Настоящее изобретение относится к способу изготовления полосы или листа из стали, пригодной для глубокой вытяжки с целью изготовления, например, стальных корпусов банок глубокой вытяжкой и утонением. Вытяжку с утонением также иногда называют утонением стенок.
Описание предшествующего уровня
Сталь, применяемая для глубокой вытяжки, должна удовлетворять множеству требований, несколько наиболее важных из которых будут рассмотрены ниже.
Для получения закрытой, так называемой сборной банки, состоящей из двух частей, первая из которых является корпусом с основанием, а вторая - крышкой, для первой части берут плоскую заготовку из стали для глубокой вытяжки, которую сначала вытягивают глубокой вытяжкой в стакан диаметром, например, 90 мм и высотой, например, 30 мм, и затем этот стакан подвергают вытяжке с утонением стенок с получением банки диаметром, например, 66 мм и высотой, например, 115 мм. Основными параметрами толщины стального материала на различных операциях изготовления являются: исходная толщина заготовки 0,26 мм, толщина основания и толщина стенки стакана 0,26 мм, толщина основания банки 0,26 мм, толщина стенки банки на середине высоты 0,09 мм, толщина верхнего края банки 0,15 мм.
Как показывает этот пример, при изготовлении банок сталь для глубокой вытяжки должна обладать хорошей формуемостью и сохранять это свойство в течение длительного времени для обеспечения возможности хранения и транспортировки. Другими словами, сталь для глубокой вытяжки не должна быть склонной к старению. Старение приводит к высоким усилиям формования, растрескиванию в процессе формования и к поверхностным дефектам из-за резко выраженных линий скольжения в деформированном металле. Способом противодействия старению является так называемое перестаривание, при котором углерод, который в большой степени способствует проявлению старения, выделяется регулируемым образом и не может в дальнейшем диффундировать к дислокациям в стали.
Стремление экономить материал за счет использования все более легких банок также оказывает влияние на требование высокой формуемости с тем, чтобы обеспечить возможность получения из заготовки заданной исходной толщины банку, имеющую стенки и верхний край минимально возможной окончательной толщины. Верхний край банки предъявляет особые требования к стали для глубокой вытяжки. После формирования банки путем вытяжки с утонением стенки верхний край уменьшают в диаметре путем так называемого обжатия с образованием шейки, чтобы обеспечить возможность использования крышки меньшего размера и таким образом сэкономить материал на крышке. После обжатия верхнего края формируется фланец для обеспечения возможности прикрепления крышки. Обжатие, в особенности, и формирование фланца являются операциями, которые предъявляют высокие требования к дополнительной формуемости стали для глубокой вытяжки, уже сформованной ранее при изготовлении корпуса.
Помимо формуемости очень важной является чистота стали. Под чистотой принято понимать степень отсутствия главным образом оксидных или газовых включений. Такие включения образуются при изготовлении стали в кислородной установке для изготовления стали и из литейного порошка, который используется при непрерывной разливке стального сляба, являющегося базовым материалом для стали для глубокой вытяжки. При обжатии шейки или формировании фланца включения могут быть источником трещин, которые сами по себе являются причиной последующей протечки банки, когда она заполнена содержимым и закрыта. В процессе хранения и транспортировки вытекание содержимого из банки может вызвать повреждение, в частности путем загрязнения, других банок или товаров вблизи поврежденной банки, во много раз превышающее ценность протекшей банки и ее содержимого. Чем меньше толщина края банки, тем выше риск растрескивания как следствие включений. Поэтому сталь для глубокой вытяжки не должна содержать включений. Поскольку включения являются неизбежными при современной технологии изготовления стали, они должны быть небольшими по размеру и присутствовать только в очень малых количествах.
Другое требование относится к степени анизотропии стали для глубокой вытяжки. При изготовлении глубоко тянутой/вытянутой с утонением или вытянутой с утонением стенки составной банки из двух частей верхний край банки не растягивается ровно, а образует волнистый край по окружности банки. В промышленности такой волнистый край называют фестонами. Тенденция к образованию фестонов ("фестонистость") является следствием анизотропии в глубоко тянутой стали. Фестоны должны отсекаться до самого нижнего пика волны, чтобы получить ровный верхний край, из которого можно сформировать фланец, а это приводит к потерям материала.
Из технологических соображений исходным материалом служит горячекатаный лист или полоса толщиной 1,8 мм и более. При обжатии примерно на 85% его конечная толщина будет приблизительно 0,27 мм. В связи со стремлением к использованию меньшего количества материала на банку желательно иметь еще меньшую конечную толщину, предпочтительнее меньше 0,21 мм. Как уже отмечалось, стандартное значение составляет приблизительно 0,17 мм. Таким образом при заданной исходной толщине приблизительно 1,8 мм требуется обжатие более чем на 90%. При обычных концентрациях углерода это ведет к образованию массивных фестонов, срезание которых приводит к чрезмерным потерям материала и теряется часть выгоды от уменьшения толщины. Эту проблему можно решить за счет использования экстра или ультра низкоуглеродистой стали (ULC стали). Такую сталь с обычно допустимыми концентрациями углерода от ниже 0,01% до 0,001% или менее получают в кислородной сталеплавильной установке путем продувки большого количества кислорода в ванну жидкой стали и сжигания большего количества углерода. После этого, если это необходимо, может следовать вакуумная обработка в ковше для дополнительного уменьшения концентрации углерода. При подаче в ванну жидкой стали большего количества кислорода в ней также образуются нежелательные металлические оксиды, которые остаются в виде включений в отлитом слябе и позднее в холоднокатаной полосе. Действие включений усиливается при уменьшении конечной толщины холоднокатаной стали. Как отмечалось, включения вредны, поскольку они могут привести к растрескиванию. Вследствие меньшей конечной толщины этот недостаток особенно касается ULC стали. В результате, выход сортов ULC стали, предназначенной для упаковки, является низким вследствие высокого объема отбраковки.
В заявке EP-A-521808 описан способ получения стали, предназначенной для использования в изготовлении банок, имеющей, например, заданную конечную толщину 0,18 мм. Способ включает горячую прокатку в аустенитной области с последующей холодной прокаткой с подогревом, например, до 660oC между двумя стадиями холодной прокатки. Используемая сталь имеет содержание углерода от 0,005 до 0,15%. Толщина стали при аустенитной прокатке не упоминается.
В заявке EP-A-504999 описан способ, в котором непрерывно отливают сляб, имеющий толщину 45 мм после "сжатия" до затвердевания сердцевины. В одной клети стана эту толщину уменьшают до 15 мм. Затем этот сляб может быть подогрет и затем намотан. После этого он может быть прокатан путем непрерывной прокатки, сначала в аустенитной области до 1,5 мм и затем в ферритной области до 0,7 мм. Но толщина такой стали слишком велика, чтобы ее можно было использовать в качестве стали для глубокой вытяжки, для изготовления корпусов банок.
В заявке EP-A-0 370 575 описан способ изготовления формуемой стальной полосы, в котором жидкую сталь непрерывно разливают в сляб толщиной менее 100 мм, который затем, если нужно после предварительного обжатия, охлаждают до ферритной области и в этой области прокатывают до конечной толщины от 0,05 до 1,5 мм.
В заявке EP-A-0 306 076 описан способ изготовления формуемой стальной полосы, в котором разливают непрерывным способом сляб толщиной менее 100 мм с помощью машины для непрерывной разливки, который прокатывают в аустенитной области толщиной от 2 до 5 мм с использованием тепла разливки. Эту полосу охлаждают до ферритной области выше 300oC и прокатывают в этой области до конечной толщины от 0,5 до 1,5 мм.
Краткое описание изобретения
Задачей настоящего изобретения является создание способа изготовления стали для глубокой вытяжки из сортов низкоуглеродистой стали, в частности сталей, имеющих содержание углерода от 0,1% до 0,01%. Предлагаемый способ позволяет при высоком выходе материала получить малую конечную толщину, а также обеспечивает другие преимущества.
В соответствии с изобретением разработан способ изготовления полосы или листа из стали для глубокой вытяжки для получения банок глубокой вытяжкой с утонением, включающий формовку сляба толщиной менее 100 мм из жидкой низкоуглеродистой стали с помощью машины для непрерывной разливки, прокатку сляба в аустенитной области с использованием тепла разливки с обжатием его до промежуточной толщины, охлаждение прокатанного сляба до ферритной области и прокатку из ферритной области до окончательной толщины, в котором прокатку сляба в аустенитной области осуществляют до промежуточной толщины, составляющей менее 1,5 мм, а общее обжатие из ферритной области от упомянутой промежуточной толщины до окончательной толщины составляет менее 90% и больше 75%. Полоса или лист, изготовленные этим способом, имеют преимущество, заключающееся в снижении тенденции к образованию фестонов при последующей глубокой вытяжке или вытяжке с утонением. Степень анизотропии зависит от концентрации углерода и общего обжатия при прокатке, которому подвергалась сталь для глубокой вытяжки в ферритной области.
В основу изобретения положена идея, что общее обжатие в ферритной области, следующее за переходом из аустенитной области, является существенным для образования фестонов и что образование фестонов может быть предотвращено или ограничено путем поддержания обжатия при холодной прокатке в ферритной области в заданных пределах при заданном содержании углерода за счет вхождения в ферритную область при достаточно тонкой полосе.
В предпочтительном варианте способа в соответствии с настоящим изобретением общее обжатие по толщине в ферритной области составляет меньше чем 87%.
Степень обжатия при прокатке вследствие того, что имеет место минимальная анизотропия, зависит от концентрации углерода и тем больше, чем меньше концентрация углерода. В случае низкоуглеродистой стали обжатие при холодной прокатке при минимальной анизотропии и, следовательно, при минимальном образовании фестонов находится в пределах менее 87% и, предпочтительно, менее 85%. В сочетании со свойствами хорошей формуемости является предпочтительным, чтобы общее обжатие составляло более 75% и предпочтительно более 80%. Конечная толщина стали может составлять менее 0,20 мм и даже менее 0,15 мм.
Согласно предпочтительному выполнению способа согласно изобретению прокатку из ферритной области ведут, по крайней мере, холодной прокаткой. Более предпочтительным является, если из ферритной области сляб последовательно пропускают через линию холодной прокатки, рекристаллизационную печь и вторую линию холодной прокатки. Следующее преимущество согласно изобретению достигается в том случае, если обжатие сляба из ферриттной области осуществляют на первой линии холодной прокатки с помощью, по крайней мере, одной клети стана, с обжатием, по крайней мере, на 30% за один пропуск. Кроме того, обжатие сляба из ферритной области до конечной толщины может осуществляться на второй линии холодной прокатки, составляющей менее 0,14 мм.
Предложенный способ обеспечивает возможность получения стали для глубокой вытяжки с использованием обычной известной технологии и обычного известного устройства, а также возможность получения более тонкой стали для глубокой вытяжки, чем это было возможно до настоящего времени. В частности, могут использоваться известные технологии прокатки и последующей обработки в ферритной области.
Принято изготавливать стальную полосу, начиная с отливки стального сляба толщиной от 50 мм до 250 мм, колеблющейся в зависимости от применяемой технологии разливки. Этот способ может быть использован и в настоящем изобретении. После предварительного обжатия такой сляб охлаждают до окружающей температуры, временно хранят и, возможно, подправляют, после чего подогревают до аустенитной области. Сляб прокатывают в горячем состоянии в аустенитной области до заданной промежуточной толщины. На практике в известном процессе эта толщина составляет 1,8 мм или больше. Затем сляб прокатывают в ферритной области в полосу требуемой конечной толщины.
В предпочтительном варианте способа согласно изобретению стальную полосу изготавливают путем непрерывной разливки расплавленной низкоуглеродистой стали в сляб и прокатки упомянутого сляба в аустенитной области до промежуточной толщины без охлаждения упомянутого сляба с выходом за аустенитную область. Предпочтительно, чтобы в этом способе использовалось тепло разливки в непрерывном процессе, т. е. сталь в целом не подвергалась подогреву, по крайней мере, до достижения промежуточной толщины, кроме подогрева за счет любого тепла, генерируемого в процессе прокатки.
Преимущество этого варианта заключается в небольшом количестве отдельных технологических этапов. Это ведет к более высокому выходу материала вследствие исключения этапов ввода и выпуска. Более того, при обеспечении возможности использования тепла разливки сляба для прокатки в аустенитной области, обеспечивается более высокая отдача энергии. Кроме того, поскольку способ имеет большую степень непрерывности, он может осуществляться в более легко монтируемой установке. В этом контексте под непрерывным процессом следует понимать процесс, в котором стальной сляб временно хранился в намоточном аппарате, также известном как приемная коробка разматывания в аустенитной области и при этом используется теплота разливки.
При горячей прокатке сляба проблемой является то, что в процессе прокатки температура сляба падает вследствие потерь на излучение и потерь тепла на охлаждаемых валках. Падение температуры ниже аустенитной области является нежелательным с точки зрения требований к качеству и контролируемости процесса прокатки; а любое повышение температуры на входе для исключения падения температуры ниже аустенитной области ограничено из-за ускоренного образования оксидов. Увеличение скорости прокатки лимитируется вследствие тенденции полосы к тому, что она начинает биться. Чтобы можно было полностью прокатать сляб до установленной промежуточной толщины в аустенитной области, в предпочтительном варианте способа является целесообразным после формовки сляба толщиной менее 100 мм осуществлять прокатку сляба в аустенитной области в промежуточный сляб, проводить выравнивание температуры промежуточного сляба, по крайней мере, в одной печи; намотку в намоточном аппарате и прокатку промежуточного сляба после разматывания из намоточного аппарата в аустенитной области до промежуточной толщины.
В таком печном устройстве, как индукционная печь тепловые потери, которые происходят главным образом на поверхности, могут быть компенсированы в случае необходимости. Если нужно, тепло также может отводиться, если печь оборудована системой охлаждения. Альтернативно, в печи может быть предусмотрено выравнивание температуры. В намоточном аппарате происходит дальнейшее выравнивание температуры между поверхностью сляба и его сердцевиной. Сляб также может быть гомогенизирован в направлении его ширины для улучшения профиля и однородности свойств.
Специалисту будет понятно, что даже при использовании только одного печного устройства или только моталки и печи может быть обеспечена, по крайней мере, часть этого преимущества и что изобретение не ограничивается комбинацией этих двух устройств.
Учитывая количество этапов обжатия, которые должны быть осуществлены в аустенитной области, и величину обжатия в них, предпочтительнее осуществлять способ таким образом, чтобы промежуточный сляб имел толщину от 5 до 25 мм, предпочтительнее от 5 до 20 мм. Это позволяет использовать оптимальное число прокатных клетей в установке для черновой обработки, расположенной перед намоточным аппаратом, и в установке для дрессировки и прокатки, расположенной после него, и обеспечить оптимальное прокатывающее усилие.
Особенно предпочтительным является вариант способа, в котором в течение, по крайней мере, части промежутка времени, когда сляб находится в аустенитной области, поддерживается неокислительная газовая атмосфера. Серьезной проблемой при прокатке в аустенитной области является то, что образование окиси на поверхности сляба возрастает с повышением температуры, в конечном счете налагая ограничение на максимальную температуру на входе для аустенитной прокатки. За счет обработки сляба, по крайней мере частично, в неокислительной газовой атмосфере образование оксидного слоя в любом случае ограничивается. Это означает, что в аустенитной области могут быть выбраны более высокая температура на входе или более короткий период пребывания. Следовательно, можно относительно простым способом обеспечить достижение заданной промежуточной толщины, составляющей менее 1,8 мм и даже менее 1,3 мм. Установлено, что при небольшом количестве окалины можно достичь промежуточной толщины около 1,0 мм.
В наиболее эффективном варианте способа согласно изобретению неокислительная газовая атмосфера поддерживается, по крайней мере, в печном устройстве и намоточном аппарате или и в том, и в другом, так как уже получен промежуточный сляб. B обычном печном устройстве сляб подвергается воздействию окружающей газовой атмосферы в течение относительно продолжительного периода времени и в отсутствие защиты. В случае, когда эта газовая атмосфера становится неокислительной, достигается эффект, заключающийся в том, что, по крайней мере, в печном устройстве образуется меньше оксида или не образуется вообще. Рулон сляба остается в намоточном аппарате в течение относительно продолжительного времени при относительно высокой температуре. Поддержание неокислительной атмосферы в намоточном аппарате обеспечивает достижение эффекта, заключающегося в том, что не может образоваться окалина, которая в противном случае была бы значительной, особенно вследствие высокой температуры сляба.
Изобретение может быть осуществлено в установке для изготовления стальной полосы или листа, содержащей:
(а) установку непрерывной разливки для отливки стального сляба,
(б) печное устройство для регулирования температуры сляба из установки непрерывной разливки, имеющее камеру с входом, выходом и путь перемещения сляба от входа к выходу, при этом в упомянутой камере поддерживается необходимая атмосфера на протяжении всего пути,
(в) намоточный аппарат для намотки сляба из печного устройства, имеющий защитный кожух, обеспечивающий закрытое пространство для рулона и поддерживающий необходимую атмосферу в закрытом пространстве, при этом защитный кожух намоточного аппарата имеет вход для сляба,
(г) устройство аустенитной прокатки для прокатки сляба до промежуточной толщины в аустенитной области после разматывания из намоточного аппарата и
(д) устройство для ферритной прокатки для прокатки сляба, имеющего упомянутую промежуточную толщину, в ферритной области или лист, имеющие заданную конечную толщину,
причем выход печного устройства выполнен с возможностью, по существу, газонепроницаемого разъемного соединения с входом упомянутого намоточного аппарата. Установка также может иметь средство для обжатия сляба между установкой непрерывной разливки и печным устройством.
Установка предпочтительно имеет средство для создания неокислительной газовой атмосферы, контактирующей с упомянутым слябом, по крайней мере, только в печном устройстве или намоточном аппарате.
Такое устройство и его преимущества и характерные варианты описаны в международной заявке на патент "Установка для изготовления стальной полосы" с той же датой подачи, что и настоящая заявка, и на имя тех же заявителей за номером Н0848. Содержание этой заявки включено в настоящее описание для справки.
Типичным печным устройством является электрическая печь, в которой посредством контактного или индукционного нагрева к слябу подается энергия, чтобы вновь нагреть поверхность сляба после охлаждения вследствие удаления окалины посредством высоконапорных водяных сопел для удаления окалины и вследствие тепловых потерь в окружающую среду. В традиционных установках в процессе этого нагрева поверхность подвергается воздействию обычной наружной атмосферы на относительно большом расстоянии и, следовательно, в течение относительно продолжительного периода времени, так что на поверхности снова образуется окалина, которая в этих условиях является тонким прочно сцепленным слоем, который практически невозможно полностью удалить посредством доступных очень высоких давлений воды и который, в конечном счете, должен быть удален путем травления.
Печное устройство может использоваться только для выравнивания температуры стального сляба или может быть приспособлено для изменения температуры, по крайней мере, сердцевины сляба.
В такой установке предотвращается контактирование сляба с наружной атмосферой, когда он проходит через относительно длинное печное устройство, чтобы свести к минимуму образование окалины на наружной поверхности сляба.
Как уже упоминалось, намоточный аппарат снабжен защитным кожухом, т.е. экранирующим средством для поддержания заданной газовой атмосферы в намоточном аппарате. В традиционной установке сляб наматывается при относительно высокой температуре в намоточном аппарате и хранится в нем в течение некоторого времени для выравнивания температуры или в ожидании дальнейшей обработки в прокатном агрегате. В установке, в которой намоточный аппарат имеет неокислительную атмосферу, предотвращается окисление сляба, а также дальнейшее окисление сляба во время его пребывания в намоточном аппарате. Намоточный аппарат предпочтительно имеет герметизирующее средство, как, например, дверцу для закрывания его входа и поддержания заданной атмосферы внутри намоточного аппарата, когда последний отсоединен от печного устройства.
Как уже упоминалось, выход печного устройства установки разъемно соединен, по существу, газонепроницаемо с намоточным аппаратом. Это также обеспечивает преимущество, заключающееся в том, что от момента, когда сляб поступает в печное устройство, до момента, когда он выходит из намоточного аппарата, сляб не контактирует с наружным воздухом, а постоянно окружен газовой атмосферой заданного состава. При этом газовая атмосфера в печном устройстве и в намоточном аппарате может быть одинаковой или различной.
Предпочтительно намоточный аппарат выполнен подвижным и может перемещаться из положения соединения с печным устройством в положение для разматывания упомянутого сляба в агрегат аустенитной прокатки. Это также сводит к минимуму время контактирования с окружающей атмосферой.
Сляб, разматываемый из намоточного аппарата, прокатывается в последующей чистовой линии в горячекатаную полосу толщиной менее 1,8 мм, предпочтительнее менее 1,5 мм.
Чтобы обеспечить по возможности простую и компактную чистовую линию и ограничить скорость на ее выходе, предпочтительно, чтобы толщина разматываемого сляба была минимально возможной. Для того, чтобы обеспечить возможность хорошего наматывания этого сляба, является предпочтительным, чтобы намоточный аппарат был снабжен сердечником, на который может наматываться рулон. Отрезаемый конец сляба, который может быть шероховатым, зажимается на сердечнике и затем наматывается в намоточном аппарате в рулон по траектории, задаваемой сердечником. Эта вынужденная траектория обеспечивает возможность надежного наматывания в широком диапазоне толщин. Это обеспечивает большую свободу в той части процесса, которая осуществляется до наматывания, а также возможность наматывания тонких прокатанных слябов.
Известная установка для последующей обработки горячекатаной полосы содержит отдельные агрегаты для холодной прокатки и отжига. Для получения тонкой и механически прочной холоднокатаной стали однократно прокатанную в холодном состоянии полосу отжигают первый раз, затем снова прокатывают в холодном состоянии, отжигают и дрессируют с получением так называемой двукратно холоднокатаной стали (DCR).
Эта установка обеспечивает возможность изготовления горячекатаной полосы толщиной менее 1,3 мм. Такая полоса может быть дополнительно эффективно обработана в агрегате холодной прокатки, который последовательно включает первую линию холодной прокатки, рекристаллизационную печь и вторую линию холодной прокатки. Поскольку исходным материалом является тонкая горячекатаная полоса, агрегат может иметь вид последовательно размещенных установок, через которые подлежащая обработке полоса проходит в, по существу, непрерывном процессе. Результатом этого является компактная установка, которая, сверх того, обеспечивает возможность производства DCR стали непрерывным способом. Такая DCR сталь и ее применения известны, например, в изготовлении сборных банок из трех частей в упаковочной промышленности.
Для получения хорошей способности к формоизменению является предпочтительным, чтобы первая линия холодной прокатки обеспечивала, по крайней мере, 30% обжатия за один проход, по крайней мере, в одной из клетей прокатного стана первой линии холодной прокатки. При таком обжатии сталь подвергается деформации, достаточной для последующей рекристаллизации. Кроме того, можно обжимать материал настолько, что после рекристаллизации его можно будет прокатать до конечной толщины на относительно простом прокатном стане.
Особенно компактный и легко управляемый агрегат получен в варианте, в котором первая линия холодной прокатки содержит три клети кварто.
Хорошую способность к формоизменению при заданном обжатии также можно получить в варианте агрегата, в котором вторая линия холодной прокатки содержит две клети стана, предпочтительно две шестивалковые клети, хотя также возможны две клети кварто.
Вторая линия холодной прокатки предпочтительно должна быть пригодна для обжатия до конечной толщины менее 0,14 мм. Это обеспечивает преимущество, заключающееся в том, что она может использоваться для производства холоднокатаной полосы или листа в фактически непрерывном процессе, при этом обеспечивается достижение толщины, которая в ином случае может быть достигнута только путем сложной технологии двукратной холодной прокатки.
Специалисту будет понятно, что компактная установка, содержащая первую линию холодной прокатки, рекристаллизационную печь и вторую линию холодной прокатки, также может использоваться как автономный агрегат или в комбинации с агрегатом для изготовления аустенитно горячекатаной полосы иначе, чем это описано в настоящем описании. На такой компактной установке можно получать сорта DCR стали малой толщины для известных применений, как, например, упаковочный материал толщиной 0,14 мм или менее.
Описание чертежей
В дальнейшем изобретение поясняется описанием примеров его осуществления со ссылкой на прилагаемые чертежи, на которых:
фиг. 1 является схематическим изображением вида сверху установки для осуществления изобретения,
фиг. 2 является схематическим изображением вида сбоку установки фиг. 1 и
фиг. 3 является схематическим изображением вида сбоку дополнительной части установки для осуществления изобретения.
Описание варианта осуществления изобретения
На фиг. 1 изображена установка для непрерывной разливки 1 с двумя ручьями. Установка непрерывной разливки 1 содержит ковшовую башню 2, в которой могут быть размещены два ковша 3 и 4. Каждый из двух ковшей вмещает приблизительно 300 тонн жидкой стали. Установка непрерывной разливки снабжена промежуточным разливочным ковшом 5, который наполняется из ковшей 3 и 4 и поддерживается наполненным. Жидкая сталь вытекает из промежуточного разливочного ковша в две изложницы (не показаны), откуда сталь, теперь в форме частично затвердевшего сляба, сердцевина которого еще находится в жидком состоянии, пропускается между валками изогнутых рольгангов 6 и 7. Для некоторых сортов стали целесообразно обжать стальной сляб в рольгангах 6 и 7, в то время, пока его сердцевина еще находится в жидком состоянии. Эта операция известна как сдавливание или сжатие.
На выходной стороне двух рольгангов 6 и 7 расположены брызгала для удаления окалины 8, посредством которых окалина удаляется со сляба водой под давлением приблизительно 200 бар. Начиная от толщины отливки, составляющей, например, приблизительно 60 мм, сляб после сдавливания обычно еще имеет толщину приблизительно 45 мм. Посредством трехклетевых линий стана 9 и 10 сляб дополнительно обжимается до толщины в диапазоне от 10 до 15 мм. Если это необходимо, головная и хвостовая части сляба могут быть отрезаны ножницами 11 и 12, или сляб разрезается на отрезки необходимой длины.
Вместо разливки тонкого сляба толщиной менее 100 мм также можно разливать более толстый сляб и посредством прокатки, в частности посредством реверсивной прокатки, обжимать его до толщины от 10 до 15 мм.
В способе настоящего изобретения сляб обычно прокатывают в промежуточный сляб толщиной от 10 до 15 мм, как упоминалось выше. Этот прокатанный сляб транспортируется в печное устройство 13 или 14.
Каждое из печных устройств имеет нагревательные средства (не показаны), например индукционные нагревательные средства, для нагрева прокатанного сляба до необходимой температуры в аустенитной области. Печные устройства имеют форму закрытых кожухов и снабжены кондиционирующими средствами для создания и сохранения требуемой неокислительной газовой атмосферы в печном устройстве. В изображенном варианте кондиционирующее средство печного устройства содержит отсасывающий трубопровод 15, насос 17, средство для дозирования и очистки газа 19 и подающий трубопровод, по которому газ нагнетается в печное устройство. Если необходимо, средство для дозирования и очистки газа 19 также может содержать газонагревательное устройство для компенсации любых тепловых потерь. Поэтому для регулирования температуры газа могут применяться теплообменники, использующие горение газа в качестве источника тепла и воду для охлаждения.
Газовая атмосфера, предусмотренная в печном устройстве и предпочтительнее также в намоточном аппарате, является, по существу, неокислительной, хотя она неизбежно может содержать незначительные количества кислорода вследствие протечки воздуха. Предпочтительно, она базируется на азоте, хотя также может использоваться инертный газ, например аргон, если это позволяет его высокая стоимость. Азот может содержать добавки для замедления азотирования стальной поверхности, известного в процессе периодического отжига стали. Газовая атмосфера может содержать водяные пары.
Печное устройство имеет на его входной и выходной сторонах отверстия 23, 25, имеющие герметизирующие средства для предотвращения любого нежелательного проникновения газа из окружающей атмосферы. Подходящей температурой обжатого сляба на выходе из печного устройства является 1080oC. Печное устройство, по существу, газонепроницаемо соединено с намоточным аппаратом 27, при этом сам намоточный аппарат 27 содержит, по существу, газонепроницаемый закрытый кожух, в котором сляб наматывается в рулон. Намоточной аппарат предпочтительно имеет сердечник 29, удерживающий рулон в процессе намотки.
В этом варианте газовая атмосфера, создаваемая в печном устройстве, также поступает в намоточный аппарат, когда последний соединяется с печным устройством. Альтернативно, и печное устройство, и намоточный аппарат могут быть снабжены кондиционирующими средствами, описанными выше, для создания требуемой атмосферы.
При этом фактически синхронно с наматыванием сляба на намоточный аппарат 27, сляб, отлитый в другом ручье, наматывается в намоточном аппарате 28, имеющем сердечник 30 (не показан). Каждый из намоточных аппаратов 27 и 28 и печных устройств 13 и 14 имеет герметизирующие средства 33, 35, 34, 36 соответственно, посредством которых намоточные аппараты и печные устройства могут быть герметизированы при отсоединении с тем, чтобы после отсоединения никакой газ не мог проникнуть из наружной атмосферы и газовая атмосфера в намоточных аппаратах и печных устройствах сохранялась нетронутой.
В качестве герметизирующих средств для отверстий печных устройств и намоточных аппаратов обычно пригодны стальные заслонки, сдвинутые в закрытое положение, или это могут быть дверцы с приводом. Для сведения к минимуму протечек газа дополнительно могут быть предусмотрены гибкие завесы.
Как только намоточный аппарат 27 заполняется слябом, смотанным в рулон, этот намоточный аппарат 27 отсоединяется от печного устройства 13 и переводится из позиции A (смотри фиг. 1) через позицию B в позицию C. В позиции C намоточный аппарат имеет поворотное приемное устройство 31 (не показано), посредством которого в позиции C намоточный аппарат может поворачиваться на 180oC вокруг его вертикальной оси. Следующий поворот намоточного аппарата осуществляется через позицию ожидания D во входную позицию E. Когда намоточный аппарат перемещается из позиции A в позицию E, пустой намоточный аппарат перемещается из позиции E в поворотном устройстве 37 в позицию F. Последующим поворотом на 180o вокруг вертикальной оси посредством поворотного устройства 37 намоточный аппарат перемещается через позицию G в исходную позицию A, в которой он готов к приему нового сляба.
Соответствующий метод работы применим и для второго ручья, в результате чего намоточный аппарат 28, заполненный слябом, перемещается из позиции B в позицию C и после поворота на 180o - в позицию D. Намоточный аппарат остается в этой позиции до тех пор, пока намоточный аппарат, который в настоящее время разматывается, например намоточный аппарат 27, не опорожнится в позиции E и не переместится в теперь свободную позицию F. Как только намоточный аппарат 28 покидает позицию B, пустой намоточный аппарат из позиции I после поворота на 180o вокруг вертикальной оси посредством поворотного устройства 38 перемещается через позицию K для того, чтобы занять позицию намоточного аппарата 28, теперь уже удаленного. Новый сляб, подаваемый из печного устройства 14, может быть намотан в пустом намоточном устройстве. Вдоль путей, по которым перемещаются намоточные устройства, установлены устройства, предпочтительно электрические провода, для обеспечения энергией для внутреннего нагрева намоточных аппаратов в соответствии с необходимостью. Для этой цели намоточные аппараты имеют электрические нагреватели для нагрева рулонов и контакты для приема энергии от закрепленных проводов. Путь B, C, D, E является общим и используется, как описано, намоточными аппаратами обоих ручьев. Позиция C имеет поворотное приспособление, и позиция D является позицией ожидания, в которой намоточный аппарат, заполненный рулоном, готов перемещаться в позицию E, как только она освободиться. Позиции C и D могут меняться местами или могут совпадать.
Описанным выше образом намоточный аппарат прибывает в позицию E, в которой его герметизирующее средство 33 закрыто, при этом намоточный аппарат заполнен рулоном с температурой, составляющей приблизительно 1080oC. После того, как открылось герметизирующее средство 33, конец наружного витка, соответствующий хвосту намотанного сляба, подается в линию стана. Если это необходимо, головная часть может быть отрезана ножницами для отрезания концов, если она не соответствует заданной форме или составу для последующей обработки. Если еще образовалась окалина, она может быть легко удалена с помощью высоконапорных сопел или брызгал 42. На практике образование окалины является незначительным вследствие того, что сляб почти постоянно находится в кондиционированной газовой атмосфере. Вследствие того, что намоточный аппарат поворачивается на 180o, его первоначальный вход, который теперь становится выходом, может быть очень близко подведен к входу линии стана. Это также сводит к минимуму образование окалины.
В изображенном примере линия стана 40 имеет четыре клети и спроектирована таким образом, что сляб может быть прокатан в аустенитной области или, по крайней мере, при такой температуре, при которой только небольшая часть превращается в феррит. Для низкоуглеродистой стали минимальной заданной температурой является температура, составляющая приблизительно 820oC. Для контролирования толщины, ширины и температуры в прокатную линию, до или между клетями стана, может быть введено контрольно-измерительное устройство 43.
Как описано выше, установка обеспечивает достижение эффекта, заключающегося в образовании меньшего количества окалины при обработке сляба и полосы. Вследствие этого, а также благодаря более низкой скорости на входе последней линии стана 40, которая является дополнительным преимуществом, можно достичь меньшей, чем традиционная, конечной толщины горячекатаной стадии. В описанной установке на выходе линии стана 40 может быть достигнута толщина 1,0 мм и менее.
После выхода на линии стана 40 горячекатаная полоса пропускается через охлаждающую линию, в которой полоса охлаждается до требуемой температуры в ферритной области посредством водяного охлаждения. И, наконец, полоса наматывается в рулон в намоточном аппарате 45. Путем выбора охлаждения в охлаждающей линии можно известным способом воздействовать на рекристаллизацию в ферритной области и тем самым воздействовать на механические свойства горячекатаной полосы.
Следовательно, используя установку на фиг. 1 таким образом, можно за счет теплоты разливки получать в последовательной серии технологических этапов аустенитно прокатанную стальную полосу, пригодную для дальнейшей обработки, описанной ниже. Внешний подогрев после разливки может быть исключен (за исключением любого тепла, образующегося при прокатке).
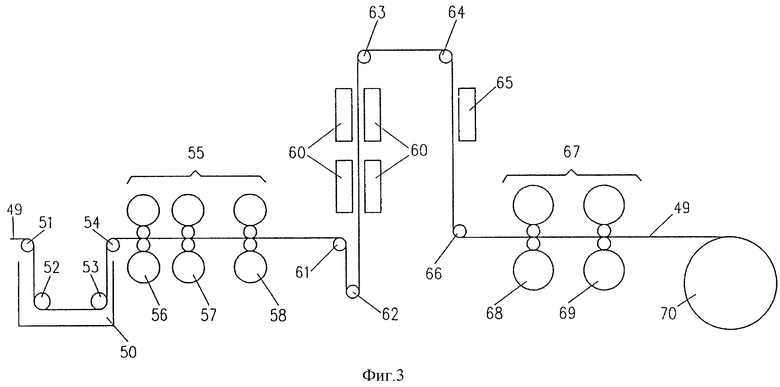
Из намоточного аппарата 45 или непосредственно из охлаждающей линии 44, или используя другой способ временного хранения, горячекатаная полоса затем обрабатывается в агрегате холодной прокатки, как показано на фиг. 3.
На фиг. 3 показана линия травления 5, через которую полоса 49 проводится посредством направляющих роликов 51, 52, 53, 54 для удаления любой окиси, которая могла образоваться. После выхода из агрегатной линии травления полоса подвергается первой серии операций обжатия в первой линии холодной прокатки 55, содержащей три клети кварто 56, 57, 58. В одной из этих клетей обжатие составляет, по крайней мере, 30%. Затем полоса рекристаллизуется в непрерывно действующей рекристаллизационной печи 60 при требуемой температуре. Для компактности установки рекристаллизационная печь выполнена в виде вертикальной печи. Полоса подается в печь и из нее посредством направляющих роликов 61, 62, 63, 64. По выходе из печи полоса может быть теперь охлаждена в холодильнике 65. Направляемая вокруг направляющего ролика 66 полоса принимается для дальнейшего обжатия во второй линии холодной прокатки 67, содержащей две шестивалковые клети 68 и 69. Впоследствии полоса 49 наматывается в намоточном аппарате 70 или разрезается на отрезки требуемой длины ножницами (не показаны) известного типа. Если необходимо, на полосу может быть нанесено покрытие перед наматыванием или резкой.
Типичными параметрами толщины полосы являются: на входе в первую линию стана приблизительно 1,0 мм, на выходе из первой линии стана приблизительно 0,2 мм, на выходе из второй линии стана приблизительно 0,12 мм. Это дает обжатие в ферритной области на 88%. Как было указано выше, для того, чтобы уменьшить образование "фестонов" предпочтительным является обжатие не более чем на 87%, предпочтительно не более чем на 85%, и оно вполне осуществимо в данной установке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 1996 |
|
RU2138344C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ПОЛОСЫ ИЛИ ЛИСТА | 1997 |
|
RU2208485C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 1996 |
|
RU2150347C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2172652C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ПОЛОСЫ, ПРОКАТАННОЙ В ФЕРРИТНОМ СОСТОЯНИИ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2218426C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ ВЫСОКОПРОЧНОЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2218427C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННЫМ ЗЕРНОМ И ПОЛУЧЕННАЯ ТАКИМ ОБРАЗОМ ЭЛЕКТРОТЕХНИЧЕСКАЯ СТАЛЬ С ОРИЕНТИРОВАННЫМ ЗЕРНОМ | 2010 |
|
RU2536150C2 |
| МЕТАЛЛИЧЕСКИЙ КОРПУС ДЛЯ УПАКОВОЧНЫХ ЦЕЛЕЙ, НАПРИМЕР КОНСЕРВНАЯ БАНКА | 1998 |
|
RU2214953C2 |
| АУСТЕНИТНАЯ СТАЛЬ, ИМЕЮЩАЯ ВЫСОКУЮ ПРОЧНОСТЬ И ФОРМУЕМОСТЬ, СПОСОБ ПОЛУЧЕНИЯ УПОМЯНУТОЙ СТАЛИ И ЕЕ ПРИМЕНЕНИЕ | 2006 |
|
RU2401877C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ЛИСТОВ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 2005 |
|
RU2277594C1 |

Изобретение относится к металлургии для получения полосы или листа из стали, пригодной для глубокой вытяжки для изготовления банок глубокой вытяжкой с утонением. Технический результат - создание способа изготовления стали для глубокой вытяжки из сортов низкоуглеродистой стали, в частности сталей, имеющих содержание углерода от 0,1 до 0,01%. Формуют сляб толщиной менее 100 мм из жидкой низкоуглеродистой стали на машине для непрерывной разливки, прокатывают полученный сляб в аустенитной области с использованием тепла разливки для обжатия его до промежуточной толщины, после чего охлаждают прокатный сляб с промежуточной толщиной до ферритной области, затем прокатывают сляб из ферритной области до окончательной толщины. Отличительной особенностью предложенного способа является то, что упомянутая промежуточная толщина составляет менее 1,5 мм, а общее обжатие в ферритной области от упомянутой промежуточной толщины до окончательной толщины составляет менее 90 и больше 75%. 10 з.п.ф-лы, 3 ил.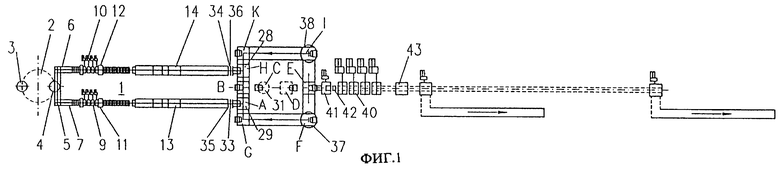
| ПРЕДОХРАНИТЕЛЬНОЕ ПРОТИВ ПЕРЕГРУЗКИ УСТРОЙСТВО | 0 |
|
SU306076A1 |
| EP 0521808 A, 07.01.1993 | |||
| Дождемер | 1973 |
|
SU504999A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОТРАБОТАННОГО ЭЛЕКТРОГРАФИЧЕСКОГО НОСИТЕЛЯ | 0 |
|
SU370575A1 |
| RU 2053859 C1, 10.02.1996 | |||
| Способ изготовления холоднокатаных листов | 1981 |
|
SU1071650A1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления металлической полосы | 1990 |
|
SU1839682A3 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| DE 98119732, 25.03.1997. | |||

