Область техники, к которой относится изобретение
Изобретение относится к способу изготовления тисненых декоративных субстратов, особенно - панелей и плит, в частности, на основе древесных волокон, например, субстратов в виде древесноволокнистых плит средней плотности (МДФ) или древесноволокнистых плит высокой плотности (ХДФ), на которых сформирован декор посредством цифровой печати.
Изобретение дополнительно относится к субстратам, например, панелям и плитам, особенно пригодным для настила полов, получаемым такими способами.
Уровень техники
Цифровая печать относится к способам печати изображения на цифровой основе непосредственно на субстрат. Она обычно относится к профессиональной печати, где малотиражные работы с настольных издательских и других цифровых источников печатают, используя принтеры большого формата и/или лазерные, или струйные принтеры большого объема. При использовании цифровой печати получается более высокая стоимость одного печатаемого объекта, чем при использовании традиционных способов офсетной печати, но эта более высокая стоимость обычно компенсируется за счет экономии затрат, достигаемой благодаря исключению всех промежуточных технических этапов, требующихся для изготовления печатных форм. При использовании цифровой печати также обеспечивается возможность печатания по требованию заказчика одного экземпляра продукции, сокращения цикла изготовления и даже модификации изображения при изготовлении каждой печатной копии. Экономия трудозатрат и повышенная способность цифровых прессов означает, что при использовании цифровой печати достигается точка, после которой цифровая печать может соперничать или обходить технологические возможности офсетной печати в изготовлении более крупных партий печатной продукции, составляющих несколько тысяч копий, при низкой их стоимости.
Однако при использовании цифровой печати на субстратах, например, на древесноволокнистой плите высокой плотности, декор обычно все еще печатают на отдельном носителе в виде бумаги или волокнистой паутинке, которую накладывают на субстрат. Действительно, тогда как базовый слой может быть наложен для обеспечения достаточного сцепления наносимых типографских красок, такие базовые слои могут пагубно влиять на качество печати. Действительно пористый слой может поглощать типографскую краску, что может приводить к недостаточному покрытию, тогда как использование непористого базового слоя может приводить к их слипанию и пагубно влиять на качество окрашивания. Однако использование отдельного носителя для печати делает процесс более дорогостоящим и сложным.
Обычно производство полов или подобных продуктов включает этап тиснения, осуществляемый после печатания (например, после цифровой печати) декора на панелях и плитах на древесной основе, например, на древесностружечных плитах, МДФ или ХДФ. Таким образом, тисненые рельефы непосредственно переносят на верхнее покрытие (лак, жидкость...) при использовании гравированных валов, или на верхний слой (меламина, бумаги, фольги...) при использовании пресса с коротким циклом. Таким образом, тисненые рельефы не переносят непосредственно на субстрат, но скорее - на верхнее покрытие/верхний слой.
Следовательно, известные полы, например, стандартные ламинаты, содержат тисненые рельефы с максимальной глубиной, ограниченной толщиной упомянутого верхнего покрытия/верхнего слоя, толщина которого составляет около 30-300 мкм.
Таким образом существует потребность в альтернативных процессах, посредством которых обеспечивалась бы возможность получения полов, содержащих поверхности с более глубоким тиснением.
Целью настоящего изобретения является создание способа изготовления субстратов, содержащих декор, сформированный посредством цифровой печати, содержащий глубокие тисненые рельефы/тисненые изображения.
Целью настоящего изобретения также является создание способа изготовления таких субстратов, на которых обеспечивается возможность воспроизведения изображений хорошего качества.
Целью настоящего изобретения также является создание способа изготовления таких субстратов, которые имеют улучшенный естественный внешний вид.
Раскрытие изобретения
Настоящее изобретение относится к способу изготовления декоративных субстратов на древесноволокнистой основе, включающему этапы:
a) механическое тиснение субстрата для формирования тисненой поверхности;
b) нанесение грунтовки на тисненую поверхность субстрата;
c) сушку или термофиксацию грунтового покрытия на тисненой поверхности для формирования базового слоя;
d) цифровую печать декора на базовом слое с использованием жидкой типографской краски и
e) сушку или термофиксацию жидкой типографской краски, составляющей цифровой печатный декор.
Субстраты могут быть, в частности, выбраны из группы, состоящей из панелей и плит.
Предпочтительно используют плиты на древесной основе, в частности, древесноволокнистые плиты.
В одном варианте осуществления субстраты выбирают из группы, состоящей из ХДФ, МДФ, картона и древесно-пластикового композита (ДПК). В частности, субстрат представляет собой ХДФ.
В случае изготовления панелей для настила пола, древесноволокнистые плиты с напечатанным декором, полученные согласно предложенному способу, разрезают для формирования готовой панели для настила пола, площадь поверхности которой предпочтительно составляет менее 0,5 м2, или даже менее 0,3 м2. До применения способа согласно изобретению, поверхность субстратов может быть заполнена слоем материала, содержащего наполнитель, для получения ровной поверхности.
По способу согласно изобретению этап a) можно осуществлять, используя гравированные тиснильные цилиндры или прессовые плиты.
В одном варианте осуществления этап тиснения (a) осуществляют с использованием горячих или холодных тиснильных цилиндров. В частности, горячие тиснильные цилиндры являются цилиндрами, нагреваемыми до температуры, составляющей от 120°C до 170°C, предпочтительно - до 150°C. В частности, холодные тиснильные цилиндры являются цилиндрами, используемыми при температуре от 20°C до 35°C.
Благоприятным образом, посредством и горячих, и холодных тиснильных цилиндров формируют рельеф на субстрате без обратной деформации субстрата.
Обычно тиснильные цилиндры могут быть гравированными тиснильными цилиндрами, посредством которых обеспечивается возможность переноса рельефа упомянутых цилиндров на субстрат. Тиснильные цилиндры могут иметь рельеф структуры поверхности, составляющий до 12 мм, предпочтительно - до 1,5 мм.
При использовании тиснильных цилиндров предпочтительно, чтобы механический этап тиснения (a) осуществлялся со скоростью транспортирования субстрата, составляющей от 5 м/мин до 20 м/мин, предпочтительно - 8 м/мин.
В одном варианте осуществления этап (a) осуществляют с использованием прессовых плит, например, на прессе с коротким циклом.
Пресс с коротким циклом предпочтительно нагревают до температуры в диапазоне от 30°C до 300°C, предпочтительно - в диапазоне от 120°C до 250°C.
Период нагрева, предпочтительно составляющий от 2 секунд до 10 минут, предпочтительно - от 2 секунд до 30 секунд, является достаточным.
По способу согласно изобретению, этап тиснения (a) благоприятным образом осуществляют непосредственно на субстрате, а не на каком-либо верхнем покрытии/верхнем слое, присутствующем на субстрате. Таким образом, тисненая поверхность благоприятным образом присутствует непосредственно на субстрате.
По способу согласно изобретению, этап тиснения (a), таким образом, осуществляют до этапа цифровой печати.
В одном варианте осуществления этап (a) осуществляют по меньшей мере с одной стороны субстрата. В частности, тисненая поверхность имеется по меньшей мере на одной стороне субстрата.
В одном варианте осуществления грунт выбирают из группы, состоящей из прозрачного или окрашенного УФ-лака, прозрачного или окрашенного УФ-масла, красителей на водной основе и их смесей. УФ грунтовой материал состоит предпочтительно, по существу, из отверждаемых под воздействием УФ-излучения лака, пигментов, отвердителя, реактивных разбавителей или радикалообразователей, используемых в качестве инициаторов образования цепи.
Пигментированная грунтовка на водной основе предпочтительно содержит по меньшей мере один пигмент яркого цвета, в частности, предпочтительно по меньшей мере один белый пигмент. Грунтовка предпочтительно является белым окрашенным УФ-лаком.
В частности, грунтовка является прозрачным УФ-лаком, известным под торговым названием UV BASE COAT (УФ БАЗОВОЕ ПОКРЫТИЕ), промышленно выпускаемым компанией Akzo Nobel; или грунтовка является окрашенным УФ-лаком, известным под торговым названием UV BASE COAT WHITE (УФ БАЗОВОЕ ПОКРЫТИЕ БЕЛОЕ), промышленно выпускаемым компанией Akzo Nobel.
В частности, грунтовка является красителем на водной основе, известным под торговым названием AQUA PIGMENTS STAIN NORDIC WHITE (Водный пигментный краситель нордический, белый), промышленно выпускаемый компанией Akzo Nobel; или прозрачное УФ-масло, известное как OIL BASE COAT (Покрытие на масляной основе), промышленно выпускаемое компанией Osmo Polyx.
Наносимое количество грунтовки, используемой по способу согласно изобретению, может составлять от 5 г/м2 до 50 г/м2, предпочтительно от 25 г/м2 до 30 г/м2.
Благоприятным образом посредством грунтовки обеспечивается возможность хорошего переноса декора внутрь тисненого изображения, например, отверстий в тисненой поверхности. Кроме того, посредством грунтовки также благоприятным образом достигают сцепления между тисненой поверхностью и цифровым печатным декором.
В одном варианте осуществления на этапе (c) субстрат, покрытый УФ-грунтовым материалом, подвергают предварительной желатинизации посредством УФ-облучения.
В одном варианте осуществления субстрат, покрытый пигментированной грунтовкой на водной основе, сушат в конвективной сушилке посредством нагрева субстрата с покрытием до температуры в диапазоне от 50°C до 90°C, предпочтительно - в диапазоне от 60°C до 80°C.
В одном варианте осуществления субстрат, покрытый пигментированной грунтовкой на водной основе, сушат в инфракрасной сушилке.
На этапе (d) субстрат, покрытый базовым слоем, подвергают цифровой печати для формирования декора.
Обычно печатаный декор представляет собой рисунок древесины. Однако также возможны и другие рисунки, например, рисунки камня, имитации паркета или фантастические рисунки. Так как цифровая печать очень многообразна, любой рисунок может быть напечатан, даже при малых количествах копий, и в течение короткого периода времени, и без потребности во внешнем провайдере, например, полиграфической компании.
На этапе (d), жидкой типографской краской может быть типографская краска на водной основе или УФ типографская краска. Типографские краски на водной основе более дешевы, чем типографские краски на растворителях. Таким образом, типографские краски на водной основе более предпочтительны для упомянутой цифровой печати.
Упомянутые технологии цифровой печати предпочтительно являются такими, посредством которых можно наносить капли типографской краски в виде точек, например, это имеет место в струйных принтерных системах Drop-on-Demand (капля по требованию).
В предпочтительном варианте осуществления субстрат во время печати имеет скорость, превышающую 10 м/мин, а лучше - превышающую 80 м/мин; или, в частности, доходящую до 150 м/мин.
В другом предпочтительном варианте осуществления субстрат лежит спокойно на месте, а печатающие головки струйной принтерной системы перемещают над субстратом.
На этапе (e) типографскую краску, составляющую печатный декор, сушат или термофиксируют. Сушку типографской краски на водной основе можно осуществлять при температуре окружающей среды или (необязательно) ее можно ускорить, используя обычные средства, например, нагреватель, вентилятор или инфракрасную сушилку. Период времени, требующийся для сушки типографской краски, зависит от ряда факторов, например, от состава типографской краски, содержания воды в ней, размера капли и, конечно, от температуры поверхности, температуры и влажности окружающего воздуха, и степени циркуляции воздуха в пространстве вблизи напечатанного декора.
В частности, УФ типографские краски термофиксируют посредством УФ-облучения.
Количество типографской краски, используемой при цифровой печати, может составлять от 5 г/м2 до 15 г/м2, предпочтительно от 6 г/м2 до 8 г/м2.
Цифровая печать предпочтительно является прямой цифровой печатью, и при ее осуществлении не требуется использование отдельного носителя в виде бумаги или волокнистой паутинки, которые накладывают на субстрат.
Согласно изобретению, декор выполняют в виде цифровой печати на базовом слое, где упомянутый базовый слой лежит на тисненой поверхности субстрата. В частности, полученные в результате декоративные субстраты, содержат тисненую поверхность, сформированную непосредственно на субстрате, где упомянутая тисненая поверхность находится под базовым слоем и декоративным слоем (декор в виде цифровой печати).
В одном варианте осуществления способ согласно изобретению дополнительно включает этап, заключающийся в:
f) покрывании декора в виде цифровой печати верхним покрытием или финишным слоем.
Верхнее покрытие предпочтительно выбирают из группы, состоящей из лаков, масел и смол. Среди масел следовало бы упомянуть, например, УФ или окислительные масла.
Верхнее покрытие предпочтительно основано на аминосмоле, например, на меламине, обеспечиваемом в виде смолы или листа. В качестве альтернативы можно также использовать полупрозрачные или прозрачные лаки.
Верхнее покрытие предпочтительно наносят на плиту в жидком состоянии, например, посредством одного или большего количества валов. Альтернативно верхнее покрытие наносят на плиту, используя листы меламина.
Упомянутое верхнее покрытие дополнительно может также содержать твердые частицы, например, окись алюминия, посредством которых повышают износостойкость поверхности готового субстрата. Это верхнее покрытие обладает более высокой износостойкостью, чем лак. Такие частицы предпочтительно вводят во все еще мокрое верхнее покрытие.
Окончательная толщина верхнего покрытия обычно составляет от 30 мкм до 300 мкм, предпочтительно - от 50 мкм до 220 мкм.
Согласно одному варианту осуществления, для повышения износостойкости верхней гладкой поверхности (поверхности, по которой ходят), наносят верхнее покрытие из полиуретана согласно технологии Kleiberit HotCoating®, и наносят УФ-лак, в частности, c помощью губчатого вала, в глубокую область тиснения. Согласно этому варианту осуществления, горячее покрытие не наносят в тисненые области, чтобы не была утрачена тисненая структура.
Технология Kleiberit HotCoating® состоит в нанесении вещества KLEIBERIT PUR HC 717 на поверхность. KLEIBERIT PUR HC 717 является твердым веществом при комнатной температуре.
В одном варианте осуществления, способ согласно изобретению дополнительно включает этап, заключающийся в:
g) сушке или термофиксации верхнего покрытия.
В частности, верхнее покрытие из УФ-материала термофиксируют посредством УФ-облучения.
Условия, требующиеся для обеспечения термофиксации верхнего покрытия, особенно покрытия на основе листов меламина, включают, в частности, обеспечение температурного диапазона, длительности воздействия и давления. Подходящие температурный диапазон, длительность воздействия и давление для термофиксации верхнего покрытия можно варьировать, так как они являются параметрами, зависящими особенно от конкретно используемых полимера и отвердителя. Однако обычно температурный диапазон от 100°C до 300°C, предпочтительно - от 120°C до 250°C, является подходящим. Нагрев в течение от 2 секунд до 10 минут, предпочтительно - от 2 секунд до 30 секунд, обычно является достаточным. Дополнительно давление от 20 кг/см2 до 60 кг/см2 является предпочтительным.
В одном варианте осуществления способ согласно изобретению дополнительно включает этап, заключающийся в:
h) обеспечении задней стороны субстрата уравновешивающей бумагой или слоем лака.
В частности, слой лака выбирают из группы, состоящей из: окрашенного УФ-лака, прозрачного УФ-лака, окрашенного УФ-масла, прозрачного УФ-масла, красителей на водной основе и их смесей.
Согласно варианту осуществления по способу согласно изобретению, этап h) состоит в обеспечении задней стороны субстрата иглопробивным войлоком из полиэфирного (ПЭ) волокна с тканой подкладкой из полипропиленового (ПП) волокна. Такой этап осуществляют для повышения поверхностной прочности и водостойкости.
В настоящее время при настилании стандартного ламината и/или паркета, между "землей" и настилом пола укладывают фольгу. Согласно этому варианту осуществления иглопробивным войлоком из ПЭ с тканой подкладкой заменяют фольгу.
В одном варианте осуществления тисненая поверхность содержит тисненые изображения, проходящие на максимальную глубину по толщине субстрата, например, до 12 мм, в частности, когда субстрат является ХДФ.
Тисненые изображения предпочтительно выбирают из группы, состоящей из отверстий, трещин, пор и их сочетаний.
Согласно изобретению, декор выполняют в виде цифровой печати на тисненой поверхности, покрытой базовым слоем.
В одном варианте осуществления декор в виде цифровой печати выполняют в точном сочетании с тиснеными изображениями. В частности, во время выполнения этапа цифровой печати, тисненую поверхность располагают под печатающими головками для того, чтобы накладывать декор в виде цифровой печати в точном соответствии с положениями тисненых изображений.
Авторами установлено, что посредством использования способа согласно изобретению благоприятным образом обеспечивается возможность настила полов с поверхностями с глубоким тиснением, а более конкретно - с поверхностями с более глубоким тиснением, чем в существующих известных полах.
Более конкретно, использование способа согласно изобретению благоприятным образом обеспечивает возможность формирования тисненой поверхности непосредственно на субстрате, а не на верхнем покрытии или верхнем слое, как это осуществляют, например, согласно типичным известным способам. Таким образом, тисненые изображения субстрата с тисненой поверхностью имеют максимальную глубину, ограниченную толщиной субстрата и не ограниченную толщиной верхнего покрытия. В частности, использование способа согласно изобретению обеспечивает возможность получения субстрата с тиснеными изображениями, имеющими максимальную глубину до 12 мм (равную толщине ХДФ), предпочтительно - от 0,8 мм до 12 мм, более предпочтительно - от 1 мм до 12 мм.
Использование способа также благоприятным образом обеспечивает возможность получения полов с хорошим качеством изображения, которые выглядят более естественно, чем существующие продукты. В частности, при использовании способа обеспечивается возможность хорошего переноса декора на или внутрь тисненых изображений тисненой поверхности. Благоприятным образом достигается в высокой степени реалистичная имитация рисунка древесины.
Настоящее изобретение также относится к панели или плите для настила пола, получаемым согласно способу, раскрытому выше.
Настоящее изобретение относится к панели или плите для настила пола, содержащей:
i) тисненый, древесноволокнистый субстрат;
ii) базовый слой, нанесенный на тисненый субстрат;
iii) декор в виде цифровой печати, нанесенный на базовый слой и
iv) верхний покрывной слой, нанесенный на декор в виде цифровой печати.
В контексте данного документа, под словами «тисненый, древесноволокнистый, субстрат» понимают древесноволокнистый субстрат, содержащий тисненую поверхность, где упомянутая тисненая поверхность содержит по меньшей мере одно тисненое изображение.
В частности, тисненая поверхность расположена непосредственно на поверхности субстрата, а не на верхнем покрытии/верхнем слое.
В одном варианте осуществления субстрат подвергают тиснению на максимальную глубину по толщине субстрата. В частности, субстрат подвергают тиснению на максимальную глубину, составляющую 12 мм.
Субстрат с тисненой поверхностью предпочтительно содержит по меньшей мере одно тисненое изображение, имеющее глубину, составляющую от 1 мм до 12 мм, предпочтительно - 1 мм или 1,5 мм.
Предпочтительно, согласно настоящему изобретению, субстрат, в месте расположения тисненых изображений, подвергают тиснению по меньшей мере на глубину 0,5 мм, предпочтительно - на глубину 0,8 мм. В частности, субстрат в месте расположения тисненых изображений, подвергают тиснению на глубину, составляющую от 1 мм до 12 мм, предпочтительно - на глубину 1 мм или 1,5 мм.
Краткое описание чертежей
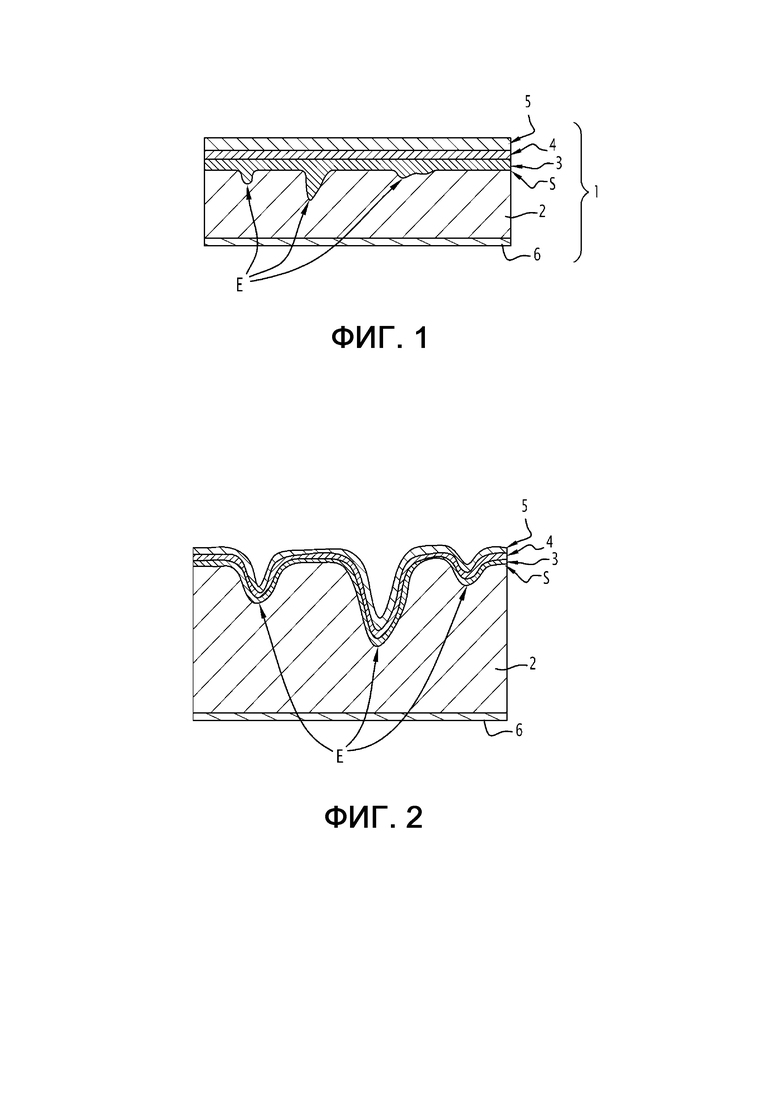
На фиг. 1 схематически представлен субстрат, изготовленный с использованием предпочтительного варианта осуществления способа согласно изобретению.
Грунтовка может быть нанесена в качестве наполнителя, и для покрывания, и для заполнения тисненых изображений на тисненой поверхности, как, в частности, показано на фиг. 1. Действительно, на фиг. 1, базовым слоем 3 покрыта вся тисненая поверхность S и, в частности, заполнены тисненые изображения E, например, отверстия, трещины, поры и их сочетания.
На фиг. 2 схематически представлен субстрат, изготовленный с использованием другого предпочтительного варианта осуществления способа согласно изобретению. На этой фиг. 2, базовым слоем 3 предпочтительно покрыты, но не заполнены тисненые изображения E тисненой поверхности S. Грунтовка предпочтительно нанесена с использованием вала с мягким резиновым покрытием (с твердостью 25 единиц по Шору, по шкале A).
Согласно предпочтительному варианту осуществления способа согласно изобретению, показанному на фиг. 1, панель 1 изготовлена следующим образом.
Субстрат 2, изготовленный из древесноволокнистой плиты высокой плотности (ХДФ), был подвержен тиснению, в частности, с использованием гравированных цилиндров или пресса с коротким циклом, для формирования тисненой поверхности на субстрате. Тисненая поверхность была покрыта реактивным составом, например, прозрачным или окрашенным УФ-лаком, прозрачным или окрашенным УФ-маслом, красителями на водной основе и их смесями, из которых был сформирован базовый слой 3.
Более конкретно, реактивный состав был затем нанесен за один этап нанесения на субстрат 2 с использованием соответствующих средств, например, с использованием вала.
Количество наносимой грунтовки, используемой по способу согласно изобретению, может составлять от 5 г/м2 до 50 г/м2, предпочтительно - от 25 г/м2 до 30 г/м2. В одном варианте осуществления субстрат, покрытый УФ-грунтовым материалом, подвергают предварительному загущению посредством УФ-облучения. В одном варианте осуществления субстрат, покрытый пигментированной грунтовкой на водной основе, подвергают сушке в конвективной сушилке посредством нагрева субстрата с покрытием до температуры в диапазоне от 50°C до 90°C, предпочтительно - до температуры в диапазоне от 60°C до 80°C. В одном варианте осуществления субстрат с покрытием из пигментированной грунтовки на водной основе сушат в инфракрасной сушилке.
Тисненую поверхность субстрата 2, покрытую таким образом базовым слоем 3, затем обеспечивают декором 4, используя цифровую печать и типографскую краску на водной основе или УФ-типографскую краску, используя, например, струйную принтерную систему Drop-on-Demand (капля по требованию). Благодаря особым свойствам базового слоя 3 обеспечивается повышенное сцепление типографской краски с субстратом 2, но при этом предотвращается чрезмерное поглощение или, в противоположность этому, слипание капель типографской краски, составляющих декор 4.
В одном варианте осуществления после печати декора 4 с использованием типографской краски на водной основе, панель 1 вводят в термокамеру и нагревают до температуры от 70°C до 250°C в течение периода от 2 секунд до 30 секунд для сушки и/или термофиксации капель типографской краски, составляющих декор 4. В одном варианте осуществления УФ-типографские краски термофиксируют посредством УФ-облучения.
Позднее декор, нанесенный на панель 1, защищают посредством нанесения верхнего покрытия 5, особенно - на основе аминосмолы, в частности, меламиновой смолы. Такую смолу можно наносить на панель 1 в жидком состоянии, особенно - с помощью одного или большего количества валов. Альтернативно верхнее покрытие может быть нанесено на панель 1 в твердом состоянии, особенно - в виде одного или большего количества листов. Размеры листа верхнего покрытия выбирают согласно размерам панели. В качестве примера, лист верхнего покрытия имеет длину 2620 мм, ширину - 2070 мм и массу 1 м2 150 г.
После сушки, если использовали смолу, верхнее покрытие подвергают операции прессования с давлением около 60 кг/см2 при температуре от 100°C до 300°C в течение периода времени 10 секунд. Если требуется, типографская краска на водной основе может быть также термофиксирована во время этого этапа. После термофиксации базовый слой 3 обладает значительными адгезивными свойствами, сохраняя, однако, при этом его эластичность и гибкость. Таким образом, сцепление между различными слоями панели 1 усиливают, и риск расслоения, особенно - под нагрузкой, сокращается.
В частности, верхнее покрытие из УФ-материала термофиксируют посредством УФ-облучения.
Окончательная толщина верхнего покрытия 5 обычно составляет от 2 мкм до 100 мкм, предпочтительно - от 5 мкм до 50 мкм. В случае изготовления панелей для настила пола, у панелей могут быть сформированы профилированные краевые области либо до, либо после осуществления способа согласно изобретению.
Задняя сторона панели может быть дополнительно защищена посредством наложения подходящего защитного слоя 6, например, из уравновешивающей бумаги или из подходящего лака.
Изобретение относится к способу изготовления декоративных субстратов на основе древесных волокон, включающему: a) механическое тиснение субстрата для формирования тисненой поверхности, при этом тиснение выполняют непосредственно на субстрате без присутствующего на нем какого-либо верхнего покрытия или верхнего слоя; b) нанесение грунтовки на тисненую поверхность субстрата; c) сушку или термофиксацию грунтового покрытия на тисненой поверхности для формирования базового слоя; d) цифровую печать декора на базовом слое с использованием жидкой типографской краски и e) сушку или термофиксацию жидкой типографской краски, составляющей цифровой печатный декор. 12 з.п. ф-лы, 2 ил.
1. Способ изготовления декоративных субстратов на древесноволокнистой основе, включающий в себя следующие этапы:
a) механическое тиснение субстрата для формирования тисненой поверхности;
b) нанесение грунтовки на тисненую поверхность субстрата;
c) сушку или термофиксацию грунтовки, нанесенной на тисненую поверхность для формирования базового слоя;
d) нанесение декора посредством цифровой печати на базовый слой с использованием жидкой типографской краски и
e) сушку или термофиксацию жидкой типографской краски, составляющей декор в виде цифровой печати,
при этом этап а) выполняют непосредственно на субстрате без присутствующего на нем какого-либо верхнего покрытия или верхнего слоя.
2. Способ по п. 1, согласно которому субстраты выбирают из группы, состоящей из панелей и плит.
3. Способ по п. 1, согласно которому субстраты выбирают из группы, состоящей из ХДФ, МДФ, картона и ДПК.
4. Способ по п. 1, согласно которому этап a) осуществляют с использованием гравированных тиснильных цилиндров или прессовых плит.
5. Способ по п. 1, согласно которому грунтовку выбирают из группы, состоящей из прозрачного или окрашенного УФ-лака, прозрачного или окрашенного УФ-масла, красителей на водной основе и их смесей.
6. Способ по п. 1, согласно которому цифровую печать на этапе d) осуществляют, используя струйную принтерную систему Drop-on-Demand (капля по требованию).
7. Способ по п. 1, согласно которому этап d) осуществляют, используя УФ-типографскую краску или типографскую краску на водной основе.
8. Способ по п. 1, дополнительно включающий в себя этап f), заключающийся в покрывании декора в виде цифровой печати верхним покрытием.
9. Способ по п. 8, согласно которому верхнее покрытие выбирают из группы, состоящей из лаков, масел и смол.
10. Способ по п. 8, дополнительно включающий в себя этап g), заключающийся в:
сушке или термофиксации верхнего покрытия.
11. Способ по п. 1, дополнительно включающий в себя этап h), заключающийся в:
обеспечении задней стороны субстрата уравновешивающей бумагой или слоем лака.
12. Способ по п. 1, согласно которому тисненая поверхность содержит тисненые изображения, проходящие на максимальную глубину по толщине субстрата.
 13. Способ по п. 1, согласно которому декор в виде цифровой печати выполняют в точном сочетании с тиснеными изображениями.
13. Способ по п. 1, согласно которому декор в виде цифровой печати выполняют в точном сочетании с тиснеными изображениями.
| US 2007283648 A1, 13.12.2007 | |||
| WO 03084760 A1, 16.10.2003 | |||
| WO 2009013580 A2, 29.01.2009 | |||
| Комбинированный источник магнитного поля для термомагнитной обработки тороидальных сердечников | 1987 |
|
SU1479524A1 |
| ПОЛУЧЕНИЕ КОНЪЮГАТА АНТИТЕЛО-ЛЕКАРСТВЕННОЕ СРЕДСТВО И ЕГО ЛИОФИЛИЗАЦИЯ | 2018 |
|
RU2789476C2 |

