Изобретение относится к линейным конструкциям верхнего строения рельсовых путей и применяется на магистральных железнодорожных линиях, в том числе высокоскоростных, в тоннелях, метрополитенах, трамвайных путях и на подъездных железнодорожных путях промышленных предприятий.
Известен способ переработки полимерных отходов с получением строительного материала, включающий измельчение отходов, их пластификацию и вальцевание, отличающийся тем, что перед измельчением отходы сортируют по цвету, сорту и степени загрязнения, а после измельчения в измельчительной машине полученную полимерную массу моют, отжимают от влаги, сушат. Высушенную полимерную массу подают при интенсивном перемешивании в специальную обогреваемую камеру с температурой 140°С и проводят термопластификацию с введением антиоксиданта и светостабилизатора вторичного полиэтилена, после чего добавляют наполнители, при этом в качестве наполнителей используют мелкодисперсные волокнистые или листовые наполнители, как рисовую, овсяную, гречневую, пшеничную шелуху, древесные опилки, отходы стекловолокна, синтетических тканей, измельченные автопокрышки, измельченные ПЭТ-бутылки; далее, интенсивно перемешивая, вводят красители, совместимые с полиэтиленом, и перемешивают до получения однородной массы, которую направляют на резинотехнические вальцы, разогретые до температуры 130°С, смазанные парафином, где полимерную массу вальцуют и направляют под пресс, где посредством охлаждаемой пресс-формы формируют строительное изделие. См. патент RU №2002106847, МПК C08J 11/06, 2003.
Недостатками данного способа являются сложность и длительность технологического процесса и низкие физико-механические показатели материала.
Известен способ изготовления плит из композиционного материала, включающий фракционирование наполнителя, обработку наполнителя ингредиентом, повышающим совместимость наполнителя и связующего, с последующей сушкой. Далее проводят совмещение модифицированных древесных частиц с полиэтиленом путем предварительного смешивания и нагревания с последующим вальцеванием на вальцах с диаметром валков 180 мм и зазором между ними 1 мм. Затем полученную массу прессуют в пресс-форме гидравлического пресса при температуре 130-140°С и давлении 5 МПа. В древесно-полимерную композицию вводят в качестве ингредиента, повышающего совместимость полярного древесного наполнителя с неполярным термопластичным связующим в виде вторичного полиэтилена, сополимер 4-винилциклогексена и малеинового ангидрида (СВМ). При этом соотношение, мас. %:
См. патент RU №2356728, МПК B27N 3/00 (2006.01), 2009.
Недостатками данного способа является получение материала с низкими физико-механическими показателями.
Наиболее близким по технической сущности является способ переработки полимерных отходов с получением строительного материала, включающий смешение несортированных отходов термопластичных полимеров - ПЭНД, ПЭВД в количестве 10-50 мас. % с глиной влажностью 8-12%. Формуют и прессуют изделие при удельном давлении 10 МПа. Далее проводят температурную обработку со скоростью подъема температуры 20°С/мин. Продолжительность выдержки при температуре плавления полимера - 90-180 мин. См. патент RU №2327712, МПК 7 C08J 11/06 (2006.01), C08L 23/06 (2006.01), C04B 14/10 (2006.01), 2008.
Недостатком данного способа является получение материала с низкими показателями прочности при использовании в дорожном строительстве.
Задачей изобретения является получение композиционных железнодорожных шпал с высокими физико-механическими и эксплуатационными показателями путем переработки полимерных и органических отходов.
Техническая задача решается разработкой способа переработки древесных и термополимерных отходов с получением железнодорожных шпал, включающего смешение наполнителя и связующего, формование композиционной смеси, отличающегося тем, что в качестве наполнителя используют древесные частицы толщиной 6±2 мм, шириной 15±2 мм, длиной до 50±4 мм, в качестве связующего используют вторичные термопластичные полимеры - полиэтилентерефталат, измельченные до условного диаметра 10 мм, подвергают обработке нагревом до 100°С, при соотношении всех компонентов смеси, мас. %,
нагревают полученную смесь до 200°С, формуют в пресс-форме под давлением 5±1 МПа и температуре стенок пресс-формы 210±5°С, форму фиксируют запорами и выдерживают 15 мин, охлаждают пресс-форму предварительно в проточной воде в течение 5 мин, далее конвекцией воздуха в течение 15 мин с последующим извлечением композиционного материала и выдержку в течение 24 часов при температуре воздуха 18±3°С.
Решение технической задачи позволяет получить материал с повышенной прочностью материала в 1,7 раза, долговечностью в 3,2 раза.
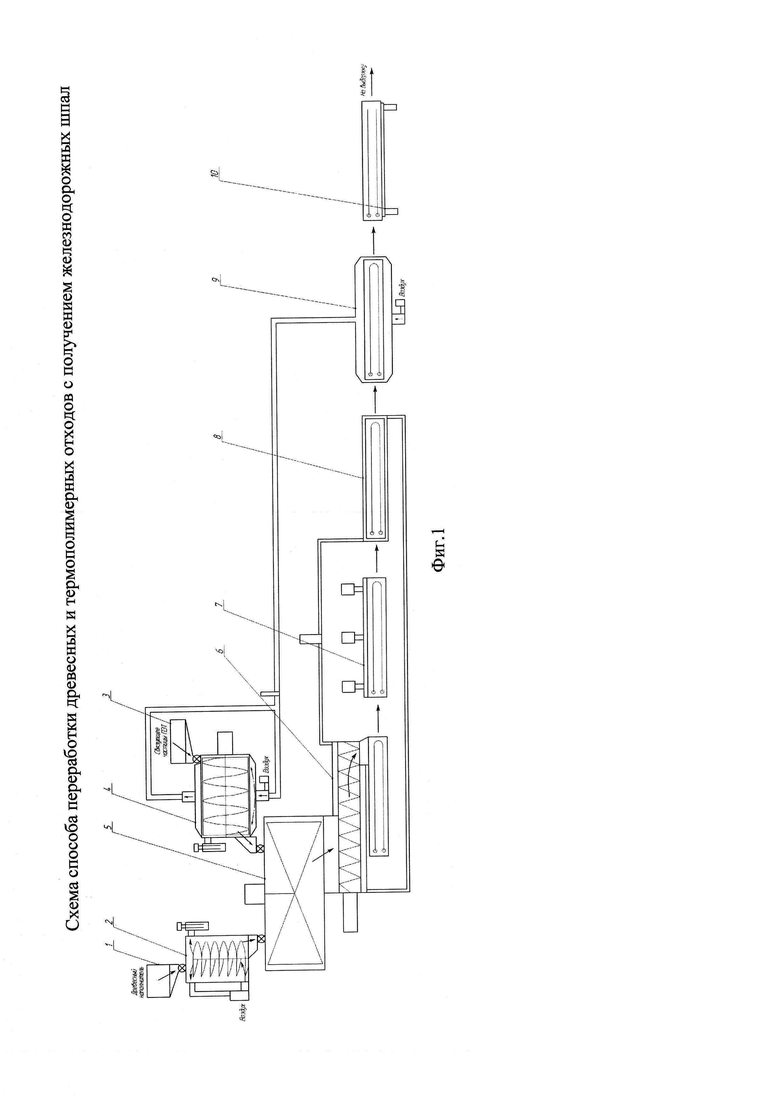
На Фиг. 1 представлена схема способа переработки древесных и термополимерных отходов с получением железнодорожных шпал.
Способ осуществляется согласно схеме переработки древесных и термополимерных отходов с получением железнодорожных шпал на установке, которая состоит из: 1 - бункер для древесного наполнителя; 2 - узел подготовки древесного наполнителя; 3 - бункер для полимерного связующего; 4 - узел подготовки полимерного связующего; 5 - узел смешения компонентов; 6 - термическая часть узла формования композиционной смеси; 7 - механическая часть узла формования композиционной смеси; 8 - гидравлическая часть узла охлаждения композиционной массы; 9 - конвективная часть узла охлаждения композиционной массы; 10 - узел расформования пресс-форм.
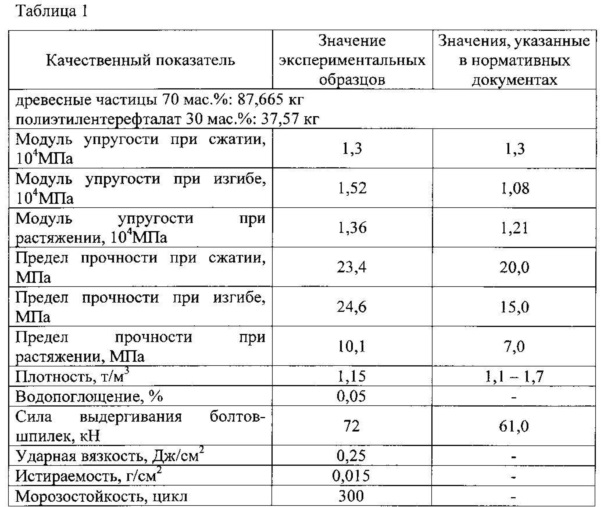
Для приведения полной картины сущности изобретения представлен пример получения образцов железнодорожных шпал. Состав и основные показатели материала, а именно плотность, предел прочности при сжатии, изгибе и растяжении, модуль упругости при сжатии, изгибе и растяжении, водопоглощении, силе выдергивания болтов-шпилек, ударной вязкости, истираемости, морозостойкости, заявляемого материала и значений, указанные в нормативных документах, приведены в таблице 1.
Пример. Способ переработки древесных и термополимерных отходов с получением железнодорожных шпал осуществляют следующим образом. Берут 70 мас. % (87,665 кг) древесных отходов, измельченных до фракции технологической щепы - толщиной 6±2 мм, шириной 15±2 мм, длиной до 50±4 мм, транспортируются в бункер для древесного наполнителя 1, откуда посредством секторного дозатора подаются в узел подготовки древесного наполнителя 2, где подвергают обработке нагревом при температуре 100°С. Берут 30 мас. % (37,57 кг) полимерно-бытовых отходов (полиэтилентерефталат), измельченных до заданной фракции - условного диаметра 10 мм, транспортируются в бункер для полимерного связующего 3, откуда посредствам секторного дозатора подаются в узел подготовки полимерного связующего 4, где подвергают обработке нагревом при температуре 100°С. Компоненты, прошедшие стадию подготовки с помощью секторных дозаторов, подаются в узел смешения компонентов 5, где образуется композиционная смесь. Композиционная смесь посредством открытия шлюзового затвора в узле смешения подается в термическую часть узла формования композиционной смеси 6, где нагревается при транспортировании шнековым устройством до температуры 200°С и загружается в обогреваемую пресс-форму. Загруженная пресс-форма подается в механическую часть узла формования композиционной смеси 7, где происходит прессование композиционной массы под давлением 5±1 МПа и температуре стенок пресс-формы 210±5°С до фиксирования крышки пресс-формы. Закрытая пресс-форма после технологической выдержки в течение 15 мин подается в гидравлическую часть узла охлаждения композиционной массы 8, где происходит первая стадия охлаждения композиционной массы, в течение 5 мин. После снижения температуры до заданной закрытая пресс-форма подается в конвективную часть узла охлаждения композиционной массы 9, где происходит окончательное снижение температуры композиционной массы в течение 15 мин до расформовочного состояния. Остывшая закрытая пресс-форма подается в узел расформования пресс-форм 10, где осуществляется расфиксация затворов крышки пресс-формы и расформование пресс-формы. Извлеченный материал подается на технологическую выдержку в течение 24 часов при температуре воздуха 18±3°С на склад готовой продукции. Полученный образец имеет геометрические размеры: 2750×220×180 мм.
Таким образом, заявляемый способ переработки древесных и термополимерных отходов с получением железнодорожных шпал, в сравнении с прототипом, позволяет получить материал с прочностью выше в 1,7 раза, долговечностью в 3,2 раза и с показателями, превышающими значения, указанные в нормативных документах для железнодорожных шпал.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплексный способ получения композиционных шпал путем переработки древесных и полимерных отходов | 2019 |
|
RU2707260C1 |
| СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ, СОДЕРЖАЩАЯ КОМПОНЕНТЫ КОММУНАЛЬНЫХ ОТХОДОВ | 2018 |
|
RU2688718C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ДРЕВЕСНЫХ И ТЕРМОПЛАСТИЧНЫХ ОТХОДОВ | 2014 |
|
RU2581047C2 |
| СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2004 |
|
RU2270817C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТОЙ ШПАЛЫ ДЛЯ ЖЕЛЕЗНЫХ ДОРОГ ШИРОКОЙ КОЛЕИ | 2000 |
|
RU2179923C2 |
| Полимерная композиция для изготовления строительных изделий и способ ее получения | 2024 |
|
RU2838754C1 |
| Биоразлагаемый полимерный композиционный материал на основе смеси полиэтилена низкого давления и вторичного полипропилена | 2017 |
|
RU2661230C1 |
| Биоразлагаемый полимерный композиционный материал на основе вторичного полипропилена | 2018 |
|
RU2678675C1 |
| Сырьевая смесь для получения облицовочных минерально-полимерных материалов | 2023 |
|
RU2813002C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-НАПОЛНЕННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2011 |
|
RU2464162C1 |
Изобретение относится к линейным конструкциям верхнего строения рельсовых путей. Способ переработки древесных и термополимерных отходов с получением железнодорожных шпал включает смешение наполнителя и связующего и формование композиционной смеси. В качестве наполнителя используют древесные частицы толщиной 6±2 мм, шириной 15±2 мм, длиной до 50±4 мм. В качестве связующего используют вторичные термопластичные полимеры - полиэтилентерефталат, измельченные до условного диаметра 10 мм. Смесь нагревают до 100°С при соотношении компонентов: древесные частицы 70 мас. %, полиэтилентерефталат 30 мас. %. Затем полученную смесь нагревают до 200°С, формуют в пресс-форме под давлением 5±1 МПа и температуре стенок пресс-формы 210±5°С. Форму фиксируют запорами и выдерживают 15 мин. Предварительно охлаждают пресс-форму в проточной воде в течение 5 мин, далее конвекцией воздуха в течение 15 мин. Затем извлекают композиционный материал и выдерживают в течение 24 часов при температуре воздуха 18±3°С. Обеспечивается получение материала с повышенной прочностью и долговечностью. 1 ил., 1 табл.
Способ переработки древесных и термополимерных отходов с получением железнодорожных шпал, включающий смешение наполнителя и связующего, формование композиционной смеси, отличающийся тем, что в качестве наполнителя используют древесные частицы толщиной 6±2 мм, шириной 15±2 мм, длиной до 50±4 мм, в качестве связующего используют вторичные термопластичные полимеры - полиэтилентерефталат, измельченные до условного диаметра 10 мм, подвергают обработке нагревом до 100°C, при соотношении всех компонентов смеси, мас. %,
нагревают полученную смесь до 200°C, формуют в пресс-форме под давлением 5±1 МПа и температуре стенок пресс-формы 210±5°C, форму фиксируют запорами и выдерживают 15 мин, охлаждают пресс-форму предварительно в проточной воде в течение 5 мин, далее конвекцией воздуха в течение 15 мин с последующим извлечением композиционного материала и выдержку в течение 24 часов при температуре воздуха 18±3°C.
| ТЕЛЕФОННОЕ УСТРОЙСТВО | 1926 |
|
SU15577A1 |
| СПОСОБ ПЕРЕРАБОТКИ ПОЛИМЕРНЫХ ОТХОДОВ С ПОЛУЧЕНИЕМ СТРОИТЕЛЬНОГО МАТЕРИАЛА | 2007 |
|
RU2327712C1 |
| RU 2012148199 A, 20.05.2014 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТОЙ ШПАЛЫ ДЛЯ ЖЕЛЕЗНЫХ ДОРОГ ШИРОКОЙ КОЛЕИ | 2000 |
|
RU2179923C2 |
| KR 1020050087322 A, 31.08.2005. | |||

