Область техники
Настоящее изобретение относится к металлическим банкам с отслаиваемыми крышками и, более конкретно, к способу герметичного прикрепления отслаиваемых крышек к металлическим банкам, использующему индукционный нагрев.
Уровень техники
Многие контейнеры, применяемые для хранения пищевых продуктов, снабжены отслаиваемой крышкой, легко отделяемой перед первым использованием продукта потребителем. Назначение таких отслаиваемых крышек заключается как в герметизации выходного отверстия контейнера, так и в выполнении функции надежного индикатора вскрытия банки. Использование отслаиваемой крышки лежит в основе легкого способа открывания контейнера без применения специальных инструментов, таких как ножницы или консервные ножи.
Контейнеры с отслаиваемыми крышками можно изготавливать из множества различных материалов, в число которых входят стекло, картон, пластик и металл. Картонные контейнеры в некоторых ситуациях могут быть пригодными для хранения пищевых продуктов, однако, для многих конкретных рынков сбыта, например, в странах с относительно жарким и/или влажным климатом они могут оказаться непригодными. Уязвимость по отношению к агрессивному воздействию вредителей (например мышей и крыс) и относительная непрочность также могут сделать картонные контейнеры непригодными для многих применений. Некоторые из тех же проблем возникают также для пластиковых и стеклянных контейнеров, но многие из этих вопросов находят свое решение при использовании металлических контейнеров (банок).
Банки, предназначенные для применения в специализированных сегментах рынка, например в сфере детских смесей, должны удовлетворять строгим стандартам безопасности. Это может создать проблемы при изготовлении металлической банки с отслаиваемой крышкой, в типичном варианте выполненной из фольги. В частности, требуется, чтобы банка, используемая для хранения порошкообразных детских смесей, сохраняла герметичность своего соединения с отслаиваемой крышкой даже при хранении в течение более трех месяцев при высоких температурах, таких как 45°С, и при перепаде давления 70 кПа между внутренним объемом банки и ее окружением.
В типичном варианте герметичное уплотнение между отслаиваемой крышкой из фольги и фланцем или кромкой металлической банки, направленным (направленной) внутрь и имеющим (имеющей) соответствующую конфигурацию, обеспечивают, на первой операции, нагревом герметизирующей поверхности фланца или кромки. Эту поверхность или противолежащую ей герметизирующую поверхность крышки покрывают связывающим материалом, которым обычно является лак или полимер. Затем на фланец накладывают крышку из фольги, а герметизацию обеспечивают воздействием комбинации тепла и давления, прикладываемых к установленной на свое место крышке.
Если заполненная герметизированная банка предназначена для дальнейшей обработки с целью варки или какого-то другого теплового воздействия на ее содержимое, предусмотрена возможность нанести на внутреннюю поверхность банки и на материал крышки полипропиленовые покрытия, которые сплавляются одно с другим, образуя герметичное уплотнение. Полученные в результате уплотнения способны выдерживать экстремальные условия обработки, такие как комбинация высокой температуры (типично 120°С или выше) и давления на крышку.
Повышенную температуру фланца можно обеспечить, используя резистивный или индукционный нагрев. В первом случае тепло передается на металлическую банку через непосредственный контакт с ней, а в случае индукционного нагрева через электромагнитную индукционную катушку пропускают переменный ток высокой частоты для создания электромагнитного поля. Катушку устанавливают так, чтобы она охватывала банку снаружи, в результате чего банка и, конкретно, ее участок, окружающий фланец, оказываются внутри индуцированного осевого электромагнитного поля. Вихревые токи, образующиеся во фланце и в окружающей его зоне банки, обеспечивают быстрый нагрев фланца. Индукционный нагрев по сравнению с резистивным в общем случае имеет преимущества, заключающиеся в том, что у него длительности нагрева короче и что не требуется непосредственный контакт с банкой (т.е. с одной и той же настройкой устройства индукционного нагрева можно обрабатывать банки различной формы).
Для некоторых применений желательно установить крышку из фольги в промежуточное положение по высоте корпуса банки, разделив таким образом корпус на два отделения. Герметичное отделение, расположенное под крышкой из фольги, используют для хранения пищевого продукта, а в отделение, расположенное над этой крышкой, можно поместить какой-то другой предмет, например пластиковую ложку.
Верхнее отверстие банки может быть закрыто пластиковой крышкой или другим подобным средством. Однако у банок, причем в особенности у банок этой конфигурации, известные режимы нагрева могут инициировать заметное повреждение внешнего вида, вызванное высокими температурами, до которых приходится нагревать наружную поверхность банки, чтобы довести температуру герметизирующей поверхности фланца до уровня, требуемого для получения герметичного соединения. В типичном случае, поскольку в интервале времени между исходным нагревом и наложением крышки из фольги фланец немного охладится, герметизирующая поверхность должна быть нагрета до температуры, существенно превышающей заданную. В добавление к сказанному, т.к. тепло к фланцу переносится с наружной поверхности банки, эта поверхность должна быть нагрета до избыточной температуры. Для нагрева связывающего материала, которому требуется температура примерно 160°С, фланец необходимо нагреть до 200°С, но за это время температура наружной поверхности может выйти на уровень 280°С. Требуемая для наружной поверхности температура такова, что может произойти оплавление этой поверхности, проявляющееся видимым образом, например, как изменение ее цвета.
Одно из возможных решений перечисленных проблем заключается в применении связывающего материала такого типа, который выполняет свою функцию при более низкой температуре по сравнению с материалами, обычно используемыми для этой цели. Например, может быть применен связывающий материал, затвердевающий при 90°С. В таком варианте отпадает необходимость в избыточном нагреве наружной поверхности банки, однако, такие банки стали бы непригодными для продажи на рынках стран с жарким климатом.
Раскрытие изобретения
Задача, на решение которой направлено изобретение, сводится к преодолению или по меньшей мере ослаблению недостатков известных систем индукционного нагрева, которые обычно применяют для герметичного прикрепления отслаиваемой крышки внутри корпуса банки.
Согласно первому аспекту изобретения предлагается способ герметичного прикрепления отслаиваемой крышки к фланцу металлического корпуса банки, выступающему внутрь корпуса и проходящему по всему его периметру. Способ включает операции, на которых вводят индукционную катушки в корпус банки и пропускают через катушку переменный ток, нагревающий фланец. Затем индукционную катушку выводят из корпуса банки и накладывают на фланец
отслаиваемую крышку, причем остаточное тепло во фланце обеспечивает герметичное прикрепление крышки к фланцу или способствует такому прикреплению.
Преимущество по меньшей мере некоторых вариантов изобретения заключается в том, что при наличии возможности нагреть фланец до требуемой температуры наружная стенка банки не перегревается, и тем самым предотвращается оплавление олова у наружной поверхности и, соответственно, ухудшение этой поверхности.
Способ может включать установку дополнительной индукционной катушки, которая охватывает наружную сторону корпуса банки и через которую, по существу, одновременно с операцией пропускания переменного тока по внутренней катушке пропускают переменный ток, дополнительно нагревающий фланец. Первая и вторая катушки могут запитываться совместно или отдельно одна от другой.
В некоторых вариантах между отслаиваемой крышкой и фланцем банки можно нанести связывающий материал. В других вариантах его можно нанести на герметизирующую поверхность фланца перед наложением отслаиваемой крышки на фланец. Возможны и варианты с нанесением связывающего материала на герметизирующую поверхность отслаиваемой крышки перед наложением на фланец.
В некоторых вариантах фланец расположен в промежуточном положении по высоте корпуса банки, так что герметичное прикрепление отслаиваемой крышки к фланцу разделяет корпус банки на верхнее и нижнее отделения.
Согласно второму аспекту изобретения предлагается нагревательная система, предназначенная для применения в технологической линии изготовления банок и содержащая индукционную катушку, вводимую в корпус банки, и блок питания, обеспечивающий питание катушки во время ее нахождения в корпусе банки.
Предлагаемая нагревательная система может содержать дополнительную катушку, предназначенную для размещения вокруг наружной стороны корпуса банки, причем конструкция блока питания позволяет подавать питание на эту катушку, когда она находится в своем рабочем положении. Предусмотрена возможность механически соединить обе катушки одну с другой в виде единого функционального блока, т.е. так, чтобы для установки катушек в требуемое положение относительно корпуса банки данный корпус можно было перемещать по отношению к данному блоку.
Краткое описание чертежей
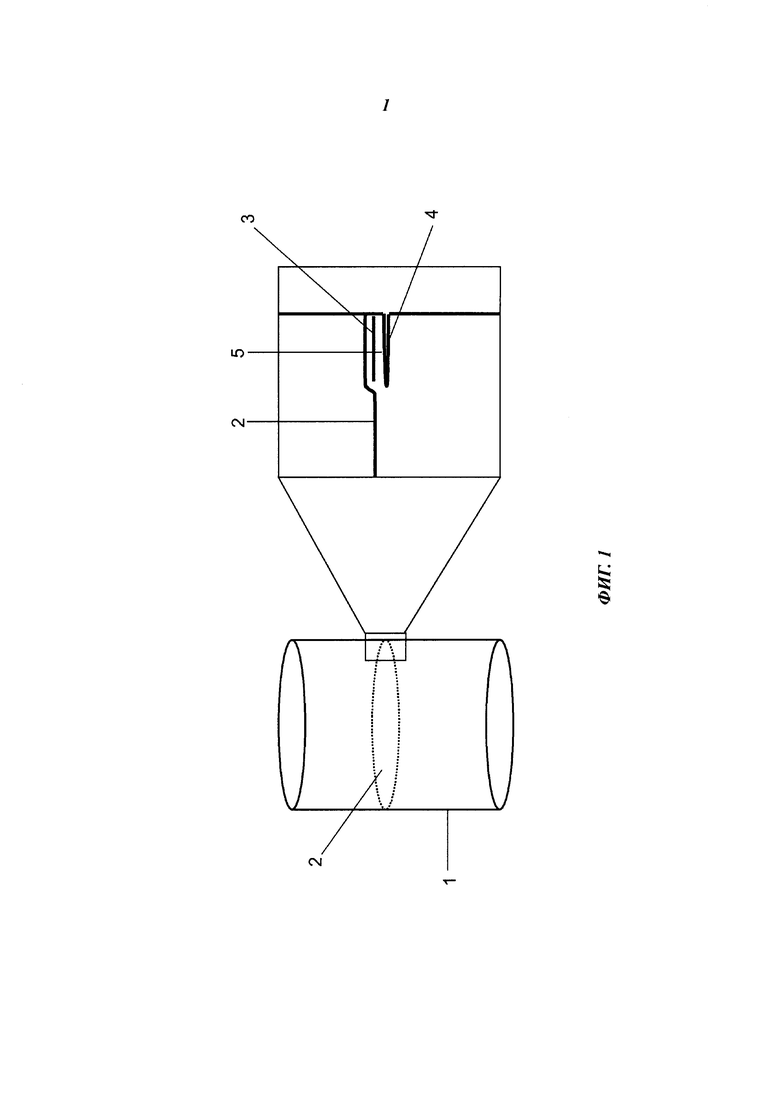
Фиг. 1 схематично иллюстрирует металлическую банку, разделенную на два отделения отслаиваемой крышкой из фольги, причем отдельно, в увеличенном
масштабе, показаны такие части банки, как фланец, его герметизирующая поверхность, связывающий материал и отслаиваемая крышка.
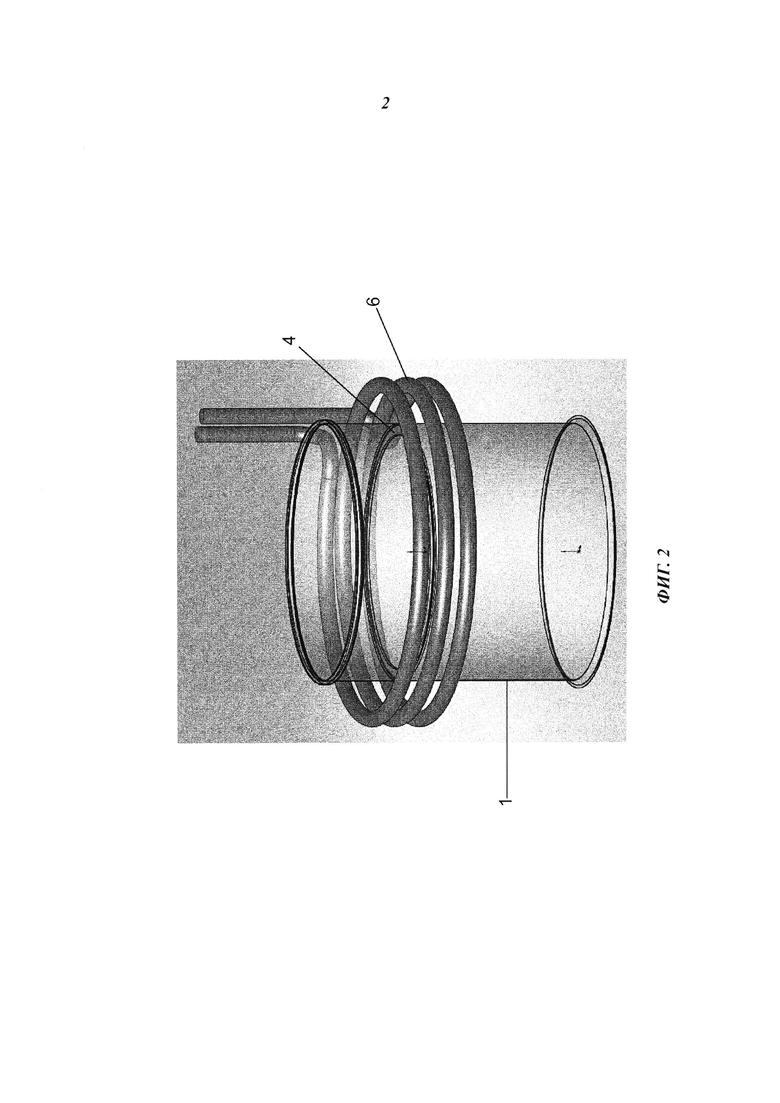
Фиг. 2 иллюстрирует, в перспективном изображении, металлическую банку, для нагрева герметизирующего фланца установленную внутри индукционной катушки.
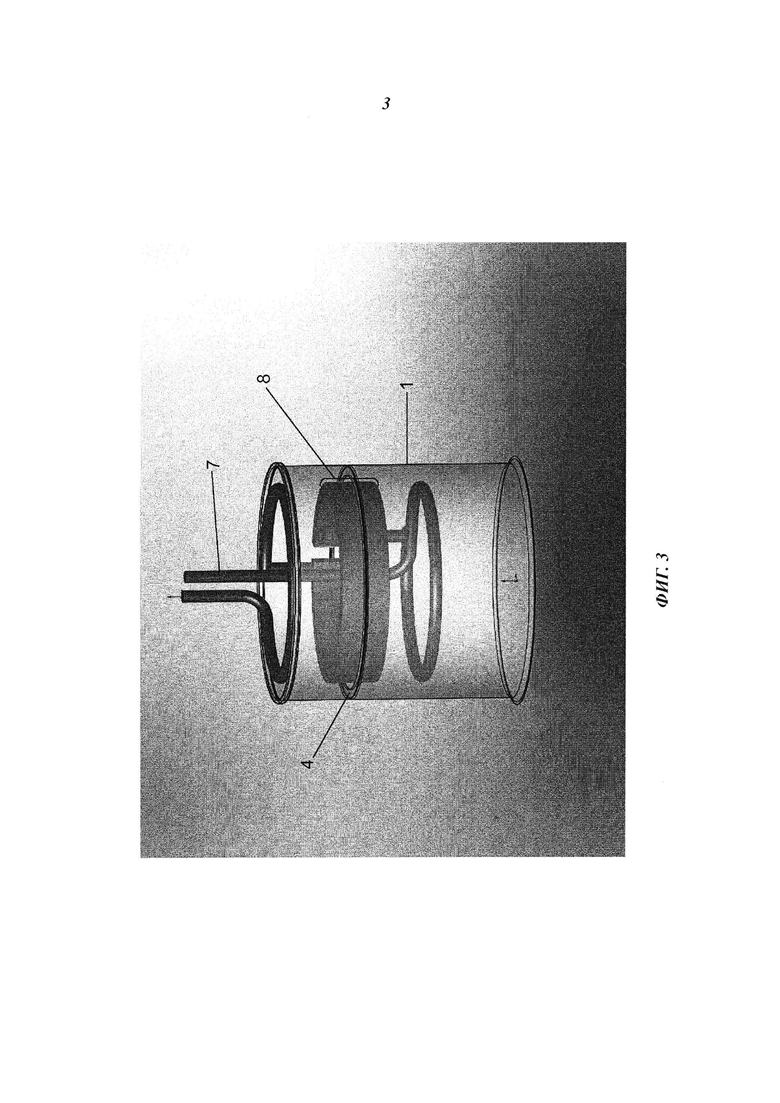
Фиг. 3 иллюстрирует, в перспективном изображении, систему нагрева фланца, которая содержит индукционную катушку, установленную внутри металлической банки.
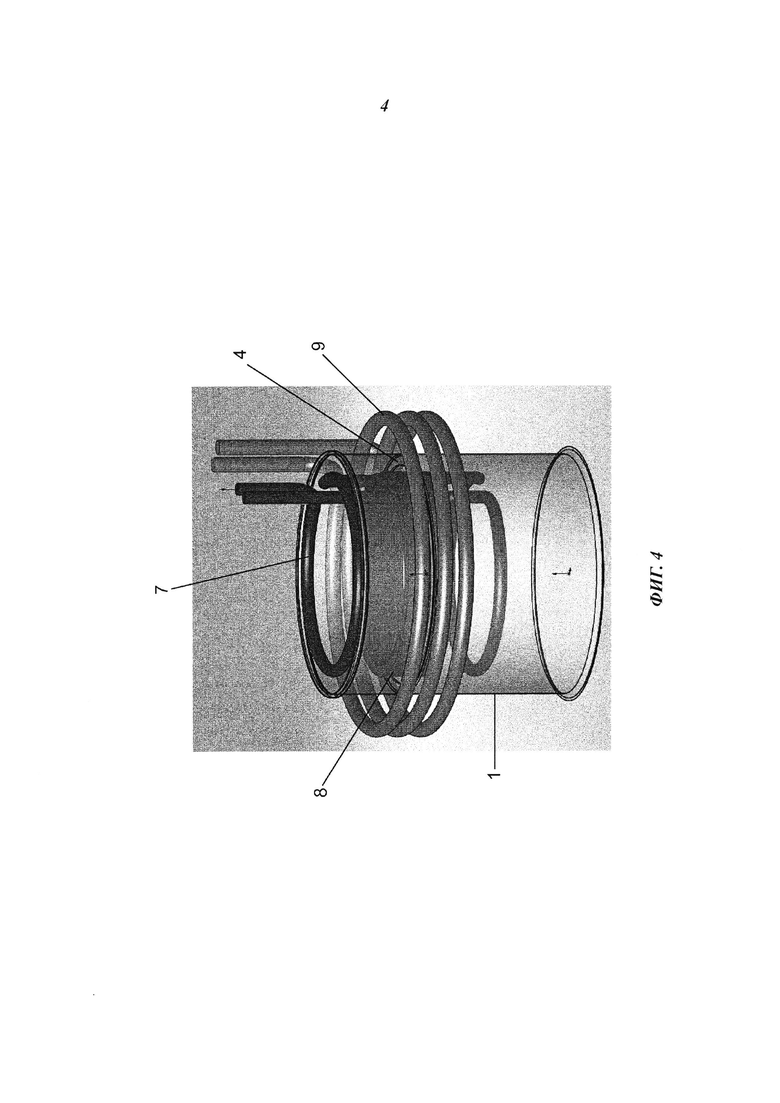
Фиг. 4 иллюстрирует, в перспективном изображении, альтернативную систему нагрева фланца, которая содержит две индукционные катушки, позиционированные внутри и снаружи банки.
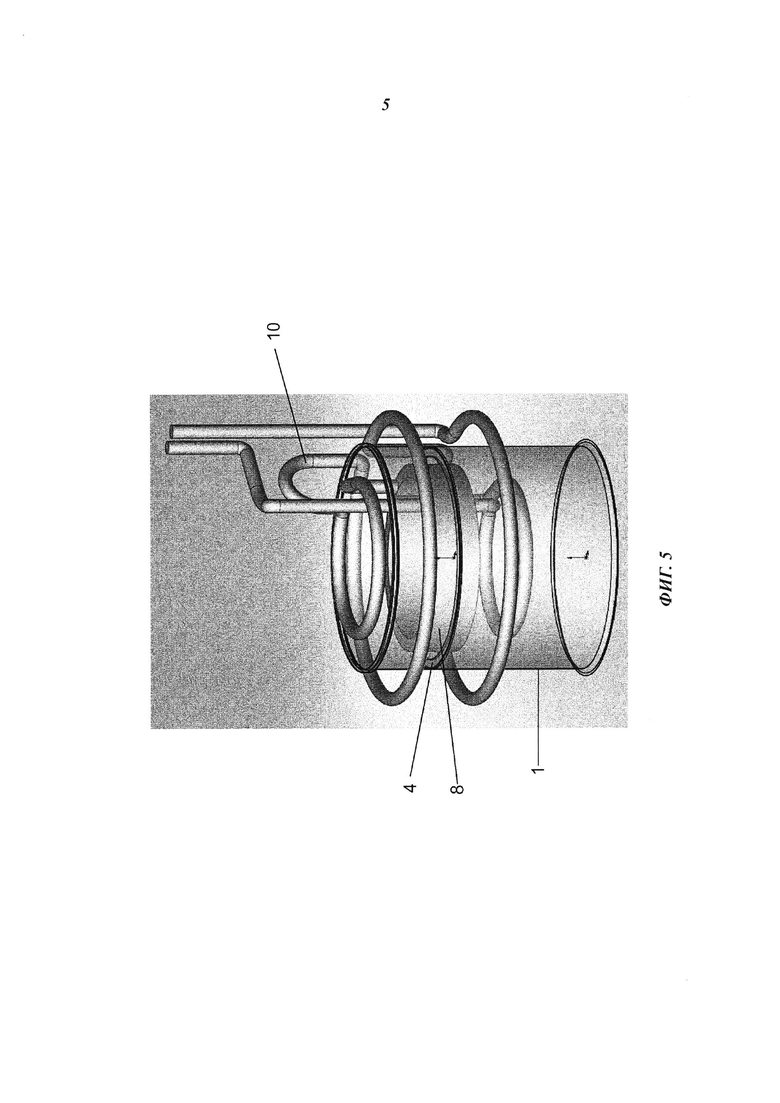
Фиг. 5 иллюстрирует, в перспективном изображении, еще одну альтернативную систему нагрева фланца.
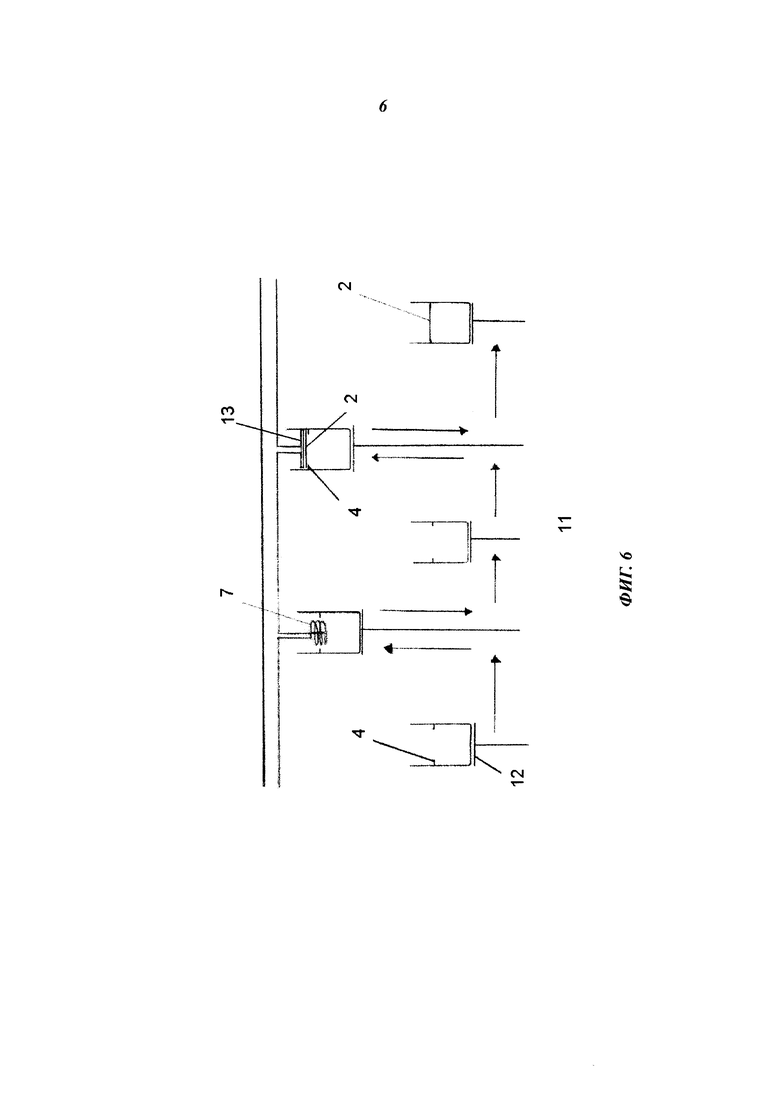
Фиг. 6 схематично иллюстрирует технологическую линию, используемую для герметичного прикрепления крышек из фольги к корпусам металлических банок.
Осуществление изобретения
Потребителям герметизированные отслаиваемые крышки предоставляют возможность воспользоваться легким способом открывания контейнера, обеспечивающим как удобство, так и безопасность. Более того, как показано на фиг. 1, отслаиваемые крышки 2 можно использовать для разделения корпуса банки 1 на два отделения. В таком варианте предусмотрена возможность сформировать сам корпус банки 1, складывая плоский лист и выполняя продольный шов или обрабатывая выдавливанием круглый диск так, чтобы сформировался цилиндр, выполненный заодно с основанием. На фиг. 1 проиллюстрирована также, в сечении, в увеличенном масштабе, зона, в которой крышка посредством связывающего материала 3 герметично прикрепляется к верхней герметизирующей поверхности 5 фланца 4, выступающего внутрь. Сама банка 1 в типичном варианте выполнена из луженого листа, а ее фланец 4 сформирован вдавливанием в кольцевую канавку, проходящую по всему периметру банки, и последующим приложением к банке осевого сжимающего усилия, сплющивающего канавку. Обычно крышку 2 формируют, на выбор, из металлической фольги, пластика или бумажного материала.
Как указывалось выше, чтобы герметично прикрепить крышку 2 к фланцу 4 корпуса банки 1, к данному фланцу можно подвести тепло, полученное с использованием индукционного нагрева. Однако стандартные приемы индукционного нагрева, использующие единственную наружную катушку 6 (см., например, фиг. 2), могут привести к оплавлению олова на наружной поверхности банки или к другим эффектам, вызывающим визуально наблюдаемое повреждение поверхности. Поэтому
желательно разработать способ герметичного прикрепления отслаиваемой крышки 2 к фланцу 4 корпуса банки 1, направляющий тепло к фланцу 4, но в то же время уменьшающий степень нагрева наружной поверхности банки.
Данная задача решается посредством системы нагрева фланца, проиллюстрированной на фиг. 3 и содержащей индукционную катушку 7. Банку 1 поднимают и опускают относительно системы нагрева фланца, т.е. во время нагрева индукционная катушка 7 вводится во внутреннюю зону металлического корпуса банки 1, прилегающую к фланцу 4, а затем, после нагрева, выводится из банки 1. При введенной в банку катушке зазор между катушкой и фланцем относительно невелик и имеет, например, размер порядка 1 мм. Такой зазор достаточен, чтобы катушку можно было перемещать в банку и из банки с высокими скоростями, обязательными для технологической линии.
Вопреки существующим представлениям и практическому опыту было показано, что для герметичного прикрепления крышки 2 к фланцу 4 катушка, введенная в банку 1, по сравнению с катушкой, установленной вокруг наружной стороны банки, более эффективна для генерирования достаточного тепла в примыкающей к ней зоне банки. При этом предлагаемый способ индукционного нагрева способен сфокусировать нагревательный эффект на выступающем внутрь фланце 4, удерживая в то же время температуру наружной стенки на более низком уровне и тем самым предотвращая оплавление олова и разрушение декоративной отделки на наружной стенке.
Во втором варианте осуществления, проиллюстрированном на фиг. 4, система нагрева фланца содержит две индукционные катушки, запитываемые отдельно одна от другой, а именно внутреннюю катушку 7 и наружную катушку 9. Из них внутренняя катушка 7 позиционирована внутри наружной катушки 9 на одной оси с ней. Банку 1 поднимают и опускают по отношению к системе нагрева фланца 4 таким образом, чтобы во время его нагрева внутренняя и наружная индукционные катушки 7, 9 находились рядом с фланцем, полностью охватывая, соответственно, внутренний и наружный периметры банки 1. В этом варианте осуществления наружная индукционная катушка 9 выполняет свою функцию, нагревая фланец 4 через наружную поверхность стенки до температуры, не доходящей до уровня, на котором в другой ситуации могли бы произойти оплавление олова и разрушение декоративной отделки. Дополнительное тепло, требуемое для нагрева фланца 4 до желаемой температуры, индуцируется внутренней индукционной катушкой 7. Электромагнитные поля, формируемые наружной и внутренней индукционными катушками, перекрываются у фланца 4, вызывая совокупный эффект нагрева. Данный вариант осуществления
предназначен для использования в тех ситуациях, в которых необходимо нагреть фланец 4 с особенно высокой скоростью.
В третьем варианте, проиллюстрированном на фиг. 5, система нагрева фланца содержит единственную индукционную катушку 10 с внутренними витками и наружными витками. Когда систему нагрева фланца подводят к банке 1, внутренние витки катушки позиционируются внутри банки, а наружные - снаружи.
Во всех описанных вариантах осуществления конструкцию катушек можно оптимизировать для достижения описанного направленного нагрева. Так, в структуру индукционных катушек, показанных на фиг. 3, 4 и 5, может быть включена медная пластина 8. Кроме того, как известно из уровня техники, катушку можно охлаждать, формируя поток воды в канале, проходящем через центры витков.
Фиг. 6 схематично иллюстрирует технологический процесс, применяемый для нагрева и герметизации металлических банок 1 с использованием системы нагрева фланца типа описанной выше (см. фиг. 3). Согласно предписаниям технологического процесса корпуса 1 банок открыты с обоих концов, а после герметизации крышки 2 из фольги банку наполняют через конец, оставшийся открытым, который затем закрывают, например, дном, пригодным для закатывания. Разумеется, способ может быть использован и для наложения крышки 2 из фольги на уже заполненную банку 1 при условии, что внутри банки имеется достаточное свободное пространство для размещения индукционной катушки.
При рассмотрении проиллюстрированного способа следует также отметить, что систему нагрева фланца устанавливают над конвейером, транспортирующим банки 1 по технологической линии, причем катушки выступают вниз, в сторону конвейера. Каждая металлическая банка 1 удерживается в нужном положении на платформе 12, которая движется вдоль технологической линии 11, надлежащим образом поднимая и опуская банки 1. При прохождении под системой нагрева фланца банка 1 приподнимается так, что индукционная катушка оказывается рядом с фланцем 4, а катушка запитывается проходящим через нее переменным током (катушка может включаться и отключаться или находиться в постоянно включенном состоянии). В процессе индукционного нагрева металлическая банка 1 удерживается в позиции, фиксированной относительно системы нагрева фланца. Ожидается, что для обеспечения максимальной производительности температура герметизирующей поверхности 5 фланца 4 будет достигать требуемого значения, например 200°С, за интервал времени порядка миллисекунд. По достижении требуемой температуры систему нагрева фланца отодвигают от банки 1, опуская вниз платформу 12 вместе с установленной на ней банкой 1. Затем металлическую банку 1 перемещают к
следующей станции технологической линии 11, конкретно к позиции, расположенной под держателем 13 крышки. На нижнюю поверхность каждой крышки 2 нанесено покрытие в виде надлежащего связывающего материала 3. Банку 1 снова поднимают на высоту, при которой нижняя периферия крышки 2 приводится в контакт с герметизирующей поверхностью 5 фланца 4. Давление, приложенное между отслаиваемой крышкой 2 и поверхностью 5, а также остаточное тепло внутри поверхности 5 обеспечивают герметичное прикрепление крышки 2 к фланцу 4 с затвердеванием в ходе данного процесса связывающего материала 3. Далее платформу 12 опускают, чтобы вывести банку 1 из контакта с держателем 13 крышки, и перемещают к следующему участку технологической линии 11.
Если внутри одной банки 1 нужно установить несколько герметизированных отслаиваемых крышек 2, рассмотренный выше процесс может быть повторен на следующих участках технологической линии 11.
Специалисту в этой области будет понятно, что возможны различные модификации представленных вариантов осуществления, не выходящие за пределы объема изобретения. Например, если материал крышки сам по себе способен прикрепиться к фланцу 4 (в частности, когда крышка выполнена из пластика или из материала, покрытого пластиком), отпадает необходимость наличия между крышкой 2 и фланцем 4 отдельного слоя связывающего материала 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛИЧЕСКАЯ БАНКА С ОТСЛАИВАЕМОЙ КРЫШКОЙ | 2012 |
|
RU2566276C2 |
| УКУПОРОЧНОЕ СРЕДСТВО, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ЕГО ПРИМЕНЕНИЕ | 2004 |
|
RU2346863C2 |
| СПОСОБ НАПОЛНЕНИЯ БАНКИ | 2012 |
|
RU2604926C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ БАНОК И КОМБИНИРОВАННАЯ БАНКА, ИЗГОТОВЛЕННАЯ ПО ДАННОМУ СПОСОБУ | 2020 |
|
RU2808974C2 |
| УКУПОРОЧНОЕ УСТРОЙСТВО, СНАБЖЕННОЕ КЛАПАНОМ, И СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОГО УСТРОЙСТВА | 2007 |
|
RU2458832C2 |
| УПАКОВОЧНАЯ ЕМКОСТЬ И УПАКОВКА, ИСПОЛЬЗУЮЩАЯ ДАННУЮ ЕМКОСТЬ | 2009 |
|
RU2490189C2 |
| КОНСТРУКЦИЯ ОТСЛАИВАЕМОЙ КРЫШКИ | 2003 |
|
RU2338675C2 |
| ОТКРЫВНОЕ УСТРОЙСТВО ДЛЯ ЕМКОСТИ И СПОСОБ ИЗГОТОВЛЕНИЯ ПОДОБНОГО ОТКРЫВНОГО УСТРОЙСТВА | 2014 |
|
RU2658270C2 |
| СИСТЕМА, ГЕНЕРИРУЮЩАЯ АЭРОЗОЛЬ, И КАПСУЛА ДЛЯ ИСПОЛЬЗОВАНИЯ В СИСТЕМЕ, ГЕНЕРИРУЮЩЕЙ АЭРОЗОЛЬ | 2020 |
|
RU2820642C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЛИ ЛИСТА ИЗ СТАЛИ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 1996 |
|
RU2159160C2 |
Способ содержит введение в металлический корпус банки 1 индукционной катушки 7, через которую пропускают переменный ток для нагрева фланца 4. Затем выводят катушку 7 из банки 1, а на фланец 4 накладывают отслаиваемую крышку. Нагревательная система для осуществления способа содержит индукционную катушку и блок питания катушки. Группа изобретений обеспечивает повышение герметичности. 2 н. и 8 з.п. ф-лы, 6 ил.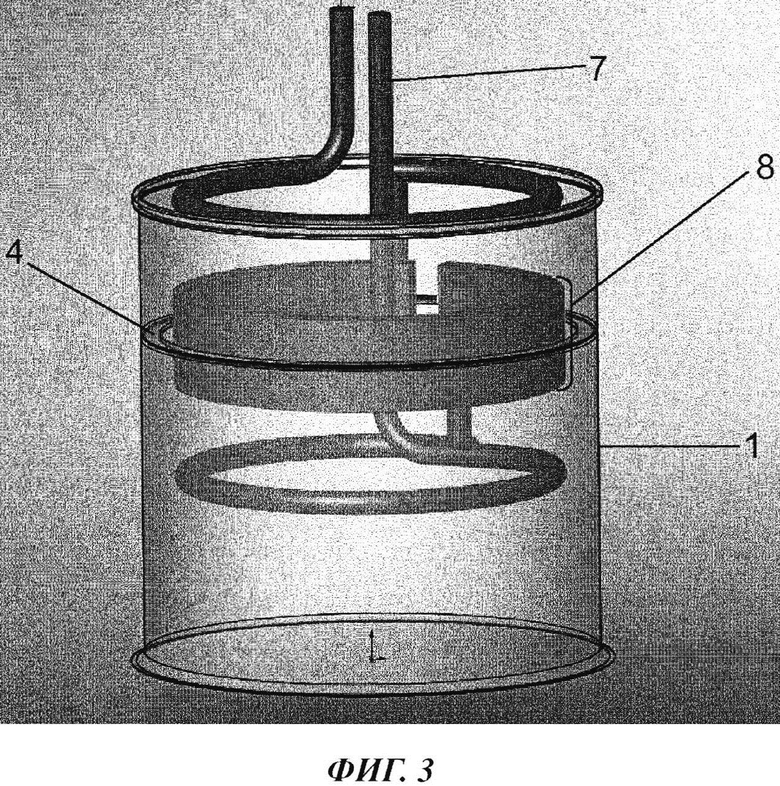
1. Способ герметичного прикрепления отслаиваемой крышки к фланцу металлического корпуса банки, выступающему внутрь и проходящему по всему периметру корпуса, при этом способ включает следующие операции:
а) в корпус банки вводят индукционную катушку,
б) через катушку пропускают переменный ток, чтобы нагреть фланец,
в) выводят индукционную катушку из корпуса банки и
г) накладывают на фланец отслаиваемую крышку,
причем остаточное тепло во фланце обеспечивает герметичное прикрепление отслаиваемой крышки к фланцу или способствует такому прикреплению.
2. Способ по п.1, в котором вокруг наружной стороны корпуса банки устанавливают дополнительную индукционную катушку и, по существу, одновременно с операцией б) пропускают через дополнительную катушку переменный ток для подведения к фланцу добавочного тепла.
3. Способ по п. 2, в котором указанные катушки соединены одна с другой так, что через обе катушки проходит один и тот же ток.
4. Способ по п.1, в котором между отслаиваемой крышкой и фланцем находится связывающий материал.
5. Способ по п.4, в котором связывающий материал наносят на герметизирующую поверхность фланца перед наложением отслаиваемой крышки на фланец.
6. Способ по п.4, в котором связывающий материал находится на герметизирующей поверхности отслаиваемой крышки.
7. Способ по любому из предыдущих пунктов, в котором фланец располагают в промежуточном положении по высоте корпуса банки, так что герметичное прикрепление отслаиваемой крышки к фланцу разделяет корпус банки на верхнее и нижнее отделения.
8. Нагревательная система, предназначенная для применения в технологической линии по выпуску металлических банок с отслаиваемой крышкой и содержащая индукционную катушку, вводимую в корпус банки, и блок питания для подачи питания на катушку, когда она находится внутри корпуса банки.
9. Система п. 8, содержащая дополнительную катушку, предназначенную для размещения вокруг наружной стороны корпуса банки, при этом блок питания выполнен
с возможностью подачи питания на дополнительную катушку, когда она окружает корпус банки.
10. Система по п. 9, в которой указанные катушки механически соединены одна с другой, образуя единый функциональный блок.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| КАТУШКА ДЛЯ МНОГОШТУЧНОЙ ОБРАБОТКИ ТРУБООБРАЗНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2476948C2 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| US 5218178 A, 08.06.1993. | |||

