Изобретение относится к машиностроению, в частности к трубопр.оводной арматуре, и может быть применено для герметизации разъемных соединений магистралей криогенного оборудования .
Известен способ герметизации разъемных соединений магистралей, по которому для повышения остаточного напряжения обжатия уплотнительной прокладки через расчетные промежутки времени эксплуатации соединение подтягивают до первоначального знамения контактного напряжения. Снижение напряжения на стыке фланец-прокладка по этому способу, в основном вызвано текучестью мягкой алюминиевой прокладки, часть металла которойпод постоянной нагрузкой во времени расходуется на более полное заполнение микрошероховатостей уплотнительных поверхностей фланцев и вытекает в установочный зазор между обжимаемыми деталями fl|j, . ,
Однако .такой способ связан со значительными трудностями при проведении подзатяжек, так как к ряду соединений затруднен доступ для обслуживания и требуется сброс давления рабочей среды из подтягиваемых узлов. Кроме того, правильность проведения подтяжки соединений в ряде случаев контролируется их переиспытанием на герметичность, что удлиняет цикл работы и требует дополнительных расходов контрольного газагелия. .
Наиболее близким к изобретению по технической сущности является способ герметизации разъемного соединения криогенных трубопроводов, при котором уплотнительную прокладку всесторонне обжимают, устанавливают между контактными поверхностями фланцев трубопроводов, а фланцы стягивают рабочим, усилием затяжки 2j .
Недостаток известного способа заключается в том, что наружная поверхность прокладки после обжатия заметно упрочняется и требуются гораздо большие усилия ее обжатия для обеспечения прежней герметичности, причем герметизация посредством обжатой или необжатой прокладок в криогенных средах имеет свои специфические особенности, заключающиеся в том, что во фланцах, изготавливаемых из аустенитных сталей марок
043 112
Х18Н10Т, 12Х18Н10Т, в месте их контакта с уплотмительной прокладкой протекают структурные превращения.
Эти превращенця протекают с умень- 5 шением исходного напряженного состояния, в результате чего область металла вокруг прокладки сжимается, отстает от прокладки и становится менее напряженной и более пористой,
О В свою очередь, при охлаждении модули упругости контактируемых материалов возрастают и в месте внедрения металла фланцев в тело прокгладки возникают дополнительные силы
15 их взаимного расталкивания. При этом надо учитывать, что прокладка настолько сильно сжата при затяжке, что ее усадка при охлаждении незначительна и значительно уступает возросшим
20 силам упругости взаимного расталкивания фланцев (принцип охлаждаемой пружины, сжатой двумя поверхностями). Указанное расталкивание происходит I в первоначальный момент захолажи25 вания, когдё прокладка и нижние слои фланцев охлаждены и сжаты, а болты, имея прежнюю температуру, провисают, не передавая или существенно снижая напряжение окатия фланцев.
,Q Указанному расталкиванию способствует и давление среды. При дальнейшем охлаждении слоев соединения болты дополнительно поджимают фланцы к прокладке, но при этом часть гребешков, микровыступов уже не попадает в свои прежние места, а сминает соседние, еще не подверженные смятию, гребешки. После сброса криогенной среды и отогрева соединения до нормальной температуры напряженное состояние на стыке фланец - прокладка, вызванное криогенными температурами, снижается. Кроме этого, снижение напряжения происходит вследствие сжатия металла более податливого рыхлого приконтактного слоя и смятия
новых гребешков микрошероховатостей уплотнительных поверхностей.
Целью изобретения является повышение герметичности соединений при многократных циклических изменениях температуры.
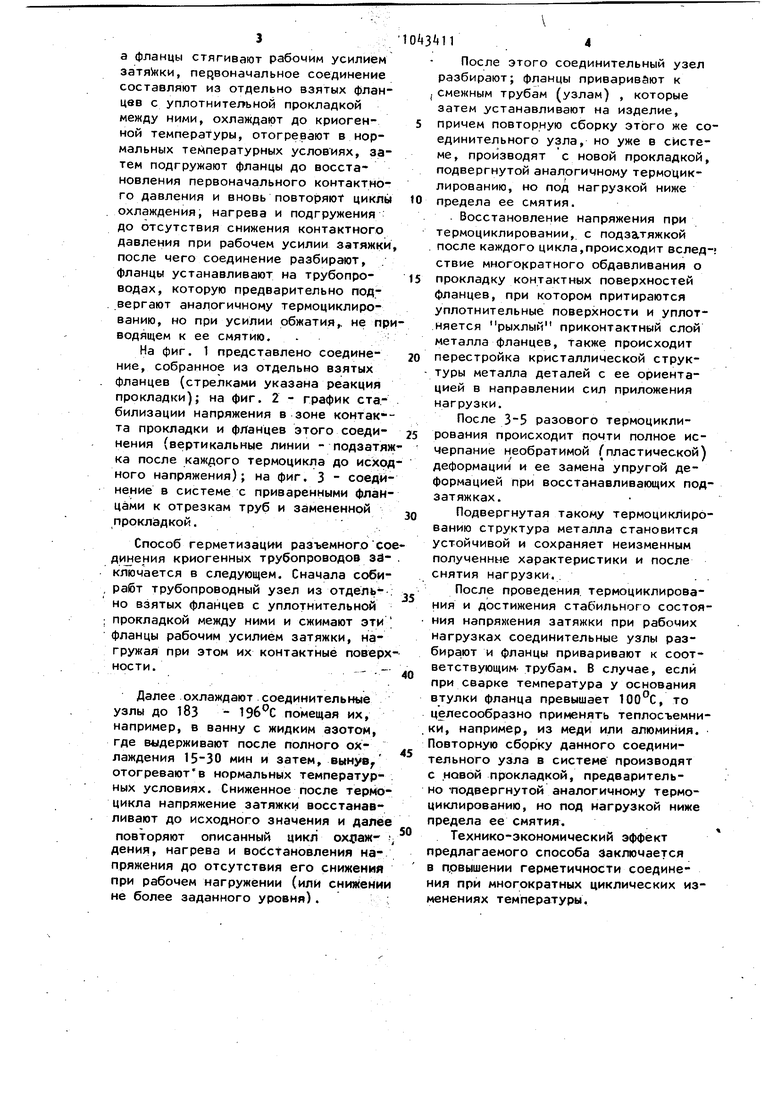
Указанная цель достигается тем, что согласно способу герметизации разъемного соединения криогенных трубопроводов, при котором уплотнительную прокладку всесторонне обжимают, устанавливают между контактными по. верхностями фланцев трубопроводов. а фланцы стягивают рабочим усилием затяжки, первоначальное соединение составляют из отдельно взятых фланцев с уплотните/тьной прокладкой между ними, охлаждают до криогенной температуры, отогревают в нормальных температурных условиях, затем подгружают фланцы до восстановления первоначального контактного давления и вновь повторяют циклы охлаждения, нагрева и подгружения до отсутствия снижения контактного давления при рабочем усилии затяжки после чего соединение разбирают, фланцы устанавливают на трубопроводах, которую предварительно под.вергают аналогичному термоциклирюванию, но при усилии обжатия,, не пр водящем к ее смятию. На фиг. 1 представлено соединение, собранное из отдельно взятых фланцев (стрелками указана реакция прокладки); на фиг. 2 - график стабилизации напряжения в зоне контакта прокладки и фланцев этого соединения (вертикальные линии - подзатя ка после каждого термоцикла до исход ного напряжения); на фиг. 3 - соеди нение в системе с приваренными флан цами к отрезкам труб и замененной прокладкой. Способ герметизации разъемногосо динения криогенных трубопроводов заключается в следующем. Сначала собиpaloT трубопроводный узел из отдельно взятых фланцев с уплотнительной прокладкой между ними и сжимают эти фланцы рабочим усилием затяжки, нагружая при этом их контактные поверх ности.- . Далее охлаждают соединительные узлы до 183 - помещая их, например, в ванну с жидким азотом, где выдерживают после полного охлаждения 15-30 мин и затем, вынуе отогреваютв нормальных температурных условиях. Сниженное после термо цикла напряжение затяжки восстанавливают до исходного значения и дале повторяют описанный цикл ох аждения, нагрева и восстановления напряжения до отсутствия его снижений при рабочем нагружёнии (или снижени не более заданного уровня). 114 После этого соединительный узел разбирают; фланцы приваривают к смежным трубам (узлам) , которые затем устанавливают на изделие, причем повторную сборку этого же соединительного узла, но уже в системе, производят с новой прокладкой, подвергнутой аналогичному термоциклированию, но под нагрузкой ниже предела ее смятия. . Восстановление напряжения при термоциклировании, с подзатяжкой после каждого цикла,происходит вслед-; ствие многократного обдавливания о прокладку контактных поверхностей фланцев, при котором притираются уплотнительиые поверхности и уплотняется рыхлый приконтактный слой металла фланцев, также происходит перестройка кристаллической структуры металла деталей с ее ориентацией в направлении сил приложения нагрузки. После 3-5 разового термоциклирования происходит почти полное исчерпание необратимой (пластической) деформаций и ее замена упругой деформацией при восстанавливающих подзатяжках. Подвергнутая такому термоциклированию структура металла становится устойчивой и сохраняет неизменным полученные характеристики и после снятия нагрузки.. После проведения термоциклирования и достижения стабильного состояния напряжения затяжки при рабочих нагрузках соединительные узлы разбирают и фланцы приваривают к соответствующим- трубам. В случае, если при сварке температура у основания 100°С, то втулки фланца превышает целесообразно применять теплосъемники, например, из меди или алюминия. Повторную сборку данного соединительного узла в системе производят с новой прокладкой, предварительно тюдвергнутой аналогичному термоциклированию, но под нагрузкой ниже предела ее смятия. Технико-экономический эффект предлагаемого способа Заключается в првышении герметичности соединения при многократных циклических изменениях температуры.
Mc/cfi)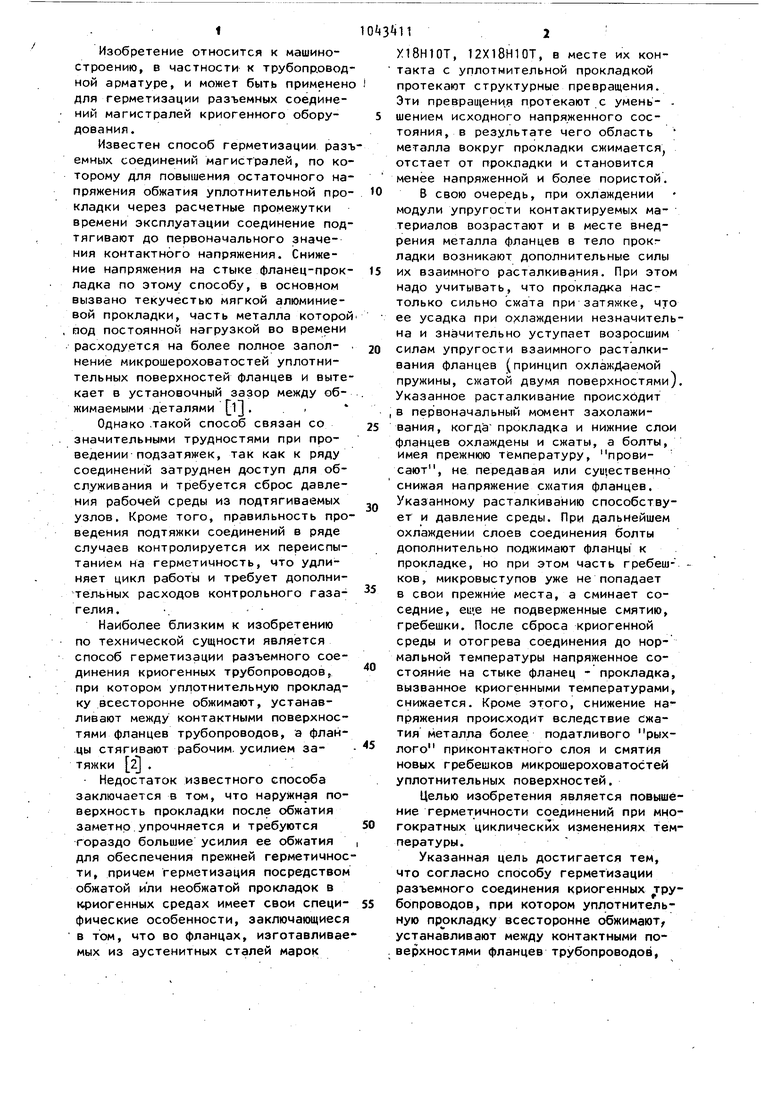
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ герметизации фланцевых соединений трубопроводных систем | 1990 |
|
SU1724999A1 |
| Способ термомеханической обработки нагруженных деталей | 1980 |
|
SU956894A1 |
| УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА ДЛЯ ФЛАНЦЕВОГО СОЕДИНЕНИЯ | 2023 |
|
RU2799160C1 |
| Криогенное уплотнение | 1986 |
|
SU1393968A1 |
| Поворотное соединение трубопроводов | 1978 |
|
SU804985A1 |
| Разъемное неподвижное уплотнительное устройство | 1988 |
|
SU1536115A1 |
| Способ калибровки изделий | 1977 |
|
SU631235A1 |
| УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА ДЛЯ ФЛАНЦЕВЫХ СОЕДИНЕНИЙ | 2023 |
|
RU2810895C1 |
| Способ герметизации фланцевых соединений трубопроводов | 1991 |
|
SU1813962A1 |
| СОЕДИНЕНИЕ КРЫШКИ С КОРПУСОМ СОСУДА | 1991 |
|
RU2049286C1 |

Сварка
9u2:3
Сварна
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Биргер И.А.,Иосилевич Г.Б | |||
| ; Резьбовью соединения | |||
| М., Машйностроение, 1973, с | |||
| Льночесальная машина | 1923 |
|
SU245A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Бабкин В.Т | |||
| и др | |||
| Герметич-;- , ность неподвижных соединений гидрав- | |||
| лических систем | |||
| Н., Машиностроение 1977, с.б9 (прототип). | |||
