Изобретение относится к уплотнительной технике и может быть использовано для уплотнения разборных неподвижных соединений, в частности для уплотнения стыков стекло - стальной корпус лазерной кюветы газовых лазеров с диодной накачкой.
Лазерная кювета является одним из ключевых элементов лазера и предназначена для создания нужной концентрации активной среды и прокачки этой среды через область генерации. Поэтому задачей изобретения является необходимость обеспечения высокой степени герметизации лазерной кюветы на стыках стального корпуса и стекла в условиях воздействия агрессивной среды.
Наиболее близким аналогом предлагаемого способа герметизации разборного соединения выбран способ герметизации фланцевого вакуумно-герметичного разборного соединения (Авторское свидетельство СССР №1221428, МПК: F16J 15/08, опубл. 30.03.1986 г., авторы: А.П. Аксенов, В.Ф. Еремеев, А.Д. Трушков и др.), который включает в себя установку между фланцами полого уплотнительного элемента, закрепления его на одном из фланцев и предварительного поджатия, а в качестве уплотнительного элемента используют металлическое кольцо в виде замкнутой трубы, которое обжимают между сопрягаемыми фланцами до образования на нем пластически деформированных участков, эквидистантных поверхности ответного фланца.
Данный способ обеспечивает герметизацию металлических корпусов больших размеров с визуальным контролем при затягивании его крепежных элементов, и не предназначен для использования внутри корпуса и для герметизации оптических элементов.
Наиболее близким аналогом герметичного разборного соединения является герметичное разъемное соединение двух деталей (Авторское свидетельство СССР №696229, МПК: F16J 15/02, опубл. 05.11.1979 г., авторы: Н.С. Баранов, Н.Е. Богорад, Р.К. Гимаев и др.), в полостях стыка которых последовательно установлены два уплотнительных элемента, первый из которых по ходу утечки выполнен в виде резиновой прокладки, а второй - из фторопластового кольца. Уплотнительные поверхности контакта деталей выполнены взаимно перпендикулярными, причем канавка под фторопластовое кольцо выполнена на той поверхности детали, стык которой со смежной поверхностью нормален к воспринимающему усилие затяжки стыку, а сопряженные поверхности, в канавке одной из которых установлено заподлицо фторопластовое кольцо, выполнены с зазором. При этом объем фторопластового кольца равен объему канавки.
Недостатком известного соединения двух деталей с помощью представленных уплотнительных элементов является то, что после нескольких циклов срабатываний данного вида уплотнения требуется подтяжка болтов во фланцевом соединении, что вызывает текучесть фторопласта, которая сопровождается нарушением герметичности и ведет к низкой долговечности и сокращению срока службы без замены, а также при термоциклировании может произойти разгерметизация.
Технический результат способа заключается в обеспечении возможности его использования внутри корпуса и для герметизации оптических элементов.
Техническим результатом герметичного разборного соединения является повышение надежности герметичного соединения за счет сохранения свойств кольцевого уплотнительного элемента при термоциклировании, а также за счет оптимального выбора размеров и расположения частей разборного соединения и устройства нагружения.
Указанный технический результат достигается тем, что в способе герметизации разборного соединения, включающем установку между частями разборного соединения уплотнительного элемента в виде металлического кольца с последующим приложением к нему усилия до его деформации, новым является то, что металлическое кольцо устанавливают в кольцевую посадочную канавку, которую предварительно выполняют на одной из частей разборного соединения, а другую часть помещают в металлическое кольцо, при этом формируют усилие не менее 100 Н/м, которое прикладывают к его свободному торцу и одновременно с этим осуществляют поджатие по периметру свободного торца части разборного соединения, размещенного в металлическом кольце.
Указанный технический результат достигается также тем, что в герметичном разборном соединении, включающем кольцевой уплотнительный элемент, установленный в полости стыка в кольцевой канавке, выполненной в одной из частей разборного соединения, при этом другая часть размещена в кольцевом уплотнительном элементе, новым является то, что кольцевой уплотнительный элемент выполнен из свинца и покрыт защитным слоем меди, причем та часть разборного соединения, которая размещена в металлическом кольце, установлена с частичным заходом в кольцевую канавку другой части соединения, дополнительно содержит устройство нагружения уплотнительного металлического кольца, выполненное с цилиндрической поверхностью и круговым фланцем, в котором сформированы отверстия под поджимающие и стягивающие элементы, для последних выполнены ответные отверстия на одной из частей разборного соединения, в устройстве выполнена выемка для образования соосной уплотнительному металлическому кольцу кольцевой давящей поверхности, размер которой соответствует размеру торца уплотнительного металлического кольца, при этом давящая поверхность выполнена с выступом, представляющим собой в продольном сечении равнобедренный треугольник, вершиной обращенный к середине торца.
Влияние отличительных признаков патентной формулы способа на технический результат.
Установка металлического кольца в кольцевую посадочную канавку, предварительно выполненного на одной из частей разборного соединения, а другой части разборного соединения - в металлическое кольцо, обеспечивает уплотнение образованного между частями разборного соединения стыка, размещенного внутри корпуса.
Прикладывание к свободному торцу металлического кольца сформированного усилия не менее 100 Н/м и одновременно с этим осуществление поджатия по периметру свободного торца части разборного соединения, размещенного в металлическом кольце, обеспечивает деформацию кольцевого уплотнительного элемента и создает возможность герметизации стыка стекло - стальной корпус, расположенного в замкнутом объеме.
Влияние отличительных признаков патентной формулы устройства на технический результат.
Выполнение кольцевого уплотнительного элемента из свинца и покрытие его защитным слоем меди позволяет при его деформации изменять форму и при дальнейшем термоциклировании не приводит к ее «текучести» и «ползучести», что влияет на надежность герметизации.
Размещение части разборного соединения в металлическом кольце с частичным заходом в кольцевую канавку другой части соединения позволяет правильно разместить части разборного соединения для обеспечения надежной герметизации стыка.
Дополнительное содержание устройства нагружения уплотнительного металлического кольца, выполненного с цилиндрической поверхностью и круговым фланцем, позволяет сформировать необходимое усилие для его деформации, ведущее также к надежной герметизации.
Формирование в круговом фланце отверстий под поджимающие и стягивающие элементы, а для последних - ответных отверстий на одной из частей разборного соединения позволяет закручивать крепежные элементы для создания усилия.
Выполнение в устройстве нагружения выемки для образования соосной уплотнительному металлическому кольцу кольцевой давящей поверхности, размер которой соответствует размеру торца уплотнительного металлического кольца, и выполнение давящей поверхности с выступом, представляющим собой в продольном сечении равнобедренный треугольник, вершиной обращенный к середине торца, позволяет заглубить фланец устройства нагружения в уплотнительное металлическое кольцо на необходимую глубину, обеспечив при этом надежную герметизацию.
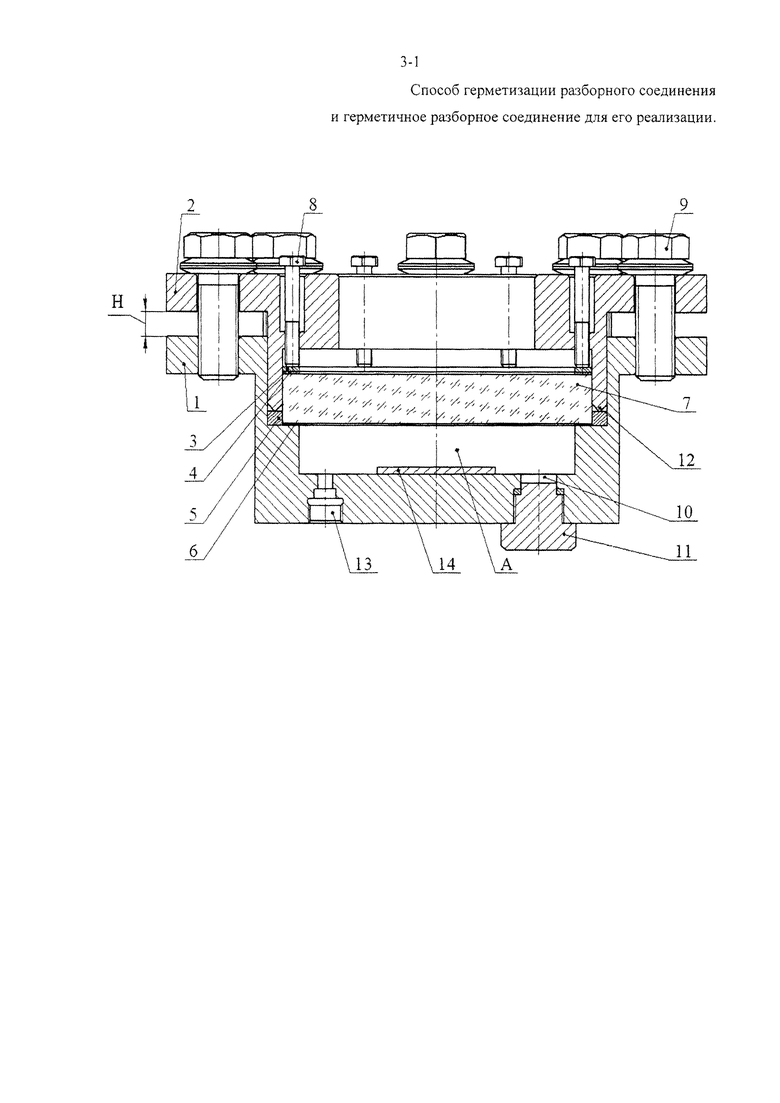
Рассмотрим реализацию предлагаемого способа герметизации разборного соединения с помощью устройства его обеспечения, схематично представленного на чертеже, где позициями обозначены:
1 - стальная часть разборного соединения;
2 - устройство нагружения;
3 - кольцо для поджимания оптической части разборного соединения;
4 - свинцовая прокладка;
5 - кольцевой уплотнительный элемент;
6 - свинцовая прокладка;
7 - оптическая часть разборного соединения;
8 - поджимающие элементы;
9 - стягивающие элементы;
10 - отверстие для загрузки щелочных металлов;
11 - заглушка;
12 - выступ устройства нагружения;
13 - отверстие для подключения к системе вакуумирования;
14 - медное зеркало;
А - герметизируемый объем;
Н - зазор между поверхностями стальной части разборного соединения и устройством нагружения.
Герметичное разборное соединение выполнено из двух частей разборного соединения - стальной 1, являющейся корпусом, и оптической 7. Оптическая часть выполнена из стекла КИ. В полости стыка в кольцевой канавке, выполненной на стальной части разборного соединения, установлен кольцевой уплотнительный элемент 5 размером 6 мм. Оптическая часть разборного соединения 7 соосно размещена в кольцевом уплотнительном элементе 5 и частично заходит в кольцевую канавку стальной части разборного соединения 1. Кольцевой уплотнительный элемент 5 выполнен из свинца и покрыт защитным слоем меди толщиной 0,05 мм. Также герметичное разборное соединение содержит устройство нагружения 2 уплотнительного металлического кольца 5, выполненное с цилиндрической поверхностью и круговым фланцем. Для стягивания частей разборного соединения в круговом фланце устройства нагружения 2 сформированы отверстия под стягивающие элементы 9, и ответные отверстия - на стальной части разборного соединения 1. В качестве стягивающих элементов 9 использовались восемь болтов с резьбой M16. Для поджатия оптической части разборного соединения 7 в круговом фланце устройства нагружения 2 также сформированы отверстия под поджимающие элементы 8, в качестве которых использовались шесть болтов с резьбой М6. В месте соприкосновения оптической части разборного соединения 7 с кольцевой частью стального разборного соединения 1 размещена свинцовая прокладка 6, а в месте соприкосновения с поджимающими элементами 8 - кольцо 3 со свинцовой прокладкой 4. В устройстве нагружения 2 выполнена выемка для образования соосной уплотнительному металлическому кольцу 5 кольцевой давящей поверхности, размер которой соответствует размеру торца уплотнительного металлического кольца, при этом давящая поверхность выполнена с выступом 12 в виде «зуба», представляющим собой в продольном сечении равнобедренный треугольник, вершиной (угол 60°) обращенный к середине торца. Зазор Н между поверхностями стальной части разборного соединения 1 и устройством нагружения 2 без кольцевого уплотнительного элемента 5 составил 4 мм, а с установленным - 10,5 мм. Контроль герметичности соединений определялся методом «вакуумирования» с применением воздушно-гелиевого течеискателя при испытательном давлении 2 АТИ. Для этого в стальной части разборного соединения 1 предусмотрено отверстие для подключения к системе вакуумирования 13 и отверстие для загрузки паров щелочных металлов 10 с заглушкой 11. Для контролирования наличия паров щелочных металлов в герметизируемом объеме А используется медное зеркало 14.
Способ герметизации разборного соединения осуществляют следующим образом. Кольцевой уплотнительный элемент 5 размещают в кольцевую посадочную канавку, которую предварительно выполняют в стальной части разборного соединения 1, затем в кольцевой уплотнительный элемент 5 на свинцовую прокладку 6 помещают оптическую часть разборного соединения 7. Далее, с помощью затяжки стягивающих элементов 9 устройства нагружения 2, формируют усилие 200 Н/м, которое с помощью выступа 12 прикладывают на свободный торец металлического кольца и одновременно с этим с помощью затяжки поджимающих элементов 8 осуществляют поджатие по периметру свободного торца оптической части разборного соединения 7. Поджатие оптической части разборного соединения 7 осуществляют через кольцо 3 и свинцовую прокладку 4. Герметизация происходит в результате деформации кольцевого уплотнительного элемента 5.
На предприятии был изготовлен макет и проведены предварительные исследования стойкости свинца, покрытого медью, которые показали принципиальную возможность его применения в конструкциях, где имеются пары щелочных металлов. После герметизации производили вакуумирование макета и проверяли степень герметизации по времени сохранения значения вакуума в макете. Моменты затяжки болтов в опыте начинались с 3,5 кгс⋅м и закончились моментом затяжки свыше 20 кгс⋅м, герметичность макета была обеспечена. Величина заглубления фланца в прокладку в конце опыта составила ≈5 мм.
Отвакуумированный макет был помещен в нагретую до 160°C муфельную печь и выдерживался в ней 25 минут. Герметичность после нагрева сохранилась. Натекания воздуха в макет в течение суток не обнаружено. Контроль вакуума осуществлялся по вакуумметру модель 11201 класс точности 0,4.
Таким образом, предлагаемое изобретение обеспечивает надежную герметизацию лазерной кюветы на стыке стекло - стальной корпус в замкнутом объеме и выдерживает термоциклирование от +20 до +160°C без потери герметичности, которая составила 1×10-8 м3⋅Па/с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Уплотнение фланцевого соединения | 2020 |
|
RU2748266C1 |
| Подводный переход сборно-разборного трубопровода из труб с раструбными соединениями | 2024 |
|
RU2841451C1 |
| Фланцевое соединение | 1981 |
|
SU1000658A1 |
| ПЕРЕХОД ВОЛОКОННО-ОПТИЧЕСКИЙ | 2011 |
|
RU2484505C1 |
| УЗЕЛ ГЕРМЕТИЧНОСТИ СОЕДИНЕНИЙ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ (ВАРИАНТЫ) | 2019 |
|
RU2702033C1 |
| УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА ДЛЯ ФЛАНЦЕВОГО СОЕДИНЕНИЯ | 2023 |
|
RU2799160C1 |
| ВЫСОКОВАКУУМНОЕ ШТУЦЕРНО-НИППЕЛЬНОЕ СОЕДИНЕНИЕ | 1991 |
|
RU2016341C1 |
| ТЕПЛООБМЕННИК РАЗБОРНЫЙ | 2014 |
|
RU2557154C1 |
| БЫСТРОРАЗЪЕМНОЕ СОЕДИНЕНИЕ ГИБКИХ ЭЛАСТИЧНЫХ ТРУБОПРОВОДОВ | 2010 |
|
RU2516730C2 |
| Способ герметизации разъемного соединения криогенных трубопроводов | 1982 |
|
SU1043411A1 |
Изобретение относится к уплотнительной технике и может быть использовано для уплотнения разборных неподвижных соединений. В способе герметизации разборного соединения, включающем установку между частями разборного соединения уплотнительного элемента в виде металлического кольца с последующим приложением к нему усилия до его деформации, металлическое кольцо устанавливают в кольцевую посадочную канавку, которую предварительно выполняют на одной из частей разборного соединения, а другую часть помещают в металлическое кольцо, при этом формируют усилие не менее 100 Н/м, которое прикладывают к его свободному торцу, и одновременно с этим осуществляют поджатие по периметру свободного торца части разборного соединения, размещенного в металлическом кольце. В герметичном разборном соединении, включающем кольцевой уплотнительный элемент, установленный в полости стыка в кольцевой канавке, выполненной в одной из частей разборного соединения, при этом другая часть размещена в кольцевом уплотнительном элементе, кольцевой уплотнительный элемент выполнен из свинца и покрыт защитным слоем меди, причем та часть разборного соединения, которая размещена в металлическом кольце, установлена с частичным заходом в кольцевую канавку другой части соединения, дополнительно содержит устройство нагружения уплотнительного металлического кольца, выполненное с цилиндрической поверхностью и круговым фланцем, в котором сформированы отверстия под поджимающие и стягивающие элементы, для последних выполнены ответные отверстия на одной из частей разборного соединения, в устройстве выполнена выемка для образования соосной уплотнительному металлическому кольцу кольцевой давящей поверхности, размер которой соответствует размеру торца уплотнительного металлического кольца, при этом давящая поверхность выполнена с выступом, представляющим собой в продольном сечении равнобедренный треугольник, вершиной обращенный к середине торца. Изобретение обеспечивает возможность его использования внутри корпуса и для герметизации оптических элементов, при этом герметичное разборное соединение повышает надежность герметичного соединения за счет сохранения свойств кольцевого уплотнительного элемента при термоциклировании. 2 н.п. ф-лы., 1 ил.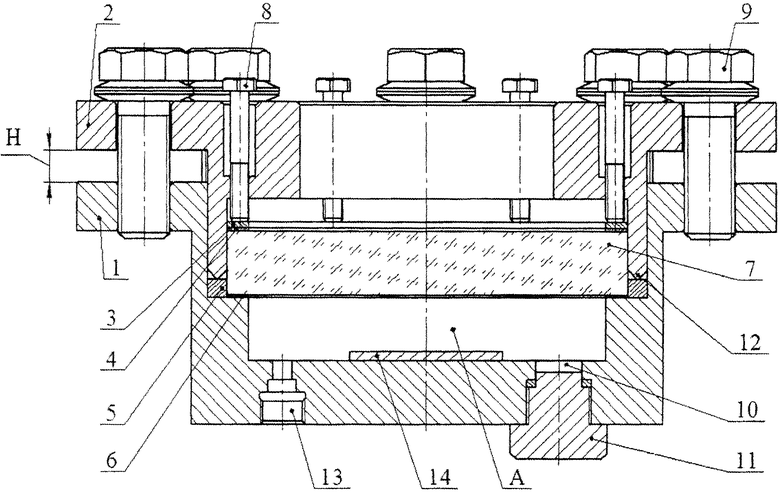
1. Способ герметизации разборного соединения, включающий установку между частями разборного соединения уплотнительного элемента в виде металлического кольца с последующим приложением к нему усилия до его деформации, отличающийся тем, что металлическое кольцо устанавливают в кольцевую посадочную канавку, которую предварительно выполняют на одной из частей разборного соединения, а другую часть помещают в металлическое кольцо, при этом формируют усилие не менее 100 Н/м, которое прикладывают к его свободному торцу, и одновременно с этим осуществляют поджатие по периметру свободного торца части разборного соединения, размещенного в металлическом кольце.
2. Герметичное разборное соединение, включающее кольцевой уплотнительный элемент, установленный в полости стыка в кольцевой канавке, выполненной в одной из частей разборного соединения, при этом другая часть размещена в кольцевом уплотнительном элементе, отличающееся тем, что кольцевой уплотнительный элемент выполнен из свинца и покрыт защитным слоем меди, причем та часть разборного соединения, которая размещена в металлическом кольце, установлена с частичным заходом в кольцевую канавку другой части соединения, дополнительно содержит устройство нагружения уплотнительного металлического кольца, выполненное с цилиндрической поверхностью и круговым фланцем, в котором сформированы отверстия под поджимающие и стягивающие элементы, для последних выполнены ответные отверстия на одной из частей разборного соединения, в устройстве выполнена выемка для образования соосной уплотнительному металлическому кольцу кольцевой давящей поверхности, размер которой соответствует размеру торца уплотнительного металлического кольца, при этом давящая поверхность выполнена с выступом, представляющим собой в продольном сечении равнобедренный треугольник, вершиной обращенный к середине торца.
| Способ герметизации фланцевого вакуумно-герметичного разборного соединения | 1983 |
|
SU1221428A1 |
| Герметичное разъемное соединение | 1977 |
|
SU696229A1 |
| УПЛОТНЕНИЕ НЕПОДВИЖНОГО СОЕДИНЕНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 0 |
|
SU270415A1 |
| УПЛОТНЕНИЕ КРЫШКИ РЕЗЕРВУАРА | 1972 |
|
SU418660A1 |
| ТЕРМОКЛЕЙ НА ОСНОВЕ СОПОЛИМЕРОВ ОЛЕФИН/α-ОЛЕФИН, ПОЛУЧЕННЫХ НА МЕТАЛЛОЦЕНОВЫХ КАТАЛИЗАТОРАХ | 2009 |
|
RU2528665C2 |

