Производственные условия и решение проблемы
Поступающие в продажу бездымные табачные изделия могут быть упакованы в круглые металлические, пластиковые или картонные банки со съемными металлическими или пластиковыми крышками. Новшеством в области упаковки бездымных табачных изделий, в том числе пакетированного увлажненного бездымного табака MST (снюса), является использование коробок с откидной крышкой.
Осуществление механизированных операций во время упаковки снюса затрудняется в связи с липкостью продукта и подушкообразной формой пакетиков. Упаковочный процесс включает расфасовку снюса (распределение по порциям или по весу) в пакетики с последующей упаковкой в коробку или контейнер другого типа.
Процесс расфасовки снюса в пакетики связан с необходимостью создания в пакетике «незаполненного пространства», что позволяет избежать захвата продукта при запечатывании верхней части пакетика. В результате в коробке с пакетиками тоже образуется незаполненное пространство и при вскрытии коробки создается впечатление, что она заполнена лишь частично, к тому же затрудняется извлечение пакетиков из коробки, в особенности, первых нескольких штук. Это особенно часто наблюдается при упаковке снюса в небольшие коробки.
Таким образом, имеется необходимость в разработке способов упаковки и упаковочных изделий, позволяющих исключить образование незаполненного пространства в упаковке и преодолеть указанные недостатки.
Раскрытие изобретения
В предпочтительном варианте осуществления изобретения предлагается устройство для высокоскоростной упаковки сыпучего продукта. Устройство содержит загрузочный участок, участок формирования коробок и разгрузочный участок. Загрузочный участок оснащен лотками, располагаемыми на расстоянии друг от друга. Каждый лоток имеет открытую верхнюю сторону, открытый входной конец и открытый выходной конец. Открытая верхняя сторона используется для введения сыпучего продукта при перемещении лотка вдоль первой линии подачи.
Устройство для сборки картонных коробок обеспечивает сборку картонных коробок, располагаемых на расстоянии друг от друга, причем первая и вторая стороны коробок остаются открытыми, при этом первая открытая сторона каждой коробки выравнивается с открытым выходным концом соответствующего лотка при перемещении каждой коробки вдоль второй линии подачи, которая параллельна первой линии подачи.
Разгрузочный участок содержит стационарную вакуумную головку, сообщающуюся со второй открытой стороной каждой коробки. Вакуумная головка непрерывно создает вакуум вдоль второй линии подачи. Предпочтительно, разгрузочный участок также содержит плунжер, взаимодействующий с открытым входным концом лотка. В разгрузочном участке сыпучий продукт из лотка через открытый выходной конец лотка передается в коробку.
В предпочтительном варианте осуществления изобретения устройство, к тому же, содержит крышку, которая закрывает открытую верхнюю сторону каждого лотка при его позиционировании в устройстве для сборки картонных коробок. Указанная крышка, предпочтительно, содержит, по меньшей мере, одно воздуховпускное отверстие, предназначенное для подачи воздуха от источника сжатого воздуха в каждый лоток, благодаря чему находящиеся в лотке остатки любого сыпучего продукта встряхиваются и выталкиваются из лотка.
Предпочтительно, на внутреннюю поверхность лотка нанесено покрытие, препятствующее налипанию продукта. Вакуумная головка содержит экран с отверстиями такого размера, чтобы не происходило засасывание сыпучих продуктов в вакуумную головку. Предпочтительно, когда открытая сторона коробки выровнена с открытым входным концом или лотком, плунжер совершает возвратно-поступательное движение, перемещаясь из первого положения выше по ходу во второе положение ниже по ходу. Указанный загрузочный участок, предпочтительно, содержит чашки для сыпучего продукта, которые приспособлены для сбрасывания сыпучего продукта в лоток через открытую верхнюю сторону.
В предпочтительном варианте осуществления изобретения устройство для сборки картонных коробок, кроме того, содержит транспортер для перемещения коробок вдоль второй линии подачи. Предпочтительно, устройство для сборки картонных коробок также содержит опорную штангу, удерживающую коробки в открытом состоянии при перемещении вдоль второй линии подачи.
В другом предпочтительном варианте осуществления изобретения также предлагается способ загрузки сыпучих продуктов в коробки. Способ включает этап загрузки сыпучих продуктов в лотки, расположенные на расстоянии друг от друга. Каждый лоток имеет открытую верхнюю сторону, открытый входной конец и открытый выходной конец. Способ также включает выравнивание располагаемых на расстоянии друг от друга коробок, каждая из которых имеет первую открытую сторону и вторую открытую сторону и перемещается вдоль второй линии подачи, причем первая открытая сторона каждой коробки выравнивается с открытым выходным концом соответствующего лотка. Вторая линия подачи параллельна первой линии подачи. Способ также включает создание вакуума, благодаря чему сыпучий продукт вытягивается из лотка в коробку и, таким образом, обеспечивается выгрузка сыпучего продукта из каждого лотка в соответствующую коробку через вторую открытую сторону каждой коробки.
Предпочтительно, способ может также включать продвижение плунжера от входного конца лотка до выходного конца лотка и в соответствующую коробку, в результате чего обеспечивается перенос всего сыпучего продукта в коробку. В предпочтительном варианте осуществления изобретения способ может включать этап закрытия открытой верхней стороны каждого лотка крышкой до обеспечения всасывания, а также создание, по меньшей мере, одного воздуховпускного отверстия в крышке, предназначенного для подачи воздуха от источника сжатого воздуха в каждый лоток. При этом обеспечивается продвижение плунжера в собранную коробку на глубину примерно от 2 мм до примерно 4 мм.
Краткое описание чертежей
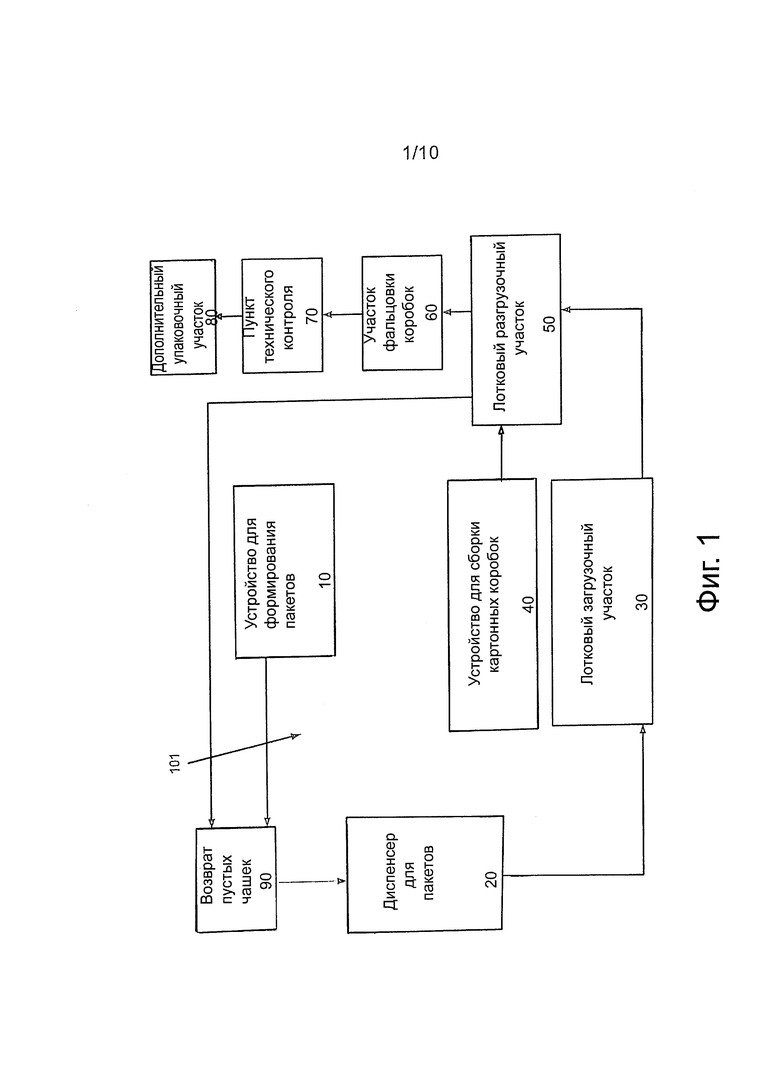
Фиг. 1 — блок-схема устройства и способа загрузки пакетированных продуктов в коробки.
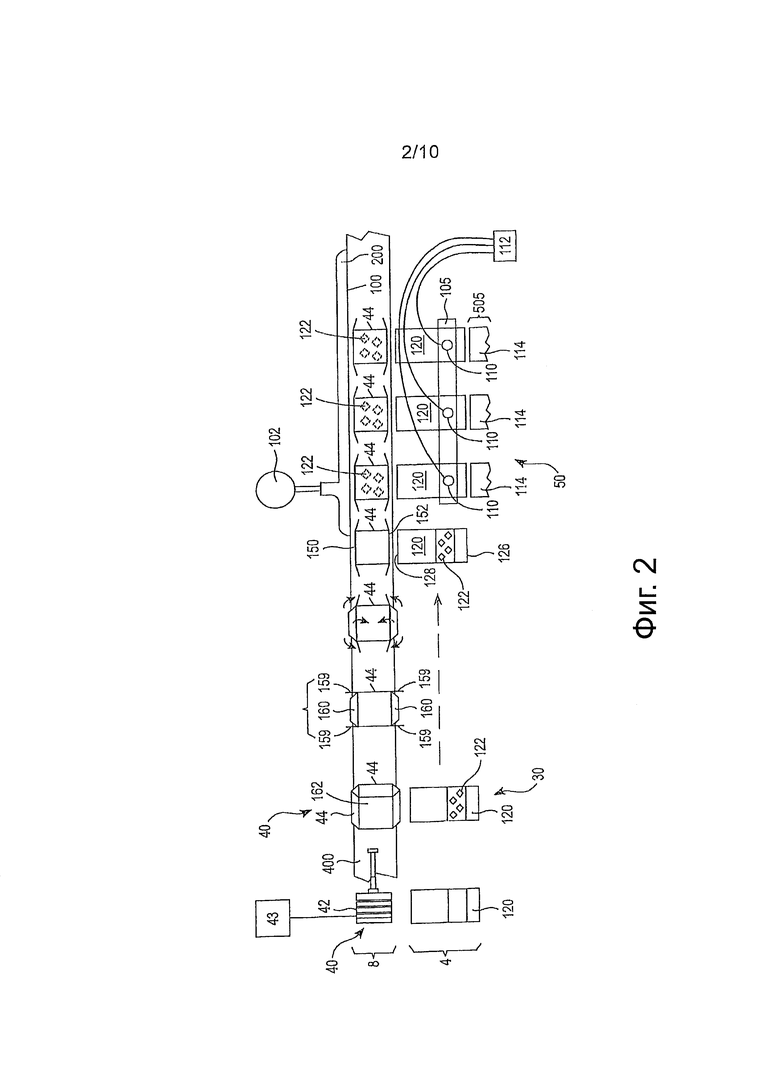
Фиг. 2 — вид сверху устройства для загрузки пакетированных продуктов в коробки.
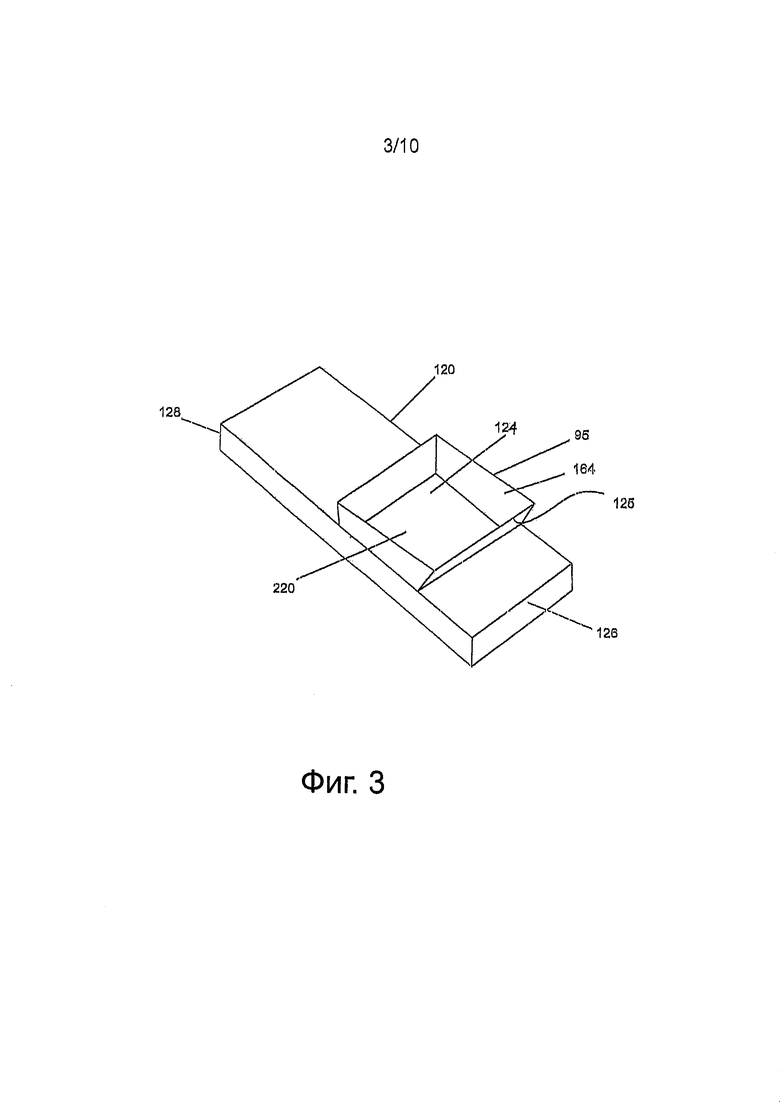
Фиг. 3 — вид в перспективе лотка, применяемого в устройстве, представленном на фиг. 2.
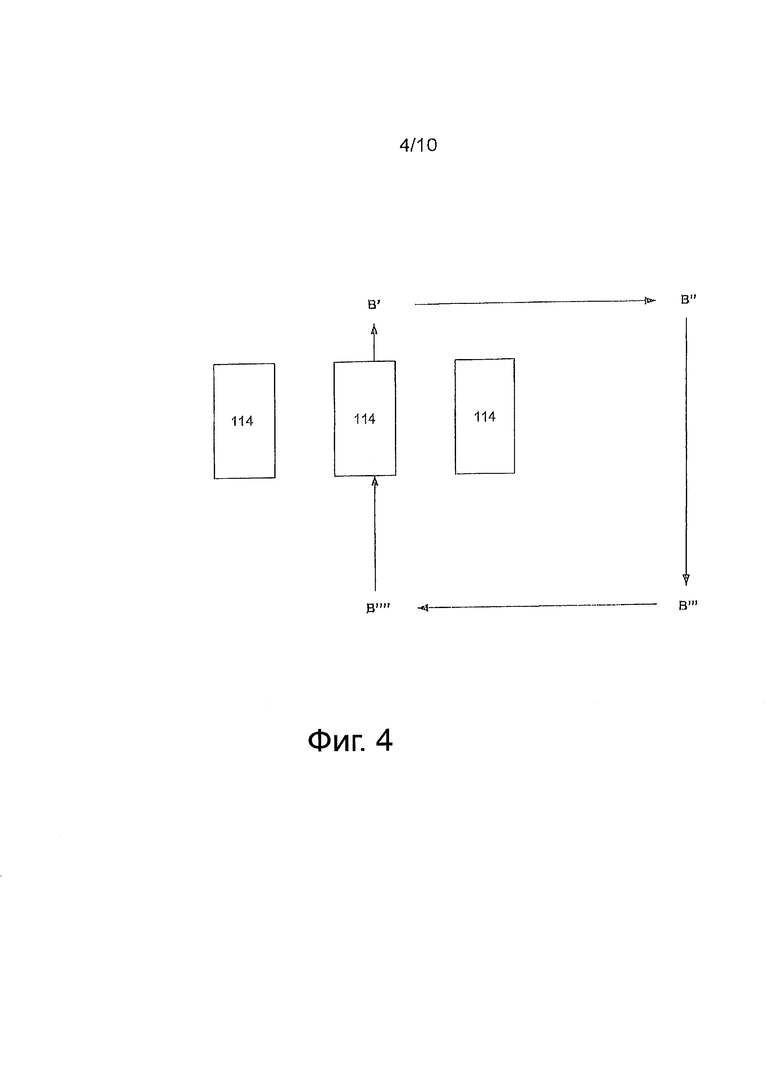
Фиг. 4 — схематичное изображение траектории перемещения плунжеров, показанных на фиг. 2.
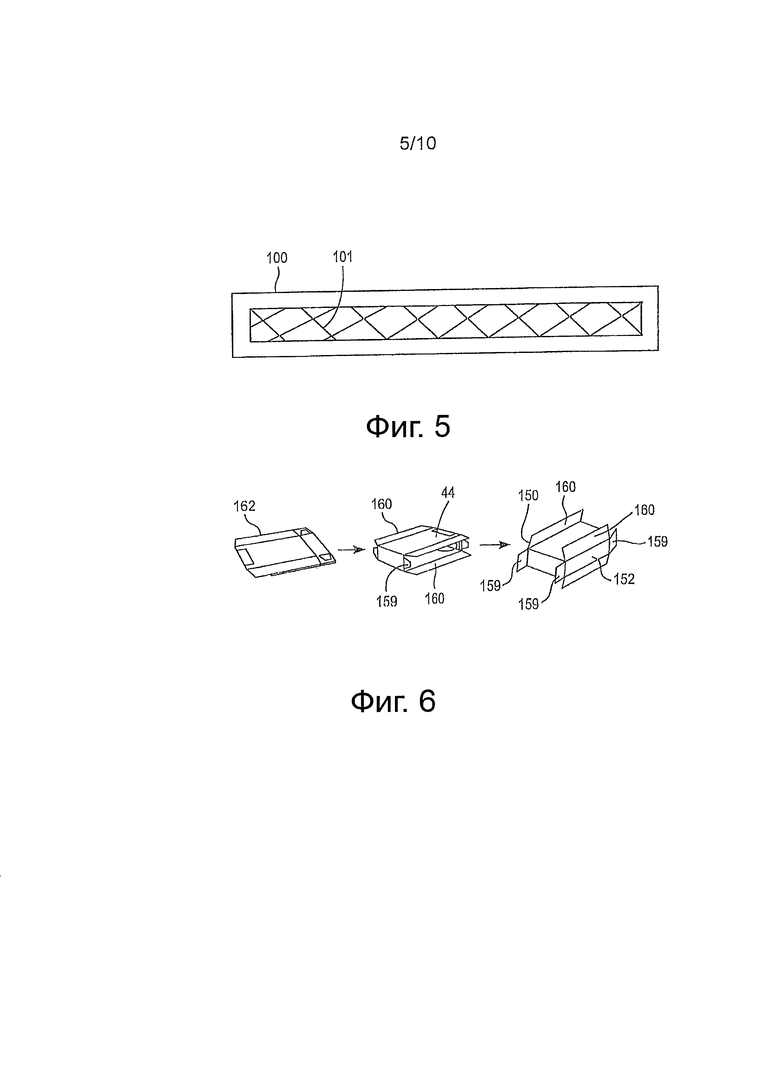
Фиг. 5 - вид спереди вакуумной головки, применяемой в устройстве, представленном на фиг. 2.
Фиг. 6 — этапы частичной сборки коробки из заготовки в описанном выше устройстве для сборки коробок.
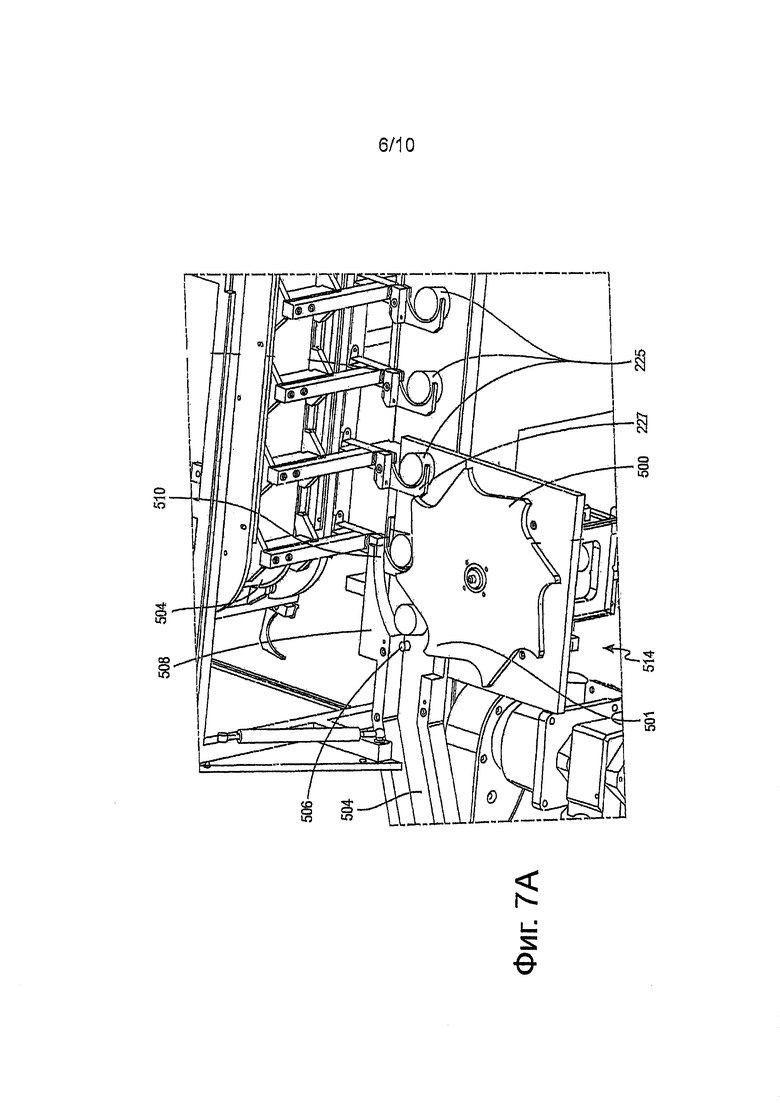
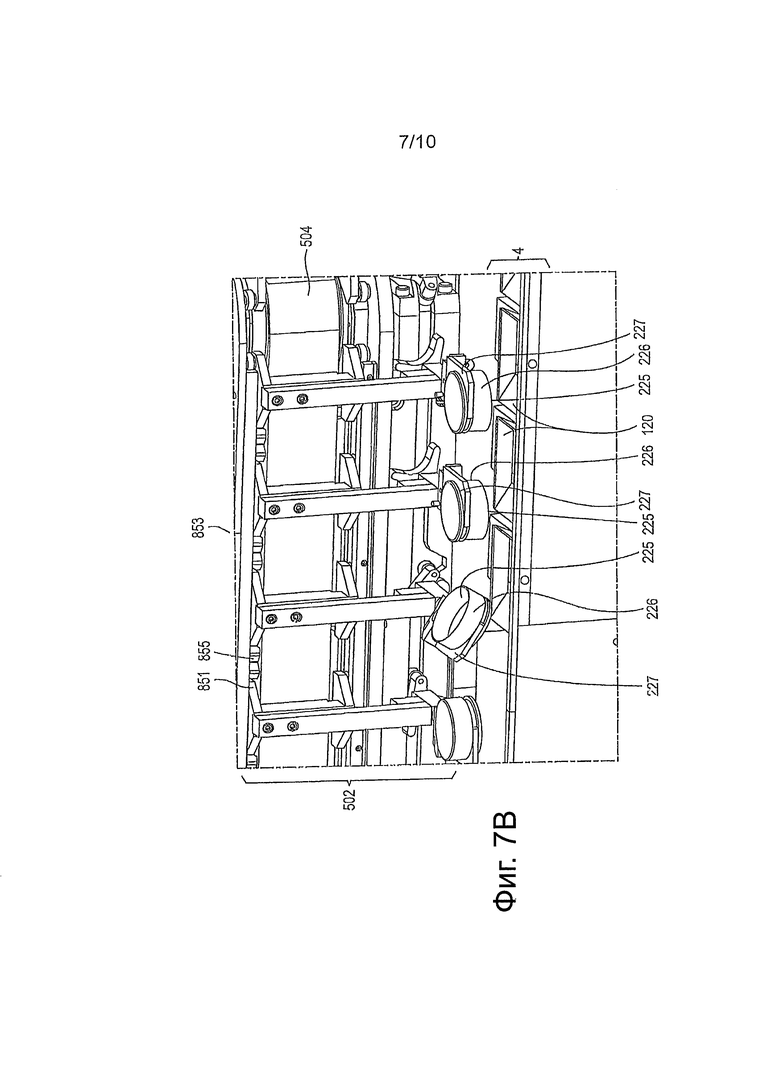
Фиг. 7А и 7В - лотковый загрузочный участок, в котором используется описанная система транспортировки чашек.
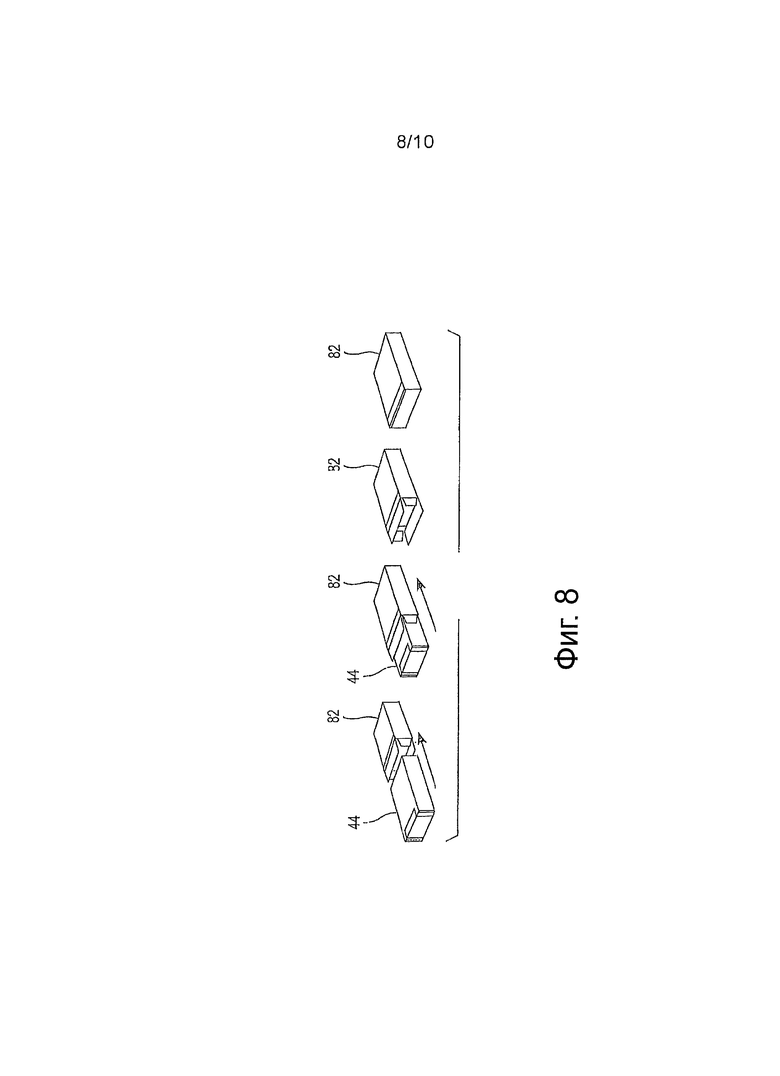
Фиг. 8 - дополнительные этапы упаковки, осуществляемые на дополнительном упаковочном участке, представленном на фиг. 1.
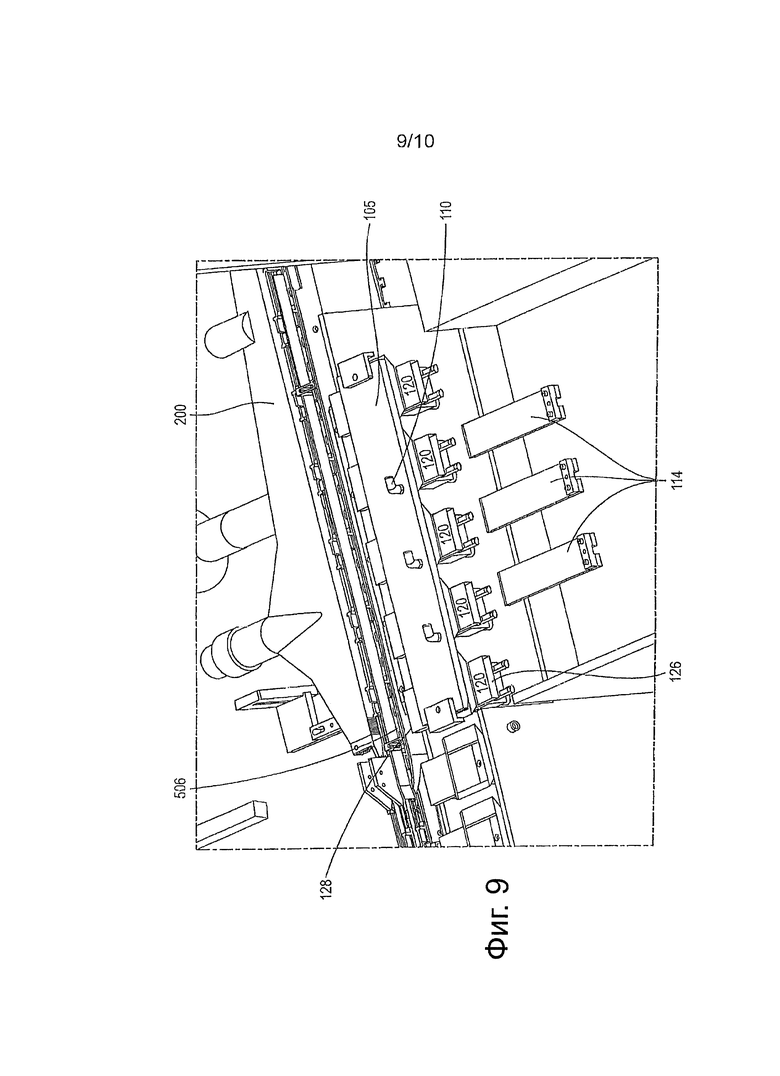
Фиг. 9 - разгрузочный участок, представленный на фиг. 1.
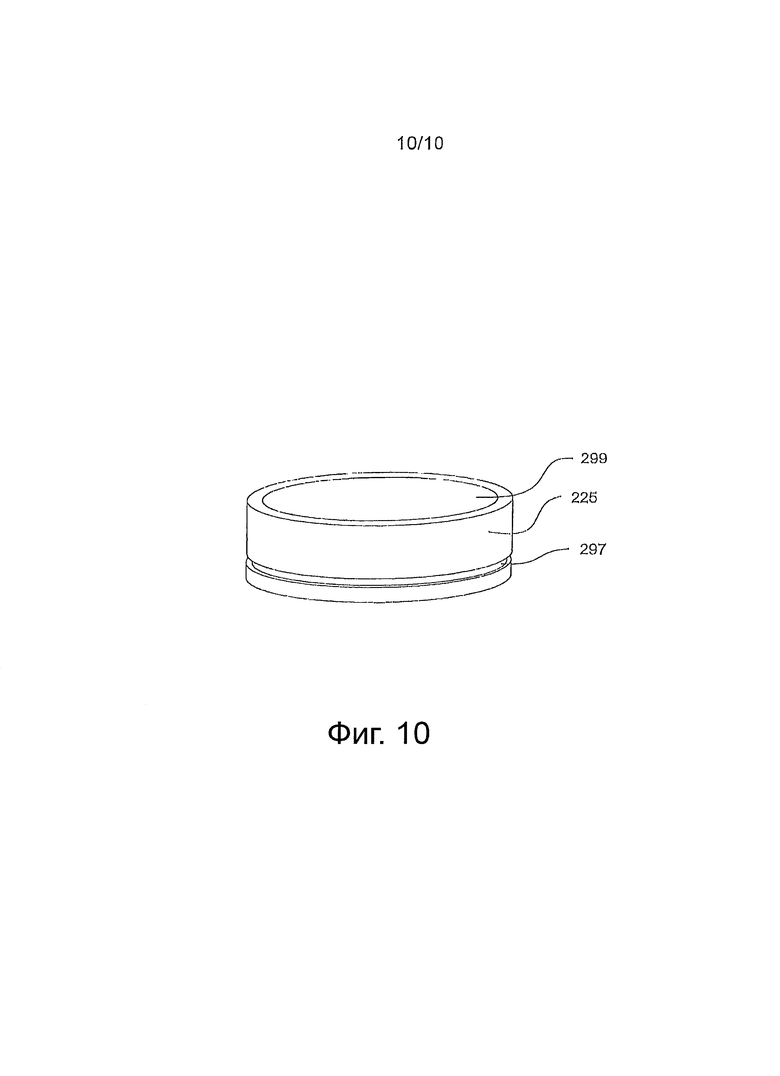
Фиг. 10 — вид в перспективе отдельной чашки согласно предпочтительному варианту осуществления изобретения.
Осуществление изобретения
На фиг. 1 представлено упаковочное устройство 101 согласно предпочтительному варианту осуществления изобретения, предназначенное для упаковки снюса, причем указанное устройство содержит лотковый (или совковый) загрузочный участок 30, устройство 40 для сборки картонных коробок и лотковый разгрузочный участок. Предпочтительно, сыпучий продукт 122 (как показано на фиг. 2) загружается в лотки на лотковом загрузочном участке 30, при этом в устройстве 40 для сборки картонных коробок, по меньшей мере, частично собираются коробки и на разгрузочном лотковом участке 50 сыпучий продукт 122 переносится из каждого лотка в соответствующую коробку.
В предпочтительном варианте осуществления изобретения сыпучий продукт 122 представляет собой пакетированный табак или заменитель табака для орального употребления, описанные в патентном документе US № 7980251, выданном 19 июля 2011, и патентном документе US № 7950399, выданном 31 мая 2011.
Предпочтительно, пакетированные продукты производятся в устройстве 10 для формирования пакетов, которое может представлять собой высокоскоростное вертикальное устройство для формирования, заполнения и запечатывания пакетов либо другое подходящее для формирования пакетов устройство. В предпочтительном варианте осуществления изобретения используется устройство для формирования пакетов, такое как вертикальная фасовочная машина, продаваемая на рынке немецкой фирмой Merz Verpackungmachinen GmbH. Другие подходящие машины могут быть поставлены фирмой Ropak Manufacturing Company, Алабама, США, наряду с другими фирмами.
Затем сформированные пакетированные продукты подаются к диспенсеру 20 для пакетов, который распределяет заданное количество пакетированных продуктов в отдельные чашки 225 (показанные на фиг. 7А, 7В и 10). Предпочтительно, заданное количество, распределяемое диспенсером по чашкам, соответствует количеству пакетированных продуктов, которые будут помещены в отдельную потребительскую упаковку. В предпочтительном варианте осуществления изобретения диспенсер 20 для пакетов представляет собой диспенсер, применяемый в машине Merz.
Как показано на фиг. 10, чашка 225, предпочтительно, имеет чашеобразный корпус, выполненный из твердого пластика, причем размеры корпуса соответствуют размерам нижней части банки, в которой продается снюс (предназначенной для упаковки сыпучего увлажненного табака снюс). Указанная конфигурация чашки обеспечивает совместимость чашки 225 с машинами для загрузки снюса и укупоривания в металлической таре, а также с соответствующими транспортерами. В предпочтительном варианте осуществления изобретения каждая чашка 225 имеет кольцевую канавку 297, предпочтительно, расположенную вблизи ее основания, хотя могут быть применимы другие местоположения. Каждая чашка открыта в верхней части 299 и имеет достаточный объем для вмещения заданного, требуемого количества (или партии) продукта снюс.
В предпочтительном варианте осуществления изобретения чашки 225 перемещаются к лотковому загрузочному участку 30 посредством системы транспортировки чашек. Подходящей системой транспортировки чашек является крючковая система, показанная на фиг. 7А и 7В. Как показано на фиг. 7А, чашки 225, загруженные сыпучим продуктом, подаются к системе транспортировки чашек посредством зубчатого колеса 500, которое толкает каждую чашку 225 в положение для захвата крючком 227. Каждая чашка 225 захватывается по наружной периферии крючком 227 и перемещается вдоль третьей линии 502 подачи, располагаемой непосредственно над и параллельно первой линии 4 подачи, по которой перемещаются лотки 120, как показано на фиг. 7В. Предпочтительно, предусмотрены такие размеры крючков 227, чтобы они входили в канавку 297 каждой чашки 225 для ее зацепления. Предпочтительно, многочисленные крючки 227 закреплены на транспортере 504, перемещающемся горизонтально по непрерывному контуру, причем траектория его перемещения напоминает трек. Однако могут быть предусмотрены другие подходящие средства.
Зубчатое колесо 500, предпочтительно, вращается непрерывно и содержит множество зубцов 501, каждый из которых зацепляет чашку 225 сзади, когда чашка высвобождается из наклонного желоба в результате втягивания штифта 506, причем втягивание штифта синхронизировано с вращением колеса 500. Каждая чашка по направляющей 508 перемещается к месту сопряжения с подаваемым транспортером крючком 227. Концевой участок 510 направляющей 508, располагаемый на расстоянии от рабочих поверхностей колеса 500, кратковременно поджимает чашку, чтобы подаваемый транспортером крючок 227 мог зацепить и обхватить чашку 225 по ее канавке 297 (фиг. 10). Смещаемый фиксатор, предусмотренный в основании крючка 227, обеспечивает удержание чашки 225 крючком 227 с возможностью разъединения.
Предпочтительно, крючки 227 поочередно переворачивают чашки 225, когда каждая чашка 225 располагается над лотком 120, чтобы сыпучий продукт 122 через открытую верхнюю сторону 124 лотка выгрузился в лоток 120, который непрерывно перемещается под чашкой 225. Пустые чашки возвращаются к диспенсеру 20 для пакетов и снова заполняются. Альтернативно, пакетированные продукты могут быть перемещены к лотковому загрузочному участку 30 другими способами и средствами. Например, заданное количество пакетированных продуктов может быть помещено непосредственно в лоток 120 на лотковом загрузочном участке 30 непосредственно из устройства 10 формирования пакетов. В устройствах могут быть предусмотрены крышки или другие средства.
Множество лотков 120 перемещается горизонтально вдоль непрерывного контура лоткового загрузочного участка, при этом каждый лоток 120 циклически загружается сыпучим продуктом на лотковом загрузочном участке 30 и разгружается на разгрузочном участке 50. В предпочтительном варианте осуществления изобретения лотки 120 перемещаются на расстоянии друг от друга вдоль первой линии 4 подачи и съемно закреплены на транспортере, который перемещается горизонтально по прямолинейной траектории на лотковом загрузочном участке 30 и лотковом разгрузочном участке 50. После разгрузки лотков 120 на разгрузочном участке 50 транспортер меняет направление и движется вниз, чтобы возвратить лотки 120 к лотковому загрузочному участку 30, а именно в отсек 514.
Предпочтительно, каждый лоток 120 (показанный на фиг. 2 и 3) загружается сыпучим продуктом из единственной чашки 225 (показанной на фиг. 7). Затем лоток 120 проходит по первой линии 4 подачи на лотковый разгрузочный участок 50, где сыпучий продукт переносится из лотка 120 в соответствующую коробку 44.
Как показано на фиг. 3, каждый лоток 120 имеет открытую верхнюю сторону 124, открытый входной конец 126 и открытый выходной конец 128. Предусмотрены соответствующие размеры и конфигурация открытой верхней стороны 124 лотка, чтобы сыпучий продукт 122 быстро загружался в лоток 120, когда лоток перемещается по первой линии 4 подачи, а чашка 225 перемещается по третьей линии 502 подачи. Кроме того, открытая верхняя сторона 124 может содержать, по существу, вертикальные боковые стенки 164, продолжающиеся по периферии открытой верхней стороны 124, и наклонные торцевые стенки 125, 127. Боковые стенки 164 могут быть ориентированы с наклоном, благодаря чему формируется канал, по которому перемещается сыпучий продукт 122, подаваемый в лоток 120. Кроме того, боковые стенки 164 могут иметь высоту, предпочтительно, примерно от 1,27 см (примерно от 0,5 дюйма) до примерно 7,62 см (до примерно 3,0 дюймов).
Предпочтительно, на внутреннюю поверхность 220 каждого лотка 120 нанесено покрытие, препятствующее налипанию продукта, благодаря чему, по существу, предотвращается налипание сыпучего продукта на внутреннюю поверхность 220 лотка 120. Предпочтительно, каждый лоток 120 закреплен на транспортере съемно и может легко отделяться от транспортера для очистки.
Как отмечено выше, сыпучий продукт 122 из соответствующей чашки 225 поступает в соответствующий лоток 120 через открытую верхнюю сторону 124 лотка, когда в процессе перемещения чашка 225 совмещается с лотком 120. В предпочтительном варианте осуществления изобретения каждая чашка 225 и соответствующий лоток 120 совмещены и перемещаются с одинаковой скоростью. Таким образом, чашки 225 перемещаются вдоль третьей линии 502 подачи, которая параллельна первой линии 4 подачи, вдоль которой перемещаются лотки 120. Устройство сконструировано таким образом, чтобы каждая чашка 225 опрокидывалась и освобождалась от продукта, когда в процессе перемещения лоток 120, расположенный под чашкой, выравнивается с ней.
Как показано на фиг. 7В, каждый крючок 227, предпочтительно, испытывает воздействие кулачкового следящего элемента 851, который, продвигаясь в канавку 853 направляющей 855, принуждает крючок 227 зацеплять чашку 225. Затем чашка 225 в перевернутом состоянии перемещается вместе с крючком 227, который направляет чашку 225. Указанная взаимосвязь поддерживается до тех пор, пока чашка 225 не выдавливается из крючка посредством направляющей или другого подходящего приспособления на транспортер, который возвращает чашку 225 в перевернутом состоянии к диспенсеру 20 для пакетов. Поскольку опустошенная чашка 225 перемещается транспортером в перевернутом состоянии, исключается попадание пыли или грязи в чашку перед проведением следующего цикла загрузки. Диспенсер 20 для пакетов содержит направляющую, обеспечивающую поворот каждой чашки 225 лицевой стороной кверху перед повторной загрузкой чашки 225.
Когда лоток 120 загружен сыпучим продуктом 122, точно или приблизительно в то же самое время в устройстве 40 для сборки картонных коробок собрана, по меньшей мере, частично коробка 44 (показанная на фиг. 2). В предпочтительном варианте осуществления изобретения каждая коробка 44 является внутренней коробкой, загружаемой сбоку; указанные коробки описаны в одновременно находящейся на рассмотрении непредварительной патентной заявке с серийным № 13/325,803, зарегистрированной 14 декабря 2011. Альтернативно, коробку 44 можно загружать через верхнее или нижнее отверстия либо коробка 44 может являться наружной коробкой.
В предпочтительном варианте осуществления изобретения заготовка картонной коробки имеет плоский вид, при этом верхняя и передняя стороны наложены друг на друга поверх сложенных нижней и задней сторон, а противопыльные клапаны 159 и боковые клапаны 160 расположены в плоскости указанной заготовки.
Предпочтительно, заготовки картонных коробок подаются из бункера 43 при помощи вращающегося подающего устройства 42. Как показано на фиг. 2 и фиг. 6, каждая коробка 44 формируется в результате сборки заготовки 162 картонной коробки на второй линии подачи, которая, по существу, параллельна первой линии 4 подачи. Затем при помощи плугов-фальцев и ножей фальцмашины в собранной таким образом коробке 44 открывают противопыльные клапаны 159 и боковые клапаны 160 наружу, в результате чего образуется первая открытая сторона 150 коробки и вторая открытая сторона 152 коробки. Далее собранная коробка 44 проходит вдоль второй линии 8 подачи к лотковому разгрузочному участку 50.
В предпочтительном варианте осуществления изобретения устройство 40 для сборки картонных коробок, кроме того, содержит транспортер 400 (показанный на фиг. 2) для перемещения коробок 44 вдоль второй линии 8 подачи. Предпочтительно, устройство для сборки картонных коробок также содержит опорную штангу 506 (показанную на фиг. 9), удерживающую собранные коробки 44 в открытом состоянии при перемещении вдоль второй линии 8 подачи.
Предпочтительно, коробки перемещаются по второй линии подачи параллельно лоткам, перемещаемым по первой линии 4 подачи, и с такой же скоростью, чтобы в лотковом разгрузочном участке 50 каждая коробка 44 сопрягалась с соответствующим лотком 120. Следовательно, в лотковом разгрузочном участке 50 вторая открытая сторона 152 коробки 44 выравнивается с выходным концом 128 лотка 120, при этом первая открытая сторона 150 коробки находится в контакте или приближена к поверхности 200 вакуумной головки 200.
Как показано на фиг. 2 и фиг. 9, лотки 120, поступающие в лотковый разгрузочный участок 50, перемещаются под стационарной крышкой 105, которая может соприкасаться с верхними краями 95 открытой верхней стороны 124 и/или с боковыми стенками 164 лотка 120. Как правило, крышка 105 не создает уплотнение, но, по существу, перекрывает открытую верхнюю сторону 124 лотка 120. Предпочтительно, крышка 105 содержит множество располагаемых на расстоянии друг от друга воздуховпускных отверстий 110, каждое из которых располагается точно над открытой верхней стороной 124 лотка 120, когда он проходит под крышкой 105. Предпочтительно, воздуховпускные отверстия 110 соединены с источником 112 сжатого воздуха, который обеспечивает подачу импульса воздуха к лотку 120. При подаче импульса воздуха сыпучий продукт, заполняющий лоток, встряхивается по мере того как создается вакуум, обеспечивающий передачу из лотка 120 всего заданного количества сыпучего продукта 122 в открытую коробку 44. Встряхивание также предотвращает формирование из продукта слипшейся массы или налипание продукта на поверхность лотка. Встряхивание может быть обеспечено как непосредственно, так и дополнительно при помощи механических устройств (например, посредством вибрирующих пластин или штырей) или электромеханических устройств, подобных ультразвуковым устройствам. В предпочтительном варианте осуществления изобретения, подаваемый при упаковке снюса импульс воздуха, предпочтительно, составляет точно или приблизительно 0,01 или 0,02 МПа (точно или приблизительно 2 или 3 фунта на квадратный дюйм).
Также, предпочтительно, разгрузочный участок 50 содержит неподвижную вакуумную головку 200, сообщающуюся со второй открытой стороной 150 каждой коробки 44. В устройстве для упаковки снюса, согласно предпочтительному варианту осуществления изобретения, вакуумная головка 200 имеет длину примерно от 0,3 м до примерно 1,22 м (примерно от 1 фута до примерно 4 футов) и каждая коробка 44 перемещается вдоль вакуумной головки 200 при обеспечении всасывания.
В предпочтительном варианте осуществления изобретения источник 102 вакуума содержит вакуумный насос, сообщающийся с вакуумной головкой (камерой) 200, чтобы вдоль второй линии 8 подачи непрерывно создавался вакуум, В процессе упаковки пакетированного снюса вакуумный насос, предпочтительно, способен вытягивать воздух со скоростью в диапазоне приблизительно от 8,5 до 14,16 кубических метров (приблизительно от 300 до 500 кубических футов) в минуту. Практически, вакуумный насос мощностью 10 лошадиных сил, с производительностью 11,89 кубических метров (420 кубических футов) в минуту, который способен при создании разрежения вытянуть 254 см (100 дюймов) воды, подходит для процесса упаковки снюса. Указанное средство с помощью вакуумной головки 200, сообщающейся с второй открытой стороной 150 каждой коробки 44, способно создать достаточный вакуум для вытягивания сыпучего продукта 122 из лотка 120 во внутреннее пространство каждой коробки 44, по существу, без сжатия продукта.
В предпочтительном варианте осуществления изобретения, как показано на фиг. 5, поверхность вакуумной головки (камеры) 200 оснащена экраном 101 с отверстиями такого размера, чтобы при приложении вакуума, по существу, не происходило засасывание сыпучего продукта 122 в вакуумную головку 200.
Предпочтительно, вакуумная камера 200 расположена ниже по ходу того места, где сыпучий продукт 122 передается из чашки 225 в лоток 120. Предпочтительно, при создании вакуума обеспечивается встряхивание продукта 122, заполняющего лоток 120.
В предпочтительном варианте осуществления изобретения приблизительно три лотка 120 разгружаются одновременно. Однако, в зависимости от длины вакуумной головки 200 и расстояния между лотками 120, одновременно может быть разгружено большее или меньшее количество лотков 120.
Также в предпочтительном варианте осуществления изобретения, как показано на фиг. 2, открытый входной конец 126 лотка 120 имеет такой размер, чтобы плунжер 114 мог проходить через него. Предпочтительно, устройство содержит несколько плунжеров 114, которые перемещаются вдоль четвертой линии 505 подачи. В предпочтительном варианте осуществления изобретения имеются три плунжера. Плунжеры 114 совершают возвратно-поступательное движение и перемещаются в положение В' (показано на фиг. 4) после того, как было обеспечено всасывание, и сыпучий продукт 122 был, по существу, перенесен из лотка 120 в коробку 44. Каждый плунжер 114 продвигается к соответствующему лотку и через указанный лоток затем только немного входит в соответствующую коробку 44, предпочтительно, только на глубину примерно от 2 мм до примерно 4 мм. Чтобы избежать сжатия сыпучего продукта 122, не допускается дальнейшее прохождение плунжеров 114 в коробку 44. После того как плунжер 114 продвинулся в коробку 44, обеспечивается совместное перемещение плунжера 114 и лотка 120 в положение Вʺ, затем плунжер 114 выходит из лотка 120, перемещаясь в положение Вʺ', и, наконец, возвращается в начальное положение Вʺʺ, где находится до поступления следующего соответствующего лотка 120. Согласно предпочтительному варианту осуществления изобретения в устройстве перемещаются три плунжера с соответствующими лотками и, перемещаясь вместе, возвращаются в положение Вʺ. Под действием плунжеров обеспечивается освобождение 120 лотков от продукта и перенос всего продукта во внутреннее пространство открытых коробок.
После того как коробки 44 были заполнены сыпучим продуктом 122, в участке 60 для фальцовки коробок обеспечивается, если требуется, проклеивание и сворачивание противопыльных клапанов и боковых клапанов 159, 160 коробки, чтобы каждая коробка 44 была закрыта и, если требуется, запечатана. Затем коробку 44 осматривают на пункте 70 технического контроля, чтобы проверить на наличие повреждений, неудовлетворительного уплотнения и т.п.
Как показано на фиг. 8, коробка 44 затем может быть перемещена на дополнительный упаковочный участок 80, где указанная коробка 44 может быть вставлена в наружную коробку 82. Кроме того, чтобы сохранить свежесть сыпучего продукта 122, можно обеспечить внешнюю обертку для наружной коробки 82. Внешняя обертка может быть сформирована из любого подходящего пластического материала или фольги. При этом чашки, используемые для доставки продукта к лоткам, проходят этап 90 возвращения к диспенсеру 20 для пакетов.
Из вышеприведенного описания следует, что устройство согласно настоящему изобретению способно загрузить снюс или другой сыпучий продукт в коробки либо другие контейнеры, обеспечивая более полное заполнение, а также равномерное и эффективное размещение сыпучего продукта внутри контейнера. К тому же, внутри коробок не создается нежелательное незаполненное пространство. Для упаковки того же количества продукта могут использоваться контейнеры меньшего размера, что может привести к значительной экономии упаковочных материалов и существенно сократить требуемую площадь для демонстрации продукта в розничной продаже. При использовании предлагаемого устройства, в частности для упаковки в коробки пакетированного продукта снюс, достигается высокая производительность.
В другом предпочтительном варианте осуществления изобретения также предлагается способ заполнения коробок или способ загрузки сыпучего продукта(ов) в коробки. Вообще говоря, способ включает последовательные этапы формирования упаковочных структур с первым и вторым отверстиями, каждая из которых имеет внутреннее пространство или объем. В число последовательных этапов формирования упаковочных структур может входить этап фальцовки открытых створок упаковки. Кроме того, указанный способ включает циклические этапы распределения заданного количества сыпучего продукта и позиционирования заданного количества сыпучего продукта вблизи указанных первых отверстий. Циклический этап распределения продукта в указанном количестве может включать загрузку имеющихся продуктов в лотки, расположенные на расстоянии друг от друга. Каждый лоток имеет открытую верхнюю сторону, открытый входной конец и открытый выходной конец. При прохождении лотка по первой линии подачи открытая верхняя сторона лотка используется для вмещения сыпучего продукта в лоток. Указанный способ также включает этап выравнивания располагаемых на расстоянии друг от друга коробок, каждая из которых имеет первую и вторую открытые стороны, то есть обеспечивается выравнивание первой открытой стороны каждой коробки с открытым выходным концом соответствующего лотка, когда коробки перемещаются вдоль второй линии подачи. Предпочтительно, вторая линия подачи параллельна первой линии подачи.
Предпочтительно, предлагаемый способ также включает этап переноса заданного количества сыпучего продукта из каждого лотка во внутреннее пространство соответствующей коробки через вторую открытую сторону указанной коробки посредством применения или создания вакуума для вытягивания сыпучего продукта из лотка в коробку. Кроме того, этап переноса заданного количества сыпучего продукта может включать перемещение открытой упаковки вдоль вакуумной камеры.
Этап переноса сыпучего продукта посредством создания вакуума, предпочтительно, включает встряхивание сыпучего продукта под действием вакуума. В предпочтительном варианте осуществления изобретения способ может включать этап закрытия открытой верхней стороны каждого лотка крышкой при создании вакуума или до создания вакуума, а также выполнение, по меньшей мере, одного воздуховпускного отверстия в крышке, предназначенного для доставки воздуха от источника сжатого воздуха в каждый лоток для встряхивания продукта при применении вакуума.
Предпочтительно, предлагаемый способ также включает этап очистки лотка или канала от остатков продукта за счет продвижения плунжера в лоток через входной конец лотка с последующим продвижением в соответствующую коробку через выходной конец лотка, благодаря чему обеспечивается полное перемещение сыпучего продукта в коробку. Плунжер, предпочтительно, немного продвигается внутрь коробки, чтобы не допускалось или минимизировалось механическое сжатие продукта. При этом плунжер продвигается в собранную коробку, предпочтительно, только на глубину примерно от 2 мм до примерно 4 мм.
После этапа загрузки продукта в коробку способ согласно настоящему изобретению также включает этап закрытия первого и второго отверстий коробки.
Часто используемый в описании изобретения термин «примерно», касающийся числовых значений, означает, что указанные значения не являются математически точными. Таким образом, когда термин «примерно» используется касательно числового значения, имеется в виду, что для указанного числового значения предполагается допуск ±10%.
На основании вышеприведенного описания устройства и способа упаковки сыпучего продукта со ссылкой на конкретные варианты осуществления изобретения для специалистов в данной области техники будут очевидными всевозможные изменения и модификации, а также использование эквивалентов устройства и способа, которые фактически не отступают от существа и объема изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплексная упаковка для куриного яйца и способ формирования штабеля на ее основе | 2017 |
|
RU2651490C1 |
| Лоток | 2022 |
|
RU2773553C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ ДЛЯ ПЛОСКИХ ПЛАСТИН И ЗАГОТОВКИ ДЛЯ УКАЗАННОЙ УПАКОВКИ | 2019 |
|
RU2796101C2 |
| УПАКОВОЧНАЯ МАШИНА И СПОСОБ УПАКОВКИ | 2008 |
|
RU2455208C2 |
| КАРТОННАЯ КОРОБКА С ДВУМЯ РАЗДАТЧИКАМИ, ПОДЛЕЖАЩИМИ ПОВТОРНОЙ ГЕРМЕТИЗАЦИИ | 2012 |
|
RU2550482C2 |
| ЛОТКОВОЕ УСТРОЙСТВО ПОДАЧИ КОРМА ДЛЯ БРОЙЛЕРОВ | 2018 |
|
RU2726064C1 |
| Линия намазки и упаковки спичечных коробок | 1985 |
|
SU1288181A1 |
| ТОЛКАТЕЛЬ ПРОДУКТА | 2013 |
|
RU2643128C2 |
| ТОЛКАТЕЛЬ ПРОДУКТА | 2013 |
|
RU2697543C2 |
| ПОГРУЗОЧНАЯ ЕДИНИЦА ДЛЯ ТРАНСПОРТИРОВКИ АБСОРБИРУЮЩИХ ГИГИЕНИЧЕСКИХ ИЗДЕЛИЙ | 2009 |
|
RU2469934C2 |
Способ содержит последовательное формирование упаковочных структур с первым и вторым отверстиями, каждая из которых имеет внутреннее пространство или объем, циклически повторяющиеся распределение заданного количества сыпучего продукта и позиционирование продукта в перемещающиеся горизонтально вблизи первого отверстия лотки, перенос продукта через канал во внутреннее пространство посредством создания вакуума через второе открытое отверстие с одновременным встряхиванием продукта и закрытия первого и второго отверстий, при этом очистку канала от остатков продукта осуществляют плунжером, который перемещается горизонтально с соответствующим перемещающимся лотком. Устройство для осуществления способа содержит средства для проведения формирования упаковочных структур, для распределения продукта, для его переноса во внутреннее пространство посредством вакуума с одновременным встряхиванием, в то время как упаковочные структуры перемещаются вдоль линии подачи, и средства, обеспечивающие закрытие первого и второго отверстий. Другие варианты способа и устройство относятся к упаковке продукта в картонные коробки и эти варианты содержат по существу те же признаки, что и вышеописанные. Группа изобретений обеспечивает повышение точности дозирования и производительности. 4 н. и 17 з.п. ф-лы, 11 ил.
1. Способ заполнения упаковки сыпучим продуктом, включающий в себя следующие этапы:
последовательное формирование упаковочных структур с первым и вторым отверстиями, каждая из которых имеет внутреннее пространство или объем;
циклически повторяющиеся распределение заданного количества сыпучего продукта и позиционирование заданного количества сыпучего продукта в перемещающиеся лотки, которые перемещаются горизонтально, вблизи указанного первого отверстия;
перенос через канал заданного количества сыпучего продукта в указанное внутреннее пространство посредством создания вакуума через второе открытое отверстие с одновременным встряхиванием указанного продукта; и
этап закрытия указанных первого и второго отверстий, и
предшествующий этапу закрытия этап очистки указанного канала от остатков продукта с помощью плунжера, который горизонтально перемещается с соответствующим перемещающимся лотком.
2. Способ по п. 1, в котором последовательные этапы формирования упаковочных структур включают сгибание открытых откидных створок каждой упаковки и перемещение указанной открытой упаковки вдоль вакуумной головки.
3. Устройство для заполнения упаковки сыпучим продуктом, содержащее:
средства для проведения последовательных этапов формирования упаковочных структур с первым и вторым отверстиями, каждая из которых имеет внутреннее пространство;
средства, обеспечивающие циклическое распределение заданного количества сыпучего продукта и позиционирование указанного заданного количества продукта вблизи указанного первого отверстия;
средства, обеспечивающие перенос горизонтально указанного заданного количества продукта через указанное второе отверстие в указанное внутреннее пространство посредством создания вакуума для переноса заданного количества продукта с одновременным встряхиванием указанного продукта, в то время как указанные упаковочные структуры перемещаются вдоль линии подачи;
средства, обеспечивающие закрытие указанных первого и второго отверстий.
4. Устройство по п. 3, в котором дополнительно образован канал для переноса продукта в указанную упаковочную структуру, а также имеются средства, содержащие горизонтально перемещающийся плунжер и обеспечивающие очистку указанного канала от остатков продукта до проведения указанного этапа закрытия отверстий.
5. Устройство для упаковки сыпучего продукта, содержащее:
загрузочный участок, причем указанный загрузочный участок оснащен перемещающимися лотками, располагаемыми на расстоянии друг от друга, при этом каждый лоток имеет открытую верхнюю сторону, открытый входной конец и открытый выходной конец, причем открытая верхняя сторона используется для вмещения сыпучего продукта в лоток при прохождении лотков горизонтально по первой линии подачи;
устройство для сборки картонных коробок, обеспечивающее частичную сборку располагаемых на расстоянии друг от друга коробок с первой и второй открытыми сторонами и выравнивание с открытым выходным концом соответствующего лотка первой открытой стороны каждой коробки, перемещающейся вдоль второй линии подачи, причем вторая линия подачи параллельна первой линии подачи; и
разгрузочный участок, содержащий неподвижную вакуумную головку, сообщающуюся со второй открытой стороной каждой коробки, то есть вакуумную головку, которая непрерывно создает вакуум вдоль второй линии подачи, в результате чего во внутреннем пространстве каждой коробки, перемещающейся вдоль второй линии подачи, возникает сила всасывания, причем предусмотрена группа плунжеров, которые перемещаются горизонтально с соответствующими лотками, при этом группа плунжеров выполнена с возможностью вхождения в лотки через открытые загрузочные концы лотков и выталкивания сыпучего продукта из соответствующего лотка через открытый выходной конец в коробку на загрузочном участке.
6. Устройство по п. 5, дополнительно содержащее крышку, которая закрывает открытую верхнюю сторону каждого лотка, располагаемого вдоль устройства для сборки картонных коробок.
7. Устройство по п. 6, в котором крышка содержит, по меньшей мере, одно воздуховпускное отверстие, предназначенное для подачи воздуха от источника сжатого воздуха к открытой верхней стороне каждого лотка.
8. Устройство по п. 5, в котором на внутреннюю поверхность лотка нанесено покрытие, препятствующее налипанию продукта.
9. Устройство по п. 5, в котором перемещающиеся лотки вмещают сыпучий продукт, представляющий собой пакетированный снюс, и вакуумная головка содержит экран с отверстиями такого размера, чтобы не происходило засасывание сыпучего продукта в вакуумную головку.
10. Устройство по п. 5, в котором группа плунжеров перемещается из первого положения выше по ходу во второе положение ниже по ходу при выравнивании открытой стороны коробки с открытым входным концом лотка и возвращается в первое положение выше по ходу для загрузки следующей партии коробок.
11. Устройство по п. 5, в котором загрузочный участок оснащен множеством чашек, последовательно сбрасывающих сыпучий продукт, представляющий собой пакетированный снюс, в соответствующий лоток через верхнюю открытую сторону лотка, причем чашки перемещаются по третьей линии подачи, располагаемой над первой линией подачи, с той же скоростью, что и лотки, перемещающиеся по первой линии подачи.
12. Устройство по п. 5, в котором устройство для сборки картонных коробок оснащено транспортером, перемещающим собранные коробки вдоль второй линии подачи.
13. Устройство по п. 5, в котором устройство для сборки картонных коробок содержит опорную штангу, удерживающую собранные коробки в открытом состоянии при перемещении вдоль второй линии подачи, причем сыпучий продукт представляет собой пакетированный табак.
14. Способ загрузки коробок сыпучими продуктами, включающий в себя следующие этапы:
последовательную загрузку заданного количества сыпучего продукта в каждый из перемещающихся лотков, располагаемых на расстоянии друг от друга, причем каждый лоток имеет открытую верхнюю сторону, открытый входной конец и открытый выходной конец, при этом сыпучий продукт через открытую верхнюю сторону вмещается в лоток, перемещающийся горизонтально вдоль первой линии подачи;
сборку коробок, располагаемых на расстоянии друг от друга, причем противоположные стороны каждой из коробок остаются открытыми;
выравнивание первой открытой стороны каждой коробки с открытым выходным концом соответствующего лотка при перемещении коробки вдоль второй линии подачи, причем вторая линия подачи параллельна первой линии подачи;
выгрузку сыпучего продукта из каждого лотка в соответствующую коробку через вторую открытую сторону каждой коробки посредством создания вакуума, обеспечивающего вытягивание сыпучего продукта из лотка в коробку, перемещающуюся вдоль второй линии подачи;
перенос через канал заданного количества сыпучего продукта и предшествующий этапу закрытия этап очистки указанного канала от остатков продукта с помощью плунжера, который горизонтально перемещается с соответствующим перемещающимся лотком.
15. Способ по п. 14, дополнительно включающий этап продвижения плунжера в лоток через входной конец лотка с последующим продвижением в соответствующую коробку через выходной конец лотка для переноса сыпучего продукта в коробку.
16. Способ по п. 14, дополнительно включающий этап закрытия открытой верхней стороны каждого лотка крышкой до обеспечения всасывания и подачи воздуха от источника сжатого воздуха через воздуховпускное отверстие в крышке к каждому лотку
17. Способ по п. 15, в котором плунжер продвигается в собранную коробку на глубину примерно от 2 мм до примерно 4 мм.
18. Способ по п. 14, в котором сыпучий продукт представляет собой один или несколько видов табачных изделий или пакетированных продуктов заменителя табака, причем сыпучий продукт имеет, по меньшей мере, одну или несколько наружных оболочек, при этом его влагосодержание составляет примерно от 40% до примерно 55%.
19. Способ по п. 14, дополнительно включающий приложение силы всасывания ко второй открытой стороне каждой коробки посредством вакуумной головки, имеющей длину от примерно 0,3 м (примерно от 1 фута) до примерно 1,22 м (примерно 4 футов), при этом на поверхности вакуумной головки предусмотрен экран с отверстиями такого размера, чтобы не происходило засасывание сыпучего продукта в вакуумную головку, причем плунжер совершает возвратно-поступательное движение и источник вакуума прикладывает вакуумметрическое давление к внутренней части коробки, составляющее от примерно 0,91 кг (примерно 2 фунта) до примерно 1,36 кг (примерно 3 фунта).
20. Способ по п. 14, обеспечивающий равномерное заполнение коробки продуктом без образования незаполненного пространства.
21. Способ по п. 14, в котором несколько плунжеров перемещают из первого положения выше по ходу во второе положение ниже по ходу при выравнивании открытой стороны коробки с открытым входным концом лотка и возвращают в первое положение выше по ходу для загрузки следующей партии коробок.
| US 3468095 A (VOGT), 23.09.1969 | |||
| US 5465554 A (LEWIS еt al), 08.07.1995 | |||
| СПОСОБ ПЕРЕДАЧИ ТАБАЧНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2226485C2 |

