Введение
Настоящее изобретение относится к технологии глубокой печати, также называемой тиснением гравированным стальным штампом. В частности, раскрывается способ, в котором совместно используются краска для глубокой печати, закрепляемая окислением, и краска для глубокой печати, закрепляемая УФ-видимым излучением, на одной печатной форме или формном цилиндре для глубокой печати. Способ печати согласно настоящему изобретению обеспечивает возможность создания методом глубокой печати элементов защиты благодаря использованию неодинаковых свойств различных видов печатной краски при печати на стандартном типографском печатном станке в ходе одной операции печати.
Предпосылки к созданию изобретения
Глубокой печатью называется метод печати, используемый, в частности, при печати защищенных документов.
В процессе глубокой печати на вращающийся гравированный стальной цилиндр с выгравированным на нем шаблоном или изображением, которое необходимо напечатать, наносится типографская краска с помощью одного или нескольких избирательно закрашивающих цилиндров (шаблонных цилиндров), на каждый из которых нанесена краска по меньшей мере одного соответствующего цвета с целью формирования многооттеночных видимых элементов.
Кроме того, процесс глубокой печати включает стирание избытка типографской краски с поверхности устройства для глубокой печати. Процесс стирания краски осуществляется с использованием бумаги или ткани для вытирания («ситца»), а также с помощью рулонных систем из полимерного материала ("цилиндр для стирания краски"). Из-за количества отходов материала и скорости печати на промышленных печатных станках вытирание с помощью вращающегося стирающего цилиндра становится все более предпочтительным; вытирание с помощью бумаги или ткани в промышленной печати больше практически не используется. Цилиндр для стирания краски, в свою очередь, очищается в емкости, заполненной растворителем или водным раствором, или посредством распыления растворителя; при необходимости дополнительно могут применяться щетки или материал Scotch-Brite™. В связи с озабоченностью экологическими проблемами и ограничениями по использованию летучих органических соединений очистка стирающих цилиндров растворителем больше практически не используется. Как правило, в качестве смывочного раствора для очистки стирающего цилиндра используется основный водный раствор, содержащий гидроксид натрия и ПАВ, такой как сульфатное касторовое масло (СКМ).
Затем пластину вводят в контакт с подложкой, например, с бумажным, композиционным или пластиковым материалом в форме листа или ленты, и типографская краска под давлением переносится с углублений на устройстве для глубокой печати на подложку, образуя на ней толстый печатный оттиск.
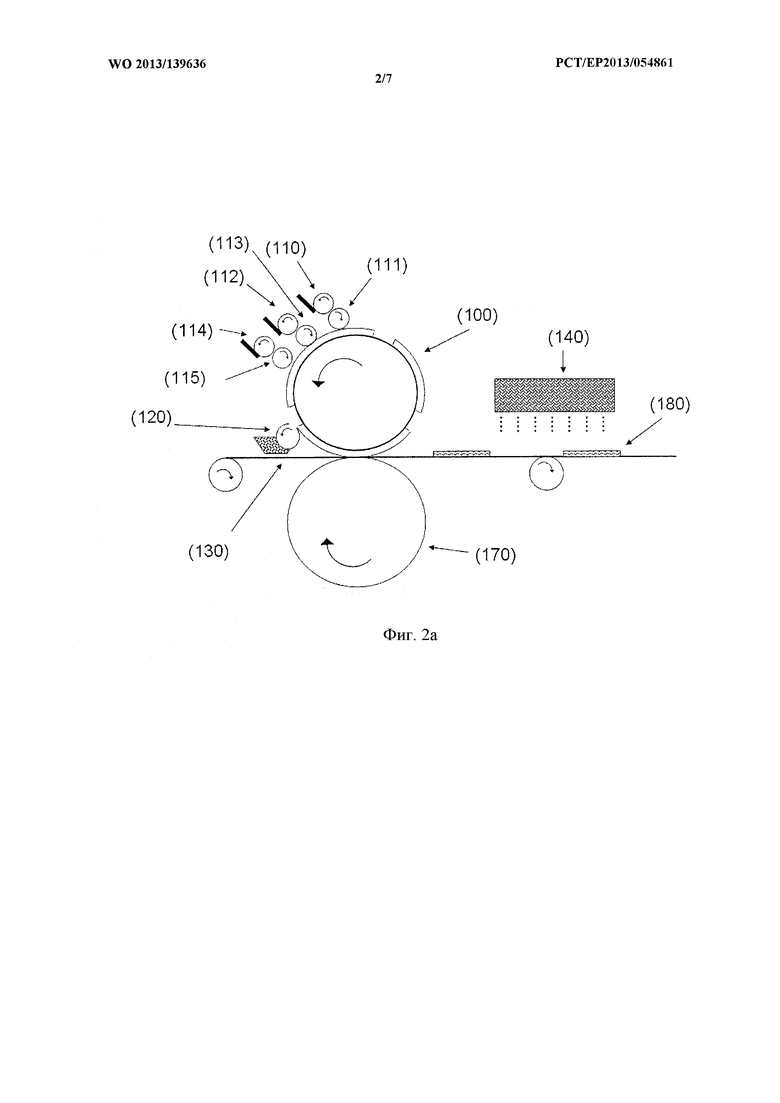
На Фиг. 2а представлена схема станка для глубокой печати. Показанный на Фиг. 2а станок для глубокой печати работает по принципу прямого наката краски.
Показанный на Фиг. 2а цилиндр (100) является цилиндром, на который нанесена форма для глубокой печати. Каждое из устройств (110) и (111), (112) и (113), а также (114) и (115) представляет собой емкость и аппарат для подачи краски для трех различных красок для глубокой печати. Емкость выполняет функцию емкости с краской для глубокой печати. Каждая краска для глубокой печати подается из своего отдельного источника. Каждый аппарат для подачи краски состоит из ряда валиков. Аппарат для подачи краски осуществляет распределение и нанесение типографской краски из емкости на цилиндр с нанесенной на нем формой для глубокой печати. В каждом аппарате для подачи краски покрытый полимерным материалом накатной валик (110), (112) или (114) переносит соответствующую краску для глубокой печати на шаблон (111), (113) или (115). Шаблон станка для глубокой печати представляет собой лист материала с рельефом, на который наносится типографская краска; шаблон расположен между валиком каждого аппарата для подачи краски, расположенным рядом с формой для глубокой печати, и формой для глубокой печати на формном цилиндре (100). Типографская краска наносится с рельефа шаблона на гравюры формы для глубокой печати.
Краска для глубокой печати передается с шаблона на углубления формы для глубокой печати, однако определенное избыточное количество типографской краски при этом может переноситься и на неуглубленные поверхности платы. Избыток типографской краски с поверхности формного цилиндра удаляют либо посредством очистки цилиндра (100) с формой для глубокой печати с использованием стирающего цилиндра (120) со смывочным раствором, либо, в качестве альтернативного варианта, путем вытирания цилиндра (100) бумагой или хлопчатобумажной тканью. С формного цилиндра (100) типографская краска переносится на подлежащую печати подложку (130) под высоким давлением, образуя напечатанные методом глубокой печати элементы (180). Как правило, в процессе глубокой печати прикладывается давление от нескольких десятков до нескольких сотен бар (1 бар = 100 кПа). С противоположной стороны подложки расположен компенсирующий давление цилиндр (170).
Емкости, валики (110), (112) и (114) аппаратов для подачи краски и формный цилиндр (100) обычно оснащены системой регулирования температуры. Обычные условия в станке для глубокой печати включают температуру емкости, поддерживаемую на уровне 20°C, в то время как температура формного цилиндра поддерживается на уровне приблизительно 60°C-80°C.
В печатном станке, показанном на Фиг. 2а, могут использоваться краски окислительной полимеризации, предназначенные для глубокой печати. В таким случае неметаллические элементы печатного станка, в частности валики (110), (112) и (114) аппаратов для подачи красок, а также соответствующие шаблоны (111), (113) и (115), обычно выполняются из резины, предпочтительно из полиуретана. Стирающий цилиндр (120), как правило, изготовляют из поливинилхлорида (ПВХ) или резины.
При использовании красок для глубокой печати с окислительным закреплением для создания элементов, напечатанных методом глубокой печати, высыхание краски начинается сразу после снятия отпечатанной подложки с формного цилиндра (100). Однако процесс закрепления окислением, как правило, можно ускорить с помощью термообработки отпечатанного элемента. Станок для глубокой печати, показанный на Фиг. 2а, оснащен источником тепла (140), например сушилкой с горячим воздухом. Такой источник тепла обычно используют в случае красок окислительного закрепления для глубокой печати с целью ускорения процесса высыхания краски.
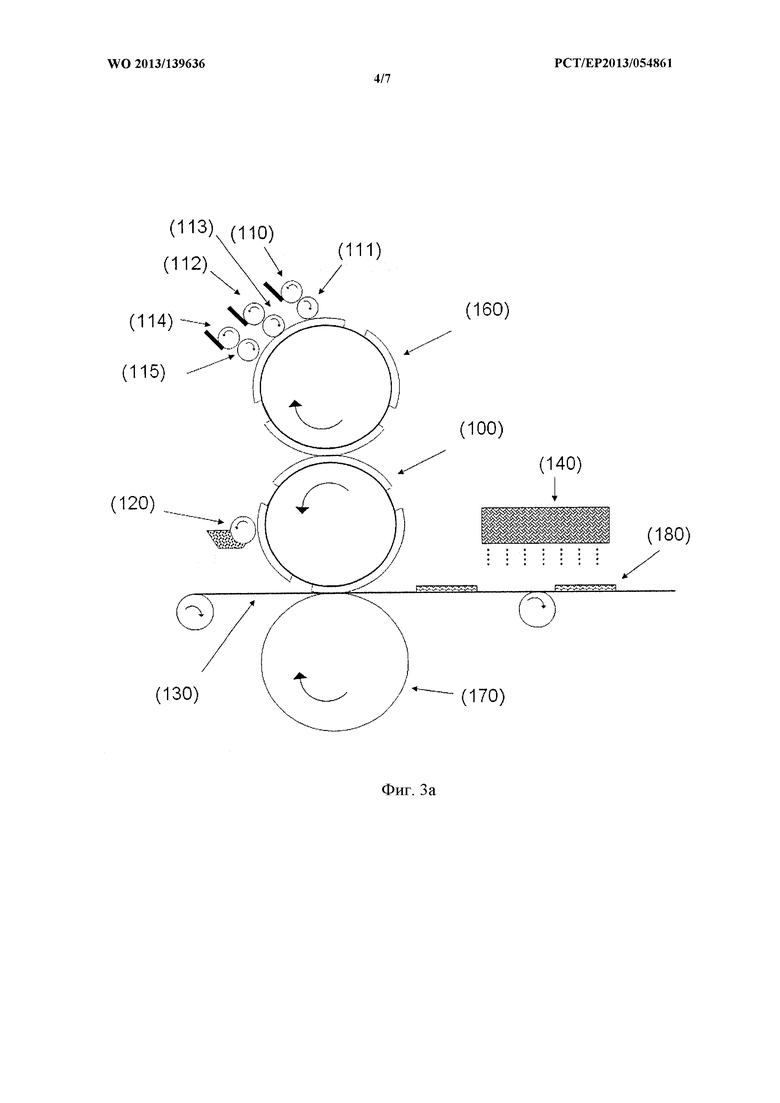
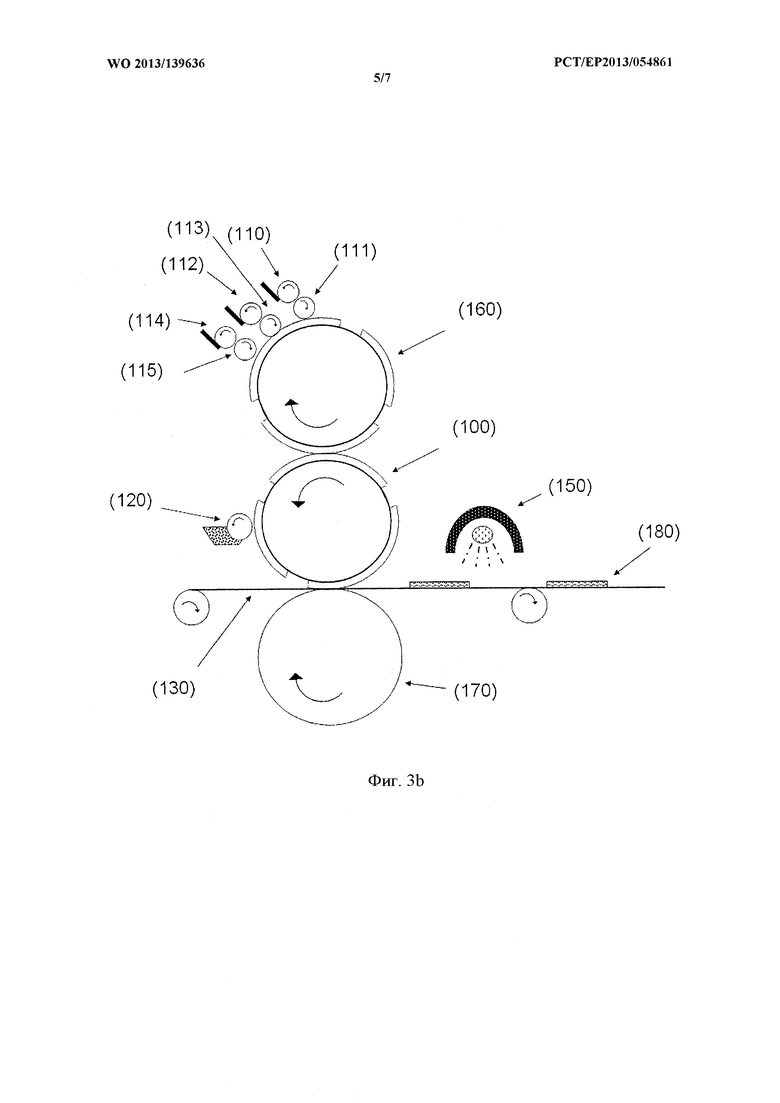
В альтернативном способе глубокой печати, называемом "Орловским" по фамилии его изобретателя и схематично представленном на Фиг. 3а, краска для глубокой печати поступает из аппаратов для подачи краски и шаблонов на подборочный цилиндр (160), называемый "офсетным полотном", который, в свою очередь, переносит краски на цилиндр (100) с нанесенной на нем формой для глубокой печати, и, наконец, краски с формного цилиндра (100) наносятся на подложку (130), образуя напечатанные методом глубокой печати элементы (180). Данный процесс называется процессом непрямого красконанесения. Процесс непрямого красконанесения при глубокой печати обеспечивает, в частности, два преимущества: уменьшение расхода типографской краски и новые конструктивные возможности, в частности, обусловленные крайне точным красконанесением и раскладом цветов.
Прессы для глубокой печати подробно описаны, например, в патентных документах ЕР 0091709 А1, ЕР 0406157 А1, ЕР 0563007 А1, ЕР 0873866 А1, ЕР 1602482 А1 и US 20100139511 А1.
Глубокая печать обеспечивает наиболее плотную и высококачественную печать тонких линий. Именно эту технологию печати выбирают для создания тонких знаков для защищенных документов, в частности банкнот и марок.
Одна из отличительных особенностей технологии глубокой печати заключается в том, что рельеф глубокой печати может изменяться от нескольких микронов до нескольких десятков микронов при использовании соответствующих мелких или глубоких углублений на устройстве для глубокой печати. Данная возможность изменения рельефа является характерной для процесса глубокой печати, и она используется для придания тактильности печатному документу. Рельеф глубокой печати обусловлен толщиной слоя краски, усиливаемой тиснением подложки, создаваемым под давлением при нанесении типографской краски. Тактильность, создаваемая глубокой печатью, обеспечивает банкнотам характерные и узнаваемые тактильные свойства.
Вследствие рельефности глубокой печати устройства для глубокой печати особенно подвержены возможным проблемам, таким как отмарывание краски и/или слипание.
Явление "отмарывания" краски, заключающееся в переносе типографской краски с одного печатного листа на обратную сторону следующего печатного листа в пачке или на обратную сторону бесконечной ленты в рулоне, может встретиться в любом процессе промышленной печати, в частности при гравюрной и глубокой печати: выраженный рельеф при гравюрной печати может усугубить проблему отмарывания краски. Использование прокладочных листов между соседними печатными листами может решить данную проблему, но использование прокладочных листов требует дополнительного материала и увеличивает расходы на обработку, снижает максимальную скорость печати, и эти листы необходимо удалять перед проведением следующей операции печати. Для существующих в настоящее время красок для глубокой печати с закреплением окислением проблема отмарывания частично уменьшены за счет оптимизации химического состава краски; однако при глубокой гравировке нежелательное отмарывание краски все же может происходить.
"Слипание" в пачке или в рулоне, при котором имеет место прилипание (приклеивание) одного напечатанного листа к обратной стороне следующего напечатанного листа в пачке или к обратной стороне бесконечной ленты в рулоне, происходит под действием веса или давления в пачке (в рулоне), а также вследствие близости напечатанной типографской краски к обратной стороне следующего листа или обратной стороне бесконечной ленты в рулоне; с этой проблемой приходится сталкиваться при любом промышленном процессе печатания, в частности при глубокой печати. Тактильные элементы толстых слоев, напечатанных методом глубокой печати, могут, в частности, способствовать слипанию, поскольку при этом вес пачки или рулона концентрируется на тактильных элементах, создавая повышенное давление на область данных толстых тисненых элементов.
Альтернативным способом решения проблем отмарывания краски и слипания явилось создание новых красок для глубокой печати с закреплением при помощи УФ-видимого излучения, раскрываемых, например, в патентных документах ЕР-1260563 А1, ЕР-0432093 А1 или US 2009/0145314 А1; облучение УФ-видимым излучением приводит к очень быстрому высыханию типографской краски, в частности на поверхности, и, таким образом, обеспечивает значительное сокращение отмарывания. Способ глубокой печати типографскими красками с закреплением с использованием УФ-видимого излучения оказался особенно полезным для сложных гравированных структур, например при использовании глубокого гравирования (с создаваемыми при этом толстыми слоями типографской краски); моментальное высыхание поверхностного слоя красок при закреплении с использованием УФ-видимого излучения предотвращает отмарывание.
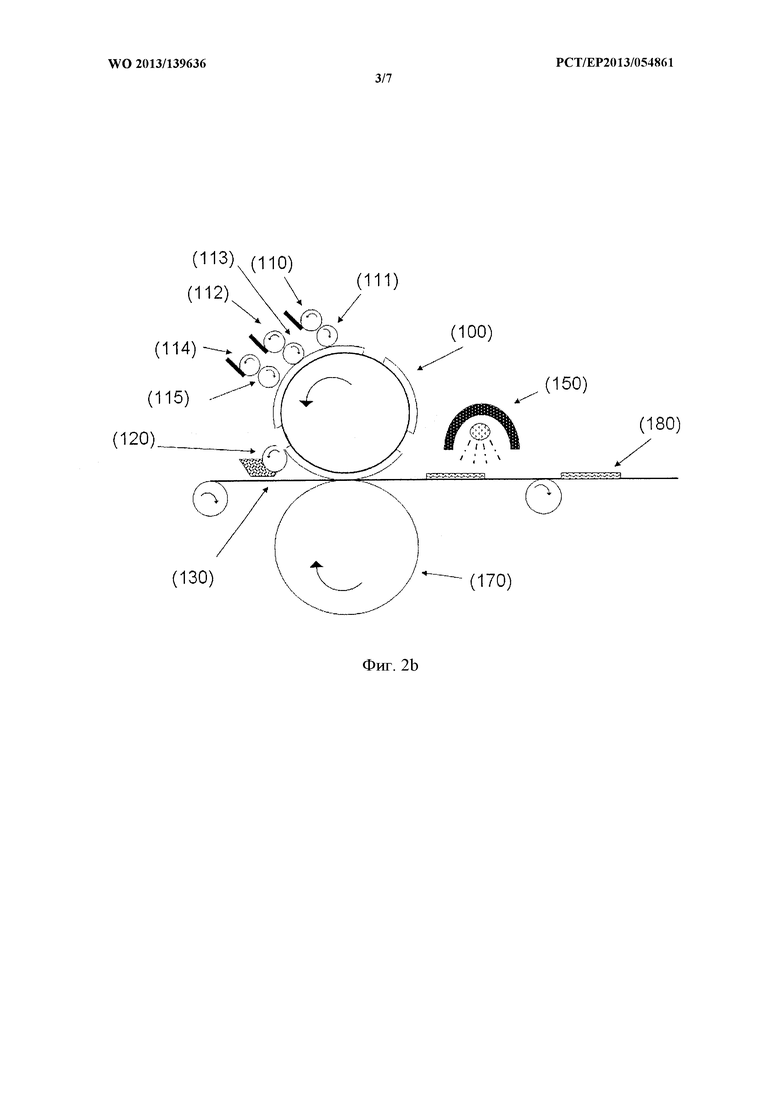
На Фиг. 2b показана схема станка для глубокой печати, аналогичного показанному на Фиг. 2a; однако источник теплового излучения (140) на Фиг. 2a здесь заменен источником электромагнитного излучения (150) для закрепления краски для глубокой печати с помощью УФ-видимого излучения.
Печатные станки, например станки для глубокой печати, обычно содержат металлические элементы и элементы, изготовленные из полимерных материалов. В случае станка для глубокой печати к элементам, изготовленным из полимерных материалов, относятся, в частности, валики аппаратов для подачи красок, шаблоны и стирающий цилиндр.
К числу полимерных материалов, используемых при изготовлении данных элементов, относятся, в частности, резина, полиуретановый каучук (полиуретан), силиконовый каучук, поливинилхлорид (ПВХ), полифторэтилен (тефлон), каучук из этилен-пропилен диенового мономера (ЭПДМ). С целью увеличения срока службы элементов из полимерных материалов полимерный материал выбирается в соответствии с типом используемой краски; в частности, полимерный материал для элементов, постоянно соприкасающихся с красками, таких, например, как валики и шаблоны, выбирают так, чтобы он обеспечивал оптимальный срок службы данных элементов. Например, для типографской краски с закреплением окислением предпочтителен полиуретан; с другой стороны, для красок с закреплением с помощью УФ-излучения предпочтителен не полиуретан, а ЭПДМ, поскольку мономерные и/или олигомерные компоненты типографской краски с закреплением с помощью УФ-излучения приводят к разбуханию и/или липкости полиуретана. Примеры материалов, используемых для полимерных элементов, например, раскрываются в патентных документах WO 2009/013169 A1; WO 2003/066759 А1, а также в статье T.L. Traeger "Rubber rollers in today's printing processes", Rubber World, 01 октября 1999 г., приведенной на сайте bottcher.com компании Bottcher Systems.
Так, на Фиг. 2b, неметаллические части печатного станка предпочтительно выполнены из материала, совместимого с закрепляемыми с помощью УФ-излучения красками для глубокой печати; в частности, валики (110), (112) и (114) аппаратов для подачи красок, и соответствующие шаблоны (111), (113) и (115), предпочтительно, изготовлены из материала, совместимого с красками с закреплением с помощью УФ-излучения, например такого, как ЭПДМ. Стирающий цилиндр (120), как правило, изготавливают из поливинилхлорида (ПВХ) или резины.
В процессе Орлова, используемом при глубокой печати или при офсетной печати, подборочный цилиндр изготовлен из тканого материала с резиновым покрытием. Примерами материала офсетного полотна могут служить полиуретановый каучук (полиуретан), бутадиенакрилонитрильный каучук (БНК); примеры исполнения приводятся, например, в патентных документах US 5264289 A, WO 2007/062271 А и JP 2011/173376-7 А.
Для увеличения срока службы офсетного полотна материал ткани офсетного полотна выбирают в соответствии с составом используемой типографской краски. Тем не менее, некоторые материалы, например бутадиенакрилонитрильный каучук (БНК), силиконовый каучук, демонстрируют отличное сопротивление как типографской краске с закреплением окислением, так и краске с закреплением с помощью УФ-излучения, и, таким образом, являются предпочтительными (см., например, US 5264289 А).
Высыхание типографской краски с закреплением окислением, как правило, происходит медленно, что приводит к большей вероятности возникновения отмарывания, чем при использовании краски с закреплением с помощью УФ-видимого излучения. Кроме того, относительно медленный процесс высыхания типографской краски с закреплением окислением приводит также к замедлению процесса печати по сравнению с печатью с использованием красок с закреплением с помощью УФ-видимого излучения.
К тому же, толстые бесцветные знаки, напечатанные типографской краской с закреплением окислением имеют тенденцию желтеть со временем. Таким образом, при глубокой печати толстыми прозрачными слоями, краски с закреплением с помощью УФ-видимого излучения являются предпочтительными.
Благодаря быстрому и практически мгновенному высыханию глубокая печать типографскими красками с закреплением с помощью УФ-видимого излучения позволяет сократить время между процессом печати и отгрузкой отпечатанных подложек, а также увеличить количество листов в пачке. Использование типографских красок с закреплением с помощью УФ-видимого излучения позволяет избежать использования летучих органических соединений. Краски для глубокой печати с закреплением с помощью УФ-видимого излучения также значительно более устойчивы на печатном станке, чем типографская краска с закреплением окислением.
Недостатком красок для глубокой печати с закреплением с помощью УФ-видимого излучения является их значительно более высокая стоимость, что оказывает решающее влияние на их проникновение на рынок.
Производились некоторые попытки объединить преимущества обеих технологий в краске одного типа. Например, в патентных документах WO 2011/046083 A1, JP 2009/227702 А и JP 2011/068748 А раскрывается состав краски для глубокой печати, содержащий краску с закреплением с помощью УФ-видимого излучения, краску с окислительным закреплением, фотоинициатор, катализатор окислительной полимеризации и пигмент. В документе WO 2003/066759 А1 раскрывается аналогичный состав, отличающийся тем, что компонент краски с закреплением с помощью УФ-видимого излучения для глубокой печати является водорастворимым.
Высокое давление, используемое в процессе глубокой печати, может также служить в качестве средства герметизации поверхности подложки, например бумажной, даже в областях неглубокой печати. Таким образом глубокая печать способствует предотвращению загрязнения документа. В патентном документе ЕР 2065187 В1 (КВА Giori KBA-NotaSys) раскрывается процесс с использованием прозрачных или полупрозрачных красок для глубокой печати, наносимых по меньшей мере на 80% (имеется в виду % от полной площади поверхности ценной бумаги) поверхности ценных бумаг с целью предотвращения загрязнения подложки. Но в ЕР 2065187 В1 раскрывается процесс, направленный более на лакировку подложки, чем на технологию глубокой печати конкретных элементов защиты. В документе ЕР 2065187 В1 не приводится никаких деталей, касающихся состава используемых красок для глубокой печати.
Впоследствии технология глубокой печати типографской краской с закреплением окислением и краской с закреплением с помощью УФ-видимого излучения раскрывалась, например, в патентном документе DE 4444034 А1, однако описываемый в этом документе способ представляет собой двухэтапный процесс печати, требующий модификации повсеместно используемого оборудования для глубокой печати.
Было бы весьма желательно получить специальные усовершенствованные устройства для глубокой печати, сочетающие в себе, например (но без ограничения), возможности нанесения слоя высокопигментированной краски и толстого слоя прозрачной краски для глубокой печати (такой, например, как при создании документов с тактильными элементами для людей с ослабленным зрением) в одной операции печати с помощью одного формного цилиндра для глубокой печати.
Ни в одном из вышеуказанных документов известного уровня техники не раскрывается способ одновременного использования красок окислительной полимеризации и красок для глубокой печати с закреплением с помощью УФ-видимого излучения на одном и том же формном цилиндре с целью создания методом глубокой печати характерных элементов зашиты.
Краткое изложение сущности изобретения
В настоящем изобретении раскрывается способ печати защитных элементов с помощью двух или более красок для глубокой печати, применяемых в одной операции печати на одном устройстве для глубокой печати. Две или более краски для глубокой печати выбирают таким образом, чтобы в процессе печатания использовалась по меньшей мере одна типографская краска окислительной полимеризации и по меньшей мере одна типографская краска с закреплением с помощью УФ-видимого излучения.
В настоящей заявке описываются способы печати защитного элемента на по меньшей мере одной стороне подложки с помощью двух или более красок для глубокой печати, где по меньшей мере одна из указанных двух или более красок для глубокой печати является краской окислительной полимеризации, и по меньшей мере одна другая из указанных двух или более красок для глубокой печати является краской с закреплением с помощью УФ-видимого излучения, причем нанесение указанной одной и другой из вышеупомянутых двух или более красок для глубокой печати производится в ходе одной операции печати с помощью одного устройства для глубокой печати, а снятие избыточного количества указанных двух или более красок для глубокой печати с указанного печатного устройства осуществляется с помощью бумажной или тканевой стирающей системы.
В настоящей заявке также описываются процессы печати защитного элемента по меньшей мере на одной стороне подложки, с помощью двух или более красок для глубокой печати, в которых по меньшей мере одна из указанных двух или более красок для глубокой печати является краской окислительной полимеризации, и по меньшей мере одна другая из указанных двух или более красок для глубокой печати является краской с закреплением с помощью УФ-видимого излучения, причем нанесение указанной одной и другой из вышеупомянутых двух или более красок для глубокой печати осуществляется в ходе одной операции печати с помощью одного устройства для глубокой печати, а снятие избыточного количества указанных двух или более красок для глубокой печати с указанного печатного устройства осуществляется с помощью стирающей системы с полимерным цилиндром и водного щелочного смывочного раствора.
Кроме того, в настоящей заявке описываются также защитные элементы, содержащие знаки, нанесенные описываемым здесь способом глубокой печати, применение указанных защитных элементов для защиты защищенного документа (ценных бумаг), содержащих указанные защитные элементы.
В настоящей заявке также описывается применение по меньшей мере одной краски для глубокой печати, закрепляемой методом окисления, и по меньшей мере одной краски для глубокой печати с закреплением с помощью УФ-видимого излучения, как описано в настоящей заявке, с целью создания элемента защиты, описываемого в настоящей заявке, с использованием одной операции печати с применением лишь одного устройства для глубокой печати.
Краткое описание чертежей
Объяснение сути настоящего изобретения производится с помощью следующих чертежей:
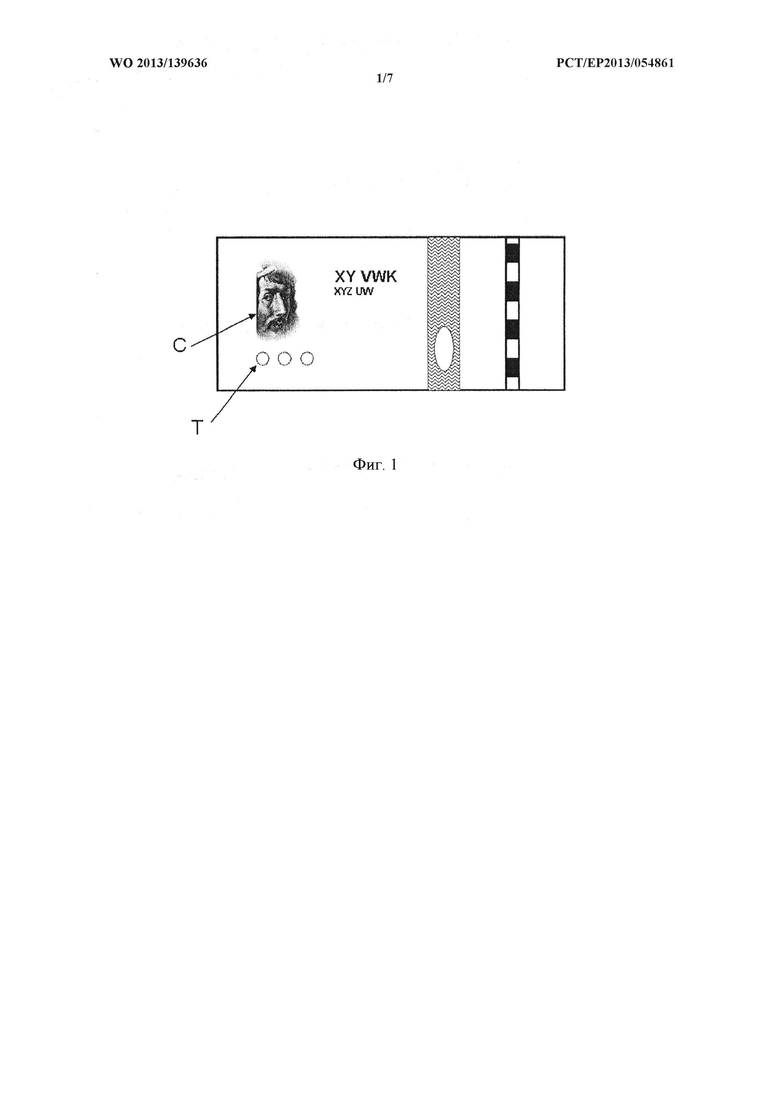
Фиг. 1 - схематичное изображение ценной бумаги, содержащей защитный элемент, нанесенный методом глубокой печати, предлагаемым в настоящем изобретении.
Фиг. 2a - схематичное изображение станка для глубокой печати, используемого в процессе прямого наката краски и содержащего источник тепла.
Фиг. 2b - схематичное изображение станка для глубокой печати, используемого в процессе прямого наката краски и содержащего источник электромагнитного излучения.
Фиг. 3a - схематичное изображение станка для глубокой печати, используемого в процессе непрямого красконанесения (процесс Орлова) и содержащего источник тепла.
Фиг. 3b - схематичное изображение станка для глубокой печати, используемого в процессе непрямого красконанесения (процесс Орлова) и содержащего источник электромагнитного излучения.
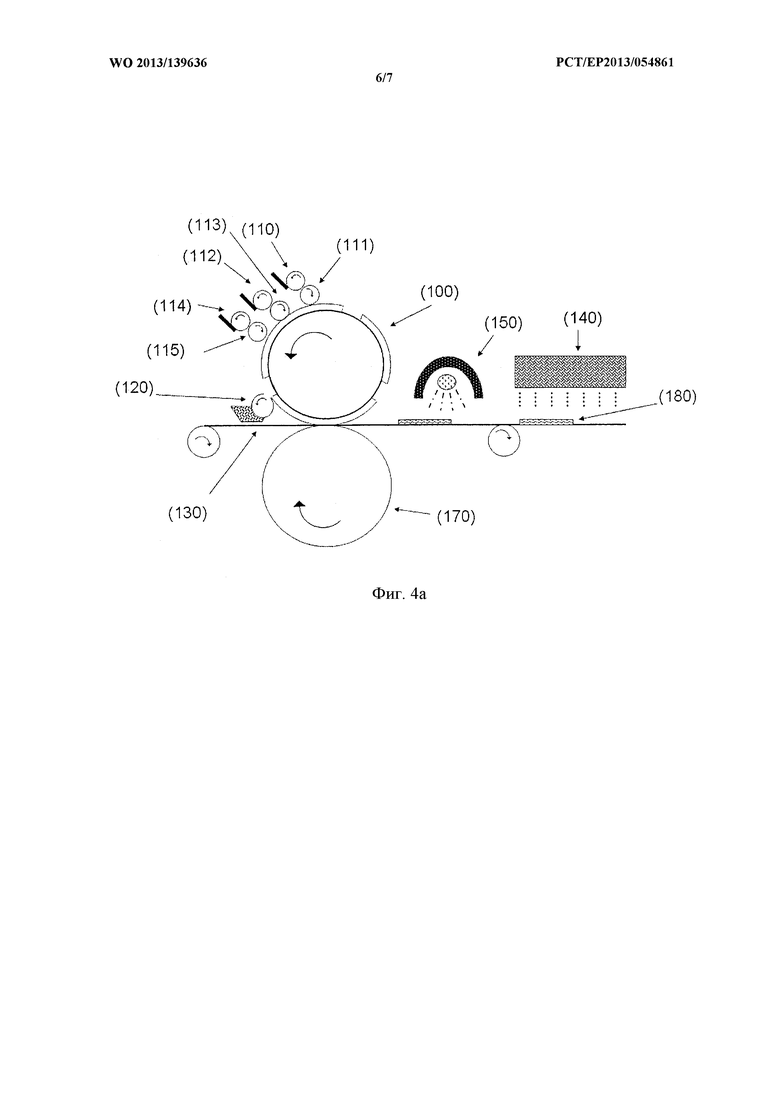
Фиг. 4a - схематичное изображение станка для глубокой печати, используемого в способе печати согласно настоящему изобретению в процессе прямого наката краски. Данный печатный станок содержит источник тепла и источник электромагнитного излучения.
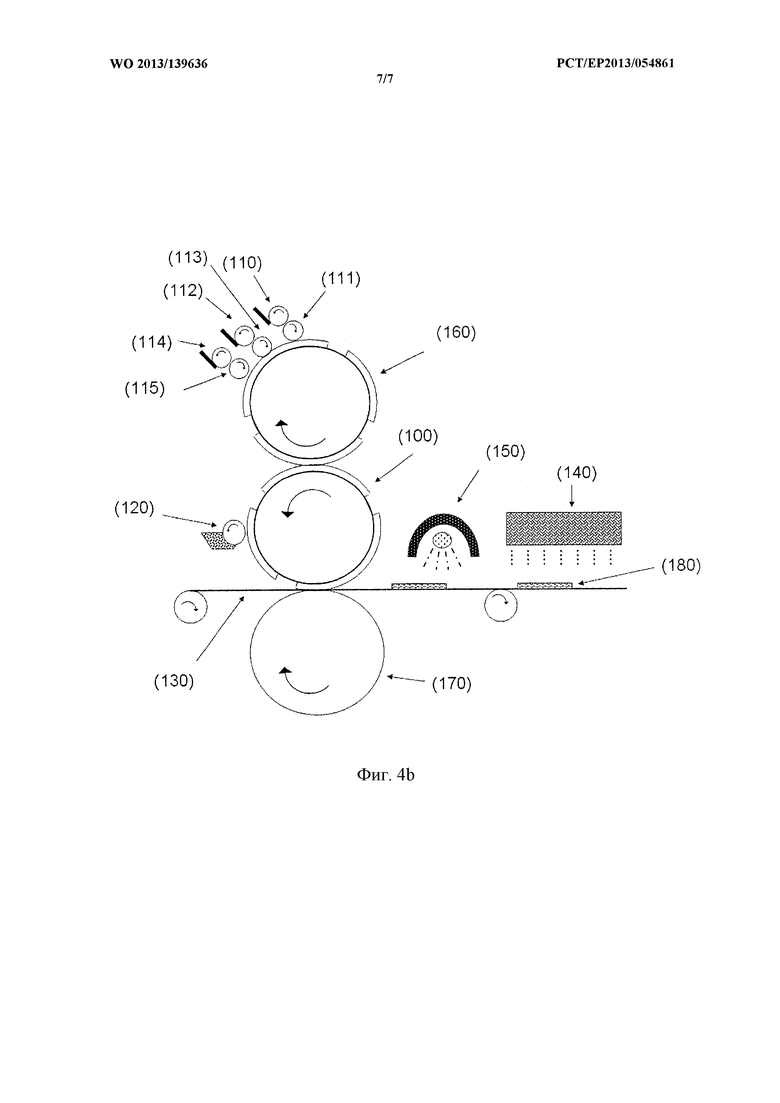
Фиг. 4b - схематичное изображение станка для глубокой печати, используемого в способе печати согласно настоящему изобретению в процессе непрямого красконанесения (процесс Орлова). Данный печатный станок содержит источник тепла и источник электромагнитного излучения.
Подробное описание изобретения
В настоящем изобретении используются дополнительные свойства типографских красок с закреплением окислением и типографских красок с закреплением с помощью УФ-видимого излучения. Кроме того, техническое решение по настоящему изобретению, заключающееся в одновременном параллельном использовании типографских красок с закреплением окислением и типографских красок с закреплением с помощью УФ-видимого излучения, вместо последовательного, на одном формном цилиндре для глубокой печати, является выгодным по экономическим причинам.
Кроме того, объектом настоящего изобретения является также способ использования описываемого здесь защитного элемента для защиты от фальсификации коммерческих товаров или ценных бумаг, например банкнот, ценных бумаг или карточек, транспортных билетов или карточек, налоговых посланий и товарных этикеток.
Используемый в настоящем описании термин "защитный элемент" служит для обозначения элемента на ценной бумаге, напечатанного с использованием технологии глубокой печати с целью установления ее подлинности и защиты от фальсификации.
Как известно специалистам в данной области, УФ-видимое излучение плохо проникает в яркоокрашенный слой покрытия, в частности в толстый слой покрытия. Таким образом, в предпочтительном варианте осуществления настоящего изобретения краска для глубокой печати с закреплением с помощью УФ-видимого излучения представляет собой бесцветную или слегка окрашенную краску. Бесцветная или слегка окрашенная краска для глубокой печати с закреплением с помощью УФ-видимого излучения может быть прозрачной или непрозрачной; предпочтительной является прозрачная краска; еще более предпочтительной является бесцветная прозрачная краска для глубокой печати с закреплением с помощью УФ-видимого излучения. Краска для глубокой печати с закреплением с помощью УФ-видимого излучения предпочтительно используется для печати толстослойных тактильных областей защитного элемента.
Средняя толщина рельефа глубокой печати составляет от 1 мкм до 100 мкм, предпочтительно от 10 мкм до 60 мкм, более предпочтительно от 15 мкм до 45 мкм.
Используемый в данном изобретении термин "рельеф глубокой печати" служит для обозначения суммы толщины слоя краски для глубокой печати и толщины рельефного оттиска подложки.
Используемый здесь термин "толщина слоя краски для глубокой печати" служит для обозначения толщины слоя краски для глубокой печати, нанесенного на подложку.
Толщина слоя краски для глубокой печати соответствует толщине рельефа глубокой печати минус рельефный оттиск подложки.
Используемый в настоящем изобретении термин "рельеф глубокой печати краской с закреплением с помощью УФ-видимого излучения" служит для обозначения защитного элемента, напечатанного с использованием технологии глубокой печати краской с закреплением с помощью УФ-видимого излучения. Используемый в настоящем изобретении термин "рельеф глубокой печати краской с закреплением окислением" служит для обозначения защитного элемента, напечатанного с использованием технологии глубокой печати краской с закреплением окислением.
Используемый в настоящем изобретении термин "прозрачный" означает оптическую прозрачность в по меньшей мере части видимого спектра (400-700 нм). Слои прозрачной типографской краски могут быть бесцветными, или, в альтернативном варианте, слои прозрачной типографской краски могут быть слегка окрашенными, полностью или частично, при условии, что по меньшей мере в части видимого спектра имеет место прозрачность, обеспечивающая наблюдателю возможность видеть сквозь слой данной краски.
В еще одном дополнительном варианте осуществления настоящего изобретения напечатанный и высохший рельеф глубокой печати, выполненный типографской краской с закреплением с помощью УФ-видимого излучения, толще, чем напечатанный и высохший рельеф глубокой печати, вьшолненный краской с закреплением методом окисления. Выбирая подходящую структуру, содержащую слой закрепляемой с помощью УФ-излучения краски для глубокой печати и слой закрепляемой окислением краски для глубокой печати, в которой напечатанный и высохший рельеф из краска для глубокой печати с закреплением с помощью УФ-видимого излучения на 10-50% толще (% рассчитываются относительно толщины закрепленного (высохшего) рельефа глубокой печати с окислительным закреплением), предпочтительно на 20-30% толще, чем напечатанный высохший рельеф глубокой печати краской с окислительным закреплением, можно добиться значительного снижения механического давления на рельеф глубокой печати с закреплением окислением в пачке напечатанных листов или в рулоне бесконечной напечатанной ленты. Таким образом, настоящее изобретение также раскрывает способ уменьшения отмарывания и/или слипания краски для глубокой печати с закреплением окислением путем уменьшения механического давления в пачке или рулоне на напечатанный элемент защиты, представляющий собой слой типографской краски для глубокой печати с закреплением методом окисления.
Типографская краска с закреплением с помощью УФ-видимого излучения, пригодная использования в настоящем изобретении, предпочтительно является бесцветной или слегка окрашенной, прозрачной или непрозрачной типографской краской. В уровне техники известны составы красок с закреплением с помощью УФ-видимого излучения, которые также можно найти в стандартных руководствах, например в изданиях типа "Chemistry & Technology of UV & ЕВ Formulation for Coatings, Inks & Paints", опубликованного в 7 томах в 1997-1998 издательством John Wiley & Sons совместно с компанией SITA Technology Limited. Предлагаемые в настоящем изобретении краски для глубокой печати с закреплением с помощью УФ-видимого излучения обычно содержат связующий компонент, содержащий олигомеры (также называемые форполимерами), предпочтительно выбираемые из группы, состоящей из радикально-отверждаемых соединений, катионно-отверждаемых соединений и их смесей. Закрепление мономера, олигомера или форполимера с помощью УФ-видимого излучения может потребовать присутствия одного или нескольких фотоинициаторов, и может быть осуществлено различными способами. Закрепление с помощью УФ-видимого излучения может выполняться с использованием свободно-радикального механизма, катионного механизма или комбинации указанных механизмов. В зависимости от связующего компонента (компонентов), содержащихся в составе, закрепляемом с помощью УФ-видимого излучения, могут использоваться различные фотоинициаторы. Краска для глубокой печати с закреплением с помощью УФ-видимого излучения может дополнительно содержать и другие добавки. При использовании бесцветной прозрачной краски для глубокой печати с закреплением с помощью УФ-видимого излучения эти добавки выбираются таким образом, чтобы они не изменяли прозрачность этой краски. Предпочтительно, краска для глубокой печати с закреплением с помощью УФ-видимого излучения может содержать один или несколько машиночитаемых защитных составов.
Термин "устройство для глубокой печати" служит для обозначения плоской выгравированной печатной формы для глубокой печати, устанавливаемой на печатном цилиндре станка для глубокой печати.
Термин "машиночитаемый защитный состав" обозначает защитные элементы, которые могут обнаруживаться каким-либо устройством, например таким, как банкомат. Предпочтительно, машиночитаемые защитные элементы по настоящему изобретению представляют собой бесцветные компоненты, невидимые невооруженному человеческому глазу. Машиночитаемые защитные составы выбирают из группы, включающей материалы, поглощающие УФ-излучение, видимый свет и инфракрасное (ИК) излучение, люминесцентные материалы, магнитные составы, защитные метки (маркеры) и комбинации данных элементов. Примеры машиночитаемых защитных составов раскрываются, например, в патентных документах ЕР-0927749 B1, ЕР-1246876 В1 или WO 2010/115286 А2.
В предпочтительном варианте осуществления настоящего изобретения полимеризация краски для глубокой печати с закреплением с помощью УФ-видимого излучения полностью или частично осуществляется с помощью УФ-видимого излучения непосредственно после печати защитного элемента; таким образом, краска для глубокой печати с закреплением с помощью УФ-видимого излучения частично или полностью полимеризована к моменту начала процесса отверждения краски для глубокой печати с окислительным закреплением. В альтернативном варианте, сначала может производиться термообработка защитного элемента, в результате чего перед началом этапа облучения УФ-излучением начинается и/или ускоряется процесс окислительного закрепления краски для глубокой печати с окислительным закреплением. Предпочтительно, облучение УФ-видимым излучением осуществляют до начала термообработки. В этом предпочтительном варианте тепло, излучаемое источником УФ-видимого излучения, может способствовать высыханию краски для глубокой печати с закреплением окислением.
Согласно настоящему изобретению, может быть использован обычный используемый в настоящее время в уровне техники станок для глубокой печати для нанесения как краски для глубокой печати с окислительным закреплением, так и краски для глубокой печати с закреплением с помощью УФ-видимого излучения за одну операцию печати с использованием одного устройства для глубокой печати без каких-либо значительных модификаций данного печатного станка.
На Фиг. 4а представлен печатный станок по настоящему изобретению, т.е. печатный станок, который может быть использован для печатания красками для глубокой печати с закреплением окислением и красками для глубокой печати с закреплением с помощью УФ-излучения. Материалы для изготовления элементов из полимерных материалов, в частности валиков (110), (112) и (114) аппаратов для подачи красок, и соответствующих шаблонов (111), (113) и (115), предпочтительно выбирают из материалов, обладающих оптимальной совместимостью с соответствующими красками для глубокой печати, с целью увеличения срока службы данных элементов. В частности, валики из числа валиков (110), (112) и (114) и шаблоны из числа шаблонов (111), (113) и (115), используемые с типографскими красками с окислительным закреплением, предпочтительно изготавливаются из резины, более предпочтительно из полиуретана; валики из числа валиков (110), (112) и (114) и шаблоны из числа шаблонов (111), (113) и (115), используемые для типографских красок с закреплением с помощью УФ-излучения, предпочтительно изготавливают из материала, совместимого с типографскими красками с закреплением с помощью УФ-излучения, более предпочтительно из ЭПДМ.
Стирающий цилиндр (120) изготавливают из обычного материала, такого как поливинилхлорид (ПВХ) или резина.
Печатный станок, показанный на Фиг. 4a, оборудован источником электромагнитного излучения (150) для закрепления с помощью УФ-видимого излучения закрепляемой с помощью УФ-излучения краски для глубокой печати, а также источником теплового излучения (140) для ускорения процесса высыхания типографской краски с окислительным закреплением. Источник электромагнитного излучения (150) предпочтительно расположен между формным цилиндром и источником тепла (140); однако источник тепла (140) также может располагаться между формным цилиндром (100) и источником электромагнитного излучения (150).
На Фиг. 4b представлен печатный станок по настоящему изобретению, т.е. печатный станок, который может быть использован для печатания красками для глубокой печати с окислительным закреплением и красками для глубокой печати с закреплением с помощью УФ-излучения, представляющий собой устройство для офсетной печати (процесс Орлова). Печатный станок, показанный на Фиг.4b, оборудован источником электромагнитного излучения (150) для закрепления с помощью УФ-видимого излучения закрепляемой с помощью УФ-излучения краски для глубокой печати, а также источником теплового излучения (140) для ускорения процесса высыхания типографской краски с окислительным закреплением. Как и на Фиг. 4а, материал для изготовления валиков (110), (112) и (114) аппаратов для подачи красок и соответствующих шаблонов (111), (113) и (115) предпочтительно выбирают в зависимости от краски для глубокой печати, которая будет использоваться в каждом аппарате для подачи краски. Так, валики из числа валиков (110), (112) и (114) и шаблоны из числа шаблонов (111), (113) и (115), используемые с типографскими красками с окислительным закреплением, предпочтительно изготавливаются из резины, более предпочтительно из полиуретана; валики из числа валиков (110), (112) и (114) и шаблоны из числа шаблонов (111), (113) и (115), используемые для типографских красок с закреплением с помощью УФ-излучения, предпочтительно изготавливаются из материала, совместимого с типографскими красками с закреплением с помощью УФ-излучения, более предпочтительно из ЭПДМ.
Подборочный цилиндр (160), предпочтительно, изготавливают из материала, совместимого как с краской, закрепляемой с помощью УФ-излучения, так и с краской с окислительным закреплением, например такого, как бутадиенакрилонитрильный каучук (БНК) и силиконовый каучук.
Составы, подходящие для использования в настоящем изобретении, раскрыты, например, в патентных документах ЕР 1790701 В1, ЕР 2014729 А2 или WO 2009/156400 А1 (типографские краски с окислительным закреплением); а также в ЕР 1260563 В1 или ЕР 175140 В1 (типографские краски с закреплением с помощью УФ-излучения).
В число составов, которые могут использоваться в настоящем изобретении, входят (без ограничения) следующие:
составы краски для глубокой печати с окислительным закреплением:
- состав краски для глубокой печати, закрепляемой с помощью УФ-излучения:
Описываемые здесь краска для глубокой печати, закрепляемая с помощью УФ-излучения, и краска для глубокой печати с окислительным закреплением также могут содержать один или несколько защитных компонентов, предпочтительно выбираемых из группы, включающей (но ограничивающейся этим) вещества, поглощающие УФ-излучение, видимый свет или ИК-излучение, люминесцентные материалы, магнитные составы, защитные метки или маркеры и их комбинации. Примеры раскрываются в патенте US 6,200,628 и других подобных документах.
Таким образом, способы по настоящему изобретению не требуют разработки новых усложненных видов красок для глубокой печати. Стандартные краски для глубокой печати с окислительным закреплением и краски для глубокой печати с закреплением с помощью УФ-излучения могут быть использованы для создания защитного элемента по настоящему изобретению.
Защитный элемент по настоящему изобретению показан в примере на Фиг. 1.
На Фиг. 1 схематично изображена банкнота, содержащая защитный элемент, нанесенный методом глубокой печати, представляющий собой изображение человеческого лица, напечатанное пигментированной краской для глубокой печати (С), и ряд тактильных точек, пропечатанных бесцветной краской для глубокой печати (Т). Защитный элемент для глубокой печати может быть напечатан в ходе одной операции печати одним формным цилиндром для глубокой печати с использованием, например, краски для глубокой печати с окислительным закреплением для пигментированной части человеческого лица и закрепляемой с помощью УФ-излучения краски для глубокой печати для бесцветной части (тактильные точки) согласно одному из возможных предпочтительных вариантов осуществления настоящего изобретения.
Процесс печатания по настоящему изобретению при совместном использовании красок для глубокой печати, закрепляемых с помощью УФ-излучения, и красок с окислительным закреплением, позволяет осуществлять более быструю печать элементов глубокой печати, чем при последовательном печатании каждым из типов краски для глубокой печати.
В частности, способ по настоящему изобретению обеспечивает возможность более быстрого печатания элементов глубокой печати, в то же время уменьшая вероятность отмарывания и слипания, благодаря сочетанию более толстых слоев краски для глубокой печати с закреплением УФ-излучением с более тонкими слоями краски для глубокой печати с окислительным закреплением.
Защитные элементы, получаемые способом по настоящему изобретению, печатаются на стандартном станке для глубокой печати, оснащенном полимерными элементами, такими как валики и шаблоны, изготовленными из резины, предпочтительно из полиуретана, т.е. из материалов, совместимых с красками для глубокой печати с окислительным закреплением, и из ЭПДМ для деталей, которые будут использоваться с красками для глубокой печати с закреплением УФ-излучением.
Как правило, подходящими смывочными растворами для очистки печатного станка для глубокой печати по настоящему изобретению являются водные щелочные смывочные растворы, содержащие от 0,3 вес. % до 1,2 вес. % (% по весу) сильного основания, например гидроксида натрия NaOH, и от 0,3 вес. % до 1 вес. % (% по весу) ПАВ, например сульфированного касторового масла (СКМ); указанные значения % по весу рассчитываются от полного веса водного щелочного смывочного раствора.
Защищенный документ по настоящему изобретению, содержащий элемент защиты, созданные способом по настоящему изобретению, может содержать один или несколько дополнительных элементов зашиты, таких как нити, полиграфическая фольга и/или окна. В альтернативном варианте элемент защиты, напечатанный способом по настоящему изобретению, может быть напечатан на этих одном или нескольких дополнительных элементах защиты.
Изобретение относится к области технологии глубокой печати. В частности, данное изобретение описывает способ, в котором совместно используются краска для глубокой печати, закрепляемая окислением, и краска для глубокой печати, закрепляемая УФ-видимым излучением, на одной печатной форме или формном цилиндре для глубокой печати. Описываемый способ печати обеспечивает возможность создания методом глубокой печати элементов защиты, благодаря использованию неодинаковых свойств различных видов печатной краски при печатании на стандартном типографском печатном станке в ходе одной операции печати. 6 н. и 10 з.п. ф-лы, 4 ил.
1. Способ печатания защитного элемента на по меньшей мере одной стороне подложки, двумя или более красками для глубокой печати, отличающийся тем, что
по меньшей мере одна из указанных двух или более красок для глубокой печати является краской для глубокой печати, предназначенной для окислительного закрепления, и по меньшей мере одна другая из указанных двух или более красок для глубокой печати является краской для глубокой печати, предназначенной для закрепления с помощью УФ-видимого излучения, причем указанные одна и другая из указанных двух или более красок для глубокой печати наносятся за одну операцию печатания с использованием одного устройства для глубокой печати,
и стирание избытка указанных двух или более красок для глубокой печати с указанного устройства для глубокой печати осуществляют с использованием полимерного стирающего цилиндра и водного щелочного смывочного раствора.
2. Способ печатания защитного элемента на по меньшей мере одной стороне подложки, двумя или более красками для глубокой печати, отличающийся тем, что
по меньшей мере одна из указанных двух или более красок для глубокой печати является краской для глубокой печати, предназначенной для окислительного закрепления, и по меньшей мере одна другая из указанных двух или более красок для глубокой печати является краской для глубокой печати, предназначенной для закрепления с помощью УФ-видимого излучения, причем указанные одна и другая из указанных двух или более красок для глубокой печати наносятся за одну операцию печатания с использованием одного устройства для глубокой печати,
и стирание избытка указанных двух или более красок для глубокой печати с указанного устройства для глубокой печати осуществляют с использованием бумажной или тканевой стирающей системы.
3. Способ по п. 1 или 2, отличающийся тем, что
указанный водный щелочной смывочный раствор содержит гидроксид натрия в массовой концентрации от 0,3 вес.% до 1,2 вес.% и ПАВ в массовой концентрации от 0,3 вес.% до 1 вес.%, причем указанные значения % по весу рассчитываются от полного веса водного щелочного смывочного раствора.
4. Способ п. 1 или 2, включающий следующие операции:
a) нанесение одной из указанных двух или более типографских красок для глубокой печати на первую выбранную часть печатной формы указанного устройства для глубокой печати;
b) нанесение другой из указанных двух или более типографских красок для глубокой печати на вторую выбранную часть печатной формы указанного устройства для глубокой печати, которая не перекрывается с указанной первой выбранной частью печатной формы;
c) стирание избытка указанной первой и второй красок для глубокой печати с указанной печатной формы указанного устройства для глубокой печати;
d) печатание указанного защитного элемента с использованием указанного устройства для глубокой печати путем нанесения указанной первой и указанной второй красок для глубокой печати на указанную подложку;
e) отверждение одной из указанных первой или второй красок для глубокой печати путем облучения УФ-видимым излучением;
f) отверждение второй из указанных первой или второй красок для глубокой печати посредством окисления;
5. Способ по п. 4, отличающийся тем, что
указанные операции a) и b) нанесения краски осуществляют методом непрямого красконанесения с использованием первого и второго шаблонов, закрывающих различные неперекрывающиеся друг с другом области устройства для глубокой печати.
6. Способ по п. 1 или 2, отличающийся тем, что
печатание указанного защитного элемента осуществляется в области, охватывающей менее 80% от общей поверхности подложки.
7. Способ по п. 1 или 2, отличающийся тем, что
средний рельеф глубокой печати отвержденного слоя краски, полученного из указанной краски для глубокой печати, предназначенной для закрепления с использованием УФ-видимого излучения, составляет от 1 мкм до 100 мкм, предпочтительно от 10 мкм до 60 мкм, более предпочтительно от 15 мкм до 45 мкм.
8. Способ по п. 1 или 2, отличающийся тем, что
указанная краска для глубокой печати, предназначенная для закрепления с использованием УФ-видимого излучения, представляет собой прозрачную краску.
9. Способ по п. 1 или 2, отличающийся тем, что
указанная прозрачная краска для глубокой печати, предназначенная для закрепления с использованием УФ-видимого излучения, представляет собой бесцветную краску.
10. Способ по п. 1 или 2, отличающийся тем, что
толщина напечатанного отвержденного слоя указанной краски для глубокой печати, предназначенной для закрепления с использованием УФ-видимого излучения, превышает толщину напечатанного отвержденного слоя указанной краски для глубокой печати, предназначенной для окислительного закрепления.
11. Способ по п. 1 или 2, отличающийся тем, что
указанная краска для глубокой печати, предназначенная для закрепления с использованием УФ-видимого излучения, содержит один или несколько машиночитаемых защитных элементов.
12. Способ по п. 1 или 2, отличающийся тем, что
указанная подложка представляет собой защищенный документ, такой как банкнота, паспорт, чек, ваучер, идентификационная карточка, транзакционная карта, почтовая или акцизная марка.
13. Защитный элемент, содержащий знаки, нанесенные методом глубокой печати с использованием способа по любому из пп. 1-12.
14. Применение защитного элемента по п. 13 для защиты защищенного документа, такого как банкнота, паспорт, чек, ваучер, транзакционная карта, удостоверение личности, почтовая или акцизная марка.
15. Применение по меньшей мере одной краски для глубокой печати, предназначенной для окислительного закрепления, и по меньшей мере одной краски для глубокой печати, предназначенной для закрепления с использованием УФ-видимого излучения, для печатания защитного элемента по п. 13 за одну операцию печатания с использованием одного устройства для глубокой печати.
16. Защищенный документ, такой как банкнота, паспорт, чек, ваучер, идентификационная карточка, транзакционная карта, почтовая или акцизная марка, отличающийся тем, что
он содержит защитный элемент, напечатанный способом по любому из пп. 1-12.
| WO 2009013169 A1, 29.01.2009 | |||
| ЕМКОСТНОЙ ДАТЧИК | 0 |
|
SU358610A1 |
| DE 4444034 A1, 13.06.1996 | |||
| EP 1790701 A1, 30.05.2007. | |||

