Данная заявка испрашивает приоритет предварительной заявки США №61/541655, поданной 30 сентября 2011 года, и предварительной заявки США №61/677616, поданной 31 июля 2011 года
Область техники, к которой относится изобретение
Данное изобретение в целом относится к одноразовым оберткам, используемым для вмещения подлежащего стерилизации содержимого и хранения этого содержимого в асептических условиях до применения.
Уровень техники
Разнообразные продукты, такие как халаты, простыни, салфетки, инструменты и т.д., требующиеся для хирургических операций или других асептических процедур, ежедневно используются в штатной работе больниц, клиник и т.п. В случае если эти продукты не поступают уже в стерильной упаковке, больница или клиника перед использованием должна их стерилизовать. Кроме того, если эти продукты не выбрасываются и используются более одного раза, их необходимо чистить и подвергать иной подготовке для последующего использования. Однако абсолютно обязательно такие продукты перед использованием стерилизовать.
Из-за большого объема привлекаемых материалов, часто бывает необходимо стерилизовать эти продукты и отправить на хранение для использования в дальнейшем. Исходя из этого, была разработана процедура, в процессе которой эти продукты после чистки, стирки и т.п.обертывают в подходящую для этой цели барьерную материю, стерилизуют и отправляют на хранение для использования в дальнейшем. Такую материю обычно разрезают на прямоугольные куски заданного размера, и они продаются как стерилизационные обертки.
Традиционное обертывание стерилизационных лотков или аналогичных продуктов в обычную одноразовую стерилизационную обертку обычно требует много материала в запас, так как лишние углы и перекрывающиеся сложения собирают, складывают и фиксируют вместе сверху стерилизационного лотка. Обычная одноразовая стерилизационная обертка является плоским, не имеющим выраженных особенностей листом материала, который иногда может содержать один или несколько дополнительных слоев материала для придания прочности или впитывающей способности. Такая плоская, без выраженных особенностей конфигурация не дает работнику, обертывающему продукт плоским листом материала, никакой информации или указаний о том, как следует выполнять обертывание.
Обычную одноразовую стерилизационную обертку обычно изготавливают из недорогого, относительно непроницаемого материала, например, из бумаги и т.п. Свойства этих материалов в целом повлияли на способы складывания и конфигурации обертывания для обеспечения стерильности обернутого лотка или продукта.
Например, в патенте США №5635135 (Bourne и др.) раскрывается многослойная стерилизационная обертка, формируемая соединением вместе одного или нескольких листов стерилизационной обертки (например, двух отдельных листов или одного, складываемого в несколько слоев листа) для образования двух наложенных друга на друга сегментов одинакового размера, позволяющих удобно обернуть продукт вдвое. В другом примере, в опубликованной патентной заявке США №2001/0036519 (Robert Т. Bayer) раскрывается двухслойная стерилизационная обертка, формируемая из одного листа материала для стерилизационного обертывания, который складывают для образования двух наложенных друга на друга сегментов одинакового размера, которые сцепляют друг с другом. В еще одном примере, в опубликованной патентной заявке США №2005/0163654 (Stecklein и др.) раскрывается материал для стерилизационного обертывания, имеющий первый основной сегмент и второй сегмент меньшего размера, чем первый сегмент. Второй сегмент накладывают и сцепляют с центральной частью основного сегмента таким образом, что он оказывается целиком помещенным внутрь основного сегмента, служа для его упрочнения и/или придания дополнительной впитывающей способности.
Вообще говоря, в этих и других примерах, подлежащие стерилизации вещи или содержимое, например, лотки с хирургическими инструментами и/или материалами, одиночные инструменты, впитывающие материалы, тазики и т.п. располагают по центру больших листов обычных одноразовых стерилизационных оберток, и оставшиеся непокрытыми части стерилизационной обертки складывают вокруг продуктов, образуя большие площади перекрывающихся материалов, и при этом применяются один или два стандартных способов складывания. Эти обычные способы и получающиеся в результате их применения конфигурации складывания требуют в процессе обертывания и развертывания манипуляций с излишками материалов. Кроме того, применение этих способов предусматривает создание точек касания или мест захвата стерилизационного оберточного материла для развертывания в дальнейшем. Для того чтобы быстро и надежно обернуть лоток или аналогичный продукт требуется опыт и определенная сноровка. Регламенты и необходимость экономии средств могут требовать, чтобы медицинское оборудование для некоторых процедур незамедлительно возвращалось в работу, и для этого его нужно обработать, стерилизовать и подготовить к работе в течение нескольких часов после окончания предшествующей процедуры. По мере ужесточения требований по оперативности возврата в работу возникает соответствующая необходимость обертывать продукт еще более быстро, сохраняя целостность конфигурации складывания стерилизационной обертки (обертывания) вокруг стерилизуемого продукта. Также соответственно растет необходимость быстрого развертывания стерилизуемого продукта с сохранением стерильности этого продукта.
Большой размер листов обычной одноразовой стерилизационной обертки в сочетании со стандартным способом складывания несомненно дают преимущество при развертывании изделия после стерилизации, особенно когда стерилизационная обертка сформирована из материала, который в процессе стерилизации может затвердеть или дать усадку. Например, когда стерилизационную обертку, состоящую из нетканого материала, выполненного из определенных термопластичных полимеров, используют в более продолжительном или более интенсивном процессе стерилизации паром или теплом, нетканый материал может дать усадку или «принять форму» обернутого продукта или лотка. При развертывании продукта или лотка нужно бороться с отпечатавшимися загибами, складками или другими деформациями, чтобы стерилизационная обертка легла плоско. Если стерилизационная обертка не распрямится, ее разложенные участки могут опять сложиться в сторону стерилизованного продукта или лотка в процессе раскладывания других частей обертки. Это может негативно сказаться на стерильности продукта. Большие площади материала и прямоугольная форма полотен в сочетании со стандартными способами складывания обычно не позволяют стерилизационной обертке складываться обратно самой на себя в процессе развертывания. Однако при складывании больших полотен обычной одноразовой стерилизационной обертки стандартными способами складывания образуются большие площади перекрывающихся друг с другом материалов и множество складок, что в процессе обертывания и развертывания заставляет использовать излишки материала и манипулировать ими, добавляя сложности, замедляющей процессы обертывания и развертывания и порождающей отходы.
Когда уменьшают размер больших листов обычной стерилизационной обертки, уменьшение количества материала усиливает проблему со складывающимися обратно к стерилизованному изделию или лотку разложенными участками стерилизационной обертки во время раскладывания других участков обертки. Кроме того, проблема может обостряться также при изменении геометрии листа стерилизационной обертки (например, для уменьшения количества материала в листе), когда форма листа становится менее квадратной. Независимо от размера обычной стерилизационной обертки, развертывая ее приходиться ухватываться за стерилизационной обертки приходится ухватываться за стерильный материал, чтобы разложить перекрывающиеся площади.
Соответственно, имеется неудовлетворенная потребность в простом в использовании изделии, упаковке или системе, уменьшающих количество стерилизационного оберточного материала, требующегося для стерильной обработки инструментального лотка или продукта и устраняющих необходимость ухватываться за стерилизационный оберточный материал при развертывании обертки. Также существует неудовлетворенная потребность в простом в использовании изделии, упаковке или системе, уменьшающих количество стерилизационной оберточной материи и упрощающих задачу развертывания стерилизационного инструментального лотка или продукта, и при этом снижающих или устраняющих вероятность того, что стерилизационная материя в процессе развертывания сложится обратно сама на себя. Наиболее очевидна потребность в простом в использовании изделии, упаковке или системе, которые могут использоваться в более продолжительном или более интенсивном процессе стерилизации паром или теплом, и которые упрощают задачу развертывания стерилизационного инструментального лотка или продукта, и при этом снижающих или устраняющих вероятность того, что стерилизационная материя в процессе развертывания сложится обратно сама на себя.
Раскрытие изобретения
Описанные выше проблемы рассматриваются в настоящем изобретении, охватывающим гибкое многосегментное изделие для стерилизации. Гибкое многосегментное изделие для стерилизации (изделие для стерилизации) включает в себя барьерный сегмент, состоящий из проницаемого листового материала, имеющего барьерные свойства; боковых клапанов, включающих в себя участки захвата для складывания и раскладывания защищающего сегмента; и защищающий сегмент.
Барьерный сегмент включает в себя: первую поверхность и вторую противоположную поверхность; первый конец и второй конец, противоположный первому концу; по меньшей мере первую кромку и третью кромку, причем каждая кромка в целом перпендикулярна первому концу; и вторую кромку, в целом перпендикулярную первому концу;
Защищающий сегмент находится в прилегающем сообщении с барьерным сегментом. То есть, защищающий сегмент желательно отходит от барьерного сегмента. Защищающий сегмент содержит: проксимальный конец, в целом смежный, присоединяющийся или отходящий от первого конца барьерного сегмента; дистальный конец, в целом противоположный проксимальному концу; и по меньшей мере участок первой кромки и участок второй кромки, отходящие от проксимального конца по направлению к дистальному концу.
Изделие для стерилизации имеет продольную ось, проходящую по меньшей мере от первого конца до второго конца барьерного сегмента таким образом, что она делит изделие пополам на первый участок изделия и существенно одинаковый второй участок изделия. То есть, продольная ось представляет собой биссекторную ось симметрии, и каждый из участков имеет соответствующий центр масс. В соответствии с изобретением, центр масс первого участка находится ближе к первой кромке, чем к продольной оси, а центр масс второго участка находится ближе к третьей кромке, чем к продольной оси.
Вообще говоря, боковые клапаны расположены между первым концом и серединой барьерного сегмента и на первой и третьей кромках или рядом с ними (например, смежно), и боковые клапаны подбирают и размещают так, чтобы сместить соответствующие центры масс таким образом, чтобы гарантировать асептическое открывание после того, как изделие будет обернуто вокруг стерилизуемого содержимого. То есть, правильно выбранные и расположенные клапаны не дают первой и третьей кромкам барьерного сегмента складываться обратно самим на себя в процессе раскладывания барьерного сегмента, в частности, после продолжительной стерилизации паром или теплом.
В соответствии с изобретением, боковые клапаны подбирают и размещают так, чтобы обеспечить вес за пределами боковых кромок изделия, а также по направлению к первому концу барьерного сегмента, смежного с проксимальным концом защищающего сегмента. Правильные вес и размещение боковых клапанов смещают центры масс каждого комбинированного участка (то есть, первого участка изделия с его боковым клапаном и второго участка с его боковым клапаном) по меньшей мере на заданное расстояние, которое в частном варианте осуществления может быть минимальным расстоянием, от продольной оси и по меньшей мере на заданное расстояние, которое в частном варианте осуществления может быть минимальным расстоянием, по направлению к первому концу. При правильном размещении боковых клапанов смежно с барьерными сегментами часть каждого бокового клапана находится в пределах верхней границы принимающей содержимое области. Осуществления, размещающие боковой клапан вдоль первой и третьей кромок так, что часть каждого бокового клапана находится на или выше линии заданного сгиба или ориентирной линии, необходимы для правильного размещения. Кроме того, было установлено, что прикрепленного бокового клапана, присоединяющегося к принимающей содержимое области и имеющего вес всего 0,028 унции, недостаточно для смещения центра масс первого или второго участка таким образом, чтобы гарантировать асептическое открывание изделия после обертывания и стерилизации; нужно, чтобы весовой вклад бокового клапана, включая любой крепеж сегмента, превышал 0,028 унции. То есть, весовой вклад бокового клапана, включая любой крепеж сегмента, может находиться в диапазоне от непосредственно более 0,028 унции до нескольких унций. Хотя предполагаются и более тяжелые веса, они могут не обеспечивать особых преимуществ, которые компенсировали бы затраты и сложности, связанные с обеспечением дополнительного веса.
При этом барьерный сегмент может имеет максимальную ширину, являющуюся расстоянием от первой кромки до третьей кромки, и максимальную длину, являющуюся расстоянием от первого конца до второго конца, причем барьерный сегмент также имеет середину по длине, проходящую между первой кромкой и третьей кромкой, в целом разграничивая барьерный сегмент на принимающую содержимое область, проходящую примерно от первого конца до середины, и на укрывающую содержимое область, проходящую от середины примерно до второго конца; а также в котором боковые клапаны, смежные с барьерными сегментами, имеют часть каждого бокового клапана в пределах верхней границы принимающей содержимое области
Многосегментное изделие для стерилизации опционально может включать в себя крепеж для соединения боковых клапанов друг с другом или к участку укрывающей содержимое области после того как барьерный сегмент был сложен по его середине или рядом с ней таким образом, чтобы его второй конец был подан к его первому концу. Крепеж сегмента может быть адгезивной лентой, двухсторонней адгезивной лентой, лентой с раскалываемой системой отпускания, лентой со слоистой системой отпускания, когезивным материалом, системой крепления крючок-петля, механической системой крепления, среди которых, среди прочего можно назвать защелки, клипсы, магниты, пружинные захваты, системы язычок-щель и сочетания вышеперечисленного.
В соответствии с аспектом изобретения, барьерный сегмент между первой кромкой и третьей кромкой также может включать в себя указатель. Указатель (который может быть назван «линией заданного сгиба» или «ориентирной линией») желательно должен быть выровнен в целом параллельно краю первого конца барьерного сегмента и расположен на удалении от края по направлению к середине барьерного сегмента. Указатель задает собой верхнюю границу принимающей содержимое области. Боковые клапаны размещаются вдоль первой и третьей кромок барьерного сегмента так, чтобы они желательно охватывали линию заданного сгиба с обеих сторон. Кромка бокового клапана, ближайшая к первому концу барьерного сегмента, может быть выровнена с этим первым концом, но не проходит далее от линии заданного сгиба и за этот первый конец.
Крепеж барьерного сегмента может использоваться для соединения боковых клапанов друг с другом или с участком укрывающего содержимое сегмента после того, как барьерный сегмент был сложен по его середине или рядом с ней, так что его второй конец был подан к его первому концу. По меньшей мере один крепеж сегмента желательно размещать на участке бокового клапана в пределах верхней границы принимающей содержимое области, которая может быть желательно задана указателем.
В одном из аспектов настоящего изобретения, барьерный сегмент может состоять по меньшей мере из одного слоя воздухопроницаемого нетканого материала. Желательно, чтобы воздухопроницаемый нетканый материал был ламинатом, состоящим из слоя нитей спанбонда, слоя волокна мелтблоуна и слоя нитей спанбонда. Проницаемость по Fraizer листового материала барьерного сегмента (или самого барьерного сегмента) может находиться в диапазоне от 25 до примерно 500 кубических футов в минуту (CFM). Например, проницаемость барьерного сегмента из листового материала может находиться в диапазоне от 25 до примерно 400 кубических футов в минуту. В еще одном примере, проницаемость листового материала барьерного сегмента может находиться в диапазоне от 25 до примерно 300 кубических футов в минуту. Альтернативно и/или дополнительно, проницаемость барьерного сегмента может находиться в диапазоне от примерно 10 до примерно 30 кубических футов в минуту когда барьерный сегмент состоит из нескольких сложений или слоев ламинированного нетканого материала.
Изделие для стерилизации также может включать в себя по меньшей мере один язычок для вытягивания. Язычок для вытягивания обеспечивает отличительную особенность, помогающую пользователю асептически развертывать стерилизованный продукт внутри сложенного гибкого многосегментного изделия для стерилизации. То есть, в процессе развертывания продукта, можно с помощью язычка для вытягивания не допустить нарушения стерильного поля, что обычно происходит при развертывании и распрямлении стерильной поверхности барьерного сегмента, соприкасающейся со стерильным содержимым. Язычок для вытягивания может быть выполнен в единое целое с барьерным сегментом или же может быть прикреплен к барьерному сегменту. Желательно, чтобы язычок для вытягивания располагался на самом втором конце или рядом со вторым концом барьерного сегмента, формирующим принимающую содержимое область, и желательно может располагаться на второй поверхности барьерного сегмента. Язычок для вытягивания может быть сформирован из того же самого материала, что и барьерный сегмент, из одного или более различных материалов или даже из того же самого куска материала что и барьерный сегмент. Желательно, чтобы язычок или язычки для вытягивания обеспечивали разнесенные друг от друга захваты для вытягивания. В одном из аспектов изобретения, крепеж сегмента может крепиться к укрывающей содержимое области между разнесенными захватами для вытягивания. Например, расположенный на боковых клапанах крепеж сегмента может быть выполнен с возможностью прикрепления к укрывающей содержимое области между разнесенными захватами для вытягивания.
Изделие для стерилизации может также включать в себя один или более отдельных армирующих элементов. Желательно, чтобы эти элементы находились в принимающей содержимое области и задавали собой зону для приема стерилизуемого содержимого. Армирующий элемент (элементы) могут включать в себя один или более слоев материалов, выбираемых из волокнистого полотна, непроницаемых пленок, проницаемых или пористых пленок, перфорированных пленок, пенистых материалов, фольги и их сочетаний. Один или более этих армирующих элементов может выходить за второй конец барьерного сегмента, обеспечивая собой язычок для вытягивания, имеющий разнесенные захваты для вытягивания.
В соответствии с одним из аспектов настоящего изобретения, изделие для стерилизации может также включать в себя указатель или инструкции на самом изделии для стерилизации, информирующие о правильном складывании изделия в упаковку. Альтернативно и/или дополнительно, изделие для стерилизации может также включать в себя указатель или инструкции на самом изделии для стерилизации, информирующие о правильном раскладывании или развертывании сложенного в упаковку и прошедшего стерилизацию изделия.
В одном из аспектов изобретения, предлагается гибкое многосегментное изделие для стерилизации, включающее в себя барьерный сегмент, сформированный из листа барьерного материала (например, барьерной материи), имеющий по меньшей мере одну кромку сегмента. Барьерный сегмент выполнен с возможностью складываться в боковые участки и концевой участок с формированием упаковки вокруг стерилизуемого содержимого. Боковые клапаны в целом отходят диаметрально от участка барьерного сегмента для последовательного размещения боковых участков барьерного сегмента в сложенной конфигурации поверх концевого участка и вокруг стерилизуемого содержимого, и обеспечивающие захваты для одновременного раскладывания сложенных боковых участков барьерного сегмента. Изделие также включает в себя защищающий сегмент, отходящий от барьерного сегмента. Защищающий сегмент включает в себя проксимальный конец, в целом смежный с барьерным сегментом, и дистальный конец, в целом противоположный проксимальному концу, причем дистальный конец защищающего сегмента укрывает одну или более кромок барьерного сегмента после складывания боковых и концевых участков барьерного сегмента. При этом после складывания барьерного сегмента на середине барьерного сегмента или рядом с ней так, что второй конец сегмента подан к его первому концу, а боковой клапан на первой кромке и боковой клапан на третьей кромке сложены поверх барьерного сегмента в направлении друг друга или перекрывая друг друга, формируя, по меньшей мере, частичное укрытие, дистальный конец защищающего сегмента имеет возможность укрытия по меньшей мере первой кромки и третьей кромки сложенного барьерного сегмента. Защищающий сегмент может обладать барьерными свойствами.
В соответствии с изобретением, боковые клапаны могут включать в себя крепеж сегмента. Он может быть выбран из адгезивной ленты, двухсторонней адгезивной ленты, когезивного материала, систем крепления крючок-петля, механических систем крепления, защелок, клипс, магнитов, пружинных захватов, систем язычок-щель и сочетаний вышеперечисленного.
В одном из аспектов изобретения, изделие для стерилизации может также включать в себя систему язычков для вытягивания, содержащую по меньшей мере один язычок для вытягивания и обеспечивающую разнесенные друг от друга захваты для вытягивания. Крепеж сегмента, который может располагаться на боковых клапанах, желательно может быть выполнен с возможностью прикрепления к барьерному сегменту между разнесенными друг от друга захватами для вытягивания. Изделие для стерилизации может также включать в себя отдельные армирующие элементы на барьерном сегменте.
В соответствии с одним из аспектов изобретения, изделие для стерилизации может иметь продольную ось, проходящую по меньшей мере от первого конца до второго конца барьерного сегмента, деля изделие на первый участок и второй существенно одинаковый участок, причем центр масс первого участка находится ближе к первой кромке, чем к продольной оси, а центр масс второго участка находится ближе к третьей кромке, чем к продольной оси.
Изделие для стерилизации имеет продольную ось, проходящую по меньшей мере от первого конца до второго конца барьерного сегмента, деля изделие на первый участок и второй существенно одинаковый участок, причем каждый участок имеет общую границу вдоль продольной оси, причем первый участок имеет по меньшей мере кромку первого участка, в целом противоположную продольной оси, а второй участок имеет по меньшей мере кромку второго участка, в целом противоположную продольной оси. То есть, продольная ось представляет собой биссекторную ось симметрии, и каждый участок имеет свой центр масс, расположенный между продольной осью и кромками соответствующего участка. В соответствии с изобретением, центр масс первого участка находится ближе к кромке первого участка, чем к продольной оси, а центр масс второго участка находится ближе к кромке второго участка, чем к продольной оси.
Вообще говоря, боковые клапаны располагаются на каждом участке барьерного участка и на кромках первого и второго участков или рядом с ними (например, смежно), и подбираются и размещаются таким образом, чтобы сместить соответствующие центры масс таким образом, чтобы гарантировать асептическое открывание после того, как изделие было обернуто вокруг стерилизуемого содержимого. То есть, правильно подобранные и размещенные боковые клапаны не дают кромке первого участка и кромке второго участка складываться обратно на самих себя в процессе раскладывания барьерного сегмента, в частности, после продолжительной стерилизации паром или теплом.
В соответствии с изобретением, боковые клапаны подбирают и размещают таким образом, чтобы обеспечить вес за пределами боковых кромок изделия а также по направлению к первому концу барьерного сегмента, смежного с проксимальным концом защищающего сегмента. Правильные вес и размещение боковых клапанов смещают центры масс каждого комбинированного участка (то есть, первого участка изделия с его боковым клапаном и второго участка с его боковым клапаном) от центра масс без боковых клапанов, по меньшей мере на минимальное расстояние от продольной оси и по меньшей мере на минимальное расстояние по направлению к первому концу. Смещение каждого своего центра масс для соответствующего комбинированного участка является результатом вклада бокового клапана. При правильном размещении боковых клапанов смежно с барьерными сегментами, часть каждого бокового клапана находится в пределах верхней границы принимающей содержимое области.
Эти и другие отличительные признаки и преимущества изобретения станут более явными для специалистов из нижеследующего описания осуществления изобретения и из формулы изобретения при их прочтении совместно с сопроводительными чертежами.
Краткое описание чертежей
Настоящее изобретение может быть лучше понято через прочтение раздела «Осуществление изобретения» со ссылкой на сопроводительные чертежи, везде на которых одинаковыми позиционными номерами обозначены одинаковые конструкции и одинаковые элементы, и на которых:
На фиг. 1 показан пример системы стерилизационного обертывания уровня техники.
На фиг. 2 показан пример системы стерилизационного обертывания уровня техники.
На фиг. 3 показан пример системы стерилизационного обертывания уровня техники.
На фиг. 4А-фиг. 4Е показаны последовательности складывания примеров системы стерилизационного обертывания обычным «конвертом».
На фиг. 5А-фиг. 5Е показаны последовательности складывания примеров системы стерилизационного обертывания обычным «квадратом».
На фиг. 6А на виде сверху показан пример гибкого многосегментного изделия для стерилизации, включающего в себя боковые клапаны и язычки для вытягивания, которые сложены поверх барьерного сегмента (не показаны на виде сверху).
На фиг. 6В на виде снизу показан пример гибкого многосегментного изделия для стерилизации, включающего в себя боковые клапаны и язычки для вытягивания, которые сложены поверх барьерного сегмента.
На фиг. 7А на виде сверху показан пример гибкого многосегментного изделия для стерилизации, включающего в себя боковые клапаны, которые сложены поверх барьерного сегмента (не показаны на виде сверху).
На фиг. 7В на виде снизу показан пример гибкого многосегментного изделия для стерилизации, включающего в себя боковые клапаны, которые сложены поверх барьерного сегмента.
На фиг. 7С на виде снизу в перспективе показан пример гибкого многосегментного изделия для стерилизации, включающего в себя боковые клапаны и язычки для вытягивания с разнесенными друг от друга захватами для вытягивания; боковые клапаны и язычки для вытягивания сложены поверх барьерного сегмента
На фиг. 7D на виде снизу показан пример гибкого многосегментного изделия для стерилизации, включающего в себя боковые клапаны и язычки для вытягивания с разнесенными друг от друга захватами для вытягивания; боковые клапаны и язычки для вытягивания сложены поверх барьерного сегмента.
На фиг. 8А на виде сверху показан пример гибкого многосегментного изделия для стерилизации, включающего в себя боковые клапаны, которые сложены поверх барьерного сегмента (не показаны на виде сверху).
На фиг. 8В на виде снизу показан пример гибкого многосегментного изделия для стерилизации, включающего в себя боковые клапаны и язычки для вытягивания с разнесенными друг от друга захватами для вытягивания; причем боковые клапаны и язычки для вытягивания сложены поверх барьерного сегмента.
На фиг. 8С показан местный вид примера разложенного бокового клапана, размещенного на гибком многосегментном изделии для стерилизации.
На фиг. 8D показано изделие для стерилизации в процессе раскладывания с подчеркнуто выделенными отпечатавшимися загибами, складками и другими деформациями, не позволяющими изделию распрямиться в процессе раскладывания.
На фиг. 8Е показано изделие для стерилизации в процессе раскладывания с подчеркнуто выделенными отпечатавшимися загибами, складками и другими деформациями, являющимися причиной того, что частично разложенные стороны изделия складываются обратно в направлении стерилизованной вещи или лотка в процессе раскладывания других участков изделия.
На фиг. 9А-фиг. 9G показаны примеры последовательности складывания примера одноразового гибкого многосегментного изделия для стерилизации, включающего в себя боковые клапаны и язычки для вытягивания, имеющие разнесенные друг от друга захваты для вытягивания.
На фиг. 10А-фиг. 10D показаны примеры последовательности раскладывания примера одноразового гибкого многосегментного изделия для стерилизации, включающего в себя боковые клапаны и язычки для вытягивания, имеющие разнесенные друг от друга захваты для вытягивания. На фиг. 10D изделие с боковыми клапанами и язычками для вытягивания показано разложенным и распрямленным.
На фиг. 11А-11D показаны примеры гибких многосегментных изделий для стерилизации с примерами армирующих элементов.
На фиг. 12А-12В показаны примеры армирующих элементов.
На фиг. 13 на пространственном или разобранном виде в перспективе показаны примеры элементов примера гибкого многосегментного изделия для стерилизации.
На фиг. 14 на пространственном или разобранном виде в разрезе показаны примеры элементов примера гибкого многосегментного изделия для стерилизации.
На фиг. 15А и 15В на виде сверху показаны области и зоны участка примера изделия для отыскания значения центра масс.
На фиг. 16А и 16В на виде сверху показаны подробности конкретной области участка примера изделия с целью отыскания значений центра масс.
На фиг. 17А и 17В на виде сверху показаны подробности примера армирующего элемента примера изделия с целью отыскания значений центра масс.
На фиг. 18 на пространственном или разобранном виде в перспективе показаны примеры элементов примера гибкого многосегментного изделия для стерилизации с добавленными армирующими элементами для отыскания значений центра масс.
На фиг. 19 на виде сверху показаны области и зоны примера изделия и добавленные компоненты для отыскания значений центра масс.
На фиг. 20А и фиг. 20В показаны графики данных, показывающие смещения центров масс для примеров изобретения и примеров, взятых для сравнения.
На фиг. 21А и фиг. 21В показаны графики данных, показывающие смещения центров масс для примеров изобретения и примеров, взятых для сравнения.
На фиг. 22А и фиг. 22В показаны графики данных, показывающие смещения центров масс для примеров изобретения и примеров, взятых для сравнения.
На фиг. 23А и фиг. 23В показаны графики данных, показывающие смещения центров масс для примеров изобретения и примеров, взятых для сравнения.
Определения
Используемый здесь термин «плотность» относится к весу материала на определенную единицу площади поверхности. Эта единица измерения обычно используется для относительно тонких листообразных материалов, таких как, например, материи, пленки, бумага, полотно и т.д. Плотности рассматриваемых здесь материалов были определены в основном по методике Method 5041 стандарта Federal Test Method Standard №191 А. Плотности также могут быть определены по процедуре испытания ASTM D 3776-96 или методике испытания TAPPI Test Method Т-220. Плотность выражается в единицах веса на единицу поверхности (например, в граммах на квадратный метр, или в унциях на квадратный ярд). Наименования этих единиц будут сокращены как «г/см2» или «osy» соответственно.
Используемый здесь термин «центр масс» относится ко средневзвешенному местонахождению всей массы тела. Относительно изделия для стерилизации по настоящему изобретению, центром масс называется та точка в плоском разложенном изделии, в которой, как считается, может быть сконцентрирована вся масса. Плоским разложенным изделием называется изделие, у которого барьерный сегмент и защищающий сегмент полностью разложены, а боковые клапаны 400 полностью отходят наружу - от кромок и центра изделия, как показано на примере фиг. 8С или фиг. 10D. Отметим, что язычок (язычки) 300 для вытягивания не учитываются при отыскании центра масс, так как за язычок 300 пользователь ухватывается в последнюю очередь -после отпускания боковых клапанов 400. Так как предусматривается, чтобы в плоском разложенном состоянии изделие имело по меньшей мере одну ось симметрии, точка центра масс изделия находится: вдоль продольной оси, делящей изделие на первый участок и существенно одинаковый второй участок; между вторым концом барьерного сегмента и дистальным концом защищающего сегмента. В терминах центра масс для каждого из первого и второго участков изделия, соответствующая масса участка составляет половину массы всего изделия, а точка, которую можно принять за точку концентрации этой массы, находится на некотором расстоянии от биссекторной продольной оси. Одним из путей отыскания центра массы для каждого из первого и второго участков является разделение геометрической фигуры участка на более простые геометрические фигуры (например, прямоугольники, треугольники), получение их частной массы, затем расчет центра масс для всего участка как среднее позиций их частных центров масс, взвешенное по их частным массам (также называемое средневзвешенным центром масс). Обычное математическое представление такого усреднения центров масс со взвешиванием для изделия выглядит следующим образом:
где  является центром масс для изделия,
является центром масс для изделия,  представляет собой центр масс для каждой получившейся в результате деления плоской фигуры, а mi является массой каждой получившейся в результате деления плоской фигуры. Также,
представляет собой центр масс для каждой получившейся в результате деления плоской фигуры, а mi является массой каждой получившейся в результате деления плоской фигуры. Также,  обычно выражается через координаты х, у и z относительно какой-либо заданной точки отсчета. Для относительно плоских и тонких изделий, каковыми являются изделия по изобретению, координата z очень мала и ее изменения из-за добавления или удаления бокового клапана по изобретению существенно пренебрежимо малы, поэтому
обычно выражается через координаты х, у и z относительно какой-либо заданной точки отсчета. Для относительно плоских и тонких изделий, каковыми являются изделия по изобретению, координата z очень мала и ее изменения из-за добавления или удаления бокового клапана по изобретению существенно пренебрежимо малы, поэтому  и
и  могут быть точно представлены координатами х и у относительно заданной точки начала отсчета.
могут быть точно представлены координатами х и у относительно заданной точки начала отсчета.
Используемый здесь термин «одноразовый» относится к продукту, столь недорогому, что его можно экономично выбросить только после одного использования. «Одноразовые» продукты обычно предназначены для единичного использования. Термин «для единичного использования» относится к продукту, предназначенному только для одноразового использования, и не предназначенному для повторного использования, для приведения в исправное состояние, для восстановления или ремонта после этого использования. Эти продукты имеют преимущества в условиях клиники за счет снижения потенциала загрязнения или занесения инфекции. Кроме того, эти продукты могут интенсифицировать рабочий процесс, так как их не убирают и не собирают для обработки и последующего применения.
Используемый здесь термин «продольное направление» или MD (Machine Direction - дословно «Машинное направление») означает длину материала или материи в направлении их изготовления. Например, продольное направление нетканого полотна может быть плоским размером нетканого полотна, в направлении движения формирующей поверхности, на которую в процессе формирования полотна осаждают волокна и/или нити. Термин «поперечное направление» или CD (cross-machine direction - дословно «Поперечно-машинное направление») означает направление, в целом перпендикулярное MD (и оно будет шириной материи, у которой продольное направление направлено вдоль ее длины). Например, поперечное направление нетканого полотна может быть плоским размером нетканого полотна в направлении, перпендикулярном направлению движения формирующей поверхности, на которые в процессе формирования полотна осаждают волокна и/или нити.
Используемый здесь термин «мелтблоун» для названии материи означает волокна, сформированные экструзией расплавленного термопластичного материала через некоторое число тонких, обычно круглых, фильер в волоски или нити в высокоскоростном потоке газа (например, воздуха), который воздействует на нити расплавленного термопластичного материала, уменьшая их диаметр, возможно до диаметра микроволокна. После этого эти волокна переносятся высокоскоростным потоком газа и осаждаются на собирающую поверхность, формируя полотно или материю из случайным образом распределенных волокон. Мелтблоун - процесс широко известен и раскрыт в разнообразных патентах и публикациях, в том числе, Отчет NRL Report 4364, "Manufacture of Super-Fine Organic Fibers" (Изготовление сверхтонкого органического волокна) авторы: V.A. Wendt, E.L. Boone, и C.D. Fluharty; Отчет NRL Report 5265, "An Improved device for the Formation of Super-Fine Thermoplastic Fibers" (Усовершенствованное устройство для формирования сверхтонких термопластичных волокон) авторы: K.D. Lawrence, R.T. Lukas, и J.A. Young; и Патент США No. 3,849,241, от 19 ноября, 1974, автор: Buntin и др.
Используемые здесь термины «многосегментное изделие для стерилизации» или «изделие для стерилизации» или «изделие» относятся к гибкой вещи, состоящей из материи (материй) и/или гибкого материала (материалов), которые обернуты вокруг, сложены вокруг или каким-либо иным образом вмещают в себя нестерильную вещь или нестерильное содержимое перед стерилизацией. Изделие для стерилизации имеет множественные сегменты и/или секции, обеспечивающие конкретные физические свойства, функциональные характеристики и/или конструкцию, которые обеспечивают преимущества для обертывания или складывания, обращения, прочности, стерилизации, хранении после стерилизации и/или развертывания или раскладывания.
Используемый здесь термин «нетканый» относится к полотну или материи, имеющих конструкцию из отдельных волокон или нитей, уложенных переслаивающимися, но не в четком повторяющемся порядке. В прошлом, нетканые материалы формировали в разнообразных процессах, специалистам известных, например, как мелтблоунинг, спадбондинг и кардочесание полотна.
Используемый здесь термин «точечное сцепление» означает сцепление одного или более слоев материи во множестве отдельных точек сцепления. Например, термическое точечное сцепление в целом охватывает пропускание сцепляемой материи или полотна между горячим роликовым узлом, например, между каландровым роликом и опорным роликом. Каландровый ролик обычно имеет некоторый рисунок, чтобы не вся материя сцеплялась по всей поверхности, а опорный ролик обычно гладкий. В результате, были разработаны различные рисунки каландровых роликов, исходя из функциональных и/или эстетических соображений. Один из примеров рисунка имеет точки и называется рисунком "Hansen Pennings" или «Н&Р» с примерно 30%-ной площадью сцепления и примерно с 200 сцеплениями на квадратный дюйм (31 сцепление на квадратный сантиметр) согласно патенту США №3855046 (Hansen и Pennings). Другой пример показан в патенте США на образец №239566 (Vogt). Обычно процент поверхности сцепления изменяется от примерно 5% до примерно 30% площади полотна из ламинированной материи. Точечное сцепление удерживает слои ламината вместе, а также добавляет целостности каждому отдельному слою, сцепляя нити и/или слои внутри каждого слоя, не нарушая воздухопроницаемости или тактильных ощущений от ткани.
Используемый здесь термин «спанбонд» для названия материи относится к полотну из волокон и/или нитей малого диаметра, которые сформированы экструзией расплавленного термопластичного материала как нитей из множества тонких, обычно круглых капилляров в экструдере, при быстром уменьшении диаметра экструдированных нитей, например, неэдуктивным или эдуктивным вытягиванием в потоке текучей среды. Изготовление материи или нетканого спанбонда иллюстрируется в следующих патентах: Патент США No. 4340563 (Appel и др.); Патент США No. 3692618 (Dorschner et al.); Патенты США №. 3338992 и №3341394 (Kinney); Патент США No. 3276944 (Levy); Патент США No. 3502538 (Peterson); Патент США No. 3502763 (Hartman); Патент США No. 3542615 (Dobo et al.); и патент Канада No. 803,714 (Harmon).
Используемый здесь термин «ультразвуковое сцепление» означает процесс, выполняемый, например, пропусканием материи между звуковым источником и опорным роликом, как показано в патенте США №43754888 (Bornslaeger), содержание которого полностью включено в настоящую заявку путем ссылки.
Осуществление изобретения
В описании разнообразных вариантов осуществления настоящего изобретения, показанных на чертежах или раскрытых здесь, для ясности использована конкретная терминология. Изобретение, тем не менее, не предусматривает ограничения рамками выбранной таким образом терминологии, и следует понимать, что каждый конкретный элемент включает в себя все технические эквиваленты, работающие аналогично для выполнения аналогичных функций.
На фиг. 1 показан пример обычной одноразовой стерилизационной обертки 10, имеющей конфигурацию в несколько сложений, формируемую соединением вместе одного или нескольких листов 12 стерилизационной обертки с формированием двух наложенных друг на друга и одинаковых по размеру сегментов 14 и 16, позволяющих удобно обернуть вещь вдвое. Хотя для получения конфигурации в несколько сложений можно и один лист сложить назад на самого себя, обычно используют два отдельных листа.
На фиг. 2 показан пример обычной одноразовой стерилизационной обертки 20, в целом раскрытой в опубликованной патентной заявке США №2001/0036519 (Robert Т. Bayer). Обычная одноразовая стерилизационная обертка 20 является стерилизационной оберткой в два сложения, формируемой из одного листа 22 материала для стерилизационного обертывания, которое складывают для формирования двух наложенных друга на друга сегментов 24 и 26 одинакового размера, которые сцепляют друг с другом.
На фиг. 3 показан пример обычной одноразовой стерилизационной обертки 20, в целом раскрытой в опубликованной патентной заявке США №(Stecklein и др.). Обычная одноразовая стерилизационная обертка 30 имеет первый основной сегмент 32 и второй сегмент 34 значительно меньшего размера, чем первый сегмент 32. Второй сегмент 34 накладывают на и сцепляют с центральной частью 36 основного сегмента 32 для упрочнения основного сегмента 32 и/или придания дополнительной впитывающей способности.
Вообще говоря, в этих и других примерах, большие листы обычной одноразовой стерилизационной обертки обычно используют для образования больших площадей накладывающихся друг на друга материалов, и при этом применяются один или два стандартных способов складывания. Эти обычные способы и получающиеся в результате их применения конфигурации складывания требуют в процессе обертывания и развертывания манипуляций с излишками материалов. Для того чтобы быстро и надежно обернуть лоток или аналогичное изделие требуется опыт и определенная сноровка.
На фиг. 4А-фиг. 4Е показан пример последовательности этапов обертывания вещи обычной стерилизационной оберткой. Как показано на фиг. 4А, квадратную или в целом прямоугольную обертку 40 распрямляют, а подлежащую обертыванию вещь 42 помещают в центральную область 44 обертки в целом диагонально относительно ориентации обертки 40 по схеме, обычно называемой конвертом. На фиг. 4В показано, как первый конец 46 обертки складывают наверх по основанию продукта 42 и накладывают поверх продукта 42. Вообще говоря, для того, чтобы материала хватило на то, чтобы существенно укрыть изделие первой складкой, стерилизационная обертка должна быть достаточно большой по площади. Конец 46 первой складки складывают назад для образования малого хвоста 48. Эта последовательность требует много времени, требует от рабочего внимания к размеру хвоста, и в целом повторяется для оставшихся второго конца 50 и третьего конца 52. Опять же, стерилизационная обертка должна быть достаточно большой для того, чтобы материала хватило на то, чтобы второй конец 50 и третий конец 52 существенно перекрылись друг с другом так, чтобы второй конец 50 полностью или существенно был бы покрыт третьим концом 52. Четвертый конец 54 складывают поверх и фиксируют лентой для образования обернутой упаковки.
На фиг. 5А-фиг. 5Е показан пример последовательности этапов обертывания продукта обычной стерилизационной оберткой. Как показано на фиг. 5А, квадратную или в целом прямоугольную обертку 60 распрямляют, а подлежащую обертыванию вещь 62 помещают в центральную область 64 обертки 60 в целом параллельно относительно ориентации обертки 60 по схеме, обычно называемой квадратом. На фиг. 5В показано, как нижний конец 66 обертки складывают наверх по низу продукта 62 и накладывают поверх продукта 62. Вообще говоря, для того, чтобы материала хватило на то, чтобы существенно укрыть изделие первой складкой, стерилизационная обертка должна быть достаточно большой по площади. Конец 66 первой складки складывают назад для образования согнутой кромки 68. Эту последовательность в целом повторяют на оставшихся верхнем конце 70 и левостороннем конце 72. Опять же, стерилизационная обертка должна быть достаточно большой площади для того, чтобы материала хватило на то, чтобы верхний конец 70 и левосторонний конец 72 существенно перекрылись друг другом так, чтобы нижний конец 70 полностью или существенно был укрыт левосторонним концом 72. Правосторонний конец 74 складывают и фиксируют лентой 76 для образования обернутой упаковки.
Типовому стерилизационному лотку размером 10 дюймов (25,4 см) на 20 дюймов (50,8 см) и высотой 5 дюймов (12,7 см) для обертывания и прохождения стерилизации обычно требуется квадратный кусок стерилизационной материи с длиной каждой стороны в 45 дюймов. Кусок такого большого размера требуется для того, чтобы угол материи можно было полностью сложить поверх лотка с некоторым запасом материала для того, чтобы работник, готовящий лоток, был уверен в том, что содержимое укрыто, и что кусок материи останется свисать вниз и не спружинит обратно. Использование квадратного куска материи со стороной 45 дюймов означает, что для вмещения лотка с площадью поверхности всего 700 квадратных дюймов (примерно 4516 квадратных сантиметров) используют 2025 квадратных дюймов материала (примерно 13064 квадратных сантиметров). Другими словами, в этом традиционном способе для укрытия каждого квадратного дюйма лотка хирургических инструментов требуется почти три квадратных дюйма материала.
Настоящим изобретением охватывается многосегментное изделие для стерилизации, решающее проблемы, в целом описанные выше, и также решающее проблему, проявляющуюся тогда, когда уменьшают размеры стерилизационной материи - то есть, возможность того, что разложенные участки стерилизационной материи частично снова сложатся или сложатся обратно на себя в процессе раскладывания других участков изделия для стерилизации. На фиг. 6 показан пример многосегментного изделия 100 для стерилизации.
Многосегментное изделие для стерилизации включает в себя барьерный сегмент 102, состоящий из проницаемого листового материала 104, обладающего барьерными свойствами (например, из барьерной ткани), крепеж 106 сегмента (не показан на фиг. 6) для фиксации барьерного сегмента 102 в упаковку; и защищающий сегмент 108. Вообще говоря, «барьерный сегмент» представляет собой участок многосегментного изделия для стерилизации, причем этот участок формируется из материала, достаточно проницаемого для того, чтобы сквозь него мог проходить стерилизующий газ для осуществления стерилизации, и обладает барьерными свойствами, достаточными для поддержания содержимого в асептическом состоянии после стерилизации. Барьерный сегмент также должен быть достаточно гибким или конформным, так как он выполнен с возможностью принимать и в дальнейшем закутывать или заключать стерилизуемое содержимое, формируя тем самым упаковку. Вообще говоря, барьерный сегмент может быть барьерной тканью. «Защищающий сегмент» является участком многосегментного изделия для стерилизации, сформированным из покровов материала и защищающим по меньшей мере участок сложенных кромок барьерного сегмента. Защищающий сегмент является последним сегментом или частью многосегментного изделия для стерилизации, которую складывают или оборачивают вокруг упаковки (формируемой барьерным сегментом вокруг стерилизуемого содержимого), и является первой частью многосегментного изделия для стерилизации, с которой начинают раскладывать или развертывать многосегментное изделие для стерилизации. И барьерный сегмент, и защищающий сегмент желательно должны быть выполнены из материала, обеспечивающего необходимые свойства, но еще столь недорогого, чтобы его было можно экономично утилизировать или вторично переработать после одиночного использования. В качестве примера можно привести нетканые материалы на основе полиолефина. Как было отмечено выше, такие недорогие материалы могут давать усадку в процессе стерилизации паром или теплом, что чревато появлением на них загибов или складок, которые могут сопротивляться развертыванию и заставлять участки барьерного сегмента возвращаться в сложенное положение, что может негативно сказаться на обеспечении асептического открывания упаковки.
Барьерный сегмент включает в себя: первую поверхность 110 и вторую противоположную ей поверхность 112; первый конец 114, имеющий край или кромку «Е»; второй конец 118, противоположный первому концу 114; первую кромку 120, в целом перпендикулярную к первому концу 114; вторую кромку 122, в целом противоположную первому концу 114; и третью кромку 124, в целом перпендикулярную к первому концу 114. Барьерный сегмент 102 может включать в себя указатель 116, который может располагаться около края «Е», но в переделах первого конца 114 барьерного сегмента. Барьерный сегмент также имеет середину «М» по длине «L», проходящую между первой кромкой 120 и третьей кромкой 124, или, в некоторых вариантах осуществления изобретения -дополнительные кромки для того, чтобы в целом разграничить барьерный сегмент на принимающую содержимое область 130, проходящую примерно от первого конца до середины, то есть от указателя 116 до середины «М», как видно на фиг. 6А, и на укрывающую содержимое область 132, проходящую от середины примерно до второго конца, то есть от середины «М» до второй кромки 122, как видно на фиг. 6А. Несомненно предполагается, что могут быть добавлены дополнительные кромки, и что кромки могут быть криволинейными или включать в себя криволинейные участки.
Указатель 116 может быть выровнен в целом параллельно кромке или краю «Е» первого конца 114 барьерного сегмента 102. Указатель 116 желательно должен быть расположен на первой поверхности 110 удаленно от края «Е» первого конца 114 по направлению к середине «М» барьерного сегмента, для того, чтобы обозначить верхнюю границу принимающей содержимое области 130. Верхняя граница также может называться «линией заданного сгиба». Вообще говоря указатель 116 (также называемый линией заданного сгиба) смещен от края «Е» первого конца 114, но предполагается, что указатель 116 может касаться края «Е» в случае, если или указатель, или край «Е» будут нелинейными. Точно так же как край «Е» задает собой границу или переход между барьерным сегментом 102 и защищающим сегментом 108, указатель 116 обозначает желательную верхнюю границу принимающей содержимое области 130 для помещения стерилизуемого содержимого в пределах первого конца 114 барьерного сегмента 102. Помещение вещи (стерилизуемого содержимого) вдоль указателя 116 смещает изделие от края «Е» первого конца 114 для того, чтобы обеспечить достаточное количество барьерного сегмента для полного окружения вещи после завершения складывания. Указатель 116 может быть смещен от границы или перехода, задаваемого краем «Е» между барьерным сегментом 103 и защищающим сегментом 108 примерно на расстояние примерно от 0,5 дюйма (~13 мм) до 10,5 дюймов (~257 мм). Желательно, чтобы указатели 116 были смещены от границы или перехода, задаваемого краем «Е» по меньшей мере на 1,5 дюйма (~38 мм), и может быть желательным смещение примерно на 4 дюйма (~102 мм) или более (например от примерно 4 дюймов примерно до 10,5 дюймов; примерно от 4,5 дюймов до примерно 9,5 дюймов); от примерно 5 дюймов до примерно 9 дюймов). Указатель 116 может иметь разнообразный вид. Указатель 116 может быть иметь вид шва (или швов), например, швейного шва, шва ультразвукового сцепления, шва адгезивного сцепления, шва термомеханического сцепления (например, шва прутковой сварки) или их сочетаний, возникающих в результате соединения друг с другом слоев или сложений для формирования барьерного сегмента и защищающего сегмента - или же шов (швы) могут быть результатом соединения друг с другом кусков, если барьерный сегмент и защищающий сегмент выполнены отдельными кусками. Дополнительно или альтернативно, указатель 116 может иметь вид печати или отпечатка, например, линии термомеханического соединения (например, линии прутковой сварки) или паттерна или другой маркировки, или может быть обозначен видимой складкой или другим подходящим отличительным признаком. Указатель 116 может быть прерывистой линией и может быть обеспечен непосредственно на барьерном сегменте, также он может быть обеспечен только на участке или участках барьерного сегмента, или же он может быть обеспечен на одной или нескольких армирующих элементах или других элементах, если таковые присутствуют.
Как было отмечено выше, важной отличительной особенностью указателя 116 является помощь в разграничении того места, где должно быть помещено содержимое, которое подлежит обертыванию и, в конечном счете, стерилизации. То есть обертываемое и стерилизуемое содержимое должно быть помещено рядом только с одной стороной указателя. Как рассматривается далее по тексту, другие отличительные особенности настоящего изобретения сигнализируют пользователю то, с какой именно стороны указателя нужно поместить содержимое. Еще одной отличительной особенностью указателя 116 является то, что он помогает определить дополнительную границу, ориентирную линию, предел или линию заданного сгиба для пользователя в процессе обертывания стерилизуемого содержимого. То есть, в процессе обертывания, когда часть барьерного сегмента (то есть, второй конец 118) поднимают наверх, чтобы накрыть стерилизуемое содержимое, эта часть барьерного сегмента не должна существенно пересекать или переходить указатель 116. В отличие от обычных систем обертывания для стерилизации, в которых содержимое помещают в центр стерилизационного барьера, в многосегментном изделии для стерилизации требуется помещать содержимое, начиная от указателя 116 в сторону к середине «М», а не вблизи кромки или края «Е» первого конца 114 барьерного сегмента. Это изначально расценивается пользователями как противоречащее здравому смыслу и достаточно отличается от обычных систем обертывания для стерилизации.
В изделии 100 для стерилизации также имеется продольная ось «LA», проходящая по меньшей мере от первого конца 114 ко второму концу 118 барьерного сегмента 102, а более желательно - от дистального конца 144 защищающего сегмента 108 ко второму концу 118 барьерного сегмента, так, что эта ось делит изделие пополам на первый участок 600 и второй существенно равный участок 602 (или второй участок 602). Каждый участок имеет общую границу вдоль по продольной оси «LA», и первый участок 600 имеет кромку 604 первого участка (которая на фиг. 6А является первой кромкой 120 и половиной второй кромки 122 барьерного сегмента 102 вместе с первой кромкой 146 защищающего сегмента 108), а второй участок 602 имеет по меньшей мере кромку 606 второго участка (которая на фиг. 6А является третьей кромкой 124 и половиной второй кромки 122 барьерного сегмента 102 вместе со второй кромкой 148 защищающего сегмента 108), которая в целом зеркально отображает границу 604 первого участка. То есть продольная ось «LA» представляет собой биссекторную ось симметрии, и каждый соответствующий участок 600, 602 изделия 100 имеет соответствующий центр масс, расположенный между продольной осью «LA» и кромкой 604, 606 соответствующего участка. Когда боковые клапаны 400 рассматриваются в разложенном распрямленном положении, не покрывая участки 600 и 602, соответствующие центры масс участков 600 и 602 смещаются в зависимости от веса и положения боковых клапанов. В соответствии с изобретением, центр масс первого участка 600 и надлежащим образом расположенного бокового клапана находится ближе к кромке 604 первого участка, чем к продольной оси «LA», а центр масс второго участка 602 и надлежащим образом расположенного бокового клапана расположен ближе к кромке 606 второго участка, чем к продольной оси «LA».
Хотя барьерный сегмент 102 на фиг. 6 в целом показан имеющим квадратную форму, он может быть прямоугольным или желательно может иметь дополнительные кромки с образованием неквадратной или непрямоугольной фигуры. Участки кромок могут быть изогнутыми или быть нелинейными по-иному. Альтернативно и/или дополнительно, первая кромка 120 и третья кромка 124 могут сходиться или расходится, будучи непараллельными, с образованием барьерного сегмента 102 более трапециевидной формы. Также предполагается, что другие комбинации противоположных кромок могут сходиться или расходиться.
Для примера рассмотрим фиг. 7А, на которой изображен барьерный сегмент, который может иметь четвертую кромку 126 для образования неквадратной или непрямоугольной фигуры. В примере такой конфигурации, две кромки 122 и 126 в целом противоположны линии 116 заданного сгиба так, что вторая кромка 122 и четвертая кромка 126 образуют вершину или вертекс. Следовательно, барьерный сегмент 102 может иметь первую поверхность 110 и вторую противоположную поверхность 112; первый конец 114, имеющий кромку или край «Е» и содержащий 116 линию заданного сгиба (также называемую индикатором 116); второй конец 118, противоположный первому концу 114; первую кромку 120, в целом перпендикулярную линии 116 заданного сгиба; третью кромку 124, в целом перпендикулярную линии заданного сгиба; и четвертую кромку 126, расположенную между второй кромкой 122 и третьей кромкой 124.
Как показано на фиг. 7А и фиг. 7В, изделие для стерилизации также имеет продольную ось «LA», проходящую по меньшей мере от первого конца 114 до второго конца 118 барьерного сегмента 102, а более желательно - от дистального конца 144 защищающего сегмента 108 до второго конца 118 барьерного сегмента, деля при этом изделие на первый участок 600 и второй существенно одинаковый участок 602 (или второй участок 602). Каждый участок имеет общую кромку вдоль продольной оси «LA», и первый участок 600 имеет по меньшей мере кромку 604 первого участка (которая на фиг. 7А является первой кромкой 120 и второй кромкой 122 барьерного сегмента 102 вместе с первой кромкой 146 и половиной третьей кромки 150 защищающего сегмента 108, а второй участок 602 имеет по меньшей мере кромку 606 второго участка (которая на фиг. 7А является третьей кромкой 124 и четвертой кромкой 126 барьерного сегмента 102 вместе со второй кромкой 148 и половиной третьей кромки 150 защищающего сегмента 108), которая в целом зеркально отображает кромку 604 первого участка.
На фиг. 8А и 8В барьерный сегмент 102 может иметь четвертую кромку 126 и пятую кромку 128, образуя неквадратную или непрямоугольную фигуру так, что, например, четвертая кромка 126 и пятая кромка 128 в целом сходятся в направлении второй кромки 226 таким образом, что второй конец 118 барьерного сегмента более узок, чем первый конец 114 барьерного сегмента. Таким образом, барьерный сегмент 102 может иметь первую поверхность 110 и вторую противоположную поверхность 112; первый конец 114, имеющий кромку или край «Е», и имеющий линию 116 заданного сгиба; второй конец, противоположный первому концу 114; первую кромку 120, в целом перпендикулярную линии заданного сгиба; вторую кромку 122, в целом параллельную линии 116 заданного сгиба; третью кромку 124, в целом перпендикулярную линии 116 заданного сгиба; четвертую кромку 126, расположенную между второй кромкой 122 и третьей кромкой 124; и пятую кромку 128, расположенную между первой кромкой 120 и второй кромкой 122. Барьерный сегмент имеет первую ширину «W1», являющуюся расстоянием от первой кромки 120 до третьей кромки 124 на первом конце 114 (например, желательно измеряемым вдоль линии 116 заданного сгиба), и вторую ширину «W2», являющуюся расстоянием вдоль второй кромки 122 от четвертой кромки 126 до пятой кромки 128 (например, желательно измеряемым между точками, в которых четвертая кромка 126 и пятая кромка 128 встречаются со второй кромкой 122. Барьерный сегмент также имеет габаритную длину, являющуюся расстоянием от края «Е» первого конца 114 до края второго конца (например, на второй кромке 122). Дополнительно, барьерный сегмент имеет длину «L» от линии 116 заданного сгиба (или указателя 116) до края второго конца 118 (например, на второй кромке 122). Примерная середина «М» расположена вдоль этой длины «L» и ориентирована от первой кромки 120 и третьей кромки 124, или, в некоторых вариантах осуществления, от четвертой кромки 126 и пятой кромки 128, в целом разграничивая барьерный сегмент 120 на принимающую содержимое область 130, проходящую от указателя 116 (также называемого линией 116 заданного сгиба) до середины, и на укрывающую содержимое область 132, проходящую от середины «М» до второй кромки. Несомненно, предполагается, что могут быть добавлены дополнительные кромки, или что эти кромки могут быть криволинейными или могут включать в себя криволинейные участки.
Как показано на фиг. 8А, изделие для стерилизации также имеет продольную ось «LA», проходящую по меньшей мере от первого конца 114 до второго конца 118 барьерного сегмента 102, а более желательно - от дистального конца 144 защищающего сегмента 108 до второго конца 118 барьерного сегмента, деля при этом изделие на первый участок 600 и второй существенно одинаковый участок 602 (или второй участок 602). Каждый участок имеет общую кромку вдоль продольной оси «LA», и первый участок 600 имеет по меньшей мере кромку 604 первого участка (которая на фиг. 8А является первой кромкой 120, пятой кромкой 128 и половиной второй кромки 122 барьерного сегмента 102 вместе с первой кромкой 146, четвертой кромкой 152 и половиной третьей кромки 150 защищающего сегмента 108), а второй участок 602 имеет по меньшей мере кромку 606 второго участка (которая на фиг. 8А является третьей кромкой 124, четвертой кромкой 126 барьерного сегмента 102 и половиной второй кромки 122 вместе со второй кромкой 148, пятой кромкой 153 и половиной третьей кромки 150 защищающего сегмента 108), которая в целом зеркально отображает кромку 604 первого участка.
Снова обратившись к фиг. 6А, увидим, что барьерный сегмент 102 может иметь ширину «W», являющуюся расстоянием от первой кромки 120 до третьей кромки 124, и габаритную длину, являющуюся расстоянием от края «Е» первого конца 114 до края второго конца 118 (например, на второй кромке 122). Барьерный сегмент также имеет длину «L» от линии 116 заданного сгиба (или от указателя 116) до края второго конца 118 (например, на второй кромке 122). Примерная середина «М» вдоль этой длины «L» ориентирована от первой кромки 120 и третьей кромки 124 и в целом разграничивает барьерный сегмент 102 на принимающую содержимое область 130, проходящую от линии 116 заданного сгиба до середины «М», и на укрывающую содержимое область 132, проходящую от середины «М» до второй кромки 122. Вообще говоря, принимающая содержимое область является участком барьерного сегмента, на который изначально помещают стерилизуемый лоток или иное содержимое. В отличие от обычной обертки для стерилизации, в которой стерилизуемый лоток или содержимое помещают на центральный участок барьерного материала, формирующего обертку для стерилизации, принимающая содержимое область находится между указателем 116 (также называемым линией 116 заданного сгиба) и серединой «М» барьерного сегмента. Такое ассиметричное помещение содержимого на барьерный сегмент интуитивно не понятно. Укрывающие содержимое области являются участками барьерных сегментов, которые загибаются наверх и поверх содержимого, после того, как содержимое было помещено на принимающие содержимое участки. На фиг. 6А, 7А и 8А край «Е» первого конца 114 барьерного сегмента не совпадает с указателем 116 (также называемым линией 116 заданного сгиба), и между указателем 116 и «Е» первого конца 114 барьерного сегмента может присутствовать дополнительная укрывающая содержимое область 132'. То есть, в другом аспекте изобретения, укрывающий содержимое участок барьерного сегмента 102 также включает в себя участок 132' барьерного сегмента, расположенный между линией 116 заданного сгиба «также называемой указателем 116» и краем «Е» первого конца, который задает границу или переход между барьерным сегментом 102 и защищающим сегментом 108.
В аспекте настоящего изобретения, барьерный сегмент разнообразных показанных конфигураций может иметь ширину от примерно 12 дюймов (~30 см) до примерно 50 дюймов (~127 см). Желательно, чтобы барьерный сегмент мог иметь ширину от примерно 18 дюймов (~46 см) до примерно 40 дюймов (~102 см). Еще более желательно, чтобы барьерный сегмент мог иметь ширину от примерно 20 дюймов (~51 см) до примерно 48 дюймов (~122 см). Барьерный сегмент может иметь длину от примерно 7 дюймов (~18 см) до примерно 70 дюймов (~178 см). Желательно, чтобы барьерный сегмент мог иметь длину от примерно 15 дюймов (~39 см) до примерно 70 дюймов (~178 см). Еще более желательно, чтобы барьерный сегмент мог иметь длину от примерно 20 дюймов (~64 см) до примерно 70 дюймов (~178 см).
В соответствии с аспектом изобретения, площадь поверхности принимающей содержимое области 130 может составлять от примерно 25 процентов до примерно 49 процентов общей площади поверхности барьерного сегмента 102. Например, площадь поверхности принимающей содержимое области 130 может составлять от примерно 35 процентов до примерно 45 процентов общей площади поверхности барьерного сегмента 102. Это важно, так как укрывающая содержимое область или области барьерного сегмента должны быть больше для того, чтобы обеспечивать дополнительную площадь для надлежащего укрывания содержимого.
Важной частью многосегментного изделия для стерилизации по настоящему изобретению являются боковые клапаны. Эти боковые клапаны обеспечивают места для захвата при свертывании и развертывании барьерного сегмента. Важно, что эти боковые клапаны не дают разложенным участкам барьерного сегмента сложиться обратно в направлении стерилизованного содержимого при раскладывании других участков изделия для стерилизации, в частности после более интенсивной стерилизации паром или теплом. В отсутствии этих боковых клапанов боковые кромки барьерного сегмента могут сложиться обратно в направлении стерилизованного содержимого или даже на него. Как показано на фиг. 8D и 8Е, если в процессах стерилизации паром или теплом используют обертку или изделие для стерилизации, выполненные из определенных термопластичных полимеров, материал может дать усадку или «принять форму» оборачиваемой вещи или лотка. При разворачивании вещи или лотка 200, нужно бороться с отпечатанными загибами, складками или другими деформациями, показанными как «F» на фиг. 8D, чтобы стерилизационная обертка легла существенно плоско. Если стерилизационная обертка не ляжет существенно плоско, ее ранее разложенные участки могут опять сложиться в сторону стерилизованной вещи или лотка в процессе раскладывания других участков изделия. Этот феномен может негативно сказаться на стерильности вещи или лотка 200. Как правило, пытаются сделать материал изделия для стерилизации или обертки мягче, гибче и податливей, чтобы он легко складывался и раскладывался и мог ложиться плоско, распрямляясь при разворачивании/раскладывании после стерилизации. Однако придание материалу большей мягкости или гибкости порождает дополнительные расходы и может отрицательно сказаться на его прочности. Альтернативно, можно попытаться армировать материал и сделать его жестче, или же добавить еще материала, например, широкую полосу вдоль края барьерного сегмента. Однако было обнаружено, что добавление материала часто имеет результатом то, что отпечатанные загибы, складки или другие деформации еще охотнее и проще складываются обратно. Считается, что добавление дополнительного материала в местах «F» загиба, складки или деформации позволяет большему количеству материала «дать тепловую усадку», что повышает сопротивление раскладыванию. Также считается, что очень большое количество материала требуется для того, чтобы обеспечить вес, достаточный для того, чтобы начать уравновешивать сопротивление раскладыванию, и что большое количество материала является неэкономным решением и создаст трудности в процессе изготовления и использования. Дополнительный вес материала также снижает воздухопроницаемость обертки.
Неожиданно обнаружилось, что добавление к изделию для стерилизации боковых клапанов значительно снижает или устраняет вероятность того, что ранее разложенные стороны обертки для стерилизации сложатся обратно на стерилизуемую вещь или лоток во время раскладывания других участков обертки. Присоединение боковых клапанов к барьерному сегменту на краях или рядом с краями барьерного сегмента добавляет вес за пределами барьерного сегмента, что перемещает или смещает центр масс участков боковой клапан -изделия, и способствует устранению вероятности того, что ранее разложенные стороны обертки для стерилизации сложатся обратно на стерилизуемую вещь или лоток во время раскладывания других участков обертки.
На фиг. 6-8С барьерный сегмент 102 включает в себя боковые клапаны 400, расположенные непосредственно на или вблизи первой кромки 120 и третьей кромки 124 барьерного сегмента. Эти боковые клапаны 400 не дают первой и третьей кромкам барьерного сегмента сложиться самим на себя при развертывании изделия для стерилизации, особенно после интенсивной стерилизации паром или теплом. Боковые клапаны 400 могут быть расположены непосредственно на или вблизи первой и третьей кромок (120 и 124 соответственно) укрывающей содержимое области 132 барьерного сегмента 102. Желательно, чтобы большая часть бокового клапана 400 располагалась между краем «Е» первого конца и серединой барьерного сегмента и непосредственно на или вблизи первой кромки и третьей кромки таким образом, чтобы боковой клапан 400 охватывал указатель 116 (также называемый линией 116 заданного сгиба). Вообще говоря, боковые клапаны 400 могут располагаться на второй противоположной поверхности 112 барьерного сегмента 102, как показано на фиг. 6В. Фиг. 7В, фиг. 7С, фиг. 7D и фиг. 8В. Альтернативно и/или дополнительно, боковые клапаны 400 могут располагаться на первой поверхности 110 барьерного сегмента 102. Например, боковые клапаны 400 могут быть выполнены таким образом, чтобы один участок бокового клапана крепился к первой поверхности 110, а другой участок крепился ко второй противоположной поверхности 112.
Было установлено, что прикрепленного бокового клапана весом всего 0,028 унции, присоединенного к принимающей содержимое области недостаточно для того, чтобы так сместить центр масс первого и второго участков, чтобы было обеспечено асептическое открывание изделия после завертывания и стерилизации; весовой вклад бокового клапана, включая любой крепеж сегмента, должен превышать 0,028 унции.
То есть, весовой вклад бокового клапана, включая любой крепеж сегмента, может находиться в диапазоне всего от 0,028 унции до нескольких унций. Предполагаются и другие значения веса, но они могут не обеспечивать конкретного преимущества снижения расходов и упрощения за счет обеспечения дополнительного веса. Хотя авторы изобретения и не должны придерживаться какой-либо конкретной теории работы, было обнаружено, что только относительно небольшой размер дополнительного весового вклада боковых клапанов требуется для того, чтобы надежно обеспечить асептическое открывание изделия после обертывания и стерилизации. То есть, в процессе развертывания изделия пользователь должен отпустить боковые клапаны 400, чтобы ухватить второй конец 118 барьерного сегмента (или взяться за язычок 300 или за его разнесенные захваты 500 для вытягивания, расположенные на/сверху второго конца 118) - только небольшой весовой вклад правильно расположенных боковых клапанов, смещающий центр масс, требуется для того, чтобы надежно обеспечить асептическое открывание изделия, чтобы способствовать надежному предотвращению складывания уже разложенных сторон изделия для стерилизации от складывания обратно поверх стерилизуемой вещи или лотка в процессе раскладывания других участков обертки. Например, весовой вклад бокового клапана, включая любой крепеж сегмента, может находиться в пределах всего от примерно 0,028 унции (~0,03 унции) до примерно 3-х унций. В другом примере весовой вклад бокового клапана, включая любой крепеж сегмента, может находиться в пределах всего от примерно 0,028 унции (~0,03 унции) до примерно 1-й унции. Еще в одном примере, весовой вклад бокового клапана может находиться в пределах всего от примерно 0,028 унции (~0,03 унции) до 1-й унции. Весовой вклад бокового клапана может находиться в пределах всего от примерно 0,028 унции (~0,03 унции) до 0,5 унции. Весовой вклад бокового клапана может находиться в пределах всего от примерно 0,03 унции (~0,03 унции) до 0,1 унции. В другом примере весовой вклад бокового клапана может находиться в пределах всего от примерно ~0,03 унции до примерно 0,9 унции.
В аспекте настоящего изобретения, изделие для стерилизации включает в себя по меньшей мере один язычок 300 для вытягивания (или язычковую систему 300 для вытягивания), обеспечивающую разнесенные друг от друга захваты 500 для вытягивания. Вообще говоря, язычковая система 300 может быть расположена на второй противоположной поверхности 112 барьерного сегмента 102, как показано на фиг. 6В, фиг. 7С, фиг. 7D и фиг. 8В. Альтернативно и/или дополнительно, язычковая система 300 может частично располагаться на первой поверхности 110 барьерного сегмента 102. Например, язычковая система 300 может быть выполнена таким образом, чтобы один участок язычка крепился к первой поверхности 110, а другой участок язычка крепился ко второй противоположной поверхности 112.
В другом аспекте изобретения, боковые клапаны могут быть таким образом прикреплены к барьерному сегменту, чтобы их можно было легко отделить от барьерного сегмента после использования (то есть после стерилизации и развертывания изделия для стерилизации, чтобы достать стерилизованное содержимое). Альтернативно и/или дополнительно, крепление язычков может быть таким, чтобы их можно было легко отделить от барьерного сегмента после использования (то есть после стерилизации и развертывания изделия для стерилизации, чтобы достать стерилизованное содержимое). Это может быть особенно полезно тогда, когда на боковых клапанах имеются такие компоненты, как крепеж сегмента, а участки крепежа сегмента выполнены из материала который не может быть вторично переработан совместно с материалом (материалами) из которого сформированы остальные участки изделия для стерилизации. Предполагается, что боковые клапаны могут быть единым целым с барьерным сегментом или являться его составной частью (например, они могут быть выполнены из одного куска материала). В этом случае боковые клапаны могут включать в себя хрупкий участок, позволяющий легко отделить боковые клапаны от барьерного сегмента.
Боковые клапаны (и/или язычок (язычки)) могут включать в себя один или несколько слоев материалов, выбираемых из волокнистого полотна, непроницаемых пленок, проницаемых или пористых пленок, перфорированных пленок, пенистых материалов и их сочетаний. Например, волокнистые полотна могут включать в себя тканые и нетканые полотна. Тканое полотно может включать в себя натуральные и синтетические материалы или их смеси. В качестве примера натуральных материалов можно привести ткани из хлопчатобумажной пряжи, а синтетических - ткани из полипропилена, полиэстера, нейлоновой пряжи и т.п.
Нетканые полотна могут включать в себя, например, спанбонд (spunbond), мелтблоун (meltblown), кардочесанное полотно, влажно прессованное полотно или полотно, полученное суховоздушным формованием, материю, полученную с укреплением ворса водяной струей, или ламинаты вышеперечисленного (например, материал спанбонд/мелтблоун/спандонд). Такие нетканые полотна могут включать в себя также натуральные и синтетические материалы или их смеси. Боковые клапаны могут включать в себя один или несколько слоев материала, выбираемого из проницаемых или непроницаемых материалов или их ламинатов. Проницаемые пленки могут быть перфорированными или микропористыми. Перфорированные пленки могут быть получены механическим перфорированием, вакуумным перфорированием или другим имеющимся на рынке способом. Микропористые пленки и иные аналогичные пленки могут быть в целом изготовлены, как описано, например, в патенте США No. 5695868; в патенте США No. 5698481; в патенте США 5855999; и в патенте США No. 6277479, которые включены в настоящий документ посредством ссылки. Непроницаемые пленки могут быть монослойными или коэкструзионными, и могут состоять из пленочных материалов, включающих в себя, например, полиэтилены, полипропилены, их сополимеры, винилы, металлическую фольгу и т.п. Также следует отметить, что указанные полимеры могут быть также ламинированы с волокнистыми полотнами, описанными выше.
Например, указанные боковые клапаны (и/или язычок (язычки) могут представлять собой слой или слои нетканого материала, присоединенного барьерному сегменту адгезивными веществами, термическим сцеплением, ультразвуковым сцеплением или другими способами или сочетаниями способов. Например, каждый боковой клапан может быть слоем нетканого материала, такого как, например, ламинат из двух слоев материи спанбонд со слоем материи мелтблоун (часто называемого материалом «SMS»). Каждый слой может брать начало непосредственно на первой или третьей кромке или в целом смежно с ними. Например, боковой клапан может начинаться от кромки или смежно с ней и проходить на несколько дюймов внутрь от кромки.
Каждый боковой клапан может быть присоединен к барьерному сегменту только на участке его поверхности, непосредственно соприкасающейся с барьерным сегментом. Альтернативно, каждый боковой клапан может быть присоединен к барьерному сегменту по всей поверхности бокового клапана, которая непосредственно соприкасается с барьерным сегментом. Например, боковой клапан могут быть присоединен к барьерному сегменту распылением адгезивного вещества, нанесением адгезивного вещества по технологии slot-coat, спиралевидным нанесением адгезивного вещества по всей площади соприкосновения - или только по участку этой площади соприкосновения и в частности, с целью прикрепления участков боковых клапанов, находящихся с внутренней стороны от кромок барьерного сегмента. Участки боковых клапанов, которые находятся на краях барьерного сегмента или в непосредственной близости от них, могут прикрепляться согласно вышеприведенному описанию способами ультразвукового сцепления, термического сцепления, сцепления под давления или иными способами. Используемые адгезивные вещества должны выдерживать условия стерилизации. Предполагается, что желательно использовать адгезивное вещество, которое может утяжелить боковой клапан и/или придать ему жесткости.
Многосегментное изделие 100 для стерилизации может включать в себя крепеж 106 сегмента. Для тех вариантов осуществления, у которых боковые клапаны имеют прямоугольную форму, крепеж сегмента может желательно располагаться на боковом клапане 400, как в целом показано на фиг. 8С.
Каждый боковой клапан 400 может включать в себя проксимальный конец 402 клапана, в целом смежный с соответствующей первой кромкой или третьей кромкой барьерного сегмента; первую кромку 404 клапана в целом перпендикулярную проксимальному концу клапана и по меньшей мере вторую кромку 406 клапана, и при этом первая кромка 404 клапана и вторая кромка 406 клапан задают собой ширину «TW» клапана на проксимальном конце 402 клапана. Боковой клапан может также иметь дистальный конец 412 клапана, противоположный проксимальному концу 402 клапана.
В соответствии с аспектом изобретения, ширина «TW» клапана должна желательно проходить на расстояние от первого места непосредственно на первом конце барьерного сегмента или вблизи него (например, в месте на указателе 116 или выше него и непосредственно в месте или ниже места, где барьерный сегмент 102 переходит в защищающий сегмент 108 - обозначенном на фиг. 8С как край «Е») до по меньшей мере второго места ниже указателя 116 и в пределах принимающей содержимое области (например, до второго места на барьерном сегменте 102, расположенного ниже указателя 116 в направлении к середине «М» барьерного сегмента)..Крепеж 106 сегмента желательно располагается на первой поверхности 408 клапана в целом рядом с проксимальным концом 402 клапана (то есть рядом с первой кромкой 120 и/или третьей кромкой 124 барьерного сегмента). Альтернативно и/или дополнительно, крепеж 106 сегмента может располагаться рядом с дистальным концом или между двумя концами клапана. Крепеж 106 сегмента должен располагаться ниже указателя 116 («линии заданного сгиба»), что в целом показано на фиг. 7D, фиг. 8В и фиг. 8С.
Альтернативно и/или дополнительно, крепеж 106 сегмента может располагаться на первой кромке 120 и третьей кромке 124 барьерного сегмента или смежно с ними. То есть, крепеж сегмента может располагаться непосредственно на первой поверхности 110 барьерного сегмента. В такой конфигурации крепеж 106 сегмента должен располагаться ниже указателя 116 (линии заданного сгиба).
Отпечатавшийся загиб, складка или другая деформация появляется на указателе 116 (также называемом линией заданного сгиба) в результате стерилизации. Хотя авторы изобретения и не должны придерживаться какой-либо конкретной теории работы, было обнаружено, что наличие ширины «TW» клапана на боковом клапане на проксимальном конце 402 клапана, перекрывающей указатель 116, придает боковому клапану способность распределять силы при открывании упаковки, эффективно и надежно не давая разложенным сторонам изделия для стерилизации складываться обратно на стерилизуемую вещь или лоток во время раскладывания других участков упаковки. Кроме того, разложенные боковые клапаны 400 принуждают центр массы каждого из участков 600, 602 изделия сместиться достаточно для того, чтобы надежно не давать разложенным сторонам изделия для стерилизации складываться обратно на стерилизуемую вещь или лоток во время раскладывания других участков упаковки.
Крепеж сегмента может быть одним большим элементом или некоторым количеством отдельных элементов. В качестве примера крепежа сегмента можно назвать, в числе прочего, адгезивную ленту, двухстороннюю адгезивную ленту, ленты с раскалываемой системой отпускания, ленты со слоистой системой отпускания, когезивные материалы, системы крепления крючок-петля, механические системы крепления, среди которых, среди прочего можно назвать защелки, клипсы, магниты, пружинные захваты, системы язычок-щель и сочетания вышеперечисленного.
К примеру, крепеж сегмента может представлять собой один или более отрезков адгезивной ленты, имеющей по меньшей мере конец или участок, который пришит, прикреплен ультразвуковым сцеплением, прикреплен термомеханическим сцеплением или термомеханическим сцеплением, или же адгезионно сцеплен с барьерным сегментом. Желательно, крепеж сегмента представляет собой расположенный на боковых клапанах крепеж сегмента, который используют для соединения одной или нескольких кромок барьерного сегмента, сгибаемых вокруг стерилизуемого содержимого. Было обнаружено, что крепеж барьерного сегмента может быть двусторонней лентой, имеющей с разных сторон разные уровни силы адгезии или липкости. Альтернативно и/или дополнительно, крепеж сегмента может иметь такую конструкцию двусторонней ленты, в которой центральный слой, находящийся между адгезивами, является расщепляемым или отделяемым материалом, таким как расщепляемая бумага, расщепляемый ламинат, расщепляемый пенистый материал, раскалываемая бумага, раскалываемый ламинат, раскалываемая конструкция отпускания, раскалываемый пенистый материал или другой раскалываемый или отделяемый ламинат. Примеры расщепляемых или раскалываемых материалов раскрываются, например, в патенте США No. 5702555 (Caudal и др.) от 30 декабря 1997 г; в патенте США No. 4310127 (Frye) от 12 января 1982 г.; в патенте США No. 3675844 (Sorrell) от 11 июля, 1972 г.; в патенте США No. 2205956 (Humphner) от 25 июня 1940 г.; содержание которых включено в настоящую заявку посредством ссылки.
Подходящий крепеж 106 сегмента, включающий в себя или состоящий из адгезивной ленты, может быть выполнен в виде разнообразных систем застежек с адгезивным клапаном или лентой, которые части используются в подгузниках, белье для страдающих недержанием и в аналогичных продуктах. Пример системы ленточной застежки может быть найден, например, в патенте США №4410325 (Lare) от 18 октября 1983 года; содержание которого включено в настоящую заявку посредством ссылки. Эта система использует систему липкой застежки (которая здесь называется «системой застегивания»), которая складывается назад сама на себя и которая имеет первый конец или участок, прикрепленный к продукту (например, к одной части белья). В процессе использования систему застегивания раскладывают для обнажения незакрытой адгезивной поверхности по меньшей мере на втором конце или участке системы застегивания, который затем приклеивают к другой части продукта (например, ко второй части белья) для закрепления двух частей белья в желательной конфигурации. Вообще говоря, система застегивания желательно используется на боковых клапанах 400, расположенных на первой кромке 120 и третьей кромке 124 (хотя она может использоваться непосредственно на барьерном сегменте 102). Первый конец крепежа 106 барьерного сегмента (в виде системы застегивания) будет крепиться на поверхности 408 или будет крепиться на дистальном конце или вблизи дистального конца 412 бокового клапана 400, а второй конец крепежа 106 сегмента будет раскладываться на первый конец. В процессе использования, крепеж 106 сегмента будет раскладываться для обнажения открытой адгезивной поверхности или поверхностей по меньшей мере на втором конце крепежа 106 сегмента. Открытая адгезивная поверхность (поверхности) крепежа на боковых клапанах 400 первой кромки 120 и/или третьей кромки 124 барьерного сегмента будет использоваться для скрепления этих частей барьерного сегмента друг с другом и/или с другими участками барьерного сегмента после того, как барьерный сегмент будет сложен вокруг стерилизуемого содержимого.
Предполагается, что может использоваться опциональная зона крепления. В тех вариантах осуществления изобретения, где для крепежа сегмента используются адгезивные или когезивные материалы, зона крепления может быть нанесенной пленкой, более прочно сцепленным участком нетканой материи, отдельным куском материала, покрытием и т.п., которые обеспечивают подходящую поверхность для того, чтобы адгезив прочно присоединился, не давая сложенному барьерному сегменту внезапно открыться или отпуститься тогда, когда не надо. Зона крепления может быть выполнена с возможностью сигнализации пользователю о подходящем месте или местах для фиксации крепежа. В такой конфигурации зона крепления может быть скомбинирована или может состоять из указателя, такого как цвет, текстура, буквенно-цифровые символы и т.п.для подсказки пользователю. Что более важно, зона крепления может быть выполнена с обеспечением подходящей поверхности, такой чтобы тщательно контролировалось усилие, требуемое для отпускания крепежа 106 с целью сохранения асептичности открывания, не допущения разрыва или разрезания барьерной материи, обеспечения удовлетворительного уровня сопротивления силе сдвига, и/или обеспечения удовлетворительного или контролируемого уровня сопротивлению усилию отлипания.
Другой пример системы ленточной застежки может быть найден, например, в патенте США №4585450 (Roch и др.) от 29 апреля 1986 года, содержание которого включено в данную заявку посредством ссылки. В этой системе используется система адгезивной застежки (называемая здесь системой застегивания), включающая в себя вторичный ленточный элемент и первичный ленточный элемент. Система застегивания имеет первый конец или участок, прикрепленный к вещи (например, к одному участку белья). Второй конец или участок содержит вторичный ленточный элемент и первичный ленточный элемент. В процессе работы обнажают адгезивную поверхность первичного ленточного элемента. Адгезивную поверхность первичного ленточного элемента затем присоединяют к другой части вещи (например, ко второй части белья) для скрепления двух частей белья в нужной конфигурации. Адгезионное сцепление между первичным ленточным элементом и вторичным ленточным элементом имеет меньшую силу, чем адгезионное сцепление между первичным ленточным элементом и второй частью белья или вещи, так что сцепление между первичным ленточным элементом и вторичным ленточным элементом может быть разъединено, при необходимости, неоднократно.
Вообще говоря, систему застегивания желательно используют на боковых клапанах 400, расположенных на первой кромке 120 и второй кромке 124 (хотя она может использоваться непосредственно на барьерном сегменте 102). Первый конец или первая сторона крепежа 106 (в виде системы застегивания) будет фиксироваться на первой поверхности 408 клапана или будет фиксироваться на или рядом с дистальным концом 412 бокового клапана 400, а второй конец или вторая сторона крепежа 106 будет раскладываться назад на первый конец или другим образом накрываться отпускающим элементом. В процессе использования, первичный ленточный элемент крепежа 106 (в виде системы застегивания) будет раскладываться или открываться для обнажения незакрытой адгезивной поверхности (поверхностей) по меньшей мере на первом конце или второй стороне крепежа 106. Обнаженная адгезивная поверхность (поверхности) крепежа на боковых клапанах 400 на первой кромке 120 и/или третьей кромке 124 барьерного сегмента будет использована для скрепления этих участков барьерного сегмента друг с другом и/или с другими участками барьерного сегмента после того, как барьерный сегмент будет сложен вокруг стерилизуемого содержимого. В такой конфигурации, адгезионное сцепление между первичным и вторичным ленточными элементами имеет меньшую силу, чем адгезионное сцепление между первичным ленточным элементом и частью бокового клапана, к которому он прилип, так что сцепление между первичным и вторичным ленточными элементами можно легко разъединить, при необходимости - неоднократно. В некотором отношении, первичный ленточный элемент может выполнять функцию зоны прикрепления. То есть, после того, как первичный ленточный элемент прилипнет к барьерному сегменту для его фиксации в сложенной конфигурации, первичный ленточный элемент может предоставить подходящую поверхность, такую, чтобы тщательно контролировалось усилие, требуемое для пересиливания адгезионного сцепления между первичным и вторичным ленточными элементами с целью сохранения асептичности открывания, не допущения разрыва или разрезания барьерной материи, обеспечения удовлетворительного уровня сопротивления силе сдвига, и/или обеспечения удовлетворительного или контролируемого уровня сопротивлению усилию отлипания. В другом аспекте, описанная выше или выполненная в виде первичного ленточного элемента зона крепления может быть использована для того, чтобы работник мог снова открыть свернутый барьерный сегмент для проверки содержимого перед стерилизацией, а затем снова прикрепить крепеж без необходимости разрушения многосегментного изделия для стерилизации.
В другом примере крепежом сегмента может служить крючковый компонент системы крепления крючок-петля, присоединенной к боковому клапану (и/или к участку барьерного сегмента). Предполагается, что барьерная материя сама по себе может выполнять функцию петли в системе крепления крючок-петля, например, в таких системах крепления, какие выпускаются Velcro Industries B.V. под торговой маркой VELCRO®. В качестве другого примера других пригодных для использования крючковых систем можно привести крючковую систему, раскрытую в патенте США №5315740 (Nestegard), относящемся к крючкам, размеры которых столь малы, что они входят в зацепление с дешевыми петлевыми материалами, например, с неткаными полотнами.
Предполагается, что разнообразные элементы или компоненты крепежа сегмента могут быть выполненными в единое целое с любым связанным с ними подложечным слоем методами литья, коэкструзии и т.д. Например, индивидуальные крючковые элементы могут быть выполнены в единое целое одновременно с крючковым базовым слоем путем коэкструдирования базового слоя и крючковых элементов из существенно одного и того же полимерного материала.
Крепеж 106 сегмента может представлять собой двухстороннюю ленту, у которой длина больше ширины. Например, крепеж сегмента может быть двухсторонней лентой, длина которой больше чем в два раза превышает ее ширину. В другом примере, крепеж сегмента может быть двухсторонней лентой, длина которой превышает ее ширину в диапазоне от четырех до восьми раз. Альтернативно и/или дополнительно, конфигурация крепежа сегмента может представлять собой серию квадратов из ленты, расположенных вдоль габарита или в пределах габарита бокового клапана 400.
В соответствии с аспектом изобретения, крепеж 106 сегмента может быть расположен на барьерном сегменте или на боковых клапанах (или на том и другом) так, чтобы находиться рядом с линией 116 заданного сгиба, но крепеж 106 должен избегать существенного охватывания или пересечения линии 116 заданного сгиба. То есть, крепеж желательно должен избегать нахождения в положении, в котором его можно загнуть или замять в процессе складывания многосегментного изделия в упаковку вокруг вещи. Желательно, чтобы участок крепежа 106, ближайший к линии 116 заданного сгиба, находился не далее примерно 3 дюймов от линии 116 заданного сгиба по направлению к середине «М» барьерного сегмента 102. Более желательно, чтобы участок крепежа 106, ближайший к линии 116 заданного сгиба находился не далее примерно 2 дюймов от линии 116 заданного сгиба по направлению к середине «М» барьерного сегмента 102. Например, участок крепежа 106, ближайший к линии 116 заданного сгиба может находиться от линии 116 заданного сгиба на расстоянии от примерно 1 дюйма до примерно 
При рассмотрении фиг. 6А видно, что защищающий сегмент 108 многосегментного изделия 100 для стерилизации находится в прилегающем сообщении с барьерным сегментом 102. То есть, защищающий сегмент 108 находится бок-о-бок с барьерным сегментом 102 или присоединяется к нему. Вообще говоря, защищающий сегмент 108 может быть любым подходящим материалом, но желательно его выполняют из проницаемого листового материала. В соответствии с изобретением, защищающий сегмент включает в себя проксимальный конец 142, в целом смежный с краем «Е» первого конца 114 барьерного сегмента 102; дистальный конец 144, в целом противоположный проксимальному концу 142; и по меньшей мере первую кромку 146 и вторую кромку 148, проходящие от проксимального конца 142 до дистального конца 144. В соответствии с настоящим изобретением, защищающий сегмент может иметь дополнительные кромки. Например, как изображено на фиг. 7А, защищающий сегмент может включать в себя по меньшей мере третью кромку 150, расположенную на его дистальном конце 144 или вдоль него. Еще в одном примере, как показано на фиг. 8А, защищающий сегмент может включать в себя по меньшей мере третью кромку 150, расположенную на его дистальном конце или вдоль него, а также четвертую кромку 152 и пятую кромку 154.
Вообще говоря, защищающий сегмент может быть легковесным материалом, таким как нетканый материал из легковесного спанбонда или легковесный ламинат из нетканого спанбонда и нетканого мелтблоуна. При этом защищающий сегмент не обязательно должен обеспечивать более высокий уровень барьерных свойств как тот материал, который формирует барьерный сегмент. Защищающий сегмент может быть выполнен с возможностью наличия у него барьерных свойств. Например, защищающий сегмент может быть сформирован из того же самого материала, что и барьерный сегмент. Предполагается, что защищающий сегмент может быть одиночным слоем нетканого спанбонда.
В одном из аспектов изобретения, защищающий сегмент имеет максимальную ширину, являющуюся наибольшим расстоянием от первой кромки до второй кромки, и максимальную длину, являющуюся расстоянием от проксимального конца до дистального конца. Защищающий сегмент может иметь ширину от примерно 12 дюймов (~30 см) до примерно 50 дюймов (~127 см). Желательно, защищающий сегмент может иметь ширину от примерно 18 дюймов (~46 см) до примерно 40 дюймов (~102 см). Что еще более желательно, защищающий сегмент может иметь ширину от примерно 20 дюймов (~51 см) до примерно 48 дюймов (~122 см). Защищающий сегмент может иметь длину от примерно 6 дюймов (~15 см) до примерно 30 дюймов (~76 см). Желательно, защищающий сегмент может иметь длину от примерно 8 дюймов (~20 см) до примерно 20 дюймов (~51 см). Что еще более желательно защищающий сегмент может иметь длину от примерно 12 дюймов (~30 см) до примерно 15 дюймов (~38 см).
В процессе использования, крепеж 106 сегмента используется для фиксированного расположения первой кромки 120 и третьей кромки 124 барьерного сегмента на участке принимающей содержимое области 132 после того, как барьерный сегмент 102 складывают на или вблизи его середины «М» так, что его второй конец 118 подается к его первому концу 114. Предполагается, что в некоторых вариантах осуществления, крепеж 106 может быть использован для фиксированного расположения первой кромки 120 и третьей кромки 124 друг относительно друга.
В соответствии с аспектом настоящего изобретения, важным является то, чтобы сила адгезии или сила зацепления, с которой крепеж фиксированно располагает соответствующие кромки барьерного сегмента на укрывающей содержимое области или на самих кромках, должна быть достаточной до того, чтобы удерживать барьерный сегмент обернутым вокруг содержимого, чтобы формировалась упаковка, прочная и способная выдерживать нормальное обращение до стерилизации и после нее.
В примерах компоновок, особенно в тех, где имеются достаточно большие уровни сопротивления зацепления сдвигу, обеспечиваемые крепежом сегмента, крепежное зацепление может обеспечивать значение усилия отлипания не менее примерно 5 грамм-сила (гс) (примерно 0,012 фунт-сила) между крепежом сегмента и другим участком барьерного сегмента, которые крепеж скрепляет вместе. Вообще говоря, для того, чтобы обеспечивать улучшенный эффект изобретения, усилие отлипания не должно превышать примерно 500 гс, а желательно - не должно превышать 400 гс. В других компоновках, для обеспечения улучшенных преимуществ, крепежное зацепление может обеспечивать значение усилия отлипания от примерно 6 гс до примерно 50 гс. В предпочтительных конфигурациях, крепежное зацепление может обеспечивать значение усилия отлипания от примерно 10 гс до примерно 400 гс между крепежом сегмента и другой частью барьерного сегмента, которые оно фиксирует друг с другом. Более желательно, чтобы усилие отлипания могло находиться в пределах от примерно 15 гс до примерно 300 гс. При усилии отлипания, превышающем примерно 500 гс, сложно асептически выполнить вскрытие/развертывание сложенного изделия, содержащего стерилизованное содержимое.
Сила зацепления между крепежом сегмента и другим участком барьерного сегмента, которые она фиксирует друг с другом, может дополнительно обеспечивать силу сопротивления сдвига, значение которой желательно должно превышать примерно 1330 гс.
Следует ясно понимать, что в процессе изготовления изделия сила адгезии или сила зацепления, с которой крепеж сегмента фиксированно располагает соответствующие кромки барьерного сегмента на укрывающей содержимое области барьерного сегмента или на самих кромках, должна быть меньше сопротивления отделению того сцепления, которое используется для присоединения крепежа сегмента к основанию, которым является барьерный сегмент или компонент, такие как боковые клапаны. Например, сопротивление отделению того сцепления (например, адгезионного, механического, термомеханического, ультразвукового и т.п.), которое используется для присоединения крепежа сегмента к боковым клапанам в процессе изготовления, должно намного превышать усилие отлипания крепежа от барьерного сегмента. Для крепежа размером примерно 4 дюйма на 1 дюйм (примерно 10 см на 2,5 см), сцепление, соединяющее крепеж с боковым клапаном должно иметь сопротивление отделению по меньшей мере 10 гс. Желательно, чтобы сопротивление отделению того сцепления, которое используется для присоединения крепежа сегмента к боковым клапанам в процессе изготовления, превышало примерно 400 гс. Например, удельное сопротивление отделению может превышать 100 гс/кв. дюйм, и может превышать 4000 гс/кв. дюйм. Когда крепеж располагается на или присоединяется к боковым клапана 400, важным является то, чтобы сила адгезии или сила зацепления, с которой крепеж сегмента присоединяется к соответствующим кромкам барьерного сегмента к укрывающей содержимое области барьерного сегмента, или к самим кромкам, была меньше силы сцепления между боковыми клапанами и барьерным сегментом.
Далее рассмотрим фиг. 9А-фиг. 9G (также включив в рассмотрение фиг. 8А), на которых показан пример многосегментного изделия для стерилизации в примерной последовательности складывания. На фиг. 9А показано многосегментное изделие 100 для стерилизации, состоящее из барьерного сегмента 102, взаимодействующего с защищающим сегментом 108 и крепежом 106 сегмента на первой поверхности 110 таким образом, что барьерный сегмент можно сложить вокруг содержимого 200, сформировав упаковку (такую как упаковка 202, в целом показанная фиг. 9G и фиг. 10А). Барьерный сегмент 102 является частью гибкого многосегментного изделия 100, которое соприкасается и укрывает содержимое 200. Содержимое 200 помещено в принимающую содержимое область 130.
Как в целом показано на фиг. 9В, второй конец 118 барьерного сегмента 102 сложен вверх в середине «М» и подан в направлении к первому концу 114 таким образом, что укрывающая содержимое область 132 барьерного сегмента проходит над содержимым 200. Как показано на фиг. 9В, ширина барьерного сегмента 102 на втором конце 118 меньше ширины барьерного сегмента на первом конце 114. Это важно когда крепеж 106 находится непосредственно на барьерном сегменте (а не на боковых клапанах 400), так как это обеспечивает такую конфигурацию четвертой кромки 126 и пятой кромки 128, которая позволяет иметь доступ к крепежу 106 сегмента после того, как второй конец 118 будет подан вверх к первому концу 114.
В некоторых вариантах осуществления настоящего изобретения, язычковая система 300 вытягивания и разнесенные друг от друга захваты 500 для вытягивания отходят от второго конца 118 таким образом, что язычковая система 300 вытягивания располагается с возможностью доступа к ней на последних этапах раскладывания или развертывания свернутой упаковки. Язычковая система 300 вытягивания желательно отходит от второго конца 118 барьерного сегмента или соединяется с ним на второй противоположной поверхности 112 барьерного сегмента 102. Кратко обратившись к фиг. 7D, увидим, что на данном чертеже изображена конфигурация, в которой язычковая система 300 представлена одним язычком, обеспечивающим разнесенные захваты 500 для вытягивания. Предполагается, что язычковая система 300 вытягивания может быть единым целым с барьерным сегментом или быть его составной частью. Фиг. 7D также иллюстрирует то, что язычковая система 300 вытягивания расположена на второй противоположной поверхности 112 барьерного сегмента 102. Дистальный конец (то есть незакрепленный конец) язычковой системы 300 вытягивания желательно зафиксирован на барьерном сегменте легким адгезивом или адгезивным язычком или стикером таким образом, чтобы язычковая система 300 вытягивания не болталась в процессе обертывания и находилась в подходящем положении в процессе развертывания.
Обратившись к фиг. 9С увидим, что третья кромка 124 барьерного сегмента 102 сложена поверх второго конца 118 (после того, как второй конец 118 был подан к первому концу 114). Хотя масштаб может и не быть соблюден, третья кромка 124 барьерного сегмента 102 после складывания не должна заходить слишком далеко по направлению к середине изделия.
На фиг. 9D показано, что боковой клапан 400 на третьей кромке 124 расположен таким образом, что крепеж 106 сегмента используется для фиксированного расположения третьей кромки на втором конце 118 барьерного сегмента (то есть, в укрывающей содержимое области). Как можно видеть на фиг. 9D, крепеж 106 сегмента расположен на боковых клапанах 400, поэтому он крепится ко второму концу 118 барьерного сегмента (то есть, укрывающей содержимое области) между разнесенными захватами 500 язычковой системы 300 вытягивания. Фиг. 9Е иллюстрирует, что первая кромка 120 барьерного сегмента 120 сложена поверх второго конца 118. Хотя масштаб может и не быть соблюден, первая кромка 120 барьерного сегмента 102 после складывания не должна заходить слишком далеко по направлению к середине изделия. Соответственно, является очевидным, что третья кромка 124 и первая кромка 120 в целом не перекрываются. В отличие от обычной стерилизационной обертки, в которой кромки перекрываются намеренно, как в целом показано на фиг. 4 и фиг. 5, кромки 120 и 124 барьерного сегмента разделены расстоянием. Эта разница подчеркивает важность того, чтобы крепеж 106 сегмента удерживал на месте сложенные вокруг содержимого кромки 120 и 124 барьерного сегмента. Более того, то, что эти кромки в целом обнажены, подчеркивает важность защищающего сегмента 108.
На фиг. 9F показано, что боковой клапан 400 на первой кромке 120 расположен таким образом, что крепеж сегмента 106 используется для соединения этой кромки со вторым концом барьерного сегмента (то есть, укрывающей содержимое области). Как можно заключить из рассмотрения фиг. 9F, крепеж 106 сегмента размещают на боковых клапанах 400 так, чтобы он крепился ко второму концу 118 барьерного сегмента (то есть, укрывающей содержимое области) между разнесенными захватами 500 язычковой системы 300 вытягивания.
Возвращаясь к рассмотрению фиг. 9D и фиг. 9F увидим, что защищающий 108 сегмент и участок барьерного сегмента 102 от края «Е» на первом конце 114 барьерного сегмента до линии 116 заданного сгиба сложен так, что дистальный конец 144 защищающего сегмента 108 покрывает второй конец 118 барьерного сегмента. В некоторых вариантах осуществления, может быть виден участок материи, смежный с первой кромкой 120 и третьей кромкой 124. При такой конфигурации, фактические кромки 120 и 124 барьерного сегмента 102 полностью укрываются так, что их самих с меньшей вероятностью вытянут или нарушат при нормальном обращении с упаковкой. Защищающий сегмент обычно фиксируют с помощью обычной ленты, используемой вместе со стерилизационной оберткой. Желательно, чтобы защищающий сегмент укрывал кромки барьерного сегмента после того, как его сложат вокруг стерилизуемого содержимого, формируя упаковку. Защищающий сегмент укрывает эти кромки для того, чтобы работник не смог случайно открыть сложенный защищающий сегмент. Кроме того, защищающей сегмент предохраняет кромки от дерганий, вытягиваний и других феноменов, при которых к этим кромкам может быть приложено отделяющее усилие, которое может привести к отсоединению крепежа. Таким образом, эта конфигурация многосегментного изделия для стерилизации использует защищающий сегмент для защиты обнаженных кромок барьерного сегмента после того, как барьерный сегмент складывают вокруг стерилизуемого содержимого, формируя упаковку.
На фиг. 10А-фиг. 10D в целом показана последовательность раскладывания многосегментного изделия для стерилизации, после того, как его обернули вокруг лотка или вещи и подвергли стерилизации, причем эта последовательность в целом выполняется в порядке, обратном последовательности складывания. Например, на фиг. 10А показана упаковка 202, готовая к развертыванию или раскладыванию. Нарушают выполненную обычной лентой фиксацию защищающего сегмента 108, и тянут назад защищающий сегмент 108 для обнажения боковых клапанов 400, как показано на фиг. 10В. Можно схватиться за дистальный конец 412 (или другой удобный участок) каждого бокового клапана и вытащить боковые клапаны 400 в направлении вверх и в сторону (от центра) для отсоединения крепежа таким образом, чтобы первая кромка 120 и третья кромка 124 разложились до конфигурации, в целом показанной на фиг. 10С. Этот этап можно выполнить, потянув за боковые клапаны 400 одновременно или последовательно. Важно то, что местоположение/позиция боковых клапанов 400, вес боковых клапанов (более 0,028 унции), наличие возможности ухватиться за боковые клапаны без нарушения стерильности, а также балансировка и распределение сил, обеспечиваемые отходящими боковыми клапанами, помогают защищающему сегменту, а также первой кромке 120 и третьей кромке 124 барьерного сегмента оставаться принципиально в плоской разложенной конфигурации, не позволяющей им сложиться обратно поверх содержимого 200. На фиг. 10D показано изделие для стерилизации, полностью разложенное, с плоско лежащими боковыми клапанами и язычками.
Кратко возвратившись к рассмотрению фиг. 8С чертежей, увидим, что конфигурация, при которой крепеж 106 расположен вблизи проксимального конца 402 клапана, обеспечивает область «G» для захвата, расположенную между крепежом 106 сегмента и дистальным концом 412 клапана. Расстояние между дистальным концом 412 клапана и крепежом сегмента может находиться в диапазоне от примерно 

Несомненным является то, что если боковой клапан имеет непрямоугольную форму (например, если он треугольный, полукруглый и т.п.), то область захвата должна желательно обеспечиваться отстоянием крепежа от 106 от дистального конца бокового клапана. Желательно, чтобы крепеж 106 располагался на удалении от проксимального конца 402 клапана. Например, крепеж 106 может располагаться так, чтобы он отстоял от проксимального конца 402 клапана на расстояние от примерно 
Считается, что эти расстояния (то есть, обеспечение области «G» для захвата и отстояния крепежа 106 от проксимального конца 402 клапана) по одиночке, или в сочетании помогают упрощению открывания многосегментного изделия для стерилизации (смотри, например, фиг. 10В и 10С) движением или ориентацией, которые обеспечивают то, что крепеж 106 отделяется или отцепляется преимущественно силами отлипания, а не силами сдвига. Такая конфигурация обладает преимуществом, так как требуемое для отделения крепежа усилие отлипания меньше сдвиговых усилий. Когда используются механические крепежные системы, например, крепления крючок-петля, или когда используются адгезивные системы крепления, в которых адгезив наносят непосредственно на барьерный сегмент, такая конфигурация, которая способствует отделению усилием отлипания, считается снижающей количество разрушенных волокон, что может снижать вероятность загрязнения. Такая конфигурация также позволяет пользователю отцеплять или отделять крепеж от материала, к которому он прикреплен, до того, как для открывания упаковки будут разложены кромки (например, первая кромка 120 и третья кромка 124) упаковки. Кроме того, такая конфигурация не дает пользователю просовывать под кромками (например, под первой кромкой 120 и под третьей кромкой 124) пальцы в упаковку для отцепления крепления. Показанная на фиг. 8С конфигурация также дает пользователю некоторую свободу в манипулировании крепежом для усиления зацепления механических креплений или адгезивов с материалом, к которому они прикрепляются в процессе складывания - а также для того, чтобы в процессе складывания туго натягивать материал.
Как видно на фиг. 10С, раскладывание боковых клапанов 400 обнажает разнесенные захваты 500 вытягивания язычковой системы 300 вытягивания. Каждый захват 500 для вытягивания ухватывают в удобном месте или там, где язычковая система 300 вытягивания фиксируется к барьерному сегменту адгезивным язычком или стикером, и этой язычок или стикер тянут вверх. Язычковую систему 300 вытягивания и второй конец 118 барьерного сегмента тянут от содержимого 220. Разнесенные захваты 500 помогают первой кромке 120 и третьей кромке 124 барьерного сегмента оставаться в принципиально плоской, разложенной конфигурации, что не дает им разложиться обратно поверх содержимого 200.
Хотя авторы изобретения и не должны придерживаться какой-либо конкретной теории работы, считается, что в дополнение к боковым клапанам 400 с шириной «TW» клапана на проксимальном конце 402 клапана, которая охватывает указатель 116 для того, чтобы помочь боковому клапану 400 распределять силы в процессе открывания, разложенные боковые клапаны 400 смещают центр масс каждого из участков 600, 602 изделия на величину, достаточную для того, чтобы надежно предотвратить складывание уже разложенных сторон изделия для стерилизации назад поверх стерилизованного лотка или вещи при раскладывании других участков обертки. Например, для того, чтобы пользователь разложил второй конец 118 барьерного сегмента 102 (после того, как были разложены первая кромка 120 и третья кромка 124 одновременным или последовательным ухватыванием и вытягиванием боковых клапанов 400 вверх и в сторону (от центра) с целью открепления крепежа так, чтобы первая кромка 120 и третья кромка были разложены в конфигурацию, принципиально показанную на фиг. 10С), пользователь может отпустить боковые клапаны 400 для того, чтобы ухватиться за второй конец 118 барьерного сегмента (или ухватиться за язычок 300 и разнесенные захваты, расположенные на/поверх второго конца 118). Каждый из разложенных боковых клапанов 400 (смотри фиг. 10С) смещает центр масс каждого из участков 600, 602 изделия от продольной оси «LA» изделия соответственно на величину, достаточную для того, чтобы надежно предотвратить складывание разложенных сторон 120, 124 изделия для стерилизации обратно поверх стерилизованного лотка или вещи.
В соответствии с настоящим изобретением, барьерный сегмент может состоять по меньшей мере из одного слоя воздухопроницаемого нетканого материала. Желательно, чтобы воздухопроницаемый нетканый материал был ламинатом, состоящим из слоя волокна «спанбонд», из слоя волокна «мелтблоун» и еще одного слоя волокна «спанбонд», причем созданный таким образом материал также называется материалом «спанбонд-мелтблоун-спанбонд». Способ изготовления таких слоев известен и раскрыт в принадлежащем этому же правообладателю патенте США №4041203 (Brock и др.), который во всех отношениях включен в настоящую заявку посредством ссылки. Материал Brock и др. является трехслойным ламинатом со слоями спанбонд-мелтблоун-спанбонд, который также принято называть сокращенно «SMS». Два наружных слоя являются материалом «спанбонд», изготовленным из экструдированных полиолефиновых волокон или нитей, уложенных в случайном порядке, а затем сцепленных друг с другом. Внутренний слой является материалом «мелтблоун», также получаемым из экструдированных полиолефиновых волокон, в целом меньшего диаметра, чем волокна в слоях «спанбонд». В результате, слой мелтблоуна обеспечивает улучшенные барьерные свойства за счет более мелковолокнистой структуры, которая позволяет проходить через материю стерилизующему агенту, но не пропускает бактерии и другие загрязнители. И наоборот, два наружных слоя спанбонда отвечают за придание большей прочности всему ламинату. Ламинат может быть приготовлен с использованием перемежающегося рисунка сцепления, который желательно используется с рисунком, существенно регулярно повторяющимся по поверхности ламината. Рисунок выбирается таким образом, чтобы сцепления могли занимать примерно 5-50% площади поверхности ламината. Желательно, чтобы сцепления занимали примерно 10 - 30% площади поверхности ламината. Предполагаются другие сочетания и вариации этих материалов. Неограничивающим примером является возможность того, чтобы внутренний слой содержал два слоя мелтблоуна, и тогда такой материал можно будет назвать «SMMS».
Когда барьерный сегмент состоит из материала (материалов) SMS или содержит его в своем составе, плотность материала (материалов) SMS может составлять от 1 унции на квадратный ярд (osy), что составляет примерно 33 грамма на квадратный метр (г/м2) до примерно 3 osy (100 г/см2). Например, плотность материала (материалов) SMS может составлять от 1,2 osy (40 г/м2) до примерно 2 osy (67 г/см2). В другом примере плотность материала (материалов) SMS может составлять от 1,4 osy (47 г/м2) до примерно 1,8 osy (60 г/см2). Плотность может быть определена согласно документу ASTM В3776-07. Для получения плотности в диапазоне от примерно 2 osy (67 г/м2) до примерно 5 osy (167 г/м2) можно использовать множественные слои или сложения SMS материала.
Проницаемость по Frazier листового материала барьерного сегмента может находиться в диапазоне от 25 до примерно 500 кубических футов в минуту (CFM). К примеру, проницаемость листового материала барьерного сегмента может находиться в диапазоне от 50 до примерно 400 кубических футов в минуту. Еще в одном примере, проницаемость листового материала барьерного сегмента может находиться в диапазоне от 100 до примерно 300 кубических футов в минуту. Альтернативно и/или дополнительно, проницаемость по Frazier барьерного сегмента может находиться в диапазоне от 25 до примерно 500 кубических футов в минуту (CFM). К примеру, проницаемость барьерного сегмента может находиться в диапазоне от 50 до примерно 400 кубических футов в минуту. Еще в одном примере, проницаемость барьерного сегмента может находиться в диапазоне от 100 до примерно 300 кубических футов в минуту. Проницаемость по Frazier, выражающая количество воздуха в кубических футах в минуту, проходящего через квадратный фут площади поверхности материала при падении давления в 0,5 дюйма водного столба (или 125 кПа) была определена с помощью тестера воздухопроницаемости Frazier Air Permeability Tester компании Frazier Precision Instrument Company по методу Federal Test Method 5450, Standard No 191A.
Когда барьерный сегмент состоит или содержит в своем составе материал (материалы) SMS, плотность которого составляет от 1 osy (33 г/см2), до примерно 2,6 osy (87 г/см2), проницаемость барьерного сегмента может быть меньшей 25 кубических футов в минуту. Например, при использовании SMS материалов с плотностью от 1 osy (33 г/см2), до примерно 2,6 osy (87 г/см2), проницаемость барьерного сегмента может составлять от примерно 20 кубических футов в минуту до примерно 75 кубических футов в минуту при ее определении в целом в соответствии с ISO 9237:1995 (при проведении измерения с помощью автоматизированной машины для измерения воздухопроницаемости с головкой 38 см2 при испытательном давлении 125 Ра - пример - машина для измерения воздухопроницаемости марки TEXTEST FX 3300 компании TEXTEST AG, Швейцария). Если для достижения плотности в пределах от примерно 2 osy (67 г/см2) до примерно 5 osy (167 г/см2), проницаемость барьерного сегмента может составлять от примерно 10 кубических футов в минуту до примерно 30 кубических футов в минуту при ее определении в целом в соответствии с ISO 9237:1995.
Как было отмечено выше, гибкое многосегментное изделие 100 для стерилизации может включать в себя по меньшей мере одну язычковую систему 300 вытягивания, отходящую от второго конца 118 барьерного сегмента. Язычковая система 300 может быть сформирована из того же самого материала, что и барьерный сегмент, или же может быть выполнена из одного или более различных материалов. Язычок для вытягивания является элементом, за который можно ухватиться для раскладывания второго конца 118 без нарушения стерильного поля, образуемого неразложенными участками барьерного сегмента, контактирующими с неразвернутым содержимым. Язычковая система 300 может крепиться к барьерному сегменту или же может быть выполнена в единое целое с ним, либо быть его составной частью. В аспекте изобретения, интерфейс или переход между барьерным сегментом и прикрепленной язычковой системой 300 может быть сцеплен или обработан для получения усиливающей конфигурации. Такие конфигурации могут использовать, например, швейный шов, шов ультразвукового сцепления, шов адгезивного сцепления, шов термомеханического сцепления (например шов прутковой сварки), термическую обработку или сочетания перечисленного для обеспечения достаточной прочности, жесткости или опоры этому участку барьерного сегмента, чтобы при приложении усилия к язычковой системе 300 во время разворачивания сводилось к минимуму или полностью устранялось образование загибов или складок. Это важно для сохранения стерильности содержимого в процессе развертывания. Например, показанные на фиг. 7 В вторая кромка 122 и четвертая кромка 126 могут быть частично или существенно выполнены так, чтобы обеспечивать желаемую конфигурацию. В другом примере, показанная на фиг. 8А вторая кромка 122 может быть частично или существенно сцеплена для обеспечения необходимой конфигурации. Еще в одном примере, показанные на фиг. 8А вторая кромка 122 и/или четвертая кромка 126 и пятая кромка 128 могут быть частично или существенно сцеплены для обеспечения необходимой конфигурации.
В одном из осуществлений изобретения, изделие для стерилизации может также включать в себя один или более отдельных армирующих элементов в принимающей содержимое области. Кроме армирования барьерного сегмента, армирующий элемент может также задавать собой площадь для приема стерилизуемого содержимого. Предполагается, что боковые клапаны могут проходить в принимающую содержимое область для армирования барьерного сегмента и/или для задания площади для приема стерилизуемого содержимого. Соответственно, нижеследующее рассмотрение может быть применено к боковому клапану, если предусматривается, чтобы данный компонент также служил армирующим элементом, кроме того, что он предоставляет область захвата кромкам барьерного сегмента в процессе раскладывания барьерного сегмента. Армирующие элементы могут включать в себя один или более слоев материалов, выбираемых из волокнистого полотна, непроницаемых пленок, проницаемых или пористых пленок, перфорированных пленок, пенистых материалов и их сочетаний. Например, волокнистые полотна могут включать в себя тканые и нетканые полотна. Тканое полотно может включать в себя натуральные и синтетические материалы или их смеси. В качестве примера натуральных материалов можно привести ткани из хлопчатобумажной пряжи, а синтетических - ткани из полипропилена, полиэстера, нейлоновой пряжи и т.п. Нетканые полотна могут включать в себя, например, спанбонд (spunbond), мелтблоун (meltblown), кардочесанное полотно, влажно прессованное полотно или полотно, полученное суховоздушным формованием, материя, полученная с укреплением ворса водяной струей, или ламинаты вышеперечисленного (например, многослойный материал спанбонд/мелтблоун/спанбонд). Такие нетканые полотна могут включать в себя также натуральные и синтетические материалы или их смеси. Армирующие элементы могут включать в себя один или несколько слоев материала, выбираемого из проницаемых или непроницаемых материалов или их ламинатов. Проницаемые пленки могут быть перфорированными или микропористыми. Перфорированные пленки могут быть получены механическим перфорированием, вакуумным перфорированием или другим имеющимся на рынке способом.
Армирующие элементы могут быть отдельными зонами барьерного сегмента, содержащими дополнительный материал или обработки, предназначенные для снижения вероятности того, что барьерный сегмент будет поврежден порезами и отверстиями от приложенного давления, разрывами и т.п.в местах, где наиболее вероятна концентрация сил, передающихся от содержимого к барьерному сегменту. Предусматривается, что по сравнению с материалом (материалами) барьерного сегмента, армирующие элементы могут быть менее проницаемыми и даже непроницаемыми для горячего воздуха, пара или других стерилизационных газов, что не мешает надлежащей стерилизации и удалению стерилизующего газа. Было обнаружено, что приемлемая стерилизация и удаление стерилизующего газа происходят если проницаемость по Frazier барьерного сегмента в целом превышает примерно 25 кубических футов в минуту (cfm). Поэтому, пригодным будет материал армирующего элемента, который непроницаем, или менее проницаем, чем материал барьерного сегмента, если барьерный сегмент будет адекватно проницаемым (например, если его проницаемость превысит примерно 10 cfm, а более желательно - превысит примерно 25 cfm).
Армирующие элементы также могут быть выполнены с возможностью обозначения принимающей содержимое области 130 барьерного сегмента 102. Альтернативно или дополнительно, армирующие элементы могут быть выполнены с возможностью совместного с крепежом сегмента обозначения принимающей содержимое области барьерного сегмента. Например, армирующие элементы могут быть выполнены в виде отдельных геометрических фигур, помещенных внутри принимающей содержимое области. Фиг. 11А-11D иллюстрируют примеры гибких многосегментных изделий 100 для стерилизации, состоящих из барьерного сегмента 102 и защищающего сегмента 108, которые также включают в себя армирующие элементы 302 (боковые клапаны 400 и язычковые системы 300 не показаны).
На фиг. 11А показано гибкое многосегментное изделие 100 для стерилизации, в котором армирующие элементы 302 расположены в разнесенных друг от друга местах в принимающей содержимое области 130 барьерного сегмента, в целом, в местах, соответствующих углам стерилизационного лотка или аналогичного содержимого.
На фиг. 11В показано гибкое многосегментное изделие 100 для стерилизации, в котором армирующие элементы 302 расположены в разнесенных друг от друга местах на барьерном сегменте 102, проходящем от линии 116 заданного сгиба до четвертой кромки 126 и пятой кромки 128 барьерного сегмента 102, в целом перпендикулярно линии 116 заданного сгиба. Два армирующих элемента 302 расположены в принимающей содержимое области 130 в целом в тех местах, которые соответствуют углам стерилизуемого лотка или вещи. На фиг. 11С показано гибкое многосегментное изделие 100 для стерилизации, в котором два армирующих элемента 302 расположены в разнесенных друг от друга местах на барьерном сегменте 102 в целом параллельно линии 116 заданного сгиба между двумя крепежами 106 на или рядом с первой кромкой 120 и третьей кромкой 124. Два армирующих элемента 302 расположены в принимающей содержимое области 130 в целом в тех местах, которые соответствуют углам стерилизуемого лотка или аналогичного содержимого. Предполагается, что армирующие элементы 302 могут выходить за кромки барьерного сегмента, и что участок свеса армирующих элементов 302 может служить язычковой системой 300 или выполнять ее функции. Например, участок свеса можно сложить обратно на вторую противоположную сторону 112 барьерного сегмента (смотри, например, фиг. 7С и фиг. 8В).
На фиг. 11D показано гибкое многосегментное изделие 100 для стерилизации, в котором два армирующих элемента 302 расположены в разнесенных местах на барьерном сегменте 102 и защищающем сегменте 108. Два армирующих элемента проходят в целом параллельно от дистального конца 144 защищающего элемента 108 до четвертой кромки 126 и пятой кромки 128 барьерного сегмента 102. Два армирующих элемента 320 расположены в разнесенных друг от друга местах в принимающей содержимое области 130 барьерного сегмента, в целом, в местах, соответствующих углам стерилизационного лотка или аналогичного содержимого.
Несомненно, армирующие элементы могут иметь широкое разнообразие геометрических форм, размеров и других конфигураций. На фиг. 12А и фиг. 12В показаны примеры армирующих элементов 302. На фиг. 12А показаны армирующие элементы 302, имеющие в целом треугольные конфигурации. На фиг. 12В показан пример армирующего элемента 302, состоящего из нескольких перекрывающихся треугольных элементов. Альтернативно и/или дополнительно, показанный на фиг. 12В армирующий элемент может быть сформирован одним куском материала. Предполагаются и другие геометрические формы и конфигурации, например, Н-образный рисунок, Х-образный рисунок и т.п.
В одном из вариантов осуществления изобретения, конструкция одноразового гибкого многосегментного изделия для стерилизации может быть построена на двух первичных кусках материала. На фиг. 13 показана иллюстрация примера одноразового гибкого многосегментного изделия 100 для стерилизации в пространственном или разобранном виде, на котором хорошо виден первый кусок (слой) 304 материала и второй кусок (слой) 306 материала. В этой конфигурации, перекрывание материалов первого слоя 304 и второго слоя 306 задает собой барьерный сегмент. Вообще говоря, эти слои могут быть соединены адгезивами, ультразвуковым сцеплением, термомеханическим сцеплением и т.п. Желательно, чтобы слои были соединены по меньшей мере на двух кромках или смежно с ними и вдоль второго конца. Например, слои могут быть соединены вдоль первой кромки 120 и третьей кромки 124. Сцеплением может служить полный шов или же кромка может быть частично сцеплена вдоль только одного или нескольких участков кромки. Альтернативно и/или дополнительно, сцепление может быть неравномерным или прерывистым вдоль всей соответствующей кромки или ее участка. Несомненно, что остальные кромки могут быть также сцеплены или слои могут быть сцеплены вместе по всей площади их поверхности или на ее участках. Та область, где первый слой 304 материала и второй слой 306 материала не перекрываются, формирует защищающий сегмент 108. Вообще говоря, первый слой 304 материала и второй слой 306 материала могут быть выполнены из одно и того же материала, или из разных материалов. Например, первый слой материала может быть одним или несколькими слоями нетканого спанбонда, легковесным нетканым ламинатом, или материалом, не достигающим того уровня барьерных свойств (или других характеристик), которые могут быть желательными для барьерного сегмента. Второй слой 306 материала желательно имеет более высокий уровень барьерных свойств, чем первый слой 304 материала. Например, второй слой 306 материала может быть ламинатом из нетканой материи, например, материалом «SMS». Второй слой 306 материала может иметь другие, чем у первого слоя 304 цвет и/или рисунок. Например, первый слой 304 материала может иметь первый цвет (например, синий цвет), темный цвет, или конкретный цвет по шкале цветности, а второй слой 306 материала может не иметь цвета (например, быть белым), может иметь второй цвет (например, светлый цвет), или конкретный цвет по шкале цветности, контрастирующий с первым цветом. Предполагается, что разница в цвете или контраст между первым слоем 304 материала и вторым слоем 306 материала могут быть полезными, если их использовать в качестве индикатора того, что барьерные свойства барьерного сегмента могут быть ухудшены.
На фиг. 14 приведена иллюстрация примера одноразового гибкого многосегментного изделия 100 для стерилизации (боковые клапаны 400 не показаны) в пространственном или разобранном виде, на котором хорошо виден первый слой 304 материала и второй слой 306 материала. В этой конфигурации, перекрывание материалов первого слоя 304 и второго слоя 306 задает собой барьерный сегмент. Та область, где первый слой 304 материала и второй слой 306 материала не перекрываются, формирует защищающий сегмент 108. Вид в поперечном разрезе иллюстрирует армирующие элементы 302, которые могут располагаться непосредственно на втором слое 306 материала. Армирующие элементы 302 могут присутствовать на первой поверхности 110, чтобы желательно обозначать принимающую содержимое область 140 барьерного сегмента 102. Альтернативно и/или дополнительно, армирующие элементы 302 могут располагаться на второй противоположной поверхности 112 барьерного сегмента.
Стерилизационная обертка может выйти из строя по многим причинам, среди которых разрывы, порезы, проколы, отверстия и прочие бреши. Любые выходи из строя чреваты серьезными последствиями. Наиболее часто встречающимися причинами выхода из строя обычно считаются разрывы, отверстия или порезы, нанесенные стерилизационным лотком или другим содержимым, которое завернуто или как-то иначе заключено в обычную материю стерилизационной обертки. Другими словами, считалось, что разрывы, порезы или зажимы возникают на интерфейсе между стерилизационным лотком или другим содержимым и самой материей стерилизационной обертки, и распространяются изнутри материи стерилизационной обертки, проникая сквозь материал наружу и в конце концов создавая брешь. Следовательно, много усилий было затрачено на разработку угловых защит и других типов защиты, которые располагают между стерилизационной оберткой и стерилизационным лотком или другим содержимым.
В одном из аспектов настоящего изобретения было установлено, что порезы и отверстия от приложенного давления того типа, в которых волокна вблизи отверстия или пореза оказываются сплавленными или «приваренными» друг к другу, чаще всего распространяются с наружной стороны упаковки (то есть, содержимого, заключенного в материю стерилизационной обертки), а не распространяются в стерилизационный лоток или другое содержимое, обернутое или иным способом заключенное в материю обычной стерилизационной обертки. Желательные варианты осуществления изделий для стерилизации располагают армирующие элементы 302 на второй противоположной поверхности 112 барьерного сегмента для обеспечения дополнительного непредусмотренного преимущества, так как вторая противоположная поверхность 112 барьерного сегмента 102 является той частью одноразового гибкого многосегментного изделия 100 для стерилизации, которая не соприкасается с содержимым (например, стерилизационным лотком) и которая обычно формирует наружность свернутой упаковки. Считается, что расположенные на второй противоположной поверхности 112 армирующие элементы 302 обеспечивают более эффективную защиту от порезов и отверстий от приложенного давления, так как эти порезы и отверстия от приложенного давления склонны распространяться с наружной стороны свернутой упаковки. Хотя авторы изобретения и не должны придерживаться какой-либо конкретной теории работы, считается, что порезы и отверстия от приложенного давления появляются чаще тогда, когда заключенное в стерилизационную обертку содержимое соприкасается с неровной поверхностью с достаточным усилием в течение одного события соприкосновения или в течение множественных событий соприкосновений таким образом, что неровная поверхность концентрирует усилие для генерации энергии, которая вызывает неполадку.
Примеры
Аспекты гибкого многосегментного изделия для стерилизации, снабженного боковыми клапанами для балансировки массы, были исследованы в следующих примерах.
Были изготовлены примеры гибкого многосегментного изделия с восемью (8) сторонами или кромками. Геометрическая форма в целом была такой, которая показаан на фиг. 8А-фиг. 8D, фиг. 9А-фиг. 9D и фиг. 10А-фиг. 10D за исключением того, что изделия для стерилизации не содержали язычков 300 для вытягивания. То есть, изделия для стерилизации состояли из барьерного сегмента 102, защищающего сегмента 108, боковых клапанов 400, армирующих элементов 302 и расположенного на боковых клапанах крепежа 106 сегмента, как в целом показано на вышеперечисленных чертежах, а также на фиг. 15-фиг. 19.
Каждое изделие по изобретению имеет делящую его пополам продольную ось «LA» (иногда называемую «биссекторной осью симметрии») и барьерный сегмент 102 с заданным вторым концом 118. Пересечение продольной оси «LA» со вторым концом 118 барьерного сегмента разложенного изделия в следующих примерах произвольно выбрано в качестве начала координат (х=0; у=0). (Возможны и другие точки начала координат, полагаемые пригодными для определения смещений центра масс; однако относительные магнитуды сдвигов могут отличаться от нижеприведенных примеров, но исследования должны выполнять пересчет после учета разницы в началах координат).
Типичные для изобретения примеры приведены с Типоразмерами 1, 3, 5, 7, 8, 4, 1А, 3А указанными в Таблице 1, и изготовлены из нетканой материи с относительно равномерными плотностями для комбинаций, указанных как 250, 450, 550, 650 в Таблице В; именно эти примеры описываются далее по тексту.
Каждый из примеров может быть связан с центром масс, соответствующим первому и/или второму участку изделия и с центрами масс, соответствующими любым прикрепленным компонентам. Одним из способов нахождения этих центров масс является их разбиение на прямоугольные, треугольные и полукруглые фигуры, как показано на фиг. 15-фиг. 19.
При описании подробностей нахождения, первый или второй участки 600, 602 справа или слева от биссеторной оси симметрии «LA» каждого из вариантов изделия (они являются взаимозаменяемыми) называется участком изделия, а оба участка изделия вместе называются изделием. Точка начала координат «О» установлена на пересечении оси симметрии «LA», делящей изделие на равные половины, и края второго конца 118 барьерного сегмента. (Точка начала отсчета на чертежах показана в виде окружности с крестом посередине). Расположение центра масс указано как «х» в направлении X, и как «у» в направлении Y, как показано на фиг. 18, и отсчитывается от точки начала отсчета. Эти направления X и Y соответственно совпадают со стрелками, указывающими направления CD и MD на фиг. 15-фиг. 19.
Перпендикулярные расстояния от биссекторной оси симметрии «LA» задают координату х, а расстояния от края (например, от второй кромки 122) второго конца 118 вдоль по биссекторной оси симметрии «LA» задают координату у. Соответствующие месторасположения центра масс сначала рассчитывают для каждой отдельной фигуры, а затем сводят воедино путем расчета средневзвешенного значения с целью отыскания центров масс для изделия, изделия с крепежом сегмента, с боковыми клапанами и для их комбинаций.
Такое нахождение частных и общего центра масс с боковыми клапанами или без оных, отличают осуществления изобретения от взятых для сравнения примеров.
Далее описываются этапы одного из способов нахождения центра масс через размеры примера изделия Типоразмера 5 и его дополнительных компонентов. Этапы этого способа были применены для нахождения значений, приведенных в Таблицах А-F. Возможны и другие способы, то есть разбиение изделий и компонентов на другие, чем приведены для Типоразмера 5, геометрические фигуры, расположенные в другой ориентации; также для начала отсчета можно выбрать другие точки. (Изменения в конкретных геометрических фигурах и их ориентации относительно начала координат согласно вышеприведенному описанию даст эквивалентные результаты; выбор другого начала отсчета даст другие координаты центра масс, но разница в координатах для изделия с дополнительными компонентами и без оных будет обязательно пропорциональной, если не той же самой).
Для нахождения центра масс для каждого примера Типоразмера с различными компонентами и без оных, на первых этапах производят разделение участка изделия на «Основу», так показано на фиг. 15, которая состоит из защищающего сегмента и части барьерного сегмента по одну сторону от биссекторной оси симметрии; «Промежуточную часть», показанную на фиг. 16 и состоящую из оставшейся части барьерного сегмента по одну сторону биссекторной оси симметрии; одной или двух симметрично расположенных «Арматур» с каждой из стороны биссекторной оси симметрии, одна из которых показана на фиг. 17; и, как показано на фиг. 19, дополнительных компонентов из адгезивных накладок, рядов крючков, полукруглых боковых клапанов и прямоугольных боковых клапанов. (Далее по тексту приводится и раскрывается специфика этих дополнительных компонентов). Взаимное расположение Основы, Промежуточной Части и Арматуры показано на фиг. 18, где каждый «сектор» (то есть, Основа, Промежуточная часть и Арматура) пространственно связан с биссекторной осью симметрии (в направлении Y), со вторым концом барьерного сегмента (в направлении X), и с точной начала отсчета. Каждый сектор имеет максимальный размер W в направлении X, и максимальный размер L в направлении Y, как показано на фиг. 15-фиг. 17. Пример для каждого Типоразмера имеет свой собственный набор значений W и L.
Далее каждый сектор разбивают на прямоугольные, треугольные и полукруглые геометрические фигуры в зависимости от конкретного случая. Как показано на фиг. 15, Основа разделена на две прямоугольные фигуры, обозначенные 1 и 2, и на две треугольные геометрические фигуры, обозначенные как 3 и 4 - эти треугольные геометрические фигуры являются прямоугольными треугольниками. Аналогичным образом, как показано на фиг. 16, Промежуточная часть разделена на две прямоугольные геометрические фигуры, обозначенные 5 и 6, и на одну треугольную геометрическую фигуру, обозначенную 7, а как показано на фиг. 17, одна Арматура разделена на две прямоугольные геометрические фигуры, обозначенные 8 и 9, и на одну треугольную геометрическую фигуру, также являющуюся прямоугольным треугольником, обозначенным 10. И как показано на фиг. 19, адгезивная накладка, группа крючков, и прямоугольный боковой клапан по одну сторону биссекторной оси симметрии обозначены прямоугольниками Т, Н и W соответственно; а полукруглый боковой клапан изображен полукругом С. В Таблице J приведены размеры для примеров с Типоразмерами 1, 3, 5, 7, 8, 4, 4, 1А и 3А, соответствующих обозначениям на фиг. А-фиг. С.
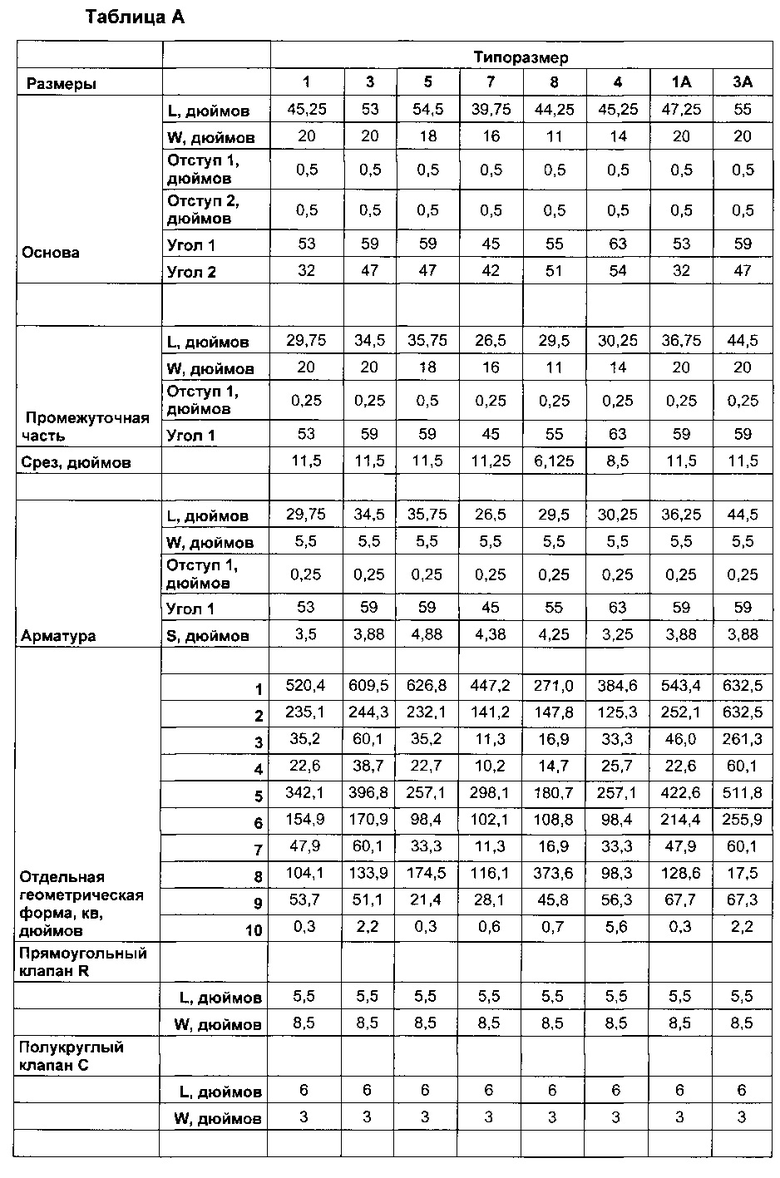
Подробности этапов нахождения приведены далее по тексту с использованием размеров примера Типоразмера 5 (приведенных в Таблице А и проиллюстрированных на фиг. 15-фиг. 19).
На фиг. 15 показано, что Основа имеет максимальную длину L=54,5 дюймов, максимальную ширину W=18 дюймов на каждой стороне биссекторной оси симметрии, а также в целом треугольные срезы на концах барьерного сегмента и защищающего сегмента (от второго конца и дистального конца соответственно), причем эти срезы отстоят от края этих соответствующих концов на расстояние Отступа 1 и 2, равное 0,5 дюйма. Срезы барьерного сегмента образуют угол 1, равный 59 градусам, с краем второго конца, и образуют Отступ в направлении X на его краю, равный 11,5 дюйма. Аналогичным образом, срезы защищающего сегмента образуют угол 2, равный 47 градусам, с краем этого конца, и образуют Отступ в направлении X, равный 11,5 дюйма на его краю.
Прямоугольник 1 имеет площадь 11,5*54,5 квадратных дюймов. Треугольная фигура 3 имеет площадь 0,5*(18-11,5)*[(18-11,5)*sin59/sin31] квадратных дюймов, где выражение (18-11,5) представляет сторону прямоугольного треугольника в направлении X, а выражение [(18-11,5)*sin59/sin31] представляет другую сторону прямоугольного треугольника в направлении Y согласно тригонометрическим зависимостям, известным под названием теоремы синусов.
Результат выражения в скобках составляет 10,817816. Треугольная фигура 4 имеет площадь 0,5*(18-11,5)*[(18,5-11,5)*sin47/sin43] квадратных дюймов, где эти выражения в круглых и квадратных скобках аналогичным образом представляют стороны прямоугольного треугольника, а результат выражения в квадратных скобках составляет 6,9703966. Прямоугольная фигура 2 имеет площадь (54,.5-6,9703966-10,817816-0,5-0,5)*(18-11,5) квадратных дюймов.
Показанная на фиг. 16 промежуточная часть имеет максимальную длину L=37,75 дюймов, максимальную ширину W=18 дюймов по каждую сторону от биссекторной оси симметрии, а также имеет в целом треугольные срезы с конца барьерного сегмента (второго конца), причем эти срезы отстоят от края этого конца на расстояние Отступа 1, равное 0,5 дюйма. Срезы барьерного сегмента образуют тот же Угол 1 и то же самое расстояние Среза на конце, что и Основа. Прямоугольник 5 имеет площадь 11,5*35,75 квадратных дюймов. Треугольная фигура 7 имеет те же самые площадь в квадратных дюймах и размеры стороны, что и прямоугольный треугольник 3 Основы. Прямоугольник 6 имеет площадь (18-11,5)*(35,75-0,5-10,817816) квадратных дюймов.
Показанная на фиг. 17 арматура имеет максимальную длину L=37,75 дюймов, максимальную ширину W=5,5 дюймов, а также имеет в целом треугольный срез с конца, ближайшего к концу барьерного сегмента (второму концу), причем этот срез отстоит от края этого конца на расстояние Отступа 1, равное 0,25 дюйма.
Срез Арматуры образует тот же Угол 1 на этом краю и то же самое расстояние Среза на конце, что для Основы и Промежуточной части. Срез выровнен с соответствующими срезами Основы и Промежуточной части на расстоянии Среза и на втором конце имеет размер S=4,88. Прямоугольник 8 имеет площадь 35,75*4,88 квадратных дюймов. Треугольная фигура 10 имеет площадь 0,5*(5,5-4,88)*[(5,5-4,88)*sin59/sin31] квадратных дюймов, причем выражения в круглых и квадратных скобках представляют стороны прямоугольного треугольника, а результат выражения в квадратных скобках равен 1,0318533. Прямоугольник 9 имеет площадь (35,75-0,25-1,0318533)*(5,5-4,88) квадратных дюймов.
На фиг. 19 показаны дополнительные компоненты - адгезивная накладка Т, группа Н крючков, прямоугольный боковой клапан R, полукруглый боковой клапан С вместе с их возможным расположением относительно Основы, Промежуточной Части и Арматуры по одну сторону от оси симметрии. В целом, скорее всего дополнительные компоненты будут расположены не так, как показано на иллюстрации, а будут расположены на изделии или рядом с ним попарно, например, два одинаковых прямоугольных боковых клапана будут расположены по одному с каждой сторон оси симметрии. Прямоугольные боковые клапаны или полукруглые боковые клапаны про обеим сторонам от оси симметрии несомненно являются осуществлениями изобретения и сравнительными примерами. На фиг. 19 показан один прямоугольный боковой клапан R с одной стороны от биссекторной оси симметрии и полукруглый боковой клапан С по другую сторону от оси симметрии.
Когда в изделии предусматривают прямоугольные или полукруглые боковые клапаны, их располагают на боковых кромках между серединой и первым концом барьерного сегмента. Аналогичным образом, расположение адгезивной накладки Т и группы Н крючков на фиг. 19 показано лишь с целью иллюстрации и по существу не накладывает ограничений на осуществления изобретения и сравнительные примеры. Хотя на фиг. 19 с одной из сторон от оси симметрии показаны только одна адгезивная накладка Т и одна группа Н крючков, несомненно, что наличие этих элементов по обе стороны от оси симметрии охватывается осуществлениями изобретения и сравнительными примерами.
На фиг. 19 показано, что одна кромка боковых клапанов выровнена с одной стороной линии заданного сгиба, причем оставшаяся часть клапана проходит за другую сторону линии заданного сгиба в направлении Y к середине барьерного сегмента. Этим обеспечивается эффективность вклада бокового клапана в обеспечение асептического открывания. Прямоугольный боковой клапан R имеет размер по длине L=5,5 дюймов, и размер по ширине W=8,5 дюймов, при которых его площадь составляет 5,5×8,5 квадратных дюймов. Полукруглый клапан С имеет диаметр 6 дюймов, который дает длину L и размер W, вполовину меньший (6/2), и при этом имеет площадь 0,5*тт (6/2)2. Было установлено, что предпочтительными расстояниями в направлении Y для кромки бокового клапана R, которая дальше всего находится от середины (и второго конца барьерного сегмента) являются расстояния ~ 0,5-3 дюйма от линии заданного сгиба. В примерах для Типоразмеров расстояние в направлении Y для самой дальней кромки клапана R и линии заданного сгиба составляет 1,5 дюйма.
Адгезивная накладка Т и группа Н крючков являются примерами крепежа сегмента. На фиг. 19 показано, что они оба выровнены так, чтобы начинаться рядом с линией заданного сгиба и проходить в направлении Y к середине барьерного сегмента. В качестве примеров размеров и адгезивной накладки Т, и группы Н крючков можно привести ширину в 1 дюйм (направление X) и длину в 4 дюйма (направление Y), что дает площадь 1*4 квадратных дюймов. Адгезивная накладка Т показана рядом с одной боковой кромкой барьерного сегмента; группа Н крючков показана находящейся на прямоугольном боковом клапане R (эти месторасположения являются исключительно иллюстративными примерами; адгезивную накладку Т и группу Н крючков можно располагать в других ориентациях и конфигурациях, а также на клапанах другой стороны). Каждая из отдельных геометрических фигур и боковых клапанов, изображенных на фиг. 15, фиг. 16, фиг. 17 и фиг. 19, выполнена из нетканой материи, обладающей достаточной равномерностью распределения веса и толщины. Основа, Промежуточная часть, Арматура и боковые клапаны имеют плотность, выбираемую из следующих значений в унциях на квадратный ярд (osy): 1,05, 1,20, 1,40, 1,85, 2,05, или 2.57. Различные комбинации изделий из материй с этими весами использованы в примерах Типоразмеров в Таблице А и каждая из комбинаций в таблице В обозначена как 250, 450, 550 и 650 соответственно. Несомненно, что значения плотности, находящиеся между этими значениями, также являются кандидатами для использования в изобретении и сравнительных примерах. Адгезивная накладка Т размером 1 дюйм на 4 дюйма дает весовой вклад ~0,33 грамма (без съемного защитного покрытия). Ряд крючков размером 1 дюйм на 4 дюйма дает весовой вклад ~0,52 грамма.
Для расчета значений центра масс использовались следующие пересчетные коэффициенты: 1 квадратный дюйм=0,0007716049327 квадратного ярда; 1 унция=28.3495231 грамм.
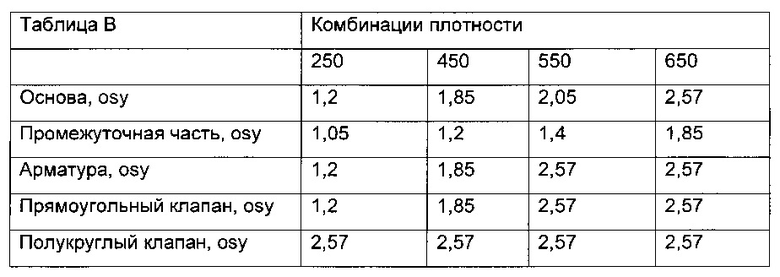
С использованием вышеописанных отдельных геометрических фигур для них были отысканы местоположения их центров масс, выраженные координатами х и у от указанной точки начала отсчета, через зависящие от геометрической формы взаимоотношения: для каждого прямоугольника - его центр; для каждого треугольника - одна треть расстояния от прямого угла по обеим сторонам; для полукруга, с показанной на фиг. 19 ориентацией - величина 4/3*тт помноженная на радиус полукруга для координаты х и половина расстояния диаметра для координаты у. Отыскание таким образом местоположения отдельных центров масс в виде координат х и у для всех примеров Типоразмеров в дюймах было выполнено описываемым ниже способом и его результаты сведены в Таблицу С.
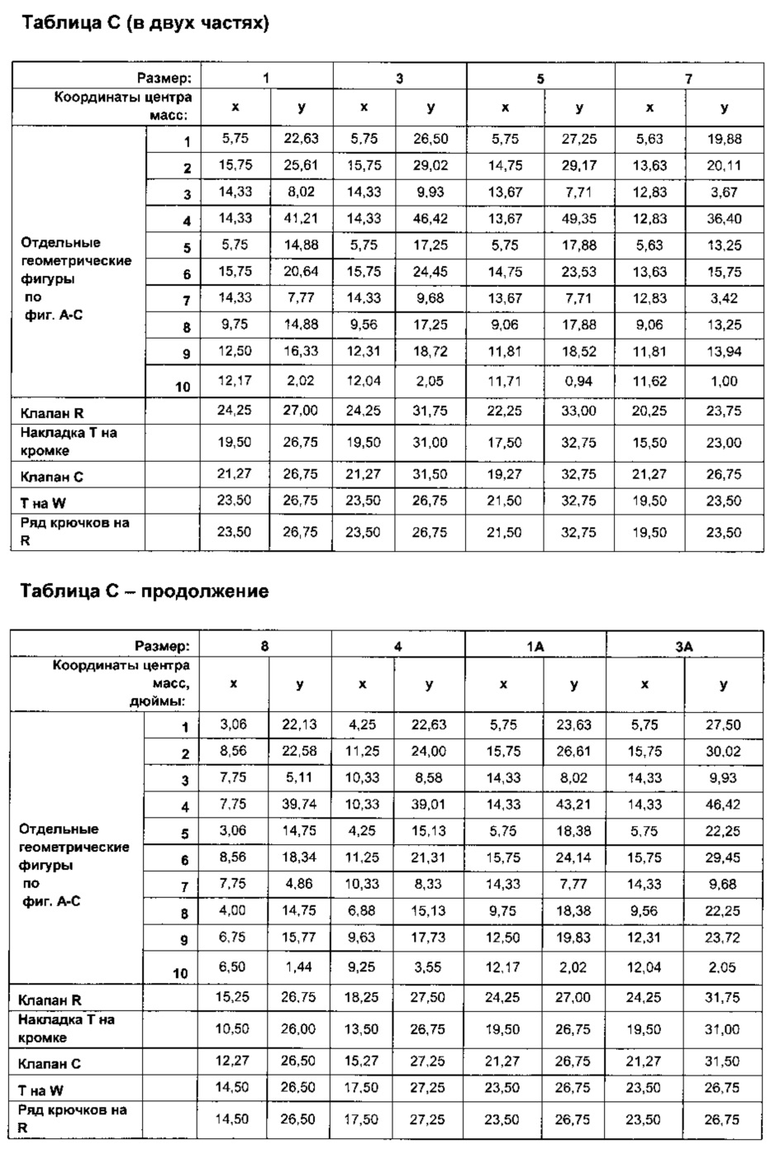
Продолжая рассматривать Типоразмер 5 в качестве иллюстративного примера, найдем координаты х и у центра масс отдельных геометрических фигур для Основы. Для прямоугольной фигуры 1, угол которой находится в точке начала отсчета, и которая выровнена одной стороной вдоль биссекторной оси симметрии, координаты х и у лежат в центре относительно точки начала координат, то есть: х=11,5/2, то есть 5,75 и у=54,5/2, то есть 27.25. Для треугольной фигуры 3: координата х составляет одну треть стороны, имеющей размер 6,5 (=18-11,5) плюс расстояние 11,5 на которое прямой угол удален от точки начала отсчета, то есть 13,667; координата у составляет две трети размера стороны плюс смещение Отступа 1, то есть 0,5+0,666666*10,817816=~7,71. Для треугольной формы 4: координата х такая же, как и для треугольника 3, то есть 13, 667, координата у является результатом вычитания из максимальной длины соответствующего смещения Отступа 2 и двух третей размера стороны, перпендикулярной стороне, используемой для определения координаты х, то есть 54,5-0,5-0,666666666*6,9730966=49,35. Для прямоугольной фигуры 2: координата х составляет половину ширины 18-11,5 плюс расстояние 11,5 от стороны прямоугольника, ближайшей к точке начала отсчета, то есть 14,75; координата у составляет половину расстояния между двумя соседними треугольниками, то есть (54,5-0,5-0,5-10,817816-6,9703966)/2), плюс соответствующее смещение Отступа 1 и размер стороны треугольника 3 в направлении Y, то есть. 0,5+10,817816, что равняется ~29,174.
Далее описано отыскание координат х и у для отдельных геометрических фигур Промежуточной Части. Для прямоугольной фигуры 5, у которой угол находится в точке начала координат, и которая выровнена одной стороной вдоль биссекторной оси симметрии, координаты х и у являются центром относительно точки начала отсчета, то есть х=11,5/2, что равно 5,75 и у=35,75/2, то есть 17,875. Для треугольной фигуры 7: координата х составляет одну треть стороны, имеющей размер 6,5 (=18-11,5) плюс расстояние 11,5 на которое прямой угол отстоит от точки начала отсчета, то есть 13.667; координата у составляет две трети размера другой стороны плюс смещение Отступа 1, то есть 0,5+0,666666*10,817816=~7,71. Для прямоугольной фигуры 6: координата х составляет половину ширины 18-11,5 плюс расстояние 11,5, на которое сторона треугольника отстоит от точки начала отсчета, то есть 14,75; координата у составляет половину расстояния выше соседнего треугольника, то есть 35,75-10,817816-0,5)/2, плюс соответствующее смещение Отступа 1 и размер стороны треугольника 7 в направлении Y, то есть 0,5+10,817816, что равняется ~23,534.
Далее описано отыскание координат х и у для отдельных геометрических фигур Арматуры. Для прямоугольной фигуры 8, угол, самый дальний от точки начала отсчета в направлении X, находится на расстоянии 11,5, и координата х составляет 11,5 минус половина размера 4,88, то есть ~9,06; координата у составляет половину размера в направлении Y, то есть 35,75/2=17,875. Для треугольной фигуры 10: координата х составляет одну треть стороны, имеющей размер 5,5-4,88 плюс расстояние 11,5 в направлении X, на которое прямой угол отстоит от точки начала отсчета, то есть 0,3333333*(5,5-4,88)=~11,707; координата у составляет смещение Отступа 1 плюс две трети размера другой стороны, то есть 0,25+0,6666666*1,03185336,5=~0,938. Для прямоугольной фигуры 9: координата х составляет половину размера 5,5-4,88 плюс расстояние 11,5, на которое ближайшая сторона прямоугольника отстоит от точки начала отсчета, то есть 11,5+((5,5-4,88)/2)=11,81; координата у составляет половину расстояния выше соседнего треугольника, то есть 35,75-1,0318533-0.25)/2, плюс соответствующее смещение Отступа 1 и размер стороны треугольника 10 в направлении Y то есть 1,0318533+0,25, что равно ~18,526.
Далее описано отыскание координат х и у для прямоугольного бокового клапана R, прикрепленного, как показано на фиг. 19, к первой или третьей кромкам барьерного сегмента. Как указано для показанного на фиг. 19 примера, кромка клапана в направлении Y, наиболее удаленная от точки начала отсчета, лежит на расстоянии 1,5 дюйма от линии заданного сгиба по направлению к первому концу барьерного сегмента. Это расстояние в 1,5 дюйма от линии заданного сгиба оказывается совпадающим с первым концом барьерного сегмента в данном конкретном примере, но в других вариантах осуществления изобретения это расстояние в 1,5 дюйма (для расположения бокового клапана по отношению к линии заданного сгиба) не совпадает с первым концом барьерного сегмента. Координата х составляет половину размера по ширине плюс расстояние, на которое боковой клапан удален от биссекторной оси симметрии, то есть (8,5/2)+18=22,25; координату у находим, вычитая из максимальной длины Промежуточной Части (максимальный размер в направлении Y) половину размера клапана по длине, то есть 35,75-(5,5/2)=33.
Далее описано отыскание координат х и у для полукруглого бокового клапана С, прикрепленного, как показано на фиг. 19, к первой или третьей кромкам барьерного сегмента. Кромка клапана С, совпадающая с диаметром лежит вблизи первой или третьей кромок барьерного сегмента, и угол, находящийся дальше всего от точки начала отсчета, выравнивается с первым концом барьерного сегмента. Координата х рассчитывается как произведение радиуса на множитель (4/3*тт) плюс расстояние, на которое боковой клапан отстоит от биссекторной оси симметрии, то есть 3*(4/3*тт)+18=~19,273; координата у рассчитывается вычитанием из максимальной длины Промежуточной Части (максимального размера по оси Y) половины размера клапана по длине, что является размером диаметра, то есть 35,75 - (6/2)=32,75.
Далее описано отыскание координат х и у для адгезивной накладки Т на стороне барьерного сегмента согласно иллюстрации фиг. 19. Для адгезивной накладки на барьерном сегменте, у которой самая дальняя от биссекторной оси симметрии кромка находится вблизи первой или третьей кромки, координата х рассчитывается как половина размера накладки по ширине, вычтенная из максимального размера по ширине Промежуточной Части, то есть 18 - (1/2)=17,5. Когда положение адгезивной накладки вдоль первой или третьей кромок дает расстояние в 1,0 в направлении Y между первым концом барьерного сегмента и ближайшей к первому концу кромкой накладки, координата у рассчитывается как максимальный размер Промежуточной Части по длине за вычетом половины размера накладки по длине, то есть 35,75-1,0-(4,2)=32,75.
Далее описано отыскание координат х и у для группы Н крючков на прямоугольном боковом клапане согласно иллюстрации фиг. 19 или для адгезивной накладки Т вместо крючков. Боковой клапан R прикреплен так, что его координаты х и у такие же, как были описаны выше. Так как у накладки Т и группы Н крючков размеры одинаковы, то их соответствующие координаты х и у при расположении в одно и то же место на боковом клапане R будут одинаковы.
Когда какой либо из этих элементов (адгезивную накладку Т или группу Н крючков) помещают на клапан R таким образом, что кромки клапана R и элемента, ближайшие к биссекторной оси симметрии, находятся на расстоянии 3 друг от друга, координата х элемента составляет половину размера элемента по ширине плюс расстояние 3 плюс максимальная ширина Промежуточной Части от биссекторной оси симметрии, то есть (1/2)+3+18=21,5. Когда элемент располагают таким образом, что самые дальние от точки начала отсчета кромки элемента и клапана R находятся на расстоянии в 1 дюйм друг от друга, координата у элемента составляет максимальную длину Промежуточной Части минус расстояние 1 дюйм минус половина размера элемента по длине, то есть 35,75-1-(4/2).
Затем центры масс отдельных геометрических фигур и компонентов усредняют по весу в зависимости от их весового вклада. Для данных примеров Типоразмеров для весового усреднения используются значения из Таблиц А-В, то есть, из Таблицы А и Таблицы В рассчитывают значения массы для каждой отдельной геометрической фигуры, а в Таблице С берут координаты х и у. Для Типоразмера 5 в качестве иллюстративного примера, в Таблице D приведены координаты х и у для отдельных центров масс и их соответствующие значения массы для 650, 550 и 450.
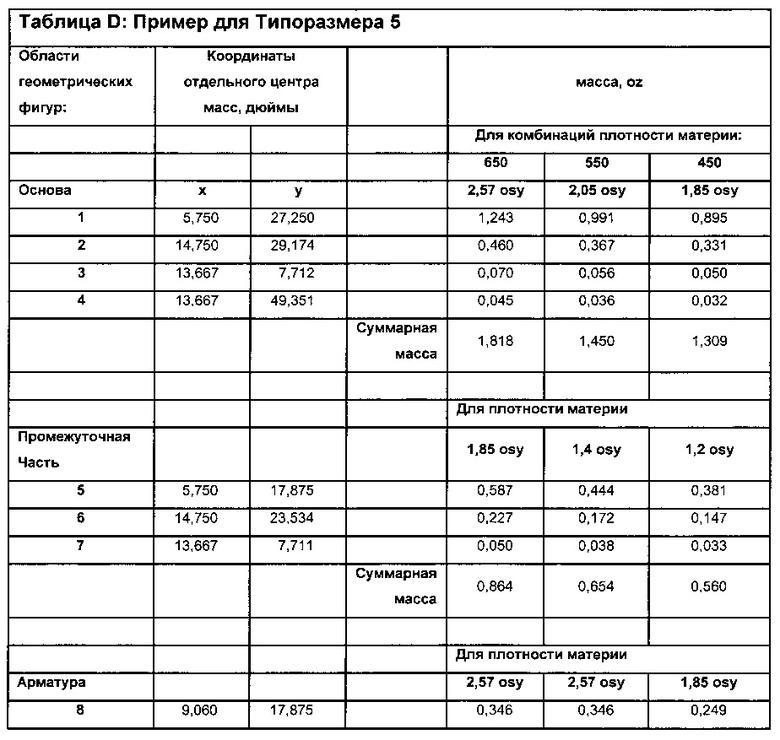

Имея найденные местонахождения отдельных центров масс и массовые вклады, на следующем этапе сводят эти значения вместе для отыскания центра масс участка всего изделия плюс дополнительных компонентов. Общий центр масс участка изделия рассчитывается как среднее местонахождений всех отдельных центров масс с учетом с учетом их масс. Так как местонахождения выражаются в координатах х и у, то средневзвешенное рассчитывается для получения одной координаты х и одной координаты у для участка изделия плюс дополнительные компоненты, то есть находят Xcm и ycm по следующим формулам: 
где Mtotal это общая масса участка изделия и компонентов, mi - масса каждой отдельной геометрической фигуры, а xi и yi - координаты х и у центра масс каждой отдельной геометрической фигуры. В таблице Е приведены координаты х и у геометрических фигур по исходным данным Таблицы С для Типоразмера 5, их расчетные значения массы по Таблицам А и В с использованием 650 комбинации плотности материи, их соответствующие результаты (mi*xi) и (mi*yi) и их соответствующие суммы, а также последующее определение значений Xcm и ycm.
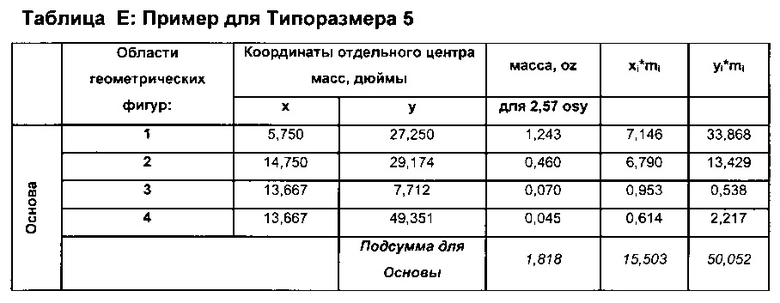

В Таблице F приведены значения Xcm и ycm для всех примеров Типоразмеров при их комбинациях плотности (250, 450, 550 и 650).
Как показывают Таблица Е и Таблица F, добавление компонентов на изделие приводит к смещению центра масс. Эти смещения привязывают к поведению при раскладывании, как это уже отмечалось и как будет прокомментировано далее по тексту. Из Таблицы F видно, что добавление различных компонентов располагается следующим образом в порядке возрастания оказываемого эффекта: добавление адгезивной накладки Т с каждой стороны барьерного сегмента (наименьший эффект); добавление указанной накладки плюс добавление полукруглого клапана с плотностью 2,57 osy; добавление прямоугольного клапана R с плотностями согласно соответствующей Комбинации Плотности (по таблице В); добавление клапана R с накладкой на стороне барьерного сегмента; добавление накладки на клапан R; добавление группы Н крючков на клапан R. При одинаковом местонахождении и ориентации добавленных компонентов, смещение по координате х имеет тенденцию превышать смещение по координате у, но несомненно, что смещение происходит как в направлении X, так и в направлении Y.
Некоторые из изделий примеров Типоразмеров только с адгезивной накладкой Т на сторонах барьерного сегмента (по фиг. 19) показали неправильное раскладывание после обертывания вокруг содержимого и стерилизации паром. Добавление соответствующих прямоугольных клапанов R (в соответствии с указанными в Таблице В комбинациями плотности) на место, показанное в целом на фиг. 19, приводило к правильному раскладыванию (асептическое открывание) для всех примеров Типоразмеров. Тем не менее некоторые из этих изделий с адгезивными накладками Т и с добавленными полукруглыми клапанами по фиг. 19, не смогли всегда показывать асептическое открывание. Полукруглые клапаны С имеют диаметр 6 дюймов и состояли из двух сложений SMS материала 2,57 osy, что дает вес 0,028 унции, как отмечено в Таблице D; прямоугольные клапаны R размером 5,5 дюймов х 8,5 дюймов, выполненные из одного сложения SMS 2,57 osy имеют вес 0,093 унции, в 3,3 раза тяжелее клапанов С.
Эти результаты указывают на то, что для обеспечения асептического открывания конкретного изделия можно подобрать определенный вес и конкретное его местонахождение, причем этот вес и местонахождение определяют критический центр масс (для каждого участка изделия с соответствующим боковым клапаном). Для изделий примеров Типоразмеров, эти критические значения являются или координатами х и у с накладкой Т на стороне барьерного сегмента и с соответствующим прямоугольным клапаном R согласно фиг. 19, или расстоянием между ними и адгезивной накладкой Т и полукруглым клапаном С. Нижеследующий анализ определяет диапазон координат критического центра масс, учитывающий различные размеры и веса изделий.
Различия или смещения в координатах центра масс для примеров Типоразмеров с адгезивной накладкой Т на сторонах барьерного сегмента (как показано на фиг. 19) с или без их соответствующих прямоугольных клапанов R показаны на фиг. 20А и фиг. 20В соответственно (например, "250 R&Tx" и "250 R&Ty" указывают смещения координат х и у при Комбинации 250 Плотности по Таблице В). Для учета различных размеров среди изделий, как указано в Таблице А, соответственные смещения по х и по у «нормализованы» их соответствующими размерами L и W Основы. Такая нормализация показана графически на фиг. 21А и 21В. Эта нормализация выявляет минимальные % смещения среди примеров Типоразмеров, причем эти минимумы - для Типоразмера 1А при Комбинации 650 Плотности, то есть % R&Tx=0,0210, % R&Ty=0,0032. Все другие координаты х и у с соответствующим прямоугольным клапаном R считаются добавляющими избыточную массу, то есть, избыточный вес за пределами стороны барьерного сегмента, требующийся для обеспечения асептического открывания. Следует отметить, что минимальное нормализованное значение х отличается от нормализованного значения у.
Затем, аналогичные нормализации выполняются для изделий примеров Типоразмеров с полукруглым клапаном С с адгезивной накладкой Т (расположенной, как показано на фиг. 19), и их добавляют к предшествующим чертежам для сравнения на фиг. 22А, фиг. 22В, фиг. 23А и фиг. 23В. Для фиг. 22А, фиг. 22В, фиг. 23А и фиг. 23В, обозначения "Сх" и "Су" соответствуют клапану С с накладкой Т на сторонах изделия согласно фиг. 19. Очевидно, что некоторое нормализованное значение для полукруглого клапана (плюс накладка Т), наиболее близкое к тому, чтобы быть меньшим или существенно одинаковым со значением для минимальных % значений для изделий с адгезивными накладками Т на их сторонах и на прямоугольных клапанах R, также задает диапазон, в котором лежат критические центры масс, соответствующие координатам х и у для добавленных компонентов, гарантирующих асептическое открывание. Нормализованные значения для %Сх, ближайшие к минимальному значению % R&Tx (для прямоугольного клапана R), приходятся на Типоразмер 8 при 450 Комбинации Плотности, то есть 0,0200; минимум %Су, ближайший к минимуму %Rx&Ty приходится на Типоразмер 4 при 650 Комбинации Плотности, то есть 0,0031. Так как эти минимумы %Сх и %Су были для примеров Типоразмеров, которые показали асептическое открывание (раскладывание), делается вывод о том, что они являются критическими % смещениями центра масс, требуемыми для гарантирования асептического открывания.
Из этих найденных путем рассуждения критических % смещения определяют смещения координат, необходимые для данного участка изделия с добавленным боковым клапаном, и для этого используют факторизацию в направлениях W и L. Затем эти смещения прибавляют к соответствующим координатам х и у для данного участка изделия (без боковых клапанов или других компонентов) для получения окончательных координат «критического» центра масс (для участка изделия плюс любые добавленные компоненты, например, боковые клапаны и крепеж сегмента). Путем выбора определенных размеров клапана и плотности и для других добавленных компонентов, например, крепежа сегмента, средневзвешенные отношения xcm и/или ycm позволяют вывести соответствующие размеры, дающие окончательный критический центр масс. Другими словами, по известным значениям центра масс (участка изделия самого по себе, крепежа сегмента самого по себе, и критических координат) и по массе данного участка изделия и крепежа, находят массу «критического бокового клапана», используя средневзвешенные отношения. Выбор геометрической формы для бокового клапана и задания определенных параметров касательно распределения веса в боковом клапане дает идентифицированные размеры и, следовательно, вес. Такие расчеты показаны далее по тексту для участка изделия Типоразмера 5 при 650 Комбинации Плотности.
Для вычисления критического бокового клапана Типоразмера 5, сначала критические % смещения (0,0221 в направлении X; 0,0031 в направлении Y) соответственно умножают на размеры L и W Промежуточной Части согласно Таблице А, то есть 18 и 54,5 для получения критических смещений 0,3978 для координаты х и 0,16895 для координаты у. Затем эти критические смещения прибавляют соответственно к известным координатам центра масс для участка изделия самого по себе или с крепежом сегмента непосредственно на барьерном сегменте.
Для случая, когда участок изделия в качестве крепежа сегмента использует адгезивную накладку Т, расположенную на стороне барьерного сегмента (согласно фиг. 19), тогда по Таблице О: х=8,680 и у=23,884 - это соответствующий известный центр масс, к которому прибавляют критические смещения для получения окончательного критического центра масс: xcm=9,0778, ycm=24,05295. Из Таблицы Е масса участка изделия с накладкой Т составляет 3,0821. Для упрощения расчетов берется прямоугольный боковой клапан с размером L=5,5 дюймов и месторасположением, соответствующим координате у в Таблице Е, то есть 33; это позволяет использовать средневзвешенное отношение ycm для отыскания массы критического бокового клапана следующим образом:

Решение m составляет 0,058199794 в переводе на унции. Выбирая для критического бокового клапана материал, соответствующий 650 Комбинации Плотности по Таблице В, получаем материал с плотностью 2,57 osy. Таким образом, размер W прямоугольного клапана для данной конфигурации изделия (накладка Т на сторонах барьерного сегмента), определяется следующим образом:
0,058199794/(2,57*5,5*[0,0007716049327])=5,336182079 дюймов, где член в скобках является пересчетным коэффициентом 1 квадратный дюйм=0,0007716049327 квадратного ярда. Этот критический боковой клапан имеет площадь ~30,4 квадратных дюймов относительно 46,75 квадратных дюймов для бокового клапана R (имеющего массу 0,097395 унций).
Для случая, когда участок изделия в качестве крепежа сегмента использует адгезивную накладку Т, расположенную на критическом боковом клапане в местоположении, соответствующем местоположению прямоугольного бокового клапана R, тогда соответствующими известными центрами масс будут: для участка изделия самого по себе из Таблицы F: х1=8,646 и у1=23.85; а для накладки Т, расположенной на боковом клапане R прямоугольной формы из Таблицы N: х2=21,5 и у2=32,75. Критические смещения прибавляют к координатам х1 и у1 (для участка изделия самого по себе) для получения окончательного критического центра масс: xcm=9,0438, ycm=24,01895. Из Таблицы Е масса участка изделия составляет 3,0705, а накладки Т - 0,011538.
Для упрощения расчетов берется прямоугольный боковой клапан с размером L=5,5 дюймов и месторасположением, соответствующим координате у в Таблице Е, то есть 33; это позволяет использовать средневзвешенное отношение уст для отыскания массы критического бокового клапана следующим образом:

Решение т составляет 0,046541 в переводе на унции. Выбирая для критического бокового клапана материал, соответствующий 650 Комбинации Плотности по Таблице В, получаем материал с плотностью 2,57 osy. Таким образом, размер W прямоугольного клапана для данной конфигурации изделия (Накладка Т на критическом прямоугольном клапане), определяется следующим образом:
0,046541/(2,57*5,5*[0,0007716049327])=4,26 дюйма, где член в скобках является пересчетным коэффициентом 1 квадратный дюйм=0,0007716049327 квадратного ярда. Этот критический боковой клапан имеет площадь ~ 23,4 квадратных дюймов относительно 46,75 квадратных дюймов для бокового клапана R (имеющего массу 0,097395 унций). То есть, для этого случая (накладка Т на критическом боковом клапане) имеется возможность экономии веса по сравнению со случаем, когда накладка имеется непосредственно на стороне барьерного сегмента.
По практическим соображениям, размер бокового клапана в направлении X не должен превышать 8,5 дюймов. Размер 8,5 дюймов дает придаток на стороне изделия, лежащей относительно плоско (на складываясь), когда стороны изделия складывают поверх обертываемого содержимого. Такой максимальный размер в направлении X также гарантирует, что пара таких клапанов на противоположных сторонах барьерного сегмента будут минимально мешать друг другу при складывании сторон изделия поверх обертываемого содержимого.

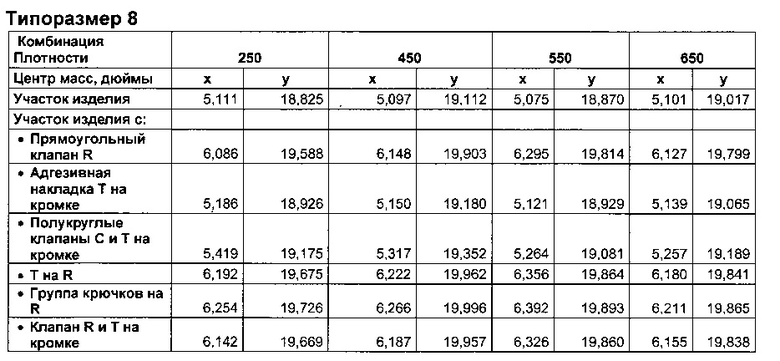
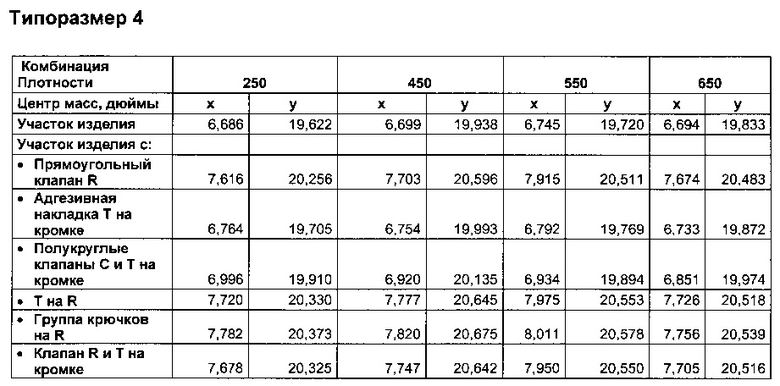
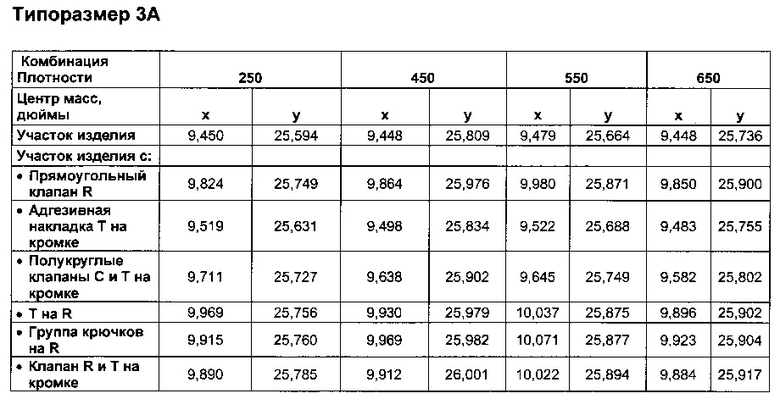
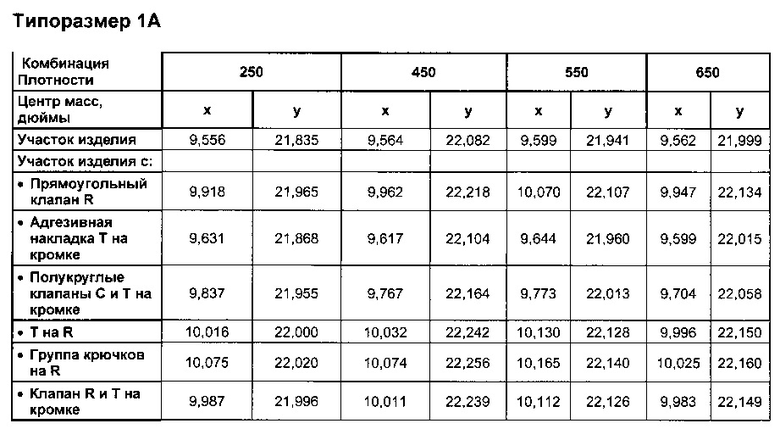
Таким образом, здесь представлены примерные варианты осуществления изобретения; однако специалистам будет понятно, что изобретения может быть осуществлено в разнообразных альтернативных формах. Для способствования пониманию изобретения и обоснования формулы изобретения, в раскрытие включены разнообразные чертежи. Чертежи выполнены не в масштабе и некоторые относящиеся к ним элементы могут быть опущены с тем, чтобы более наглядно показать обладающие новизной отличительные признаки изобретения. Подробности конструкции и функционирования, изображенные на чертежах, приведены с целью обучения специалистов способам практического применения изобретения, и не должны пониматься в ограничительном смысле. Термины указания направления, такие как, левый, правый, передний или задний, приведены в помощь в понимании изобретения и не предназначены для его ограничения.
Хотя здесь были раскрыты частные осуществления настоящего изобретения, специалистам будет очевидно, что в раскрытые осуществления могут быть внесены изменения и модификации в объеме приведенной формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКОЕ МНОГОСЕГМЕНТНОЕ ИЗДЕЛИЕ ДЛЯ СТЕРИЛИЗАЦИИ, СНАБЖЕННОЕ БОКОВЫМИ КЛАПАНАМИ | 2012 |
|
RU2636823C2 |
| ГИБКИЙ МНОГОПАНЕЛЬНЫЙ СТЕРИЛИЗАЦИОННЫЙ КОМПЛЕКТ | 2010 |
|
RU2546031C2 |
| СПОСОБ (ВАРИАНТЫ) И СИСТЕМА ФИКСАЦИИ ГИБКОГО МНОГОПАНЕЛЬНОГО СТЕРИЛИЗАЦИОННОГО КОМПЛЕКТА | 2011 |
|
RU2566731C2 |
| ПОВЕРХНОСТНО-АКТИВНОЕ СРЕДСТВО ДЛЯ ОБРАБОТКИ СТЕРИЛИЗАЦИОННОЙ ОБЕРТКИ СО СНИЖЕННОЙ ЧАСТОТОЙ ПРОЯВЛЕНИЯ ВЛАЖНЫХ УПАКОВОК ПОСЛЕ ПАРОВОЙ СТЕРИЛИЗАЦИИ | 2015 |
|
RU2703727C2 |
| МНОГОСЛОЙНАЯ СТЕРИЛИЗАЦИОННАЯ ОБЕРТКА | 2005 |
|
RU2392971C2 |
| СПОСОБ ИСПОЛЬЗОВАНИЯ СТЕРИЛИЗАЦИОННОЙ УПАКОВОЧНОЙ СИСТЕМЫ | 2012 |
|
RU2630973C2 |
| КОНТЕЙНЕР ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ, ВЫПОЛНЕННЫЙ С ВОЗМОЖНОСТЬЮ ПОВТОРНОЙ ГЕРМЕТИЗАЦИИ | 2006 |
|
RU2415061C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО УПАКОВОЧНОГО ЛАМИНАТА | 2008 |
|
RU2460646C2 |
| УПАКОВКА ДЛЯ СЪЕДОБНЫХ ИЗДЕЛИЙ И СПОСОБ УПАКОВКИ | 2010 |
|
RU2568098C2 |
| СПОСОБ УПАКОВКИ СЪЕДОБНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2401233C2 |
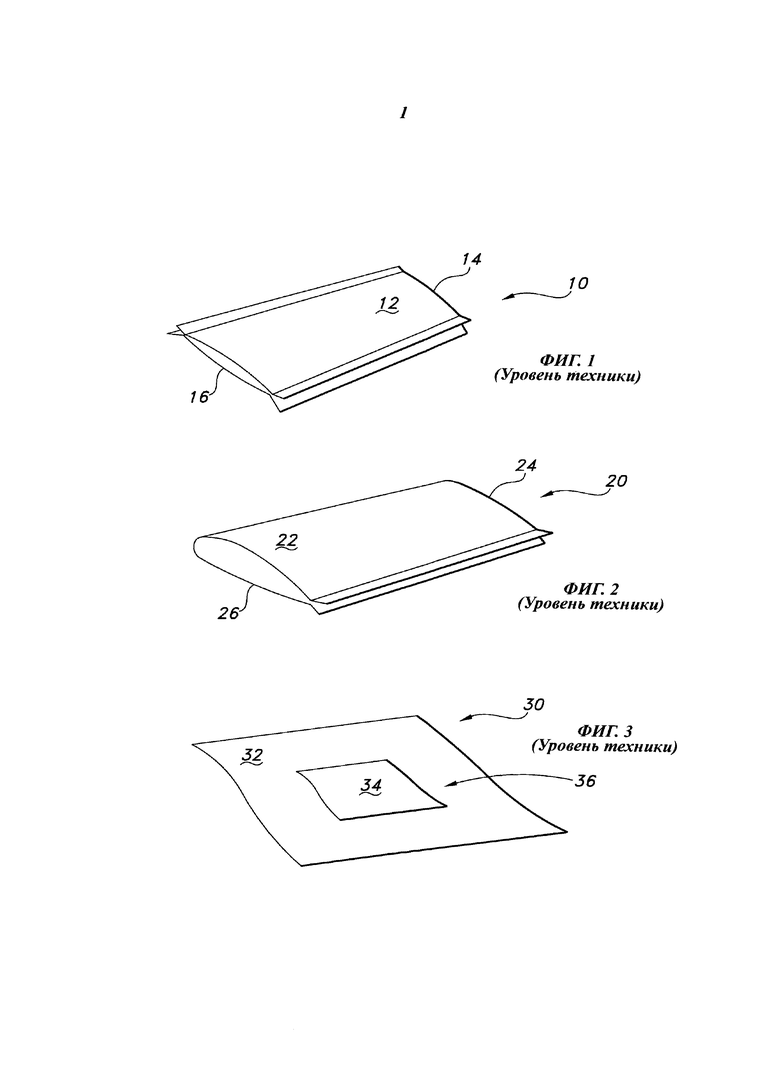
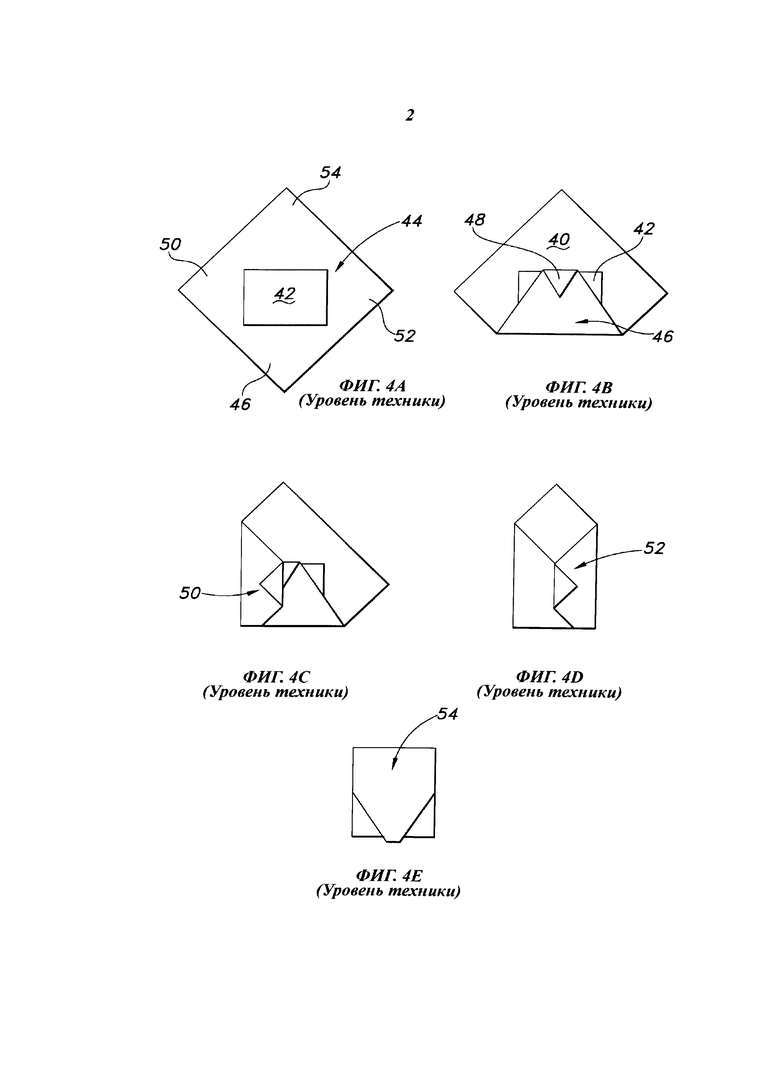
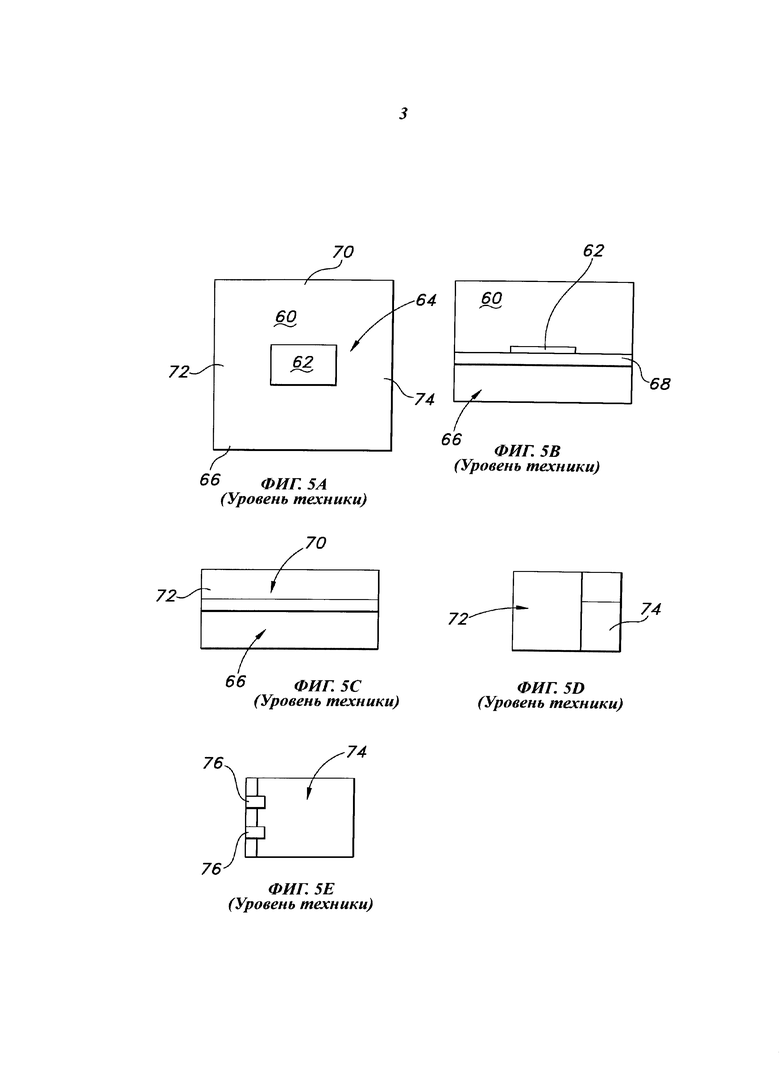
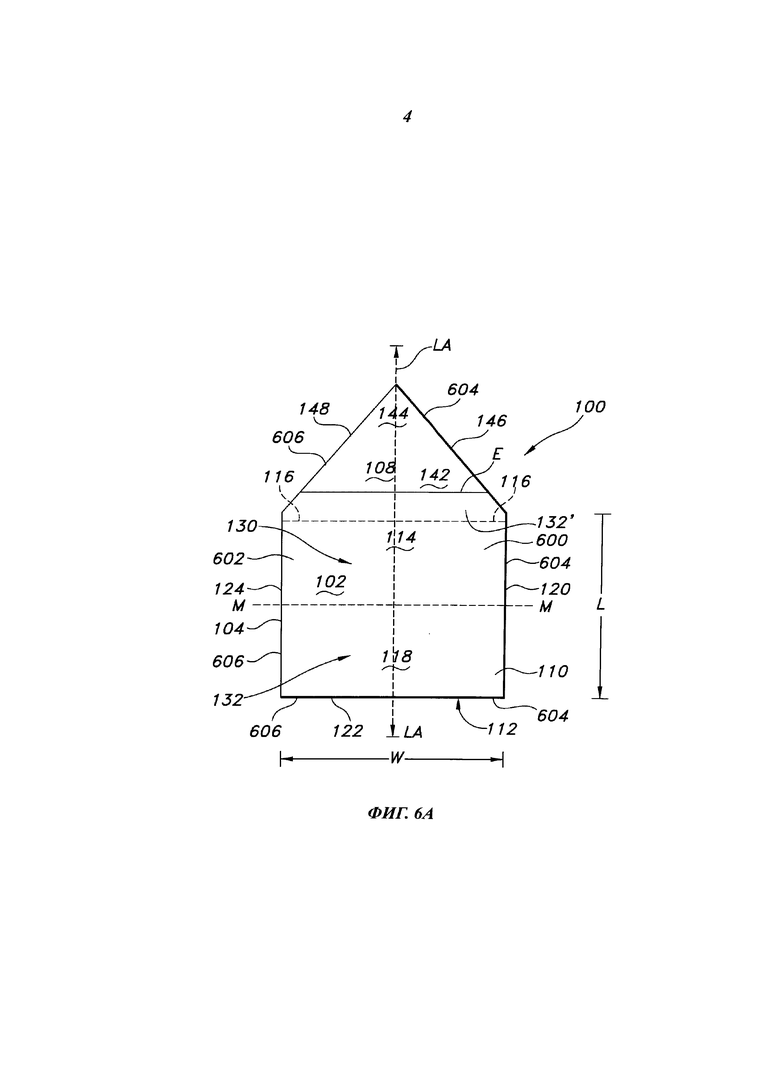
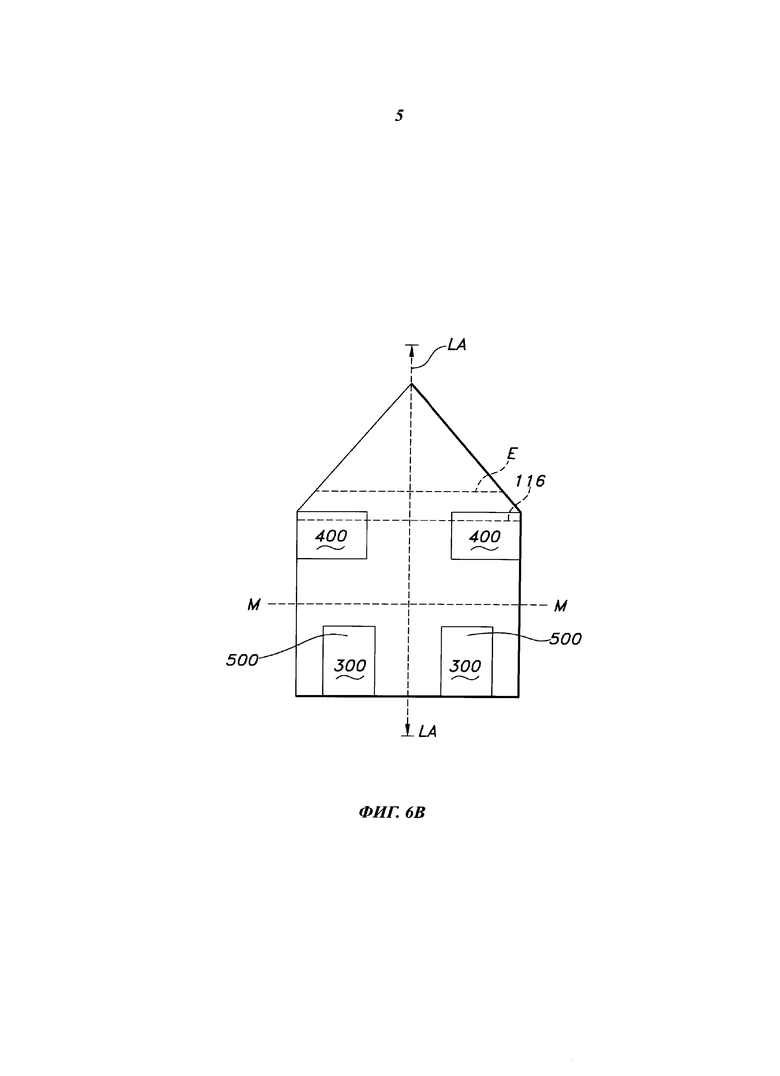
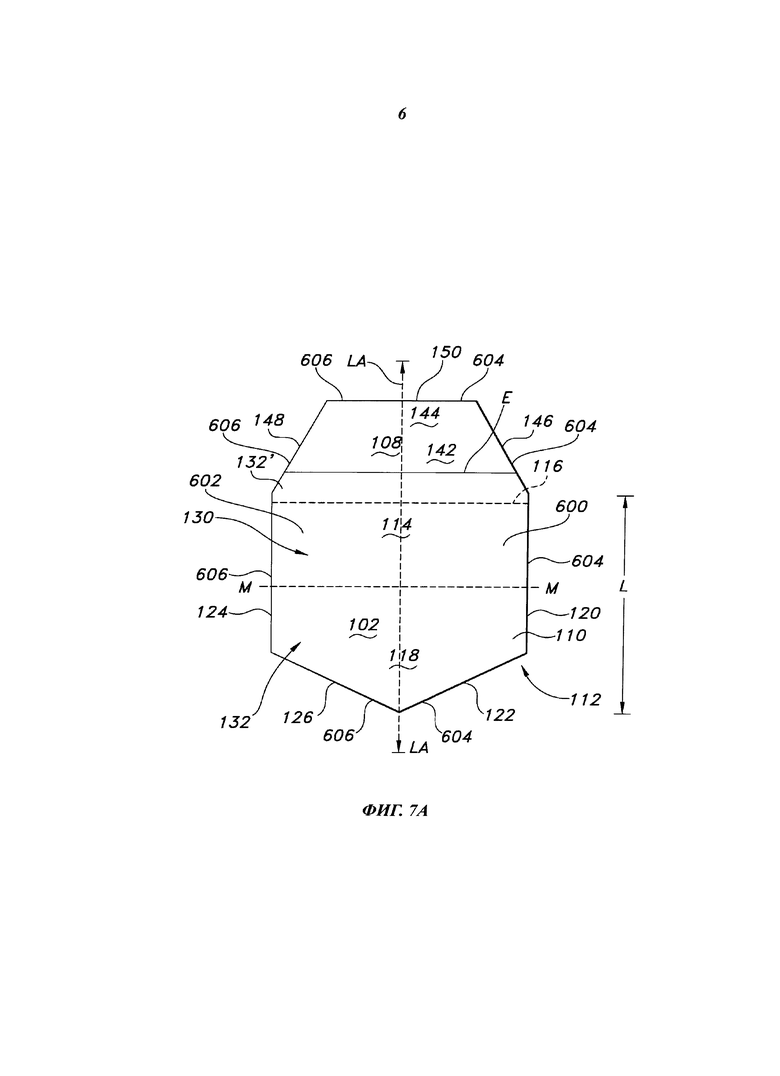
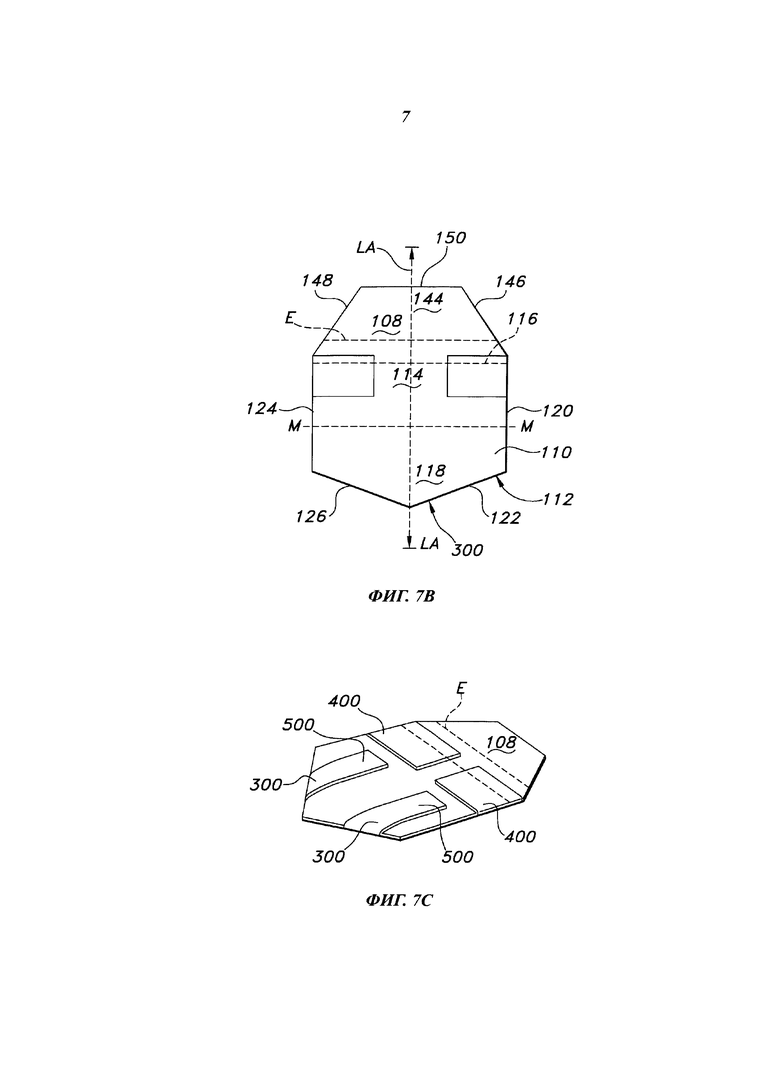
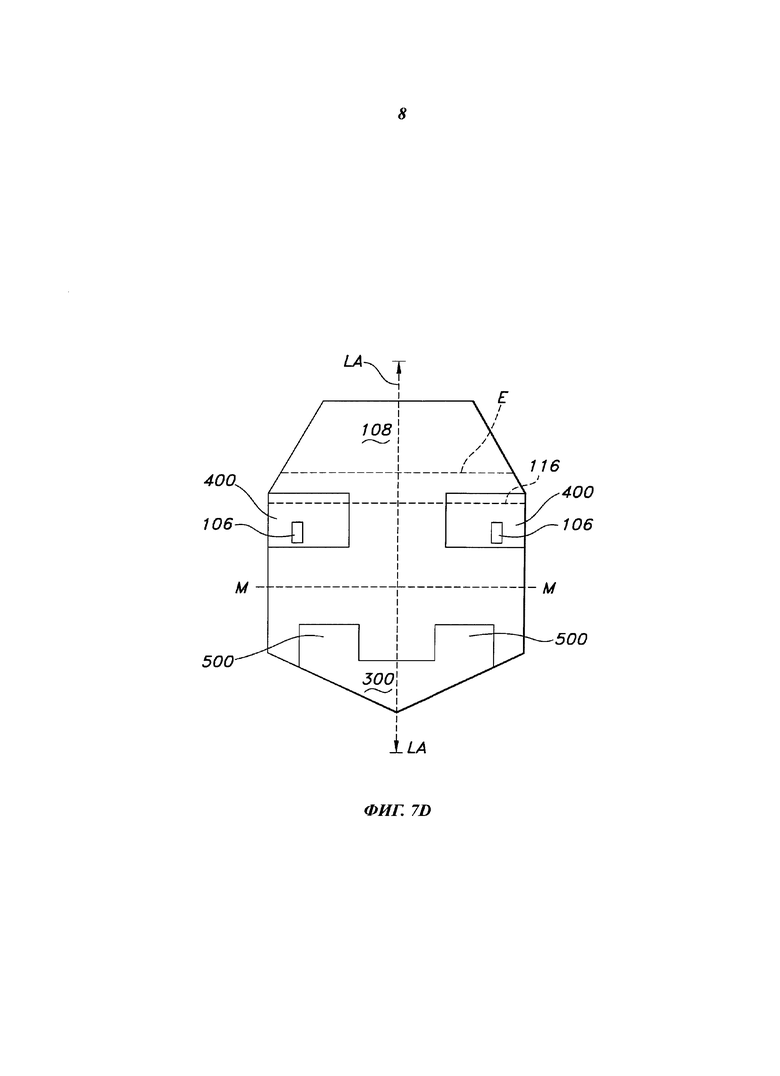
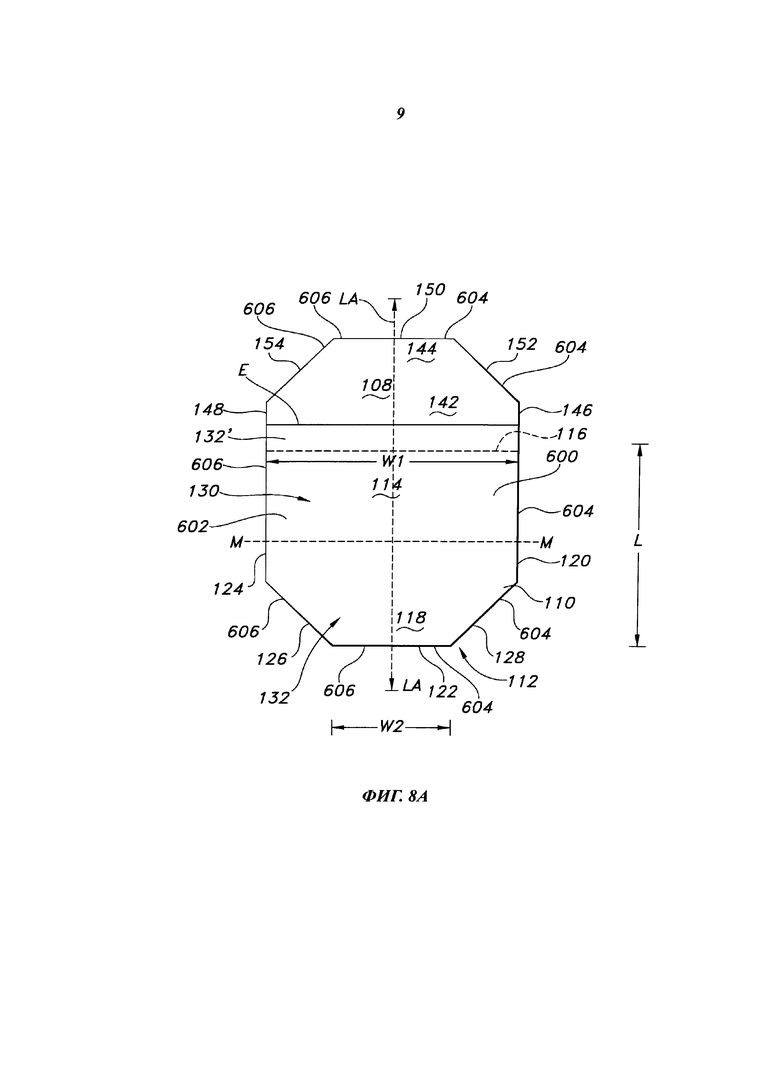
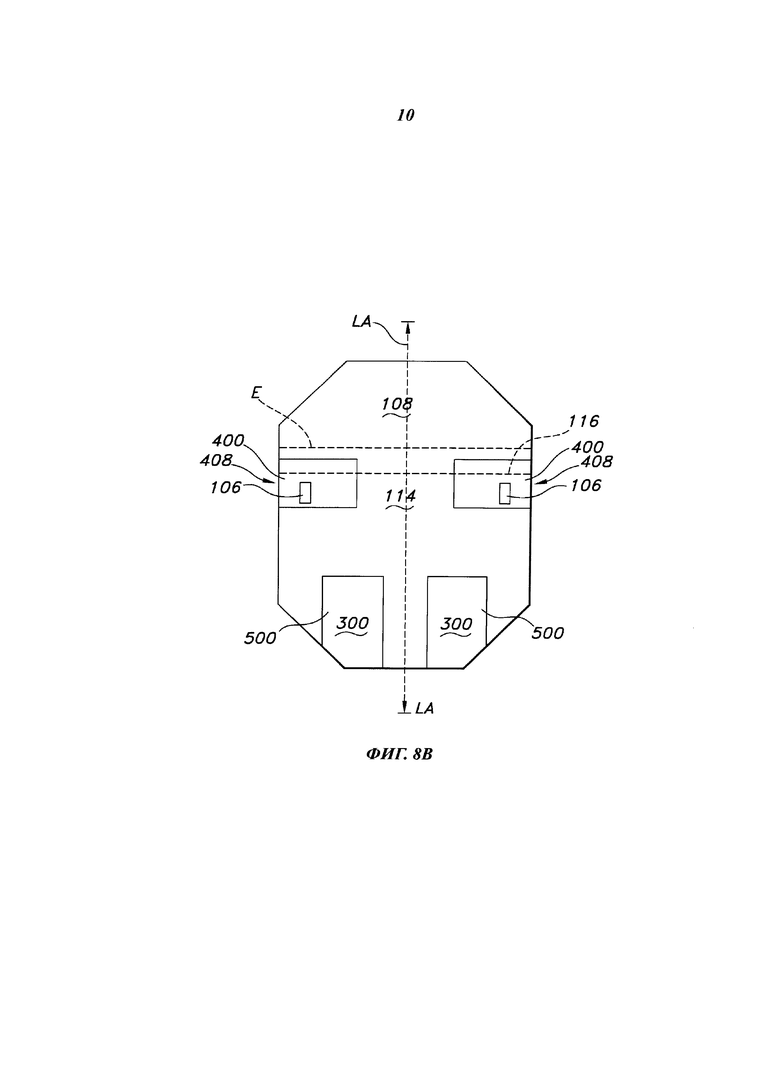
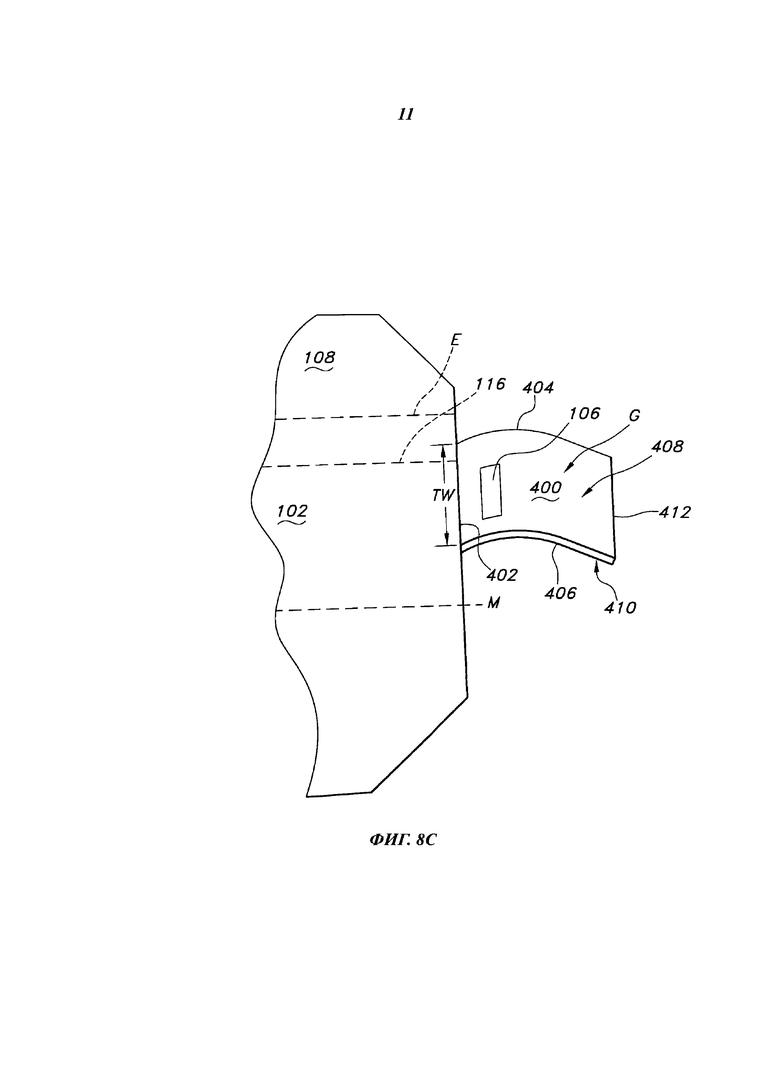
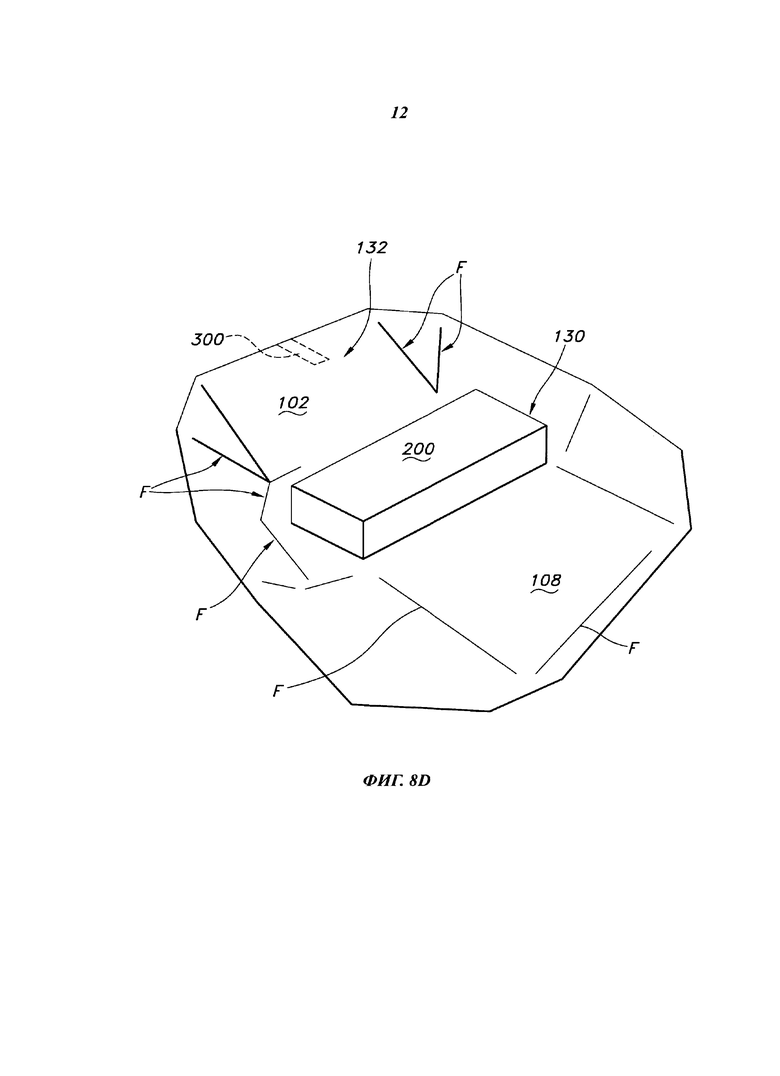
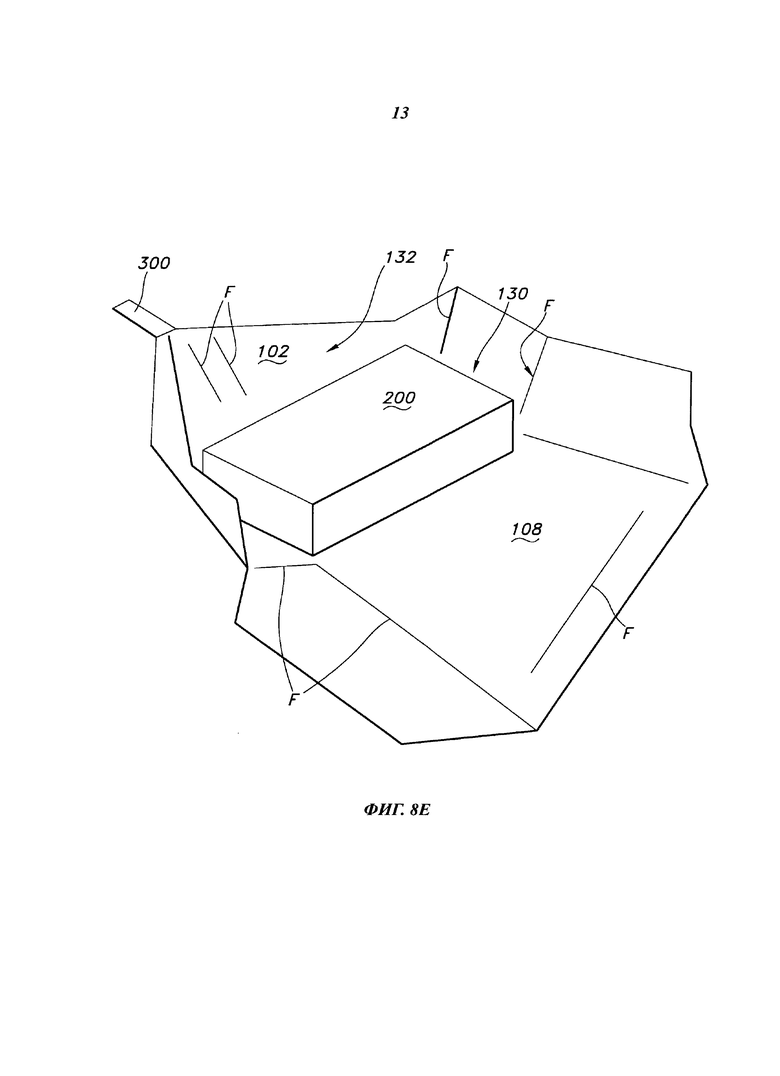

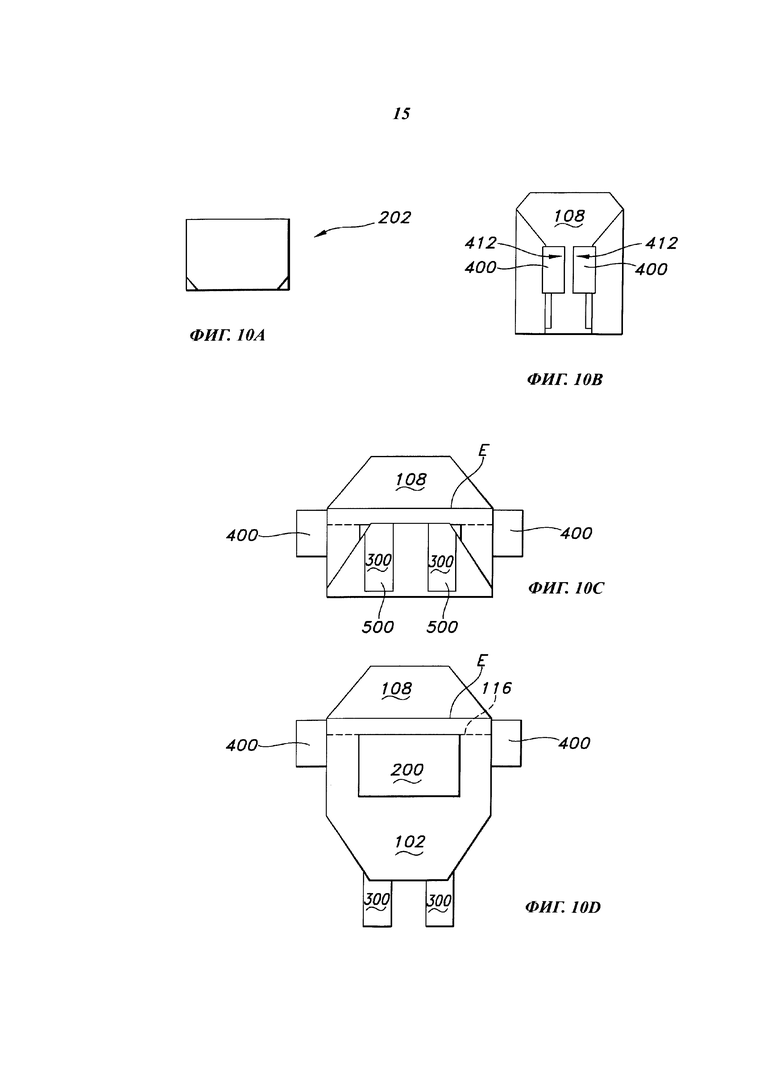
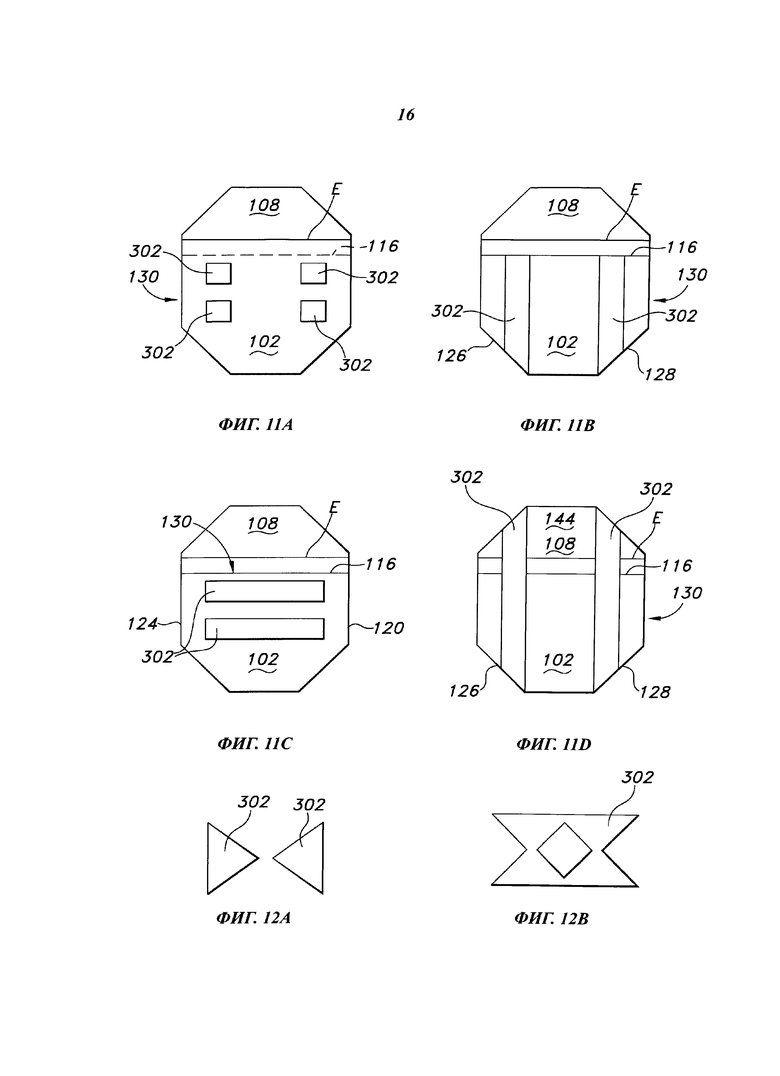
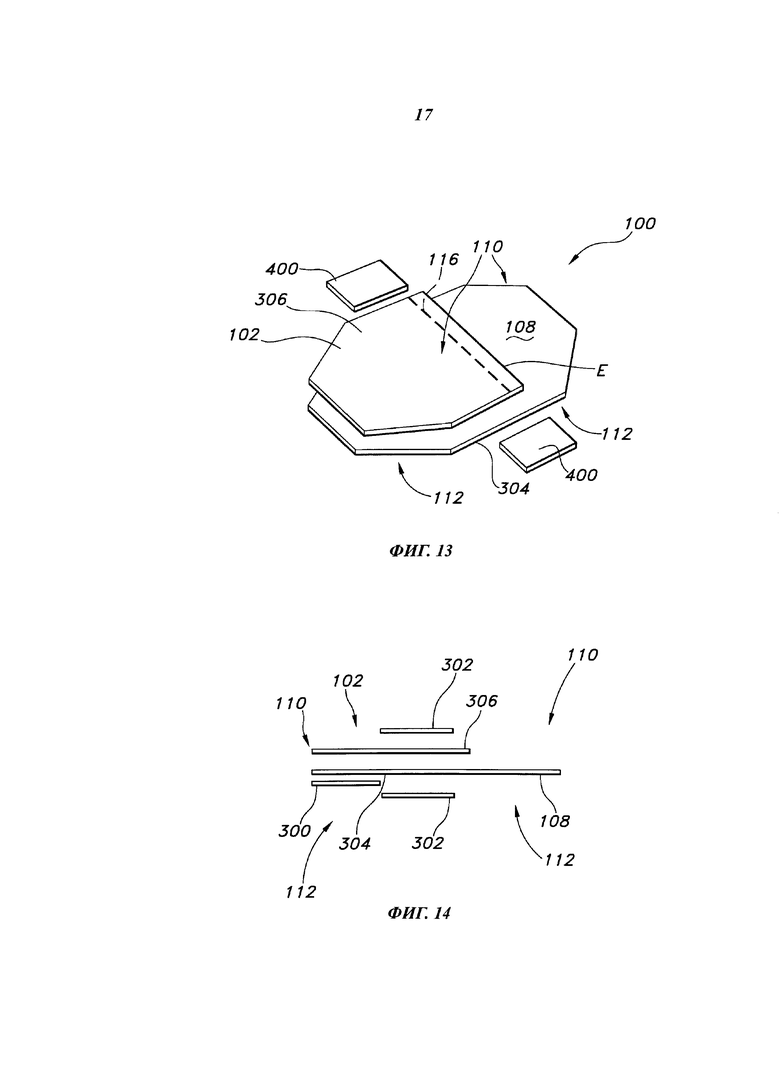
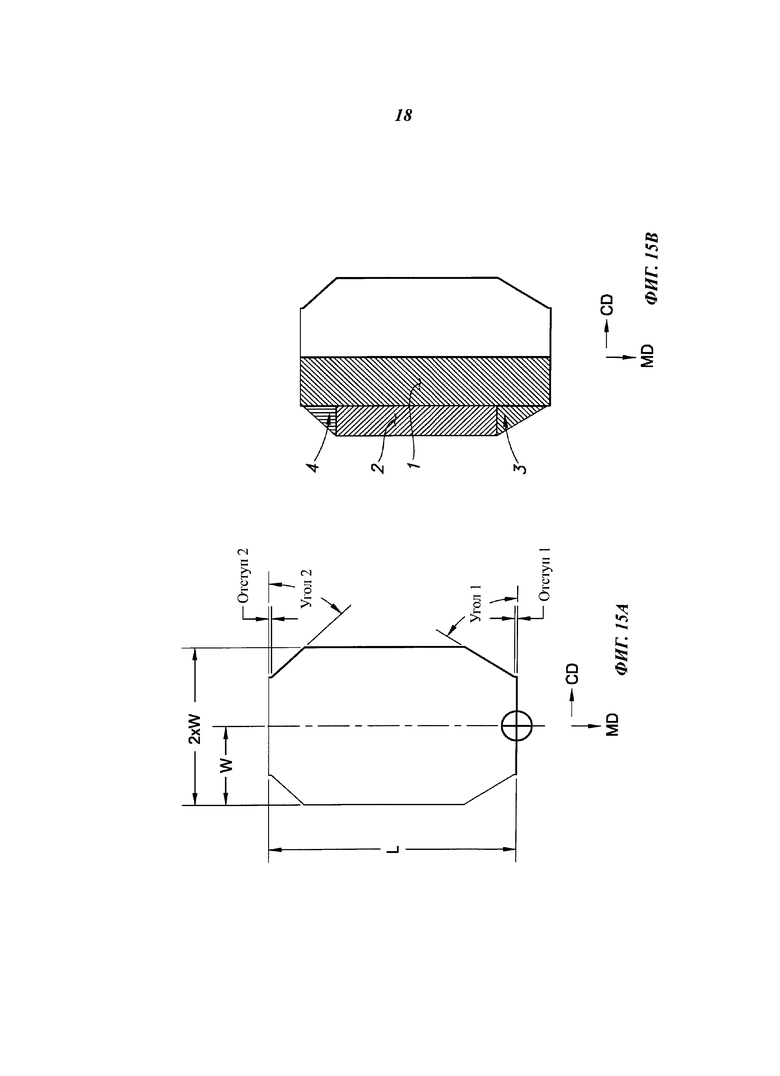
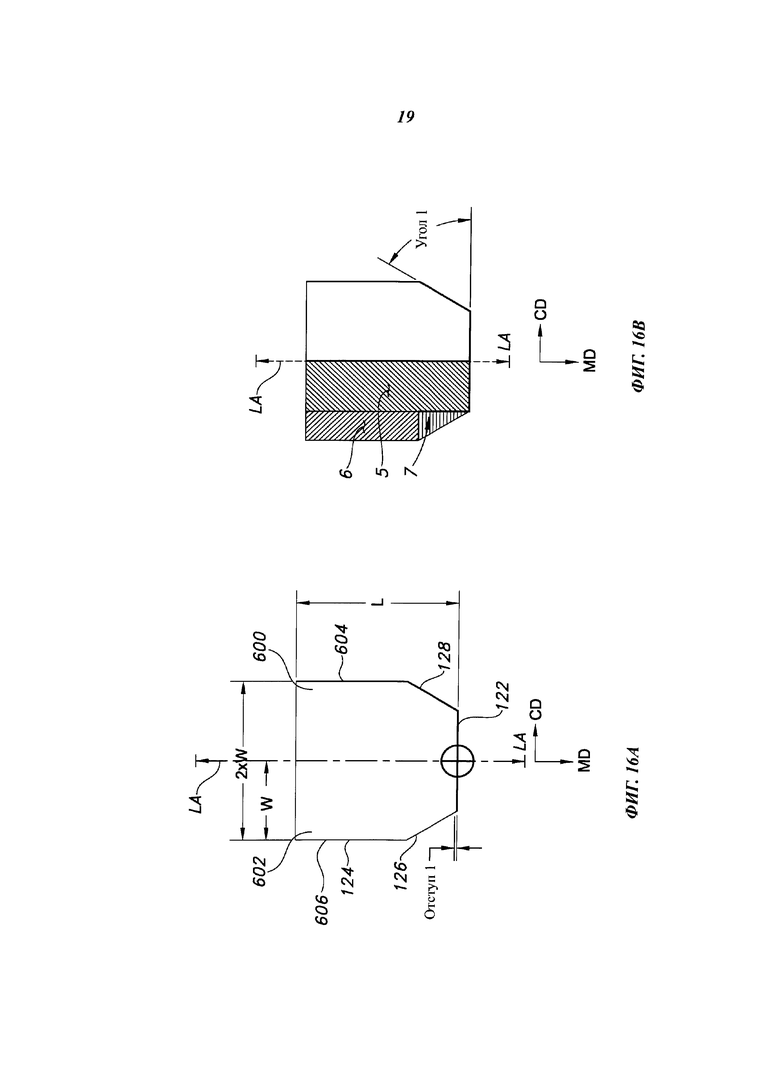
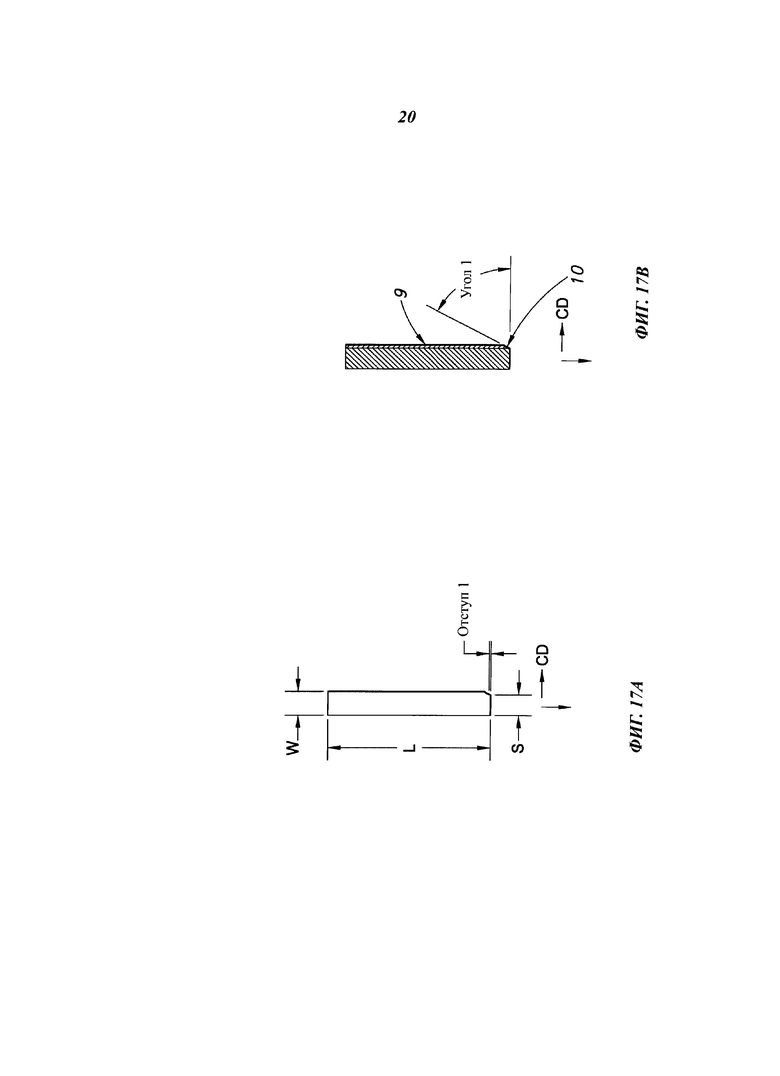
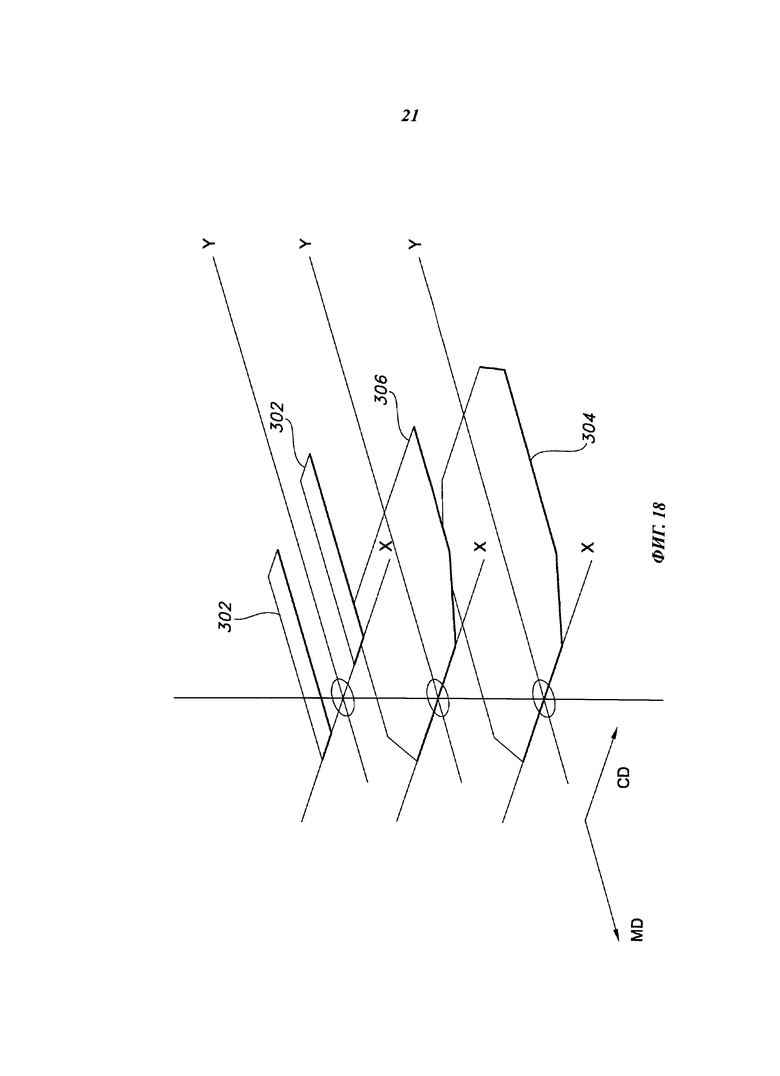
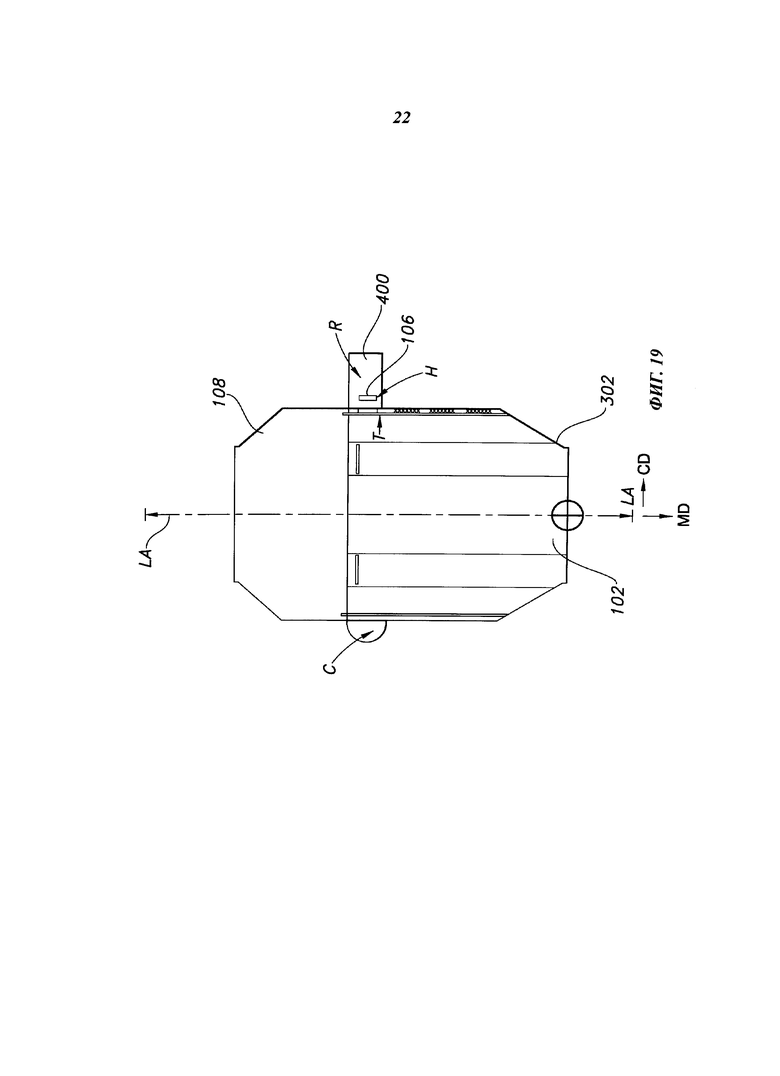
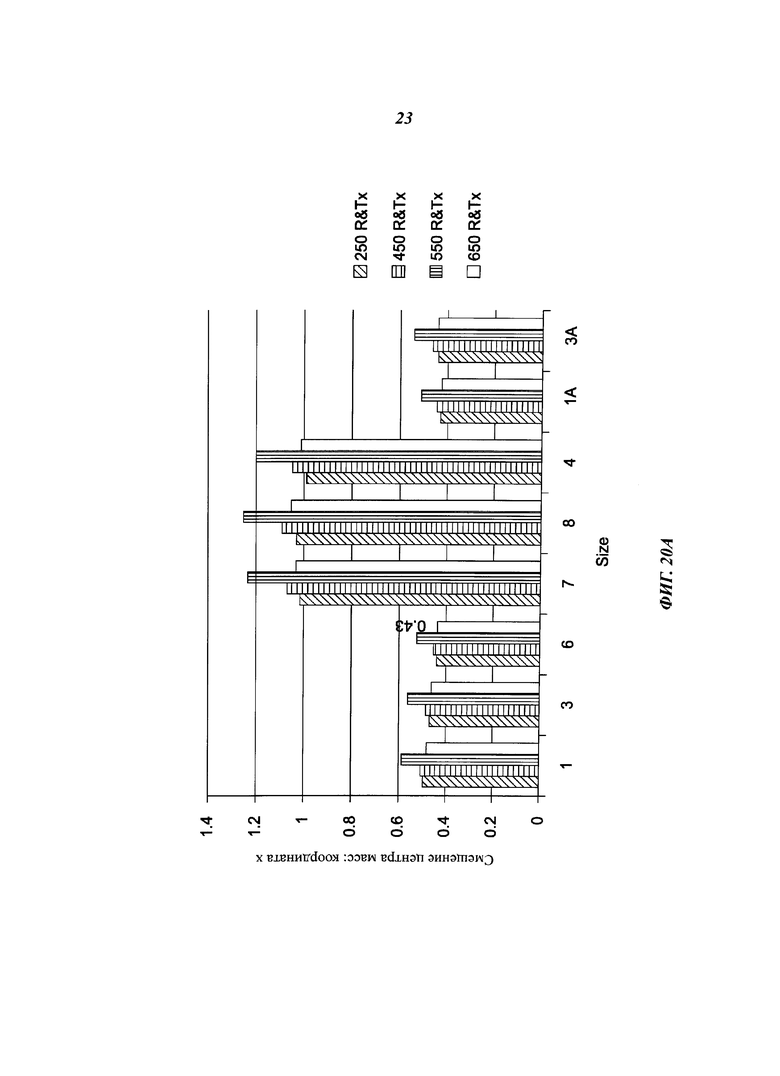
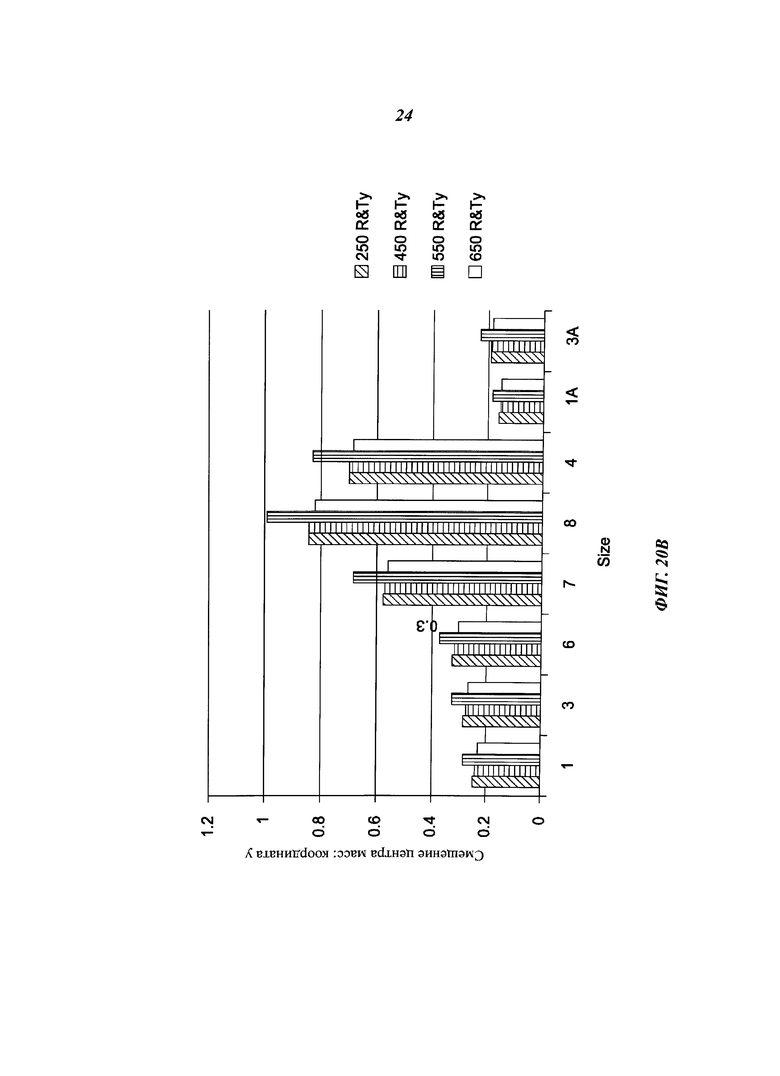
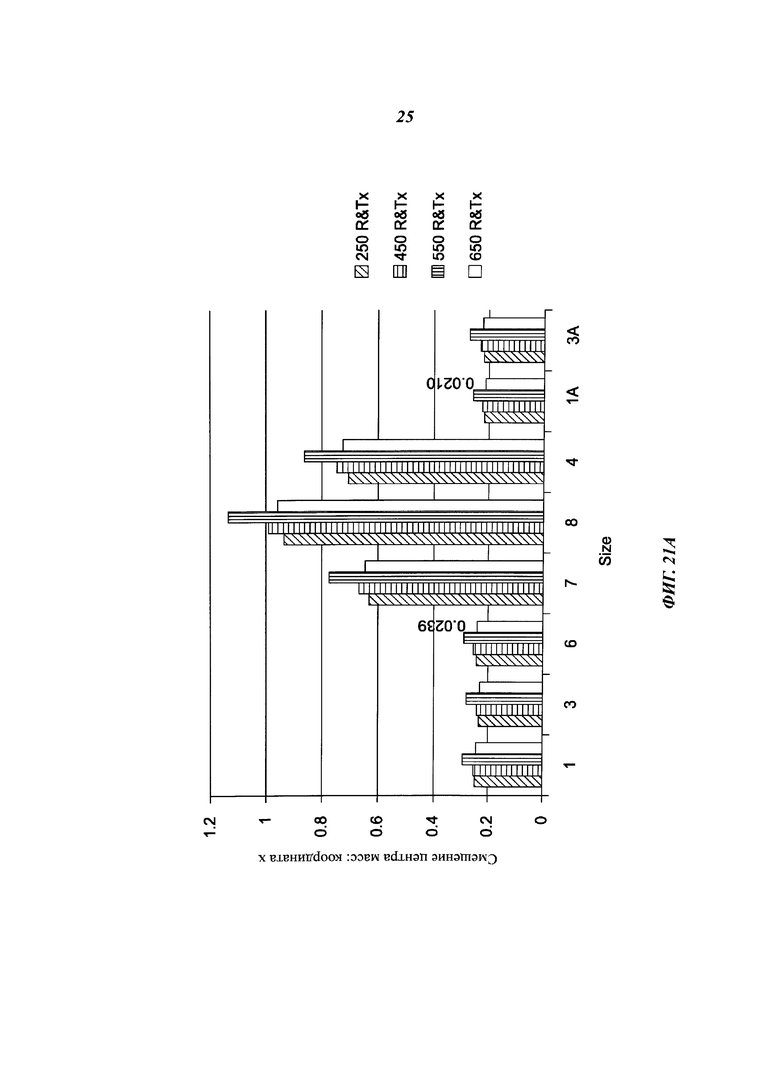
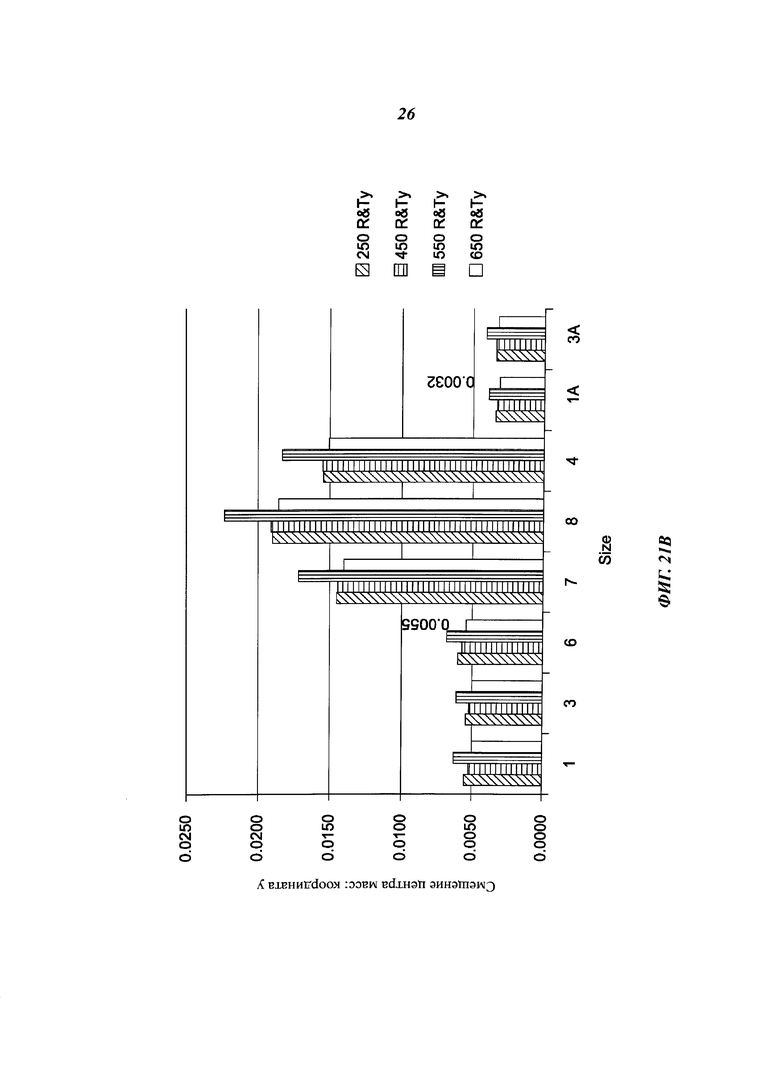
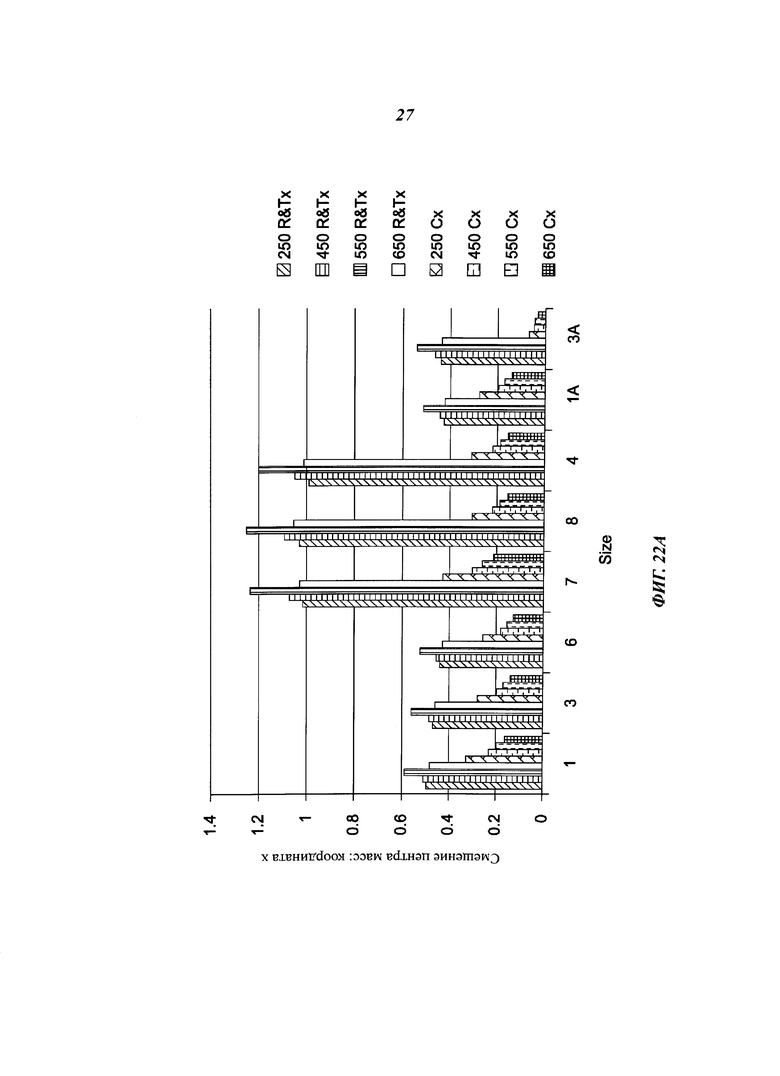
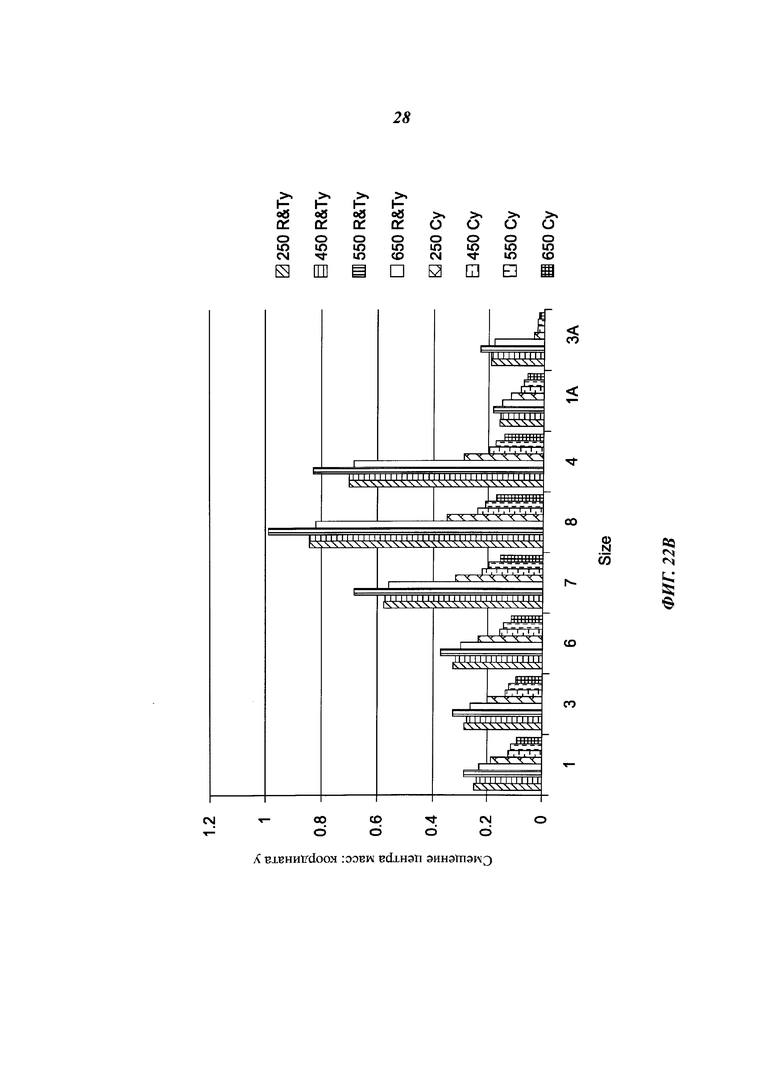
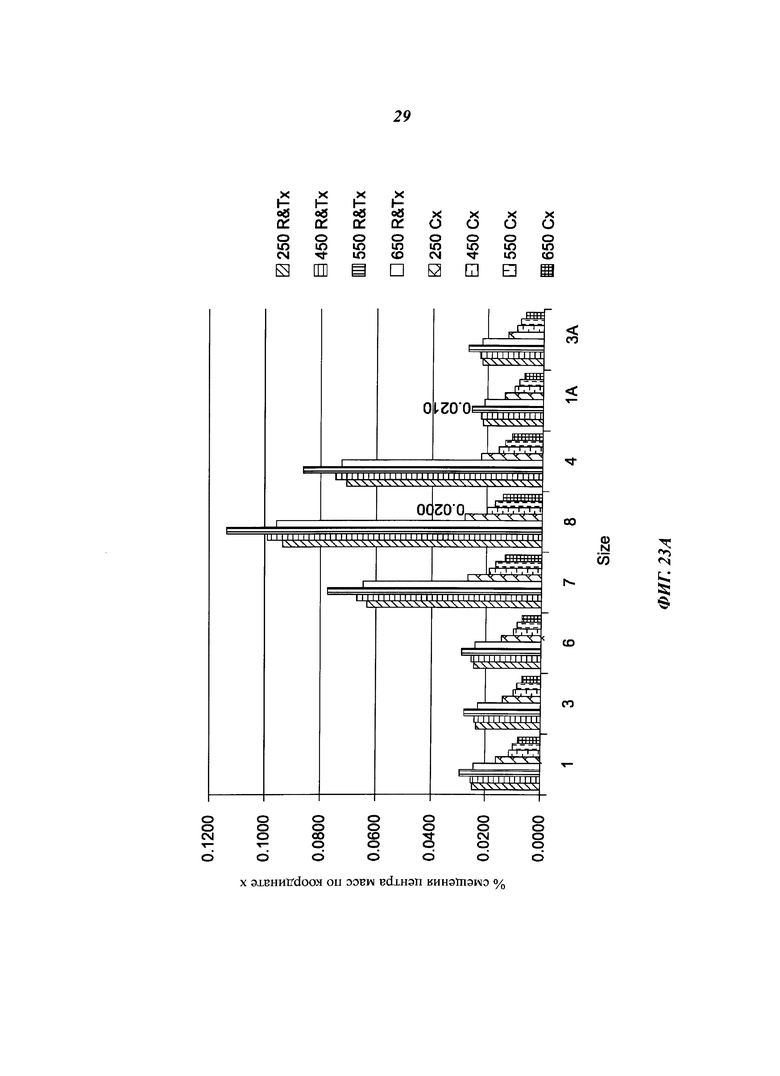
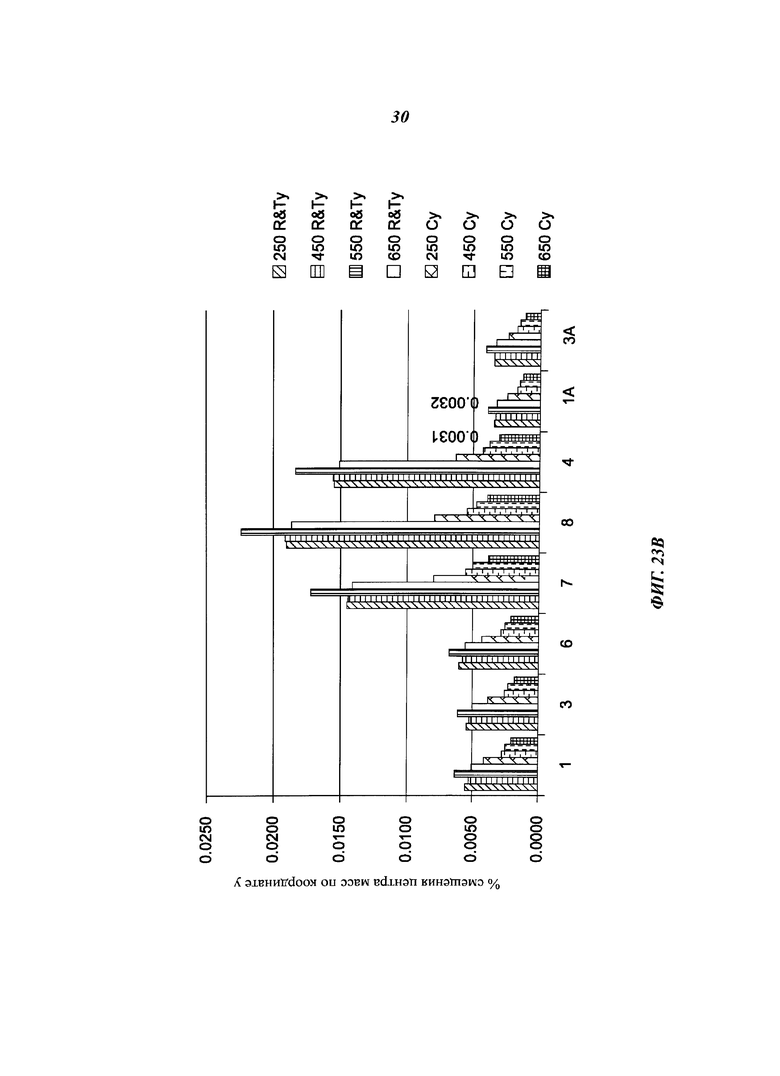
Группа изобретений относится к области медицины и может быть использована для стерилизации медицинских материалов и инструментов. Многосегментное изделие для стерилизации содержит барьерный сегмент из проницаемого материала, обладающего барьерными свойствами, боковые клапаны, включающие в себя участки захвата для складывания и раскладывания барьерного сегмента, и защищающий сегмент. Барьерный сегмент имеет продольную ось, делящую изделие пополам на первый участок и второй участок изделия. Первый участок изделия проходит от продольной оси, включая в себя первую кромку барьерного сегмента и боковой клапан, задавая свой центр масс. Второй участок изделия проходит от продольной оси, включая в себя третью кромку барьерного сегмента и боковой клапан, задавая второй центр масс. При этом центр масс первого участка изделия находится ближе к первой кромке, чем к продольной оси, а центр масс второго участка находится ближе к третьей кромке, чем к продольной оси. Каждый боковой клапан имеет вес более 0,7938 г (0,028 унции). Группа изобретений относится также к вариантам указанного изделия и позволяет снизить или устранить вероятность того, что ранее разложенные стороны обертки для стерилизации сложатся обратно на стерилизуемую вещь во время раскладывания других участков обертки, что может стать причиной нарушения стерильности стерилизуемой вещи. 3 н. и 13 з.п. ф-лы, 23 ил., 6 табл.
1. Гибкое многосегментное изделие для стерилизации, содержащее:
барьерный сегмент, содержащий проницаемый обладающий барьерными свойствами листовой материал, причем барьерный сегмент включает в себя:
первую поверхность и вторую противоположную поверхность,
первый конец и второй конец, противоположный первому концу,
первую кромку и третью кромку, причем каждая кромка в целом перпендикулярна первому концу, и
вторую кромку, в целом противоположную первому концу;
боковые клапаны, расположенные между первым концом и серединой барьерного сегмента на первой и третьей кромках или рядом с первой и третьей кромками, причем боковые клапаны включают в себя участки захвата для складывания и раскладывания барьерного сегмента;
продольную ось, проходящую по меньшей мере от первого конца до второго конца барьерного сегмента таким образом, что она делит изделие пополам на первый участок изделия и практически такой же второй участок изделия; и
защищающий сегмент, находящийся в прилегающем сообщении с барьерным сегментом, причем защищающий сегмент содержит проницаемый листовой материал и включает в себя:
проксимальный конец, в целом смежный с первым концом барьерного сегмента, дистальный конец, в целом противоположный проксимальному концу; и
по меньшей мере первую кромку и вторую кромку, отходящие от проксимального конца, причем защищающий сегмент имеет максимальную ширину, являющуюся наибольшим расстоянием от первой кромки до второй кромки, и максимальную длину, являющуюся расстоянием от проксимального конца до дистального конца, и при этом
после складывания барьерного сегмента так, что его второй конец подан к его первому концу, а боковой клапан на первой кромке и боковой клапан на третьей кромке сложены поверх барьерного сегмента в направлении друг к другу или перекрывая друг друга, формируя по меньшей мере частичное укрытие, дистальный конец защищающего сегмента имеет возможность укрывания по меньшей мере первой кромки и третьей кромки сложенного барьерного сегмента,
отличающееся тем, что первый участок изделия проходит от продольной оси, включая в себя первую кромку барьерного сегмента и боковой клапан, и задает собой соответствующий центр масс, а второй участок изделия проходит от продольной оси, включая в себя третью кромку барьерного сегмента и боковой клапан, и задает собой второй соответствующий центр масс, и при этом центр масс первого участка изделия находится ближе к первой кромке, чем к продольной оси, а центр масс второго участка изделия находится ближе к третьей кромке, чем к продольной оси,
причем каждый боковой клапан имеет вес более 0,7938 г (0,028 унции).
2. Изделие по п. 1, в котором боковые клапаны вносят свой вклад в соответствующие центры масс так, что гарантируют асептическое открывание после того, как изделие будет обернуто вокруг стерилизуемого содержимого.
3. Изделие по п. 1, в котором боковые клапаны не позволяют первой и третьей кромкам барьерного сегмента складываться обратно самим на себя в процессе раскладывания барьерного сегмента после стерилизации паром или теплом.
4. Изделие по п. 1, в котором боковые клапаны обеспечивают вес за пределами боковых кромок изделия, а также по направлению к первому концу барьерного сегмента, смежному с проксимальным концом защищающего сегмента.
5. Изделие по п. 1, в котором боковые клапаны изменяют положение центров масс каждого участка изделия по меньшей мере на заданное расстояние в направлении от продольной оси и по меньшей мере на заданное расстояние по направлению к первому концу.
6. Изделие по п. 1, в котором барьерный сегмент имеет максимальную ширину, являющуюся расстоянием от первой кромки до третьей кромки, и максимальную длину, являющуюся расстоянием от первого конца до второго конца, причем барьерный сегмент также имеет середину по длине, проходящую между первой кромкой и третьей кромкой, в целом разграничивая барьерный сегмент на принимающую содержимое область, проходящую примерно от первого конца до середины, и на укрывающую содержимое область, проходящую от середины примерно до второго конца; а также в котором боковые клапаны, смежные с барьерными сегментами, имеют часть каждого бокового клапана в пределах верхней границы принимающей содержимое области.
7. Изделие по любому из предыдущих пунктов, в котором каждый боковой клапан также содержит крепеж сегмента.
8. Гибкое многосегментное изделие для стерилизации, содержащее:
барьерный сегмент, содержащий лист барьерного материала, причем лист задает две или более кромок сегмента, и барьерный сегмент выполнен с возможностью складываться, образуя боковые участки и концевой участок с формированием упаковки вокруг стерилизуемого содержимого;
боковые клапаны, отходящие диаметрально от участка барьерного сегмента для последовательного размещения боковых участков барьерного сегмента в сложенной конфигурации поверх концевого участка и вокруг стерилизуемого содержимого и обеспечивающие захваты для одновременного раскладывания сложенных боковых участков барьерного сегмента; и
защищающий сегмент, отходящий от барьерного сегмента и включающий в себя:
проксимальный конец, в целом смежный с барьерным сегментом,
дистальный конец, в целом противоположный проксимальному концу, и причем дистальный конец защищающего сегмента укрывает две или более кромок барьерного сегмента после складывания боковых участков и концевого участка барьерного сегмента;
продольную ось, проходящую от по меньшей мере первого конца до второго конца барьерного сегмента, деля изделие на первый участок изделия и, по существу, такой же второй участок изделия,
причем первый участок изделия проходит от продольной оси, включая в себя первую кромку барьерного сегмента и боковой клапан, и задает собой соответствующий центр масс, а второй участок изделия проходит от продольной оси, включая в себя третью кромку барьерного сегмента и боковой клапан, и задает собой второй соответствующий центр масс, и при этом центр масс первого участка изделия находится ближе к первой кромке, чем к продольной оси, а центр масс второго участка изделия находится ближе к третьей кромке, чем к продольной оси,
причем каждый из боковых клапанов обеспечивает вес более 0,7938 г (0,028 унции) за пределами боковых кромок изделия, а также по направлению к первому концу барьерного сегмента, смежному с проксимальным концом защищающего сегмента.
9. Изделие по п. 8, в котором боковые клапаны вносят свой вклад в соответствующие центры масс таким образом, что гарантируют асептическое открывание после того, как изделие обернуто вокруг стерилизуемого содержимого.
10. Изделие по п. 8, в котором боковые клапаны предотвращают складывание первой и третьей кромок барьерного сегмента обратно на себя в процессе раскладывания барьерного сегмента после стерилизации паром или теплом.
11. Изделие по любому из пп. 9. 10, в котором каждый боковой клапан также содержит крепеж сегмента.
12. Гибкое многосегментное изделие для стерилизации, содержащее:
барьерный сегмент, содержащий проницаемый обладающий барьерными свойствами листовой материал, причем барьерный сегмент включает в себя:
первую поверхность и вторую противоположную поверхность,
первый конец и второй конец, противоположный первому концу,
первую кромку и третью кромку, причем каждая кромка в целом перпендикулярна первому концу, и
вторую кромку, в целом противоположную первому концу;
барьерный сегмент имеет максимальную ширину, являющуюся расстоянием от первой кромки до третьей кромки, и максимальную длину, являющуюся расстоянием от первого конца до второго конца, причем барьерный сегмент также имеет середину по длине, проходящую между первой кромкой и третьей кромкой, в целом разграничивая барьерный сегмент на принимающую содержимое область, проходящую примерно от первого конца до середины, и на укрывающую содержимое область, проходящую от середины примерно до второго конца;
боковые клапаны, расположенные между первым концом и серединой барьерного сегмента на первой и третьей кромках или рядом с первой и третьей кромками, причем боковые клапаны включают в себя участки захвата для складывания и раскладывания барьерного сегмента; и
защищающий сегмент, находящийся в прилегающем сообщении с барьерным сегментом, причем защищающий сегмент содержит проницаемый листовой материал и включает в себя:
проксимальный конец, в целом смежный с первым концом барьерного сегмента,
дистальный конец, в целом противоположный проксимальному концу, и
по меньшей мере первую кромку и вторую кромку, отходящую от проксимального конца, причем защищающий сегмент имеет максимальную ширину, являющуюся наибольшим расстоянием от первой кромки до второй кромки, и максимальную длину, являющуюся расстоянием от проксимального конца до дистального конца, и при этом
после складывания барьерного сегмента на середине барьерного сегмента или рядом с ней так, что второй конец сегмента подан к его первому концу, а боковой клапан на первой кромке и боковой клапан на третьей кромке сложены поверх барьерного сегмента в направлении друг к другу или перекрывая друг друга, формируя по меньшей мере частичное укрытие, дистальный конец защищающего сегмента имеет возможность укрытия по меньшей мере первой кромки и третьей кромки сложенного барьерного сегмента,
причем изделие имеет продольную ось, проходящую по меньшей мере от первого конца до второго конца барьерного сегмента, деля изделие на первый участок изделия, включающий в себя боковой клапан и первую кромку барьерного сегмента, и на второй участок изделия, включающий в себя боковой клапан и третью кромку барьерного сегмента, причем участки изделия, по существу, одинаковы, и при этом центр масс первого участка изделия находится ближе к первой кромке, чем к продольной оси, а центр масс второго участка изделия находится ближе к третьей кромке, чем к продольной оси,
причем каждый боковой клапан имеет вес более 0,7938 г (0,028 унции).
13. Изделие по п. 12, в котором боковые клапаны вносят свой вклад в соответствующие центры масс таким образом, что гарантируют асептическое открывание после того, как изделие обернуто вокруг стерилизуемого содержимого.
14. Изделие по п. 12, в котором боковые клапаны предотвращают складывание первой и третьей кромок барьерного сегмента на себя в процессе раскладывания барьерного сегмента после стерилизации паром или теплом.
15. Изделие по п. 13, в котором боковые клапаны, смежные с барьерными сегментами, имеют часть каждого бокового клапана в пределах верхней границы принимающей содержимое области.
16. Изделие по любому из пп. 12-15, в котором каждый боковой клапан также содержит крепеж сегмента.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| US 4342392 A, 03.08.1982 | |||
| WO 2006055083 A1, 26.05.2006 | |||
| МНОГОСЛОЙНАЯ СТЕРИЛИЗАЦИОННАЯ ОБЕРТКА | 2005 |
|
RU2392971C2 |

