Область техники, к которой относится изобретение
Объектом настоящего изобретения является способ прессовой прокатки спиральной части ходовой пружины часового механизма из предварительно протянутой и прокатанной проволоки, содержащей последовательно расположенные с начала ленты следующие элементы: петлю, сформированную до вышеуказанной прессовой прокатки, центр кривизны которой расположен на внешней стороне указанной проволоки; шейку, представляющую собой область нулевой кривизны и образующую область для сгибания; и область аккумуляции, которая в процессе указанной прессовой прокатки преобразуется в спираль, центр кривизны которой расположен на внутренней стороне указанной проволоки, противоположной указанной внешней стороне; указанная область аккумуляции завершается концом ленты.
Настоящее изобретение относится к ходовым пружинам часовых механизмов и их производству.
Уровень техники
Производство ходовых пружин часовых механизмов является сложным процессом, включающим в себя множество операций, в том числе операцию формирования кольца и/или операцию прессовой прокатки части проволоки, на одном конце которой была предварительно сформирована петля, с целью формирования пружинной ленты.
Такая операция прессовой прокатки является сложной и требует идеальной воспроизводимости. Обработка пружины после выполнения операции прессовой прокатки является затруднительной.
В патентной заявке Швейцарии № 708674A2 (заявитель - компания Générale Ressort) раскрывается оборудование для формирования металлической проволоки в процессе производства ходовых пружин, содержащее систему для перемещения проволоки в двух противоположных направлениях и устройство для направления и эжектирования проволоки; оборудование включает в себя также устройство прессовой прокатки, расположенное на первом направлении относительно системы привода, устройство для формирования петли, расположенное на втором, противоположном направлении, и центральное проволоко-направляющее устройство, расположенное на системе привода и служащее для взаимодействия по меньшей мере с одним из устройств прессовой прокатки и формирования петли с целью деформирования металлической проволоки.
В Международной патентной заявке № 2008/102388 A1 (заявитель - компания of Boldrini S.P.A.) раскрывается вальцовый пресс, содержащий опорную конструкцию, на которой установлены два вальца и прижимной валец, которые, взаимодействуя друг с другом и определяют криволинейную траекторию подачи изгибаемой пластины. Опорные вальцы могут перемещаться относительно нажимного вальца для изменения по меньшей мере одного параметра кривизны траектории подачи. Кроме того, устройство содержит два шарнирных кинематических механизма, каждый из которых воздействует на соответствующий валец для перемещения его по одной из множества траекторий в плоскости, перпендикулярной оси вращения вальца.
Раскрытие сущности изобретения
Задача прессовой прокатки заключается в обеспечении работы пружины. Фактически, вся пружинная лента должна создавать максимальный крутящий момент при отпускании ходовой пружины. Это означает, что в любом месте ленты поверхность пружины в полностью закрученном состоянии напряжена до своего предела упругости.
Настоящее изобретение предлагает модифицировать технологию прессовой прокатки, устранив обычную дорогостоящую операцию формирования пружины в кольцо в конце производства, например, для проведения обработки, и, более конкретно, производить промежуточный продукт, который можно хранить и транспортировать в плоском состоянии.
Изобретение должно позволять избежать ненужного использования технологических установок с крупногабаритными инструментами и облегчить обработку пружин, устраняя обычные операции удаления кольца после обработки.
Процесс прессовой прокатки заключается в принудительном пропускании пружинной ленты между двумя вальцами и приводным валом с целью обеспечения трехточечного изгиба ленты и её пластической деформации.
Прокатка обычно выполняется с постоянным диаметром, что, как правило, приводит к смыканию друг с другом витков пружины, которые не могут восстановить свою плоскую форму после выхода из плоскости витков. Эта проблема является тем более значительной, чем меньше диаметр пружины.
Настоящим изобретением предлагается способ постепенной или изменяемой прессовой прокатки, дающий возможность производства прокатанной пружины с постоянным (или изменяющимся, в зависимости от настроек) зазором между витками. Задача заключается в облегчении обработки в ходе последующих операций производственного процесса и в устранении происходящего обычно спутывания пружин в кучу. Данное изобретение обеспечивает возможность прессовой прокатки пружины с меньшим диаметром в начале процесса прокатки и с увеличением диаметра по мере приближения к петле.
Принцип настоящего изобретения заключается также в принудительном пропускании пружинной ленты между тремя точками с обеспечением её трехточечного изгиба с превышением предела упругости в текущей точке и созданием, таким образом, прокатанной части пружины.
В связи с этим, объектом изобретения является способ прессовой прокатки ходовой пружины для часового механизма по п. 1.
Краткое описание чертежей
Другие отличительные признаки и преимущества данного изобретения станут более ясными после ознакомления с приведенным ниже его подробным описанием со ссылками на приложенные чертежи.
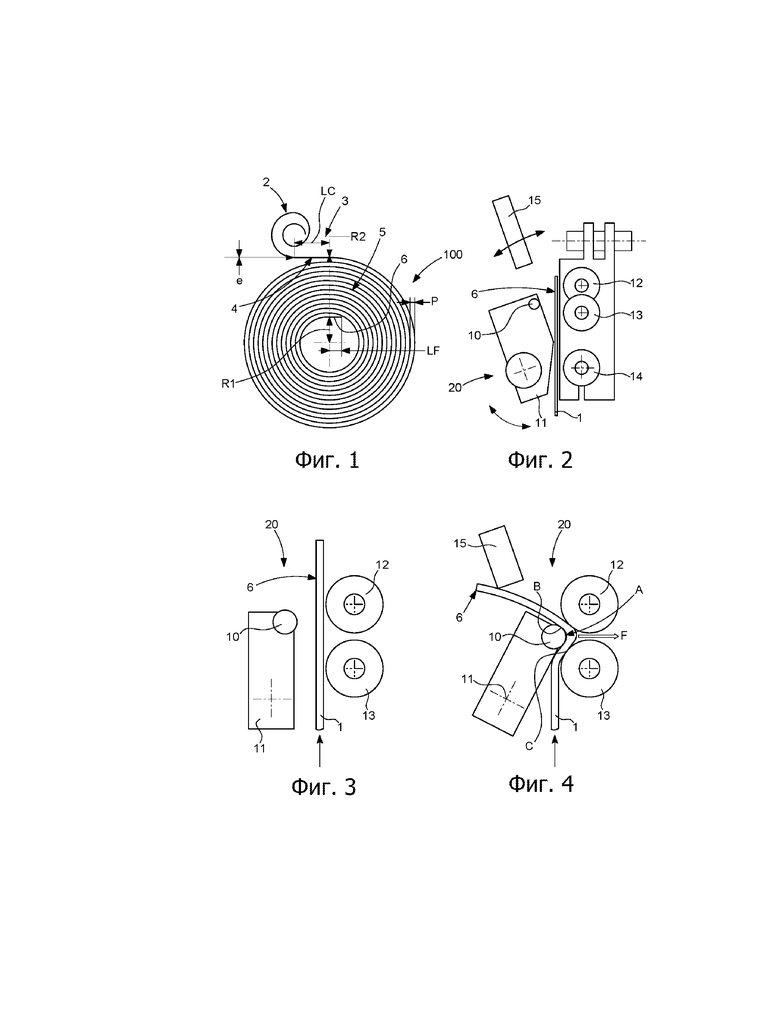
На фиг. 1 показан схематичный вид в плане ходовой пружины часового механизма, полученной способом согласно настоящему изобретению;
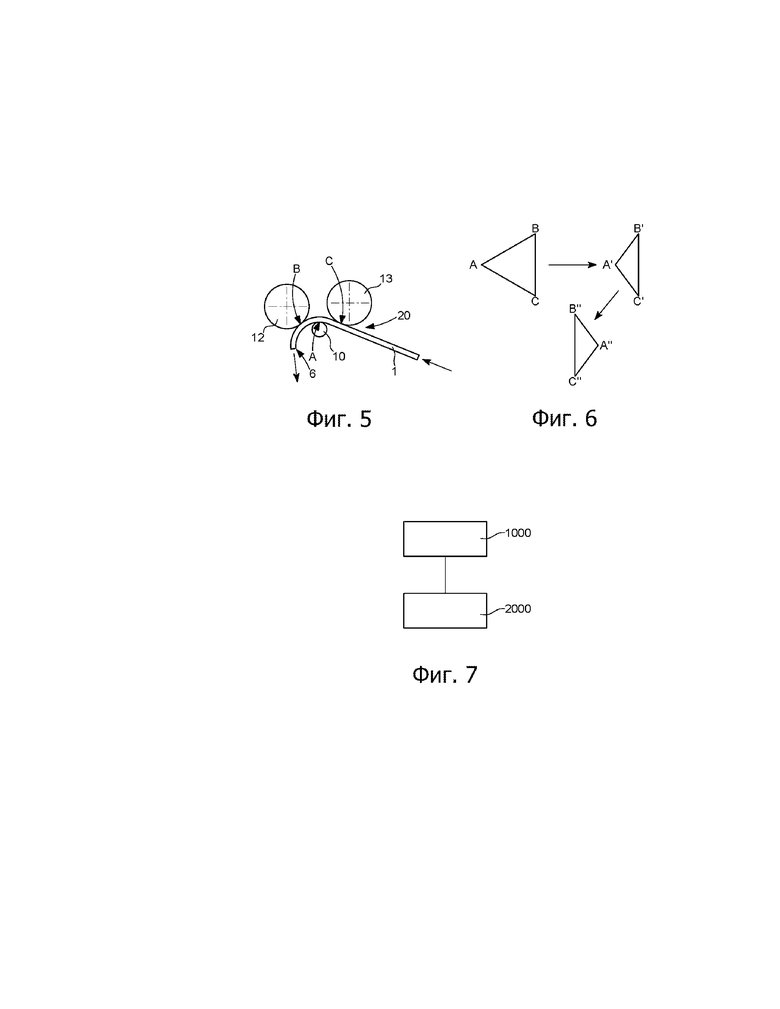
на фиг. 2 – схематичный вид сверху вальцового пресса для реализации способа согласно настоящему изобретению, с проволокой, вставленной для выполнения прессовой прокатки;
на фиг. 3 – аналогично фиг. 2, проволока в контакте с тремя опорно-направляющими средствами, расположенными по обе стороны проволоки;
на фиг. 4 – аналогично фиг. 3, промежуточное опорно-направляющее средство, оказывающее давление на проволоку;
на фиг. 5 – аналогично фиг. 4, другой угол вставки проволоки в вальцовый пресс;
на фиг. 6 – схема деформации треугольника, вершины которого являются точками контакта трех опорно-направляющих средств с проволокой, при смещении промежуточного опорно-направляющего средства относительно двух краевых опорно-направляющих средств;
на фиг. 7 – блок-схема основных операций способа согласно настоящему изобретению.
Осуществление изобретения
Настоящее изобретение касается способа прессовой прокатки спиральной части ходовой пружины 100 часового механизма из предварительно протянутой и прокатанной проволоки 1.
Данная проволока 1 толщиной "e" содержит располагающуюся первой с начала ленты петлю 2, сформированную до прессовой прокатки, центр кривизны которой расположен на внешней стороне проволоки 1.
Таким образом, первая операция 1000 заключается в создании предварительно протянутой и прокатанной проволоки 1 с полностью сформированной петлей 2. В частности, данная петля содержит расположенное в надлежащем месте обычное отверстие, служащее для взаимодействия с крюком вала барабана. Операция подготовки такой проволоки со сформированной петлей является стандартной и известной технологией для специалистов в данной области техники, специализирующихся в области производства ходовых пружин, поэтому не будет здесь подробно описана.
За данной петлей 2 расположена шейка 3 длиной LC, представляющая собой область 4 нулевой кривизны и образующая область сгибания.
За шейкой 3 расположена область 5 аккумуляции, которая является единственной областью, задействуемой в ходе второй операции 2000 согласно настоящему изобретению, представляющей собой операцию прессовой прокатки. В ходе этой операции прессовой прокатки данная область 5 аккумуляции скручивается в спираль, центр кривизны которой расположен на внутренней стороне проволоки 1, противоположной внешней стороне.
Область 5 аккумуляции заканчивается концом 6 ленты и может, предпочтительно, но не обязательно, представлять собой короткий не спиральный участок длиной LF, который образует первую часть при начале операции прессовой прокатки.
Операция согласно настоящему изобретению представляет собой переменную операцию прессовой прокатки, выражаясь более конкретно, постепенную операцию прессовой прокатки.
Настоящим изобретением предлагается вальцовый пресс 20, содержащий по меньшей мере первое опорно-направляющее средство 10, служащее для приложения силы F к проволоке 1 в первой промежуточной зоне A контакта, расположенной между второй B и третьей C краевыми зонами контакта, расположенными соответственно на втором 12 и третьем 13 опорно-направляющих средствах, входящих в состав вальцового пресса 20, с целью закручивания области 5 аккумуляции в направлении, противоположном направлению закручивания петли 2.
По мере перемещения проволоки 1 внутрь вальцового пресса 20, положение первой зоны A контакта постепенно изменяется, и происходит её удаление от второй зоны B контакта и третьей зоны C контакта с целью изменения радиуса прессовой прокатки от первого минимального значения R1 до второго максимального значения R2 в точке соединения области 5 аккумуляции с шейкой 3, после чего операция прессовой прокатки завершается.
На фиг. 3 показана проволока 1, находящаяся в контакте с тремя опорно-направляющими средствами 10, 12, 13, находящимися по обе стороны от проволоки 1, в начале операции прессовой прокатки. На фиг. 4 изображено промежуточное опорно-направляющее средство 10, оказывающее давление на проволоку 1. На фиг. 6 показана схема деформации треугольника ABC, вершины которого являются точками контакта трех опорно-направляющих средств 10, 12, 13 с проволокой 1, при смещении промежуточного опорно-направляющего средства 10 относительно двух краевых опорно-направляющих средств 12 и 13.
В одном из возможных вариантов реализации изобретения третье опорно-направляющее средство 13 является неподвижным.
В одном из возможных вариантов реализации изобретения второе опорно-направляющее средство 12 также является неподвижным.
В одном из возможных вариантов реализации изобретения первое опорно-направляющее средство 10 перемещается относительно второго и третьего опорно-направляющих средств 12, 13, которые являются неподвижными.
В одном из возможных вариантов реализации изобретения первое опорно-направляющее средство 10 и/или второе опорно-направляющее средство 12 перемещаются относительно третьего опорно-направляющего средства 13, которое является неподвижным.
В одном из возможных вариантов реализации изобретения подвижный элемент 11, на котором установлено первое опорно-направляющее средство 10, перемещается по меньшей мере с одной степенью свободы для приложения силы F к проволоке 1.
В частности, подвижный элемент 11 совершает равномерное поступательное движение, что делает возможным осуществление постепенной прессовой прокатки согласно настоящему изобретению.
На фиг. 3 и 4 показан, в частности, неограничивающий возможный вариант реализации, при котором вышеупомянутый подвижный элемент 11 шарнирно поворачивается относительно оси, что обеспечивает практическую деформацию треугольника ABC точек контакта.
В одном из возможных вариантов реализации изобретения в устройстве предусмотрено отклоняющее устройство 15, которое воздействует на часть проволоки 1, выходящую из области прессовой прокатки, с целью обеспечения её правильного закручивания.
Каждое из первого 10, второго 12 и третьего 13 опорно-направляющих средств может быть выполнено в виде фиксированного вала и свободновращающегося вальца или вальца с приводом для обеспечения перемещения проволоки 1 внутрь вальцового пресса 20.
В случае если более чем один из вальцов выполняется приводным, они могут не быть идеально синхронизированы, например, с целью создания натяжения проволоки 1 в области прессовой прокатки между второй зоной B контакта и третьей зоной C контакта. Как вариант, второе опорно-направляющее средство 12 и третье опорно-направляющее средство 13 выполнены приводными, при этом второе средство 12 создает немного более высокую тангенциальную скорость, чем третье средство 13.
Дополнительное введение в процесс операции штамповки дает возможность устранить плоский прокатанный участок в конце ленты с самого начала операции прессовой прокатки с целью создания кольцобразной формы для термообработки. Это может помочь избежать изгибания обычных пружин с помощью дополнительных натяжных роликов.
Настоящее изобретение показано на неограничивающем примере одного из возможных вариантов его реализации, в котором первое опорно-направляющее средство 10 выполнено в виде вала, а второе опорно-направляющее средство 12 и третье опорно-направляющее средство 13 выполнены в виде вальцов. В нескольких словах можно сказать, что в один конкретный момент времени поверхности контакта между валом 10, двумя вальцами 12, 13 и проволокой 1 образуют на проволоке профиль, близкий к дуге окружности, с постоянной текущей кривизной.
Для получения с помощью установки плоской пружины 100 в процессе прессовой прокатки спиральной области 5 аккумуляции данная текущая кривизна должна измеряться более или менее равномерно.
Эта текущая кривизна увеличивается, по возможности равномерно, от конца ленты до шейки.
С этой целью, например, может использоваться подвижный элемент 11 с установленным на нем валом 10, который оказывает на проволоку 1 давление, равномерно возрастающее по мере её перемещения, которое определяется скоростью вращения по меньшей мере одного приводного вальца, например вальца 14 на фиг. 2 или вальца 12 и/или 13, скорость вращения которых также может регулироваться.
Для количественного определения диаметров прессовой прокатки будут рассмотрены несколько примеров с различными размерами:
- внутренний или начальный диаметр 2R1: 3-15 мм;
- внешний или окончательный диаметр 2R2: 12-40 мм;
- Шаг намотки P: равен толщине ленты;
- длина ленты: 100 -1000 мм.
Для реализации данного способа используется вальцовый пресс 20, содержащий различные описанные выше устройства.
Данный вальцовый пресс 20 содержит область прессовой прокатки, в которую поступает проволока 1 с предварительно сформированной на ней петлей 2 на одном конце, причем на первой стороне области прессовой прокатки расположено по меньшей мере одно первое опорно-направляющее средство 10, служащее для приложения силы F к проволоке 1 в первой промежуточной зоне A контакта, расположенной между второй B и третьей C краевыми зонами контакта, расположенными соответственно на втором 12 и третьем 13 опорно-направляющих средствах, входящих в состав вальцового пресса 20 и расположенными на второй стороне области прессовой прокатки, противоположной её первой стороне. В результате приложения силы F к проволоке 1 на ней формируется область 5 аккумуляции, направление закручивания которой противоположно направлению закручивания петли 2.
В частности, первое опорно-направляющее средство 10 может перемещаться относительно второго 12 и третьего 13 опорно-направляющих средств.
Более конкретно, вальцовый пресс 20 содержит средства для перемещения первого опорно-направляющего средства 10 с целью создания изменяемой силы F.
Более конкретно, указанные перемещающие средства служат для равномерного поступательного перемещения подвижного элемента 11 с установленным на нем по меньшей мере одним первым опорно-направляющим средством 10 с целью осуществления постепенной прессовой прокатки. Более конкретно, указанные перемещающие средства служат по меньшей мере для одного шарнирного перемещения подвижного элемента 11.
Более конкретно, вальцовый пресс 20 содержит отклоняющее устройство 15, установленное в области участка проволоки 1, выходящего из области прессовой прокатки, для обеспечения её надлежащей закрутки. Разумеется, указанное отклоняющее устройство 15 может быть приводным, а также может иметь одну или несколько степеней свободы.
Более конкретно, первое опорно-направляющее средство 10 и/или второе опорно-направляющее средство 12, и/или третье опорно-направляющее средство 13 выполнены в виде приводного вальца для обеспечения перемещения проволоки 1 в область прессовой прокатки. Более конкретно, по меньшей мере два из вышеуказанных первого 10, второго 12 и третьего 13 опорно-направляющих средств являются приводными и не синхронизированы с целью создания натяжения проволоки 1 в области прессовой прокатки.
Более конкретно, вальцовый пресс 20 содержит по меньшей мере один приводной валец 14 для перемещения проволоки 1 в область прессовой прокатки.
Также предусмотрены различные приводные средства, служащие для обеспечения выхода проволоки 1 из вальцового пресса 20 по окончании операции прессовой прокатки.
Предпочтительно, вальцовый пресс 20 может содержать средства привода и/или средства хранения информации для привода различных приводных элементов и реализации сохраненной последовательности действий идентичным образом с целью обеспечения воспроизводимости параметров пружин в процессе производства. Кроме того, указанные средства привода могут применяться совместно с датчиками для измерения толщины пружины после выхода из области прессовой прокатки и/или измерения вогнутости пружины после прессовой прокатки.
Настоящее изобретение обеспечивает возможность производства ходовой пружины 100 часового механизма, витки которой являются раздельными и расположены на расстоянии друг от друга, когда пружина находится в свободном состоянии. Более конкретно, данная пружина 100 представляет собой пружину с тефлоновым покрытием, витки которой расположены на расстоянии друг от друга, когда пружина находится в свободном состоянии. Изобретение дает возможность производить такую пружину.
Технология равномерной прессовой прокатки согласно настоящему изобретению обеспечивает несколько преимуществ:
- проволока перемещается в одном направлении;
- устранение или по меньшей мере уменьшение спутывания пружин при обработке после прокатки и во время пакетной обработки, например, сокращение продолжительности термообработки, очистки, нанесения тефлонового покрытия, загрузки в автоматы, благодаря отделенности витков пружины друг от друга, поскольку способ прессовой прокатки согласно настоящему изобретению обеспечивает плоскую конфигурацию пружины и устраняет возможность её раскручивания при обработке;
- уменьшение количества царапин в результате трения о вальцы и валы вальцового пресса;
- устранение контакта между витками, что обеспечивает повышение эффективности очистки, в частности, с помощью растворителей, и нанесения тефлонового покрытия;
- уменьшение спутывания витков пружин, которое часто происходило в пружинах существующего уровня техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухвальцовый станок с межвальцовым устройством | 2016 |
|
RU2631688C1 |
| ПРЕССОВАЯ ТКАНЬ, ПРЕДОТВРАЩАЮЩАЯ ОБРАТНУЮ ВЛАГООТДАЧУ | 2003 |
|
RU2328568C2 |
| СВЕРХЭЛАСТИЧНАЯ ТКАНЬ | 2010 |
|
RU2534064C2 |
| СВЕРХЭЛАСТИЧНАЯ ТКАНЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ ТКАНИ | 2012 |
|
RU2603560C2 |
| ЛЕНТОЧНО-ВАЛЬЦОВЫЙ СТАНОК | 2013 |
|
RU2538115C1 |
| БЕСКОНЕЧНАЯ ЛЕНТА С РЕГУЛИРУЕМОЙ ВЕЛИЧИНОЙ ЖЕЛОБКОВ | 2004 |
|
RU2384663C2 |
| ДИСКО-ВАЛЬЦОВЫЙ СТАНОК | 2010 |
|
RU2442656C1 |
| СПОСОБ ПРОКАТКИ С ПРИМЕНЕНИЕМ ОДНОЦИЛИНДРОВОГО ТОЛКАЕМОГО ВАЛКА, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ ПО ДАННОМУ СПОСОБУ | 2009 |
|
RU2493265C2 |
| Вальцовый пресс для брикетирования сыпучих материалов | 1975 |
|
SU549351A1 |
| Двухвальцовый станок | 2018 |
|
RU2680580C1 |
Изобретение относится к производству ходовых пружин часовых механизмов. Представлен способ прессовой прокатки ходовой пружины из проволоки, содержащей предварительно сформированную петлю, в котором применяют вальцовый пресс, содержащий первое опорно-направляющее средство, прикладывающее силу к указанной проволоке в первой зоне контакта, расположенной между второй и третьей зонами контакта, находящимися на втором и третьем опорно-направляющих средствах, для закручивания расположенной после указанной петли области аккумуляции в направлении, противоположном направлению закрутки указанной петли, при этом в процессе перемещения указанной проволоки положение первой зоны контакта постепенно изменяется таким образом, что указанная первая зона контакта постепенно отходит в сторону от второй и третьей зон контакта, для изменения радиуса прессовой прокатки от первого, минимального, значения до второго, максимального, значения на шейке в месте соединения указанной области аккумуляции с указанной петлей. Упрощается процесс изготовления пружины, обеспечивается возможность транспортировки и хранения в плоском состоянии. 9 з.п. ф-лы, 7 ил.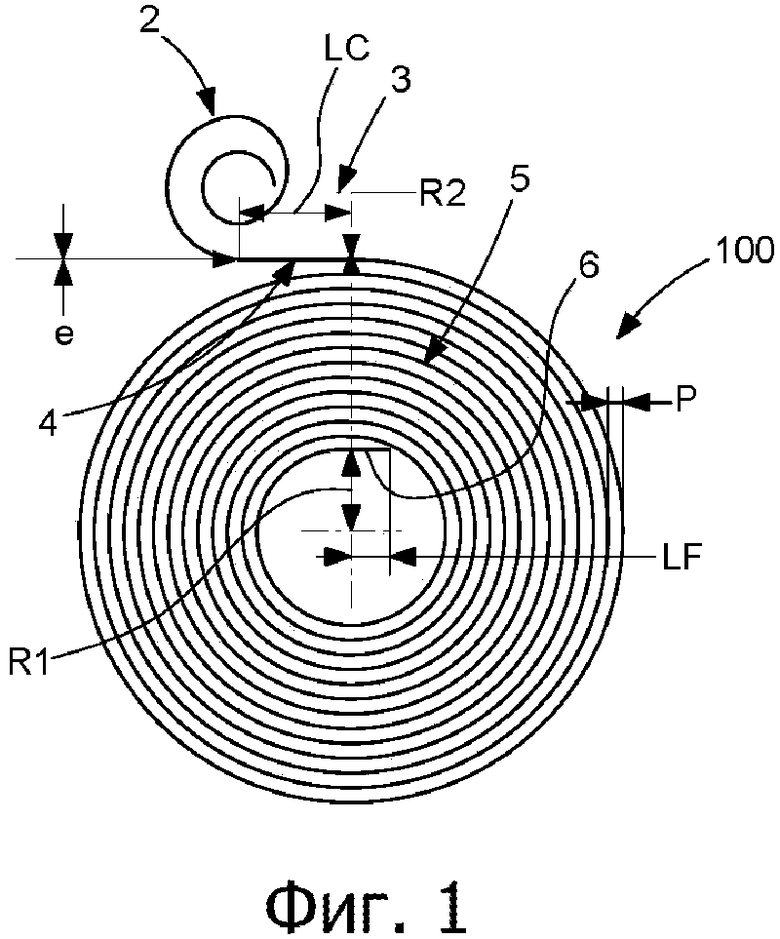
1. Способ прокатки спиральной части ходовой пружины (100) часового механизма, выполненной из предварительно протянутой и прокатанной проволоки (1) с предварительно сформированной петлей (2), центр кривизны которой расположен на внешней стороне проволоки, включающий использование вальцового пресса (20) с расположенными по обе стороны проволоки первым опорно-направляющим средством (10), вторым опорно-направляющим средством (12) и третьим опорно-направляющим средством (13), отличающийся тем, что осуществляют принудительное пропускание проволоки (1) в виде пружинной ленты с обеспечением ее трехточечного изгиба с превышением предела упругости в текущей точке, при этом к указанной проволоке (1) прикладывают силу (F) в первой зоне (A) контакта, расположенной между второй (B) и третьей (C) зонами контакта, находящимися на втором (12) и третьем (13) опорно-направляющих средствах, для закручивания области (5) аккумуляции, расположенной после указанной петли (2), в направлении, противоположном направлению закрутки указанной петли (2), причем в процессе перемещения указанной проволоки (1) постепенно изменяют положение указанной первой зоны (A) контакта путем перемещения указанной первой зоны (A) контакта в сторону от указанных второй (B) и третьей (C) зон контакта с изменением радиуса ходовой пружины от первого, минимального, значения (R1) до второго, максимального, значения (R2) на шейке (3), образованной в месте соединения указанной области (5) аккумуляции с указанной петлей (2).
2. Способ по п. 1, отличающийся тем, что прокатку осуществляют до достижения пружиной второго, максимального, значения (R2).
3. Способ по п. 1, отличающийся тем, что положение указанного третьего опорно-направляющего средства (13) и/или указанного второго опорно-направляющего средства (12) является неизменным.
4. Способ по п. 3, отличающийся тем, что указанное первое опорно-направляющее средство (10) выполнено с возможностью перемещения относительно указанного второго (12) и третьего (13) опорно-направляющих средств, положение которых неизменно.
5. Способ по п. 1, отличающийся тем, что указанное первое опорно-направляющее средство (10) и/или указанное второе опорно-направляющее средство (12) выполнены с возможностью перемещения относительно указанного третьего (13) опорно-направляющего средства, положение которого неизменно.
6. Способ по п. 1, отличающийся тем, что обеспечивают правильное закручивание проволоки (1) посредством отклоняющего устройства (15), установленного на траектории перемещения указанной проволоки (1) в месте ее выхода из области прокатки вальцового пресса.
7. Способ по п. 6, отличающийся тем, что указанное отклоняющее устройство (15) выполнено с возможностью перемещения по меньшей мере с одной степенью свободы посредством привода.
8. Способ по п. 1, отличающийся тем, что обеспечивают прием проволоки в области прокатки вальцового пресса (20), обеспечивающей прием проволоки (1), на первой стороне которой расположено указанное первое опорно-направляющее средство (10), а на второй стороне, противоположной указанной первой стороне указанной области прокатки, расположены указанные второе (12) и третье (13) опорно-направляющие средства, при этом прикладывание указанной силы (F) осуществляют путем поступательного движения или равномерного поступательного движения средства перемещения указанного по меньшей мере одного первого опорно-направляющего средства (10), установленного на подвижном элементе (11) вальцового пресса (20) с обеспечением постепенной прокатки проволоки (1) при перемещении указанного подвижного элемента (11) по меньшей мере с одной степенью свободы.
9. Способ по п. 8, отличающийся тем, что обеспечивают натяжение указанной проволоки (1) в области прокатки, при этом используют одно первое опорно-направляющее средство (10), и/или второе опорно-направляющее средство (12), и/или третье опорно-направляющее средство (13) вальцевого пресса (20), выполненные в форме вальцов с приводом, обеспечивающим перемещение указанной проволоки (1), причем по меньшей мере два из указанных первого опорно-направляющего средства (10), второго опорно-направляющего средства (12) и третьего опорно-направляющего средства (13) выполнены приводными и не синхронизированы.
10. Способ по п. 9, отличающийся тем, что осуществляют измерение толщины ходовой пружины (100) после ее выхода из области прокатки и/или измерение вогнутости указанной пружины (100) после прокатки посредством средств привода и/или средств хранения информации, при этом сохраняют последовательность указанных действий, которые используют для повторного изготовления ходовых пружин, причем указанные средства привода применяют совместно с указанными датчиками для измерения толщины указанной пружины (100) после ее выхода из области прокатки и/или совместно с датчиками для измерения вогнутости указанной пружины после прокатки.
| WO 2008102388 A1, 28.08.2008 | |||
| RU 2013119128 A2, 27.10.2014 | |||
| DE 3615771 A, 12.11.1987 | |||
| Жаропрочный кислотостойкий припой | 1958 |
|
SU117808A1 |

