Данное изобретение относится к устройству, системе и способу для сортировки стержнеобразных элементов, в частности, составляющих отходы сигаретного производства, например, сигареты или их компоненты.
При производстве сигарет некоторые сигареты не удовлетворяют требованиям к уровню качества. Уже давно назрела необходимость в решении проблемы, которая заключается в обеспечении возможности возврата табака, содержащегося в нестандартных сигаретах, для его повторного использования.
В документе US 3404688 раскрыто устройство для вскрытия элементов, содержащих часть со сдвоенным фильтром и две части с табаком, так называемых «сдвоенных сигарет». Такие элементы должны быть вскрыты, если содержащие табак части не должным образом заполнены табаком.
О другом устройстве для вскрытия нестандартных «сдвоенных» или «единичных» сигарет известно из документа US 3233613.
В документе US 5076291 приведено описание устройства для отрезания фильтров от нестандартных единичных сигарет, подачу которых на транспортер выполняет вибрационное подающее устройство неупорядоченным способом. Данные сигареты транспортируют так, что их оси расположены поперек движения транспортировки с тем, чтобы обеспечить выталкивание их фильтров для отрезания.
В документе DE 1106227 представлено устройство для отрезания частей, содержащих фильтры, от содержащих табак частей, в котором данные сигареты должны быть расположены так, что их фильтры обращены в одном и том же направлении в зависимости от положения отрезающего дискового ножа.
Однако в данной области техники не известно об устройствах, которые могут обеспечить возможность сортировки стержнеобразных бракованных элементов, состоящих из совокупности различных типов элементов, т.е. как единичных, так и сдвоенных сигарет, а также отдельных частей, содержащих фильтр и табак. С другой стороны, из документа DE 2011125 B известно устройство для сортировки огурцов по их длине. В указанном устройстве зигзагообразные толкатели смещают огурцы, расположенные под определенным углом, вдоль отверстия с увеличивающейся шириной, при этом указанные огурцы падают в соответствующие отсеки.
Задача данного изобретения заключается в обеспечении устройства и системы для сортировки стержнеобразных бракованных элементов, изготавливаемых на различных этапах процесса производства сигарет.
Другая задача данного изобретения заключается в обеспечении способа для сортировки стержнеобразных бракованных элементов посредством устройства и системы в соответствии с данным изобретением.
В соответствии с данным изобретением предлагается устройство для сортировки стержнеобразных элементов, в частности, составляющих отходы сигаретного производства, где элементы имеют фиксированные различные длины, содержащее сортировочный транспортер, расположенный под определенным углом к горизонтали, причем указанный транспортер содержит продольный просеивающий компонент, над которым расположена по меньшей мере одна планка толкателя с возможностью перемещения вдоль просеивающего компонента, при этом указанная по меньшей мере одна планка толкателя расположена поперек направления перемещения транспортера и предназначена для смещения указанных элементов вверх вдоль просеивающего компонента, причем указанные смещаемые элементы расположены по существу вдоль планок толкателя.
Устройство в соответствии с данным изобретением характеризуется тем, что просеивающий компонент содержит по меньшей мере одну просеивающую секцию в виде сквозного отверстия в транспортере, причем указанное отверстие разделено наклонными рейками на по меньшей мере две соседние сквозные подсекции, причем ширина указанных подсекций в соответствующих секциях, измеряемая в направлении, параллельном планкам толкателя, является одинаковой, при этом рейки каждой секции расположены по существу под одинаковым острым углом к планкам толкателя, указанная ширина является различной в каждой секции, указанные ширина и длина каждой секции выбраны конкретно для одной выбранной длины стержнеобразных элементов так, что только стержнеобразные элементы, имеющие длину, которая меньше или равна одной выбранной длине, проходят через подсекции данной секции, будучи ориентированы вдоль планок толкателя.
Предпочтительно в каждой секции ширина подсекций больше, чем половина одной выбранной длины, и меньше, чем половина следующей большей длины стержнеобразных элементов, тогда как длина этой секции по меньшей мере равна половине одной выбранной длины стержнеобразного элемента, умноженной на тангенс угла наклона реек в этой секции.
Стержнеобразные элементы предпочтительно имеют от одной до двух содержащих фильтры частей и/или от одной до двух содержащих табак частей, при этом просеивающий компонент содержит четыре просеивающие секции, причем ширина подсекций первой секции больше половины длины двух содержащих фильтры частей и меньше половины длины содержащей табак части, ширина подсекций второй секции больше половины длины одной содержащей табак части и меньше, чем объединенная длина одной содержащей табак части и одной содержащей фильтр части, ширина подсекций третьей секции больше половины объединенной длины одной содержащей табак части и одной содержащей фильтр части и меньше объединенной длины одной содержащей табак части и двух содержащих фильтр частей, ширина подсекций четвертой секции больше объединенной длины одной содержащей табак части и двух содержащих фильтр частей и меньше половины объединенной длины двух содержащих табак частей и двух содержащих фильтр частей.
Предпочтительно углы наклона реек во всех секциях являются одинаковыми.
Углы наклона реек могут уменьшаться в каждой последующей секции.
Предпочтительно длины во всех секциях являются одинаковыми.
Указанные длины также могут увеличиваться в каждой последующей секции.
Предпочтительно планки толкателя разнесены на фиксированные промежутки так, что они образуют между собой отсеки, более широкие, чем диаметр обычной сигареты.
Кроме того, предпочтительно угол наклона сортировочного транспортера больше 10°, предпочтительнее больше 20°.
В соответствии с данным изобретением предлагается система для сортировки стержнеобразных элементов, в частности, составляющих отходы сигаретного производства, содержащая сортировочное устройство в соответствии с данным изобретением, причем над нижним концом сортировочного устройства расположен подающий лоток, а под каждой просеивающей секцией расположены отдельные приемные средства, причем каждое из приемных средств обеспечивает сбор стержнеобразных элементов, имеющих по меньшей мере одну выбранную длину.
Предпочтительно угол наклона сортировочного транспортера больше 10°, предпочтительнее больше 20°, при этом скорость перемещения планок толкателя над неподвижным просеивающим компонентом обеспечивает формирование только одного слоя элементов на сортировочном устройстве.
В соответствии с данным изобретением предлагается способ для сортировки стержнеобразных элементов, в частности, составляющих отходы сигаретного производства, имеющих фиксированные различные длины, в котором указанные элементы подают на сортировочный транспортер, расположенный под определенным углом к горизонтали, указанный транспортер содержит продольный просеивающий компонент, по которому и вдоль которого обеспечивают перемещение элементов вверх и вдоль просеивающего компонента посредством по меньшей мере одной планки толкателя, расположенной над транспортером, причем указанные смещаемые элементы расположены по существу поперек направления перемещения.
Указанный способ характеризуется тем, что указанные элементы просеиваются через по меньшей мере одну просеивающую секцию, выполненную в просеивающем компоненте, указанная просеивающая секция выполнена в виде сквозного отверстия в транспортере, указанное отверстие разделено наклонными рейками на по меньшей мере две соседние сквозные подсекции, указанные рейки расположены под одинаковым острым углом к планкам толкателя в каждой секции, ширина подсекций в соответствующих секциях, измеряемая в направлении, параллельном планкам толкателя, является одинаковой, указанная ширина является различной в каждой секции, указанные ширина и длина каждой секции выбраны конкретно для одной выбранной длины стержнеобразных элементов так, что только стержнеобразные элементы, имеющие длину, которая меньше или равна одной выбранной длине, проходят через подсекции этой секции, будучи расположены вдоль планок толкателя.
Предпочтительно указанные элементы просеивают через по меньшей мере одну просеивающую секцию, при этом ширина подсекций является различной в каждой секции и она больше половины одной выбранной длины и меньше половины следующей большей длины стержнеобразных элементов, тогда как длина этой секции по меньшей мере равна половине одной выбранной длины стержнеобразного элемента, умноженной на тангенс угла наклона реек в этой секции.
Устройство, система и способ в соответствии с данным изобретением создают возможность для сортировки стержнеобразных элементов по их длине простым и эффективным образом, в весьма компактном сортировочном устройстве, которое может составлять часть сортировочной системы или системы для возврата и повторного использования табака из бракованных сигарет.
Пример варианта выполнения объекта данного изобретения проиллюстрирован на чертежах, на которых:
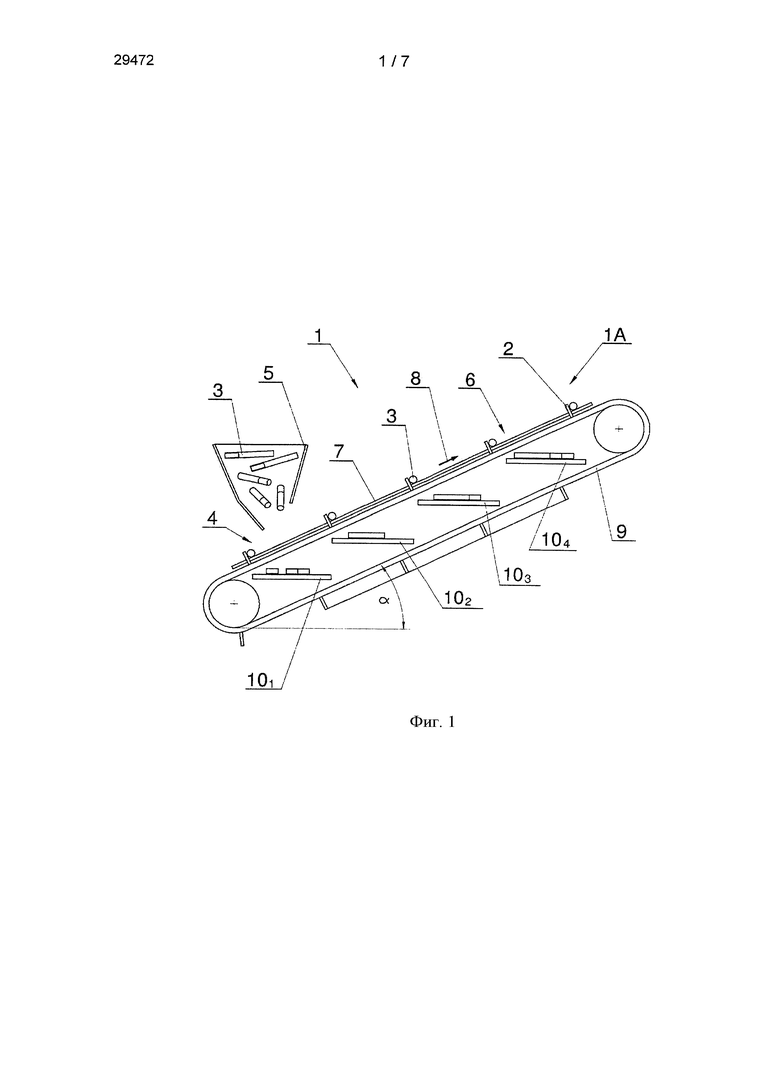
фиг.1 показывает схематически на виде сбоку сортировочную систему в соответствии с данным изобретением, содержащую устройство в соответствии с данным изобретением;
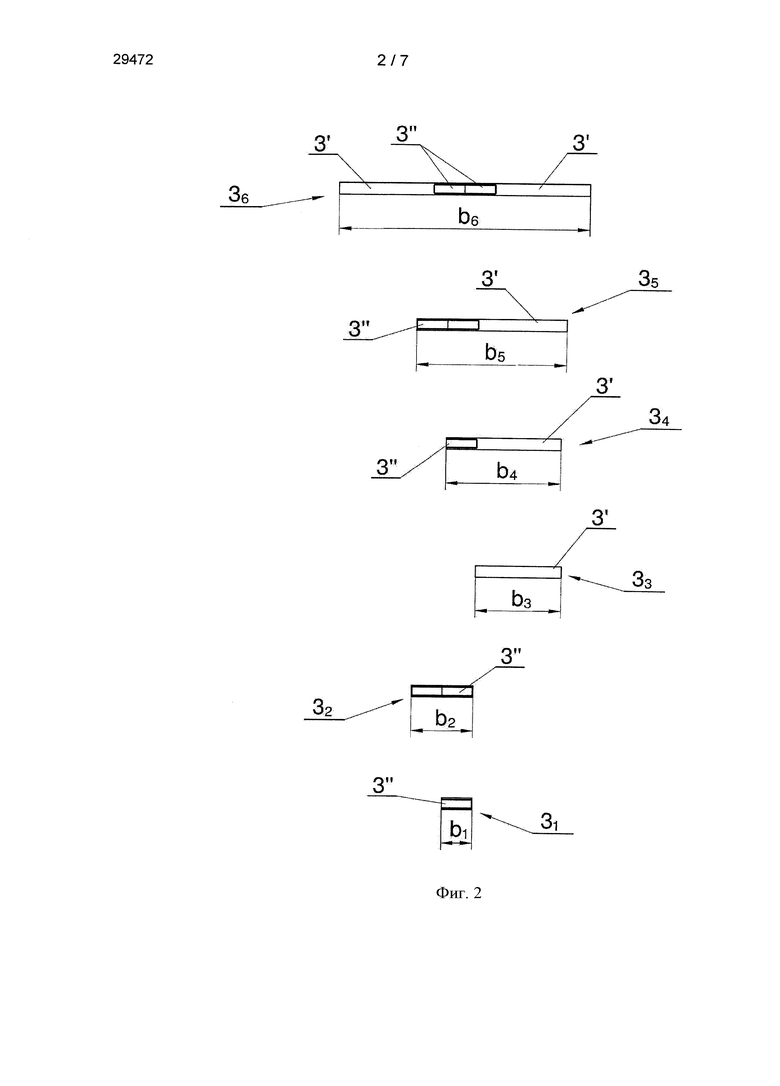
фиг.2 показывает различные типы стержнеобразных бракованных элементов;
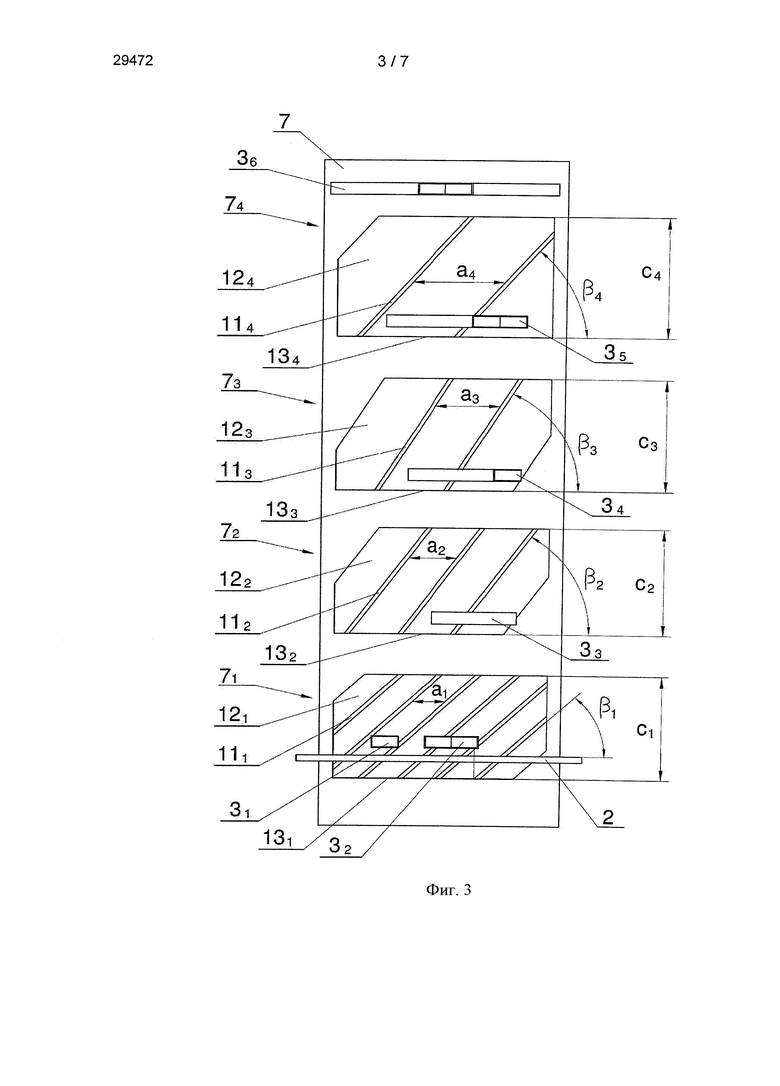
фиг.3 показывает четыре примера просеивающих секций;
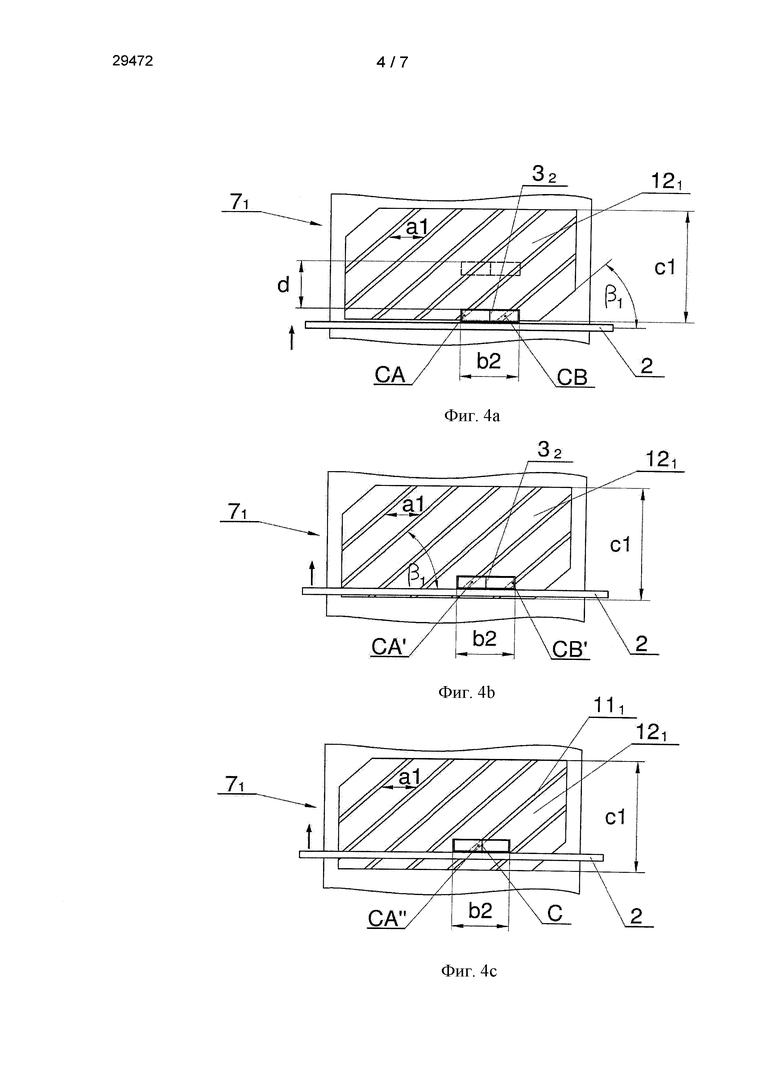
фиг.4a, b, c показывают последовательные положения одного примера стержнеобразного элемента, перемещающегося вдоль просеивающей секции, причем указанный элемент отсортировывают в этой секции;
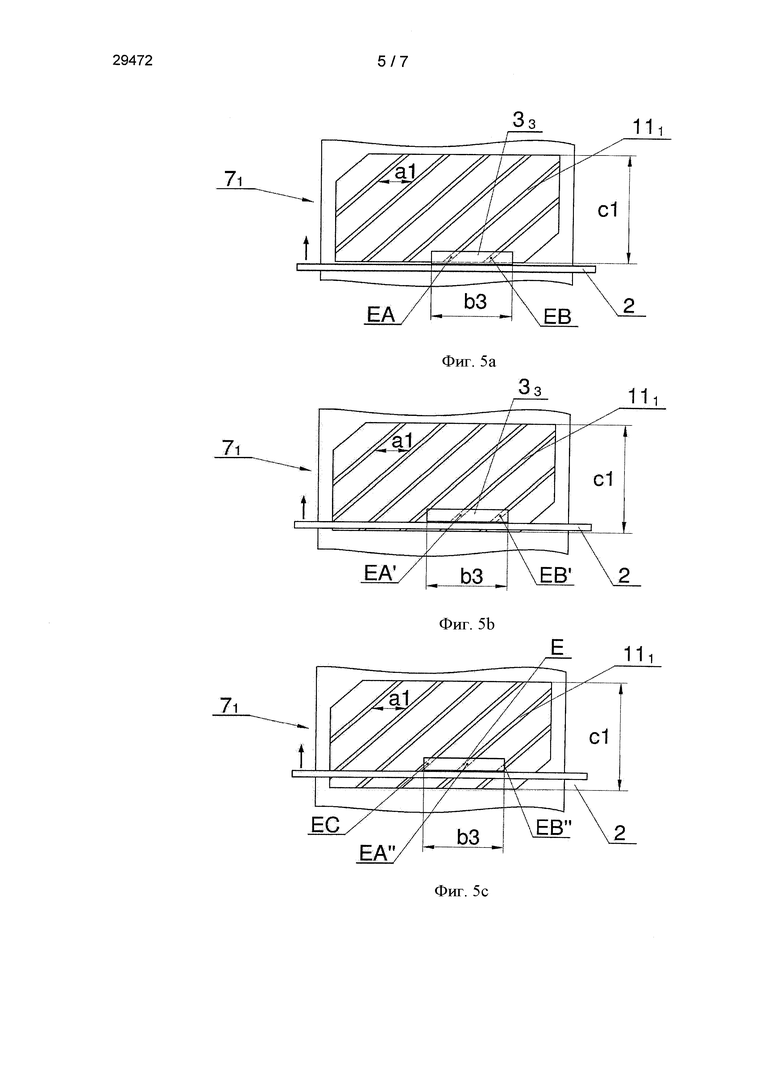
фиг.5a, b, c показывают последовательные положения другого примера стержнеобразного элемента, перемещающегося вдоль просеивающей секции, причем указанный элемент не отсортировывают в этой секции;
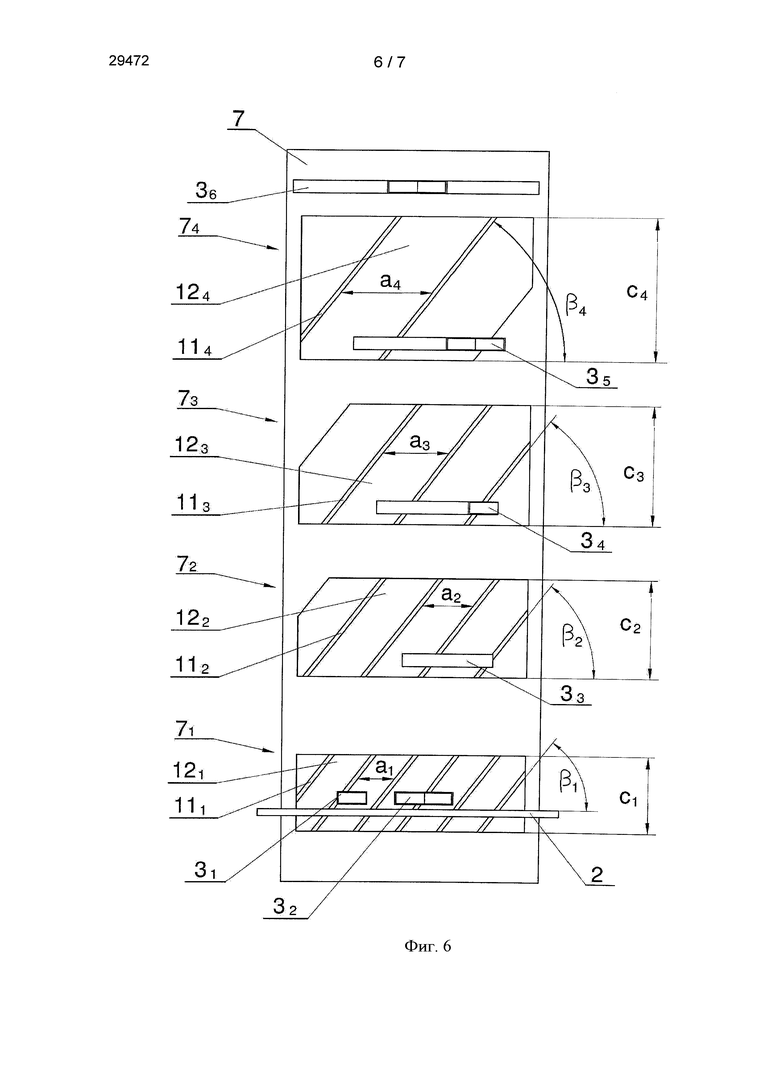
фиг.6 показывает примеры просеивающих секций, содержащих рейки, расположенные под одинаковым углом, и имеющие различные длины;
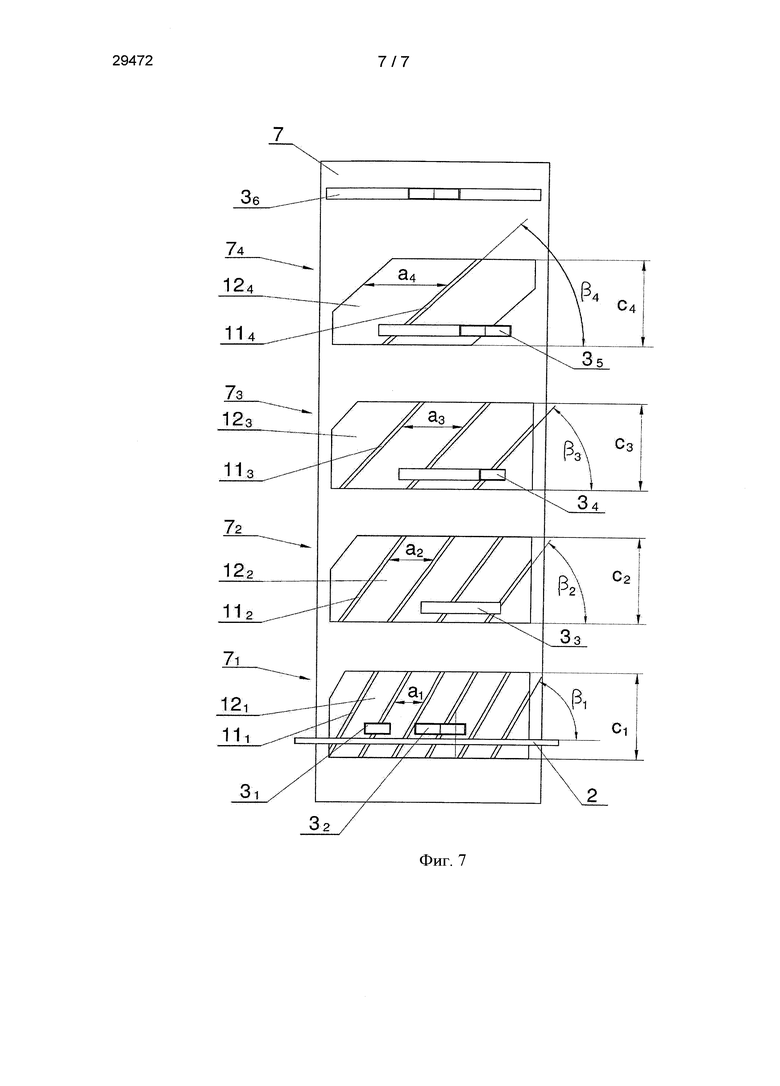
фиг.7 показывает примеры просеивающих секций, имеющих одинаковые длины, при этом указанные рейки расположены под разными углами в каждой секции.
Фиг.1 показывает схематически сортировочную систему в соответствии с данным изобретением на виде сбоку. Указанная система содержит сортировочное устройство в соответствии с данным изобретением, подающий лоток 5 и приемные средства 101, 102, 103, 104. Сортировочное устройство в соответствии с данным изобретением содержит сортировочный транспортер 1, расположенный под углом α к горизонтали, причем транспортер 1 снабжен множеством планок 2 толкателя для смещения стержнеобразных бракованных элементов 31-3n. В этом примере указанные планки 2 расположены через большие промежутки, однако они также могут быть расположены через меньшие промежутки, например, несколько превышающие диаметр обычной сигареты. Сортировочное устройство также может работать должным образом только с одной планкой толкателя. Выпускное отверстие лотка 5 расположено над нижней частью 4 транспортера 1. В лоток 5 подача бракованных стержнеобразных элементов выполняют неупорядоченным способом.
В соответствии с данным изобретением стержнеобразные элементы, в частности, составляющие отходы в сигаретном производстве, подают из лотка 5 на транспортер 1 в отсеки 6, выполненные между соседними планками 2 толкателя, при этом планки 2 толкателя перемещаются над просеивающим компонентом 7. Планки 2 толкателя перемещаются над просеивающим компонентом 7 в направлении 8 посредством приводных лент 9. Отдельные приемные средства 101, 102, 103, 104, например, контейнеры или конвейеры расположены под просеивающим компонентом 7. Приемные средства 101, 102, 103, 104 собирают отсортированные бракованные элементы, причем каждый контейнер или конвейер собирает элементы, имеющие по меньшей мере одну выбранную длину.
Фиг.2 показывает различные типы бракованных стержнеобразных элементов, составляющих отходы в сигаретном производстве. Примеры таких элементов могут включать:
элементы 31, имеющие только одну содержащую фильтр часть 3’’, имеющие длину b1,
элементы 32, имеющие две соединенные или неразделенные содержащие фильтры части 3’’, имеющие общую длину b2,
элементы 33, имеющие одну содержащую табак часть 3’, имеющие длину b3,
элементы 34, имеющие одну содержащую табак часть 3’ и одну содержащую фильтр часть 3’’, образующие полную сигарету, имеющие общую длину b4,
элементы 35, имеющие одну содержащую табак часть 3’ и две содержащие фильтры части 3’’, имеющие общую длину b5,
элементы 36, содержащие две содержащие табак части 3’ и две содержащие фильтры части 3’’, образующие две соединенные или неразделенные сигареты, имеющие общую длину b6.
Фиг.3 показывает просеивающий компонент 7, который может быть выполнен с множеством сквозных просеивающий секций 71-7m, однако в этом конкретном примере имеется четыре просеивающие секции 71-74, имеющие форму сквозных отверстий, причем каждое отверстие разделено на по меньшей мере две смежные сквозные подсекции, подсекцию 121 - в секции 71, подсекцию 122 - в секции 72, подсекцию 123 - в секции 73, подсекцию 124 - в секции 74, посредством наклонных реек 111-114, причем соответствующие бракованные стержнеобразные элементы 31-35 могут проходить через каждую подсекцию. В каждой секции соответствующие элементы 31-35 могут проходить через соответствующие подсекции 121-124, выполненные между соответствующими рейками 111-114 или между рейками и боковыми краями, окружающими соответствующие секции. Расстояния между рейками являются одинаковыми в каждой секции, при этом элементы расположены параллельно друг другу и планкам 2 толкателя во время их перемещения вдоль просеивающих секций. Соответственно, ширина а1, a2, a3, a4 подсекций в соответствующих секциях, измеряемая в направлении, параллельном планкам 2 толкателя (указанная ширина зависит от угла β1-βm наклона реек в данной секции), также является одной и той же в каждой соответствующей секции. На фиг.3 угол β1 наклона рейки 111 секции 71 измеряется относительно планки 2 толкателя, тогда как в секциях 72, 73 и 74 углы β2, β3, β4 наклона измеряют относительно нижних краев соответствующих просеивающих секций, которые по существу параллельны планкам 2 толкателя. Углы наклона реек также показаны на фиг.4 и 5. Каждая длина c1-c4 соответствующих секций регулируется относительно выбранной длины bn стержнеобразных элементов, расположенных вдоль планок 2 толкателя, которые должны пройти сквозь подсекции между рейками в данной секции. Благодаря такому расположению элементы, имеющие различные длины, отсортировываются в соответствующих секциях. Может быть предусмотрено любое количество секций 71, 72, …, 7n в зависимости от числа типов сортируемых элементов. На фиг.3 показан пример, в котором в первой просеивающей секции 71 отсортировывают элементы 31 и 32, во второй просеивающей секции 72 отсортировывают элементы 33, в третьей просеивающей секции 73 отсортировывают элементы 34, тогда как в четвертой просеивающей секции 74 отсортировывают элементы 35. Элементы 31 и 32 будут падать в приемное средство 101, расположенное под просеивающим компонентом 7, элементы 33 соответственно в приемное средство 102, элементы 34 соответственно в приемное средство 103, и элементы 35 могут быть собраны дополнительным приемным средством (не показано), имеющим форму, например, контейнера или конвейера.
Для надлежащей работы представленного устройства или системы и выполнения способа в каждой секции ширина am, или расстояние между смежными рейками или рейками и боковым краями указанных отверстий, измеряемое вдоль планок 2 толкателя, должна регулироваться так, что она должна превышать половину длины bn выбранных элементов 3n, которые должны пройти (будучи расположены вдоль планок 2 толкателя) через подсекции между рейками или рейками и боковым краем указанного отверстия. Эта ширина am также должна быть меньше половины длины bn+1 следующих более длинных элементов 3n+1, которые не должны пройти (будучи расположены вдоль планок 2 толкателя) через те же подсекции.
Кроме того, длину c1-cm каждой секции регулируют относительно ширины a1-am подсекций этой секции и угла наклона β1-βm так, что каждая секция является достаточно длинной для элементов, имеющих выбранную длину для обеспечения прохождения через эти секции. Более конкретно, места опоры элементов, имеющих заданную длину, должны изменять их положения так, чтобы эти элементы просеивались через «ячейки» в их выбранной секции.
Необходимым условием для надлежащей работы сортировочного устройства является расположение элементов 31, 32, …, 3n по существу параллельно планкам 2 во время их прохождения поверх последовательных просеивающих секций. Это требование реализуется посредством расположения транспортера и его просеивающих компонентов под углом α, который больше 10°, предпочтительно больше 20°, так что смещаемые элементы примыкают к планкам толкателя за счет силы тяжести. Предпочтительно и для большей эффективности сортировки указанные элементы образуют один слой на транспортере.
Фиг.4a, b, c схематически показывают способ перемещения стержнеобразных элементов вдоль первой просеивающей секции 71, смещаемых планками 2 толкателя, которые расположены поперек направления их перемещения. Первая просеивающая секция 71 конструктивно выполнена так, что просеиваются только элементы 31 с одной содержащей фильтр частью 3’’ и элементы 32 с двумя содержащими фильтр частями 3’’, т.е. они проходят через подсекции 121 между рейками. Расстояние a1 между соседними рейками или между рейкой и боковым краем отверстия, измеряемое вдоль планки 2 толкателя, больше половины длины b2 элемента 32. Другими словами, только элементы с длиной b2 (соответствующие элементам 32) или с меньшей длиной, например, длиной b1 будут проходить через «ячейки» секции 71. Пример элемента 32, показанный на фиг.4, расположен в начале секции 71 и поддерживается двумя рейками 111 у точек CA и CB. По мере перемещения планки 2 толкателя (в направлении, показанном стрелкой на фиг.4а-4c) точки опоры изменяют свои положения. На фиг.4b показано, что элемент 32 поддерживается у точек CA’ и CB’. Во время дальнейшего перемещения в состоянии, показанном на фиг.4c, элемент 32 имеет только одну точку опоры CA’’, и очевидно, что это кратковременное положение. Следует отметить, что точка опоры CA’’ перемещается от центра тяжести C указанного элемента по мере перемещения вперед планки 2 толкателя, при этом элемент 32 будет, в конечном счете, падать сквозь подсекцию 121. Указанный элемент будет падать вниз после его смещения на определенное расстояние в зависимости от исходного положения элемента на просеивающем компоненте.
В предельном положении элемента, поступающего в заданную секцию, как показано на фиг.4a, необходимо переместить указанный элемент на максимальное расстояние d вдоль этой секции для того, чтобы он совершил падение сквозь подсекцию 121. По вышеуказанной причине, так как она обусловлена геометрическим построением, то минимальная длина c1, c2, …, cm секции по меньшей мере равна половине длины bn стержнеобразного элемента, умноженной на тангенс соответствующего угла β1, β2-βm. В случае секции 71 ее минимальная длина равна половине длины b2, умноженной на тангенс угла β1. Кроме того, очевидно, что элементы 31 только с одной содержащей фильтр частью 3’’, имеющие длину b1, отсортировываются в секции 71, тогда как все элементы, которые длиннее элементов 31 и 32, будут смещены на дальнейшие секции, где они будут последовательно отсортированы.
Фиг.5a, b, c показывают последовательные положения другого примера стержнеобразного элемента 33, имеющего длину b3, которая больше длины b2 элемента 32. Перемещение элемента 33 вдоль секции 72 является аналогичным перемещению элемента 32 в секции 71. В начале секции элемент 33 имеет две опорные точки EA и EB. После перемещения элемента на определенное расстояние (фиг.5b) опорные точки EA и EB изменяют свое положение в направлении правой стороны чертежа и становятся точками EA’ и EB’. На фиг.5c показано, что элемент 33 был перемещен дальше и теперь поддерживается у точек EA’’ и EB’’ и дополнительно у точки EC. Элемент 33 будет перемещен по всей просеивающей секции 71 без падения сквозь ее подсекцию, так как все время он будет находиться в поддерживаемом состоянии, что делает падение невозможным. Описанная последовательность повторяется для последующих просеиваемых элементов, половина длины которых превышает ширину этой подсекции.
Фиг.6 показывает вариант выполнения просеивающего компонента, содержащего просеивающие секции 71-74, рейки и боковые края которых наклонены под одинаковыми углами β1-β4, а их длины c1-c4 отличаются, в этом варианте выполнения они постепенно увеличиваются.
С другой стороны, фиг.7 показывает еще один вариант выполнения просеивающего компонента, в котором длины c1-c4 являются одинаковыми, в то время как углы β1-β4 наклона реек и боковых краев в каждой секции отличаются, в этом варианте выполнения они постепенно уменьшаются.
Данное изобретение не ограничивается вышеописанными вариантами выполнения, при этом оно охватывает все другие варианты выполнения, на которые может распространяться прилагаемая формула изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЯГКАЯ ПАЧКА СТЕРЖНЕОБРАЗНЫХ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ, ЕЕ ВНУТРЕННЯЯ И ВНЕШНЯЯ ОБЕРТКИ | 2005 |
|
RU2355617C2 |
| СИСТЕМА И СПОСОБ ПЕРЕМЕЩЕНИЯ СТЕРЖНЕОБРАЗНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО И СПОСОБ УДЕРЖИВАНИЯ СТЕРЖНЕОБРАЗНЫХ ИЗДЕЛИЙ НА ТРАНСПОРТЕРНОЙ ЛЕНТЕ | 2014 |
|
RU2681181C2 |
| ГРОХОТ ВИБРАЦИОННЫЙ | 2012 |
|
RU2511135C2 |
| ГРОХОТ | 2013 |
|
RU2540370C1 |
| УСТРОЙСТВО для УПАКОВКИ СИГАРЕТ В ПАЧКИ | 1969 |
|
SU256675A1 |
| Устройство для укладки упаковок в тару | 1985 |
|
SU1504166A1 |
| СПОСОБ И СИСТЕМА ДЛЯ РАСПОЛОЖЕНИЯ СТЕРЖНЕОБРАЗНЫХ ЭЛЕМЕНТОВ И СИСТЕМА ДЛЯ ВОЗВРАЩЕНИЯ ТАБАКА ИЗ БРАКОВАННЫХ СИГАРЕТ | 2013 |
|
RU2604442C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕОБРАЗНЫХ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2005 |
|
RU2352228C1 |
| НАГРЕВАЕМОЕ КУРИТЕЛЬНОЕ УСТРОЙСТВО И СИСТЕМА НАГРЕВАНИЯ ТАБАКА БЕЗ ГОРЕНИЯ | 2021 |
|
RU2795593C1 |
| ГРОХОТ ВИБРАЦИОННЫЙ | 2014 |
|
RU2565315C1 |
Устройство для сортировки стержнеобразных элементов (31, 32, …, 3n), в частности, составляющих отходы сигаретного производства, где все элементы имеют фиксированные различные длины (b1, b2, …, bn), содержащее сортировочный транспортер (1), расположенный с наклоном под углом (α) к горизонтали, причем указанный транспортер (1) содержит продольный просеивающий компонент (7), над которым расположена по меньшей мере одна планка (2) толкателя с возможностью перемещения вдоль просеивающего компонента (7), при этом указанная по меньшей мере одна планка (2) толкателя расположена поперек направления перемещения транспортера и предназначена для смещения указанных элементов (31, 32, …, 3n) вверх вдоль просеивающего компонента (7), указанные смещаемые элементы (31, 32, …, 3n) расположены по существу вдоль планок (2) толкателя, в котором просеивающий компонент (7) содержит по меньшей мере одну просеивающую секцию (71, 72, …, 7m) в виде сквозного отверстия в транспортере, причем указанное отверстие разделено наклонными рейками (111, 112, …, 11m) на по меньшей мере две соседние сквозные подсекции (121, 122, …, 12m), причем ширина (a1, a2, …, am) указанных подсекций в соответствующих секциях, измеренная в направлении, параллельном планкам (2) толкателя, является одинаковой, при этом рейки (111, 112, …, 11m) каждой секции расположены по существу под одинаковым острым углом (β1, β2, …, βm) к планкам (2) толкателя, указанная ширина (a1, a2, …, am) является различной в каждой секции, указанная ширина (a1, a2, …, am) и длина (c1, c2, …, cm) каждой секции (71, 72, …, 7m) выбраны конкретно для одной выбранной длины (bn) стержнеобразных элементов так, что только стержнеобразные элементы, имеющие длину, которая меньше или равна одной выбранной длине (bn), проходят через подсекции (121, 122, …, 12m) данной секции, будучи ориентированы вдоль планок (2) толкателя. 3 н. и 10 з.п. ф-лы, 7 ил.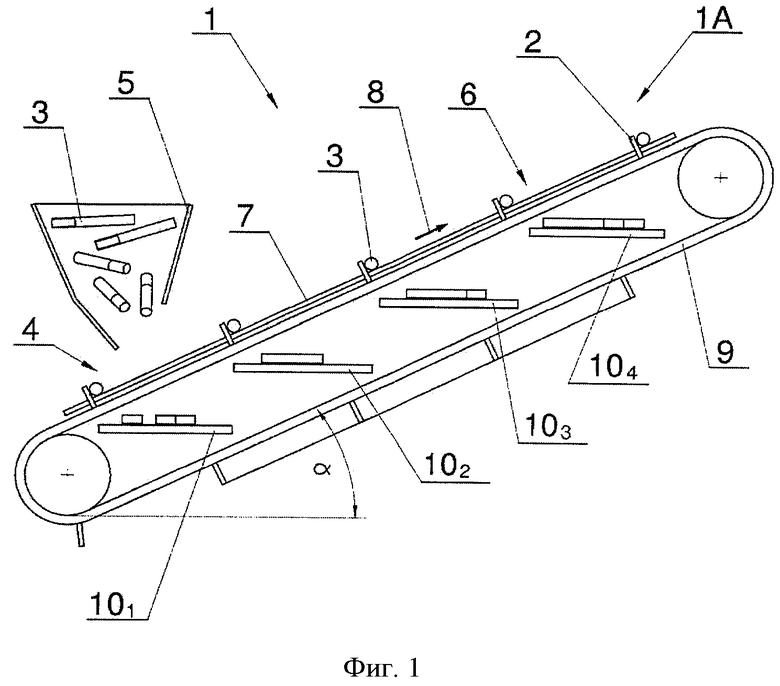
1. Устройство для сортировки стержнеобразных элементов (31, 32,…, 3n), в частности, составляющих отходы сигаретного производства, где все элементы имеют фиксированные различные длины (b1, b2,…, bn), содержащее сортировочный транспортер (1), расположенный с наклоном под углом (α) к горизонтали, причем указанный транспортер (1) содержит продольный просеивающий компонент (7), над которым расположена по меньшей мере одна планка (2) толкателя с возможностью перемещения вдоль просеивающего компонента (7), при этом указанная по меньшей мере одна планка (2) толкателя расположена поперек направления перемещения транспортера и предназначена для смещения указанных элементов (31, 32,…, 3n) вверх вдоль просеивающего компонента (7), указанные смещаемые элементы (31, 32,…, 3n) расположены по существу вдоль планок (2) толкателя, отличающееся тем, что просеивающий компонент (7) содержит по меньшей мере одну просеивающую секцию (71, 72,…, 7m) в виде сквозного отверстия в транспортере, причем указанное отверстие разделено наклонными рейками (111, 112, 11m) на по меньшей мере две соседние сквозные подсекции (121, 122,…, 12m), причем ширина (a1, a2…, am) указанных подсекций в соответствующих секциях, измеренная в направлении, параллельном планкам (2) толкателя, является одинаковой, при этом рейки (111, 112,…, 11m) каждой секции расположены по существу под одинаковым острым углом (β1, β2,…, βm) к планкам (2) толкателя, указанная ширина (a1, a2,…, am) является различной в каждой секции, указанная ширина (a1, a2,…, am) и длина (c1, c2,…, cm) каждой секции (71, 72,…, 7m) выбраны конкретно для одной выбранной длины (bn) стержнеобразных элементов так, что только стержнеобразные элементы, имеющие длину, которая меньше или равна одной выбранной длине (bn), проходят через подсекции (121, 122,…, 12m) данной секции, будучи ориентированы вдоль планок (2) толкателя.
2. Устройство по п.1, отличающееся тем, что в каждой секции (71, 72,…, 7m) ширина (a1, a2,…, am) подсекций (121, 122,…, 12m) больше, чем половина одной выбранной длины (bn) и меньше, чем половина следующей большей длины (bn+1) стержнеобразных элементов, тогда как длина (c1, c2,…, cm) этой секции (71, 72,…, 7m) по меньшей мере равна половине одной выбранной длины (bn) стержнеобразного элемента, умноженной на тангенс угла (β1, β2,…, βm) наклона реек (111, 112,…, 11m) в этой секции (71, 72,…, 7m).
3. Устройство по п.1 или 2, отличающееся тем, что стержнеобразные элементы (31, 32,…, 3n) имеют от одной до двух содержащих фильтры частей (3") и/или от одной до двух содержащих табак частей (3'), причем просеивающий компонент (7) содержит четыре просеивающие секции (71, 72, 73, 74), причем ширина (a1) подсекций первой секции (71) больше половины длины (b2) двух содержащих фильтры частей (3") и меньше половины длины (b3) содержащей табак части (3'), ширина (a2) подсекций второй секции (72) больше половины длины (b3) одной содержащей табак части (3') и меньше, чем общая длина (b4) одной содержащей табак части (3') и одной содержащей фильтр части (3"), ширина (a3) подсекций третьей секции (73) больше половины общей длины (b4) одной содержащей табак части (3') и одной содержащей фильтр части (3") и меньше общей длины (b5) одной содержащей табак части (3') и двух содержащих фильтр частей (3"), ширина (a4) подсекций четвертой секции (74) больше общей длины (b5) одной содержащей табак части (3') и двух содержащих фильтр частей (3") и меньше половины общей длины (b6) двух содержащих табак частей (3') и двух содержащих фильтр частей (3").
4. Устройство по п.1 или 2, отличающееся тем, что углы (β1, β2,…, βm) во всех секциях (71, 72,…, 7m) являются одинаковыми.
5. Устройство по п.1 или 2, отличающееся тем, что углы (β1, β2,…, βm) уменьшаются в каждой последующей секции (71, 72,…, 7m).
6. Устройство по п.1 или 2, отличающееся тем, что длины (c1, c2,…, cm) во всех секциях (71, 72,…, 7m) являются одинаковыми.
7. Устройство по п.1 или 2, отличающееся тем, что длины (c1, c2,…, cm) увеличиваются в каждой последующей секции (71, 72,…, 7m).
8. Устройство по п.1 или 2, отличающееся тем, что планки (2) толкателя разнесены на фиксированные промежутки так, что они образуют между собой отсеки, более широкие, чем диаметр обычной сигареты.
9. Устройство по п.1 или 2, отличающееся тем, что угол (α) наклона сортировочного транспортера (1) больше 10°, предпочтительнее больше 20°.
10. Система для сортировки стержнеобразных элементов, в частности, составляющих отходы сигаретного производства, содержащая сортировочное устройство в соответствии с любым из пп.1-9, в которой над нижним концом сортировочного устройства расположен подающий лоток (5), а под каждой просеивающей секцией (71, 72,…, 7m) расположены отдельные приемные средства (101, 102,…, 10m), причем каждое приемное средство (101, 102,…, 10m) обеспечивает сбор стержнеобразных элементов, имеющих по меньшей мере одну выбранную длину (b1, b2,…, bn).
11. Система по п.10, отличающаяся тем, что угол (α) наклона сортировочного транспортера (1) больше 10°, предпочтительнее больше 20°, причем скорость перемещения планок (2) толкателя над неподвижным просеивающим компонентом (7) обеспечивает формирование только одного слоя элементов (3) на сортировочном устройстве.
12. Способ сортировки стержнеобразных элементов (31, 32,…, 3n), в частности, составляющих отходы сигаретного производства, имеющих фиксированные различные длины (b1, b2,…, bn), в котором указанные элементы (31, 32,…, 3n) подают на сортировочный транспортер (1), расположенный с наклоном к горизонтали под углом (α), указанный транспортер (1) содержит продольный просеивающий компонент (7), по которому и вдоль которого посредством по меньшей мере одной планки (2) толкателя, расположенной над транспортером, обеспечивают перемещение элементов (31, 32,…, 3n) вверх и вдоль просеивающего компонента (7), причем указанные смещаемые элементы (31, 32,…, 3n) расположены по существу поперек направления перемещения, отличающийся тем, что указанные элементы просеиваются сквозь по меньшей мере одну просеивающую секцию (71, 72,…, 7m), выполненную в просеивающем компоненте (7), причем указанная просеивающая секция выполнена в виде сквозного отверстия в транспортере, при этом указанное отверстие разделено наклонными рейками (111, 112,…, 11m) на по меньшей мере две соседние сквозные подсекции (121, 122,…, 12m), указанные рейки (111, 112,…, 11m) расположены под одинаковым острым углом (β1, β2,…, βm) к планкам (2) толкателя в каждой секции, ширина (a1, a2,…, am) подсекций в соответствующих секциях, измеренная в направлении, параллельном планкам (2) толкателя, является одинаковой, указанная ширина (a1, a2,…, am) является различной в каждой секции (71, 72,…, 7m), указанные ширина (a1, a2,…, am) и длина (c1, c2,…, cm) каждой секции (71, 72,…, 7m) выбраны конкретно для одной выбранной длины (bn) стержнеобразных элементов так, что только стержнеобразные элементы имеющие длину, которая меньше или равна одной выбранной длине (bn), проходят через подсекции (121, 122,…, 12m) этой секции, будучи ориентированы вдоль планок (2) толкателя.
13. Способ по п.12, отличающийся тем, что указанные элементы (31, 32,…, 3n) просеивают через по меньшей мере одну просеивающую секцию (71, 72,…, 7m), причем ширина (a1, a2,…, am) подсекций (121, 122,…, 12m) является различной во всех секциях, при этом она больше половины одной выбранной длины (bn) и меньше половины следующей большей длины (bn+1) стержнеобразных элементов, причем длина (c1, c2,…, cm) данной секции (71, 72,…, 7m) по меньшей мере равна половине одной выбранной длины (bn) стержнеобразного элемента, умноженной на тангенс угла (β1, β2,…, βm) наклона реек (111, 112,…, 11m) в этой секции (71, 72,…, 7m).
| Бородок | 1987 |
|
SU1532283A1 |
| 0 |
|
SU102771A1 | |
| СПОСОБ РЕАБИЛИТАЦИИ БОЛЬНЫХ ОСТРЫМ ИНФАРКТОМ МИОКАРДА | 2002 |
|
RU2218145C1 |

