Изобретение относится к способу демонтажа усилительного элемента детали, такой как лопатка турбомашины, а также к оборудованию, позволяющему осуществлять такой способ.
Чтобы уменьшить вес и снизить стоимость некоторых лопаток, в частности лопаток направляющего аппарата вторичного потока, как правило, лопатки выполняют из композиционного материала. Поскольку эти лопатки должны выдерживать эрозионный износ и сильные удары вследствие прохождения и трения воздуха и молекул воды, а также столкновений с частицами или посторонними телами, которые могут попадать в двигатель, то на уровне их передних кромок их защищают при помощи металлических усилительных элементов, закрепляемых на перьях лопаток.
Лопаточный направляющий аппарат вторичного потока турбомашины содержит две коаксиальные кольцевые обечайки, соответственно внутреннюю и наружную, между которыми расположены по существу радиальные лопатки. Каждая из этих лопаток имеет кривизну, которая не является постоянной по всей ее высоте или радиальному размеру относительно продольной оси направляющего аппарата, поэтому профиль ее передней кромки может меняться вдоль ее высоты. Например, в частном случае выполнения передняя кромка каждой лопатки направляющего аппарата может иметь семь разных профилей.
В настоящее время переднюю кромку лопатки этого типа можно усилить при помощи металлического усилительного элемента, который накладывают и приклеивают на расположенной выше по потоку продольной кромке пера лопатки. Однако эта технология имеет недостатки. Действительно, этап приклеивания является относительно долгим и добавляется к различным этапам изготовления лопатки. Кроме того, качество и надежность приклеивания трудно контролировать, поэтому существует риск отсоединения усилительного элемента, что может представлять собой опасность во время работы.
Кроме того, в случае износа или удара может понадобиться снять и заменить усилительный элемент лопатки новым во время операции обслуживания. Однако, учитывая, что приклеенный усилительный элемент является несъемным, для его снятия его необходимо разрушить в ходе длительной и сложной операции, которая может привести к повреждению пера. С учетом степени неконтролируемого повреждения пера во время этой операции и условий полимеризации клея, которые влияют на состояние материала пера во время склеивания, число ремонтов усилительного элемента лопатки во время ее эксплуатации оказывается ограниченным.
Изобретение призвано предложить простое, эффективное и экономичное решение этих проблем известных технических решений.
В частности, изобретение относится к лопатке турбомашины, содержащей перо и, по меньшей мере, один элемент усиления кромки пера, в частности его передней кромки и/или его задней кромки, при этом усилительный элемент или каждый усилительный элемент покрывает или образует вышеупомянутую кромку пера и проходит по существу по всему продольному размеру этой кромки, отличающейся тем, что усилительный элемент закреплен на пере съемным образом и содержит средства упругого защелкивания, взаимодействующие с комплементарными средствами пера.
Усиленная кромка пера может быть его передней кромкой, его задней кромкой и даже другой кромкой пера, такой как кромка вершины пера.
Таким образом, усилительный элемент крепят на пере лопатки путем упругого защелкивания, что позволяет производить его демонтаж, например, чтобы заменить новым, во время операции технического обслуживания, причем эта операция является более простой и менее продолжительной, чем в известных технических решениях. Лопатка в соответствии с изобретением может претерпевать несколько ремонтов с заменой в течение своего срока службы без риска ее повреждения, что является более экономичным решением по сравнению с предшествующим уровнем техники. Кроме того, известный этап приклеивания, надежность которого вызывает сомнение, не применяют, что позволяет устранить вышеуказанные недостатки, связанные с использованием клея.
Согласно другому отличительному признаку изобретения усилительный элемент выполнен посредством удлиненного профиля в виде направляющей с сечением по существу U-образной, V-образной или С-образной формы и содержит на своей внутренней поверхности средства, выполненные в виде выступа или впадины и взаимодействующие со средствами пера по существу комплементарной формы для удержания усилительного элемента на пере. Во время упругого защелкивания проем профиля увеличивается, что создает упругие деформации усилительного элемента, в частности, на уровне его средней части.
Усилительный элемент может быть элементом, содержащим две боковые стенки, соединенные между собой средней стенкой, образующей вышеупомянутую кромку пера. Во время монтажа профиля боковые стенки раздвигаются друг от друга, обеспечивая захождение средств защелкивания в пазы пера. Каждая боковая стенка может содержать на своей внутренней поверхности один или несколько продольных буртиков или выступов, заходящих в продольные пазы или отверстия пера. Каждая боковая стенка может содержать два буртика этого типа, чтобы предупреждать риск разрыва этого или этих буртиков во время работы.
В варианте выполнения изобретения свободная продольная кромка каждой боковой стенки загнута внутрь и в направлении средней стенки и образует один из вышеупомянутых продольных буртиков.
В варианте каждый продольный буртик имеет наклон относительно нормали к соответствующей боковой стенке внутрь и в направлении средней стенки.
Предпочтительно продольный паз или каждый продольный паз, находящийся со стороны корытца пера, смещен в направлении выше по потоку или в направлении ниже по потоку относительно продольного паза, находящегося со стороны спинки пера. Таким образом, пазы, находящиеся с одной стороны пера, не находятся напротив пазов, находящихся с другой стороны пера (относительно средней плоскости, проходящей через продольную ось пера), что ограничивает механическое ослабление пера и снижает риск появления трещин между пазами.
Вышеупомянутая кромка пера может содержать волокнистую структуру, в которой выполнены отверстия или пазы или которые ограничивают эти отверстия или пазы вместе с остальной частью пера. В случае, когда перо не содержит волокнистой структуры, вышеупомянутую волокнистую структуру можно наложить и закрепить на расположенной выше по потоку или ниже по потоку продольной кромке пера при помощи любой соответствующей технологии. В случае, когда перо содержит волокнистую структуру, вышеупомянутая волокнистая структура может быть образована волокнистой структурой пера. Волокнистая структура этого типа предназначена для пропитки соответствующей смолой, которая должна заполнить межволоконные пустоты и связать волокна между собой.
В примере выполнения изобретения, по меньшей мере, одна из боковых стенок усилительного элемента содержит отверстие или пространство, такое как вырез, открытый наружу, для вставления инструмента при демонтаже усилительного элемента.
Предпочтительно монтажные зазоры между усилительным элементом и пером, по меньшей мере, частично заполнены уплотнением или покрытием, например, в виде покрывающей пленки или краски, которое покрывает, по меньшей мере, часть поверхности пера, которая должна быть покрыта усилительным элементом.
Изобретение относится также к направляющему аппарату для вторичного потока турбомашины, содержащему две коаксиальные кольцевые обечайки, соответственно внутреннюю и наружную, между которыми проходят по существу радиальные лопатки, отличающемуся тем, что лопатки являются описанными выше лопатками.
Объектом изобретения является также способ демонтажа усилительного элемента детали, при этом упомянутый усилительный элемент закреплен съемным образом на детали и содержит средства упругого защелкивания, взаимодействующие с комплементарными средствами детали, при этом способ содержит следующие этапы:
- крепят, по меньшей мере, один металлический штырь на одной боковой стенке усилительного элемента и, по меньшей мере, один другой металлический штырь на другой боковой стенке усилительного элемента, причем эти штыри проходят по существу перпендикулярно к боковым стенкам, на которых их крепят,
- штыри удаляют друг от друга, чтобы раздвинуть боковые стенки усилительного элемента и отсоединить их средства защелкивания от комплементарных средств пера, и
- усилительный элемент снимают с пера.
Таким образом, изобретение можно применять для любого типа детали, содержащей съемный усилительный элемент, и оно не ограничивается применением только для лопатки турбомашины.
Предпочтительно штыри крепят на усилительном элементе посредством поверхностной сварки, при этом штыри используют в качестве электродов для сварки, во время которой между усилительным элементом и концом каждого штыря образуется, по меньшей мере, одна электрическая дуга, расплавляющая этот конец или присадочный металл, при этом расплавленный металл обеспечивает крепление штыря на усилительном элементе. Можно, например, применять сварку типа MIG-TIG-MAG (Metal Inert Gas - Tungsten Inert Gas - Metal Active Gas) или типа SAEE (дуговая сварка покрытым электродом). Этот способ сварки осуществляют локально и на поверхности, что не приводит к повреждению композиционной структуры вследствие повышения температуры.
Штыри можно крепить соответственно на концах двух ветвей клещей, которые используют для раздвигания штырей друг от друга.
Предпочтительно деталь является лопаткой турбомашины, содержащей перо и, по меньшей мере, один усилительный элемент кромки пера, в частности его передней кромки и/или его задней кромки, при этом усилительный элемент или каждый усилительный элемент покрывает или образует вышеупомянутую кромку пера и проходит по существу по всему продольному размеру этой кромки, при этом усилительный элемент закреплен на пере съемным образом и содержит средства упругого защелкивания, взаимодействующие с комплементарными средствами пера.
Объектом изобретения является также оборудование для осуществления вышеупомянутого способа, отличающееся тем, что содержит инструмент в виде клещей, содержащих ветви, свободные концы которых несут штыри, предназначенные для крепления сваркой на боковых стенках усилительного элемента.
Предпочтительно штыри крепят съемным образом на ветвях инструмента.
В этом случае каждая ветвь инструмента может содержать цилиндрический конец, содержащий осевую расточку, в которую вставлен корпус штыря.
Предпочтительно каждый цилиндрический конец содержит резьбовое отверстие, которое выходит внутрь расточки и в котором установлен винт осевой блокировки штыря в этой расточке.
Согласно отличительному признаку изобретения штыри выполнены из плавкого материала.
Кроме того, каждый штырь может быть соединен проводником с клеммой электрического источника.
Изобретение, его другие детали, преимущества и отличительные признаки будут более очевидны из нижеследующего описания, представленного в качестве не ограничительного примера со ссылками на прилагаемые чертежи, на которых:
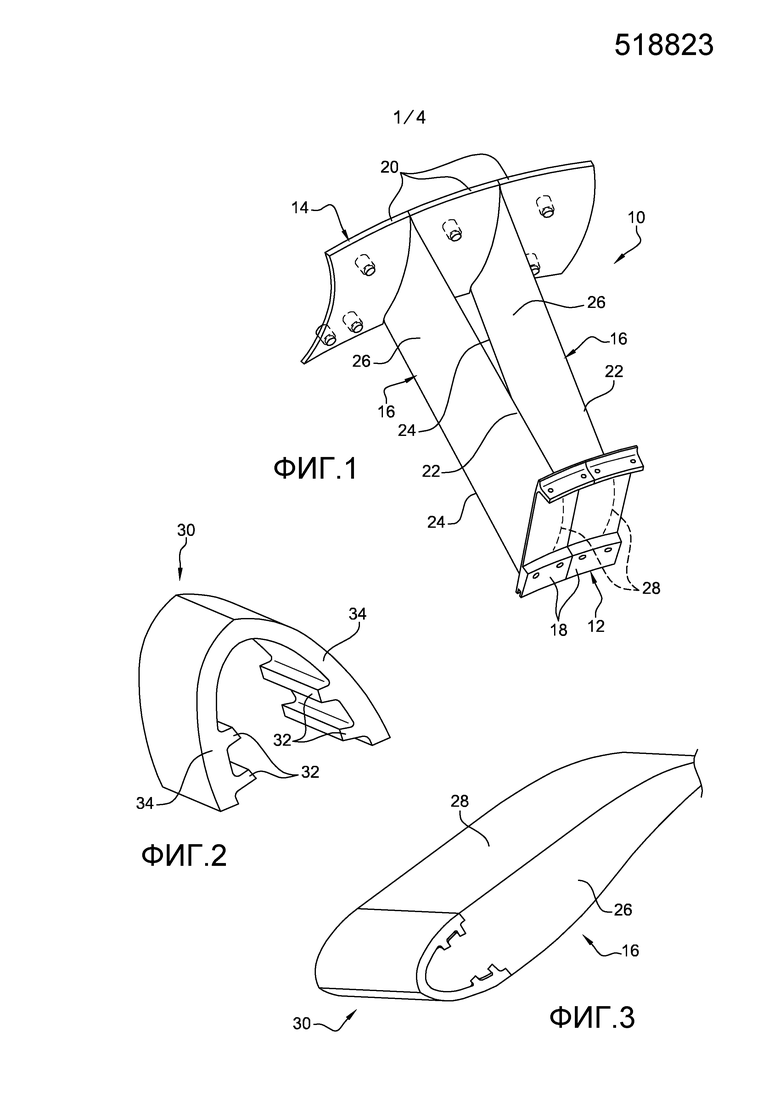
Фиг. 1 - частичный схематичный вид в перспективе направляющего аппарата для вторичного потока турбомашины.
Фиг. 2 - схематичный вид в перспективе усилительного профиля кромки лопатки.
Фиг. 3 - схематичный вид в перспективе лопатки, на передней кромке которой установлен усилительный профиль, показанный на фиг. 2.
Фиг. 4 - схематичный вид в поперечном разрезе передней кромки лопатки, показанной на фиг. 3.
Фиг. 5 - вид, соответствующий фиг. 4 и иллюстрирующий вариант выполнения.
Фиг. 6 - схематичный вид в перспективе другого усилительного профиля кромки лопатки.
Фиг. 7 - частичный схематичный вид в перспективе лопатки, на передней кромке которой установлен усилительный профиль, показанный на фиг. 6, иллюстрирующий этап способа демонтажа этого усилительного профиля при помощи инструмента.
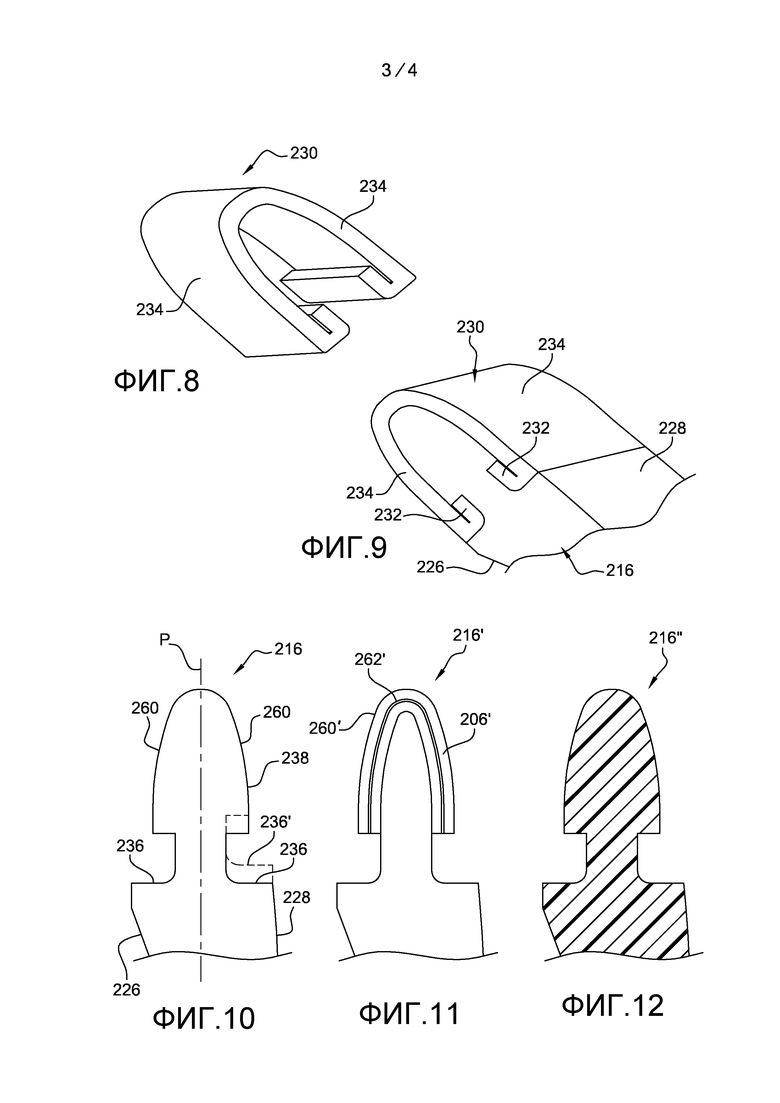
Фиг. 8 - схематичный вид в перспективе другого усилительного профиля кромки лопатки.
Фиг. 9 - частичный схематичный вид в перспективе лопатки, на передней кромке которой установлен усилительный профиль, показанный на фиг. 8.
Фиг. 10 - схематичный вид в поперечном разрезе передней кромки лопатки, показанной на фиг. 9.
Фиг. 11 и 12 - вид, соответствующий фиг. 10 и иллюстрирующий варианты выполнения.
Фиг. 13 и 14 - схематичный вид в перспективе лопатки и клещей для снятия усилительного профиля с этой лопатки после крепления сваркой штырей, иллюстрирующий этапы способа демонтажа этого усилительного профиля в соответствии с изобретением.
На фиг. 1 показана часть направляющего аппарата 10 для вторичного потока двухконтурной турбомашины, в частности двухконтурного турбореактивного двигателя.
Этот направляющий аппарат 10 содержит две коаксиальные кольцевые обечайки, соответственно внутреннюю 12 и наружную 14, расположенные одна внутри другой и соединенные между собой по существу радиальными лопатками 16. В представленном примере каждая из лопаток 16 соединена своим радиально внутренним концом с внутренней площадкой 18, образующей сектор внутренней обечайки 12, а ее радиально наружный конец является свободным и предназначен для установки между двумя смежными наружными площадками 20, образующими сектора наружной обечайки 14.
Каждая лопатка 16 содержит перо, имеющее расположенную выше по потоку переднюю кромку 22 и расположенную ниже по потоку заднюю кромку 24 газов вторичного потока. Каждая лопатка 16 имеет изогнутую форму и содержит корытце 26 и спинку 28. Кривизна лопаток 16 может меняться вдоль их высоты или радиального размера (относительно продольной оси направляющего аппарата).
Чтобы передние кромки 22 лопаток 16 могли выдерживать износ и удары, их закрывают металлическими усилительными элементами, накладываемыми и закрепляемыми при помощи клея на перьях лопаток, в частности, когда эти лопатки выполнены из композиционного материала.
Однако технология крепления этих усилительных элементов на перьях лопаток имеет вышеуказанные недостатки.
Эти проблемы можно решить посредством съемного крепления без клея усилительных элементов на перьях лопаток, при этом каждый усилительный элемент содержит средства упругого защелкивания, взаимодействующие с комплементарными средствами, несомыми или выполненными на пере лопатки. В случае, когда усилительный элемент предназначен для защиты передней кромки пера, его устанавливают на передней кромке или расположенной выше по потоку продольной кромке пера, а в случае, когда он предназначен для защиты задней кромки пера, его устанавливают на задней кромке или расположенной ниже по потоку продольной кромке пера. Его можно использовать для усиления другой кромки пера, такой как кромка в вершине пера.
Усилительный элемент выполнен из профиля в виде направляющей, которая имеет удлиненную форму и имеет U-образное, V-образное или С-образное сечение и которая предназначена для установки посредством упругого защелкивания на передней кромке 22 или задней кромке 24 лопатки 16.
В первом варианте выполнения, показанном на фиг. 2-4, профиль 30 содержит две боковые стенки 34, предназначенные для закрывания части корытца 26 пера и части спинки 28 пера соответственно, причем эти боковые части 34 соединены между собой средней частью изогнутой формы, которая закрывает переднюю кромку пера. На боковых стенках 34 находятся средства упругого защелкивания, выполненные в виде выступов на внутренних поверхностях напротив стенок 34. Каждая стенка 34 содержит на своей внутренней поверхности два буртика или две продольные нервюры 32, параллельные между собой и направленные внутрь в сторону противоположной боковой стенки.
Профиль 30 можно выполнить из нержавеющей стали посредством механической обработки детали или посредством литья. Хотя показанный на чертежах профиль 30 имеет общую прямолинейную ориентацию, он может иметь изогнутую и даже скрученную форму, чтобы соответствовать форме передней кромки пера.
Корытце 26 и спинка 28 пера лопатки 16 содержат по два продольных паза 36 для упругого защелкивания буртика или продольной нервюры 32 профиля 30. Кроме того, перо содержит на своей расположенной выше по потоку продольной кромке небольшую выемку 38 гнезда профиля 30. Глубина этой выемки 38 (например, около 0,1 мм) по существу равна толщине профиля 30 таким образом, чтобы наружная поверхность профиля находилась на одной линии с корытцем 26 и спинкой 28 пера, как показано на фиг. 3 и 4.
Как показано на фиг. 4, каждая нервюра 32 наклонена относительно нормали к внутренней поверхности соответствующей стенки 34 (эта нормаль проходит по существу через основание этой нервюры) в сторону средней стенки, то есть в сторону выше по потоку в представленном примере. Таким образом, нервюры имеют форму, препятствующую случайному отсоединению усилительного элемента от пера.
В представленном примере нервюры 32 наклонены по отношению к боковым стенкам пазов 36. В варианте нервюры могут проходить параллельно боковым стенкам пазов.
Пазы 36 имеют форму, которая не является идеально комплементарной с формой нервюр 32, поэтому при монтаже между профилем 30 и пером существуют остаточные зазоры (фиг. 4).
Эти зазоры можно, по меньшей мере, частично заполнить уплотнением (например, силиконом) соответствующей формы или покрытием, наносимым на поверхности пера, предназначенные быть покрытыми профилем 30. Кроме того, пазы 36 со стороны корытца 26 и со стороны спинки 28 предпочтительно не находятся на одной линии против друг друга, чтобы снизить риск появления трещин между этими пазами.
В примере выполнения, показанном на фиг. 5, все поверхности пера, предназначенные быть покрытыми профилем 30, покрыты пленкой (например, из полиуретана) или краской, при этом пленка или краска предназначены для защиты материала пера и/или для поглощения энергии, связанной с ударением частиц по передней кромке пера. В варианте, только некоторые поверхности пера могут быть покрыты такой пленкой или краской, например внутренние поверхности пазов 36. В другом варианте вышеуказанные зазоры заполняют, по меньшей мере, частично деталями, например, из силикона, располагаемыми между профилем 30 и пером.
Предпочтительно пространства, проходящие между расположенными ниже по потоку продольными кромками боковых стенок 34 профиля 30 и корытцем 26 и спинкой 28 пера, заполняют материалом вышеуказанного типа для обеспечения непрерывности аэродинамического профиля пера, и предпочтительно этот материал является стойким к износу и эрозии.
Профиль 30 устанавливают на передней кромке 22 пера путем упругого защелкивания, перемещая профиль к перу от входа в направлении, по существу перпендикулярном к продольной оси лопатки. В случае, когда лопатка входит в состав направляющего аппарата, показанного на фиг. 1, усилительный элемент устанавливают на перо каждой лопатки, причем эти лопатки уже могут быть соединены с внутренней 12 и наружной 14 площадками.
На фиг. 6 представлен другой вариант выполнения, в котором усилительный профиль 130 отличается от описанного выше профиля тем, что дополнительно содержит вырезы 150 на свободных продольных кромках своих боковых стенок 134.
В представленном примере каждая боковая стенка 134 профиля содержит четыре выреза 150 (которых может быть больше или меньше), выполненные через равномерные промежутки вдоль продольной кромки этой стенки. Эти вырезы 150 выходят наружу на наружные поверхности боковых стенок и внутрь на внутренние поверхности. Сечение наружного выхода каждого выреза 150 меньше сечения внутреннего выхода этого выреза.
Эти вырезы 150 предназначены для облегчения демонтажа профиля 130, обеспечивая вставление инструмента 152, такого как стержень или отвертка (фиг. 7), в этот вырез. Таким образом, инструмент 152 вставляют между свободной продольной кромкой боковой стенки 134 профиля и пером, как показано на фиг. 7. По меньшей мере, часть инструмента 152 можно покрыть силиконом, чтобы избежать повреждения лопатки. Инструмент используют как рычаг, чтобы слегка деформировать профиль и отсоединить нервюры 132 от пазов пера и обеспечить снятие профиля. Для этого конец инструмента, противоположный штырю, перемещают в направлении ниже по потоку, то есть в сторону задней кромки лопатки (стрелка 154), пока инструмент не придет в положение опоры на корытце или спинку лопатки и пока его штырь не зайдет под боковую стенку 134 и не приподнимет ее, отводя ее от пера. После этого профиль 130 можно снять путем поступательного перемещения в сторону выше по потоку.
Вырезы 150 можно заполнить соответствующим материалом, который необходимо извлечь для обеспечения введения инструмента в эти вырезы.
В варианте можно использовать другой инструмент для демонтажа, который должен быть вставлен, по меньшей мере, в два выреза 150 профиля.
Далее со ссылками на фиг. 13 и 14 следует более подробное описание способа демонтажа профиля в соответствии с изобретением, показанного на фиг. 8 и 9. Этот способ демонтажа можно также применять для усилительного элемента, показанного на фиг. 2-5.
Показанный на фиг. 8 и 9 профиль 230 отличается от профиля, описанного со ссылками на фиг. 2-4, тем, что средства упругого защелкивания образованы свободными продольными кромками его боковых стенок 234, которые выполнены загнутыми внутрь и в сторону средней стенки таким образом, чтобы части продольного конца этих стенок имели сечение по существу U-образной формы. Каждый сложенный край образует буртик 232, расположенный на внутренней поверхности боковой стенки таким образом, что образует продольное утолщение на уровне свободной концевой части каждой боковой стенки.
Эти буртики 232 предназначены для упругого защелкивания в продольных пазах 236 этого пера, выполненных соответственно со стороны корытца 226 и спинки 228 пера.
Профиль 230 можно выполнить из металлического листа, подвергнутого горячему или холодному сгибанию. Этот профиль может иметь изогнутую и даже скрученную форму, чтобы соответствовать форме пера лопатки 216.
Корытце 226 и спинка 228 пера лопатки 216 содержат продольный паз 236 для упругого защелкивания буртика 232 профиля 230 (см. фиг. 10). Кроме того, перо содержит на своей продольной кромке выемку 238 для вставления профиля 230, причем глубина этой выемки 238 по существу равна толщине профиля 230, как было указано выше.
Пазы 236 пера могут быть расположены против друг друга относительно средней плоскости Р, по существу проходящей через продольную ось лопатки (фиг. 10). Однако предпочтительно эти пазы смещены в осевом направлении относительно друг друга (как показано пунктирной линией на фиг. 10 с пазом 236ʹ со стороны спинки 228, который смещен в сторону выше по потоку относительно паза 236 со стороны корытца 226), чтобы ограничить металлическое ослабление пера по причине небольшой толщины материала в поперечном направлении между этими пазами и чтобы ограничить риски появления трещин между этими пазами.
В данном случае пазы 236, 236ʹ имеют форму, по существу комплементарную с формой буртиков 32 профиля 230. Однако в случае, когда между профилем и пером могут появиться зазоры, эти зазоры можно заполнить, по меньшей мере, частично, как было указано выше.
Профиль 30 устанавливают на передней кромке 22 пера путем упругого защелкивания за счет перемещения профиля в сторону пера от места выше по потоку в направлении, по существу перпендикулярном к продольной оси лопатки.
Для этого боковые стенки 234 профиля можно раздвинуть при монтаже при помощи соответствующего инструмента или они могут раздвинуться автоматически во время их перемещения в сторону пера за счет скольжения их буртиков 232 по изогнутым выпуклым поверхностям 260 входных концевых частей пера.
В примере выполнения, показанном на фиг. 10, перо лопатки 216 выполнено в виде единой детали, которая содержит на своем расположенном выше по потоку конце вышеупомянутые поверхности 260 скольжения. Этот расположенный выше по потоку конец пера имеет сечение в виде гриба, основание которого меньшей толщины в поперечном сечении является зоной, в которой находятся пазы 236 для приема буртиков 232 профиля 230.
В варианте, показанном на фиг. 11, расположенный выше по потоку конец пера лопатки 216ʹ имеет в сечении стрельчатую форму, расположенная выше по потоку концевая часть которой покрыта волокнистой структурой 262ʹ, которая образует вышеупомянутые поверхности 260ʹ скольжения. Эта волокнистая структура 262ʹ имеет в сечении форму в виде U или V и посажена на расположенный выше по потоку конец пера. При монтаже буртики 232 профиля заходят за счет упругой деформации ниже по потоку от концов волокнистой структуры, которые образуют средства осевого удержания профиля 230 на пере.
Технология, показанная на фиг. 11, позволяет изменять существующие известные перья, чтобы на них можно было устанавливать профили 230 в соответствии с изобретением. Расположенные выше по потоку продольные кромки этих перьев подвергают механической обработке и каждую из них покрывают волокнистой структурой указанного типа, образующей пазы для захождения средств защелкивания профилей. В варианте лопатку, показанную на фиг. 11, можно получить в ходе одной операции при помощи одного или нескольких предварительно пропитанных слоев, укладываемых посредством драпировки на всю структуру перед термической обработкой.
В варианте, показанном на фиг. 12, перо лопатки 216ʺ отличается от варианта, показанного на фиг. 10, тем, что его материалом является волокнистая структура.
Волокнистые структуры перьев, показанных на фиг. 11 и 12, можно получить посредством тканья волокон, таких как карбоновые волокна, стекловолокна, кевларовые волокна, керамические волокна и т.д. Эти волокна необходимо пропитать смолой для обеспечения соединения между волокнами.
На фиг. 13 и 14 показаны этапы способа демонтажа профиля 230 с пера лопатки 216 при помощи инструмента 252 в виде клещей, свободные концы ветвей 270 которых несут штыри 272, предназначенные для крепления сваркой на двух боковых стенках 234 профиля соответственно. Крепление штырей сваркой производят локально на поверхности, чтобы не повредить усилительный элемент и перо.
Штыри 272 выполнены в количестве двух (но их может быть и больше). В представленном примере каждый штырь 272 расположен по существу перпендикулярно к боковой стенке 234, на которой его крепят, причем в представленном примере штыри являются по существу параллельными между собой. Каждый штырь 272 закреплен на конце ветви 270 инструмента 252, и его один конец крепят сваркой на боковой стенке 234.
В представленном примере штыри 272 закреплены съемным образом на ветвях 270 инструмента 252, при этом каждая ветвь содержит цилиндрический конец, содержащий расточку, в которую вставлен корпус штыря. Каждый цилиндрический конец содержит резьбовое отверстие, которое выходит внутрь расточки и в котором устанавливают винт 280 осевой блокировки штыря 272 в этом расточном отверстии.
Штыри 272 выполнены из плавкого материала, и их используют в качестве электродов во время сварки, которая является, например, сваркой типа MIG-TIG-MAG или SAEE. Во время такой сварки между концом каждого штыря 271 и боковой стенкой 234 образуется электрическая дуга, при этом энергия этой дуги расплавляет конец штыря, расплавленный металл 274 которого после охлаждения и затвердевания обеспечивает крепление штыря на боковой стенке. Для этого каждый штырь 272 соединяют проводником 276 с клеммой (+) электрического источника, а профиль 230 соединяют проводником 278 с противоположной клеммой (-) этого электрического источника.
Демонтаж профиля 230 можно осуществлять следующим образом. Профиль 230 соединяют проводником 278 с клеммой (-) электрического источника. Штыри 272 крепят на ветвях 270 инструмента 252, которые соединяют с клеммой (+) электрического источника. Ветви инструмента и штыри раздвигают один от другого посредством манипулирования инструментом. Лопатку 216 вставляют между ветвями инструмента, которые сдвигают, пока концы штырей не соприкоснутся с наружными поверхностями боковых стенок 234 профиля. Между каждым штырем 272 и профилем 230 появляется электрическая дуга, которая приваривает штыри к профилю, как было указано выше. Ток для сварки можно активировать либо при помощи кнопки, расположенной на клещах и доступной для оператора, либо через вынесенный блок управления. Ветви инструмента раздвигают друг от друга, что приводит к упругой деформации профиля с удалением его боковых стенок друг от друга, пока его буртики 232 не выйдут из пазов пера. После этого инструмент 252 перемещают поступательным движением в сторону, противоположную лопатке, для снятия профиля с пера.
Этот способ и это устройство демонтажа можно использовать для демонтажа профилей, показанных на фиг. 2-9.
В другом не показанном на чертежах варианте профиль имеет переменную толщину. Его боковая стенка, расположенная со стороны корытца пера, может иметь, например, более значительную толщину, чем боковая стенка со стороны спинки пера, чтобы учитывать разницы давления, действующие на эти стенки во время работы. Чем толще боковая стенка профиля, тем она жестче и тем больше она сопротивляется деформациям (таким как отслоения).
Изобретение можно применять для лопаток, отличных от лопаток направляющего аппарата вторичного потока, например для лопаток вентилятора турбомашины. Точно так же в целом изобретение не ограничивается областью лопаток турбомашины.


Способ демонтажа усилительного элемента (230) детали (216), содержащий следующие этапы: крепят, по меньшей мере, один металлический штырь (272) на одной боковой стенке (234) усилительного элемента (230) и, по меньшей мере, один другой металлический штырь (272) на другой боковой стенке (234) усилительного элемента (230), причем эти штыри (272) проходят по существу перпендикулярно к боковым стенкам (234), на которых их крепят. Штыри (272) удаляют друг от друга, чтобы раздвинуть боковые стенки (234) усилительного элемента (230) и отсоединить их средства (232) защелкивания от комплементарных средств (236) детали и усилительный элемент (230) снимают с детали (216). Изобретение направлено на снижение массы лопаток, повышение периода межремонтных работ, упрощение процесса ремонта деталей турбомашины и на повышение экономической эффективности. 2 н. и 7 з.п. ф-лы, 14 ил.
1. Способ демонтажа усилительного элемента (230) детали (216), при этом упомянутый усилительный элемент (230) закреплен съемным образом на детали (216) и содержит средства (232) упругого защелкивания, взаимодействующие с комплементарными средствами (236) детали (216), при этом способ содержит следующие этапы:
- крепят, по меньшей мере, один металлический штырь (272) на одной боковой стенке (234) усилительного элемента (230) и, по меньшей мере, один другой металлический штырь (272) на другой боковой стенке (234) усилительного элемента (230), причем эти штыри (272) проходят по существу перпендикулярно к боковым стенкам (234), на которых их крепят,
- штыри (272) удаляют друг от друга, чтобы раздвинуть боковые стенки (234) усилительного элемента (230) и расцепить их средства (232) защелкивания от комплементарных средств (236) детали, и
- усилительный элемент (230) снимают с детали (216).
2. Способ демонтажа по п. 1, отличающийся тем, что штыри (272) крепят на усилительном элементе (230) посредством сварки, при этом штыри (272) используют в качестве электродов для сварки, во время которой между усилительным элементом (230) и концом каждого штыря (272) образуется, по меньшей мере, одна электрическая дуга, расплавляющая этот конец или присадочный металл, при этом расплавленный метал (274) обеспечивает крепление штыря (272) на усилительном элементе (230).
3. Способ демонтажа по п. 1, отличающийся тем, что штыри (272) крепят соответственно на концах двух ветвей (270) клещей (252), которые используют для раздвигания штырей (272) друг от друга.
4. Способ демонтажа по п. 1, отличающийся тем, что деталь является лопаткой (216) турбомашины, содержащей перо и, по меньшей мере, один усилительный элемент (230) кромки пера, в частности его передней кромки и/или его задней кромки, при этом усилительный элемент или каждый усилительный элемент (230) покрывает или образует вышеупомянутую кромку пера и проходит по существу по всему продольному размеру этой кромки, при этом усилительный элемент (230) закреплен на пере съемным образом и содержит средства (232) упругого защелкивания, взаимодействующие с комплементарными средствами (236) пера.
5. Оборудование для осуществления способа по п. 1, отличающееся тем, что содержит инструмент (252) в виде клещей, содержащих ветви (270), свободные концы которых несут штыри (272), предназначенные для крепления сваркой на боковых стенках (234) усилительного элемента (230), при этом штыри (272) выполнены из плавкого материала.
6. Оборудование по п. 5, отличающееся тем, что штыри (272) закреплены съемным образом на ветвях (270) инструмента (252).
7. Оборудование по п. 6, отличающееся тем, что каждая ветвь (270) инструмента (252) содержит цилиндрический конец, содержащий осевую расточку, в которую вставлен корпус штыря (272).
8. Оборудование по п. 7, отличающееся тем, что каждый цилиндрический конец содержит резьбовое отверстие, которое выходит внутрь расточки и в котором установлен винт (280) осевой блокировки штыря (272) в этой расточке.
9. Оборудование по п. 5, отличающееся тем, что каждый штырь (272) соединен проводником (276) с клеммой электрического источника.
| US 0003132550 A1, 12.05.1964 | |||
| 1972 |
|
SU418618A1 | |
| ИЗОГНУТАЯ ЛОПАТКА КОМПРЕССОРА | 2000 |
|
RU2220329C2 |
| US 0005167489 A1, 01.12.1992. | |||

