Изобретение относится к области машиностроения, конкретнее к технологиям наплавки. В частности, изобретение относится к технологиям наплавки защитного покрытия на входные кромки рабочих лопаток паровых турбин для повышения их ресурса работы в условиях влажно-парового потока рабочей среды. Способ включает формирование защитного покрытия на поверхности входной кромки рабочей лопатки паровой турбины методом лазерно-порошковой наплавки.
Изобретение относится к области теплоэнергетики и может быть применено для повышения ресурса рабочих лопаток паровых турбин за счет увеличения эрозионной стойкости входных кромок путем нанесения защитного покрытия.
Эксплуатация энергетического оборудования предопределяет воздействие различных факторов, приводящих к износу его элементов, что, в свою очередь, определяет ресурс и надежность энергетического оборудования в целом. В этой связи затраты на замену изношенных и малонадежных элементов не только неизбежны, но и так велики, что проблема повышения ресурса и надежности элементов энергетического оборудования является весьма важной и актуальной. Неуклонное возрастание мощности энергетического оборудования определяет повышение эксплуатационных параметров (нагрузок, давления, скорости, температуры), что еще более ужесточает характер эксплуатации оборудования и изнашивания элементов, его составляющих.
Рабочие лопатки паровых турбин изготавливаются из жаропрочных сталей мартенситно-ферритного и мартенситного классов (13Х11Н2 В2МФ-Ш, 15Х11МФ-Ш, 20X13) и являются наиболее ответственными деталями паровых турбин. В процессе эксплуатации они испытывают воздействие различных разрушающих факторов, в частности соударения с каплями воды в условиях знакопеременных циклических нагрузок, что характерно для лопаток последних ступеней РДН. В результате лопатки паровых турбин подвергаются различным, в частности эрозионным, повреждениям [Рыженков В.А. Состояние проблемы и пути повышения износостойкости энергетического оборудования ТЭС // Теплоэнергетика. - 2000. - №6. - С. 20-21. Пряхин. В.В., Поваров О.А., Рыженков В.А. Проблемы эрозии турбинных рабочих лопаток // Теплоэнергетика. - 1984. - №10. - С. 25].
Замена поврежденных лопаток паровых турбин является трудоемким и дорогостоящим мероприятием, так как требует снятия их с ротора, приобретения новых лопаток, установки их на ротор, балансировки ротора и прочее [Гонсеровский Ф.Г. Семнадцатилетний опыт эксплуатации лопаток паровых турбин после ремонта с применением сварки // Теплоэнергетика. - 2000. - №4. - С. 39. Гонсеровский Ф.Г., Силевич В.М. Технико-экономическое обоснование способа ремонта эрозионно-изношенных паротурбинных лопаток в условиях электростанций // Тяжелое машиностроение. - 2001. - №9. - С. 21-22]. В связи с этим разработка новых способов защиты входных кромок рабочих лопаток паровых турбин, позволяющих повысить их эрозионную стойкость, является актуальной задачей.
Наиболее близким к предлагаемому изобретению является способ защиты лопаток паровых турбин от парокапельной эрозии, описанный в патенте RU 2545878 С2, - прототип. Данный способ включает в себя нанесение на длину не менее 1/3 от длины рабочей части пера защитного покрытия методом лазерной наплавки мощностью лазерного излучения (800-1200 Вт), а лазерную головку перемещают со скоростью линейной интерполяции не более 0,05 м/с.
Недостатком этого способа является отсутствие контроля технологического процесса по температурному режиму на входной кромке, в результате чего происходит значительный перегрев основного материала во время наплавки, что может приводить к деформациям пера лопатки в недопустимых пределах. Значительное коробление рабочей лопатки в процессе нанесения защитного покрытия методом лазерной наплавки на входную кромку приводит к изменению расчетной геометрии каналов рабочей решетки и характеристик течения рабочей среды, что в свою очередь приводит к снижению срабатываемого теплоперепада и эффективного КПД ступени при работе турбины.
Задачей, на решение которой направлено изобретение, является минимизация температурной деформации пера лопатки в процессе лазерно-порошковой наплавки, снижение уровня остаточных напряжений в наплавленном слое и основном материале, приводящих к понижению усталостной прочности детали.
Поставленная задача решается за счет того, что в способе лазерно-порошковой наплавки защитного покрытия на входные кромки рабочих лопаток паровых турбин, изготовленных из сталей марок 13X11H2 В2МФ-Ш (ЭИ961-Ш), 15Х11МФ-Ш, 20X13, включающем подачу присадочного материала и лазерного излучения на поверхность входной кромки лопатки, перемещение лазерной головки по наплавляемой поверхности и формирование наплавленного слоя с перекрытием зон наплавки, при этом перемещение лазерного луча по наплавляемой поверхности производят под углом от 20 до 80 градусов к кромке лопатки, при этом обеспечивают тепловой режим в процессе наплавки на входной кромке лопатки в диапазоне температур от 100 до 250°C, а после наплавки лопатки осуществляют охлаждение со скоростью не выше 50°C/час.
При выполнении лазерно-порошковой наплавки защитного покрытия на входную кромку рабочей лопатки в основном материале и наплавленном слое возникают остаточные напряжения растяжения, являющиеся причиной излишней термической деформации входной кромки и возникновения в околошовной зоне структур, склонных к формированию усталостных трещин при эксплуатации. Напряженное состояние детали после наплавки связано с траекторией движения лазерного излучения по поверхности заготовки. Согласно проведенным исследованиям [Temperature and stress fields of multi-track laser cladding / ZHAO Hong-yun, et al / Trans. Nonferrous Met. Soc. China 19 (2009), pp. 495-501], уровень остаточных напряжений при лазерной наплавке вдоль валика в 2,5 раза превышает уровень остаточных напряжений поперек валика. В этой связи расположение валиков обусловлено наибольшей жесткостью детали, что поясняет их расположение под углом от 20 до 80 градусов к кромке лопатки. Благодаря этому удается значительно снизить уровень деформации лопатки после лазерно-порошковой наплавки.
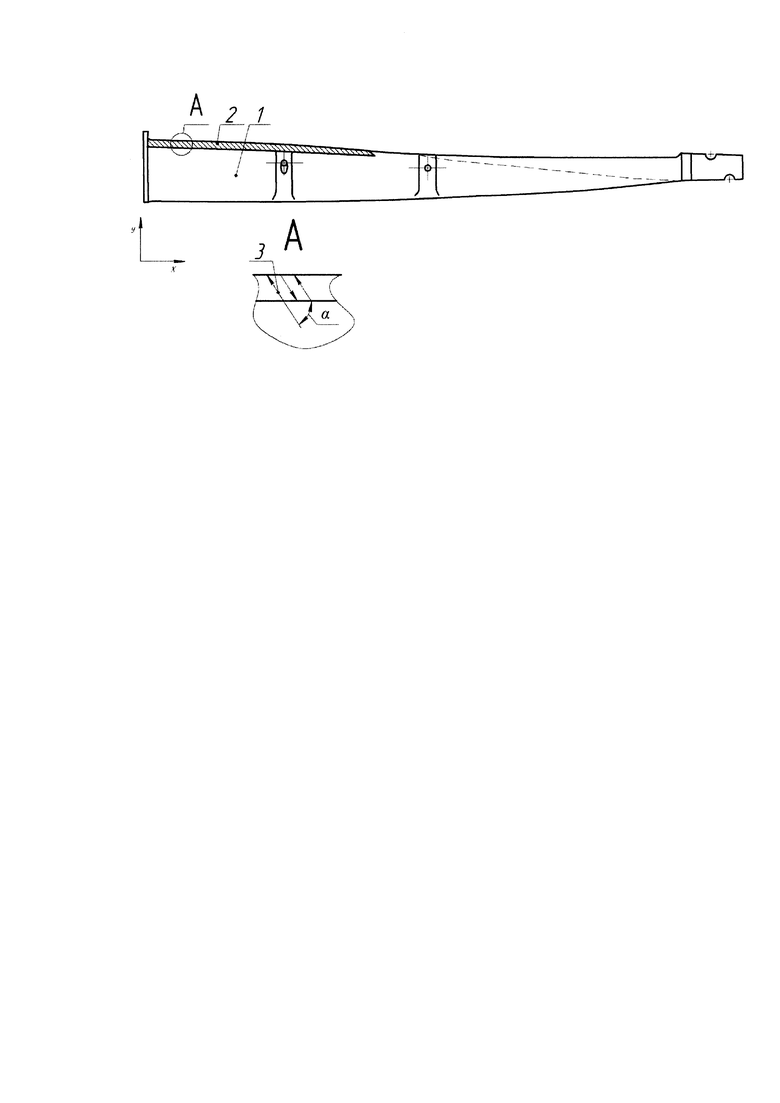
Предложенный способ поясняется эскизом, где представлена схема лазерно-порошковой наплавки на входную кромку защитного покрытия.
Способ лазерно-порошковой наплавки защитного покрытия на входные кромки рабочих лопаток паровых турбин осуществляется следующим образом.
Заготовка лопатки 1 подготавливается к наплавке защитного покрытия путем очистки от консервационной смазки или загрязнений. Далее производится ее базирование и закрепление в приспособлении, обеспечивающем позиционирование наплавляемой поверхности относительно лазерной технологической головки. Производится наплавка защитного покрытия 2 на входную кромку путем сканирования поверхности лазерным излучением по направлениям 3 с одновременной подачей присадочного материала в виде порошка в ванну расплава инертным газом, при этом траектория движения лазерного излучения расположена под углом α от 20 до 80 градусов к кромке лопатки. При наплавке осуществляется температурный контроль входной кромки контактным и бесконтактным методом со стороны корыта лопатки. Поддержание температурного режима входной кромки в диапазоне температур от 100 до 250°C производится за счет введения технологических пауз необходимой продолжительности, использования медных подкладок, расположенных со стороны корыта, либо принудительного охлаждения поверхности лопатки со стороны корыта инертным газом. После наплавки лопатку охлаждают до комнатной температуры со скоростью не более 50°C/час, для чего деталь после завершения процесса немедленно загружают в печь или помещают под слой термостойкой ткани.
Пример. С использованием данного способа проведена наплавка защитного покрытия входной кромки рабочей лопатки 40-й ступени турбины К-300-240 ЛМЗ, изготовленной стали ЭИ961-Ш. Угол расположения единичного валика по отношению к кромке лопатки составлял 45 градусов, температура входной кромки лопатки в процессе наплавки не превышала 250°C. На входную кромку лопатки лазерно-порошковым методом наплавлено покрытие толщиной 1,0-1,2 мм. Замер геометрии пера лопатки производился до и после наплавки. По результатам контроля геометрии максимальная деформация профиля лопатки после наплавки составила не более 0,9 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления хорды профиля пера лопатки из жаропрочного никелевого сплава | 2022 |
|
RU2791745C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОПАТОК ПАРОВЫХ ТУРБИН | 2003 |
|
RU2251476C1 |
| СПОСОБ РЕМОНТА ЛОПАТОК ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2006 |
|
RU2353496C2 |
| СПОСОБ НАПЛАВКИ КОРРОЗИОННО-ЭРОЗИОННОГО ПОРОШКА ПРИСАДОЧНОГО МАТЕРИАЛА НА СТАЛЬНУЮ ПОВЕРХНОСТЬ ДЕТАЛИ | 2010 |
|
RU2478028C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОПАТОК ПАРОВЫХ ТУРБИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2009 |
|
RU2426631C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ СТАЛЬНЫХ РАБОЧИХ ЛОПАТОК ВЛАЖНОПАРОВЫХ СТУПЕНЕЙ ПАРОВОЙ ТУРБИНЫ | 2013 |
|
RU2518036C1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ПАРОВЫХ ТУРБИН ОТ ПАРОКАПЕЛЬНОЙ ЭРОЗИИ | 2013 |
|
RU2545878C2 |
| СПОСОБ РЕМОНТНОЙ НАПЛАВКИ ЛОПАТОК ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК | 2013 |
|
RU2545877C2 |
| Способ лазерной обработки поверхности стальных лопаток турбин энергетических установок | 2018 |
|
RU2751784C2 |
| Способ восстановления пера лопатки газотурбинного двигателя | 2023 |
|
RU2811627C1 |
Изобретение относится к способу лазерно-порошковой наплавки защитного покрытия на входную кромку рабочей лопатки паровой турбины из стали марки 13Х11Н2В2МФ-Ш, или 15Х11МФ-Ш, или 20X13. На поверхность входной кромки лопатки осуществляют подачу присадочного материала и лазерного излучения. Перемещают лазерный луч по наплавляемой поверхности и формируют наплавленный слой с перекрытием зон наплавки. Перемещение лазерного луча по наплавляемой поверхности производят под углом 20-80 градусов к кромке лопатки. При наплавке обеспечивают температуру входной кромки лопатки от 100 до 250°C. После наплавки охлаждают лопатку со скоростью не выше 50°C/час. Достигаемый технический результат заключается в минимизации температурной деформации пера лопатки в процессе лазерно-порошковой наплавки, снижении уровня остаточных напряжений в наплавленном слое и основном материале, приводящих к понижению усталостной прочности детали. 2 з.п. ф-лы, 1 ил.
1. Способ лазерно-порошковой наплавки защитного покрытия на входную кромку рабочей лопатки паровой турбины, изготовленной из стали марок 13Х11Н2В2МФ-Ш, или 15Х11МФ-Ш, или 20X13, включающий подачу присадочного материала и лазерного излучения на наплавляемую поверхность входной кромки лопатки, перемещение лазерного луча по наплавляемой поверхности и формирование наплавленного слоя с перекрытием зон наплавки, отличающийся тем, что перемещение лазерного луча по наплавляемой поверхности производят под углом 20°-80° к кромке лопатки, при этом обеспечивают температуру входной кромки лопатки 100°C-250°C, а после наплавки производят охлаждение лопатки со скоростью не выше 50°C/ч.
2. Способ по п. 1, отличающийся тем, что при наплавке входную кромку лопатки охлаждают посредством медной подкладки или используют поддув защитного газа со стороны корыта лопатки.
3. Способ по п. 1, отличающийся тем, что перед наплавкой лопатку жестко закрепляют в оснастке.
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ПАРОВЫХ ТУРБИН ОТ ПАРОКАПЕЛЬНОЙ ЭРОЗИИ | 2013 |
|
RU2545878C2 |
| СПОСОБ НАПЛАВКИ КОРРОЗИОННО-ЭРОЗИОННОГО ПОРОШКА ПРИСАДОЧНОГО МАТЕРИАЛА НА СТАЛЬНУЮ ПОВЕРХНОСТЬ ДЕТАЛИ | 2010 |
|
RU2478028C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ШЕЕК ОСЕЙ ВАГОННЫХ КОЛЕСНЫХ ПАР ПУТЕМ ЛАЗЕРНОЙ НАПЛАВКИ | 1996 |
|
RU2107598C1 |
| US 20040191064 A1, 30.09.2014 | |||
| US 5735044 A1, 07.04.1998 | |||
| US 20120000890 A1, 05.01.2012. | |||

