Изобретения относятся к области переработки полимерных материалов, в частности, к способам и устройствам для получения порошка из полимерных материалов, и могут быть использованы при измельчении синтетических и природных полимерных материалов, в частности, термопластичных, сшитых полимеров, полимер-полимерных смесей, полимерных композитов и их отходов, в виде рыхлой крошки или волокон с получением высокодисперсного порошка высокого качества.
Важными характеристиками, как процесса измельчения полимерных материалов, так и устройства для измельчения являются качество порошкового материала, а именно его фракционный состав, форма и средний размер получаемых порошковых частиц, а также энергозатраты на получение порошка.
Известен способ получения резинового порошка в аппарате экструзионного типа путем двухстадийного измельчения материала: сначала в условиях пульсирующего объемного напряжения от 15 до 250 МПа, возрастающего со скоростью от 5 до 90 МПа/с, с частотой 5-600 Гц и при температуре, возрастающей со скоростью 50-150°С/с в диапазоне от 90 до 380°С, при одновременном газонасыщении резины продуктами расщепления пластификаторов и других компонентов, а затем при быстром снижении объемного напряжения со скоростью 50-150 МПа/с (ЕР №1362681 А1, В29В 17/00, опубл. 19.11.2003).
Способ позволяет получать резиновые порошки с удельной поверхностью 0,4-5,0 м2/г из отходов шинной резины и резинотехнических изделий.
На первой стадии способа при воздействии на материал указанных выше факторов материал уплотняется, и частично даже измельчается, причем параметры процесса, то есть, объемное напряжение, температура, деформация сдвига, очень сильно отличаются друг от друга по всему объему материала, в частности, изменение объемного напряжения на стадии уплотнения очень велико. Следует отметить, что различия указанных параметров усиливаются в случае осуществления процесса вблизи верхних границ указанных выше интервалов параметров процесса. И на второй стадии измельчения резина подвергается воздействию очень сильно меняющегося напряжения, поэтому порошок получается низкого качества, поскольку для получения однородного порошкообразного продукта требуется проведение процесса измельчения при наиболее близких значениях параметров процесса: давления, напряжения сдвига и температуры.
Недостатком способа является низкое качество порошка, поскольку порошок содержит незначительное количество частиц с размером менее 0,2 мм, а частиц с размером более 0,8 мм содержит 15-25%. К недостаткам способа следует отнести и сложность его реализации. Для реализации процесса с такими крайне высокими значениями параметров как скорость нагрева материала, скорость его охлаждения, скорость возрастания объемного напряжения и другие, потребуется использование уникального, дорогостоящего оборудования. Например, в современных промышленных диспергаторах и в других установках экструзионного типа, без введения специальных конструктивных элементов, скорость нагрева материала не превышает 3-30°С/с. Также, недостатком способа является его неэкологичность, связанная с выделением газообразных продуктов, а также, завышенные энергозатраты, в частности, это определяется двухстадийностью измельчения. Удельные энергозатраты на измельчение резин данным способом составляют более 400 кВт⋅ч/т.
Известен способ получения порошка из полимерного материала, включающий нагрев материала и последующее измельчение. Нагрев в способе осуществляют до температуры 30-250°С в две стадии, сначала при возрастании давления от 0,1-0,5 до 3-100 МПа, а затем в изобарических условиях и при деформации сдвига 0,3-10 в течение 0,3-5 с. А измельчение осуществляют путем воздействия на перерабатываемый материал давления в условиях снижения давления до 0,1-0,5 МПа и в условиях сдвиговых деформаций 0,5-50 при одновременном охлаждении (Патент РФ 2057013 С1, В29В 17/00, опубл. 27.03.1996). Исходя из нашего опыта переработки мелкой резиновой крошки, гранул полиэтилена и других полимеров в современных роторных диспергаторах отмечаем, что на стадии уплотнения сдвиговым деформациям 0,3-10 ориентировочно соответствуют напряжения сдвига 0,2-15 Н/мм2, а на стадии разрушения и измельчения сдвиговым деформациям 0,5-50 ориентировочно соответствуют напряжения сдвига 0,4-150 Н/мм2.
Способ характеризуется достаточно высокой производительностью и позволяет получать порошок из полимерного материала в виде гранул, из материала с рыхлой и волокнистой структурой, из крошки, находящейся, в том числе, в эластичном состоянии. При измельчении полиэтилена после просева полученного порошка на сите с размером ячейки 0,63 мм остаток составляет 2%, однако на сите с размером ячейки 0,4 мм остаток составляет ~30%. При измельчении резины после просева порошка на сите с размером ячейки 0,63 мм остаток составляет 30%, однако на сите с размером ячейки 0,4 мм остаток составляет 40-50%.
Указанный способ реализуется в устройстве шнекового типа. Следует отметить, что при вращении шнека давление в перерабатываемом материале, реализуемое перед спиральным гребнем шнека, выше и, в ряде случаев, существенно выше, чем давление в других участках, находящихся в том же поперечном сечении шнека. Таким образом, шнек постоянно модулирует давление в процессе уплотнения материала, и эта модуляция давления проявляется на протяжении всего процесса уплотнения и нагревания материала, непосредственно до стадии измельчения. Причем в начале первой стадии нагрева материала коэффициент модуляции давления выше, чем в конце этой стадии. Из-за модуляции давления, определяемой шнеком, на второй стадии нагрева не удается обеспечить изобарические условия. Поэтому образуется уплотненный слой материала, в котором наблюдаются существенные перепады давления, при этом на второй стадии нагрева коэффициент модуляции давления снижается, но не столь существенно. Эти перепады давления и приводят к неравномерному протеканию процесса растрескивания и измельчения, и, следовательно, к снижению качества получаемого порошка.
Под коэффициентом модуляции давления понимается отношение разности между максимальным и минимальным значениями амплитуд давления к сумме этих значений, выраженное в процентах.
Недостатком способа является то, что полученный порошок характеризуется достаточно высоким содержанием частиц с размером 0,5 мм и выше, а также характеризуется высокой неоднородностью частиц по размерам и очень низким содержанием мелкой фракции (менее 0,2 мм). И кроме того, способ характеризуется довольно высокими энергозатратами, например при измельчении полиэтилена энергозатраты составляют выше 250 кВт⋅ч/т, а при измельчении резины - не менее 400 кВт⋅ч/т.
Известен способ получения высокодисперсного порошка из полимерного материала, включающий уплотнение материала и последующее измельчение. Уплотнение осуществляют в два этапа. Сначала уплотнение материала осуществляют при возрастании давления в условиях деформации сдвига от 0,1 до 3 и при охлаждении, а затем - при одновременной гомогенизации и нагревании материала за счет деформации сдвига от 1 до 1000 в изобарических и адиабатических условиях. А измельчение осуществляют в условиях деформации сдвига от 0,5 до 1000 при снижении давления и при охлаждении со скоростью 3-49°С/с. Отмечаем, что на стадии уплотнения сдвиговым деформациям 0,5-1000 ориентировочно соответствуют напряжения сдвига 1-1200 Н/мм2, а на стадии разрушения и измельчения сдвиговым деформациям 1-1000 ориентировочно соответствуют напряжения сдвига 1-2500 Н/мм2 (RU 2374037 С1, В29В 17/00, опубл. 20.01.2009).
Способ позволяет получать высокодисперсный порошок, например, при измельчении шинной резины возможно получение порошка с размером частиц 0,03-1,2 мм.
Указанный способ основан на принципе высокотемпературного сдвигового измельчения и при осуществлении указанного способа в устройстве шнекового типа вследствие специфики работы шнека уплотнение материала, по сути, происходит при возрастании давления в условиях модуляции давления, причем на первом этапе уплотнения коэффициент модуляции давления снижается по мере увеличения давления. А на втором этапе уплотнения из-за модуляции давления не удается обеспечить осуществление процесса в изобарических условиях. Вследствие этого на втором этапе уплотнения образуется уплотненный слой материала, в котором наблюдаются перепады давления от максимального к минимальному с коэффициентом модуляции примерно таким же, как в конце первого этапа уплотнения. Эти перепады давления приводят к неравномерному протеканию процесса множественного растрескивания и измельчения, и, следовательно, к снижению качества получаемого порошка.
Недостатком способа является то, что полученный порошок характеризуется высокой неоднородностью частиц по размерам и низким содержанием мелкой фракции (менее 0,2 мм), а также то, что способ характеризуется довольно высокими энергозатратами, например при измельчении полиэтилена энергозатраты достигают 240 кВт⋅ч/т, а при измельчении резины без корда - не менее 350 кВт⋅ч/т.
Наиболее близким к предлагаемому способу является способ получения порошка из полимерного материала, который включает уплотнение материала и последующее измельчение. Уплотнение материала осуществляют в условиях деформации сдвига 1-500 при возрастании давления от 0,1-0,5 МПа до 3-100 МПа и при охлаждении. Уплотненный материал подвергают измельчению в условиях деформации сдвига от 0,5 до 1000 и при дросселировании со скоростью 3×10-3 - 1×10-1 м/с в среду с давлением 0,01-0,15 МПа при одновременном снижении давления и при охлаждении (RU 2173634 С1, В29В 13/00, опубл. 20.09.2001). Отмечаем, что на стадии уплотнения материала сдвиговым деформациям 1-500 ориентировочно соответствуют напряжения сдвига 1-1200 Н/мм2, а на стадии разрушения и измельчения сдвиговым деформациям 0,5-1000 ориентировочно соответствуют напряжения сдвига 1-2500 Н/мм2.
Способ позволяет получать высокодисперсные порошки из полимерных материалов, в том числе из шинной резины, с удельной поверхностью 0,1-0,5 м2/г и размером частиц 0,03-1,2 мм.
Указанный способ основан на принципе высокотемпературного сдвигового измельчения и реализуется в устройстве шнекового типа. В процессе уплотнения шнек модулирует давление, причем давление увеличивается по направлению к камере измельчения, и по мере увеличения давления коэффициент модуляции давления снижается. Однако следует отметить, что для традиционно применяемых двухзаходных шнеков коэффициент модуляции давления в конце шнека, то есть перед стадией измельчения, остается достаточно высоким и составляет 30-40%. В условиях интенсивных сдвиговых деформаций уплотненный перерабатываемый материал нагревается до достаточно высоких температур (70-250°С), и в тот момент, когда в определенном слое материала давление, напряжение сдвига и температура достигают оптимальных значений, в этом слое начинается множественное растрескивание и измельчение с последующим выбросом образовавшихся порошковых частиц в холодную, разреженную среду. Поскольку, в способе после стадии уплотнения сразу же следует стадия измельчения, это обстоятельство приводит к наиболее сильной модуляции давления по окружности кольцевого слоя уплотненного материала, образующегося перед стадией измельчения. Это сильно затрудняет разогрев материала до нужного оптимального значения температуры и приводит к существенным колебаниям температуры при измельчении. Указанные колебания температуры и давления негативно сказываются на качестве порошка, так как полученный порошок характеризуется низкой однородностью частиц по размерам и низким содержания мелкой фракции, поскольку для повышения однородности порошкообразного продукта необходимо обеспечить постоянство указанных параметров непосредственно перед стадией измельчения.
Недостатком способа является низкое качество получаемого порошка, поскольку порошок характеризуется низким содержанием фракции с размером частиц менее 0,2 мм, относительно высоким содержанием частиц с размером 0,5 мм и более, а также то, что полученный порошок обладает высокой неоднородностью по размерам частиц. Кроме того, способ характеризуется довольно высокими энергозатратами, например в случае измельчения резины они составляют более 450 кВт⋅ч/т.
Известно устройство для получения резинового порошка, в частности, из изношенных шин путем высокотемпературного сдвигового измельчения. Устройство содержит снабженный загрузочным и выгрузным патрубками корпус, внутри которого сформированы две зоны измельчения. Первую зону измельчения образует уплотняющий шнек с убывающим в сторону выгрузного патрубка объемом межвиткового пространства и охватывающий его корпус, при этом первая зона измельчения включает область уплотнения и первую область измельчения. В области уплотнения внутренняя поверхность корпуса образована конусным отверстием с уклоном в сторону выгрузного патрубка, а в первой области измельчения внутренняя поверхность корпуса образована цилиндрическим отверстием. Указанные области уплотнения и измельчения сформированы на сменных гильзах, установленных на валу и корпусе, при этом рабочие поверхности этих областей выполнены с одной стороны гильзы, а с другой стороны гильзы выполнены винтовые каналы для подачи хладагента. Вторая зона измельчения образована активатором, жестко пристыкованным к нему выгрузным шнеком и охватывающим их цилиндрическим корпусом. При этом активатор выполнен в форме тела вращения, на поверхности которого выполнены винтовые канавки прямого и обратного направления, а выгрузной шнек расположен соосно с уплотняющим шнеком. Кроме того, рабочие поверхности активатора, вала вращения и корпуса выполнены с одной стороны гильзы, а с другой стороны гильзы - винтовые каналы для подачи хладагента (ЕР №1362681 А1, В29В 17/00, опубл. 19.11.2003).
Указанное устройство обеспечивает переработку материала в условиях эффективного отбора тепла по всей длине устройства, что способствует увеличению производительности процесса. По данным, приведенным в патенте, устройство обеспечивает на второй стадии измельчения снижение температуры со скоростью 70-150°С/с.
Недостатком устройства является то, что полученный порошок характеризуется очень широким распределением частиц по размерам, а также то обстоятельство, что устройство не позволяет получить порошок с размером частиц менее 0,2 мм. Это обусловлено тем, в устройстве отсутствуют какие-либо конструктивные особенности, которые позволили бы создать более равномерные условия проведения процесса порошкообразования. Также к недостаткам данного устройства следует отнести и отсутствие конструктивных особенностей, которые обеспечили бы интенсивный саморазогрев перерабатываемого материала именно в тех зонах устройства, где теплопотери были бы минимальными. Например, в начале первой зоны измельчения материал подвергают сдвиговому нагреву во время его транспортировки в условиях интенсивного отбора выделяющегося тепла. Наличие двух зон измельчения следует рассматривать как нежелательное конструктивное решение, которое приводит к увеличению удельных энергозатрат снижает качество полученного порошка. Кроме того, в устройстве отсутствуют какие-либо конструктивные особенности, обеспечивающие высокую скорость охлаждения порошка, полученного и на втором этапе измельчения, и в том числе, такие аномально высокие значения скоростей охлаждения переработанного материала, как 70-150°С/с.
Известно устройство для получения порошка из полимерного материала, содержащее камеру уплотнения и камеру измельчения, которые расположены соосно. Камера уплотнения выполнена в виде цилиндрического корпуса с загрузочным окном и выгрузным отверстием, а внутри указанного корпуса установлен уплотняющий шнек со спиральными канавками на поверхности, глубина которых постепенно уменьшается к выгрузному отверстию. А камера измельчения выполнена в виде цилиндрического корпуса с входным отверстием и выгрузным патрубком, при этом, внутри указанного корпуса коаксиально с образованием кольцевого зазора относительно внутренней поверхности корпуса установлен мелющий ротор. На поверхности уплотняющего шнека на его конце, расположенном у выгрузного отверстия камеры уплотнения и/или на поверхности мелющего ротора на его конце, расположенном у входного отверстия камеры измельчения, выполнена кольцевая проточка глубиной 1-8 мм в ее мелкой части, при этом уплотняющий шнек выполнен с возможностью независимого или совместного вращения с мелющим ротором. Устройство снабжено средствами охлаждения ротора и/или корпуса. (Патент РФ 2057013 С1, В29В 17/00, опубл. 27.03.1996).
В указанном устройстве материал уплотняется шнеком, в результате чего по мере продвижения к камере измельчения температура уплотненного материала постепенно увеличивается и постоянно увеличивается средняя величина давления. Вместе с тем, давление в уплотненном материале модулировано, то есть в каждой точке камеры уплотнения, там, где вдоль камеры перемещается уплотненный материал, давление периодически изменяется от определенного максимального значения до минимального и так далее. И хотя по мере продвижения материала к камере измельчения коэффициент модуляции давления постепенно снижается, он остается все же достаточно высоким даже в начале кольцевого зазора камеры измельчения, то есть там, где начинается множественное растрескивание и разрушение уплотненного материала. Следует отметить, что в указанном устройстве отсутствуют какие-либо конструктивные особенности, которые позволили бы существенно уменьшить коэффициент модуляции давления непосредственно перед камерой измельчения. Хотя наличие проточки на мелющем роторе и позволяет в какой-то степени снизить колебания давления и температуры непосредственно перед зоной измельчения, однако все же это не оказывает существенного влияния на снижение коэффициента модуляции давления. В указанных условиях формируется уплотненный слой материала, в котором наблюдаются существенные перепады давления, которые приводят к неравномерному протеканию процесса образования порошка и, следовательно, к снижению качества получаемого порошка.
Недостатком устройства является недостаточно высокое качество получаемого порошка, поскольку порошок характеризуется высокой неоднородностью частиц по размерам, относительно высоким содержанием частиц с размером 0,4 мм и более, а также низким содержанием мелкой фракции (менее 0,2 мм), И кроме того, устройство характеризуется довольно высокими энергозатратами, например при измельчении полиэтилена энергозатраты составляют выше 250 кВт⋅ч/т, а при измельчении резины - не менее 400 кВт⋅ч/т.
Известно устройство для получения высокодисперсного порошка из полимерного материала, содержащее корпус, снабженный загрузочным и выгрузным отверстиями. На внутренней поверхности корпуса жестко закреплена съемная гильза корпуса, а внутри корпуса коаксиально и с возможностью вращения установлен вал вращения, на поверхности которого жестко закреплена съемная гильза вала вращения. Вдоль оси корпуса последовательно расположены рабочие зоны: зона компрессии, зона сдвигового нагрева, зона измельчения и зона быстрого охлаждения. В зоне компрессии расположен напорный шнек, образованный спиральными канавками, которые выполнены на внешней поверхности съемной гильзы вала вращения. При этом между поверхностью напорного шнека и охватывающей его внутренней поверхностью съемной гильзы корпуса образована камера компрессии. В зоне сдвигового нагрева на внешней поверхности съемной гильзы вала вращения выполнено кольцевое углубление. На внутренней поверхности съемной гильзы корпуса в зоне сдвигового нагрева также выполнено кольцевое углубление. Между поверхностями указанных кольцевых углублений образована форкамера сдвигового нагрева. В зоне сдвигового нагрева на внутренней поверхности съемной гильзы вала вращения выполнена кольцевая канавка, при этом между поверхностью указанной кольцевой канавки и прилегающей к ней поверхностью вала вращения образована замкнутая теплоизолирующая полость вала вращения. Также в зоне сдвигового нагрева на внешней поверхности съемной гильзы корпуса выполнена кольцевая канавка, при этом между поверхностью указанной кольцевой канавки и прилегающей к ней поверхностью корпуса образована замкнутая теплоизолирующая полость корпуса. Замкнутая теплоизолирующая полость вала вращения и/или замкнутая теплоизолирующая полость корпуса заполнена теплоизолирующим материалом. В зоне измельчения расположен подпорный измельчающий элемент, выполненный на внешней поверхности съемной гильзы вала вращении в виде кольцевого выступа, на поверхность которого нанесены спиральные канавки прямого и/или обратного направления. Между поверхностью подпорного измельчающего элемента и указанной внутренней поверхностью съемной гильзы корпуса образована камера измельчения. В зоне быстрого охлаждения на внешней поверхности съемной гильзы вала вращения выполнена выгрузная кольцевая проточка с образованием камеры быстрого охлаждения между поверхностью указанной выгрузной кольцевой проточки и охватывающей ее внутренней поверхностью съемной гильзы корпуса. Устройство снабжено системой охлаждения, выполненной с возможностью охлаждения камеры компрессии, камеры измельчения и камеры быстрого охлаждения (RU 2374037 С1, В29В 17/00, опубл. 20.01.2009).
Устройство позволяет получать порошки из полимерного материала, в частности, при измельчении шинной резины устройство позволяет получать порошки с размером частиц 0,03-1,2 мм.
При переработке материала в камере компрессии указанного устройства под действием напорного шнека создается давление, среднее значение которого увеличивается по мере продвижения материала к форкамере сдвигового нагрева. Вместе с тем, в каждой точке камеры компрессии величина давления периодически меняется во времени, то есть давление модулировано, причем по мере уплотнения материала модуляция давления снижается. В форкамере сдвигового нагрева перерабатываемый материал продолжает уплотняться за счет воздействия модулированного давления и напряжения сдвига в адиабатических условиях. Хотя наличие указанной зоны сдвигового нагрева и позволяет в какой-то степени снизить колебания давления и температуры по окружности кольцевого зазора перед зоной измельчения, но все же это обстоятельство не оказывает существенного влияния на снижение коэффициента модуляции давления. Следует отметить, что в указанном устройстве отсутствуют какие-либо конструктивные особенности, которые позволили бы существенно снизить модуляцию давления непосредственно перед камерой измельчения. Вследствие этого перед началом процесса множественного растрескивания и измельчения по кольцевому слою уплотненного материала, образующегося перед камерой измельчения, периодически наблюдаются перепады давления, которые приводят к неравномерному протеканию процесса порошкообразования в камере измельчения, и как следствие, к получению порошка недостаточно высокого качества.
Недостатком устройства является то, что полученный порошок характеризуется низким содержанием мелкой фракции и относительно высоким содержанием частиц с размером 0,5 мм и более, а также то, что полученный порошок характеризуется высокой неоднородностью частиц по размерам. Кроме того, недостатком устройства являются довольно высокие энергозатраты, которые при измельчении полиэтилена составляют приблизительно 150-250 кВт⋅ч/т, а при измельчении различных резин - от 300 до 1200 кВт⋅ч/т.
Наиболее близким к предлагаемому устройству является устройство для получения порошка из полимерного материала путем высокотемпературного сдвигового измельчения, которое содержит цилиндрический корпус с загрузочным и выгрузным отверстиями, а внутри указанного корпуса последовательно и соосно расположены камера уплотнения и камера измельчения. В камере уплотнения расположен напорный шнек, а в камере измельчения расположен измельчающий элемент, который установлен коаксиально, с возможностью вращения и образованием кольцевого зазора относительно внутренней поверхности корпуса камеры измельчения. При этом измельчающий элемент выполнен в виде дроссельной заслонки в форме соединенных соосно друг с другом диска и усеченного конуса, причем одно основание диска жестко соединено с напорным шнеком, а другое основание диска жестко соединено с большим основанием усеченного конуса, а диаметр основания диска равен диаметру большего основания усеченного конуса. Устройство снабжено системой охлаждения, которая выполнена с возможностью охлаждения камеры измельчения и камеры охлаждения (RU 2173634 С1, В29В 13/00, опубл. 20.09.2001).
Устройство обеспечивает получение, в частности, высокодисперсных порошков резины, состоящих из частиц размером 0,03-1,2 мм, и характеризуется достаточно высокой производительностью.
В указанном устройстве напорный шнек подает перерабатываемый материал к рабочему органу измельчения - к дроссельной заслонке. При этом перерабатываемый материал уплотняется, образуя очень плотный, почти монолитный слой перед узким кольцевым зазором камеры измельчения. В каждой точке камеры уплотнения величина давления периодически меняется во времени, то есть напорный шнек модулирует давление. Причем в начале камеры уплотнения коэффициент модуляции давления выше, здесь он может достигать 100%, а в конце камеры уплотнения давление увеличивается, коэффициент модуляции снижается, но остается достаточно высоким и может составлять 30-40%. В уплотненном полимерном материале возникают интенсивные сдвиговые деформации, в результате чего материал нагревается до достаточно высоких температур (70-250°С). Когда давление, напряжение сдвига и температура в кольцевом слое уплотненного материала перед камерой измельчения достигает оптимальных значений, материал начинает подвергаться множественному растрескиванию и измельчению с последующим выбросом образовавшихся порошковых частиц в холодную, разреженную среду. Вследствие того, что в устройстве дроссельная заслонка расположена непосредственно после напорного шнека, это приводит к наиболее сильной модуляции давления во время множественного разрушения и измельчения материала, и, кроме того, это сильно затрудняет разогрев материала до нужного оптимального значения температуры. Значения температуры, давления и напряжения сдвига достаточно сильно меняются по окружности кольцевого слоя уплотненного материала, причем достичь значений указанных параметров, достаточно близких к оптимальным, в этом устройстве не представляется возможным. Эти факторы ухудшают качество получаемого порошка, в частности, это приводит к широкому разбросу размеров получаемых порошковых частиц.
Недостатком устройства является недостаточно высокое качество получаемого порошка, поскольку порошок характеризуется низким содержанием фракции с размером частиц менее 0,2 мм, относительно высоким содержанием частиц с размером 0,5 мм и более, а также то, что полученный порошок обладает высокой неоднородностью по размерам частиц. Также недостатком устройства являются высокие энергозатраты, в частности, при измельчении резины они составляют более 450 кВт⋅ч/т.
Задачей создания изобретений является разработка способа получения высокодисперсного полимерного материала, обеспечивающего улучшение качества материала за счет повышения содержания мелкой фракции, за счет снижения содержания частиц с размером 0,5 мм и более и за счет повышения однородности материала по размерам частиц, а также обеспечивающего снижение энергозатрат, а также разработка устройства для осуществления способа.
Поставленная задача решается способом получения высокодисперсного полимерного материала путем переработки полимера или смеси полимеров в устройстве шнекового типа непрерывного действия, включающим уплотнение перерабатываемого материала и последующее его измельчение, причем уплотнение осуществляют путем воздействия на перерабатываемый материал напряжения сдвига в условиях его возрастания, при возрастании давления в условиях модуляции давления и при снижении коэффициента модуляции давления, а измельчение осуществляют путем воздействия на перерабатываемый материал напряжения сдвига при дросселировании в условиях снижения давления и при охлаждении. При этом в предлагаемом способе уплотнение осуществляют в две стадии. На первой стадии уплотнение осуществляют путем воздействия на перерабатываемый материал напряжения сдвига в условиях его возрастания и при возрастании давления до не более 70 МПа в условиях модуляции давления при снижении коэффициента модуляции давления. На второй стадии уплотнение осуществляют путем воздействия на перерабатываемый материал напряжения сдвига в условиях его возрастания и при возрастании давления до не более 100 МПа при одновременном разделении массы перерабатываемого материала для увеличения и выравнивания давления, по меньшей мере, на три потока в условиях модуляции давления при снижении коэффициента модуляции давления, при этом минимальный коэффициент модуляции давления на второй стадии ниже, чем минимальный коэффициент модуляции давления на первой стадии не менее чем в 2 раза.
В частности, уплотнение перерабатываемого материала может быть осуществлено при охлаждении.
В частности, уплотнение перерабатываемого материала на первой стадии может быть осуществлено при воздействии напряжения сдвига при его возрастании в интервале 0,1-3 Н/мм2.
В частности, уплотнение перерабатываемого материала на первой стадии может быть осуществлено в условиях модуляции давления при снижении коэффициента модуляции давления в интервале 100-35%.
В частности, уплотнение перерабатываемого материала на второй стадии может быть осуществлено при воздействии напряжения сдвига при его возрастании в интервале 1-50 Н/мм2.
В частности, измельчение перерабатываемого материала может быть осуществлено при воздействии напряжения сдвига со средним значением не более 80 Н/мм2.
Для дополнительного улучшения качества полимерного порошка за счет придания ему определенных функциональных свойств переработка полимера или смеси полимеров может быть осуществлена в присутствии целевых добавок, выбранных из группы: структурирующие добавки, красители, термостабилизаторы, антирадиационные добавки для придания материалу способности защиты от нейтронного излучения и γ-излучения, а также диспергирующие добавки. В качестве структурирующей добавки может быть использована сера.
Поставленная задача также решается устройством для получения высокодисперсного полимерного материала, которое содержит корпус с внутренней цилиндрической полостью и с загрузочным и выгрузным отверстиями. Внутри указанной полости соосно расположены камера уплотнения, камера измельчения и камера охлаждения, при этом в камере уплотнения установлен напорный шнек, в камере измельчения установлен измельчающий элемент, а в камере охлаждения установлен вал. Измельчающий элемент установлен коаксиально и с образованием кольцевого зазора относительно внутренней поверхности корпуса камеры измельчения и выполнен в виде дроссельной заслонки в форме соединенных жестко и соосно друг с другом диска и усеченного конуса, причем большее основание указанного усеченного конуса обращено в сторону загрузочного отверстия, а меньшее основание - в сторону выгрузного отверстия и соединено с торцом вала. Устройство снабжено системой охлаждения, которая выполнена с возможностью охлаждения камеры измельчения и камеры охлаждения.
Согласно изобретению устройство дополнительно содержит камеру уплотнения и выравнивания давления, причем камера уплотнения, камера уплотнения и выравнивания давления, камера измельчения и камера охлаждения расположены последовательно и соосно, а в камере уплотнения и выравнивания давления установлен модулятор давления для увеличения и выравнивания давления на выходе из камеры уплотнения и выравнивания давления. При этом напорный шнек, модулятор давления, измельчающий элемент и вал соединены друг с другом последовательно и жестко, и установлены соосно и с возможностью вращения.
Модулятор давления может быть выполнен или в виде цилиндра и усеченного конуса, которые соединены друг с другом соосно и жестко, причем одно основание цилиндра соединено с напорным шнеком, а другое его основание соединено с меньшим основанием усеченного конуса, и при этом большее основание усеченного конуса соединено с измельчающим элементом, а на цилиндрической поверхности модулятора давления расположены силовые элементы.
Или модулятор давления может быть выполнен в виде усеченного конуса и установлен таким образом, что меньшее основание указанного усеченного конуса соединено с напорным шнеком, а большее его основание соединено с измельчающим элементом, а на конусной поверхности, преимущественно, вблизи от напорного шнека расположены силовые элементы.
Или модулятор давления может быть выполнен в виде двух соединенных друг с другом усеченных конусов, которые соединены соосно и жестко и установлены таким образом, что меньшее основание первого усеченного конуса соединено с напорным шнеком, а большее его основание соединено с меньшим основанием второго усеченного конуса, и при этом большее основание второго усеченного конуса соединено с измельчающим элементом, и, кроме того, угол наклона образующей первого усеченного конуса к оси устройства меньше, чем угол наклона образующей второго усеченного конуса к оси устройства, а диаметр большего основания первого усеченного конуса равен диаметру меньшего основания второго усеченного конуса, и при этом на поверхности первого усеченного конуса расположены силовые элементы.
Силовые элементы модулятора давления выполнены в виде выступов, способствующих увеличению и выравниванию давления на выходе из камеры уплотнения и выравнивания давления, а число силовых элементов составляет не менее трех.
В частности, в устройстве силовые элементы могут быть выполнены в виде выступов различной формы,
В частности, если указанные силовые элементы выполнены в виде выступов различной формы, эти силовые элементы могут быть выполнены в виде выступов двух различных типов. При этом силовые элементы первого типа выполнены в виде выступов с двумя фронтальными гранями и с двумя боковыми гранями - с боковой рабочей гранью и с боковой задней гранью. Фронтальные грани силовых элементов первого типа образованы двумя плоскостями сечения виртуального продолжения спирального гребня или виртуальных продолжений спиральных гребней напорного шнека в сторону модулятора давления. Указанные плоскости сечения выполнены перпендикулярно к оси устройства, причем одно из указанных сечений выполнено на расстоянии не более 0,15 от торца напорного шнека, а второе из указанных сечений - на расстоянии 0,3-0,5 от торца напорного шнека, где - длина модулятора давления. Боковая рабочая грань каждого силового элемента первого типа расположена под углом α по отношению к фронтальной грани того же силового элемента, расположенной на расстоянии не более 0,15 от торца напорного шнека, причем 90°>α>β, где β - угол подъема винтовой линии спирального гребня, причем угол β определяют относительно перпендикуляра к оси устройства. Боковая задняя грань каждого силового элемента первого типа параллельна боковой рабочей грани этого же силового элемента. А силовые элементы второго типа выполнены в виде выступов, которые имеют две фронтальные грани и две боковые грани - боковую рабочую грань и боковую заднюю грань. При этом фронтальные грани силовых элементов второго типа расположены в тех же плоскостях сечения, что и фронтальные грани силовых элементов первого типа, а боковая рабочая грань каждого силового элемента второго типа расположена по отношению к фронтальной грани этого же силового элемента, выполненной на расстоянии на более 0,15 от торца напорного шнека, под углом большим, чем α. А боковые задние грани указанных силовых элементов направлены таким образом, что сумма расстояний между всеми силовыми элементами в сечении фронтальных граней, расположенных на расстоянии 0,3-0,5 от торца напорного шнека, была бы не менее суммы расстояний между спиральными гребнями напорного шнека, причем расстояния между соседними силовыми элементами в сечении указанных фронтальных граней равны между собой.
от торца напорного шнека, а второе из указанных сечений - на расстоянии 0,3-0,5 от торца напорного шнека, где - длина модулятора давления. Боковая рабочая грань каждого силового элемента первого типа расположена под углом α по отношению к фронтальной грани того же силового элемента, расположенной на расстоянии не более 0,15 от торца напорного шнека, причем 90°>α>β, где β - угол подъема винтовой линии спирального гребня, причем угол β определяют относительно перпендикуляра к оси устройства. Боковая задняя грань каждого силового элемента первого типа параллельна боковой рабочей грани этого же силового элемента. А силовые элементы второго типа выполнены в виде выступов, которые имеют две фронтальные грани и две боковые грани - боковую рабочую грань и боковую заднюю грань. При этом фронтальные грани силовых элементов второго типа расположены в тех же плоскостях сечения, что и фронтальные грани силовых элементов первого типа, а боковая рабочая грань каждого силового элемента второго типа расположена по отношению к фронтальной грани этого же силового элемента, выполненной на расстоянии на более 0,15 от торца напорного шнека, под углом большим, чем α. А боковые задние грани указанных силовых элементов направлены таким образом, что сумма расстояний между всеми силовыми элементами в сечении фронтальных граней, расположенных на расстоянии 0,3-0,5 от торца напорного шнека, была бы не менее суммы расстояний между спиральными гребнями напорного шнека, причем расстояния между соседними силовыми элементами в сечении указанных фронтальных граней равны между собой.
В частности, в устройстве наименьшее расстояние от силового элемента модулятора давления до внутренней поверхности камеры уплотнения и выравнивания давления может быть не больше расстояния от вершины спирального гребня напорного шнека до внутренней поверхности камеры уплотнения. В этом случае создаются оптимальные условия для того, чтобы основная масса перерабатываемого материала не попадала в зазор между силовым элементом и поверхностью камеры уплотнения и выравнивания давления, а поступала бы непосредственно на рабочую грань силового элемента и, чтобы каждый силовой элемент рассекал массу перерабатываемого материала на два потока, обеспечивая, таким образом, увеличение и выравнивание давления на выходе из камеры уплотнения и выравнивания давления.
Также, если в устройстве силовые элементы выполнены в виде выступов двух различных типов, то силовые элементы, как первого, так и второго типов, могут быть выполнены в виде выступов с тремя гранями - фронтальной, рабочей и задней. При этом минимальные расстояния между каждым силовым элементом и торцом напорного шнека равны между собой и составляют не более 0,15, где - длина модулятора давления, а фронтальные грани всех силовых элементов расположены на одном и том же расстоянии в интервале от 0,3 до 0,5 от торца напорного шнека. У каждого силового элемента первого типа ребро, образованное пересечением рабочей и задней граней, расположено на виртуальном продолжении рабочей грани спирального гребня или рабочих граней спиральных гребней напорного шнека. Рабочая грань каждого силового элемента первого типа расположена под углом α к перпендикуляру к оси устройства, причем 90°>α>β, где β - угол подъема винтовой линии спирального гребня напорного шнека. А силовые элементы второго типа расположены таким образом, что расстояния между ребрами всех соседних силовых элементов в сечении не более 0,15 от торца напорного шнека равны между собой, а сумма расстояний между всеми силовыми элементами в сечении фронтальных граней была не менее суммы расстояний между спиральными гребнями напорного шнека, при этом рабочая грань каждого силового элемента второго типа расположена по отношению к перпендикуляру к оси устройства под углом большим, чем α.
Под рабочей гранью спирального гребня напорного шнека понимается та грань гребня, которая способствует перемещению материала от загрузочного отверстия к выгрузному отверстию.
В частности, в устройстве силовые элементы могут быть выполнены в виде выступов с криволинейными гранями.
В частности, в устройстве поверхность модулятора давления на расстоянии не менее 0,2 от торца измельчающего элемента и/или внутренняя поверхность камеры уплотнения и выравнивания давления, где - длина модулятора давления, может быть выполнена шероховатой.
В частности, в устройстве, по меньшей мере, на части поверхности модулятора давления, прилегающей к измельчающему элементу, и/или, по меньшей мере, на одной из поверхностей измельчающего элемента могут быть выполнены спиральные канавки прямого направления, способствующие перемещению перерабатываемого материала по направлению к выгрузному отверстию, и спиральные канавки обратного направления, способствующие перемещению перерабатываемого материала по направлению к загрузочному отверстию, причем указанные спиральные канавки могут быть выполнены с прямоугольным или трапециевидным или треугольным или закругленным профилем. Выполнение указанных спиральных канавок также способствует выравниванию давления на подходе к камере измельчения и снижению энергозатрат на измельчение.
Также в устройстве на внутренней поверхности камеры уплотнения и/или на внутренней поверхности камеры уплотнения и выравнивания давления и/или на внутренней поверхности камеры измельчения и/или на внутренней поверхности камеры охлаждения могут быть выполнены спиральные канавки прямого направления, способствующие перемещению перерабатываемого материала по направлению к выгрузному отверстию и спиральные канавки обратного направления, способствующие перемещению перерабатываемого материала по направлению к загрузочному отверстию.
В частности, в устройстве система охлаждения может быть выполнена с возможностью охлаждения камеры уплотнения и/или камеры уплотнения и выравнивания давления. Охлаждение указанных камер может быть целесообразно в том случае, когда необходимо исключить перегрев перерабатываемого материала перед стадией измельчения.
В частности, в устройстве напорный шнек может быть выполнен со спиральным гребнем или спиральными гребнями, высота которых уменьшается по направлению к выгрузному отверстию при постоянном наружном диаметре напорного шнека.
В частности, в устройстве измельчающий элемент в виде дроссельной заслонки может быть выполнен таким образом, что соотношение диаметров диска и большего основания усеченного конуса составляет 1:(0,8-1).
В частности, в устройстве измельчающий элемент в виде дроссельной заслонки может быть установлен с образованием кольцевого зазора, ширина которого в его узкой части составляет 0,3-4 мм.
В частности, в устройстве на поверхности вала могут быть выполнены тепловыводящие элементы, причем указанные тепловыводящие элементы могут быть выполнены в виде выступов произвольной формы. Наличие тепловыводящих элементов способствует более эффективному отводу тепла от полученного порошка.
Вышеописанное устройство создает оптимальные условия для реализации способа получения высокодисперсного полимерного материала путем переработки полимера или смеси полимеров в условиях высокотемпературного сдвигового измельчения, как при подготовке материала на стадии его уплотнения, так и на стадии измельчения. В устройстве подготовка полимерного материала к сдвиговому измельчению, то есть уплотнение материала и его нагрев до необходимого значения температуры, осуществляется в два этапа. На первом этапе в камере уплотнения материал подвергается сжатию при воздействии сравнительно небольших напряжений сдвига в условиях возрастания напряжения сдвига и при возрастании давления в условиях модуляции давления и при снижении коэффициента модуляции давления. Этот первый этап уплотнения реализуется в камере уплотнения за счет вращения напорного шнека. При этом давление, напряжение сдвига и температура имеют различные значения в разных точках объема перерабатываемого материала. В таком состоянии материал поступает в камеру уплотнения и выравнивания давления, к модулятору давления, где и реализуется второй этап уплотнения. На втором этапе уплотнения материал подвергается воздействию напряжения сдвига в условиях его возрастания и при возрастании давления в условиях модуляции давления при снижении коэффициента модуляции давления. Создание таких условий обеспечивает модулятор давления с его силовыми элементами, которые выполнены и расположены таким образом, что они обеспечивают не только увеличение давления на второй стадии уплотнения, но также и выравнивание давления на этой стадии, в частности, непосредственно перед камерой измельчения. Существенно, что каждый силовой элемент рассекает поток транспортируемого к камере измельчения материала на два потока, и каждый силовой элемент имеет грань, с помощью которой он направляет один из указанных потоков в сторону камеры измельчения, при этом расположение этой грани таково, что оно способствует увеличению давления материала перед камерой измельчения, увеличивая, тем самым, давление в объеме материала в момент сдвигового растрескивания и измельчения. Таким образом, каждый силовой элемент способствует созданию такого режима уплотнения, при котором осуществляется воздействие на материал напряжения сдвига в условиях его возрастания и при возрастании давления в условиях модуляции давления и при снижении коэффициента модуляции давления. Указанные факторы приводят к увеличению и выравниванию давления, в частности, на выходе из камеры уплотнения и выравнивания давления и на входе в камеру измельчения. При этом на входе в камеру измельчения минимальный коэффициент модуляции давления снижается не менее чем в 2 раза по сравнению с минимальным коэффициентом модуляции давления на входе в камеру уплотнения и выравнивания давления. По мере продвижения материала к камере измельчения материал уплотняется, образуя сжатый слой, который подвергается интенсивному воздействию напряжения сдвига. В результате происходит быстрый саморазогрев материала. Наиболее интенсивные воздействия напряжением сдвига и наиболее высокая температура материала реализуются в самом узком месте камеры уплотнения и выравнивания давления, то есть непосредственно перед камерой измельчения, где начинается множественное растрескивание плотного и нагретого до оптимальной температуры слоя материала. Этот процесс множественного растрескивания слоя, его разрушения и превращения в высокодисперсный порошок в условиях дросселирования в зону пониженного давления завершается в кольцевом зазоре. В таком режиме измельчение осуществляется равномерно по всей окружности кольцевого зазора, что приводит, в частности, к повышению содержание мелкой фракции, к снижению количества образующихся крупных порошковых частиц и обеспечивает получение порошкообразного продукта, характеризующегося высокой однородностью. Полученный в камере измельчения порошок попадает далее в камеру охлаждения, где он охлаждается и высыпается из выгрузного отверстия. Снижению энергозатрат способствует эффект снижения коэффициента модуляции давления на второй стадии уплотнения, а также то обстоятельство, что при увеличении и выравнивании давления происходит выравнивание температурного поля перед камерой измельчения, что позволяет проводить процесс измельчения при оптимальных температуре и давлении.
На фиг. 1 представлена схема предлагаемого устройства (в разрезе), в котором напорный шнек выполнен двухзаходным, а высота его спиральных гребней уменьшается по направлению к выгрузному отверстию при постоянном наружном диаметре напорного шнека, при этом модулятор давления выполнен в виде цилиндра и усеченного конуса, а на цилиндрической поверхности модулятора давления расположены силовые элементы, причем число силовых элементов составляет четыре и выполнены силовые элементы в виде выступов с четырьмя гранями, при этом силовые элементы выполнены в виде выступов двух различных типов, и, кроме того, на внутренней поверхности камеры уплотнения, на внутренней поверхности камеры уплотнения и выравнивания давления, на внутренней поверхности камеры измельчения и на внутренней поверхности камеры охлаждения выполнены спиральные канавки прямого и обратного направления, а на цилиндрической и конической поверхностях измельчающего элемента выполнены спиральные канавки прямого и обратного направления, а также на поверхности вала выполнены тепловыводящие элементы, и система охлаждения устройства выполнена с возможностью охлаждения камеры уплотнения, камеры уплотнения и выравнивания давления, камеры измельчения и камеры охлаждения.
На фиг. 2 представлен вид сверху модулятора давления, который установлен в устройстве, представленном на фиг. 1. Вид сверху модулятора давления отражает, в частности, расположение и форму выполнения силового элемента второго типа.
Устройство для получения высокодисперсного полимерного материала, изображенное на фиг. 1, содержит корпус (1) с внутренней цилиндрической полостью (2) и с загрузочным и выгрузным отверстиями (3, 4 соответственно). Внутри полости (2) последовательно и соосно расположены камера (I) уплотнения, камера (II) уплотнения и выравнивания давления, камера (III) измельчения и камера (IV) охлаждения. В камере (I) уплотнения установлен напорный шнек (5), в камере (II) уплотнения и выравнивания давления установлен модулятор (10) давления, в камере (III) измельчения установлен измельчающий элемент (6), а в камере (IV) охлаждения установлен вал (7). Напорный шнек (5), модулятор (10) давления, измельчающий элемент (6) и вал (7) соединены друг с другом последовательно и жестко, и установлены соосно и с возможностью вращения. Напорный шнек (5) выполнен двухзаходным, а угол подъема винтовой линии спирального гребня (15) β составляет 13°, причем угол β определяют относительно перпендикуляра к оси устройства. Высота спиральных гребней (15) напорного шнека уменьшается по направлению к выгрузному отверстию (4) при постоянном наружном диаметре напорного шнека (5). Измельчающий элемент (6) установлен коаксиально и с образованием кольцевого зазора (8) относительно внутренней поверхности корпуса камеры (III) измельчения и выполнен в виде дроссельной заслонки в форме соединенных жестко и соосно друг с другом диска и усеченного конуса, причем большее основание указанного усеченного конуса обращено в сторону загрузочного отверстия (3), а меньшее основание - в сторону выгрузного отверстия (4) и соединено с торцом вала (7). Модулятор (10) давления выполнен в виде цилиндра и усеченного конуса, которые соединены друг с другом соосно и жестко, причем одно основание цилиндра соединено с напорным шнеком (5), а другое его основание соединено с меньшим основанием усеченного конуса, и при этом большее основание усеченного конуса соединено с измельчающим элементом (6). На цилиндрической поверхности модулятора (10) давления расположены четыре силовых элемента (11), которые выполнены в виде выступов, способствующих увеличению и выравниванию давления на выходе из камеры (II) уплотнения и выравнивания давления, причем силовые элементы (11) выполнены в виде выступов первого и второго типов. Силовые элементы (11) первого типа выполнены в виде выступов с двумя фронтальными гранями (12) и с двумя боковыми гранями: с боковой рабочей гранью (13) и с боковой задней гранью (14). Фронтальные грани (12) силовых элементов первого типа расположены на виртуальных продолжениях спиральных гребней (15) напорного шнека в сторону модулятора (10) давления и образованы двумя плоскостями сечения указанных виртуальных продолжений спиральных гребней (15), перпендикулярными к оси устройства, причем одно из указанных сечений выполнено на расстоянии 0,15 от торца напорного шнека (5), а второе из указанных сечений - на расстоянии 0,5 от торца напорного шнека (5), где - длина модулятора (10) давления. Боковая рабочая грань (13) каждого силового элемента первого типа расположена под углом α=40° по отношению к фронтальной грани (12) того же силового элемента, выполненной на расстоянии 0,15 от торца напорного шнека (5). Боковая задняя грань (14) каждого силового элемента первого типа параллельна боковой рабочей грани (13) этого же силового элемента. А силовые элементы (11) второго типа выполнены в виде выступов, которые имеют две фронтальные грани (16) и две боковые грани - боковую рабочую грань (17) и боковую заднюю грань (18). При этом фронтальные грани (16) силовых элементов второго типа расположены в тех же плоскостях сечения, что и фронтальные грани (12) силовых элементов первого типа. Боковая рабочая грань (17) каждого силового элемента второго типа расположена по отношению к фронтальной грани (16) того же силового элемента, расположенной на расстоянии 0,15 от торца напорного шнека, под углом 50°. Боковые задние грани (18) указанных силовых элементов направлены таким образом, что сумма расстояний между всеми силовыми элементами (11) в сечении фронтальных граней (12, 16), расположенных на расстоянии 0,5 от торца напорного шнека (5) не менее суммы расстояний между спиральными гребнями (15) напорного шнека, причем расстояния между соседними силовыми элементами (11) в сечении фронтальных граней (12, 16), расположенных на расстоянии 0,5 от торца напорного шнека, равны между собой. На внутренней поверхности камеры (I) уплотнения, на внутренней поверхности камеры (II) уплотнения и выравнивания давления, на внутренней поверхности камеры (III) измельчения и на внутренней поверхности камеры (IV) охлаждения выполнены спиральные канавки (19) прямого направления, способствующие перемещению перерабатываемого материала в направлении к выгрузному отверстию (4), и спиральные канавки (19) обратного направления, способствующие перемещению перерабатываемого материала в направлении к загрузочному отверстию (3). На цилиндрической поверхности измельчающего элемента (6) в виде дроссельной заслонки выполнены спиральные канавки (19) прямого и обратного направлений, а на поверхности вала (7) выполнены тепловыводящие элементы (20) в виде выступов произвольной формы. Устройство снабжено системой (9) охлаждения, которая выполнена с возможностью охлаждения камеры (I) уплотнения, камеры (II) уплотнения и выравнивания давления, камеры (III) измельчения и камеры (IV) охлаждения.
Устройство для получения высокодисперсного полимерного материала работает следующим образом (на примере устройства, изображенного на фиг. 1).
Полимерный материал (полимер или смесь полимеров), подвергнутый предварительному дроблению до размера менее 5 мм, засыпают в загрузочное отверстие (3) корпуса (1). Охлаждение материала осуществляют путем подачи хладагента в систему (9) охлаждения, которая выполнена с возможностью охлаждения камеры (I) уплотнения, камеры (II) уплотнения и выравнивания давления, камеры (III) измельчения и камеры (IV) охлаждения. Материал, засыпанный в загрузочное отверстие (3), попадает в камеру (I) уплотнения. В камере (I) уплотнения материал захватывается спиральными гребнями (15) напорного шнека (5), уплотняется путем сжатия при воздействии давления и сравнительно небольших напряжений сдвига, причем уплотнение материала осуществляется при охлаждении. Вследствие специфики работы напорного шнека (5) по мере продвижения материала вдоль указанной камеры уплотнение происходит при возрастании напряжения сдвига и при возрастании давления, причем возрастание давления происходит в условиях его модуляции при снижении коэффициента модуляции давления. В результате на первой стадии уплотнения материал подвергается незначительному нагреву и, перемещаясь вдоль камеры (I) уплотнения, поступает в камеру (II) уплотнения и выравнивания давления. Создание условий для уплотнения материала на втором этапе, в основном, обеспечивает модулятор (10) давления, силовые элементы (11) которого выполнены таким образом, что они способствуют увеличению и выравниванию давления, в том числе, непосредственно перед камерой (III) измельчения. Каждый силовой элемент (11) рассекает поток транспортируемого к камере (III) измельчения материала на два потока и каждый силовой элемент имеет боковую грань, с помощью которой один из указанных потоков он направляет непосредственно в сторону камеры (III) измельчения, а другой поток обходит этот силовой элемент и попадает на боковую грань другого силового элемента, которая направляет этот поток также в сторону камеры (III) измельчения. Так у силового элемента (11) первого типа перемещению перерабатываемого материала в сторону камеры (III) измельчения способствует боковая рабочая грань (13), а у силового элемента второго типа перемещению перерабатываемого материала в сторону камеры (III) измельчения способствует боковая рабочая грань (17). При этом угол наклона указанных боковых рабочих граней (13, 17) по отношению к соответствующим фронтальным граням (12, 16), расположенным на расстоянии 0,15 от торца напорного шнека, больше угла наклона спирального гребня (15) напорного шнека, отсчитываемого относительно перпендикуляра к оси устройства, что приводит к увеличению давления перед камерой (III) измельчения, где начинается процесс множественного растрескивания материала с последующим его разрушением и измельчением. Поскольку угол наклона боковой рабочей грани (17) силового элемента второго типа больше угла наклона боковой рабочей грани (13) силового элемента первого типа, это обстоятельство приводит к дополнительному выравниванию давления перед дроссельной заслонкой. Таким образом, силовые элементы (11), разделяя массу перерабатываемого материала на четыре потока, способствуют созданию такого режима уплотнения, при котором осуществляется воздействие на материал напряжения сдвига в условиях его возрастания и при возрастании давления в условиях модуляции давления и при снижении коэффициента модуляции давления. Причем, минимальный коэффициент модуляции давления на второй стадии уплотнения снижается по отношению к минимальному коэффициенту модуляции давления на первой стадии не менее чем в 2 раза. При этом в уплотненном кольцевом слое материала перед кольцевым зазором (8) снижается и размер областей пониженного давления по сравнению с максимальным давлением. Благодаря указанным факторам увеличивается и выравнивается давление на выходе из камеры (II) уплотнения и выравнивания давления, что положительным образом сказывается на качестве порошка. По мере продвижения материала к камере (III) измельчения, в которой установлен измельчающий элемент (6), выполненный в виде дроссельной заслонки, материал уплотняется и нагревается, образуя перед камерой (III) измельчения сжатый слой. В результате, в слое начинается интенсивное тепловыделение, и температура материала повышается. Наиболее интенсивные воздействия напряжением сдвига и наиболее высокая температура материала реализуются в самом узком месте камеры (III) измельчения - в кольцевом зазоре (8), где материал дросселируется с высокой скоростью. В процессе перемещения уплотненный слой материала преодолевает сопротивление, создаваемое дроссельной заслонкой, и в условиях воздействия напряжения сдвига, снижения давления, охлаждения материала и дросселирования (впрыскивания), материал превращается в высокодисперсный порошок и затем попадает в область пониженного давления и более низкой температуры. Полученный порошок поступает в камеру (IV) охлаждения, где температура порошка быстро понижается, причем наличие в этой камере тепловыводящих элементов (20) способствует более эффективному отводу тепла от порошка. Охлажденный порошковый материал высыпается из выгрузного отверстия (4). Полученный высокодисперсный материал характеризуется высоким содержанием мелкой фракции, низким содержанием содержания фракции с размером частиц более 0,5 мм и высокой однородностью частиц по размерам. Устройство обеспечивает получение порошкового материала с невысокими энергозатратами.
Ниже приводятся примеры, которые иллюстрируют, но не исчерпывают предлагаемый способ получения высокодисперсного полимерного материала и устройство для его осуществления.
Пример 1. В загрузочное отверстие устройства, изображенного на фиг. 1, подают механическую смесь крошки сополимера стирол-бутадиен-стирол (СБС) размером менее 1,0 мм и измельченных отходов шинной резины с размером частиц менее 1,0 мм, не содержащих синтетического корда, при соотношении СБС/резина - 15/85. Засыпанный в загрузочное отверстие перерабатываемый материал попадает в камеру уплотнения, где он захватывается двухзаходным напорным шнеком и транспортируется в камеру уплотнения и выравнивания давления, подвергаясь постепенному уплотнению при воздействии на перерабатываемый материал напряжения сдвига в условиях его возрастания от 0,1 Н/мм2 до 3Н/мм2 и при возрастании давления от 0,1 МПа до 15 МПа в условиях модуляции давления при снижении коэффициента модуляции давления от 100% до 29% и при охлаждении. Охлаждение осуществляют путем подачи в систему охлаждения воды с температурой 12°С. В камере уплотнения и выравнивания давления материал подвергается воздействию напряжения сдвига при его возрастании от 3 Н/мм2 до 15 Н/мм2 и при возрастании давления от 15 МПа до 25 МПа в условиях модуляции давления при снижении коэффициента модуляции давления от 29% до 11%, причем воздействие указанных факторов осуществляют при одновременном разделении массы перерабатываемого материала на 4 потока и при охлаждении. Снижение коэффициента модуляции давления в камере уплотнения и выравнивания давления по отношению к коэффициенту модуляции давления в камере уплотнения обеспечивается, в частности, наличием модулятора давления с четырьмя силовыми элементами. Достигший высокой степени уплотнения и разогретый до 165°С слой материала поступает в камеру измельчения, в которой материал подвергается воздействию напряжения сдвига со среднем значением 21 Н/мм2 при дросселировании в условиях снижения давления от 25 МПа до 0,1 МПа и при охлаждении с получением высокодисперсного полимерного порошка. Полученный порошок поступает в камеру охлаждения, в которой он охлаждается, после чего из выгрузного отверстия высыпается порошок с температурой приблизительно 30°С, который характеризуется высоким содержанием мелкой фракции и однородностью порошка по размерам частиц (после просева на сите с размером ячейки 0,4 мм остаток составляет 33%). Энергозатраты на получение порошка составляют 210 кВт⋅ч/т.
При исследовании распределения частиц полученного порошка по размерам методом лазерной дифракции на приборе «Анализетте-22» была получена кривая распределения частиц по размерам. На кривой распределения наблюдается один максимум, который расположен в районе 0,2 мм, причем процентное содержание частиц с размером менее 0,2 мм составляет ~48%.
Примеры 2, 4, 6, 7, 9, 10, 12, 13, 14, 16, 18 и 20
Получение высокодисперсного полимерного материала осуществляют аналогично примеру 1. Измельчаемый материал, параметры проведения процесса (интервал возрастания напряжения сдвига, интервал возрастания давления, интервал снижения коэффициента модуляции давления, число потоков, температура и другие), характеристика получаемого порошка и удельные энергозатраты приведены в таблице.
Методом лазерной дифракции на приборе «Анализетте-22» были проведены исследования распределения частиц по размерам для порошка полиэтилена, полученного по примеру 7 и для порошка резины, полученного по примеру 14. Были получены кривые с одним максимумом, для полиэтилена максимум расположен в районе 0,1 мм, при этом процентное содержание частиц с размером менее 0,2 мм составляет ~90%, а для порошка резины максимум расположен в районе 0,21 мм, причем процентное содержание частиц с размером менее 0,2 мм составляет ~65%.
Примеры 3*, 5*, 8*, 11*, 15*, 17*, 19* и 21*
Получение высокодисперсного полимерного материала осуществляют в соответствии с патентом РФ №2173634 С1 (прототип по способу и по устройству). Измельчаемый материал, параметры процесса (интервал возрастания давления, интервал возрастания напряжения сдвига, коэффициент модуляции давления, температура), характеристика получаемого порошка и удельные энергозатраты приведены в таблице.
Из приведенных выше данных следует, что получение высокодисперсного полимерного материала предлагаемым способом с использованием предлагаемого устройства обеспечивает улучшение качества материала за счет повышения содержания мелкой фракции с размером частиц менее 0,2 мм, за счет снижения содержания фракции с размером частиц более 0,5 мм, а также за счет повышения однородности порошка по размерам частиц. И, кроме того, предлагаемый способ с использованием предлагаемого устройства обеспечивает снижение энергозатрат.
Перечень ссылочных обозначений
1 - корпус
2 - внутренняя цилиндрическая полость
3 - загрузочное отверстие
4 - выгрузное отверстие
5 - напорный шнек
6 - измельчающий элемент
7 - вал
8 - кольцевой зазор
9 - система охлаждения
10 - модулятор давления
11 - силовой элемент
12 - фронтальная грань силового элемента первого типа
13 - боковая рабочая грань силового элемента первого типа
14 - боковая задняя грань силового элемента первого типа
15 - спиральный гребень
16 - фронтальная грань силового элемента второго типа
17 - боковая рабочая грань силового элемента второго типа
18 - боковая задняя грань силового элемента второго типа
19 - спиральные канавки
20 - тепловыводящий элемент
I - камера уплотнения
II - камера уплотнения и выравнивания давления
III - камера измельчения
IV - камера охлаждения



| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2173634C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОДИСПЕРСНОГО ПОРОШКА ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2344037C2 |
| СПОСОБ ПЕРЕРАБОТКИ ПОЛИМЕРНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2173635C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2057013C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ОТХОДОВ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2000 |
|
RU2167057C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОРОШКА ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2000 |
|
RU2198788C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ПОЛИМЕРНОГО МАТЕРИАЛА | 2000 |
|
RU2167056C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОДИСПЕРСНОГО МАТЕРИАЛА ДЛЯ ПОЛУЧЕНИЯ ГИДРОИЗОЛЯЦИОННЫХ, ШУМОЗАЩИТНЫХ И СПОРТИВНЫХ ПОКРЫТИЙ | 2006 |
|
RU2333098C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОРОШКА ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 2006 |
|
RU2329892C1 |
| ПРЕСС-ЭКСТРУДЕР ДЛЯ ПРИГОТОВЛЕНИЯ КОМБИКОРМОВ | 2006 |
|
RU2319424C2 |


Изобретения предназначены для получения высоко дисперсного полимерного материала. Получение материала осуществляют путем переработки полимера или смеси полимеров в устройстве шнекового типа непрерывного действия. Способ включает уплотнение материала и последующее измельчение. Уплотнение осуществляют в две стадии. На первой стадии уплотнение осуществляют путем воздействия напряжения сдвига в условиях возрастания давления до не более 70 МПа при снижении коэффициента модуляции давления. На второй стадии уплотнение осуществляют путем воздействия на перерабатываемый материал напряжения сдвига в условиях возрастания давления до не более 100 МПа при одновременном разделении массы перерабатываемого материала для увеличения и выравнивания давления по меньшей мере на три потока при снижении коэффициента модуляции давления. Минимальный коэффициент модуляции давления на второй стадии ниже, чем минимальный коэффициент модуляции давления на первой стадии, не менее чем в 2 раза. Изобретения обеспечивают повышение содержания мелкой фракции в порошковом материале, повышение однородности порошка по размерам частиц и снижение энергозатрат. 2 н. и 22 з.п. ф-лы, 2 ил., 1 табл.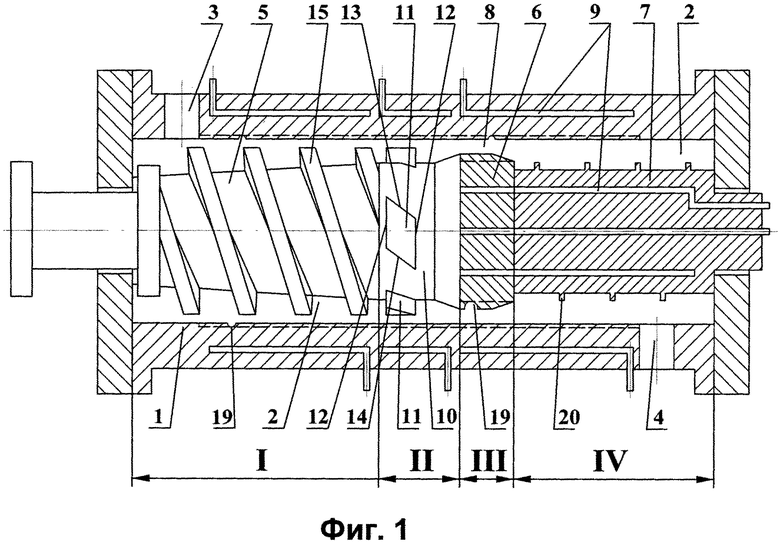
1. Способ получения высокодисперсного полимерного материала путем переработки полимера или смеси полимеров в устройстве шнекового типа непрерывного действия, включающий уплотнение перерабатываемого материала и последующее его измельчение, причем уплотнение осуществляют путем воздействия на перерабатываемый материал напряжения сдвига в условиях его возрастания, при возрастании давления в условиях модуляции давления и при снижении коэффициента модуляции давления, а измельчение осуществляют путем воздействия на перерабатываемый материал напряжения сдвига при дросселировании в условиях снижения давления и при охлаждении,
отличающийся тем, что уплотнение осуществляют в две стадии, а именно на первой стадии уплотнение осуществляют путем воздействия на перерабатываемый материал напряжения сдвига в условиях его возрастания и при возрастании давления до не более 70 МПа в условиях модуляции давления при снижении коэффициента модуляции давления, а на второй стадии уплотнение осуществляют путем воздействия на перерабатываемый материал напряжения сдвига в условиях его возрастания и при возрастании давления до не более 100 МПа при одновременном разделении массы перерабатываемого материала для увеличения и выравнивания давления, по меньшей мере, на три потока в условиях модуляции давления при снижении коэффициента модуляции давления, при этом минимальный коэффициент модуляции давления на второй стадии ниже, чем минимальный коэффициент модуляции давления на первой стадии не менее чем в 2 раза.
2. Способ по п. 1, отличающийся тем, что уплотнение перерабатываемого материала осуществляют при охлаждении.
3. Способ по п. 1, отличающийся тем, что уплотнение перерабатываемого материала на первой стадии осуществляют при воздействии напряжения сдвига при его возрастании в интервале 0,1-3 Н/мм2.
4. Способ по п. 1, отличающийся тем, что уплотнение перерабатываемого материала на первой стадии осуществляют в условиях модуляции давления при снижении коэффициента модуляции давления в интервале 100-35%.
5. Способ по п. 1, отличающийся тем, что уплотнение перерабатываемого материала на второй стадии осуществляют при воздействии напряжения сдвига при его возрастании в интервале 1-50 Н/мм2.
6. Способ по п. 1, отличающийся тем, что перерабатываемый материал измельчают при воздействии напряжения сдвига со средним значением не более 80 Н/мм2.
7. Способ по п. 1, отличающийся тем, что переработку полимера или смеси полимеров осуществляют в присутствии целевых добавок, выбранных из группы: структурирующие добавки, красители, термостабилизаторы, антирадиационные добавки, диспергирующие добавки.
8. Способ по п. 7, отличающийся тем, что в качестве структурирующей добавки используют серу.
9. Устройство для получения высоко дисперсного полимерного материала, содержащее корпус (1) с внутренней цилиндрической полостью (2) и с загрузочным и выгрузным отверстиями (3, 4 соответственно), а внутри указанной полости (2) соосно расположены камера (I) уплотнения, камера (III) измельчения и камера (IV) охлаждения, при этом в камере (I) уплотнения установлен напорный шнек (5), в камере (III) измельчения установлен измельчающий элемент (6), а в камере (IV) охлаждения установлен вал (7), при этом измельчающий элемент (6) установлен коаксиально и с образованием кольцевого зазора (8) относительно внутренней поверхности корпуса камеры (III) измельчения и выполнен в виде дроссельной заслонки в форме соединенных жестко и соосно друг с другом диска и усеченного конуса, причем большее основание указанного усеченного конуса обращено в сторону загрузочного отверстия (3), а меньшее основание - в сторону выгрузного отверстия (4) и соединено с торцом вала (7), и, кроме того, устройство снабжено системой (9) охлаждения, которая выполнена с возможностью охлаждения камеры (III) измельчения и камеры (IV) охлаждения,
отличающееся тем, что устройство дополнительно содержит камеру (II) уплотнения и выравнивания давления, причем камера (I) уплотнения, камера (II) уплотнения и выравнивания давления, камера (III) измельчения и камера (IV) охлаждения расположены последовательно и соосно, а в камере (II) уплотнения и выравнивания давления установлен модулятор (10) давления для увеличения и выравнивания давления на выходе из камеры (II) уплотнения и выравнивания давления, при этом напорный шнек (5), модулятор (10) давления, измельчающий элемент (6) и вал (7) соединены друг с другом последовательно и жестко и установлены соосно и с возможностью вращения,
а модулятор (10) давления выполнен или в виде цилиндра и усеченного конуса, которые соединены друг с другом соосно и жестко, причем одно основание цилиндра соединено с напорным шнеком (5), а другое его основание соединено с меньшим основанием усеченного конуса, и при этом большее основание усеченного конуса соединено с измельчающим элементом (6), а на цилиндрической поверхности модулятора (10) давления расположены силовые элементы (11),
или модулятор (10) давления выполнен в виде усеченного конуса и установлен таким образом, что меньшее основание указанного усеченного конуса соединено с напорным шнеком (5), а большее его основание соединено с измельчающим элементом (6), а на конусной поверхности преимущественно вблизи от напорного шнека (5) расположены силовые элементы (11),
или модулятор (10) давления выполнен в виде двух соединенных друг с другом усеченных конусов, которые соединены соосно и жестко и установлены таким образом, что меньшее основание первого усеченного конуса соединено с напорным шнеком (5), а большее его основание соединено с меньшим основанием второго усеченного конуса, и при этом большее основание второго усеченного конуса соединено с измельчающим элементом (6), и, кроме того, угол наклона образующей первого усеченного конуса к оси устройства меньше, чем угол наклона образующей второго усеченного конуса к оси устройства, а диаметр большего основания первого усеченного конуса равен диаметру меньшего основания второго усеченного конуса, причем на поверхности первого усеченного конуса расположены силовые элементы (11),
при этом силовые элементы (11) модулятора давления выполнены в виде выступов, способствующих увеличению и выравниванию давления на выходе из камеры (II) уплотнения и выравнивания давления, а число силовых элементов (11) составляет не менее трех.
10. Устройство по п. 9, отличающееся тем, что силовые элементы (11) выполнены в виде выступов различной формы.
11. Устройство по п. 9, отличающееся тем, что силовые элементы (11) выполнены в виде выступов двух различных типов, при этом силовые элементы (11) первого типа выполнены в виде выступов с двумя фронтальными гранями (12) и с двумя боковыми гранями - с боковой рабочей гранью (13) и с боковой задней гранью (14), при этом фронтальные грани (12) образованы двумя плоскостями сечения виртуального продолжения спирального гребня (15) или виртуальных продолжений спиральных гребней (15) напорного шнека в сторону модулятора (10) давления, причем указанные плоскости сечения выполнены перпендикулярно к оси устройства, при этом одно из указанных сечений выполнено на расстоянии не более  от торца напорного шнека (5), а второе из указанных сечений - на расстоянии
от торца напорного шнека (5), а второе из указанных сечений - на расстоянии  от торца напорного шнека (5), где
от торца напорного шнека (5), где  - длина модулятора (10) давления, а боковая рабочая грань (13) силового элемента первого типа расположена под углом α по отношению к фронтальной грани, расположенной на расстоянии не более от торца напорного шнека (5), причем 90°>α>β, где β - угол подъема винтовой линии спирального гребня (15) напорного шнека, а боковая задняя грань (14) каждого силового элемента первого типа параллельна боковой рабочей грани (13) указанного силового элемента,
- длина модулятора (10) давления, а боковая рабочая грань (13) силового элемента первого типа расположена под углом α по отношению к фронтальной грани, расположенной на расстоянии не более от торца напорного шнека (5), причем 90°>α>β, где β - угол подъема винтовой линии спирального гребня (15) напорного шнека, а боковая задняя грань (14) каждого силового элемента первого типа параллельна боковой рабочей грани (13) указанного силового элемента,
а силовые элементы (11) второго типа выполнены в виде выступов, которые имеют две фронтальные грани (16) и две боковые грани - боковую рабочую грань (17) и боковую заднюю грань (18), при этом фронтальные грани (16) силовых элементов второго типа расположены в тех же плоскостях сечения, что и фронтальные грани (12) силовых элементов первого типа, а боковая рабочая грань (17) каждого силового элемента второго типа расположена по отношению к фронтальной грани (16) этого же силового элемента, выполненной на расстоянии не более от торца напорного шнека (5), под углом большим, чем α, а боковые задние грани (18) силовых элементов второго типа направлены таким образом, что сумма расстояний между всеми силовыми элементами (11) в сечении фронтальных граней (12, 16), расположенных на расстоянии  от торца напорного шнека (5), была не менее суммы расстояний между спиральными гребнями (15) напорного шнека, причем расстояния между соседними силовыми элементами (11) в сечении фронтальных граней (12, 16), расположенных на расстоянии от торца напорного шнека (5), равны между собой.
от торца напорного шнека (5), была не менее суммы расстояний между спиральными гребнями (15) напорного шнека, причем расстояния между соседними силовыми элементами (11) в сечении фронтальных граней (12, 16), расположенных на расстоянии от торца напорного шнека (5), равны между собой.
12. Устройство по п. 9, отличающееся тем, что наименьшее расстояние от силового элемента (11) модулятора давления до внутренней поверхности камеры (II) уплотнения и выравнивания давления не больше расстояния от вершины спирального гребня (15) напорного шнека до внутренней поверхности камеры (I) уплотнения.
13. Устройство по п. 9, отличающееся тем, что силовые элементы (11) выполнены в виде выступов двух различных типов, при этом силовые элементы (11) первого и второго типа выполнены в виде выступов с тремя гранями - фронтальной, рабочей и задней,
причем минимальные расстояния между каждым силовым элементом (11) и торцом напорного шнека (5) равны и составляют не более , где - длина модулятора (10) давления, а фронтальные грани всех силовых элементов расположены на одинаковых расстояниях в интервале от  до
до  от торца напорного шнека (5),
от торца напорного шнека (5),
причем у каждого силового элемента (11) первого типа ребро, образованное пересечением рабочей и задней граней, расположено на виртуальном продолжении рабочей грани спирального гребня (15) или рабочих граней спиральных гребней (15) напорного шнека, а рабочая грань каждого силового элемента первого типа расположена под углом α к перпендикуляру к оси устройства, причем 90°>α>β, где β - угол подъема винтовой линии спирального гребня (15) напорного шнека,
а силовые элементы (11) второго типа расположены таким образом, что расстояния между ребрами всех соседних силовых элементов в сечении не более от торца напорного шнека равны между собой, а сумма расстояний между всеми силовыми элементами (11) в сечении фронтальных граней была не менее суммы расстояний между спиральными гребнями (15) напорного шнека, при этом рабочая грань силового элемента второго типа расположена по отношению к перпендикуляру к оси устройства под углом большим, чем α.
14. Устройство по п. 9, отличающееся тем, что силовые элементы (11) выполнены в виде выступов с криволинейными гранями.
15. Устройство по п. 9, отличающееся тем, что поверхность модулятора давления (10) на расстоянии не менее  от торца измельчающего элемента (6) и/или внутренняя поверхность камеры (II) уплотнения и выравнивания давления, где - длина модулятора давления, выполнена шероховатой.
от торца измельчающего элемента (6) и/или внутренняя поверхность камеры (II) уплотнения и выравнивания давления, где - длина модулятора давления, выполнена шероховатой.
16. Устройство по п. 9, отличающееся тем, что, по меньшей мере, на части поверхности модулятора (10) давления, прилегающей к измельчающему элементу (6), и/или, по меньшей мере, на одной из поверхностей измельчающего элемента (6) выполнены спиральные канавки (19) прямого направления, способствующие перемещению перерабатываемого материала по направлению к выгрузному отверстию (4), и спиральные канавки (19) обратного направления, способствующие перемещению перерабатываемого материала по направлению к загрузочному отверстию (3).
17. Устройство по п. 16, отличающееся тем, что спиральные канавки (19) прямого направления и/или спиральные канавки (19) обратного направления выполнены с прямоугольным, или трапециевидным, или треугольным, или закругленным профилем.
18. Устройство по п. 9, отличающееся тем, что на внутренней поверхности камеры (I) уплотнения, и/или на внутренней поверхности камеры (II) уплотнения и выравнивания давления, и/или на внутренней поверхности камеры (III) измельчения, и/или на внутренней поверхности камеры (IV) охлаждения выполнены спиральные канавки (19) прямого направления, способствующие перемещению перерабатываемого материала в направлении к выгрузному отверстию (4), и спиральные канавки (19) обратного направления, способствующие перемещению перерабатываемого материала в направлении к загрузочному отверстию (3).
19. Устройство по п. 9, отличающееся тем, что система (9) охлаждения выполнена с возможностью охлаждения камеры (I) уплотнения и/или камеры (II) уплотнения и выравнивания давления.
20. Устройство по п. 9, отличающееся тем, что напорный шнек (5) выполнен со спиральным гребнем (15) или спиральными гребнями (15), высота которых уменьшается по направлению к выгрузному отверстию (4) при постоянном наружном диаметре напорного шнека (5).
21. Устройство по п. 9, отличающееся тем, что измельчающий элемент (6) в виде дроссельной заслонки выполнен таким образом, что соотношение диаметров диска и большего основания усеченного конуса составляет 1:(0,8-1).
22. Устройство по п. 9, отличающееся тем, что измельчающий элемент (6) в виде дроссельной заслонки установлен с образованием кольцевого зазора (8), ширина которого в его узкой части составляет 0,3-4 мм.
23. Устройство по п. 9, отличающееся тем, что на поверхности вала (7) выполнены тепловыводящие элементы (20).
24. Устройство по п. 23, отличающееся тем, что тепловыводящие элементы (20) выполнены в виде выступов произвольной формы.
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2173634C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОДИСПЕРСНОГО ПОРОШКА ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2344037C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2057013C1 |
| Устройство для молниезащиты внешних топливных баков летательного аппарата | 1986 |
|
SU1362681A1 |
| 1972 |
|
SU412294A1 |

