Изобретение относится к катушке для многоштучной обработки трубообразных изделий, для обработки двух или более тел, которые имеют кольцевую форму в обрабатываемой области и выполнены из электропроводного материала и которые в каждом случае заключают в себе область прижима сопрягаемого элемента, состоящей из источника пульсирующего тока и соединенного с ним электрического проводника, который полностью охватывает тела в их обрабатываемой области.
Этот способ известен как способ соединения с помощью электромагнитного импульса. Используют воздействие силы магнитного поля для формирования осесимметричных обрабатываемых изделий из электропроводного материала, таких как трубы и кольца. В качестве инструмента для этого служит катушка под напряжением, внутри которой обрабатываемое изделие за пределами текучести подвергается нагрузке магнитного поля, тем самым деформируется и прижимается к поверхности сопрягаемого элемента.
Известным образом это применяется, например, для закрепления на горловине пластмассового резервуара для бензина путем закатывания трубообразного заправочного штуцера. Другое известное применение имеет место при изготовлении буксировочной штанги для автомашин. Для этого алюминиевую трубку соединяют с двумя стальными сцепными элементами путем электромагнитного импульсного стыкования.
При этих и других применениях катушка окружает с некоторым удалением подлежащий деформации предмет из электропроводного материала. Когда через эту катушку течет электрический ток, то образуется магнитное поле, которое также окружает подлежащее деформации тело, и при этом в его поверхности возникают вихревые токи, которые опять же формируют второе магнитное поле, которое направлено навстречу первому, в результате чего оба поля сталкиваются. Таким образом, на окружности подлежащего деформации обрабатываемого изделия в плоскости электрической катушки по общей окружности образуется сила, ориентированная в радиальном направлении к средней точке обрабатываемого изделия.
Если эта сила так велика, что выходит за пределы упругой деформируемости обрабатываемого изделия, происходит устойчивая деформация. Если выход за этот предел происходит один единственный раз и в течение очень короткого времени, имеет смысл использовать источник тока, который отдает энергию в виде импульсов, например, так называемый «банк конденсаторов», который состоит из множества связанных друг с другом конденсаторов. Эти конденсаторы последовательно заряжаются без нагрузки, а затем с помощью переключателя мгновенно соединяются с катушкой, которая окружает обрабатываемое изделие. В современном уровне техники достигается величина тока от 150000 до 500000 ампер. Таким образом, высокие токи разряжают этот «банк конденсаторов» за очень короткое время, типичное значение в современном уровне технологии составляет 45 микросекунд.
Когда ток течет, он создает высокий магнитный поток таким образом, что формируемое в обрабатываемом изделии вторичное магнитное поле, имеющее по сравнению с формируемым первичным магнитным полем противоположное направление, с помощью своей реакционной силы создает такие большие силы, что стенка обрабатываемого изделия при максимальной скорости до 500 м/сек деформируется.
При этом можно деформировать несколько тел, концентрично вставленных друг в друга и взаимно соприкасающихся или, по меньшей мере, находящихся друг от друга на очень незначительном удалении. При этом деформационное действие оказывается больше всего на внешнюю область всех тел.
Другая проблема известного уровня техники заключается в размере катушки. В частности тогда, когда нужно обработать одновременно в одном устройстве несколько изделий, то для катушки требуется больше места, чем для обрабатываемого изделия.
Другой недостаток заключается в том, что катушки с многочисленными витками обмотки преимущественно для соответствия с имеющимися в распоряжении современными конденсаторами имеют очень высокие напряжения. Недостатком таких многовитковых катушек является и то, что отдельные витки во время прохождения тока подпирают друг друга и должны выдерживать высокую реакционную силу, которая отвечает за остаточную деформацию обрабатываемого изделия. Это может привести к тому, что провода катушки будут соприкасаться между собой и при этом их изоляция нарушится или разрушится, так что произойдет короткое замыкание и катушка выйдет из строя.
Известные до настоящего времени катушки для применения их в способе соединения с помощью электромагнитного импульса являются, в общем-то, дорогостоящими в изготовлении и быстро устаревают по сравнению с другими устройствами, предназначенными для техники соединения.
На этом фоне задачей изобретения является создание катушки для обработки осесимметричных изделий из электропроводного материала с помощью электромагнитных импульсов, которая подходит для одновременной обработки нескольких изделий, при этом для подгонки под соответствующие размеры обрабатываемого изделия требуется лишь компактный и недорогой инструмент, который способен быстро заряжаться и разряжаться и все же имеет длительный срок службы. При этом обработка может заключаться в соединении, формовании и сваривании.
В качестве решения изобретение предлагает электромагнитную катушку для многоштучной обработки трубообразных изделий, электрический проводник которой имеет U-образную форму, обе части которой находятся друг против друга и имеют по одной выемке, причем внутренние кромки обеих, находящихся в каждом случае друг против друга выемок имеют дополнительную форму, равноувеличенную к внешнему краю поперечного сечения тел, а с внутренних сторон обеих частей, по меньшей мере, только выемки покрыты электрически изолирующим слоем.
Важнейшим преимуществом заявленного электрического проводника в виде катушки являются выемки, благодаря которым магнитное поле - так же, как и в случае с отдельной катушкой для каждого изделия - является равносильным по всей окружности обрабатываемого изделия. При сравнительно небольших расходах, известных в металлообработке, можно задать такие точные допуски для всех без исключения выемок, что полученные соединения будут отличаться между собой только в рамках определенного допуска.
Для каждой катушки проблемой является достаточная надежность, так как в принципе подходящий металлический материал зачастую с возрастающей механической прочностью имеет также ухудшенную электрическую проводимость.
Заслуга изобретения состоит в решении части проблем в варианте выполнения изобретения, причем за счет того, что электрический проводник на противоположных друг другу внутренних поверхностях своих частей и на внутренних кромках выемок покрыт материалом, электрическая проводимость которого выше, чем в остальной области электрического проводника. Этот внутренний слой рассчитан, прежде всего, на оптимальную электрическую проводимость, тогда как остальная область электрического проводника имеет - вдобавок к его электрической проводимости - еще и высокую механическую прочность.
U-образный электрический проводник может быть сконструирован в виде так называемой «одновитковой» катушки. По сравнению с известным уровнем техники, описывающим многовитковые катушки, при такой одновитковой катушке силы, направленные наружу, не могут повредить виток в результате соприкосновения с ним самим или даже вызвать короткое замыкание. Так же отпадают и отталкивающие силы между лежащими друг на друге витками и как результат этого - износ. По сравнению с многовитковыми катушками одновитковая катушка значительно дешевле, проще в изготовлении, но прежде всего значительно прочнее, а потому имеет длительный срок службы.
В качестве другого варианта выполнения возможно, что электрический провод опирается на дополнительные элементы, оптимизированные исключительно на высокую механическую допустимую нагрузку.
В качестве варианта выполнения изобретение предлагает сконструировать механически несущее основное устройство электрического проводника из уложенных в стопку металлических полос, электрически изолированных друг от друга и прочно соединенных между собой механическим способом. Этот принцип известен, например, в электрических асинхронных двигателях и распространен миллион раз. При этом отдельные металлические полосы изолированы друг от друга, например, с помощью пластмассового покрытия, а затем прочно свинчены друг с другом или соединены заклепками. Благодаря этому внутри проводника подавляются вихревые токи, вызывающие повышенные потери.
Еще одна выгода этой структуры заключается в том, что внутренние кромки электрического проводника можно быстро и просто подогнать под обрабатываемое изделие путем придания различной формы выемкам и при этом также можно аппроксимировать заявленные выступы на уровне области обработки с помощью мелких ступенек.
Основная идея изобретения заключается в том, что электрический проводник подходит для одновременной закатки нескольких тел. Для этого U-образный проводник обводят вокруг нескольких тел. Если части U сформированы по прямой линии, то они касаются контура каждого тела только в двух точках, находящихся друг против друга. Чтобы электрический проводник создавал равносильное магнитное поле не только в этих двух точках тела, но и по всей окружности, он имеет для каждого тела по одной выемке, причем форма каждой выемки соответствует половине формы тела. Две выемки, расположенные соответственно друг против друга, образуют, таким образом, вместе внешний контур тела.
Так как перед обработкой тело имеет, как правило, большую внешнюю окружность, чем после обработки, выемки также соответственно увеличены.
Во многих случаях между электрическим проводником и токопроводящим телом должно быть еще одно небольшое дополнительное расстояние, с тем, чтобы воспрепятствовать тому, что не совсем точно установленное или выходящее за идеальную форму тело станет причиной короткого замыкания.
Дополнительно, однако, по меньшей мере, внутренние кромки выемок на обеих сторонах электрического проводника имеют электрически изолирующий слой для дальнейшего повышения прочности изоляции на пробой. Таким образом, риск пробоя возрастает за счет того, что в каждом процессе закатывания имеет место короткий толчок тока по электрическому проводу с такой высокой скоростью нарастания тока, что благодаря обратной индукции из вихревых токов в токопроводящих телах и возникающему противоположно направленному магнитному полю индуцируются высокие пики напряжения в электрический провод.
Большинство тел имеет кольцевой контур. В этом случае внутренние кромки обеих, направленных друг против друга выемок тоже имеют кольцевую форму, однако с несколько большим диаметром, чем диаметр тел. Внутренняя форма выемки увеличена, таким образом, дополнительно и равноудалена от формы тел.
Если внешний контур тел отличается, однако, от кольцевой формы, то под термином «равноудаленный» следует понимать, что во всех точках поверхности тел действует одинаковая сила, которая сжимает материал тел, и таким образом происходит процесс закатывания.
Далее описываются свойства и преимущества заявленной катушки для штучной обработки трубообразных изделий на примере укупоривания емкостей с помощью металлической крышки. Для этого в известном уровне техники крышки насаживают на укупориваемые емкости или другие сосуды и затягивают с помощью обегающей закаточной шайбы в области прижима к емкости, и тем самым крышка плотно прилегает. В таком процессе металл деформируется без изменения температуры, т.е. холодным способом, что обозначается также как «закатка».
Недостатками этого способа являются относительно дорогостоящее размещение и закрепление закаточной шайбы, а также повреждения крышки в результате скользящего движения шайбы по ее поверхности. Если при упаковке лекарств и высокочувствительных продуктов питания должна быть обеспечена стерильность, то недостаток этого принципа в том, что закаточная шайба касается крышки и требования стерильности в этой проблемной зоне означают повышенные затраты на очистку.
Другая проблема заключается в том, что закаточная шайба, которая проходит по всей окружности тела и, минуя 360°, наталкивается на уже обработанную область, благодаря чему может наступить уже нежелательная дальнейшая деформация.
Для решения этой задачи предлагается применять заявленную катушку для многоштучной обработки трубообразных изделий, имеющую следующие преимущества: равномерность распределения силы на окружности крышки позволяет не только закрепить крышку на емкости, но и добиться герметичного укупоривания.
Герметичность достигается известным образом только тогда, когда крышка касается емкости, по меньшей мере, на одной линии, которая проходит вокруг горловины емкости и полностью заканчивается в себе. Расширение этой линии на участке не изменяет или не улучшает герметичность. Только в результате прерывания линии соединение становится негерметичным. Хотя на практике прерывание образует сначала только очень узкую щель, через которую из емкости не может выйти ее содержимое, а в емкость не могут проникнуть какие-то вещества извне. Если речь идет о стерильной укупорке емкости, то идеальным образом за линию уплотнения не должна проникнуть ни одна молекула.
Это требование можно лучше всего выполнить для крышек, имеющих круглое поперечное сечение. Однако в принципе возможно, чтобы внешний контур крышки имел различные радиусы. Также и для эллипсовидных контуров крышки возможно в полной мере герметичное укупоривание путем закатки.
Весьма затруднительно герметичное укупоривание крышки с квадратным контуром. Здесь требуется механический способ с обегающей закаточной шайбой, что позволяет очень точно подогнать ее направление под закрываемый контур. С другой стороны существует опасность, что, например, на углы действуют очень большие силы, которые, однако, недостаточно деформируют прямые участки между углами. При использовании заявленной катушки для многоштучной обработки трубообразных изделий крышка должна иметь в любом случае скругленные углы по возможности с наибольшим радиусом.
Однако решающая инновация изобретения заключается в том, что для такой формы внутренние кромки электрического проводника в угловых областях могут быть дальше удалены от деформируемого тела, чем в других областях, благодаря чему сила деформации там уменьшается и в конечном результате достигается равномерный прижим крышки по всей окружности. Форма выемки в электрическом проводнике соответствует, таким образом, контуру обрабатываемого изделия.
Этот пример показывает, что с помощью катушки для многоштучной обработки трубообразных изделий в каждой точке окружности можно добиться одинаковой деформации в области обработки крышки. Из этого следует, что под термином «равноудаленный» не в каждом случае подразумевается геометрически одинаковое расстояние по окружности между инструментом «электрический проводник» и обрабатываемым изделием «тело», а равномерная деформация обрабатываемого изделия по окружности.
В другом оптимизированном варианте выполнения изобретение предлагает то, что в каждом случае пара находящихся друг против друга внутренних кромок сформирована в радиальной плоскости в виде выступа, который направлен на обрабатываемую область тела. Благодаря этому магнитное поле сфокусировано на обрабатываемой области, что повышает степень эффективности и усиливает формование обрабатываемой области, так что после процесса закатки еще в обрабатываемой области повышает эффективную силу прижима тела.
Необходимость в такой длительной прижимной силе заключается в том, что каждый материал в принципе имеет упругость. Поэтому каждый процесс формования - с геометрической точки зрения - проводится всегда несколько «выходя за рамки цели», так как деформируемый материал впоследствии снова немного «отожмется назад».
Итак, чтобы емкость из материала с очень ограниченной упругостью, например из стекла, герметично укупорить с помощью металлической крышки путем закатки, в области прижима емкости, т.е. вокруг горлышка, должны проходить бороздка или желобок, в который металл крышки в процессе закатки запрессовывается и после затухания магнитного поля снова может немного отжаться назад, не теряя контакта со стеклянной поверхностью по соседству с обегающим желобком.
Альтернативно на емкости в области прижима в радиальной плоскости может проходить смыкающийся с самим собой выступ. В этом случае после затухания магнитной силы, необходимой для закатки, для металлической крышки действуют области рядом с выступом в виде обратного пути упругости.
Другая альтернатива заключается в выполнении выступа на внутренней стороне крышки в радиальной плоскости внутри ее обрабатываемой области.
В тонкостенных сосудах, для которых в результате силы закатки существует угроза надлома по окружности, для приема этих сил нужно вставить пробку, которая может принимать прежде всего, силы, действующие в радиальном направлении. Поэтому можно, чтобы эта пробка представляла собой окружающий снаружи корпус цилиндра, опирающийся на множество радиальных перемычек.
Преимущество такой пробки заключается в том, что она, возможно, даже останется в горлышке емкости при выпуске оттуда жидкости, так как она служит для однородности потока, который вытекает из отверстия емкости.
Для применения одновитковой катушки, как правило, между источником пульсирующего тока и электрическим проводником необходимо промежуточное включение трансформатора в виде полярного декодирующего устройства. Это полярное декодирующее устройство уменьшает разность потенциалов между обеими частями электрического проводника и повышает для этого ток, благодаря чему магнитное течение возрастает далее.
Другая задача заключается в том, что обе части электрического проводника выполнены механически настолько устойчиво, что в процессе закатки не разжимаются. Для этого подходят стяжные болты, которые могут применяться попарно: по одному болту сверху и снизу U-образного проводника и по одной нажимной пластине на лобовых кромках обеих частей.
В качестве альтернативы или дополнительно обе части можно усилить кольцами из волокон или другим, не проводящим ток материалом, которые направлены вертикально к обеим частям и окружают эти части с прилеганием. Подходящим волокнистым материалом является, например, арамид.
В другом варианте выполнения каждая часть усилена одной плоской поперечной перемычкой, которая насаживается сбоку и расположена в плоскости части и которая шире всего в середине этой части. Поэтому способность поперечной перемычки нести нагрузку там наивысшая. Такое формирование походит на пролетное строение мостов, которые имеют наибольшую высоту в середине между обеими точками опоры.
У каждого электромагнита, т.е. также и у запирающего инструмента, обозначенного здесь как «электрический проводник», появление магнитного поля нераздельно связано с электрическим током. Поэтому в качестве принципиального варианта этого электрического проводника возможен поиск оптимального решения, направленный на хорошую электрическую проводимость и альтернативно также - на хорошую электромагнитную проводимость.
Для второго варианта изобретение предлагает то, что внутренние кромки выемок частей покрыты материалом, электромагнитная проводимость которого выше, чем в других областях проводника. Эти покрытия выемок должны соединяться между собой от выемки к выемке с помощью по возможности более коротких соединительных участков из материала, так же хорошо проводящего магнитное поле.
Дальнейшая оптимизация получается за счет типа и количества емкостей, которые можно укупорить за одну рабочую операцию.
Если содержимое емкости после наполнения - также при отверстии емкости, направленном вниз, - не выходит из емкости или выходит в незначительном объеме, если, таким образом, последующее опустошение емкости возможно только после встряхивания, то можно также укупорить путем закатки «стоящую на голове» емкость крышкой. Для этого особого случая возможно, чтобы в катушке для многоштучной обработки трубообразных изделий одну половину емкости ввести сверху в электрический проводник, а другую половину емкости снизу приподнять внутрь электрического проводника. В этом случае для электрического проводника необходимо в качестве укупоривающего инструмента выполнение двух разнесенных между собой выступов внутри одной единственной выемки.
При достаточной мощности источника пульсирующего тока имеет смысл подключить к нему несколько электрических проводников для общего процесса укупоривания. Таким образом, даже при сравнительно небольших телах мощность источника тока используется в полном объеме. В этом случае имеет смысл, чтобы общий источник пульсирующего тока был центральной точкой для проводников, подключенных к нему и расположенных вокруг него по схеме звезды.
В тех случаях, когда содержимое емкостей допускает, что емкости выполнены с возможностью укупоривания также и в ином положении, чем то, когда отверстие направлено вверх, возможно, чтобы несколько электрических проводников располагались параллельно друг другу и на плоскости, сформированной в виде цилиндра. Таким образом, можно, например, лучше структурировать подачу емкостей при упаковке пилюль в фармацевтической промышленности.
В качестве другого варианта выполнения заявленной катушки для многоштучной обработки трубообразных изделий для применения при закрывании крышек можно надеть на герметично запираемую металлическую крышку другую крышку, которая служит, прежде всего, для улучшения внешнего вида. Благодаря этому отпадает необходимость в совершенной, законченной внешней отделке уложенной внутри крышки из токопроводящего материала. Для укрепления этой наружной, декоративной крышки целесообразно, чтобы она имела на своей внутренней стороне обегающий выступ, который вводится в углубление на металлической крышке, образованное в результате закатки. Вместо обегающего выступа также достаточно трех равномерно распределенных фиксирующих язычков.
Для варианта электрического проводника с его выемками, состоящими из двух разных компонентов, а именно наружного, также механически нагружаемого основного устройства, и внутреннего, хорошо проводимого слоя, по меньшей мере, на внутренних кромках выемок, для изготовления возможно, чтобы этот слой и его соединения были образованы путем заливки жидкого материала.
Для этого изобретение предлагает, чтобы механически несущее основное устройство было продолжено внутрь дополнительно сформированной, но находящейся на равном удалении контрформой, а полость между этой контрформой и механически несущим основным устройством была залита. При этом речь идет - в зависимости от выбранного устройства электрического проводника - либо о материале с особо высокой электрической проводимостью, либо с особо высокой магнитной проводимостью. Принцип такого способа известен для асинхронных трехфазных электродвигателей и миллион раз доказал свою пригодность на деле, однако для катушек для многоштучной обработки трубообразных изделий является новым.
Для укупоривания емкостей крышками из токопроводящего материала с помощью катушки для многоштучной обработки трубообразных изделий имеет место следующий способ. Когда емкость представляет собой относительно тонкостенный сосуд, ее затыкают пробкой в области укупоривания. Затем через запираемое отверстие емкости надвигают крышку настолько, что обрабатываемая область крышки находится на уровне прижимной области емкости. На следующем этапе каждая подготовленная таким образом емкость со своей крышкой вводится в одну из выемок электрического проводника настолько, что обрабатываемая область крышки находится на уровне внутренней кромки выемок электрического проводника. Далее через электрический проводник проходит импульс тока, после чего магнитное поле вокруг электрического проводника индуктирует в крышке ток, создающий второе магнитное поле, которое ориентировано навстречу первому и сталкивается с ним. В результате этого на электрический проводник, а также на крышку действует сила. Так как электрический проводник установлен механически настолько устойчиво, что может противостоять этим реакционным силам, реакционная сила действует в полном объеме на обрабатываемую область крышки и деформирует ее с очень большой скоростью.
Прохождение тока прекращается на практике в результате того, что происходит отбор электрической энергии, накопленной в источнике пульсирующего тока, и конденсаторы, как правило, разряжаются. В результате этого прохождение тока прекращается, так что и магнитное поле снова пропадает. Примерно через 45 микросекунд завершается процесс закатки.
Решающие преимущества такого типа закатки заключаются в бесконтактном воздействии силы, и как следствие этого - никакого загрязнения от прямого контакта с инструментом, никакого повреждения поверхности в результате наложения инструмента, никакого нагревания краевых областей, равномерное распределение силы закатывания и тем самым равномерное прилегание внутренней стороны крышки к наружной стороне емкости, что способствует герметичному укупориванию.
В то время как уже укупоренная емкость удаляется из закатывающего устройства и к катушке для многоштучной обработки трубообразных изделий подводится следующая, конденсаторы снова заряжаются. Аналогичный принцип обеспечения энергией известен из повседневной жизни, например при вспышке фотоаппарата; и здесь длительность вспышки на порядок короче, чем длительность заряда, так как по тому же принципу в конденсаторах происходит промежуточное накопление энергии.
Описанные выше формы выполнения заявленной катушки для многоштучной обработки трубообразных изделий имеют проходящие прямо части электрического проводника. Однако возможна и согнутая под углом и отогнутая форма этих частей, что, например, при оснащении уже существующих установок позволяет простым способом разместить катушку в уже существующее устройство.
Заявленную катушку для многоштучной обработки трубообразных изделий - как уже было сказано - можно применять выгодным образом для закатывания алюминиевыми крышками стеклянных сосудов или ампул. Принцип применим, однако, также для соединения, формования и ядерной сварки трубообразных и/или осесимметричных структур. Обрабатываемые тела в любом случае должны иметь в обрабатываемой области почти кольцевую форму и состоять из проводящего материала. Для других областей тела форму и материал определяют на выбор. Можно обрабатывать, таким образом, как полые тела, например, сосуды или бутылки, так и другие элементы, имеющие почти кольцевую форму и состоящие из проводящего материала.
Далее описываются более подробно признаки изобретения на основе примеров выполнения. Однако они не должны ограничить изобретение, а только пояснить его.
На чертежах изображено следующее:
Фиг.1 - косая проекция электрического проводника с емкостями, стяжными болтами и преобразователем поля;
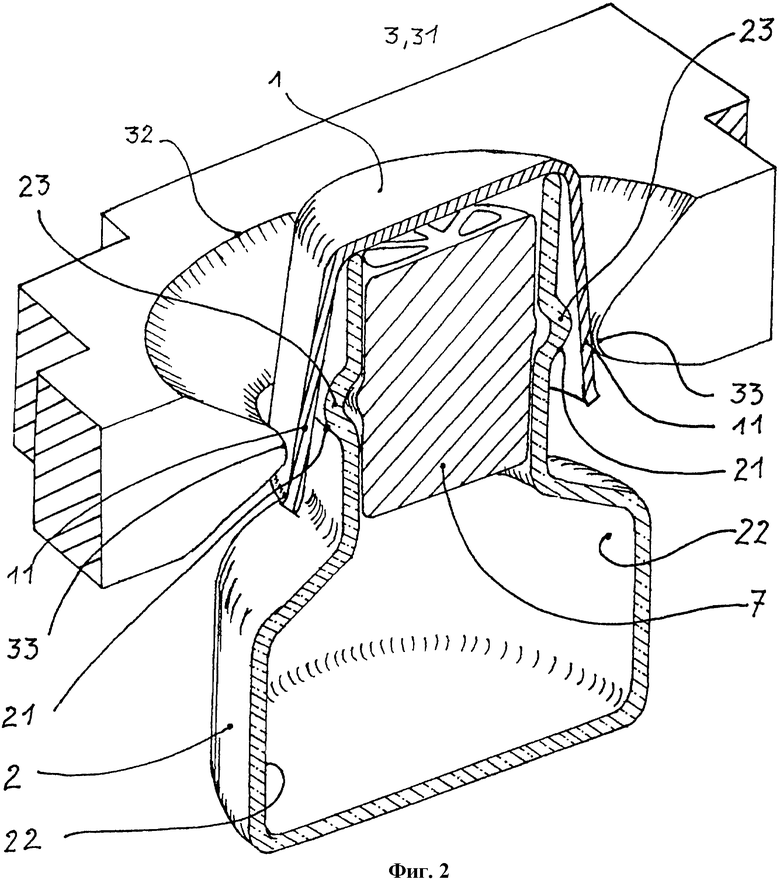
Фиг.2 - фрагмент части электрического проводника с разрезанной по вертикали емкостью перед закатыванием;
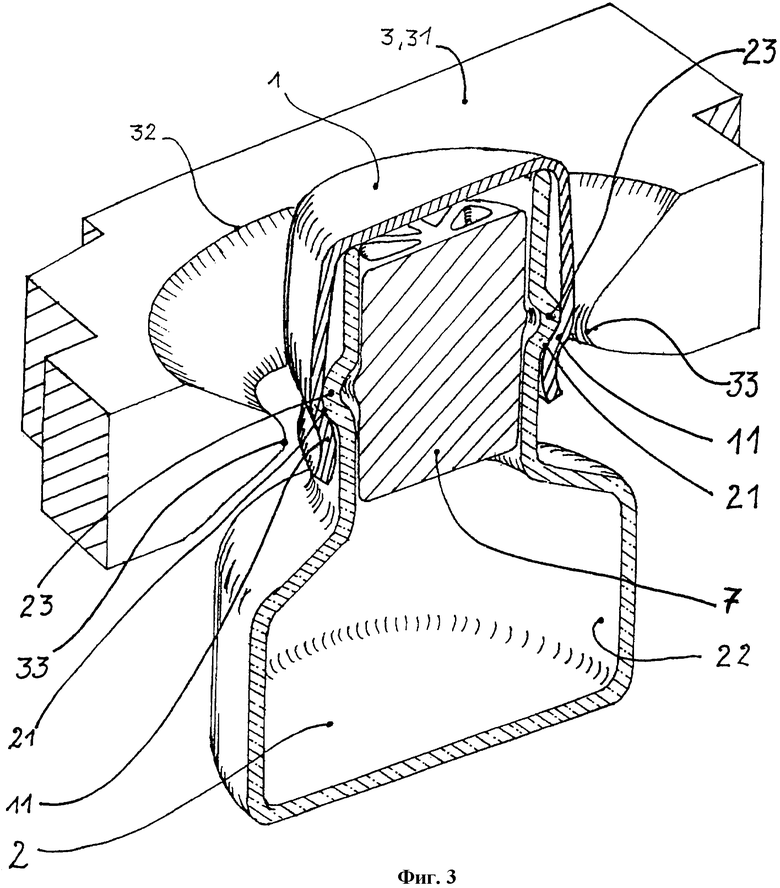
Фиг.3 - то же, что и на фиг.2, только после закатывания.
Ниже следует подробное описание фигур.
На фиг.1 представлена косая проекция электрического проводника 3, обе части 31 которого проходят от преобразователя поля 6 (на фигуре справа сверху) к точке соединения обеих частей 31 (на фигуре слева внизу). Преобразователь поля 6 представляет собой промежуточный элемент между электрическим проводником 3 и источником пульсирующего тока 4, изображенным с его эквивалентной схемой на фиг.1 лишь схематично, и состоит здесь из трех последовательно соединенных конденсаторов, которые можно подключить к преобразователю поля 6 с помощью переключателя. На фиг.1 схема зарядки конденсаторов не представлена.
Когда переключатель включает цепь, то заряд, накопленный в конденсаторах, попадает через преобразователь поля 6 в часть 31 электрического проводника 3, вниз, вплоть до точки соединения обеих частей 31, а в другой части 31 снова течет к преобразователю поля 6. При этом этот ток проходит также через выемки 32 в электрическом проводнике 3, из которых на фиг.1 только одна выемка слева внизу обозначена позицией 32. Во время прохождения тока энергия, накопленная в конденсаторах, служит для деформации крышек 1 и покрывает потери на путь переноса, т.е., кроме прочего, в преобразователе поля 6 и в электрическом проводнике 3.
На фиг.1 можно видеть, что для действия, направленного на деформацию, в узких промежутках между обеими частями 31 проводника 3 и в выемках 32 за счет электрического тока формируется магнитное поле. Так как это магнитное поле в обеих частях 31 проводника 3 ориентировано в одном направлении, оно генерирует силу, которая отжимает друг от друга обе части 31. Для ее компенсирования предусмотрены стяжные болты 5, расположенные в поперечном направлении к частям 31 в каждом случае попарно над и под частями 31 и соединенные между собой с помощью нажимных пластин 51, которые опираются на фронтальные грани частей 31. В примере выполнения на фиг.1 можно видеть всего 4 пары стяжных болтов.
За нижнюю сторону электрического проводника 3 выступают нижние части пяти представленных емкостей 2. На верхней стороне можно видеть крышки 1, которые выступают вверх над электрическим проводником 3. Эти же области можно видеть на фиг.2 и 3.
На фиг.2 представлено трехмерное изображение выреза части 31, которую можно видеть на фиг.1 в задней области. Эта часть 31 имеет выемку 32, внутренняя кромка которой 33 сформирована в виде выступа, который находится на уровне обрабатываемой области 11 крышки 1, а также область прижима 21 емкости 2. На емкость 2 насажена крышка 1, которая касается только ее верхней кромки. Боковая стенка крышки 1 еще не контактируют с емкостью 2, более того, между областью прижима 21 емкости 2 и обрабатываемой областью 11 крышки 1 видна щель. В верхнюю область сосуда, в его горлышко вставлена пробка 7 в отверстие емкости 2. На ее верхней стороне можно увидеть несколько отверстий, имеющих форму почти кругового сектора и проходящих насквозь вниз. Между этими отверстиями образуются стенки в виде перегородок, которые проходят от наружной области пробки 7 вплоть до ее середины и обеспечивают повышение жесткости пробки 7 в радиальном направлении. Таким образом, ясно, что пробка 7 задумана не как запирающее устройство для емкости 2, а служит только для приема радиальных сил, возникающих при укупоривании и действующих на емкость 2.
На фиг.3 в виде косой проекции представлен тот же вырез части 31 электрического проводника 3 и то же поперечное сечение емкости 2, что и на фиг.2, однако здесь уже после закатки крышки 1. На фиг.3 видно, что теперь обрабатываемая область 11 крышки 1 прилегает к области прижима 21 емкости 2 под выступом 23. На нижнем конце крышки 1 кромка крышки немного изогнута наружу во избежание повреждения емкости 2 нижними кромками крышки 1 во время закатывания. На фиг.3 можно видеть, что крышка 1 прилегает к емкости 2 только в очень узкой области, а именно в области прижима 21. В этой области, а также в находящейся под ней узкой бороздке проходит также обрабатываемая область 11 крышки 1.
На фиг.3 видно, что магнитное поле, создаваемое проводником 3, должно быть целесообразно сфокусировано на этой обрабатываемой области 11. Для этой цели внутренние кромки 33 выемки 32 сформированы в виде выступов и емкость 2 установлена в вертикальном направлении так, что внутренние кромки 33 находятся на уровне обрабатываемой области 11.
На фиг.3 под обегающим выступом 23 на емкости видно, что обрабатываемая область 11 крышки 1 не прилегает, а находится на удалении от емкости 2. Это удаление получается в результате «упругой отдачи» металлической крышки при отключении магнитного поля в проводнике 3. Однако понятно, что верхний участок обрабатываемой области 11 крышки 1 прижат к области прижима 21 емкости 2 на небольшой ширине, благодаря чему на этом уровне получается большая сплошная линия для уплотнения.
Перечень позиций
Изобретение относится к электротехнике и может быть использовано для соединения изделий с помощью электромагнитного импульса. Технический результат состоит в удешевлении и упрощении обработки трубообразных изделий. Катушка обеспечивает одновременную обработку двух или более тел (1) трубообразных изделий, имеющих в обрабатываемой области (11) кольцевую форму и выполненных из электропроводящего материала и принимающих в себя в каждом случае область прижима сопрягаемого элемента (21). Катушка состоит из источника пульсирующего тока (4) и соединенного с ним электрического проводника (3), который полностью охватывает все тела в их обрабатываемой области. Электрический проводник имеет U-образную форму, обе стороны (31) которой, находясь в каждом случае друг против друга, имеют, по меньшей мере, по одной выемке (32). Внутренние кромки (33) обеих, в каждом случае противоположных друг другу выемок, вместе имеют дополнительную форму, на равном удалении увеличенную к внешнему краю поперечного сечения каждого тела. На внутренних сторонах обеих частей, по меньшей мере, выемки покрыты электроизолирующим слоем. 4 н. и 25 з.п. ф-лы, 3 ил.
1. Катушка для многоштучной обработки трубообразных изделий для одновременной обработки двух или более тел, имеющих в обрабатываемой области 11 кольцевую форму и выполненных из электропроводящего материала и принимающих в себе в каждом случае область прижима 21 сопрягаемого элемента, состоящая из источника пульсирующего тока 4 и соединенного с ним электрического проводника 3, который полностью охватывает все тела в их обрабатываемой области 11, отличающаяся тем, что электрический проводник 3 имеет U-образную форму, обе части 31 которой, находясь в каждом случае напротив друг друга, имеют, по меньшей мере, по одной выемке 32, причем внутренние кромки 33 обеих в каждом случае противоположных друг другу выемок 32 вместе имеют дополнительную форму, на равном удалении увеличенную к внешнему краю поперечного сечения каждого тела, а на внутренних сторонах обеих частей 31, по меньшей мере, выемки 32 покрыты электроизолирующим слоем.
2. Катушка для многоштучной обработки трубообразных изделий по п.1, отличающаяся тем, что наружный край поперечного сечения тел имеет кольцевую форму, а каждая из двух приданных им выемок 32 имеет форму полукруга, радиус которого незначительно больше, чем внешний радиус тел 1.
3. Катушка для многоштучной обработки трубообразных изделий по п.1, отличающаяся тем, что, по меньшей мере, одно из тел является крышкой 1.
4. Катушка для многоштучной обработки трубообразных изделий по п.1, отличающаяся тем, что, по меньшей мере, один элемент представляет собой крышку 1, а сопрягаемый с каждой крышкой 1 элемент является емкостью 2, закрываемой этой крышкой.
5. Катушка для многоштучной обработки трубообразных изделий по любому из пп.1-4, отличающаяся тем, что, по меньшей мере, сформирована одна пара находящихся напротив друг друга внутренних кромок 33 в виде выступа в радиальной плоскости, проходящего по обрабатываемой области тел 11.
6. Катушка для многоштучной обработки трубообразных изделий по любому пп.1-4, отличающаяся тем, что обрабатываемая область 11 перед обработкой имеет, по меньшей мере, в одной радиальной плоскости повсюду одинаковое расстояние до сопрягаемого элемента.
7. Катушка для многоштучной обработки трубообразных изделий по любому из пп.1-4, отличающаяся тем, что сопрягаемый элемент на своей внешней поверхности, по меньшей мере, в одной радиальной плоскости внутри области прижима 11 имеет закрытый обегающий выступ 23.
8. Катушка для многоштучной обработки трубообразных изделий по любому пп.1-4, отличающаяся тем, что тела на их внутренней стороне имеют в обрабатываемой области 11 в радиальной плоскости, по меньшей мере, один закрытый обегающий выступ.
9. Катушка для многоштучной обработки трубообразных изделий по п.1, отличающаяся тем, что
- по меньшей мере, один элемент представляет собой крышку 1, а
- сопрягаемый с каждой крышкой элемент является емкостью 2, закрываемой этой крышкой, и
- в области прижима 21 емкость 2 закрыта пробкой 7, внешняя поверхность которой является дополнением к внутренней поверхности 22 емкости 2.
10. Катушка для многоштучной обработки трубообразных изделий по любому из пп.1-4, 9, отличающаяся тем, что между электрическим проводником 3 и источником пульсирующего тока 4 находится трансформатор в качестве преобразователя поля 6.
11. Катушка для многоштучной обработки трубообразных изделий по любому из пп.1-4, 9, отличающаяся тем, что расположенные напротив друг друга внутренние поверхности частей 31 электрического проводника 3 и внутренние кромки 33 покрыты материалом, электрическая проводимость которого выше, чем в других областях проводника 3.
12. Катушка для многоштучной обработки трубообразных изделий по любому из пп.1-4, 9, отличающаяся тем, что расположенные напротив друг друга внутренние поверхности частей 31 электрического проводника 3 покрыты материалом, электрическая проводимость которого выше, чем в других областях проводника 3, а расположенные напротив друг друга внутренние части 31 электрического проводника 3 и внутренние кромки 33 покрыты материалом, механическая прочность которого меньше, чем в других областях проводника 3.
13. Катушка для многоштучной обработки трубообразных изделий по любому из пп.1-4, 9, отличающаяся тем, что расположенные напротив друг друга внутренние поверхности частей 31 электрического проводника 3 и внутренние кромки покрыты материалом, электрическая проводимость которого выше, чем в других областях проводника 3, и что материалом, особенно хорошо проводящим электрический ток, является полоса из листа металла, которая нанесена на механически несущее основное устройство.
14. Катушка для многоштучной обработки трубообразных изделий по любому из пп.1-4, 9, отличающаяся тем, что электрический проводник состоит из стопки металлических полос, которые электрически изолированы друг от друга и механически прочно соединены между собой.
15. Катушка для многоштучной обработки трубообразных изделий по любому из пп.1-4, 9, отличающаяся тем, что электрический проводник состоит из стопки металлических листов, которые электрически изолированы друг от друга и механически прочно свинчены друг с другом или соединены заклепками.
16. Катушка для многоштучной обработки трубообразных изделий по любому из пп.1-4, 9, отличающаяся тем, что обеим частям 31 придана жесткость с помощью, по меньшей мере, одной пары стяжных болтов 5, из которой по одному стяжному болту 5 находится над и под U-образным проводником 3, а с помощью нажимных пластин 51 на фронтальных гранях обеих частей эта пара соединена.
17. Катушка для многоштучной обработки трубообразных изделий по любому из пп.1-4, 9, отличающаяся тем, что обе части 31 усилены кольцами из волокон или из другого непроводящего материала, которые проходят вертикально к обеим частям 31 и охватывают части с прилеганием.
18. Катушка для многоштучной обработки трубообразных изделий по любому из пп.1-4, 9, отличающаяся тем, что каждая часть усилена за счет своей насаженной сбоку перегородки, расположенной в плоскости части 31 и наиболее широкой в середине части 31.
19. Катушка для многоштучной обработки трубообразных изделий по любому из пп.1-4, 9, отличающаяся тем, что поверхности внутренних кромок 33 покрыты материалом, электромагнитная проводимость которого выше, чем в других областях проводника 3, а внутри каждой части 31 эти покрытые области соединены между собой по возможности наиболее короткими соединительными участками также из материала с лучшей магнитной проводимостью.
20. Катушка для многоштучной обработки трубообразных изделий по любому из пп.1-4, 9, отличающаяся тем, что, по меньшей мере, одна выемка 32 имеет две разнесенные между собой внутренние кромки 33, имеющие форму выступов.
21. Катушка для многоштучной обработки трубообразных изделий по любому из пп.1-4, 9, отличающаяся тем, что к одному источнику пульсирующего тока подключены несколько проводников 3.
22. Катушка для многоштучной обработки трубообразных изделий по любому из пп.1-4, 9, отличающаяся тем, что двум частям 31 придана жесткость с помощью, по меньшей мере, одной пары стяжных болтов 5, из которой по одному стяжному болту 5 находится над или под U-образным проводником 3, и с помощью одной нажимной пластины 51 на фронтальных гранях обеих частей 31 эта пара соединена, а общий источник пульсирующего тока 4 является центром идентичных проводников 3, подключенных к нему и расположенных вокруг него по схеме звезды.
23. Катушка для многоштучной обработки трубообразных изделий по любому из пп.1-4, 9, отличающаяся тем, что двум частям 31 придана жесткость с помощью, по меньшей мере, одной пары стяжных болтов 5, из которой по одному стяжному болту 5 находится над или под U-образным проводником 3, и с помощью одной нажимной пластины 51 на фронтальных гранях обеих частей 31 эта пара соединена, а общий источник пульсирующего тока 4 является центром идентичных проводников 3, подключенных к нему и расположенных на цилиндрической поверхности параллельно друг другу.
24. Катушка для многоштучной обработки трубообразных изделий по п.1, отличающаяся тем, что, по меньшей мере, один элемент является крышкой, а сопрягаемый с каждой крышкой 1 элемент является емкостью 2, закрываемой этой крышкой, и поверх крышки 1 надвигается декоративная накладка из немагнитного материала, которая на своей внутренней стороне в радиальной плоскости имеет выступ, фиксируемый в обрабатываемой области 11 крышки 1.
25. Катушка для многоштучной обработки трубообразных изделий по п.1, отличающаяся тем, что, по меньшей мере, один элемент является крышкой 1, а сопрягаемый с каждой крышкой 1 элемент является емкостью 2, закрываемой этой крышкой, и поверх крышки 1 надвигается декоративная накладка из немагнитного материала, которая на своей внутренней стороне в радиальной плоскости имеет выступ, фиксируемый в обрабатываемой области 11 крышки 1, и декоративная накладка на своей внутренней стороне в радиальной плоскости имеет, по меньшей мере, три равномерно распределенных фиксирующих язычка, выполненные с возможностью фиксации в обрабатываемой области 11 крышки 1.
26. Катушка для многоштучной обработки трубообразных изделий по любому из пп.1-4, 9, 24, 25, отличающаяся тем, что части 31 электрического проводника 3 расположены под углом или отогнуты.
27. Способ изготовления катушки для многоштучной обработки трубообразных изделий по пп.1-26, отличающийся тем, что покрытие внутренних кромок 33, а также соединительных участков этих покрытых областей образованы путем заливки отверстий в механически несущем основном устройстве электрического проводника 3, а также путем заливки полостей между внутренними кромками 33 и дополнительной, но равноудаленной негативной формой внутренних кромок 33.
28. Способ укупоривания емкостей 2 крышками 1 при помощи катушки для многоштучной обработки трубообразных изделий по пп.1-26, отличающийся тем, что
в запираемую область емкости 2 вставляют пробку 3, а затем
через запираемое отверстие емкости 2 крышку 1 надвигают до тех пор, пока обрабатываемая область 11 крышки не будет находиться напротив области прижима 21 емкости 2, после чего каждую подготовленную таким образом емкость 2 со своей крышкой 1 вводят в одну из выемок 32 электрического проводника 3 до тех пор, пока обрабатываемая область 11 крышки 1 не будет находиться на уровне внутренней кромки 33, а затем
через электрический проводник 3 пропускают пульсирующий ток, после чего
каждую укупоренную емкость 2 удаляют из области электрического проводника.
29. Способ укупоривания емкостей 2 с крышками 1 при помощи катушки для многоштучной обработки трубообразных изделий по пп.1-26, отличающийся тем, что
в запираемую область емкости 2 вставляют пробку 3, а затем
через запираемое отверстие емкости 2 крышку 1 надвигают до тех пор, пока обрабатываемая область 11 крышки не будет находиться на уровне области прижима 21 емкости 2, после чего надевают еще декоративную накладку, внутренний выступ которой или внутренний фиксирующий язычок находится на уровне обрабатываемой области 11 крышки 1, после чего
каждую подготовленную таким образом емкость 2 со своей крышкой 1 вводят в одну из выемок 32 электрического проводника 3 до тех пор, пока обрабатываемая область 11 крышки 1 не будет находиться на уровне внутренней кромки 33, и затем
через электрический проводник 3 пропускают пульсирующий ток, после чего
каждую укупоренную емкость 2 удаляют из области электрического проводника 3.
| US 4531393 А, 30.07.1985 | |||
| RU 2003409 C1, 30.11.1993 | |||
| JP 60196906 A, 05.10.1985 | |||
| JP 61099311 А, 17.05.1986 | |||
| US 5684341 А, 04.11.1997 | |||
| US 3581540 А, 01.06.1971 | |||
| WO 0722426 А, 26.06.1997. |

