Область техники, к которой относится изобретение
Данное изобретение относится к способу ремонта лопатки газотурбинного двигателя, в частности, лопатки из композиционного материала.
Уровень техники
Вентилятор газотурбинного двигателя классически содержит ротор с лопатками, например, из композиционного материала, окруженный корпусом вентилятора, содержащим внутреннюю стенку, содержащую истираемый материал, предназначенный для взаимодействия с наружными концами или концевыми частями лопаток.
В случае, когда происходят трения между концевыми частями лопаток и истираемым материалом, существует риск повреждения концевых частей лопаток, в частности, когда лопатки выполнены из композиционного материала. Такое повреждение приводит к появлению зазора между указанными концевыми частями и корпусом вентилятора, что отрицательно сказывается на характеристиках газотурбинного двигателя.
Чтобы избежать такого ухудшения характеристик, предусматривают восстановление концевых частей поврежденных лопаток. При таком восстановлении, согласно спецификациям, следует соблюдать очень малые допуски, например, порядка 0,2 мм. Согласно предусмотренному решению, в концевой части лопатки добавляют смолу, затем производят механическую обработку полимеризованной смолы по требуемому размеру. Такое решение трудно применять в случае композитных лопаток, так как зоны концевых частей лопаток, восстановленные при помощи смолы, могут проявлять тенденцию к разрушению или к отслоению во время операций механической обработки. Кроме того, такой способ требует использования дорогостоящих центров механической обработки.
Раскрытие сущности изобретения
Задачей изобретения является преодоление вышеупомянутых недостатков при помощи простого и недорогого способа.
Для этого изобретением предложен способ ремонта лопатки из композиционного материала, расположенной в так называемом осевом направлении, при этом указанная лопатка содержит корневую часть и перо, осевой конец которого, противоположный к корневой части, содержит подлежащую ремонту зону, при этом указанное перо содержит поверхность корытца и поверхность спинки, согласно изобретению способ содержит этапы, на которых:
а) помещают лопатку в инструмент,
b) позиционируют по меньшей мере первую пластинку и по меньшей мере вторую пластинку на уровне ремонтируемой концевой зоны, соответственно на поверхности корытца и на поверхности спинки пера, при этом каждая пластинка содержит осевой конец, противоположный к корневой части, проходящий в осевом направлении за пределы соответствующего конца пера и позиционируемый относительно контрольной метки инструмента, при этом указанный конец каждой пластинки определяет осевой конец ремонтируемой зоны, при этом указанные пластинки ограничивают между собой объем заполнения,
с) объем заполнения заполняют пастообразным или текучим материалом заполнения, таким как не полимеризованная смола или композитная паста-заполнитель, таким образом, чтобы материал заполнения не выходил за пределы объема заполнения,
d) производят отверждение материала заполнения посредством термической обработки или полимеризации указанного материала,
е) удаляют пластинки.
Таким образом, пластинки, определяющие объем заполнения, задают осевой размер зоны, восстанавливаемой при помощи материала заполнения. Следовательно, нет необходимости в осуществлении операции механической обработки после затвердевания материала заполнения, что позволяет избежать риска повреждения восстановленной зоны, а также использования центра механической обработки.
Инструмент может содержать опорные поверхности, образующие контрольные поверхности и взаимодействующие с корневой частью лопатки таким образом, чтобы позиционировать указанную лопатку в осевом направлении в инструменте, при этом инструмент дополнительно содержит упор, выполненный с возможностью приходить в положение опоры на корневую часть или перо лопатки, чтобы позиционировать указанную лопатку в инструменте в направлении, перпендикулярном к осевому направлению.
Упор выполнен, например, с возможностью приходить в положение опоры на заднюю кромку лопатки.
Корневую часть лопатки можно удерживать в положении опоры на указанные опорные поверхности инструмента при помощи средств блокировки. Средства блокировки могут содержать складной угольник.
Корневая часть лопатки может быть выполнена в виде ласточкина хвоста.
Этап (с) можно осуществить, когда лопатка установлена в инструменте.
Во время этапа (b) указанные пластинки можно заблокировать в положении на лопатке, при этом комплекс, образованный указанной лопаткой и пластинками, можно затем извлечь из инструмента перед этапом (с).
Пластинки можно заблокировать на лопатке, в частности, на пере, при помощи средств блокировки, например, при помощи по меньшей мере одной струбцины.
Во время этапа (b) пластинки можно позиционировать в осевом направлении относительно контрольной поверхности инструмента.
Указанная контрольная поверхность может имитировать поверхность истираемого материала, например, корпуса вентилятора газотурбинного двигателя.
Во время этапа (с) излишек материала заполнения, выходящий за пределы объема заполнения, можно удалить путем выравнивания или шабрения.
Инструмент выравнивания или шабрения может содержать гибкую часть, например, из силикона, прижимаемую к осевым концам пластинок, чтобы снять излишек материала заполнения. Таким образом, операция выравнивания или шабрения не является операцией механической обработки, и такая операция становится возможной с учетом текучего или пастообразного состояния материала заполнения во время этого этапа.
Материал заполнения можно вводить в объем заполнения при помощи шпателя.
Соответствующий конец пера, контрольная поверхность и пластинки ограничивают замкнутый объем заполнения, при этом материал вводят в указанный замкнутый объем во время этапа (с) таким образом, чтобы заполнить его полностью.
Такой способ не требует этапа выравнивания или шабрения до затвердевания материала заполнения, поскольку размеры замкнутого объема заполнения соответствуют требуемым размерам.
Материал заполнения можно вводить в объем заполнения при помощи шприца.
Материал заполнения может представлять собой термореактивную смолу.
Смола является, например, эпоксидной смолой или смолой на основе полиуретана. Например, смола может иметь наполнитель из коротких усилительных волокон, например, таких как стекловолокна длиной менее 3 мм. Смола может также иметь наполнитель из стеклянных шариков, диаметр которых составляет от 50 до 100 микрон.
Смола имеет, например, усадку менее 2%.
Указанные концы пластинок можно перекрыть запорной стенкой, чтобы замкнуть объем заполнения, при этом материал заполнения вводят или нагнетают в указанный объем заполнения, например, через отверстие.
Изобретение, его другие подробности, отличительные признаки и преимущества будут более очевидны из нижеследующего описания, представленного в качестве неограничивающего примера, со ссылками на прилагаемые чертежи.
Краткое описание чертежей
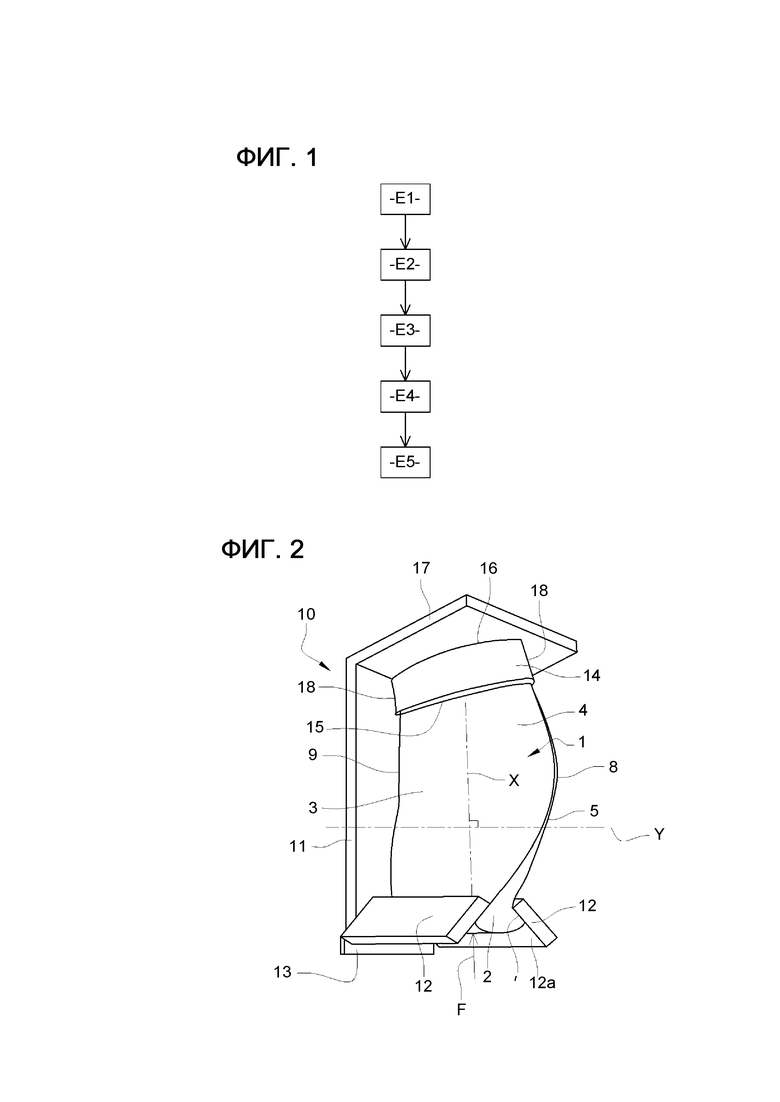
На фиг. 1 показана блок-схема различных этапов способа ремонта лопатки согласно варианту осуществления изобретения;
на фиг. 2 схематично показана лопатка, установленная в инструменте, вид в перспективе;
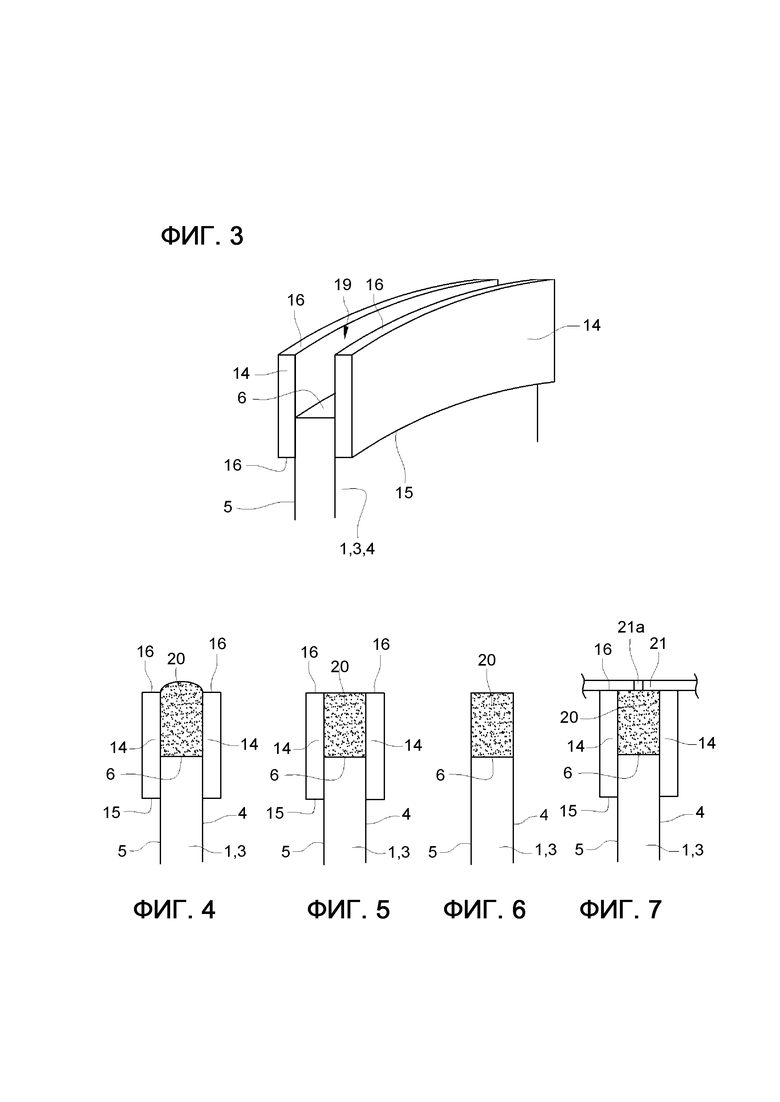
на фиг. 3 схематично показана концевая часть лопатки и пластинка, вид в перспективе;
на фиг. 4-6 схематично показаны концевые части лопатки, иллюстрирующие различные последовательные этапы осуществления способа;
на фиг. 7 схематично показана концевая часть лопатки, согласно другому варианту осуществления изобретения.
Осуществление изобретения
Фиг. 1-6 схематично иллюстрируют способ ремонта композитной лопатки 1 вентилятора для газотурбинного двигателя согласно варианту осуществления.
Лопатка 1 расположена вдоль оси Х и содержит корневую часть 2 лопатки в виде ласточкина хвоста, находящуюся в нижней части фиг. 2, и профилированное перо 3, содержащее поверхность 4 корытца и поверхность 5 спинки. Перо 3 содержит первый осевой конец, соединенный с корневой частью 2 лопатки, и второй осевой конец, называемый также концевой частью 6 (фиг. 3), противоположный к первому концу. Корневая часть 2 содержит две наклонные поверхности 7, обращенные в направлении концевой части 6 лопатки, образующие опорные поверхности, предназначенные для взаимодействия с соответствующими поверхностями диска ротора вентилятора.
Поверхности корытца 4 и спинки 5 соединяются на уровне передней кромки 8 и задней кромки 9. Передняя кромка 8 должна находиться выше по потоку относительно задней кромки 9 по отношению к направлению прохождения воздушного потока через вентилятор.
Лопатка 1 выполнена из композиционного материала, содержащего, например, волокнистую ткань, погруженную в матрицу из смолы.
Задачей заявленного способа ремонта является восстановление первоначальной геометрии концевой части 6 лопатки 1 после износа указанной концевой части 6. Восстановление концевой части 6 лопатки 1, называемое также заполнением, необходимо осуществлять с теми же размерными допусками, что и для первоначальной лопатки 1, например, порядка 0,2 мм, что заставляет, в частности, тщательно контролировать осевое расстояние между соответствующим концом 6 пера 3 и осью ротора вентилятора и, следовательно, осевое расстояние между соответствующим концом 6 пера 3 и опорными поверхностями 7 корневой части 2 лопатки.
Заявленный способ ремонта прежде всего содержит этап (Е1) позиционирования и блокировки лопатки 1 в инструменте 10.
Инструмент 10 содержит неподвижную опору 11, две опорные зоны 12 и упорный элемент 13, неподвижные относительно опоры 11.
Каждая опорная зона 12 содержит наклонную поверхность 12а, которая должна образовать опору или опорную поверхность для соответствующих опорных поверхностей 7 корневой части 2 лопатки, чтобы ограничить перемещение лопатки 1 вдоль оси Х, вверх на фиг. 2.
Выходной конец или конец, образующий заднюю кромку 9 корневой части 2 лопатки, опирается также на упорный элемент 13 инструмента 10, обеспечивая позиционирование лопатки 1 относительно инструмента 10 вдоль оси Y, перпендикулярной к оси Х.
Средства блокировки, например, такие как фланец типа складного угольника, действуют осевым усилием F, направленным вверх на фиг. 2, чтобы удерживать опорные поверхности 7 корневой части 2 лопатки на опорных поверхностях 12а опорных зон 12.
Инструмент 10 содержит также пластинки 14, прижимаемые с двух сторон зоны концевой части 6, то есть к поверхностям корытца 4 и спинки 5 лопатки 1. Форма каждой пластинки 14 адаптирована к форме поверхности корытца 4 или спинки 5 лопатки 1. Каждая пластинка 14 содержит первый осевой конец 15, обращенный к корневой части 2 лопатки, и противоположный второй осевой конец 16. Положение вторых осевых концов 16 пластинок 14 относительно остальной части инструмента 10 контролируют, например, за счет опоры указанных вторых концов 16 на опорную зону 17 опоры 11. Иначе говоря, можно контролировать осевое расстояние между опорными поверхностями 7 и вторыми концами 16 пластинок 14. Боковые края 18 пластинок 14 соединяются на уровне задней кромки 9 и передней кромки 8 концевой части 6 пера 3.
Поврежденная концевая часть 6 пера 3 и пластинки 14 ограничивают подлежащий восстановлению объем 19.
Пластинки 14 могут быть неподвижно соединены с инструментом 10 или могут быть неподвижно соединены с лопаткой 1. В этом последнем случае пластинки 14 могут быть прижаты к концевой части 6 лопатки при помощи любых соответствующих средств, например, таких как струбцины.
После этого лопатку 1 и пластинки 14 можно извлечь из инструмента 10.
Затем можно заполнить вышеупомянутый объем 19 пастообразным или текучим материалом 20 заполнения (этап Е2, фиг. 1 и 4). Этот материал 20 является, например, термореактивной смолой, например эпоксидной смолой или смолой на основе полиуретана. Смола имеет, например, наполнитель из коротких усилительных волокон, например, таких как стекловолокна длиной менее 3 мм. Смола может иметь наполнитель из стеклянных шариков, диаметр которых составляет от 50 до 100 микрон.
Излишек термореактивного материала 20 можно удалить во время этапа выравнивания или шабрения (этап Е3, фиг. 1 и 5) при помощи инструмента, который, например, может быть гибким инструментом из силикона, чтобы избежать любого повреждения пластинок 14. В частности, следует избегать изменения размера между вторыми концами 16 пластинок 14 и опорными поверхностями 7 корневой части 2 лопатки.
После этого материал 20 заполнения подвергают отверждению посредством полимеризации, например, во время этапа термической обработки (этап Е4, фиг. 1). Во время этого этапа материал заполнения имеет усадку, например, менее 2%. Положение вторых концов 16 пластинок 14 можно корректировать, чтобы учитывать или чтобы упредить такую усадку и получить, таким образом, после усадки и затвердевания требуемый размер.
Затем пластинки 14 можно снять (этап Е5, фиг. 1 и 6), чтобы получить отремонтированную лопатку 1, то есть лопатку 1 с восстановленной концевой частью 6, и чтобы вернуться к первоначальным размерам лопатки 1 с учетом размерных допусков.
Согласно другому варианту осуществления, показанному на фиг. 7, вторые концы 16 пластинок 14 можно перекрыть запорной стенкой 21, чтобы замкнуть восстанавливаемый объем 19. Материал 20 заполнения можно вводить или нагнетать в указанный объем 19, например, при помощи шприца через отверстие 21а, чтобы полностью заполнить указанный объем 19. Лопатку 1, пластинки 14 и запорную стенку 21 можно удерживать в положении на остальной части инструмента 10 во время этапа введения или нагнетания материала 20 заполнения в указанный объем.
Затем указанный материал 20 можно подвергнуть отверждению, например, посредством термической обработки, после чего восстановленную лопатку 1 можно извлечь из инструмента 10.
Изобретение относится к способу ремонта лопатки газотурбинного двигателя, в частности лопатки из композиционного материала. Способ ремонта лопатки из композиционного материала, расположенной в осевом направлении, при этом указанная лопатка содержит корневую часть и перо, осевой конец которого, противоположный к корневой части, содержит подлежащую ремонту зону, при этом указанное перо содержит поверхность корытца и поверхность спинки. Способ содержит этапы, на которых: а) помещают лопатку в инструмент, b) позиционируют по меньшей мере первую и вторую пластинки на уровне ремонтируемой концевой зоны, на поверхности корытца и на поверхности спинки пера, при этом каждая пластинка содержит осевой конец, противоположный к корневой части, проходящий в осевом направлении за пределы соответствующего конца пера и позиционируемый относительно контрольной метки инструмента, при этом указанный конец каждой пластинки определяет осевой конец ремонтируемой зоны, при этом указанные пластинки ограничивают между собой объем заполнения, с) объем заполнения заполняют пастообразным или текучим материалом заполнения, d) производят отверждение материала заполнения посредством термической обработки или полимеризации указанного материала, е) удаляют пластинки. Таким образом, пластинки, определяющие объем заполнения, задают осевой размер зоны, восстанавливаемой при помощи материала заполнения, и нет необходимости в осуществлении операции механической обработки после затвердевания материала заполнения, что позволяет избежать риска повреждения восстановленной зоны, а также использования центра механической обработки. 8 з.п. ф-лы, 7 ил.
1. Способ ремонта лопатки (1) из композиционного материала, расположенной в так называемом осевом направлении (Х), при этом указанная лопатка (1) содержит корневую часть (2) и перо (3), осевой конец которого, противоположный к корневой части (2), содержит подлежащую ремонту зону, при этом указанное перо (3) содержит поверхность (4) корытца и поверхность (5) спинки, отличающийся тем, что содержит этапы, на которых:
а) помещают лопатку (1) в инструмент (10),
b) позиционируют по меньшей мере первую пластинку (14) и по меньшей мере вторую пластинку (14) на уровне ремонтируемой концевой зоны, соответственно на поверхности (4) корытца и на поверхности (5) спинки пера (3), при этом каждая пластинка (14) содержит осевой конец (16), противоположный к корневой части (2), проходящий в осевом направлении за пределы соответствующего конца (6) пера (3) и позиционируемый относительно контрольной метки инструмента (10), при этом указанный конец (16) каждой пластинки (14) образует осевой конец ремонтируемой зоны, при этом указанные пластинки (14) ограничивают между собой объем (19) заполнения,
с) заполняют объем (19) заполнения пастообразным или текучим материалом (20) заполнения, таким как не полимеризованная смола или композитная паста-заполнитель, таким образом, чтобы материал (20) заполнения не выходил за пределы объема (19) заполнения,
d) производят отверждение материала (20) заполнения посредством термической обработки или полимеризации указанного материала (20),
е) удаляют пластинки (14).
2. Способ по п. 1, отличающийся тем, что инструмент (10) содержит опорные поверхности (12, 12а), образующие контрольные поверхности и взаимодействующие с корневой частью (2) лопатки таким образом, чтобы позиционировать указанную лопатку (1) в осевом направлении в инструменте (10), при этом инструмент (10) дополнительно содержит упор (13), выполненный с возможностью приходить в положение опоры на корневую часть (2) или перо (3) лопатки (1), чтобы позиционировать указанную лопатку (1) в инструменте (10) в направлении (Y), перпендикулярном к осевому направлению (Х).
3. Способ по п. 1 или 2, отличающийся тем, что этап (с) осуществляют, когда лопатка (1) установлена в инструменте (10).
4. Способ по п. 1 или 2, отличающийся тем, что во время этапа (b) указанные пластинки (14) блокируют в положении на лопатке (1), при этом комплекс, образованный указанной лопаткой (1) и пластинками (14), извлекают затем из инструмента (10) перед этапом (с).
5. Способ по одному из пп. 1-4, отличающийся тем, что во время этапа (b) пластинки (14) позиционируют в осевом направлении относительно контрольной поверхности инструмента (10).
6. Способ по одному из пп. 1-5, отличающийся тем, что во время этапа (с) излишек материала (20) заполнения, выходящий за пределы объема (19) заполнения, удаляют путем выравнивания или шабрения.
7. Способ по одному из пп. 1-6, отличающийся тем, что соответствующий конец (6) пера (3), контрольная поверхность и пластинки (14) ограничивают объем (19) заполнения, при этом материал (20) вводят в указанный замкнутый объем (19) во время этапа (с) таким образом, чтобы заполнить его полностью.
8. Способ по одному из пп. 1-7, отличающийся тем, что материал (20) заполнения представляет собой термореактивную смолу.
9. Способ по одному из пп. 1-8, отличающийся тем, что указанные концы (16) пластинок (14) перекрывают запорной стенкой (21), чтобы замкнуть объем (19) заполнения, при этом материал (20) заполнения вводят или нагнетают в указанный объем (19) заполнения.
| US 2001054473 A1, 27.12.2001 | |||
| US 8146250 B2, 03.04.2012 | |||
| WO 2013137964 A2, 19.09.2013 | |||
| WO 2017158037 A1, 21.09.2017 | |||
| US 8925200 B2, 06.01.2015 | |||
| КОМПОЗИЦИОННАЯ ЛОПАТКА ТУРБОМАШИНЫ | 2007 |
|
RU2350757C1 |

