра или относительно призмы улиткообразного сечения и параллельно поворотной оси вала 1, содержащего опорный сектор 2, вал 1 включает в себя, по меньшей мере, одну полость 4 для размещения удерживающего или зацепляющегося средства 13 и/или, по меньшей мере, одного участка первого внутреннего витка 11. Направление волочения проволоки при изготовлении опорного сектора 2 параллельно ил совпадает с поворотной осью D, и, по меньшей мере, одна полость 4 имеет размеры, позволяющие размещать в ней внутренний конец 12 или, по меньшей мере, один участок первого внутреннего витка без люфта в направлении ширины LI ходовой пружины 10.
В приводном элементе из Фиг.4A, 9A, 16B установленном с внутренней стороны относительно цилиндра или относительно призмы улиткообразного сечения и параллельно поворотной оси вала 1, содержащего опорный сектор 2, вал 1 включает в себя, по меньшей мере, одну полость 4 для размещения удерживающего или зацепляющегося средства 13 и/или, по меньшей мере, одного участка первого внутреннего витка 11, и полость 4 включает в себя канавку 44 вокруг направления волочения опорного сектора 2 и имеет ширину LR, равную ширине LI первого внутреннего слоя 11 ходовой пружины 10.
В варианте выполнения приводного элемента из Фиг.6, установленного с внутренней стороны относительно цилиндра или относительно призмы улиткообразного сечения и параллельно поворотной оси вала 1, содержащего опорный сектор 2, вал 1 включает в себя узкий паз 38, имеющий ширину LF, намного меньшую заданной ширины LI первого внутреннего витка 11, и в этот паз вставлен штифт 39 или шпилька, образующая ответное зацепляющееся средство.
В вариантах из Фиг.10B, 11B, 12, 13, 14 внутренний конец 12 первого внутреннего витка 11 ходовой пружины 10 изогнут или в направлении волочения опорного сектора 2 для образования приводного упора 17. На Фиг.10A и 10B показан вал 1, содержащий полость 4, образованную за счет криволинейного углубления в форме полумесяца. Соответствующая ходовая пружина 10 имеет внутренний конец 12, намотанный на малый радиус и помещенный в вышеуказанное углубление 4. На Фиг.11A и 11B показан вал 1, содержащий, по существу, параллельные друг другу плоский участок 47 и паз 48 для размещения внутреннего витка 11 ходовой пружины 10, при этом внутренний конец 12 опирается на плоский участок 47, и виток 11 скользит по пазу 48.
В преимущественном варианте выполнения, показанном на Фиг.15, заданная толщина EI первого внутреннего слоя 11 ходовой пружины 10 меньше толщины ES следующих витков ходовой пружины 10. Вышеуказанные следующие витки или имеют постоянное сечение относительно друг друга или сужающееся сечение, удаляющееся от первого внутреннего витка 11.
Этот вариант выполнения пригоден для всех описанных здесь модификаций вала барабана и обеспечивает прижатие первого внутреннего слоя 11 к валу 1 оптимальным образом и, в частности, к содержащемуся в нем сектору (секторам) цилиндра. Преимущественно, свободный конец 12 включает в себя скос 121 или криволинейный участок для надлежащего наматывания следующего витка.
В конкретном варианте выполнения, по меньшей мере, один внутренний конец 12 первого внутреннего витка 11 ходовой пружины 10 имеет на внутренней стороне, предназначенной для опирания на опорный сектор 2 вала 1, шероховатость Ra более 12 микрон.
Относительное удерживание между ходовой пружиной 10 и валом 1 может обеспечиваться с помощью разъемных сопрягающихся средств, таких как крючок и ушко и т.п. В альтернативном варианте выполнения удерживание может обеспечиваться посредством неразъемного соединения ходовой пружины и вала за счет нереверсивного способа крепления с помощью сварки, пайки, склеивания и т.п. В конкретном варианте приводного элемента 100, показанном на Фиг.16A, по меньшей мере, одна ходовая пружина 10 приварена к валу в двух, по существу, диаметрально противоположных точках 51, 52 относительно направления волочения опорного сектора 2. В варианте, в котором вал 1 имеет профиль согласно Фиг.1N, эти точки 51 и 52 расположены на плоских участках 36 и 37 вала 1, по существу, диаметрально противоположных направлению волочения опорного сектора 2.
Предлагаемые способы изготовления валов 1, предназначенных для использования с пружинами 10 заданного типа, позволяют получать противолежащие элементы с размерами, обеспечивающими сборку элементов друг с другом без люфта. В частности, по меньшей мере, одна ходовая пружина 10 удерживается без люфта в угловой канавке 44 вала 1 вокруг опорного сектора 2 или в прямой канавке 45 вала 1 вдоль направляющей вала 1.
Преимущественно, когда требуется нереверсивное удерживание, внутренний конец 12 или, по меньшей мере, участок первого витка 11 нереверсивно удерживается в канавке 44, 45 с помощью сварки или пайки или очень практичного способа посредством расплющивания или местного смятия в зонах 53 деформации на ходовой пружине 10 и/или валу 1. На Фиг.16B и 16C показана ходовая пружина 10, установленная и прикрепленная в кольцевой канавке 44 вала 1 и расплющенная на месте с целью удерживания, в частности, за счет действия насечки и т.п. и образования поверхностей 53 деформирования, которые лишают подвижности ходовую пружину относительно вала. На Фиг.16D показано, что является предпочтительным в распространенном случае, когда твердость ходовой пружины больше твердости вала; аналогичное применение, где насечка наносится на стенки канавки, в которой зажимается ходовая пружина для ее размещения в зонах 53 деформирования.
На Фиг.20-26 показаны конкретные варианты выполнения по второй модификации.
На Фиг.20 показан приводной элемент 100 для барабана с валом 1, имеющим сужающийся улитковидный профиль 30, который поддерживает ходовую пружину 10. На Фиг.21 и 22 показана конфигурация, относящаяся к этому варианту, с опорной поверхностью 3, образованной зоной пересечения опорной поверхности 60 и периферийной канавки 44, которая образует с обеих ее сторон и сторон срединной зоны 60A две прочных опоры 60B и 60C, работающие на сжатие и образующих упорные средства для поглощения напряжений, возникающих в результате наматывания ходовой пружины 10.
Периферийная канавка 44 предназначена для размещения ходовой пружины 10 на участке с уменьшающейся толщиной во время наматывания ходовой пружины от общей толщины EI ходовой пружины, которая может быть прикреплена к опорной поверхности 60, или, по меньшей мере, значительной части вышеуказанной общей толщины для надлежащего осевого удерживания ходовой пружины, до зоны ZT касания, где канавка 44 соприкасается с периферийной опорной поверхностью 2 и где ходовая пружина 10 является полностью свободной в осевом направлении.
На Фиг.23-26 упорная поверхность 13 ходовой пружины 10 принимает различные формы: намотка или изгиб на Фиг.23, T-образный вырез на Фиг.24, вырез типа «ласточкин хвост» на Фиг.25, ушко, полученное штамповкой и образующее лепесток на Фиг.20 или Фиг.26, при этом последний показан на виде сбоку на Фиг.26A.
На Фиг.27-30 показан вариант выполнения профиля, пригодный для вала 1 небольших размеров. За исключением крючка 34, который взаимодействует с ушком 16 ходовой пружины 10, это вал 1 имеет улитковидный профиль 30.
Радиус R0, который служит в качестве опоры для конца 12 внутреннего витка 11 ходовой пружины 10, имеет очень небольшой диаметр 0,26 мм, в то время как наибольший радиус R2, который равен максимальному радиальному зазору крюка 34 до опоры второго витка ходовой пружины, составляет 0,42 мм. Радиальный зазор до ходовой пружины равен толщине близкой к 0,08 мм. Коэффициент K, который отражает соотношение между радиусом сердцевины, радиусом R0 вала 1, и толщиной ходовой пружины 10, близок к 1,6, что является низким значением, поскольку оно подсчитывается для часовой ходовой пружины (Nivaflex® и т.п.) и вала (сталь или нержавеющая сталь) стандартного качества, и это соотношение должно быть больше 10 во избежание поломки вала.
Минимальный радиус R0 сердцевины зависит, в частности, от:
- давления Герца при поворачивании вала 1 с мостом и нижней платиной или с крышкой и цилиндром барабана согласно типу сборки вала 1. Это зависит от крутящего момента ходовой пружины, диаметров осей и их высоты и контактирующих материалов;
- скручивающих и изгибающих напряжений, воздействию которых подвергается вал 1. Это также зависит от крутящего момента ходовой пружины и геометрии вала;
- сдвигающих напряжений, воздействию которых подвергается крючок 34, когда ходовая пружина 10 наматывается вокруг сердцевины. Это зависит от крутящего момента ходовой пружины, а также от геометрии крючка, которая в свою очередь, зависит от максимального размера отверстия ушка 16, которое может быть выполнено в ходовой пружине 1 и через которое крючок приводит в движение ходовую пружину 1 на сердцевине;
- пространства, существующего между сердцевиной вала 1 и вторым витком ходовой пружины 10, наматываемой на сердцевину, чтобы внутренний конец 12 ходовой пружины 10 в центре не препятствовал наматыванию. Это зависит, прежде всего, от толщины ходовой пружины 10.
Как видно в конкретном варианте, показанном на Фиг.28 и 29, периферийный профиль 70 вала 1 делится на части следующим образом:
- на участке крюка 34 (разрез BB из Фиг.30):
- первый цилиндрический сектор 71, имеющий минимальный радиус R0, сцентрированный по оси DC между отметками A и B;
- быстро увеличивающаяся зона 72 соединения между отметками B и C, которая является плоской и образует угол а с радиальной плоскостью, при этом вышеуказанный угол а составляет 0-45°;
- второй цилиндрический сектор 73 между отметками C, D и E, сцентрированный по оси D2, которая смещена относительно оси DC, при этом вышеуказанная эксцентричность составляет от R0/4 до R0/3;
- зона 74 соединения, касательная ко второму сектору 73. между отметками E и F, при этом вышеуказанная зона соединения преимущественно является, по существу, плоской, и вышеуказанная зона 74 соединения образует на участке с наибольшим радиальным продолжением обратную сторону крючка 34;
- третий цилиндрический сектор 7 между отметками F и G, сцентрированный по оси DC и образующий край крюка 34 и опорную зону для второго витка ходовой пружины 10, когда он накладывается на первый виток 11;
- опорная поверхность 76 между отметками G и A, образующая активную поверхность крючка 34 для взаимодействия в случае прилегания с упорной поверхностью 16A ходовой пружины 10, образованной здесь одной из поверхностей ушка 16; предпочтительно, эта опорная поверхность 76 является плоской и подрезана относительно радиальной плоскости, идущей от оси DC, для обеспечения опоры для ходовой пружины 10, независимо от толщины вышеуказанной ходовой пружины 10 на опорной поверхности 76;
- в зоне снаружи крючка 34 (разрез CC из Фиг.30):
- первый цилиндрический сектор 71 между отметками H и B, имеющий минимальный радиус R0, сцентрированный по оси DC; отметка H обеспечивает, что криволинейная абсцисса HA меньше ширины проема ушка 16 ходовой пружины 10;
- быстро увеличивающаяся зона 72 соединения между отметками B и C, которая является плоской и образует угол α с радиальной плоскостью, при этом вышеуказанный угол α составляет 0-45°;
- второй цилиндрический сектор 73 между отметками C, D, E и H, сцентрированный по оси D2, которая смещена относительно оси DC, при этом вышеуказанная эксцентричность составляет от R0/4 до R0/3, и вышеуказанный второй сектор 73, по существу, соприкасается с первым сектором 71 на отметке H.
В варианте на Фиг.30 показана первая зона, которая разделяется, с одной стороны, на плоский участок 71A между отметками A и A’, образующий прямой или тупой угол на отметке A с плоской опорной поверхностью 76 для совместного фрезерования поверхностей 76 и 71A, и, с другой стороны, первый цилиндрический сектор 71, продолжающийся между отметками A’ и B и имеющий минимальный радиус R0 и сцентрированный по оси DC, при этом его касательная на отметке B образует прямой или тупой угол с зоной 72 соединения.
В варианте на Фиг.31 показана первая зона, которая разделяется, с одной стороны, на плоский участок 71A между отметками A и A’, перпендикулярный на отметке A плоской опорной поверхности 76 для совместного фрезерования поверхностей 76 и 71A, и, с другой стороны, второй плоский участок 71B, продолжающийся между отметками A’ и B и образующий прямой или тупой угол на отметке B с плоской зоной 72 соединения для комбинированного фрезерования поверхностей 71B и 72.
В случае из Фиг.31 и 32 расстояние до оси DC от поверхностей 71A и 71B предпочтительно составляет от 0,8 R0 до R0.
Все описанные выше конфигурации пригодны для крепления ходовой пружины 10 на валу 1 с помощью точечной сварки, лазерной сварки (в радиальном направлении или параллельно оси), пайки, склеивания и т.п.
Изобретение также относится к ходовому механизму 1000 часов, включающему в себя, по меньшей мере, один приводной элемент 100 этого типа. Этот механизм 1000 является барабаном 200 или ходовым механизмом 300, включающим в себя, по меньшей мере, один барабан, или часами 400, включающими в себя, по меньшей мере, один ходовой механизм 300, включающий в себя, по меньшей мере, один барабан 200.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЛОК РУЛЕВЫХ ПРИВОДОВ | 2008 |
|
RU2370412C1 |
| СПОСОБ ПРЕССОВОЙ ПРОКАТКИ ХОДОВОЙ ПРУЖИНЫ ЧАСОВОГО МЕХАНИЗМА | 2017 |
|
RU2681514C2 |
| ТЯГОВОЕ УСТРОЙСТВО ВОЛОЧИЛЬНОГО СТАНА | 1993 |
|
RU2029643C1 |
| БАРАБАН ЧАСОВОГО МЕХАНИЗМА С УМЕНЬШЕННЫМ ДИАМЕТРОМ СЕРДЕЧНИКА | 2012 |
|
RU2557673C1 |
| ПРОТИВОУДАРНАЯ ПРУЖИНА БАЛАНСА ЧАСОВ | 2013 |
|
RU2616895C2 |
| Волочильный барабан | 1984 |
|
SU1230708A1 |
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| РОТАЦИОННЫЙ УЗЕЛ ДЛЯ ТУРБИННОГО ДВИГАТЕЛЯ, СОДЕРЖАЩЕГО САМОПОДДЕРЖИВАЮЩИЙСЯ КОЖУХ РОТОРА | 2015 |
|
RU2712560C2 |
| ЭПИЛЯЦИОННЫЙ ПРИБОР С ЗАХВАТНЫМИ ЩИПЦАМИ | 2004 |
|
RU2345689C2 |
| УЗЕЛ БАРАБАНА, КАРТРИДЖ, УСТРОЙСТВО ФОРМИРОВАНИЯ ЭЛЕКТРОФОТОГРАФИЧЕСКИХ ИЗОБРАЖЕНИЙ И МУФТОВЫЙ ЭЛЕМЕНТ | 2020 |
|
RU2754933C1 |
Способ (21) изготовления вала (10) барабана для часов, включающий в себя - волочение заготовки для образования непрерывного профиля (30), выступающего или углубленного относительно опорного сектора (2), который имеет ось (DC) дополнительной обработки, параллельную оси заготовки и сечение которого сопрягается с сечением ответного зацепляющегося средства (3), которое должно быть выполнено на вышеуказанном валу (1); - механическую обработку всего наружного контура вала (1) на операции дополнительной обработки. Приводной элемент (100), включающий в себя - заданную спиральную ходовую пружину (10), включающую в себя у внутреннего конца (12) зацепляющееся средство (13), имеющее заданный профиль (14); - вал (1), изготавливаемый этим способом и содержащий опорный сектор (2) для поддержки вышеуказанного первого витка (11) и ответное зацепляющееся средство (3), имеющее ответный профиль (314) по отношению к вышеуказанному профилю (14) для совместного поворачивания с вышеуказанной ходовой пружиной (10). 14 з.п. ф-лы, 50 ил.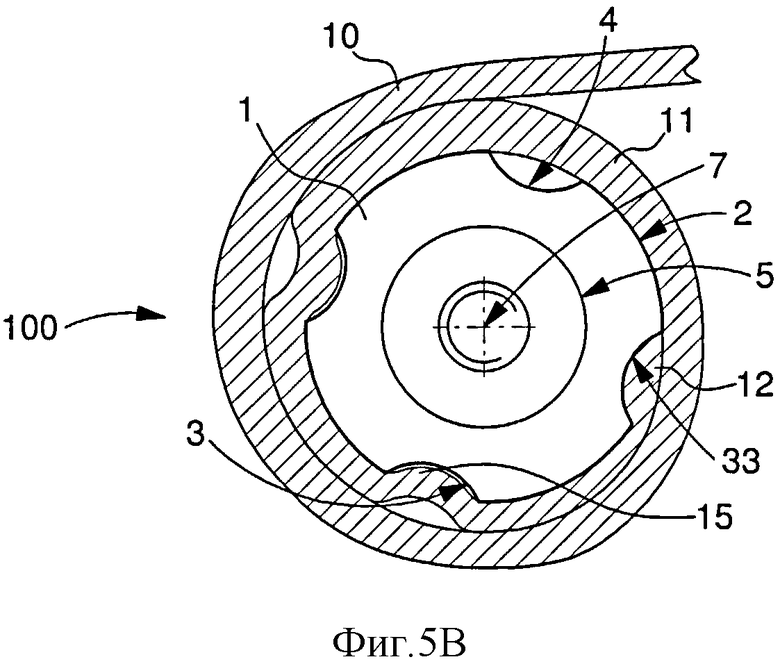
1. Способ изготовления приводного элемента (100) для цилиндра часов, содержащего, по меньшей мере, одну спиральную ленточную ходовую пружину (10) заданного типа с первым внутренним витком (11), имеющим заданную первую ширину (LI) и первую толщину (EI), при этом вышеуказанный первый внутренний виток (11) содержит для удерживания на валу (1) барабана на внутреннем конце (12) удерживающее или зацепляющееся средство (13), имеющее заданный профиль (14), при этом вышеуказанный приводной элемент (100) также содержит вал (1) барабана,
отличающийся тем, что
при изготовлении вышеуказанного вала (1) на первой операции волочения заготовку протягивают для образования вокруг оси, параллельной направлению волочения, постепенно увеличивающегося профиля (30) в форме улитки между меньшим радиусом (R1) и большим радиусом (R2) со ступенью (60) между точками вышеуказанного большего радиуса R2) и вышеуказанного меньшего радиуса (R1), при этом вышеуказанный профиль (30) в форме улитки содержит опорный сектор (2) для вышеуказанного внутреннего витка (11), а на второй дополнительной операции или операции обточки вышеуказанной тянутой заготовки вокруг оси (DC) дополнительной обработки, параллельной или совпадающей с направлением волочения, посредством механической обработки или обтачивания получают полный наружный контур вышеуказанного вала (1), содержащий, по меньшей мере, один цилиндрический конец (5; 6) для поворотного направления вышеуказанного вала (1), при этом вышеуказанную ступень (60) используют или как упорное средство для вышеуказанного средства (13) удерживания или зацепления вышеуказанной ходовой пружины (10), когда вышеуказанная ступень (60) используется в состоянии после волочения, или как ответное упорное или зацепляющееся средство (3) для вышеуказанного средства (13) удерживания или зацепления ходовой пружины (10), когда вышеуказанная ступень (60) подвергается повторной механической обработке во время вышеуказанной второй операции дополнительной обработки или обтачивания, при этом на вышеуказанной второй операции дополнительной обработки посредством механической обработки изготавливают канавку (44) вокруг оси (DC) дополнительной обработки, параллельной направлению волочения, и ширину канавки регулируют в направлении вышеуказанной оси дополнительной обработки для удерживания в требуемом положении вышеуказанного внутреннего витка (11) вышеуказанной ходовой пружины (10) в направлении вышеуказанной оси (DC) дополнительной обработки, по меньшей мере, в одной точке при вращении, и вышеуказанная канавка (44) пересекается с вышеуказанной ступенью (60) между поверхностями наименьшего радиуса (R1) и наибольшего радиуса (R2) и, по существу, касается вышеуказанного профиля (30) в форме улитки в зоне диаметрально противоположной вышеуказанной ступени (60) относительно вышеуказанной оси (DC) дополнительной обработки вышеуказанной канавки.
2. Способ изготовления приводного элемента (100) по п.1, отличающийся тем, что вышеуказанную ступень (60) изготавливают с разницей между вышеуказанным наименьшим радиусом (R1) и вышеуказанным наибольшим радиусом (R2), которая превышает или равна вышеуказанной толщине (Е1) вышеуказанной ходовой пружины (10).
3. Способ изготовления приводного элемента (100) по п.2, отличающийся тем, что вышеуказанное средство (13) удерживания или зацепления вышеуказанной ходовой пружины (10) изготавливают с Т-образным профилем внутреннего конца (12) вышеуказанного первого внутреннего витка (11), содержащим поперечный элемент (18), прикрепленный с помощью сердцевины (19) уменьшенной толщины (LL) к основной части, имеющей вышеуказанную первую ширину (LI) вышеуказанной ходовой пружины (10), при этом ширину вышеуказанной канавки (44) выбирают так, чтобы она превышала или была равна вышеуказанной уменьшенной ширине (LL) вышеуказанной сердцевины (19).
4. Способ изготовления приводного элемента (100) по п.2, отличающийся тем, что вышеуказанное средство (13) удерживания или зацепления вышеуказанной ходовой пружины (10) изготавливают с профилем типа «ласточкин хвост», где ширина наиболее широкого участка больше ширины вышеуказанной канавки (44), так что наиболее узкий участок не может перемещаться при опирании на вышеуказанную ступень (60) у входа в вышеуказанную канавку (44).
5. Способ изготовления приводного элемента (100) по п.2, отличающийся тем, что после механической обработки вышеуказанной канавки (44) вышеуказанное средство (13) удерживания или зацепления вышеуказанной ходовой пружины (10) размещают таким образом, что оно примыкает к вышеуказанной ступени (60) или к вышеуказанному ответному упорному или зацепляющемуся средству (3), механически обработанному у вышеуказанной ступени (60), а вышеуказанная ходовая пружина (10) становится неподвижной и нереверсивной в вышеуказанной канавке (44) посредством сварки и/или пайки и/или расплющивания вышеуказанного вала (1) и/или вышеуказанной ходовой пружины (10).
6. Способ изготовления приводного элемента (100) по п.1, отличающийся тем, что вышеуказанное средство (13) удерживания или зацепления вышеуказанной ходовой пружины (10) изготавливают, по меньшей мере, с одним выступом (15) на вышеуказанном первом внутреннем витке (11), что обеспечивается локальной пластической деформацией вышеуказанной ходовой пружины (10).
7. Способ изготовления приводного элемента (100) по п.1, отличающийся тем, что вышеуказанное средство (13) удерживания или зацепления вышеуказанной ходовой пружины (10) изготавливают, по меньшей мере, с одним выступом (16А) на вышеуказанном первом внутреннем витке (11), изготовленным посредством штамповки вышеуказанной ходовой пружины (10).
8. Способ изготовления приводного элемента (100) по п.1, отличающийся тем, что вышеуказанное средство (13) удерживания или зацепления вышеуказанной ходовой пружины (10) изготавливают в форме приводного упорного механизма (17) посредством изгибания и/или прокатки вышеуказанной ходовой пружины (10) к вышеуказанной оси (DC) дополнительной обработки у ее внутреннего конца (12).
9. Способ изготовления приводного элемента (100) по п.1, отличающийся тем, что вышеуказанную ходовую пружину (10) изготавливают с ушком (16) на внутреннем конце (12) вышеуказанного первого внутреннего витка (11), а вышеуказанную ступень (60) повторно механически обрабатывают в форме крючка (34), соединенного с полостью (35) и имеющего профиль, сопрягающийся с профилем вышеуказанного ушка (16).
10. Способ изготовления приводного элемента (100) по п.1, отличающийся тем, что вышеуказанный улиткообразный профиль (30) имеет два, по существу, диаметрально противоположных плоских участка (36, 37) относительно вышеуказанной оси (DC) дополнительной обработки, а вышеуказанная ходовая пружина (10) приварена и/или припаяна к вышеуказанной оси (1) нереверсивным образом, по меньшей мере, в двух точках (51, 52) вышеуказанных плоских участков (36, 37).
11. Способ изготовления приводного элемента (100) по п.1, отличающийся тем, что вышеуказанный улиткообразный профиль (30) включает в себя, по меньшей мере, два плоских участка (36, 37) для приведения в действие вышеуказанного вала (1) с помощью храповика.
12. Способ изготовления приводного элемента (100) по п.1, отличающийся тем, что, по меньшей мере, один участок вышеуказанного опорного сектора (2) вышеуказанной ходовой пружины (10) имеет шероховатость поверхности Ra более 12 микрон в форме бороздок, изготавливаемых во время вышеуказанной операции волочения.
13. Способ изготовления приводного элемента (100) по п.1, отличающийся тем, что, по меньшей мере, один участок вышеуказанного опорного сектора (2) вышеуказанной ходовой пружины (10) имеет шероховатость поверхности Ra более 12 микрон в форме рифленого участка, изготавливаемого во время вышеуказанной операции волочения.
14. Способ изготовления приводного элемента (100) по п.1, отличающийся тем, что вышеуказанную ходовую пружину (10) предварительно прокатывают различным образом, а вышеуказанная толщина (EI) вышеуказанного первого витка (11) вышеуказанной ходовой пружины (10) меньше толщины (ES) следующих витков вышеуказанной ходовой пружины (10), которые имеют постоянное или постепенно увеличивающееся сечение при удалении от вышеуказанного первого внутреннего витка (11).
15. Способ изготовления приводного элемента (100) по п.1, отличающийся тем, что, по меньшей мере, вышеуказанный внутренний конец (12) вышеуказанного первого внутреннего витка (11) вышеуказанной ходовой пружины (10) имеет шероховатость поверхности Ra более 12 микрон на внутренней поверхности, которая примыкает к опорному сектору (2) вышеуказанного вала (1).
| US 3844108 A, 29.10.1974 | |||
| US 820252 A, 08.05.1906 | |||
| US 2009086584 A1, 02.04.2009 | |||
| СПОСОБ ВЗЯТИЯ КОСТНОГО ТРАНСПЛАНТАТА ИЗ ПОДВЗДОШНОЙ КОСТИ | 2007 |
|
RU2329000C1 |
| DE 1176574 B, 20.08.1964. | |||

