Настоящая заявка заявляет преимущество приоритета согласно предварительной заявке на патент США 61/541655, зарегистрированной 30 сентября 2011; предварительной заявке на патент США 61/677546, зарегистрированной 31 июля 2012; и предварительной заявке на патент США 61/678751, зарегистрированной 2 августа 2012.
Область техники, к которой относится изобретение
Настоящее изобретение, в общем, относится к одноразовой обертке, предназначенной для вмещения содержимого, подлежащего стерилизации, и хранения этого содержимого в стерильных условиях до момента использования.
Уровень техники
В больницах, клиниках и других подобных учреждениях ежедневно используется множество разнообразных изделий, таких как рубашки, простыни, хирургические салфетки, инструменты и т.д., необходимых при проведении хирургических операций и других процедур, требующих стерильности. Если такие изделия не являются предварительно упакованными в стерильном состоянии, перед использованием требуется их стерилизация в больнице или клинике. Также, в тех случаях, когда эти изделия не являются одноразовыми и используются больше чем один раз, требуется их мытье и другая подготовка к последующему использованию. Однако крайне важно, чтобы перед повторным использованием такие изделия были простерилизованы.
Из-за большого объема рассматриваемых материалов, часто требуется стерилизация и хранение этих изделий для последующего использования. Таким образом, была разработана процедура, по которой такие изделия после мытья, стирки и т.п. заворачивают в подходящий барьерный холст и затем стерилизуют и хранят для последующего использования. Такой холст обычно вырезают, придавая ему предварительно заданную прямоугольную форму, и продают в качестве оберток для стерилизации.
При традиционном способе обертывания лотка для стерилизации или аналогичных изделий стандартной одноразовой стерилизационной оберткой часто образуется значительное количество избыточного материала, поскольку лишние углы и перекрывающиеся слои собирают, складывают и скрепляют на верху лотка для стерилизации.
Стандартная одноразовая стерилизационная обертка является плоским, ровным листом материала, который в некоторых случаях может содержать один или более дополнительных слоев материала для повышения прочности или поглощающей способности. Такая плоская, ровная конфигурация не обеспечивает информации или руководства по обертыванию изделия для человека, обертывающего изделие плоским листом материала.
Стандартную одноразовую стерилизационную обертку часто изготавливают из дешевого, относительно непроницаемого материала, такого как, например, бумага и т.п. На свойства этих материалов обычно влияют способы складывания и конфигурации обертывания для обеспечения стерильности обернутого лотка или изделия.
Например, в патенте США 5635134, выданном на имя Bourne et al., описана многослойная стерилизационная обертка, полученная путем соединения друг с другом одного или более листов стерилизационной обертки (например, двух отдельных листов или одного сложенного листа) для получения двух наложенных друг на друга сегментов одинакового размера, которые позволяют осуществить традиционное двойное обертывание изделия. В качестве другого примера можно привести опубликованную патентную заявку США 2001/0036519 на имя Robert Т. Bayer, в которой описана двухслойная стерилизационная обертка, изготовленная из одного листа стерилизационного оберточного материала, сложенного таким образом, что он образует два наложенных друг на друга сегмента одинакового размера, которые соединяются друг с другом. В качестве другого примера можно привести опубликованную патентную заявку США 2005/0163654, Stecklein et al., в которой описан стерилизационный оберточный материал, содержащий первый главный сегмент и второй сегмент меньшего размера. Второй сегмент накладывается на центральную часть главного сегмента и соединяется с ней таким образом, что он целиком расположен в пределах главного сегмента, упрочняя главный сегмент и/или обеспечивая дополнительную поглощающую способность.
В общем, в этих и других примерах изделия или содержимое, подлежащие стерилизации, например, лотки с хирургическими инструментами и/или материалами, отдельные инструменты, впитывающие средства, тазики и т.д., помещаются в центре больших листов стандартной одноразовой стерилизационной обертки, и свободные части стерилизационной обертки складываются вокруг изделий при помощи одного или более традиционных способов складывания, образуя большие площади перекрывающихся материалов. Эти традиционные способы и полученные с их помощью конфигурации складок требуют обращения с избыточным количеством материалов при обертывании и разворачивании. Кроме того, применение этих способов складывания предусматривает наличие точек контакта или мест захвата стерилизационного оберточного материала для последующего разворачивания. Для быстрого и надежного обертывания лотка или аналогичного изделия требуется опыт и некоторая квалификация. Из-за плотного графика работы и ценового давления необходимое для некоторых процедур медицинское оборудование должно иметь быструю оборачиваемость и должно быть обработано, простерилизовано и доступно для использования через несколько часов после его использования в ходе предшествующей процедуры. Поскольку время на подготовку постоянно уменьшается, соответственно увеличивается потребность в повышении скорости обертывания изделия и, при этом, обеспечении целостности складок стерилизационной обертки (обмотки) вокруг стерилизованного изделия. Также увеличивается потребность в быстром разворачивании простерилизованного изделия при сохранении его стерильности.
Конечно, большие листы стандартной одноразовой стерилизационной обертки в сочетании с традиционными способами складывания обеспечивают преимущество при разворачивании изделия после стерилизации, особенно, если стерилизационная обертка изготовлена из материала, который может в процессе стерилизации сделаться жестким или приобрести остаточную деформацию. Например, если стерилизационную обертку, состоящую из нетканого материала, полученного из некоторых термопластичных полимеров, используют в процессах продолжительной или усиленной паровой или тепловой стерилизации, нетканый материал может приобрести остаточную деформацию или "отпечаток" формы обернутого изделия или лотка. При разворачивании изделия или лотка отпечаток формы сглаживается, складки или другие деформации необходимо устранить таким образом, чтобы обеспечить возможность разворачивания стерилизационной обертки до плоского состояния. Если стерилизационная обертка не развернута до плоского состояния, то, пока разворачиваются другие части обертки, ее уже развернутые части могут складываться обратно наверх в направлении простерилизованного изделия или лотка. Это может нарушить стерильность изделия. Большая площадь материала и прямоугольная форма листов в сочетании с традиционными способами складывания, в общем, препятствуют складыванию стерилизационной обертки обратно при разворачивании. Однако при использовании больших листов стандартной одноразовой стерилизационной обертки и традиционных способов складывания образуются большие площади перекрывающихся материалов и множество складок, что требует использования избыточного количества материала и обращения с этим избыточным материалом при обертывании и разворачивании, создающие трудности, приводящие к замедлению обертывания и разворачивания и образованию отходов.
При уменьшении размера больших листов стандартной стерилизационной обертки уменьшение количества материала усугубляет проблему складывания развернутых частей стерилизационной обертки обратно в направлении простерилизованного изделия или лотка в процессе разворачивания других частей обертки. Кроме того, эту проблему могут также усугубить такие изменения геометрии листа стерилизационной обертки, при которых его форма становится менее квадратной (например, для уменьшения количества материала в листе).
Независимо от размера стандартной стерилизационной обертки, чтобы развернуть перекрывающиеся площади материала, стерилизационный оберточный материал при разворачивании необходимо захватить пальцами.
Таким образом, существует неудовлетворенная потребность в удобных в употреблении изделии, упаковке или системе, которые позволяют уменьшить количество стерилизационного оберточного материала, необходимое для стерилизационной обработки лотка с инструментами или изделия, и устраняют необходимость захвата пальцами стерилизационного оберточного материала для разворачивания обертки. Также существует неудовлетворенная потребность в простых в употреблении изделии, упаковке или системе, которые позволяют уменьшить количество стерилизационного холста и облегчают разворачивание простерилизованного лотка с инструментами или изделия, при этом уменьшая или устраняя вероятность складывания стерилизационного холста обратно при разворачивании. Особенно очевидна потребность в простых в употреблении изделии, упаковке или системе, позволяющих уменьшить количество стерилизационного холста, который может использоваться при продолжительной или усиленной паровой или тепловой стерилизации, и облегчающих разворачивание простерилизованного лотка с инструментами или изделия, при этом уменьшая или исключая вероятность складывания стерилизационного холста обратно при разворачивании.
Раскрытие изобретения
Описанные выше проблемы рассматриваются настоящим изобретением, которое относится к гибкому многосегментному изделию для стерилизации. Гибкое многосегментное изделие для стерилизации (изделие для стерилизации) содержит барьерный сегмент, состоящий из проницаемого листового материала, обладающего барьерными свойствами, боковые клапаны, которые содержат участки захвата для складывания и разворачивания барьерного сегмента; и сегмент защиты складок.
Барьерный сегмент содержит первую поверхность и вторую поверхность, противоположную первой; первый конец и второй конец, противоположный первому концу; первый край и третий край, причем каждый из этих краев, в общем, перпендикулярен первому концу; и второй край, расположенный на расстоянии от первого конца и, в общем, противоположный первому концу. Предпочтительно барьерный сегмент может иметь четвертый край, также расположенный на расстоянии от первого конца и, в общем, противоположный первому концу таким образом, что второй край и четвертый край образуют крайнюю точку или вершину, противоположную первому концу. Более предпочтительно барьерный сегмент может иметь четвертый край и пятый край, определяя неквадратную или непрямоугольную форму, например, так, что четвертый край и пятый край, в общем, сходятся ко второму краю таким образом, что второй конец барьерного сегмента уже, чем его первый конец.
Максимальная ширина барьерного сегмента является расстоянием от первого края до третьего края, а его максимальная длина является расстоянием от первого конца до второго конца. В соответствии с одним из аспектов изобретения, барьерный сегмент имеет среднюю линию, которая проходит между первым краем и третьим краем, в общем, разделяя барьерный сегмент на область приема содержимого, проходящую приблизительно от первого конца до средней линии, и область покрытия содержимого, проходящую от средней линии до второго конца (например, второго края). В соответствии с одним из аспектов изобретения, площадь поверхности области приема содержимого может составлять от приблизительно 25% до приблизительно 49% от общей площади поверхности барьерного сегмента. Например, площадь поверхности области приема содержимого может составлять от приблизительно 35% до приблизительно 45% от общей площади поверхности барьерного сегмента.
Боковые клапаны расположены между первым концом и средней линией барьерного сегмента и на первом и третьем краях барьерного сегмента или вблизи этих краев (например, вплотную к этим краям). Эти боковые клапаны обеспечивают участки захвата для складывания или разворачивания барьерного сегмента. Предпочтительно, боковые клапаны препятствуют складыванию первого и третьего краев барьерного сегмента обратно при его разворачивании, особенно после продолжительной паровой или тепловой стерилизации. Боковые клапаны могут являться одним или более материалов или слоев материала, выбранных из волокнистых полотен, текстиля, пленок, картона, формованных или экструдированных листов и их сочетаний. Например, боковые клапаны могут быть слоем или слоями нетканого материала, которые отходят от барьерного сегмента, или могут быть присоединены к барьерному сегменту путем склеивания, термической сварки, ультразвуковой сварки или другими способами. В одном из аспектов изобретения, боковые клапаны соединены со второй поверхностью барьерного сегмента.
Многосегментное изделие для стерилизации дополнительно содержит сегмент защиты складок, расположенный бок о бок с барьерным сегментом. То есть сегмент защиты складок предпочтительно отходит от барьерного сегмента. Если сегмент защиты складок представляет собой отдельный кусок материала, он предпочтительно непосредственно примыкает к первому концу барьерного сегмента в положении бок о бок. Сегмент защиты складок может являться продолжением слоя или слоев материала/материалов, образующих барьерный сегмент. Сегмент защиты складок содержит проксимальный конец, в общем, смежный первому концу барьерного сегмента или примыкающий к этому концу; дистальный конец, в общем, противоположный проксимальному концу; и по меньшей мере первую краевую часть и вторую краевую часть, проходящие от проксимального к дистальному концу. В соответствии с настоящим изобретением, сегмент защиты складок может иметь по меньшей мере третью краевую часть, расположенную на его дистальном конце или вдоль этого конца. В одном варианте осуществления сегмент защиты складок имеет множество отдельных прямых краев таким образом, что каждая краевая часть пространственно представляет весь соответствующий край по отношению к проксимальному концу; в другом варианте осуществления сегмент защиты складок имеет только один изогнутый край, содержащий первую краевую часть и вторую краевую часть, проходящие от проксимального конца к дистальному концу, и третью краевую часть, расположенную на дистальном конце.
Сегмент защиты складок может обладать барьерными свойствами. Например, сегмент защиты складок может быть выполнен из того же материала, что и барьерный сегмент. В другом примере сегмент защиты складок может быть выполнен из того же куска материала, что и барьерный сегмент.
В одном из аспектов изобретения, предпочтительно максимальная ширина сегмента защиты складок является наибольшим расстоянием от первой краевой части до второй краевой части, а максимальная длина является расстоянием от проксимального конца до дистального конца, таким образом, что после того как барьерный сегмент сложен по средней линии или вблизи нее таким образом, что второй конец барьерного сегмента плотно сведен с его первым концом, а боковой клапан на первом краю и боковой клапан на третьем краю сложены поверх барьерного сегмента в направлении друг к другу или с перекрыванием и образуют по меньшей мере частичное заграждение, дистальный конец сегмента защиты складок покрывает по меньшей мере первый и третий края сложенного барьерного сегмента.
Многосегментное изделие для стерилизации может, как вариант, содержать средства скрепления сегмента для скрепления частей первого края и третьего края друг с другом или с частью области покрытия содержимого после того как барьерный сегмент сложен по средней линии или вблизи нее таким образом, что второй конец барьерного сегмента плотно сведен с его первым концом. Средство скрепления сегмента может являться клейкой лентой, двухсторонней клейкой лентой, расслаивающейся отделяемой лентой, слоистой отделяемой лентой, когезивным материалом, застегивающей системой типа Velcro, механической застегивающей системой, включая, но без ограничений, зажимы, защелки, магниты, зацепы, застежки прорезь-язычок, и их сочетаниями.
В соответствии с одним из аспектов изобретения, барьерный сегмент дополнительно может содержать индикатор, расположенный между первым краем и третьим краем барьерного сегмента. Индикатор (который может называться "предварительно заданной линией складок" или "ориентирной линией") предпочтительно проходит, в общем, параллельно краевой зоне первого конца барьерного сегмента и расположен на расстоянии от краевой зоны в направлении средней линии барьерного сегмента. Этим индикатором определена верхняя граница области приема содержимого.
Средство скрепления барьерного сегмента может использоваться для соединения боковых клапанов друг с другом или с частью области приема содержимого после того, как барьерный сегмент сложен по средней линии или вблизи нее таким образом, что второй конец барьерного сегмента плотно сведен с его первым концом. По меньшей мере одно средство скрепления барьерного сегмента предпочтительно расположено на части бокового клапана в пределах верхней границы области приема содержимого, предпочтительно определенной индикатором, таким образом, что средство скрепления барьерного сегмента выполнено с возможностью размещения поверх области покрытия содержимого между средней линией барьерного сегмента и верхней границей области приема содержимого.
В одном из аспектов изобретения, барьерный сегмент может состоять по меньшей мере из одного слоя дышащего нетканого материала. Предпочтительно дышащим нетканым материалом является слоистый материал, состоящий из слоя элементарных нитей, полученных методом спанбонд, т.е. сформированных фильерным способом с их вытягиванием в воздушном потоке и укладкой на движущийся транспортер; слоя волокон, полученных по технологии мелтблоун, т.е. сформированных путем раздува расплавленного полимера; и слоя элементарных нитей, полученных методом спанбонд. Проницаемость по Фрейзеру листового материала барьерного сегмента (или самого барьерного сегмента) может составлять от 25 куб. футов/мин до приблизительно 500 куб.футов/мин (от ~0,71 м3/мин до ~14,16 м3/мин). Например, проницаемость листового материала барьерного сегмента может составлять от 25 куб. футов/мин до приблизительно 400 куб.футов/мин (от ~0,71 м3/мин до ~11,33 м3/мин). В еще одном примере проницаемость листового материала барьерного сегмента может составлять от 25 куб. футов/мин до приблизительно 30 куб. футов/мин (от ~0,71 м3/мин до ~8,5 м3/мин). Альтернативно и/или дополнительно проницаемость барьерного сегмента может составлять от приблизительно 10 куб. футов/мин до приблизительно 30 куб. футов/мин (от ~0,28 м3/мин до ~0,85 м3/мин), если барьерный сегмент состоит из множества пластов или слоев нетканого слоистого материала.
Изделие для стерилизации может также содержать по меньшей мере один отрывной клапан. Отрывной клапан обеспечивает средство, помогающее пользователю развернуть простерилизованное изделие, находящееся в сложенном гибком многосегментном изделии, не нарушая стерильности. То есть при разворачивании изделия можно использовать отрывной клапан для разворачивания второго конца изделия и не тянуться над стерильным полем, что обычно происходит при разворачивании и расстилании стерильной, контактирующей с содержимым, поверхности барьерного сегмента. Отрывной клапан может быть выполнен как единое целое с барьерным сегментом или может быть прикреплен к барьерному сегменту. Предпочтительно отрывной клапан расположен на втором конце барьерного сегмента, образующем область покрытия содержимого, или вблизи этого конца, и предпочтительно может быть расположен на второй поверхности барьерного сегмента. Отрывной клапан может быть выполнен из того же материала, что и барьерный сегмент, одного или более других материалов, или даже из того же куска материала, что и барьерный сегмент. Предпочтительно отрывной клапан или клапаны обеспечивают разнесенные места отрыва. В одном из аспектов изобретения средства скрепления сегмента могут прикрепляться к области покрытия содержимого между разнесенными местами отрыва. Например, средства скрепления сегмента, расположенные на боковых клапанах, могут быть выполнены с возможностью прикрепления к области покрытия содержимого между разнесенными местами отрыва.
Изделие для стерилизации может дополнительно содержать один или более отдельных упрочняющих элементов. Эти элементы предпочтительно находятся в области приема содержимого, определяющей область приема подлежащего стерилизации содержимого. Упрочняющие элементы могут содержать один или более слоев материалов, выбранных из волокнистого материала, непроницаемой пленки, проницаемой или пористой пленки, перфорированной пленки, пеноматериала, фольги и их сочетаний. Один или более упрочняющих элементов могут проходить за второй конец барьерного сегмента, обеспечивая отрывной клапан, имеющий разнесенные места отрыва.
В соответствии с одним из аспектов изобретения, изделие для стерилизации может дополнительно содержать расположенные на нем индикатор или инструкции по правильному складыванию изделия в упаковку. Альтернативно и/или дополнительно изделие для стерилизации может содержать расположенные на нем индикатор или инструкции по правильному разворачиванию изделия после того, как оно было сложено в упаковку и простерилизовано.
В одном из аспектов изобретения предлагается гибкое многосегментное изделие для стерилизации, содержащее барьерный сегмент, выполненный из листа барьерного материала (например, барьерного холста), содержащего по меньшей мере один край сегмента. Барьерный сегмент выполнен с возможностью складывания в боковые части и концевую часть для формирования упаковки вокруг содержимого, подлежащего стерилизации. Боковые клапаны, в общем, проходят в диаметрально противоположных направлениях от части барьерного сегмента для последовательного складывания боковых частей барьерного сегмента вокруг подлежащего стерилизации содержимого и обеспечения захватов для одновременного разворачивания сложенных боковых частей барьерного сегмента. Изделие дополнительно содержит сегмент защиты складок, проходящий от барьерного сегмента. Сегмент защиты складок содержит проксимальный конец, в общем, смежный барьерному сегменту, и дистальный конец, в общем, противоположный проксимальному концу таким образом, что дистальный конец сегмента защиты складок покрывает один или более краев барьерного сегмента после складывания боковой и концевой частей барьерного сегмента. Сегмент защиты складок может обладать барьерными свойствами.
В соответствии с изобретением, боковые клапаны могут содержать средства скрепления сегмента. Эти средства могут быть выбраны из клейкой ленты, двухсторонней клейкой ленты, когезивного материала, застегивающей системы типа Velcro, механической застегивающей системы, зажимов, защелок, магнитов, зацепов, застежек прорезь-язычок, и их сочетаний.
В одном из аспектов изобретения, изделие для стерилизации может дополнительно содержать отрывную клапанную деталь, содержащую по меньшей мере один отрывной клапан и обеспечивающую разнесенные места отрыва. Средства скрепления сегмента, которые могут быть расположены на боковых клапанах, предпочтительно могут быть выполнены с возможностью прикрепления к барьерному сегменту между разнесенными местами отрыва. Изделие для стерилизации может дополнительно содержать отдельные упрочняющие элементы на барьерном сегменте.
В еще одном аспекте изобретения предлагается гибкое многосегментное изделие для стерилизации, содержащее по меньшей мере один барьерный сегмент, состоящий из одного или более термопластичных материалов, пригодных для совместной переработки; и по меньшей мере одну отделяемую деталь, соединенную с барьерным сегментом, причем отделяемая деталь состоит по меньшей мере из одного материала, менее пригодного для совместной переработки с термопластичными материалами барьерного сегмента, так что по меньшей мере одна отделяемая деталь соединена с барьерным сегментом при использовании и отделяется от барьерного сегмента после использования.
Эта по меньшей мере одна отделяемая деталь может являться боковыми клапанами, проходящими в диаметрально противоположных направлениях от части барьерного сегмента для последовательного складывания первой боковой части и второй боковой части барьерного сегмента вокруг подлежащего стерилизации содержимого и для обеспечения захватов для одновременного разворачивания сложенных боковых частей барьерного сегмента. Альтернативно и/или дополнительно, отделяемая деталь может быть по меньшей мере одним отрывным клапаном с двумя разнесенными местами отрыва. Боковые клапаны могут содержать средства скрепления барьерного сегмента.
Барьерный сегмент может содержать один или более листов барьерного материала, имеющих первую поверхность и вторую поверхность, противоположную первой, первый конец и второй конец, в общем, противоположный первому концу, и среднюю линию, расположенную между первым концом и вторым концом, причем средняя линия, в общем, разделяет барьерный сегмент на область приема содержимого, проходящую приблизительно от первого конца до средней линии, и область покрытия содержимого, проходящую от средней линии приблизительно до второго конца; лист определяет по меньшей мере один край сегмента для складывания барьерного сегмента в боковые части и концевую часть для формирования упаковки вокруг подлежащего стерилизации содержимого.
Изделие для стерилизации в соответствии с изобретением может также содержать сегмент защиты складок, проходящий от барьерного сегмента, причем сегмент защиты складок состоит по существу из одного или более термопластичных материалов, пригодных для совместной переработки с барьерным сегментом. Сегмент защиты складок может содержать проксимальный конец, в общем, смежный барьерному сегменту, дистальный конец, в общем, противоположный проксимальному концу таким образом, что дистальный конец сегмента защиты складок покрывает один или более краев барьерного сегмента после складывания боковых и концевых частей барьерного сегмента.
В одном из аспектов изобретения, боковые клапаны, содержащие средства скрепления барьерного сегмента, могут использоваться для соединения боковых клапанов друг с другом или с частью области покрытия содержимого после того, как барьерный сегмент сложен по средней линии или вблизи нее таким образом, что второй конец барьерного сегмента плотно сведен с его первым концом. Средство скрепления барьерного сегмента предпочтительно расположено на части бокового клапана, не выходя за верхнюю границу области приема содержимого. Если изделие для стерилизации содержит боковые клапаны и по меньшей мере один отрывной клапан с двумя разнесенными местами отрыва, средство скрепления сегмента предпочтительно прикрепляется к области покрытия содержимого между разнесенными местами отрыва.
Эти и другие признаки и преимущества настоящего изобретения станут лучше понятны специалисту в данной области техники из нижеследующего описания и формулы изобретения и со ссылками на прилагаемые чертежи.
Краткое описание чертежей
Лучше понять настоящее изобретение поможет описание осуществления изобретения со ссылками на прилагаемые чертежи, на которых соответствующие друг другу структуры и элементы обозначены одинаковыми номерами.
Фиг. 1 представляет оберточную систему для стерилизации из предшествующего уровня техники.
Фиг. 2 представляет оберточную систему для стерилизации из предшествующего уровня техники.
Фиг. 3 представляет оберточную систему для стерилизации из предшествующего уровня техники.
Фиг. 4А-4Е представляют последовательность складывания оберточной системы для стерилизации из предшествующего уровня техники посредством традиционного складывания в конверт.
Фиг. 5А-5Е представляют последовательность складывания оберточной системы для стерилизации из предшествующего уровня техники посредством традиционного складывания в квадрат.
Фиг. 6А представляет вид сверху гибкого многосегментного изделия для стерилизации, содержащего боковые клапаны (не показаны на виде сверху).
Фиг. 6В представляет вид снизу гибкого многосегментного изделия для стерилизации, содержащего боковые клапаны и отрывные клапаны с разнесенными местами отрыва.
Фиг. 7А представляет вид сверху гибкого многосегментного изделия для стерилизации, содержащего боковые клапаны (не показаны на виде сверху).
Фиг. 7В представляет вид снизу гибкого многосегментного изделия для стерилизации, содержащего боковые клапаны.
Фиг. 7С представляет вид снизу в аксонометрии гибкого многосегментного изделия для стерилизации, содержащего боковые клапаны и отрывные клапаны с разнесенными местами отрыва.
Фиг. 7D пред ставляет вид снизу гибкого многосегментного изделия для стерилизации, содержащего боковые клапаны и отрывные клапаны с разнесенными местами отрыва.
Фиг. 8А представляет вид сверху гибкого многосегментного изделия для стерилизации, содержащего боковые клапаны (не показаны на виде сверху).
Фиг. 8В представляет вид снизу гибкого многосегментного изделия для стерилизации, содержащего боковые клапаны и отрывные клапаны с разнесенными местами отрыва.
Фиг. 8С представляет детальный чертеж бокового клапана, расположенного на гибком многосегментном изделии для стерилизации.
Фиг. 8D представляет изделие для стерилизации в процессе разворачивания, демонстрируя отпечатавшиеся сгибы, складки и другие деформации, препятствующие разворачиванию изделия до плоского состояния.
Фиг. 8Е представляет изделие для стерилизации в процессе разворачивания, демонстрируя отпечатавшиеся сгибы, складки и другие деформации, приводящие к складыванию частично развернутых сторон изделия обратно наверх в направлении стерилизованного изделия или лотка в процессе разворачивания других частей изделия.
Фиг. 9A-9G представляют последовательность складывания одноразового гибкого многосегментного изделия для стерилизации, содержащего боковые клапаны и отрывные клапаны, содержащие разнесенные места отрыва.
Фиг. 10A-10D представляют последовательность складывания одноразового гибкого многосегментного изделия для стерилизации, содержащего боковые клапаны и отрывные клапаны, содержащие разнесенные места отрыва.
Фиг. 11A-11D представляют гибкие многосегментные изделия для стерилизации, содержащие упрочняющие элементы.
Фиг. 12А-12В представляют упрочняющие элементы.
Фиг. 13 представляет покомпонентный вид в аксонометрии гибкого многосегментного изделия для стерилизации.
Фиг. 14 представляет покомпонентный вид в аксонометрии гибкого многосегментного изделия для стерилизации.
Фиг. 15А представляет средство скрепления сегмента и часть барьерного сегмента, к которому оно прикрепляется, в процессе испытания на отрыв.
Фиг. 15В представляет средство скрепления сегмента и часть барьерного сегмента, к которому оно прикрепляется, в процессе испытания на сдвиг.
Фиг. 16А представляет детальный чертеж бокового сегмента и средства скрепления сегмента в процессе разворачивания изделия для стерилизации.
Фиг. 16В представляет вид сбоку в поперечном разрезе детального чертежа по фиг. 16А, демонстрирующий детали бокового сегмента и средства скрепления сегмента.
Фиг. 16С представляет вид сбоку в поперечном разрезе детального чертежа по фиг. 16В, демонстрирующий детали бокового сегмента и средства скрепления сегмента в процессе разворачивания изделия для стерилизации.
Фиг. 16D представляет вид сбоку в поперечном разрезе детального чертежа по фиг. 16В, демонстрирующий детали бокового сегмента и средства скрепления сегмента в процессе разворачивания изделия для стерилизации.
Определения
В контексте настоящего термин "базовая масса" относится к массе определенной единицы площади поверхности материала. Эта мера обычно применяется к относительно тонким, плоским листообразным материалам, таким как, например, холст, пленка, бумага, полотно и т.п. Базовые массы рассматриваемых здесь материалов определяли по существу в соответствии с методом 5041 федерального стандарта на методы испытаний №191А. Базовую массу можно также измерить с помощью метода Американского общества по испытаниям материалов ASTM D 3776-96 или метода Технической ассоциации в целлюлозно-бумажной промышленности TAPPI Т-220. Значение базовой массы выражается в единицах массы на единицу площади (например, г/м2 или унция/кв. ярд).
Термин "одноразовый" (disposable) в настоящем контексте относится к изделию, настолько дешевому, что с экономической точки зрения его можно выбросить после однократного использования. "Одноразовые" изделия обычно предназначены для однократного использования. Термин "однократного использования" (single-use) относится к изделию, рассчитанному на использование только один раз и не рассчитанному на повторное использование, восстановление, ремонт или починку после этого использования. Преимуществом этих изделий в условиях клиники является снижение риска заражения или инфицирования. Кроме того, эти изделия могут ускорить рабочий процесс, поскольку их не нужно собирать и комплектовать для повторной обработки и повторного использования.
В настоящем контексте термин "машинное направление" (machine direction) означает длину материала или холста в направлении его изготовления. Например, машинное направление нетканого полотна может являться плоскостным измерением нетканого полотна в направлении движения формующей поверхности, на которую укладывают волокна и/или элементарные нити в процессе формования полотна. Термин "поперечное машинному направление" (cross machine direction) означает направление, в общем, перпендикулярное машинному направлению (которое является шириной холста, машинное направление которого проходит вдоль его длины). Например, поперечное машинному направление нетканого полотна может быть плоскостным измерением нетканого полотна в направлении, перпендикулярном направлению движения формующей поверхности, на которую укладывают волокна и/или элементарные нити в процессе формования полотна.
В настоящим контексте термин "мелтблоун" (meltblown) относится к волокнам, полученным путем экструзии расплавленного термопластичного материала через множество тонких, обычно круглых, капилляров фильеры в виде расплавленных нитей или элементарных нитей в высокоскоростной, обычно нагретый, газовый поток (например, воздушный), который вытягивает элементарные нити расплавленного термопластичного материала, уменьшая их диаметр, который может быть диаметром микроволокна. Затем эти волокна переносятся высокоскоростным газовым потоком и осаждаются на собирающей поверхности, формируя полотно или холст из беспорядочно распределенных волокон, полученных по технологии мелтблоун. Технология мелтблоун широко известна и описана в различных патентах и публикациях, включая NRL Report 4364 "Manufacture of Super-Fine Organic Fibers" (V.A. Wendt, E.L. Boone и C.D. Fluharty); NRL Report 5265 "An Improved device for Formation of Super-Fine Thermoplastic Fibers" (K.D. Lawrence, R.T. Lukas и J.A. Yang) и патенте США 3849241, выданном на имя Buntin et al. 19 ноября 1974
В настоящем контексте термины "многосегментное изделие для стерилизации" (multi-panel sterilization assembly), или "изделие для стерилизации" (sterilization assembly), или "изделие" (assembly) относятся к гибкому изделию, состоящему из одного или более холстов и/или гибких материалов, которое обертывается или складывается вокруг нестерильного изделия или нестерильного содержимого перед стерилизацией или иным образом огораживает такое изделие или содержимое перед стерилизацией. Изделие для стерилизации имеет множество сегментов и/или секций, обеспечивающих конкретные физические свойства, функциональные характеристики и/или структуру, которые создают преимущества в отношении обертывания или складывания, обращения, прочности, стерилизации, хранения после стерилизации и/или разворачивания.
В настоящем контексте термин "нетканый" (nonwoven) относится к полотну или холсту, структура которого состоит из отдельных волокон или элементарных нитей, которые переплетены, но не распознаваемы повторяющимся образом. Нетканые материалы получают различными способами, известными специалистам в данной области техники, такими как, например, технологии мелтблоун, спанбонд и кардного чесания волокон с их последующим соединением в полотно.
В настоящем контексте термин "точечное соединение" (point bonding) означает соединение одного или более слоев холста в множестве отдельных точек соединения. Например, термическое точечное соединение, в общем, включает проведение холста или полотна из волокон, подлежащих соединению, через нагретое вальцовое устройство, например, между нагретым каландровым валом и опорным валом. Каландровый вал обычно содержит какой-либо узор, так что холст соединяется не по всей его поверхности, а опорный вал обычно является гладким. Вследствие этого, для каландровых валов были разработаны различные узоры, исходя из функциональности и/или внешнего вида. В одном из примеров узор содержит точки и является узором Hansen Pennings или "Н&Р", в котором площадь соединений составляет приблизительно 30% с приблизительно 200 соединениями на дюйм2 (31 соединение на см2), как описано в патенте США 3855046, выданном на имя Hansen and Pennings. Другой пример описан в патенте США 239566 на промышленный образец, выданном на имя Vogt. Обычно площадь соединений варьируется от приблизительно 5% до приблизительно 30% от площади слоистого полотна холста. Точечное соединение скрепляет слои материала, а также придает целостность каждому отдельному слою путем соединения элементарных нитей и/или волокон в каждом слое, не нарушая воздухопроницаемости холста или его качества на ощупь.
В настоящем контексте термин "холст спанбонд" (spunbond fabric) относится к полотну из волокон и/или элементарных нитей малого диаметра, полученному путем экструзии расплавленного термопластичного материала в виде элементарных нитей через множество тонких, обычно круглых, капилляров фильеры и затем быстрого уменьшения диаметра экструдированных элементарных нитей, например, неэжекторным или эжекторным водоструйным или другими широко известными способами получения материалов типа спанбонд. Изготовление нетканых материалов спанбонд описано в таких патентах, как патент США 4340563, выданный на имя Appel et al.; патент США 3692618, выданный на имя Dorchester et al., патенты США 3338992 и 3341394, выданные на имя Kinney, патент США 3276944, выданный на имя Levy, патент США 3502538, выданный на имя Peterson, патент США 3502763, выданный на имя Hartman, патент США 3542615, выданный на имя Dobo et al., и патент Канады 803714, выданный на имя Harmon.
В настоящем контексте термин "ультразвуковая сварка" (ultrasonic bonding) означает процесс, осуществляемый, например, путем проведения холста между ультразвуковым рупором и опорным валом, как описано в патенте США 4374888, выданном на имя Bornslaeger и целиком включенном в настоящий документ путем ссылки.
Осуществление изобретения
В описании различных вариантов осуществления изобретения, представленных на чертежах и/или описанных ниже, для ясности используется конкретная терминология. Однако такая выбранная конкретная терминология не является ограничивающей, и следует понимать, что каждый конкретный элемент включает все технические эквиваленты, действующие аналогичным образом для выполнения аналогичных функций.
На фиг. 1 представлена стандартная одноразовая стерилизационная обертка 10, имеющая многослойную конфигурацию, полученную путем соединения одного или более листов 12 стерилизационной обертки для получения двух наложенных друг на друга сегментов 14 и 16 одинакового размера, обеспечивающих возможность традиционного двойного обертывания изделия. Хотя получить многослойную конфигурацию можно путем складывания одного листа, чаще используют два отдельных листа.
На фиг. 2 представлена стандартная одноразовая стерилизационная обертка 20, в общем, описанная в опубликованной патентной заявке США 2001/0036519 на имя Robert Т. Bayer. Эта стандартная одноразовая стерилизационная обертка 20 является двухслойной стерилизационной оберткой, полученной из одного листа 22 стерилизационного оберточного материала, сложенного для получения двух наложенных друг на друга сегментов 24 и 26 одинакового размера, которые затем соединяют друг с другом.
На фиг. 3 представлен еще один пример стандартной одноразовой стерилизационной обертки 30, в общем, описанной в опубликованной патентной заявке США 2005/0163654 на имя Stecklein et al. Известная одноразовая стерилизационная обертка 30 имеет первый главный сегмент 32 и второй сегмент 34, значительно меньшего размера. Второй сегмент 34 накладывается на центральную часть 36 главного сегмента 32 и соединяется с этой частью для упрочнения главного сегмента 32 и/или придания дополнительной поглощающей способности.
В общем, в этих и других примерах большие листы стандартной одноразовой стерилизационной обертки обычно используются для создания больших площадей перекрывающихся материалов одним или двумя традиционными способами складывания. Эти традиционные способы и полученные конфигурации складок требуют обращения с избыточным количеством материалов при обертывании и разворачивании. Быстрое и надежное обертывание лотка или аналогичного изделия требует опыта и некоторой квалификации.
На фиг. 4А-4Е представлена последовательность этапов обертывания изделия при помощи стандартной стерилизационной обертки. Как видно на фиг. 4А, квадратную или, в общем, прямоугольную обертку 40 расстилают в плоском положении, и изделие 42, подлежащее обертыванию, размещают в центральной области 44 обертки 40, в общем, по диагонали относительно обертки 40 по образцу, обычно называемому складыванием в конверт. Как показано на фиг. 4В, первый конец 46 обертки складывается наверх у основания изделия 42 и покрывает изделие 42. В общем, площадь стерилизационной обертки должна быть достаточно большой для обеспечения достаточного количества материала, чтобы по существу покрыть изделие начальной складкой. Первый сложенный конец 46 складывается назад для создания маленького кончика 48. Эта последовательность требует много времени, уделения особого внимания размеру кончика и, в общем, повторяется для каждого из оставшихся концов -второго конца 50 и третьего конца 52. Надо повторить, что площадь стерилизационной обертки должна быть достаточно большой, чтобы обеспечить достаточное количество материала для того, чтобы второй конец 50 и третий конец 52 по существу перекрывались таким образом, чтобы третий конец 52 полностью или по существу полностью закрывал второй конец 50. Четвертый конец 54 складывается поверх и прикрепляется клейкой лентой для получения свернутой упаковки.
На фиг. 5А-5Е представлена другая последовательность этапов обертывания изделия стандартной стерилизационной оберткой. Как видно на фиг. 5А, квадратная или, в общем, прямоугольная обертка 60, расстилается в плоском положении, и подлежащее обертыванию изделие 62 размещается в центральной области 64 обертки 60, в общем, параллельно обертке 60 по образцу, обычно называемому складыванием в квадрат. Как видно на фиг. 5В, нижний конец 66 обертки складывается наверх у основания изделия 62 и проходит поверх изделия 62. В общем, площадь стерилизационной обертки должна быть достаточно большой, чтобы обеспечить достаточно материала, чтобы по существу закрыть изделие в начальной складке. Сложенный нижний конец 66 складывается назад для создания сложенного края 68. Эта последовательность, в общем, повторяется для оставшихся концов - верхнего конца 70 и левого бокового конца 72. Опять же, площадь стерилизационной обертки должна быть достаточно большой, чтобы обеспечить достаточное количество материала, чтобы верхний конец 70 и левый боковой конец 72 по существу перекрывались таким образом, чтобы левый боковой конец 72 полностью или по существу полностью закрывал нижний конец 70. Правый боковой конец 74 складывается поверх и закрепляется клейкой лентой 76 для получения свернутой упаковки.
Для обертывания и стерильной обработки обычного лотка для стерилизации размером 10 дюймов (25,4 см) × 20 дюймов (50,8 см) × 5 дюймов (12,7 см) высотой обычно необходим квадратный кусок стерилизационного холста со стороной 45 дюймов (114,3 см). Этот большой кусок необходим для того, чтобы угол холста можно было сложить таким образом, чтобы этот угол проходил над всем лотком и еще оставалось некоторое дополнительное количество избыточного материала для придания пользователю, подготавливающему лоток, уверенности в том, что содержимое закрыто и кусок холста останется на своем месте и не отогнется назад. Использование квадратного куска холста со стороной 45 дюймов (114,3 см) означает, что для обертывания лотка площадью 700 кв. дюймов (приблизительно 4516 см2) используется 2025 кв. дюймов (приблизительно 13064 см2). Иными словами, этот традиционный способ требует использования почти трех кв. дюймов (19,35 см2) для покрытия 1 кв. дюйма (приблизительно 3 см2 на 1 см2) лотка с хирургическими инструментами.
Настоящее изобретение относится к многосегментному изделию для стерилизации, позволяющему решить проблемы, в общем, описанные выше, а также проблемы, которые появляются при уменьшении размеров стерилизационного холста, а именно проблемы обратного складывания или складывания назад уже развернутых частей стерилизационного холста при разворачивании других частей изделия для стерилизации. Иллюстративное многосегментное изделие 100 для стерилизации представлено на фиг. 6.
Многосегментное изделие для стерилизации содержит барьерный сегмент 102, состоящий из проницаемого листового материала 104, обладающего барьерными свойствами (например, барьерного холста), средства 106 скрепления сегмента (не показаны на фиг. 6) для скрепления барьерного сегмента 102 в упаковку; и сегмент 108 защиты складок. В общем, "барьерный сегмент" является частью многосегментного изделия для стерилизации, изготовленной из материала, достаточного проницаемого, чтобы обеспечить прохождение через него стерилизующего газа, и обладающей барьерными свойствами, достаточными для сохранения стерильности содержимого после стерилизации. Барьерный сегмент также должен обладать достаточной гибкостью или способностью следовать требуемой форме, чтобы принимать и затем охватывать или огораживать подлежащее стерилизации содержимое, таким образом образуя упаковку. В общем, барьерный сегмент может являться барьерным холстом. "Сегмент защиты складок" является частью многосегментного изделия для стерилизации, изготовленной из материала, покрывающего и защищающего по меньшей мере часть сложенных краев барьерного сегмента. Сегмент защиты складок является сегментом или частью многосегментного изделия для стерилизации, которая последней складывается или обертывается вокруг упаковки (образованной барьерным сегментом вокруг подлежащего стерилизации содержимого), и первой разворачивается. Барьерный сегмент и сегмент защиты складок предпочтительно изготовлены из материала, который обеспечивает необходимые свойства и, при этом, является настолько дешевым, что с экономической точки зрения его можно выбрасывать или перерабатывать после однократного использования. Примерами таких материалов являются нетканые материалы на основе полиолефинов. Как уже было сказано, такие недорогие материалы могут приобретать остаточную деформацию в процессе тепловой или паровой стерилизации таким образом, так что на них образуются сгибы или складки, которые могут препятствовать разворачиванию и возвращать части барьерного сегмента в сложенное положение, что может нарушить стерильность при открывании упаковки.
Барьерный сегмент содержит первую поверхность 110 и вторую поверхность 112, противоположную первой; первый конец 114, имеющий краевую зону или край "Е"; второй конец 118, противоположный первому концу 114; первый край 120, в общем, перпендикулярный первому концу 114; второй край 122, в общем, противоположный первому концу 114; и третий край 124, в общем, перпендикулярный первому концу 114. Барьерный сегмент 102 может содержать индикатор 116, который может быть расположен ближе к краевой зоне "Е", но в пределах первого конца 114 барьерного сегмента. Барьерный сегмент также имеет среднюю линию "М", проходящую вдоль длины "L" между первым краем 120 и третьим краем 124, или, в некоторых вариантах осуществления, между дополнительными краями, в общем, разделяя барьерный сегмент 102 на область 130 приема содержимого, проходящую от индикатора 116 до средней линии "М", и область 132 покрытия содержимого, проходящую от средней линии "М" до второго края 122. Конечно, предполагается, что могут иметься дополнительные края, или, что края могут быть криволинейными или могут содержать криволинейные участки.
Индикатор 116 может быть проходить, в общем, параллельно краю или краевой зоне "Е" первого конца 114 барьерного сегмента 102. Индикатор 116 предпочтительно расположен на первой поверхности 110 на расстоянии от краевой зоны "Е" первого конца 114 в направлении средней линии "М" барьерного сегмента, определяя верхнюю границу области 130 приема содержимого. Эта верхняя граница также может называться "заданной линией складки". В общем, индикатор 116 (также называемый заданной линией складки) смещен от краевой зоны "Е" первого конца 114, но предполагается, что индикатор 116 может контактировать с краевой зоной "Е" в том случае, когда индикатор или краевая зона "Е" являются нелинейными. Так же, как краевая зона "Е" определяет границу или переход между барьерным сегментом 102 и сегментом 108 защиты складок, индикатор 116 определяет желаемую верхнюю границу области 130 приема содержимого для размещения подлежащего стерилизации содержимого в пределах первого края 114 барьерного сегмента 102. При размещении изделия (подлежащего стерилизации содержимого) вдоль индикатора 116 изделие смещается от краевой зоны "Е" первого конца 114, чтобы обеспечить достаточное количество материала барьерного сегмента для полного окружения изделия после завершения складывания. Индикатор 116 может быть смещен от границы или перехода, определенного краевой зоной "Е" между барьерным сегментом 102 и сегментом 108 защиты складок на расстояние от приблизительно 0,5 дюйма (~13 мм) до приблизительно 10,5 дюймов (~270 мм). Предпочтительно индикатор 116 смещен от границы или перехода, определенного краевой зоной "Е" на расстояние, составляющее по меньшей мере приблизительно 1,5 дюйма (~38 мм).
Индикатор может быть выполнен в различных формах. Индикатор 116 может быть выполнен в форме шва (или швов), такого как, например, прошивной шов, ультразвуковой сварной шов, клеевой шов, термомеханический шов (например, полученный посредством прутковой сварки), или их сочетаний, полученного путем соединения слоев или пластов для формирования барьерного сегмента и сегмента защиты складок; или шов (швы) может являться результатом соединения кусков, если барьерный сегмент и сегмент защиты складок являются отдельными кусками. Альтернативно и/или дополнительно индикатор 116 может быть напечатан, или иметь вид отпечатка, такого как линия термомеханического соединения (например, прутковой сварки), или узора или других отметок, или может быть обозначен видимым сгибом или другим подходящим различительным признаком. Индикатор 116 может являться прерывистой линией и может быть расположен непосредственно на барьерном сегменте, только на одной части или на частях барьерного сегмента, или на одном или более упрочняющих элементов или на других деталях, если таковые имеются.
Как уже было сказано, важным отличием индикатора 116 является то, что он выделяет то место, на котором следует размещать содержимое, подлежащее обертыванию и, в конечном счете, стерилизации. То есть подлежащее обертыванию и стерилизации содержимое должно быть размещено только у одной стороны индикатора. Как будет описано ниже, другие признаки настоящего изобретения показывают пользователю, с какой стороны от индикатора следует помещать содержимое. Еще одно отличие индикатора 116 состоит в том, что он помогает пользователю определить дополнительную границу, ориентирную линию или предел при обертывании подлежащего стерилизации содержимого. То есть при обертывании, когда часть барьерного сегмента (т.е. второй конец 118) складывают таким образом, чтобы покрыть подлежащее стерилизации содержимое, эта часть барьерного сегмента не должна проходить по существу через или за индикатор 116. В отличие от стандартных оберточных систем для стерилизации, в которых содержимое размещается в центре стерилизационной барьерной части, в многосегментном барьерном изделии для стерилизации содержимое должно размещаться от индикатора 116 и в направлении средней линии "М", а не вблизи края или краевой зоны "Е" первого конца 114 барьерного сегмента. Это изначально является неожиданным для пользователя и существенно отличается от известных оберточных систем для стерилизации.
Хотя барьерный сегмент 102 по фиг. 6 имеет, в общем, форму квадрата, он также может быть прямоугольным или может предпочтительно иметь дополнительные края, обеспечивающие неквадратную или непрямоугольную форму. Части краев могут быть дугообразными или иметь другую нелинейную форму. Альтернативно и/или дополнительно, первый край 120 и третий край 124 могут так сходиться или расходиться, что они проходят не параллельно друг другу, определяя барьерный сегмент 102 более трапециевидной формы. Также предполагается, что сходиться или расходиться могут другие комбинации противоположных краев.
Например, как показано на фиг. 7А, барьерный сегмент может иметь четвертый край 126, придающий ему неквадратную или непрямоугольную форму. В такой иллюстративной конфигурации два края 122 и 126, в общем, противоположны заданной линии 116 складки таким образом, что второй край 122 и четвертый край 126 образуют крайнюю точку или вершину. Так, барьерный сегмент 102 может иметь первую поверхность 110 и вторую поверхность 112, противоположную первой; первый конец 114, имеющий край или краевую зону "Е" и содержащий заданную линию 116 складки (также называемую индикатором 116); второй конец 118, противоположный первому концу 114; первый край 120, в общем, перпендикулярный заданной линии 116 складки; второй край 122, в общем, противоположный заданной линии 116 складки; третий край 124, в общем, перпендикулярный заданной линии 116 складки; и четвертый край 126, расположенный между вторым краем 122 и третьим краем 124.
На фиг. 8А и 8В видно, что барьерный сегмент может иметь четвертый край 126 и пятый край 128, определяя неквадратную и непрямоугольную форму таким образом, что, например, четвертый край 126 и пятый край 128, в общем, сходятся ко второму краю 122, таким образом, что второй конец 118 барьерного сегмента уже, чем первый конец 114 барьерного сегмента. Таким образом, барьерный сегмент 102 может иметь первую поверхность 110 и вторую поверхность 112, противоположную первой; первый конец 114, имеющий край или краевую зону "Е" и содержащий заданную линию 116 складки; второй конец 118, противоположный первому концу 114; первый край 120, в общем, перпендикулярный заданной линии складки; второй край 122, в общем, параллельный заданной линии 116 складки; третий край 124, в общем, перпендикулярный заданной линии 116 складки; четвертый край 126, расположенный между вторым краем 122 и третьим краем 124; и пятый край 128, расположенный между первым краем 120 и вторым краем 122. Первая ширина "W1" барьерного сегмента является расстоянием от первого края 120 до третьего края 124 первого конца 114 (например, предпочтительно измеренным вдоль заданной линии 116 складки), а вторая ширина "W2" барьерного сегмента является расстоянием от четвертого края 126 до пятого края 128 вдоль второго края 122 (например, предпочтительно измеренным между местами схождения четвертого края 126 и пятого края 128 со вторым краем 122. Общая длина барьерного сегмента является расстоянием от краевой зоны "Е" первого конца 114 до краевой зоны (например, второго края 122) второго конца. Кроме того, барьерный сегмент имеет длину "L", которая является расстоянием от заданной линии 116 складки (или индикатора 116) до краевой зоны (например, второго края 122) второго конца 118. Приблизительная средняя линия "М" проходит перпендикулярно этой длине "L" между первым краем 120 и третьим краем 124 или, в некоторых вариантах осуществления, между четвертым краем 126 и пятым краем 128, в общем, разделяя барьерный сегмент 102 на область 130 приема содержимого, проходящую от индикатора 116 (также называемого заданной линией 116 складки) до средней линии "М", и область 132 покрытия содержимого, проходящую от средней линии "М" до второго края 122. Конечно, предполагается, что могут иметься дополнительные края или, что края могут быть криволинейными или могут содержать криволинейные части.
На фиг. 6А видно, что ширина "W" барьерного сегмента 102 является расстоянием от первого края 120 до третьего края 124, а его общая длина является расстоянием от краевой зоны "Е" первого конца 114 до краевой зоны (например, второго края 122) второго конца 118. Барьерный сегмент также имеет длину "L", которая является расстоянием от заданной линии 116 складки (или индикатора 116) до краевой зоны (например, второго края 122) второго конца 118. Приблизительная средняя линия "М" проходит перпендикулярно этой длине "L" между первым краем 120 и третьим краем 124, в общем, разделяя барьерный сегмент 102 на область 130 приема содержимого, проходящую от заданной линии 116 складки до средней линии "М", и область 132 покрытия содержимого, проходящую от средней линии "М" до второго края 122. В общем, область приема содержимого является частью барьерного сегмента, на которую исходно помещаются подлежащие стерилизации лоток или другое содержимое. В отличие от известной стерилизационной обертки, в которой подлежащие стерилизации лоток или другое содержимое размещаются в центральной части барьерного материала, образующего стерилизационную обертку, область приема содержимого расположена между индикатором 116 (также называемым заданной линией 116 складки) и средней линией "М" барьерного сегмента. Такое асимметричное размещение на барьерном сегменте не является самоочевидным. Области покрытия содержимого являются теми частями барьерных сегментов, которые складываются наверх и проходят поверх содержимого после того, как содержимое размещено в областях приема содержимого. На фиг. 6А, 7А и 8А видно, что если краевая зона "Е" первого конца 114 барьерного сегмента не совпадает с индикатором 116 (также называемым заданной линией 116 складки), между индикатором 116 и зоной "Е" первого конца 114 барьерного сегмента может иметься дополнительная область 132' покрытия содержимого. То есть в другом аспекте изобретения, область покрытия содержимого барьерного сегмента 102 также содержит область 132' барьерного сегмента, расположенную между заданной линией 116 складки (также называемой индикатором 116) и краевой зоной "Е" первого конца 114, которой определяется граница или переход между барьерным сегментом 102 и сегментом 108 защиты складок.
В одном из аспектов изобретения ширина барьерного сегмента различных представленных конфигураций может составлять от приблизительно 12 дюймов (~30 см) до приблизительно 50 дюймов (~127 см). Предпочтительно ширина барьерного сегмента может составлять от приблизительно 18 дюймов (~ 46 см) до приблизительно 40 дюймов (~102 см). Более предпочтительно, ширина барьерного сегмента может составлять от приблизительно 20 дюймов (~51 см) до приблизительно 48 дюймов (~122 см). Длина барьерного сегмента может составлять от приблизительно 7 дюймов (~18 см) до приблизительно 70 дюймов (~178 см). Предпочтительно, длина барьерного сегмента может составлять от приблизительно 14 дюймов (~36 см) до приблизительно 51 дюйма (~130 см).
В соответствии с одним из аспектов изобретения, площадь поверхности области 130 приема содержимого может составлять от приблизительно 25% до приблизительно 49% от общей площади барьерного сегмента 102. Например, площадь поверхности области 130 приема содержимого может составлять от приблизительно 35% до приблизительно 45% от общей площади барьерного сегмента 102. Это важно, поскольку область или области покрытия содержимого барьерного сегмента должны быть большего размера, чтобы обеспечивать дополнительную площадь поверхности для покрытия содержимого должным образом.
Важной частью многосегментного изделия для стерилизации по настоящему изобретению являются боковые клапаны. Эти боковые клапаны обеспечивают места захвата для складывания и разворачивания барьерного сегмента. Особенно важно то, что эти боковые клапаны позволяют предотвратить складывание развернутых частей барьерного сегмента обратно в направлении простерилизованного содержимого, пока разворачиваются другие части изделия для стерилизации, особенно после усиленной паровой и тепловой стерилизации. При отсутствии этих боковых клапанов боковые края барьерного сегмента могут складываться обратно в направлении простерилизованного содержимого или даже на это содержимое. На фиг. 8D и 8Е видно, что, если стерилизационная обертка или изделие для стерилизации, состоящая из материала, изготовленного из некоторых термопластичных полимеров, используется в процессах паровой или тепловой стерилизации, материал может деформироваться или "отпечатывать" форму обернутого изделия или лотка. При разворачивании изделия или лотка 200, эти отпечатанные сгибы, складки или другие деформации, обозначенные на фиг. 8D позицией "F", необходимо устранить таким образом, чтобы обеспечить возможность разворачивания стерилизационной обертки до плоского состояния. Если изделие для стерилизации не развернуто по существу до плоского состояния, то, пока разворачиваются другие части изделия, его уже развернутые части могут складываться обратно наверх в направлении простерилизованного изделия или лотка. Это может нарушить стерильность изделия или лотка 200. Обычно материал изделия для стерилизации или стерилизационной обертки стремятся сделать более мягким, гибким и послушным, чтобы его можно было легко складывать и разворачивать, и чтобы он мог оставаться в плоском состоянии при разворачивании после стерилизации. Однако изготовление более мягкого и гибкого материала требует дополнительных затрат и может понизить прочность материала. Альтернативно, можно стремиться упрочнить материал и сделать его более жестким или добавить дополнительный материал, например, в виде широкой ленты, проходящей вдоль края барьерного сегмента. Однако было обнаружено, что добавление материала часто усиливает или увеличивает тенденцию к образованию отпечатанного сгиба, складки или другой деформации, приводящей к складыванию обратно наверх. Можно полагать, что добавление дополнительного материала в местах складки "F", сгиба или деформации, приводит к термостабилизации большего количества материала, таким образом, повышая его сопротивление разворачиванию. Также можно полагать, что для обеспечения достаточной массы для компенсации сопротивления разворачиванию требуется очень большое количество материала, и что использование такого большого количества материала неэкономично и создает трудности при изготовлении и использовании. Кроме того, добавочная масса материала снижает воздухопроницаемость обертки.
Неожиданно обнаружили, что добавление в изделие для стерилизации боковых клапанов и/или отрывного клапана, имеющего разнесенные места отрыва, значительно снижает или исключает вероятность складывания уже развернутых сторон стерилизационной обертки обратно вверх в направлении стерилизованного изделия или лотка, пока разворачиваются другие части обертки. Было обнаружено, что соединение боковых клапанов и/или отрывных клапанов к барьерному сегменту в местах, перекрывающих места образования отпечатанных сгибов, складок или других деформаций, является особенно эффективным. Кроме того, боковые клапаны обеспечивают еще более простое и быстрое складывание и разворачивание сторон изделия для стерилизации.
На фиг. 6-8С видно, что барьерный сегмент 102 содержит боковые клапаны 400, расположенные вблизи первого края 120 и третьего края 124 барьерного сегмента или вплотную к этим краям. Эти боковые клапаны 400 помогают предотвратить складывание первого и третьего краев барьерного сегмента обратно при разворачивании изделия для стерилизации, особенно после усиленной паровой или тепловой стерилизации. Боковые клапаны 400 могут быть расположены вблизи первого и третьего краев (120 и 124, соответственно) или вплотную к этим краям области 132 покрытия содержимого барьерного сегмента 102. Предпочтительно, основная часть бокового клапана 400 расположена между краевой зоной "Е" первого конца и средней линией барьерного сегмента и на первом краю и третьем краю или вблизи этих краев таким образом, что клапан 400 перекрывает индикатор 116 (также называемый заданной линией 116 складки). В общем, боковые клапаны 400 могут быть расположены на второй поверхности 112, противоположной первой барьерного сегмента 102, как показано на фиг. 6В, 7В, 7С, 7D и 8В. Альтернативно и/или дополнительно, боковые клапаны 400 могут быть расположены на первой поверхности 110 барьерного сегмента 102. Например, боковые клапаны 400 могут быть выполнены таким образом, чтобы часть бокового клапана прикреплялась к первой поверхности 110, а другая его часть прикреплялась ко второй поверхности 112, противоположной первой.
В одном из аспектов настоящего изобретения, изделие для стерилизации содержит по меньшей мере один отрывной клапан 300 (или систему 300 отрывного клапана), обеспечивающий разнесенные места 500 отрыва. В общем, система 300 отрывного клапана может быть расположена на второй поверхности 112 барьерного сегмента 102, противоположной его первой поверхности, как показано на фиг. 6В, 7С, 7D и 8В. Альтернативно и/или дополнительно, система 300 отрывного клапана может частично располагаться на первой поверхности 110 барьерного сегмента 102. Например, система 300 отрывного клапана может быть выполнена таким образом, чтобы часть отрывного клапана прикреплялась к первой поверхности 110, а другая его часть прикреплялась ко второй поверхности 112, противоположной первой.
В другом аспекте изобретения, боковые клапаны могут так прикрепляться к боковому сегменту, чтобы после использования (т.е. после стерилизации и разворачивания изделия для стерилизации, чтобы открыть простерилизованное содержимое) их можно было легко отделить от барьерного изделия. Альтернативно и/или дополнительно, прикрепление отрывных клапанов может быть таким, чтобы их можно было легко отделить от барьерного сегмента после использования (т.е., после стерилизации и разворачивания изделия для стерилизации, чтобы открыть простерилизованное содержимое). Это может быть особенно предпочтительным, если детали, такие как средства скрепления сегмента, расположены на боковых клапанах, и части средств скрепления сегмента изготовлены из материала, непригодного для совместной переработки с другими материалами, образующими другие части изделия для стерилизации. Предполагается, что боковые клапаны могут быть выполнены как единое целое с барьерным сегментом (например, они могут быть сформированы из одного куска материала). В таком случае, боковые клапаны могут содержать ломкую часть таким образом, чтобы боковые клапаны можно было легко отделить от барьерного сегмента.
Боковые клапаны (и/или отрывные клапаны) могут содержать один или более слоев материалов, выбранных из волокнистых полотен, непроницаемых пленок, проницаемых или пористых пленок, перфорированных пленок, пеноматериалов, и их сочетаний. Например, волокнистое полотно может включать тканое и нетканое волокнистое полотно. Тканое полотно может содержать натуральные или синтетические материала или их смеси. Например, натуральный материал может быть тканым полотном из хлопчатобумажной пряжи, а синтетический материал может быть тканым полотном из полипропиленовой, полиэфирной или найлоновой пряжи и т.п. Нетканое полотно может включать, например, материал типа спанбонд, материал типа мелтблоун, кардованное полотно, полотно, полученное методами влажного формования или воздушной укладки, холст, полученный методом водоструйного скрепления, или слоистые материалы из этих полотен (например, спанбонд/мелтблоун/спанбонд). Такие нетканые материалы могут также включать натуральные или синтетические материалы или их смеси. Боковые клапаны могут содержать один или более слоев материала, выбранного из проницаемых или непроницаемых пленок или слоистых материалов из этих пленок. Проницаемые пленки могут быть перфорированными или микропористыми. Перфорированные пленки могут быть получены посредством механического перфорирования, вакуумного перфорирования или других имеющихся на рынке технологий. Микропористые пленки и другие подобные пленки могут быть получены, как это, в общем, описано, например, в патенте США №5695868; патенте США №5698481; патенте США №5855999 и патенте США №6277479, включенных в настоящий документ путем ссылки. Непроницаемые пленки могут быть однослойными или совместно экструдированными и могут состоять из пленочных материалов, включая, например, полиэтилены, полипропилены, их сополимеры, винилы, металлическую фольгу и т.п. Следует также отметить, что эти пленки могут быть соединены в слоистый материал с описанными выше волокнистыми полотнами.
Например, боковые клапаны (и/или отрывные клапаны) могут являться слоем или слоями нетканого материала, соединенного с барьерным сегментом путем склеивания, термической сварки, ультразвуковой сварки или другими способами или сочетаниями способов. Например, каждый боковой клапан может являться слоем нетканого материала, такого как, например, слоистый материал из двух слоев холста спанбонд и одного слоя холста мелтблоун между ними (обычно называемый материалом "CMC" (спанбонд/мелтблоун/спанбонд). Каждый из слоев может проходить непосредственно от соответствующих первого и третьего краев барьерного сегмента или мест, находящихся, в общем, близко к этим краям. Например, боковой клапан может проходить непосредственно от края или места, находящегося близко к краю, до места, отстоящего от края на несколько дюймов во внутреннем направлении.
Каждый боковой клапан может быть соединен с барьерным сегментом только по той части его поверхности, которая непосредственно контактирует с барьерным сегментом. Альтернативно, каждый боковой клапан может быть соединен с барьерным сегментом по всей поверхности бокового клапана, непосредственно контактирующей с барьерным сегментом. Например, боковой клапан может быть соединен с барьерным сегментом путем распыления клейкого материала, щелевого нанесения клейкого материала, спиралевидного нанесения клейкого материала по всей контактирующей поверхности или только по части этой контактирующей поверхности и особенно для прикрепления частей боковых клапанов, расположенных внутри относительно краев барьерного сегмента. Части боковых клапанов, расположенные на краях барьерного сегмента или в непосредственной близости от этих краев, могут прикрепляться путем склеивания, как описано выше, или ультразвуковой сварки, термической сварки, соединения под давлением или другими способами. Если применяется клейкий материал, он должен выдерживать условия стерилизации. Предполагается, что предпочтительным является клейкий материал, который может придать боковому клапану дополнительную массу и/или жесткость.
Многосегментное изделие 100 для стерилизации может содержать средства 106 скрепления сегмента. В вариантах осуществления, в которых боковые клапаны имеют прямоугольную форму, средства скрепления сегмента предпочтительно расположены на боковых клапанах 400, как это, в общем, показано на фиг. 8С. Каждый из боковых клапанов 400 может содержать проксимальный конец 402 клапана, расположенный, в общем, вплотную к первому краю или третьему краю, соответственно, барьерного сегмента, первый край 404 клапана, в общем, перпендикулярный проксимальному концу клапана, и по меньшей мере второй край 406 клапана, таким образом, что первым краем 404 клапана и вторым краем 406 клапана определена ширина "TW" клапана на проксимальном конце 402 клапана. Боковой клапан может также иметь дистальный конец 412 клапана, противоположный проксимальному концу 402 клапана. В соответствии с одним из аспектов изобретения, шириной "TW" клапана является расстояние от первого положения на первом конце барьерного сегмента или вблизи этого конца (например, от первого положения, находящегося на индикаторе 116 или выше и на переходе от барьерного сегмента 102 к сегменту 108 защиты складок, обозначенном на фиг. 8С, как краевая зона "Е", или ниже) по меньшей мере до второго положения, находящегося ниже индикатора 116 и в области приема содержимого (например, до второго положения, находящегося на барьерном сегменте 102 ниже индикатора 116 в направлении к средней линии "М" барьерного сегмента). Средство 106 скрепления сегмента предпочтительно расположено на первой поверхности 408 клапана, в общем, вблизи проксимального конца 402 клапана (т.евблизи первого края 120 и/или третьего края 124 барьерного сегмента).
Средство скрепления сегмента должно быть расположено ниже индикатора 116 (заданной линии складки), как, в общем, показано на фиг. 7D, 8В и 8С.
Альтернативно и/или дополнительно, средство 106 скрепления сегмента может быть расположено на первом краю 120 и третьем краю 124 барьерного сегмента или вплотную к этим краям. То есть средство скрепления сегмента может быть расположено непосредственно на первой поверхности 110 барьерного сегмента 102. В такой конфигурации средство 106 скрепления сегмента должно быть расположено ниже индикатора 116 (заданной линии складки).
Не желая быть связанными какой-либо конкретной теорией, авторы изобретения полагают, что, если ширина "TW" бокового клапана на проксимальном конце 402 клапана перекрывает индикатор 116 (также называемый заданной линией 116 складки), который является местом образования в результате стерилизации отпечатанного сгиба, складки или другой деформации, боковой клапан может так распределить силы при открывании упаковки, чтобы эффективно и надежно предотвратить складывание уже развернутых сторон изделия для стерилизации обратно вверх в направлении стерилизованного изделия или лотка, пока разворачиваются другие части обертки.
Средство скрепления сегмента может представлять собой один большой элемент или несколько отдельных элементов. Например, средство скрепления сегмента включает, но без ограничений, клейкую ленту, двухстороннюю клейкую ленту, расслаивающуюся отделяемую ленту, слоистую отделяемую ленту, когезивный материал, застегивающую систему типа Velcro, механическую застегивающую систему, включая, но без ограничений, зажимы, защелки, магниты, зацепы, застежки прорезь-язычок и их сочетания.
Например, средство скрепления сегмента может быть одним или более отрезков клейкой ленты, по меньшей мере один конец или часть которых соединяется с барьерным сегментом путем сшивания, ультразвуковой сварки, термомеханического, или сцепления, или склеивания. Предпочтительно, средства скрепления сегмента являются средствами скрепления барьерного сегмента, расположенными на боковых клапанах, которые используются для соединения одного или более краев барьерного сегмента, сложенных вокруг содержимого, подлежащего стерилизации. Было обнаружено, что средство скрепления барьерного сегмента может быть двухсторонней лентой, имеющей одинаковые или разные количества клейкого материала или прочность прилипания клейкого материала на каждой стороне.
Альтернативно и/или дополнительно, средство скрепления сегмента может иметь двухстороннюю ленточную структуру, в которой центральный слой, расположенный между слоями клейкого материала, является расщепляемым или отделяемым материалом, таким как расслаивающаяся бумага, расслаивающийся слоистый материал, расслаивающийся пеноматериал, расщепляемая бумага, расщепляемая отделяемая структура, расщепляемый пеноматериал или другой расщепляемый или разделяемый слоистый материал. Примеры расслаивающихся или расщепляемых материалов описаны, например, в патенте США №5702555, выданном 30 декабря 1997 на имя Caudal et al., патенте США №4310127, выданном 12 января 1982 на имя Frye, патенте США №3675844, выданном 11 июля 2971 на имя Sorrell и патенте США №2205956, выданном 25 июня 1940 на имя Humpher, включенных в настоящий документ путем ссылки.
Пригодное средство 106 скрепления сегмента, включающее клейкую ленту, может иметь форму клеящегося застегивающего клапана или ленточной застегивающей системы, различные типы которых часто используются на подгузниках, предметах одежды, применяемых при недержании, и других подобных изделиях. Пример ленточной застегивающей системы можно найти, например, в патенте США №4410325, выданном 18 октября 1983 на имя Lare, включенном в настоящий документ путем ссылки. В этой системе используется клеящаяся застегивающая система (называемая здесь "застегивающей системой"), складывающаяся назад на себя и имеющая первый конец или часть, которая прикрепляется к изделию (например, одной части предмета одежды). При использовании застегивающая система разворачивается, открывая наружную клеящую поверхность по меньшей мере на втором конце или части изделия (например, второй части предмета одежды), для скрепления этих двух частей предмета одежды в желаемой конфигурации. В общем, застегивающая система предпочтительно используется на боковых клапанах 400, расположенных на первом краю 120 и третьем краю 124 (хотя она может использоваться непосредственно на барьерном сегменте 102). Первый конец средства 106 скрепления сегмента (в виде застегивающей системы) закреплен на первой поверхности 408, или на дистальном конце 412, или вблизи этого конца бокового клапана 400, а второй конец средства 106 скрепления сегмента складывается назад на первый конец. При использовании средство 106 скрепления сегмента разворачивается, открывая наружную клеящую поверхность или поверхности по меньшей мере на втором конце средства 106 скрепления сегмента. Наружная клеящая поверхность или поверхности средства скрепления сегмента на боковых клапанах 400 на первом краю 120 и/или третьем краю 124 барьерного сегмента используются для скрепления друг с другом этих и/или других частей барьерного сегмента после того, как барьерный сегмент сложен вокруг содержимого, подлежащего стерилизации.
Предполагается, что зона скрепления может использоваться по выбору. В тех вариантах осуществления изобретения, где для средства скрепления сегмента используются клеящие или когезивные материалы, зоной скрепления может являться нанесенная пленка, прочнее соединенная часть нетканого холста, отдельный кусок материала, покрытие и т.п., которые обеспечивают подходящую поверхность для надежного присоединения клейкого материала, не позволяющего сложенному барьерному сегменту внезапно развернуться в неподходящий момент. Зона скрепления может быть выполнена таким образом, чтобы указывать пользователю надлежащее место или места прикрепления средства скрепления сегмента. В такой конфигурации зона скрепления может сочетаться с индикатором или содержать индикатор, такой как цвет, текстура, буквенно-цифровые символы и т.п., инструктирующие пользователя. Очень важно, чтобы зона скрепления была выполнена с возможностью обеспечения подходящей поверхности таким образом, чтобы сила, необходимая для отсоединения средства 106 скрепления сегмента, регулировалась для обеспечения стерильности открывания, предотвращения разрыва или расползания барьерного холста, обеспечения удовлетворительного уровня сопротивления силам сдвига и/или обеспечения удовлетворительного или регулируемого уровня сопротивления силам отрыва.
Другой пример ленточной застегивающей системы можно найти, например, в патенте США №4585450, выданном 29 апреля 1986 на имя Rosch et al., включенном в настоящий документ путем ссылки. В этой системе применяется клеящая застегивающая система (называемая далее "застегивающая система"), которая содержит вторичный ленточный элемент и первичный ленточный элемент. Застегивающая система имеет первый конец или первую часть, прикрепленную к изделию (например, одной из частей предмета одежды). Второй конец или вторая часть содержит вторичный ленточный элемент и первичный ленточный элемент. При использовании клейкая поверхность первичного ленточного элемента открывается. Затем клейкая поверхность первичного ленточного элемента сцепляется с другой частью изделия (например, второй частью предмета одежды) для скрепления двух частей предмета одежды в требуемой конфигурации. Прочность адгезионного соединения между первичным ленточным элементом и вторичным ленточным элементом меньше, чем прочность адгезионного соединения между первичным ленточным элементом и второй частью предмета одежды или изделия, так что соединение между первичным и вторичным ленточными элементами можно легко разорвать, при необходимости с возможностью повторного соединения.
В общем, застегивающая система предпочтительно используется на боковых клапанах 400, расположенных на первом краю 120 и третьем краю 124 (хотя она может использоваться непосредственно на барьерном сегменте 102). Первый конец или первая сторона средства 106 скрепления барьерного сегмента (в виде застегивающей системы) прикрепляется к первой поверхности 408 клапана, или на дистальном конце 412, или вблизи этого конца бокового клапана 400, а второй конец или вторая сторона средства 106 скрепления сегмента складывается назад на первый конец или иным образом покрывается отделяемым элементом. При использовании первичный ленточный элемент средства 106 скрепления сегмента (в виде застегивающей системы) разворачивается или снимается, открывая наружную клейкую поверхность (или поверхности) по меньшей мере на втором конце или второй стороне средства 106 скрепления сегмента. Наружная клейкая поверхность (или поверхности) средства скрепления сегмента на боковых клапанах 400 на первом краю 120 и/или третьем краю 124 барьерного сегмента используется для скрепления этих частей барьерного сегмента друг с другом и/или с другими частями барьерного сегмента после того, как барьерный сегмент сложен вокруг подлежащего стерилизации содержимого. В такой конфигурации прочность адгезионного соединения между первичным ленточным элементом и вторичным ленточным элементом меньше, чем прочность адгезионного соединения между первичным ленточным элементом и частью бокового клапана, с которой он сцепляется, таким образом, что соединение между первичным ленточным элементом и вторичным ленточным элементом можно легко разорвать, при необходимости с возможностью повторного соединения. В некоторых отношениях первичный ленточный элемент может действовать как зона прикрепления. То есть, после того, как первичный ленточный элемент сцеплен с барьерным сегментом для скрепления барьерного сегмента в сложенной конфигурации, первичный ленточный элемент может обеспечить достаточную поверхность таким образом, чтобы сила, необходимая для разрыва адгезионного соединения между первичным ленточным элементом и вторичным ленточным элементом регулировалась для обеспечения стерильности открывания, предотвращения разрыва или расползания барьерного холста, обеспечения удовлетворительного уровня сопротивления силам сдвига и/или обеспечения удовлетворительного или регулируемого уровня сопротивления силам отрыва. В другом аспекте, зона прикрепления, как описано выше или в виде первичного ленточного элемента, может быть использована для того, чтобы обеспечить возможность открывания обернутого барьерного сегмента для осмотра содержимого перед стерилизацией и затем повторного скрепления средств скрепления сегмента без разрушения многосегментного изделия для стерилизации.
Другим примером средства скрепления сегмента может являться крючковый материал застегивающей системы (типа Velcro), соединенный с боковым клапаном (и/или с частью барьерного сегмента). Предполагается, что барьерный холст сам по себе может выполнять функцию петельного компонента застегивающей системы (типа Velcro), такой как имеющиеся на рынке застегивающие изделия марки Velcro® от компании Velcro Industries B.V. Могут использоваться и другие крючковые системы, такие как крючковая система, описанная в патенте США №5315740, выданном на имя Nestergard, который относится к крючкам малого размера, который позволяет им входить в зацепление с дешевыми петельными материалами, такими как нетканые полотна.
Предполагается, что различные элементы или детали средств скрепления сегмента могут быть выполнены как единое целое с любым соответствующим слоем подложки, например, путем формования, соэкструзии и т.п. Например, отдельные крючковые элементы могут быть выполнены как единое целое одновременно с несущим слоем для крючковых элементов путем соэкструзии несущего слоя и крючковых элементов из по существу одного полимерного материала.
Средство 106 скрепления сегмента может являться двухсторонней лентой, длина которой превышает ее ширину. Например, средство скрепления сегмента может быть двухсторонней лентой, длина которой превышает ширину более чем в два раза. Другим примером средства скрепления сегмента может являться двухсторонняя лента, длина которой превышает ширину в 4-8 раз. Альтернативно и/или дополнительно, средство скрепления сегмента может быть выполнено в виде последовательности квадратных кусков ленты, размещенных вдоль одного из краев или внутри площади бокового клапана 400.
В соответствии с одним из аспектов изобретения, средства 106 скрепления сегмента могут быть расположены на барьерном сегменте или на боковых клапанах (или на барьерном сегменте и боковых клапанах) таким образом, что они расположены вблизи заданной линии 116 складки, но не должны по существу перекрывать или пересекать эту линию. То есть средство 106 скрепления сегмента предпочтительно не должно находиться в положении, при котором оно сгибается или складывается при складывании многосегментного изделия в упаковку вокруг изделия. Предпочтительно часть средства 106 скрепления сегмента, ближайшая к заданной линии 116 складки, расположена на расстоянии приблизительно 3 дюйма (~7,6 см) или менее от заданной линии 116 складки в направлении к средней линии "М" барьерного сегмента 102. Более предпочтительно, часть средства 106 скрепления сегмента, ближайшая к заданной линии 116 складки, расположена на расстоянии от 1 дюйма до 3 дюймов (от ~2,5 см до ~7,6 см) от заданной линии 116 складки. Например, часть средства 106 скрепления сегмента, ближайшая к заданной линии 116 складки, расположена на расстоянии от приблизительно 1 дюйма до приблизительно  дюйма (от ~2,5 до ~1,25 см) от заданной линии 116 складки.
дюйма (от ~2,5 до ~1,25 см) от заданной линии 116 складки.
На фиг. 6А видно, что сегмент 108 защиты складок многосегментного изделия 100 для стерилизации расположен вблизи барьерного сегмента 102. То есть сегмент 108 защиты складок расположен бок о бок с барьерным сегментом 102 или примыкает к этому сегменту. В общем, сегмент 108 защиты складок может быть любым подходящим материалом, но предпочтительно выполнен из проницаемого листового материала. В соответствии с изобретением, сегмент защиты складок содержит проксимальный конец 142, в общем, примыкающий к краевой зоне "Е" первого конца 114 барьерного сегмента 102; дистальный конец 144, в общем, противоположный проксимальному концу 142; и по меньшей мере первый край 146 и второй край 148, проходящие от проксимального конца 142 до дистального конца 144. В соответствии с изобретением, сегмент защиты складок может иметь дополнительные края. Например, как показано на фиг. 7А, сегмент защиты складок может содержать по меньшей мере третий край 150, расположенный на его дистальном конце 144 или вдоль этого конца. В соответствии с еще одним примером, представленным на фиг. 8А, сегмент защиты складок может содержать по меньшей мере третий край 150, расположенный на его дистальном конце 144 или вдоль этого конца, и четвертый край 152 и пятый край 154.
В общем, сегмент защиты складок может быть облегченным материалом, таким как облегченный нетканый материал типа спанбонд или облегченный слоистый материал из нетканого материала типа спанбонд и нетканого материала типа мелтблоун. Фактически, сегмент защиты складок не должен обеспечивать повышенные барьерные свойства, как материал, образующий барьерный сегмент. Сегмент защиты складок может быть выполнен таким образом, что он обладает барьерными свойствами. Например, сегмент защиты складок может быть выполнен из того же материала, что и барьерный сегмент.
Предполагается, что сегмент защиты складок может являться одним слоем нетканого материала типа спанбонд.
В одном из аспектов изобретения, ширина сегмента защиты складок предпочтительно является расстоянием от первого края до второго края, а его длина является расстоянием от проксимального конца до дистального конца. Ширина сегмента защиты складок может составлять от приблизительно 12 дюймов (~30 см) до приблизительно 50 дюймов (~127 см). Предпочтительно, ширина сегмента защиты складок может составлять от приблизительно 18 дюймов (~46 см) до приблизительно 40 дюймов (~102 см). Более предпочтительно, ширина сегмента защиты складок может составлять от приблизительно 20 дюймов (~51 см) до приблизительно 30 дюймов (~76 см). Длина сегмента защиты складок может составлять от приблизительно 6 дюймов (~15 см) до приблизительно 30 дюймов (~76 см). Предпочтительно, длина сегмента защиты складок может составлять от приблизительно 7 дюймов (~18 см) до приблизительно 20 дюймов (~51 см).
При использовании средства 106 скрепления сегмента применяются для прикрепления первого края 120 и третьего края 124 барьерного сегмента к части области 132 покрытия содержимого после того, как барьерный сегмент 102 сложен по средней линии "М" или вблизи этой линии таким образом, чтобы плотно свести его второй конец 118 с его первым концом 114. Предполагается, что в некоторых вариантах осуществления, средства 106 скрепления сегмента могут использоваться для прикрепления первого края 120 и третьего края 124 друг к другу.
В одном из аспектов изобретения, важно, чтобы сила адгезии или сила зацепления, с которой средства скрепления сегмента прикрепляют соответствующие края барьерного сегмента к области покрытия содержимого или друг к другу, должна быть достаточной, чтобы удерживать барьерный сегмент вокруг содержимого, таким образом образуя упаковку, надежную и способную выдерживать обычное обращение как до, так и после стерилизации.
В иллюстративных конструкциях, особенно в присутствии достаточно высоких сил сдвига, созданных средствами скрепления сегмента, застегивающее зацепление может обеспечить силу отрыва для отсоединения боковых клапанов друг от друга или от части области покрытия содержимого, составляющее как минимум приблизительно 5 грамм-силы (приблизительно 0,012 фунт-силы). В общем, для обеспечения повышенной эффективности сила отрыва не должна превышать приблизительно 500 грамм-силы, предпочтительно приблизительно 400 грамм-силы. В других конструкциях для обеспечения повышенной эффективности застегивающее зацепление может обеспечивать силу отрыва, составляющую от приблизительно 6 грамм-силы до приблизительно 50 грамм-силы. В предпочтительных вариантах застегивающее зацепление может обеспечивать силу отрыва для отсоединения боковых клапанов друг от друга или от части области покрытия содержимого, составляющую от приблизительно 10 грамм-силы до приблизительно 400 грамм-силы. Более предпочтительно, сила отрыва может составлять от приблизительно 15 грамм-силы до приблизительно 300 грамм-силы. Сила отрыва, превышающая приблизительно 500 грамм-силы, затрудняет стерильное открывание/разворачивание содержащего стерильное содержимое сложенного изделия.
Сила зацепления между средством скрепления сегмента и другой частью барьерного сегмента, которую он прикрепляет, может дополнительно обеспечить силу сдвига, предпочтительно составляющую по меньшей мере приблизительно 13,05 Н (1332 грамм-силы).
Следует понимать, что сила адгезии или сила зацепления, с которой средства скрепления сегмента прикрепляют соответствующие края барьерного сегмента к области покрытия содержимого барьерного сегмента или друг к другу должна быть ниже, чем отрывная прочность соединения, применяемого для прикрепления средств скрепления сегмента к нижележащему барьерному сегменту или таким деталям, как боковые клапаны, при изготовлении изделия. Например, отрывная прочность соединения (например, клеевого, механического, термомеханического, ультразвукового и т.д.), используемого для прикрепления средств скрепления сегмента к боковым клапанам при изготовлении, должна быть значительно выше, чем сила отрыва, необходимая для отсоединения средств скрепления сегмента от барьерного сегмента. Для средства скрепления сегмента, размер которого составляет приблизительно 4 дюйма × 1 дюйм (приблизительно 10 см × 2,5 см), отрывная прочность соединения средства скрепления сегмента с боковым клапаном должна составлять по меньшей мере 100 грамм-силы. Предпочтительно отрывная прочность соединения, используемого при изготовлении для прикрепления средств скрепления сегмента к боковым клапанам, должна превышать приблизительно 400 грамм-силы. Например, отрывная прочность может превышать 100 грамм-силы/кв. дюйм (~ 15,4 грамм-силы/см2) и может превышать 4000 грамм-силы/кв. дюйм (~ 615,4 грамм-силы/см2). Если средства скрепления сегмента расположены на боковых клапанах 400 или соединены с этими клапанами, важно, чтобы сила адгезии или сила зацепления, с которой средства скрепления сегмента соединяют соответствующие края барьерного сегмента с областью покрытия содержимого барьерного сегмента или друг с другом, должна быть меньше, чем прочность соединения между боковыми клапанами и барьерным сегментом.
На фиг. 9A-9G (и дополнительно на фиг. 8А) представлены последовательности складывания многосегментного изделия для стерилизации. На фиг. 9А представлено многосегментное изделие 100 для стерилизации, состоящее из барьерного сегмента 102, взаимодействующего с сегментом 108 защиты складок, и средствами 106 скрепления сегмента на первой поверхности 110 таким образом, что барьерный сегмент 102 может складываться вокруг содержимого 200 для получения упаковки (такой как упаковка 202, в общем, представленная на фиг. 9G и 10А). Барьерный сегмент 102 является частью гибкого многосегментного изделия 100 для стерилизации, контактирующей с содержимым 202 и покрывающей это содержимое. Содержимое 202 размещается в области 130 приема содержимого.
Как в общем, показано на фиг. 9В, второй конец 118 барьерного сегмента 102 складывается наверх по средней линии "М" и сводится с первым концом 114 таким образом, что область 132 покрытия содержимого барьерного сегмента 102 проходит над содержимым 200. Как видно на фиг. 9В, ширина барьерного сегмента на втором конце 118 меньше, чем ширина барьерного сегмента на первом конце 114. Важно, чтобы средства 106 скрепления сегмента были расположены непосредственно на барьерном сегмента (а не на боковых клапанах 400), поскольку это обеспечивает такую конфигурацию четвертого края 126 и пятого края 128, которая предоставляет доступ к средствам 106 скрепления сегмента после того, как второй конец 118 сведен с первым концом 114.
В некоторых вариантах осуществления изобретения, система 300 отрывного клапана и разнесенные места 500 отрыва проходят от второго конца 118 таким образом, что система 300 отрывного клапана расположена с возможностью доступа на окончательных этапах разворачивания свернутой упаковки. Система 300 отрывных клапанов предпочтительно проходит от второго конца 118 или соединяется с этим концом барьерного сегмента на второй поверхности 112, противоположной первой поверхности барьерного сегмента 102. На фиг. 7D представлена конфигурация, в которой система 300 отрывного клапана является единственным клапаном, обеспечивающим разнесенные места 500 отрыва. Предполагается, что система 300 отрывного клапана может быть выполнена как единое целое с барьерным сегментом. На фиг. 7D также видно, что система 300 отрывного клапана расположена на второй поверхности 112, противоположной первой поверхности барьерного сегмента 102. Дистальный конец (т.е., незакрепленный конец) системы 300 отрывного клапана предпочтительно прикреплен к барьерному сегменту при помощи легкого клейкого материала или клеящегося клапана или клеящего материала таким образом, чтобы система 300 отрывного клапана не мешала при обертывании и оставалась в правильном положении при разворачивании.
На фиг. 9С показано, что третий край 124 барьерного сегмента 102 складывается поверх второго конца 118 (после того, как второй конец 118 сведен с первым концом 114). Хотя это необязательно показано в масштабе, третий край 124 барьерного сегмента 102 после складывания не должен непременно проходить очень далеко в направлении середины изделия.
Как можно видеть на фиг. 9D, боковой клапан 400 на третьем краю 124 размещен таким образом, что средство 106 скрепления сегмента используется для прикрепления третьего края ко второму концу 118 барьерного сегмента (т.е. к области покрытия содержимого). Как можно видеть на фиг. 9D, средства 106 скрепления сегмента расположены на боковых клапанах 400 таким образом, что они прикрепляются о второму концу 118 барьерного сегмента (т.е. к области покрытия содержимого) между разнесенными местами 500 отрыва системы 300 отрывного клапана. На фиг. 9Е можно видеть, что первый край 120 барьерного сегмента 102 складывается поверх второго конца 118. Хотя это необязательно показано в масштабе, первый край 120 барьерного сегмента 102 после складывания не должен непременно проходить очень далеко в направлении середины изделия. Следовательно, ясно, что третий край 124 и первый край 120, в общем, не перекрываются. В отличие от стандартной стерилизационной обертки, в которой края намеренно перекрываются, как, в общем, показано на фиг. 4 и 5, края 120 и 124 барьерного сегмента разделены некоторым расстоянием. Это отличие подчеркивает важность удержания средствами 106 скрепления сегмента сложенных краев 120 и 124 барьерного сегмента 102 на своем месте вокруг содержимого. Кроме того, поскольку эти края, в общем, открыты наружу, важным является наличие сегмента 108 защиты складок.
Как можно видеть на фиг. 9F, боковой клапан 400 на первом краю 120 размещен таким образом, что средство 106 скрепления сегмента используется для соединения этого края со вторым концом 118 барьерного сегмента (т.е. областью покрытия содержимого). Как можно понять из фиг. 9F, средства 106 скрепления сегмента расположены на боковых клапанах 400 таким образом, что они прикрепляются ко второму концу 118 барьерного сегмента (т.е. области покрытия содержимого) между разнесенными местами 500 отрыва системы 300 отрывного клапана.
Как можно видеть на фиг. 9D и 9F, сегмент 108 защиты складок и часть барьерного сегмента 102 между краевой зоной "Е" на первом конце 114 барьерного сегмента и заданной линией 116 складки складываются таким образом, что дистальный конец 144 сегмента 108 защиты складок покрывает второй конец 118 барьерного сегмента. В некоторых вариантах осуществления, часть материала, примыкающая к первому краю 120 и третьему краю 124, может быть видна. В этой конфигурации фактические края 120 и 124 барьерного сегмента 102 полностью покрыты, так что сами края в меньшей степени подвергаются риску случайного открывания или разрыва при нормальном обращении с упаковкой. Сегмент защиты складок обычно закрепляется при помощи стандартной ленты, применяемой со стерилизационной оберткой. Предпочтительно, сегмент защиты складок покрывает края барьерного сегмента после его складывания вокруг подлежащего стерилизации содержимого для формирования упаковки. Сегмент защиты складок покрывает эти края, чтобы предотвратить случайное открывание сложенного барьерного сегмента пользователем. Кроме того, сегмент защиты складок защищает края от зацепления, растяжения и других явлений, которые могут прикладывать к этим краям силу отрыва, что может привести к отсоединению средств скрепления сегмента. То есть в этой конфигурации многосегментного изделия для стерилизации используется сегмент защиты складок для защиты открытых краев барьерного сегмента после того, как барьерный сегмент сложен вокруг подлежащего стерилизации содержимого для формирования упаковки.
Последовательность разворачивания многосегментного изделия для стерилизации, обернутого вокруг лотка или изделия и простерилизованного, в общем, обратна последовательности складывания, как это в общем, видно на фиг. 10A-10D. Например, на фиг. 10А представлена упаковка 202, готовая для разворачивания. Стандартная лента, скрепляющая сегмент 108 защиты складок, отсоединяется, и сегмент 108 защиты складок оттягивается, чтобы обнажить боковые клапаны 400, как показано на фиг. 10В. Дистальный конец 412 бокового клапана (или другую стандартную часть) каждого бокового клапана можно захватить и оттянуть боковые клапаны 400 вверх и в сторону (в направлении от центра) для отсоединения средств скрепления сегмента таким образом, чтобы развернуть первый край 120 и третий край 124 до положения, в общем, представленного на фиг. 10С. Этот этап может осуществляться посредством одновременного или последовательного оттягивания боковых клапанов 400. Важно, чтобы место/положение боковых клапанов 400, возможность захвата боковых клапанов без нарушения стерильности и плечо и распределение сил, обеспеченные выступающими боковыми клапанами, способствовали тому, чтобы сегмент защиты складок и первый 120 и третий 124 края барьерного сегмента оставались в общем, в плоском развернутом положении, препятствующем их складыванию обратно наверх и поверх содержимого 200.
Как можно видеть на фиг. 8С, конфигурация, в которой средства 106 скрепления сегмента расположены вблизи проксимального конца 402 клапана, обеспечивает область захвата "G" между средствами 106 скрепления сегмента и дистальным концом 412 клапана. Расстояние между дистальным концом 412 клапана и средствами скрепления сегмента может составлять от приблизительно дюйма (~1,25 см) (например, расстояние, достаточное для того, чтобы избежать значимого соприкосновения пальцев пользователя со средствами скрепления сегмента) вплоть до приблизительно 6 дюймов (~15 см) или более. Например, это расстояние может составлять от приблизительно  дюйма (~1,9 см) до приблизительно 6 дюймов (~15 см). Конечно, если боковой клапан 400 имеет непрямоугольную форму, например, является треугольным или полукруглым и т.д.), расстояние от средств 106 скрепления сегмента до дистального конца бокового клапана предпочтительно обеспечивает область захвата. Предпочтительно, средство 106 скрепления сегмента расположено на расстоянии от проксимального конца 402 клапана. Например, средство 106 скрепления сегмента может быть расположено таким образом, чтобы его отделяло от проксимального конца 402 расстояние, составляющее от приблизительно
дюйма (~1,9 см) до приблизительно 6 дюймов (~15 см). Конечно, если боковой клапан 400 имеет непрямоугольную форму, например, является треугольным или полукруглым и т.д.), расстояние от средств 106 скрепления сегмента до дистального конца бокового клапана предпочтительно обеспечивает область захвата. Предпочтительно, средство 106 скрепления сегмента расположено на расстоянии от проксимального конца 402 клапана. Например, средство 106 скрепления сегмента может быть расположено таким образом, чтобы его отделяло от проксимального конца 402 расстояние, составляющее от приблизительно  дюйма (~0,6 см) до 3 дюймов (~7,5 см) или более.
дюйма (~0,6 см) до 3 дюймов (~7,5 см) или более.
В последовательности разворачивания многосегментного изделия для стерилизации, представленной, например, на фиг. 10В и 10С, пространственное разнесение предпочтительно, поскольку оно вызывает отсоединение средства скрепления сегмента от барьерного сегмента (или другого компонента, к которому оно прикрепляется для удержания изделия для стерилизации в сложенном положении) до разворачивания краев барьерного сегмента.
Предполагается также, что эти расстояния (т.е. предназначенные для обеспечения области захвата "G" и пространственного разнесения средств 106 скрепления сегмента и проксимального конца 402 клапана) отдельно или в сочетании могут способствовать открыванию многосегментного изделия для стерилизации (см., например, фиг. 10В и 10С) посредством движения или направления, которое создает для разделения или разъединения средств 106 скрепления сегмента главным образом силы отрыва, а не силы сдвига. Такая конфигурация является предпочтительной, поскольку силы отрыва, необходимые для разделения средств скрепления сегмента, ниже, чем силы сдвига. При использовании механических застегивающих систем, таких как, например, застежек типа Velcro, или клеящих застегивающих систем, в которых клейкий материал наносится непосредственно на барьерный сегмент, конфигурация, способствующая отделению путем приложения силы отрыва, уменьшает количество сломанных волокон, что может уменьшить вероятность загрязнения. Эта конфигурация также позволяет пользователю отсоединить или отделить средства скрепления сегмента от материала, к которому они прикреплены, до разворачивания краев упаковки (например, первого края 120 и третьего края 124) для открывания упаковки. Кроме того, такая конфигурация помогает предотвратить введение руки пользователя внутрь упаковки под края (например, первый краем 120 и третий край 124) для отсоединения средств скрепления сегмента. Конфигурация по фиг. 8С также предоставляет пользователю некоторую свободу обращения со средствами скрепления сегмента для усиления зацепления между механическими застежками или клейким материалом и материалом, к которому он прикрепляется при складывании, а также для тугого натяжения материала при складывании.
Как видно на фиг. 10С, разворачивание боковых клапанов 400 обнажает разнесенные места 500 отрыва системы 300 отрывного клапана. Каждое место 500 отрыва захватывается пальцами в известном месте или положении, когда система 300 прикреплена к барьерному сегменту при помощи клеящего клапана или клеящего материала, и этот клапан или клеящий материал оттягивается вверх. Система 300 отрывного клапана и второй конец 118 барьерного сегмента оттягиваются от содержимого 200. Важно, чтобы разнесенные места 500 отрыва способствовали тому, чтобы первый край 120 и третий край 124 барьерного сегмента оставались по существу в плоском развернутом положении, что препятствует их складыванию обратно наверх и поверх содержимого 200.
В соответствии с настоящим изобретением, барьерный сегмент может состоять по меньшей мере из одного слоя дышащего нетканого материала. Предпочтительно, дышащий нетканый материал является слоистым материалом, состоящим из одного слоя волокон типа спанбонд, одного слоя волокон типа мелтблоун, и одного слоя волокон типа спанбонд, также называемым материалом спанбонд-мелтблоун-спанбонд. Способ изготовления этих слоев известен и описан в переуступленном патенте США №4041203, выданном на имя Brock et al., целиком включенном в настоящей документ путем ссылки. Материал, описанный в этом патенте, является трехслойным материалом со слоями спанбонд-мелтблоун-спанбонд, который обычно также называется "CMC". Два внешних слоя материала CMC являются материалом типа спанбонд, изготовленным из экструдированных полиолефиновых волокон или элементарных нитей, беспорядочно уложенных и затем соединенных друг с другом. Внутренний слой является слоем материала типа мелтблоун, также изготовленного из экструдированных полиолефиновых волокон, диаметр которых обычно меньше, чем диаметр волокон в слоях материала типа спанбонд. Таким образом, слой мелтблоун обеспечивает повышенные барьерные свойства за счет своей тонковолокнистой структуры, которая позволяет стерилизующему средству проходить через холст, при этом не допуская прохождения бактерий и других загрязнителей. Два наружных слоя спанбонд, напротив, обеспечивают повышенный запас прочности всего слоистого материала. Слоистый материал может быть изготовлен при помощи прерывистого соединительного узора, предпочтительно полученного путем по существу равномерного повторения узора по всей поверхности слоистого материала. Узор выбирают таким образом, что соединения могут занимать приблизительно от 5 до 50% от площади поверхности слоистого материала. Предпочтительно, соединения могут занимать приблизительно от 10 до 30% от площади поверхности слоистого материала. Возможны также другие сочетания и варианты этих материалов. В качестве неограничивающего примера, внутренний слой может содержать два слоя материала типа мелтблоун, так что полученный материал может называться спанбонд-мелтблоун-мелтблоун-спанбонд (СММС) "SMMS" (spanbond-meltblown-meltblown-spanbond).
Если барьерный сегмент состоит из материалов CMC или содержит такие материалы, базовая масса материала CMC может составлять от 1 унции/кв. ярд (приблизительно 33 г/м2) до приблизительно 3 унций/кв. ярд (100 г/м2). Например, базовая масса материала CMC может составлять от 1,2 унции/кв. ярд (40 г/м2) до приблизительно 2 унций/кв. ярд (67 г/м2). В другом примере базовая масса материала CMC может составлять от 1,4 унции/кв. ярд (47 г/м2) до приблизительно 1,8 унции/кв. ярд (60 г/м2). Базовая масса может быть определена в соответствии со стандартом ASTM D3776. Для обеспечения базовой массы, составляющей от приблизительно 2 унций/кв. ярд (67 г/м2) до приблизительно 5 унций/кв. ярд (167 г/м2) может быть использовано множество пластов или слоев материала CMC.
Проницаемость по Фрейзеру листового материала барьерного сегмента может составлять от 25 куб. футов/мин до приблизительно 500 куб. футов/мин (от 0,71 м3/мин до приблизительно 14,16 м3/мин). В еще одном примере проницаемость листового материала барьерного сегмента может составлять от 100 куб. футов/мин до приблизительно 300 куб. футов/мин (от ~2,8 м3/мин до ~8,5 м3/мин). Проницаемость по Фрейзеру, определяемая посредством измерения скорости прохождения воздушного потока через материал в кубических футах воздуха на квадратный фут материала в минуту при давлении 0,5 дюйма водяного столба (или 125 Па), определяли при помощи тестера воздухопроницаемости Фрейзера, поставляемого компанией Frazier Precision Instrument Company и измеряли в соответствии с методом 5450 федерального стандарта на методы испытания №19А.
Если барьерный сегмент состоит из материалов CMC, базовая масса которых составляет от приблизительно 1 унции/кв. ярд (33 г/м2) до приблизительно 2,6 унций/кв. ярд (87 г/м2), или содержит такие материалы, проницаемость барьерного сегмента может составлять менее 25 куб. футов в минуту (менее 0,71 м3/мин). Например, если базовая масса материалов CMC составляет от приблизительно 1 унции/кв. ярд (33 г/м2) до приблизительно 2,6 унций/кв. ярд (87 г/м2), то проницаемость барьерного сегмента, может составлять от приблизительно 20 куб. футов в минуту (~ 0,57 м3/мин) до приблизительно 75 куб. футов в минуту (~ 2,1 м3/мин) при определении в соответствии со стандартом ISO 9237:1995 (измеренная при помощи автоматизированного изделия для определения воздухопроницаемости с площадью головки 38 см2 при давлении испытания 125 Па, например, изделия для определения воздухопроницаемости TEXTEST FX 3300, поставляемого компанией TEXTEST AG, Швейцария). Если для обеспечения базовой массы от приблизительно 2 унций/кв. ярд (67 г/м2) до приблизительно 5 унций/кв. ярд (167 г/м2) используется множество пластов или слоев материала CMC, то проницаемость барьерного сегмента, определенная в соответствии со стандартом ISO 9237:1995, может составлять от приблизительно 10 куб. футов в минуту (~0,3 м3/мин) до приблизительно 30 куб. футов в минуту (~0,8 м3/мин).
Как уже было сказано, гибкое многосегментное изделие 100 для стерилизации может содержать по меньшей мере одну систему 300 отрывного клапана, проходящую от второго конца 118 барьерного сегмента 102. Система 300 отрывного клапана может быть выполнена из того же материала, что и барьерный сегмент, или из одного или более других материалов. Отрывной клапан является деталью, которая может захватываться пальцами для разворачивания второго конца 118 без нарушения стерильного поля, образованного развернутыми частями барьерного сегмента, контактирующими с содержимым. Система 300 отрывного клапана может прикрепляться к барьерному сегменту или может составлять единое целое с барьерным сегментом. В одном из аспектов изобретения, стык или переход между барьерным сегментом и прикрепленной к нему системой 300 отрывного клапана может быть соединен или модифицирован для получения жесткой конфигурации. В таких конфигурациях может применяться шов, такой как, например, прошивной шов, ультразвуковой сварной шов, клеевой шов, термомеханический шов (например, полученный посредством прутковой сварки), шов, полученный способом термообработки, или их сочетаний, для обеспечения достаточной плотности, жесткости или опоры для этой части барьерного сегмента таким образом, что складывание или сгибание барьерного сегмента при приложении силы к системе 300 отрывного клапана при разворачивании уменьшается или исключается. Чрезвычайно важным является сохранение стерильности содержимого при разворачивании. Например, второй край 122 и четвертый край 126 по фиг. 7В могут быть частично или по существу изготовлены, чтобы обеспечить такую конфигурацию. В другом примере, второй край 122 по фиг. 8А может быть частично или по существу соединен для обеспечения желаемой конфигурации. Еще в одном примере, второй край 122 и/или четвертый край 126 и пятый край 128 по фиг. 8А могут быть частично или по существу соединены для обеспечения желаемой конфигурации.
В одном из вариантов осуществления изобретения, изделие для стерилизации может дополнительно содержать один или более упрочняющих элементов в области приема содержимого. Помимо упрочнения барьерного сегмента упрочняющий элемент может определять область приема подлежащего стерилизации содержимого. Предполагается, что боковые клапаны могут проходить в область приема содержимого для упрочнения барьерного сегмента и/или определения области приема подлежащего стерилизации содержимого. Таким образом, нижеследующие рассуждения могут применяться к боковому клапану в том случае, если желательно, чтобы эта деталь также служила упрочняющим элементом, а не только обеспечивала область захвата для краев барьерного сегмента при разворачивании барьерного сегмента. Упрочняющие элементы могут содержать один или более слоев материалов, выбранных из волокнистых полотен, волокнистых полотен, непроницаемых пленок, проницаемых или пористых пленок, перфорированных пленок, пеноматериалов и их сочетаний. Например, волокнистое полотно может включать тканое и нетканое волокнистое полотно. Тканое полотно может содержать натуральные или синтетические материала или их смеси. Например, натуральный материал может быть тканым полотном из хлопчатобумажной пряжи, а синтетический материал может быть тканым полотном из полипропиленовой, полиэфирной или найлоновой пряжи и т.п., материал типа спанбонд, материал типа мелтблоун, кардованное полотно, полотно, полученное методами влажного формования или воздушной укладки, холст, полученный методом водоструйного скрепления, или слоистые материалы из этих полотен (например, спанбонд/мелтблоун/спанбонд). Такие нетканые материалы могут также включать натуральные или синтетические материалы или их смеси. Упрочняющие элементы могут содержать один или более слоев материала, выбранного из проницаемых или непроницаемых пленок или слоистых материалов из этих пленок. Проницаемые пленки могут быть перфорированными или микропористыми. Перфорированные пленки могут быть получены посредством механического перфорирования, вакуумного перфорирования или других имеющихся на рынке технологий.
Упрочняющие элементы могут являться отдельными зонами барьерного сегмента, содержащими дополнительный материал или обработанными для снижения риска возникновения повреждений барьерного сегмента в виде образующихся под давлением разрезов и отверстий, разрывов и т.п. в тех местах, где существует вероятность концентрации сил, прикладываемых содержимым к материалу барьерного сегмента. Предусматривается, что по сравнению с материалами барьерного сегмента упрочняющие элементы могут быть менее проницаемыми или даже непроницаемыми для горячего воздуха, пара или другого стерилизационного газа, при этом обеспечивая требуемую стерилизацию и выведение стерилизующего газа. Было обнаружено, что удовлетворительная стерилизация и выведение стерилизующего газа осуществляются, если проницаемость по Фрейзеру барьерного сегмента, в общем, превышает приблизительно 25 куб. футов в минуту (0,71 м3/мин). Таким образом, материал упрочняющего элемента может быть непроницаемым или менее проницаемым, чем барьерный сегмент, если барьерный сегмент обладает соответствующей проницаемостью (например, превышающей приблизительно 10 куб. футов в минуту (~0,3 м3/мин) и более предпочтительно, превышающий приблизительно 25 куб. футов в минуту (0,71 м3/мин).
Упрочняющие элементы могут также быть выполнены с возможностью определения области 130 приема содержимого барьерного сегмента 102. Альтернативно и/или дополнительно упрочняющие элементы могут быть выполнены с возможностью взаимодействия со средствами скрепления сегмента для определения области 130 приема содержимого барьерного сегмента 102. Например, упрочняющие элементы могут иметь вид отдельных частей, расположенных в области приема содержимого. На фиг. 11A-11D представлены гибкие многосегментные изделия 100 для стерилизации, состоящие из барьерного сегмента 102 и сегмента 108 защиты складок и дополнительно содержащие упрочняющие элементы 302 (боковые клапаны 400 и система 300 отрывного клапана не показаны).
На фиг. 11А представлено гибкое многосегментное изделие 100 для стерилизации, в котором четыре упрочняющих элемента 302 расположены на расстоянии друг от друга в области 130 приема содержимого барьерного сегмента 102, в общем, в местах, соответствующих углам лотка для стерилизации или аналогичного содержимого. На фиг. 11В представлено гибкое многосегментное изделие 100 для стерилизации, в котором два упрочняющих элемента 302 расположенных в разнесенных местах на барьерном сегменте 102 и проходящих от заданной линии 116 складки до четвертого края 126 и пятого края 128 барьерного сегмента 102, в общем, противоположных заданной линии 116 складки. Два упрочняющих элемента 302 расположены в области 130 приема содержимого в общем, в местах, соответствующих углам лотка для стерилизации или другого аналогичного содержимого. На фиг. 11С представлено гибкое многосегментное изделие 100 для стерилизации, в котором два упрочняющих элемента 302 расположены в разнесенных местах на барьерном сегменте 102, в общем, параллельно заданной линии 116 складки между двумя средствами 106 скрепления сегмента, расположенными на первом краю 120 и третьем краю 124 или примыкающими к этим краям. Два упрочняющих элемента 302 расположены в области 130 приема содержимого, в общем, в местах, соответствующих углам лотка для стерилизации или аналогичного содержимого. Предполагается, что упрочняющие элементы 302 могут проходить за края барьерного сегмента, и что выступающая часть упрочняющих элементов 302 может осуществлять функцию системы 300 отрывного клапана. Например, выступающая часть может складываться назад на вторую противоположную сторону 112 барьерного сегмента 102 (см., например, фиг. 7С и 8В).
На фиг. 11D представлено гибкое многосегментное изделие 100 для стерилизации, в котором два упрочняющих элемента 302 расположены на в разнесенных местах на барьерном сегменте 102 и сегменте 108 защиты складок. Два упрочняющих элемента 302 проходят, в общем, параллельно друг другу от дистального конца 144 сегмента 108 защиты складок до четвертого края 126 и пятого края 128 барьерного сегмента 102. Два упрочняющих элемента 302 расположены в области 130 приема содержимого в местах, соответствующих углам лотка для стерилизации или аналогичного содержимого.
Конечно, упрочняющие элементы могут быть выполнены в широком разнообразии форм, размеров и других конфигураций. На фиг. 12А и 12В представлены упрочняющие элементы 302. Упрочняющие элементы по фиг. 12А имеют в общем, треугольную форму. Упрочняющие элементы 302 по фиг. 12В состоят из нескольких перекрывающихся треугольных элементов. Альтернативно и/или дополнительно, упрочняющие элементы 302 по фиг. 12В могут быть выполнены из одного куска материала. Предусматриваются и другие формы и конфигурации, такие как, например, Н-образные, Х-образные и т.п.
В соответствии с одним из вариантов осуществления изобретения, одноразовое многосегментное изделие для стерилизации может быть выполнено на основе двух первичных кусков материала. На фиг. 13 представлено покомпонентное изображение одноразового гибкого многосегментного изделия 100 для стерилизации, демонстрирующее первый кусок (слой) 304 материала и второй кусок (слой) 306 материала. В этой конфигурации барьерный сегмент 102 определен областью перекрывания материала первого слоя 304 и второго слоя 306. В общем, эти слои могут соединяться путем склеивания, ультразвуковой сварки, термомеханического соединения и т.п. Предпочтительно слои соединяются по меньшей мере по двум краям или вплотную к этим краям и вдоль второго края. Например, слои могут соединяться вдоль первого края 120 и третьего края 124. Соединение может представлять собой сплошной шов, или край может частично соединяться только вдоль одной или нескольких его частей. Альтернативно и/или дополнительно, соединение может быть прерывистым или непрерывным вдоль всего соответствующего края или его части. Конечно, соединяться могут также другие края, или слои могут соединяться друг с другом по все площади поверхности или ее частям. Область, в которой первый слой 304 материала не перекрывается со вторым слоем 306 материала, образует сегмент 108 защиты складок. В общем, первый слой 304 материала и второй слой 306 материала могут состоять из одного и того же материала или из разных материалов. Например, первый слой 304 материала может быть одним слоем или множеством слоев нетканого материала типа спанбонд, облегченного нетканого слоистого материала или материала, не имеющего того уровня барьерных свойств (или других характеристик), которые необходимы для барьерного сегмента. Второй слой 306 материала предпочтительно имеет более высокий уровень барьерных свойств, чем первый слой 304 материала. Например, второй слой 306 материала может быть слоистым материалом из нетканых холстов, таким как материал CMC. Второй слой 306 материала может отличаться от первого слоя 304 по цвету и/или узору. Например, первый слой 304 материала может иметь первый цвет (например, голубой), темный цвет или определенный цвет по цветовой шкале, а второй слой 306 материала может быть бесцветным (например, белым), иметь второй цвет (например, светлый) или определенный цвет по цветовой шкале, контрастирующий с первым цветом. Предполагается, что различие или контраст между первым слоем 304 материала и вторым слоем 306 материала могут служить индикатором ослабления барьерных свойств барьерного сегмента.
На фиг. 14 представлен покомпонентный вид в поперечном разрезе одноразового гибкого многосегментного изделия 100 для стерилизации (боковые клапаны 400 не показаны), демонстрирующий первый слой 304 материала и второй слой 306 материала. В этой конфигурации первый слой 304 материала и второй слой 306 материала перекрываются, определяя барьерный сегмент 102. Область, в которой первый слой 304 материала и второй слой 306 материала не перекрываются, образует сегмент 108 защиты складок. Вид в поперечном разрезе демонстрирует упрочняющие элементы 302, которые могут быть расположены на первой поверхности 110, предпочтительно определяя область 130 приема содержимого барьерного сегмента 102. Альтернативно и/или дополнительно упрочняющие элементы 302 могут быть расположены на второй поверхности 112, противоположной первой поверхности барьерного сегмента.
Существует множество видов повреждений стерилизационной обертки, включая разрывы, разрезы, проколы, отверстия или другие прорывы. Любые повреждения могут иметь серьезные последствия. Наиболее обычными видами повреждений считаются разрывы, отверстия или прорези, которые инициируются лотком для стерилизации или другим содержимым, обернутым или иным образом огражденным стандартным стерилизационным обертывающим холстом. Иными словами, считается, что разрывы, разрезы или отверстия начинаются на поверхности контакта между лотком для стерилизации или другим содержимым и стерилизационным оберточным холстом и распространяются изнутри стерилизационного оберточного холста, проникая наружу через материал и в конечном счете приводя к прорыву. Соответственно, множество усилий было направлено на разработку элементов защиты углов и других типов защиты, которые размещаются между лотком для стерилизации или другим содержимым и стерилизационной оберткой.
В одном из аспектов изобретения было обнаружено, что образующиеся под давлением отверстия и разрезы, при которых примыкающие к отверстию или разрезу волокна оказываются сплавленными или "сваренными" друг с другом, наиболее часто распространяются от наружной поверхности упаковки (т.е. содержимого, огражденного стерилизационным оберточным холстом), а не от лотка для стерилизации или другого содержимого, обернутого или иным образом огражденного стандартным стерилизационным оберточным холстом. В изделиях для стерилизации по предпочтительным вариантам осуществления упрочняющие элементы 302 расположены на второй поверхности 112, противоположной первой поверхности барьерного сегмента, обеспечивая дополнительное неожиданное преимущество, поскольку вторая поверхность 112 барьерного сегмента 102, противоположная его первой поверхности, является той частью одноразового гибкого многосегментного изделия 100 для стерилизации, которая не контактирует с содержимым (например, лотком для стерилизации) и которая обычно образует наружную поверхность обернутой упаковки. Предполагается, что упрочняющие элементы 302, расположенные на второй поверхности 112, противоположной первой поверхности, обеспечивают более эффективную защиту от образующихся под давлением отверстий и разрезов, поскольку такие отверстия и разрезы обычно распространяются от наружной поверхности обернутой упаковки. Не желая быть связанными какой-либо конкретной теорией, авторы изобретения полагают, что образующиеся под давлением отверстия и разрезы наиболее часто образуются в тех случаях, когда огороженное стерилизационной оберткой содержимое один или множество раз входит в контакт с неровной поверхностью с достаточной силой таким образом, что неровная поверхность концентрирует силу, которая генерирует энергию, приводящую к повреждению.
В соответствии с настоящим изобретением, барьерный сегмент, сегмент защиты складок и/или упрочняющие элементы (если такие имеются) предпочтительно могут быть изготовлены из термопластичных материалов, пригодных для совместной переработки. То есть, предпочтительно, чтобы некоторые из этих деталей или все эти детали были изготовлены из одного и того же или аналогичных материалов таким образом, чтобы их можно было перерабатывать совместно. Например, эти детали могут состоять из нетканых материалов и/или композиционных материалов (например, пленки и нетканых слоистых материалов), изготовленных из полиолефина (например, полипропилена, полиэтилена и их сочетаний). Также предпочтительно, чтобы боковые клапаны и/или отрывные клапаны (если отрывные клапаны имеются) были изготовлены из одного и того же или аналогичных материалов таким образом, чтобы их можно было перерабатывать совместно с другими деталями (т.е. барьерным сегментом, сегментом защиты складок и упрочняющими элементами (если упрочняющие элементы имеются)). Однако одна или более деталей (например, сегмент защиты складок, упрочняющие элементы, боковые клапаны, средства скрепления сегмента и т.д.) могут быть изготовлены или могут содержать части, изготовленные из материалов, непригодных для совместной переработки с другими деталями. В соответствии с одним из аспектов изобретения, такие несовместимые детали могут быть выполнены с возможностью отделения от совместимых деталей, так чтобы можно было перерабатывать только совместимые детали. Этого можно добиться путем использования отделяемых конструкционных клейких материалов, так что один или более несовместимых компонентов могут быть удалены, и/или путем внедрения ломких частей, так чтобы несовместимые компоненты могли отделяться. Предполагается, что средства скрепления сегмента могут содержать несовместимые материалы. В одном из вариантов осуществления, средства скрепления сегмента могут быть расположены на боковых клапанах. В такой конфигурации боковые клапаны могут соединяться с барьерным сегментом при помощи слабого клейкого материала, так чтобы боковые клапаны можно было удалить при приложении соответствующей силы (например, силы, превышающей силу прикрепления боковых клапанов друг к другу или к части области покрытия содержимого в сложенном положении вокруг содержимого для стерилизации). Альтернативно и/или дополнительно, боковые клапаны могут содержать линию разрыва, перфорацию или ослабленную часть таким образом, чтобы боковой клапан мог легко отделяться от барьерного сегмента.
Настоящее изобретение также относится к системе или способу скрепления с возможностью отсоединения гибкого многосегментного изделия для стерилизации вокруг подлежащего стерилизации изделия. Система содержит барьерный сегмент, как, в общем, описано выше. Например, барьерный сегмент состоит из проницаемого барьерного материала, обладающего барьерными свойствами. Барьерный сегмент содержит первую поверхность и вторую поверхность, противоположную первой, первый конец и второй конец, противоположный первому концу, первый край и третий край, причем каждый из этих краев проходит, в общем, перпендикулярно по отношению к первому концу, и второй край, в общем, противоположный первому концу. Барьерный сегмент также содержит индикатор, в общем, проходящий приблизительно от первого края приблизительно до второго края, который может быть расположен на барьерном сегменте, и/или, как вариант, упрочняющие элементы, соединенные с барьерным сегментом. Индикатор проходит, в общем, параллельно краевой зоне "Е" первого конца барьерного сегмента и расположен на расстоянии от этой краевой зоны в направлении средней линии барьерного сегмента, определяя верхнюю границу области приема содержимого. Максимальная ширина барьерного сегмента является расстоянием от первого края до третьего края, а его максимальная длина является расстоянием от первого конца до второго конца, причем барьерный сегмент содержит среднюю линию, проходящую перпендикулярно длине между первым краем и третьим краем, в общем, разделяя барьерный сегмент на область приема содержимого, проходящую приблизительно от первого конца до средней линии, и область покрытия содержимого, проходящую от средней линии приблизительно до второго конца.
Система содержит сегмент защиты складок, проходящий от барьерного сегмента. Сегмент защиты складок содержит проксимальный конец, в общем, примыкающий к барьерному сегменту, и дистальный конец, в общем, противоположный проксимальному концу, таким образом, что дистальный конец сегмента защиты складок покрывает один или более краев барьерного сегмента и боковые клапаны после складывания боковых и концевых частей барьерного сегмента.
Система содержит боковые клапаны, расположенные между первым концом и средней линией барьерного сегмента и на первом и третьем краях или вблизи этих краев. Боковые клапаны содержат части захвата для складывания и разворачивания барьерного сегмента. Система также содержит средства скрепления сегмента. Средства скрепления барьерного сегмента предпочтительно расположены между верхней границей области приема содержимого и средней линией барьерного сегмента. Более предпочтительно средства скрепления барьерного сегмента расположены на боковых клапанах на расстоянии от проксимального конца бокового клапана для обеспечения части захвата и на расстоянии от дистального конца бокового клапана для упрощения отсоединения средства скрепления сегмента от барьерного сегмента (или другой детали, к которой они прикреплены для удержания изделия для стерилизации в сложенном положении) перед разворачиванием краев барьерного сегмента.
В системе по настоящему изобретению боковые клапаны и средства скрепления сегмента выполнены с возможностью: (i) соединения боковых клапанов друг с другом и/или с частью области покрытия содержимого после того, как барьерный сегмент сложен по средней линии или вблизи нее таким образом, чтобы плотно свести его второй конец с его первым концом; (ii) прикрепления боковых клапанов друг к другу и/или к части области покрытия содержимого в сложенном положении вокруг подлежащего стерилизации содержимого с возможностью разделения первого края и третьего края путем приложения силы, составляющей по меньшей мере приблизительно 5 грамм-силы и не превышающей 400 грамм-силы; и (iii) отсоединения средств скрепления сегмента от боковых клапанов и/или части области покрытия содержимого, к которым их прикрепляют перед складыванием краев барьерного сегмента.
В способе по настоящему изобретению боковые клапаны и средства скрепления сегмента используются в сочетании на следующих этапах: (i) складывание первого и третьего краев при помощи боковых клапанов наверх и поверх области приема содержимого после того, как барьерный сегмент сложен по средней линии или вблизи нее таким образом, чтобы плотно свести его второй конец с его первым концом; прикрепление боковых клапанов друг к другу или к части области приема содержимого при помощи средств скрепления сегмента; и (iii) отсоединение средств скрепления сегмента от барьерного сегмента (или другой детали, к которой они прикреплены для удержания изделия для стерилизации в сложенном состоянии) путем приложения силы, составляющей по меньшей мере приблизительно 5 грамм-силы и не превышающей 400 грамм-силы, перед разворачиванием краев барьерного сегмента. Предпочтительно средства скрепления сегмента на боковых клапанах расположены таким образом, что для отсоединения средств скрепления сегмента требуется захватить пальцами область "G" захвата и потянуть таким образом, чтобы создать главным образом силы отрыва, а не силы сдвига.
На фиг. 16A-16D представлен детальный чертеж бокового сегмента и средств скрепления сегмента при разворачивании изделия для стерилизации как часть системы или способа по настоящему изобретению.
На фиг. 16А представлен вид сверху изделия с сегментом 108 защиты складок, оттянутым назад, чтобы обнажить боковые клапаны 400, соединенные с первым краем 120 и третьим краем 124 (см., например, фиг. 10В). Средства 106 скрепления сегмента обозначены пунктирными линиями, поскольку они расположены под боковыми клапанами 400 и скреплены со вторым концом 118 барьерного сегмента 102.
На фиг. 16В представлен детальный чертеж по фиг. 16А, демонстрирующий боковой разрез бокового сегмента и средства скрепления сегмента. Как можно видеть на фиг. 16В, боковой клапан 400 имеет дистальный конец 412 с областью "G" захвата и проксимальный конец 402. На чертеже проксимальный конец 402 соединен с краем барьерного сегмента. На этом чертеже, приведенном в виде неограничивающего примера, проксимальный конец 402 соединен с третьим краем 124 барьерного сегмента. Боковой клапан 400 содержит средство 106 скрепления сегмента, которое прикрепляет боковой клапан (и край 124 барьерного сегмента) ко второму концу 118 барьерного сегмента 102.
На фиг. 16С представлен детальный чертеж по фиг. 16В, демонстрирующий боковой разрез бокового сегмента и средства скрепления сегмента при разворачивании изделия для стерилизации пользователем. Пользователь захватывает область G на дистальном конце 412 бокового клапана 400 и начинает оттягивать боковой клапан вверх для отсоединения средства 106 скрепления сегмента от второго конца 118 барьерного сегмента 102. Как показано на фиг. 16D, средство 106 скрепления сегмента расположено таким образом, что оно отделяется от дистального конца 412 бокового клапана 400, образуя область G захвата. Это расстояние между дистальным концом средства скрепления сегмента и дистальным концом клапана может составлять от приблизительно  дюйма (~1,25 см) до 4 дюймов (~10 см) или более. Область G захвата системы или способ по настоящему изобретению предназначены для упрощения открывания многосегментного изделия для стерилизации посредством движения или направления, обеспечивающего главным образом силы отрыва, а не силы сдвига, для отделения или отсоединения средства 106 скрепления сегмента. Такая конфигурация является предпочтительной, поскольку сила отрыва, необходимая для отделения средства скрепления сегмента, ниже, чем сила сдвига.
дюйма (~1,25 см) до 4 дюймов (~10 см) или более. Область G захвата системы или способ по настоящему изобретению предназначены для упрощения открывания многосегментного изделия для стерилизации посредством движения или направления, обеспечивающего главным образом силы отрыва, а не силы сдвига, для отделения или отсоединения средства 106 скрепления сегмента. Такая конфигурация является предпочтительной, поскольку сила отрыва, необходимая для отделения средства скрепления сегмента, ниже, чем сила сдвига.
Кроме того, средство 106 скрепления сегмента может быть расположено таким образом, чтобы от проксимального конца 402 клапана его отделяло расстояние, составляющее от приблизительно  дюйма (~0,6 см) до 3 дюймов (~7,6 см) или более. В последовательности разворачивания многосегментного изделия для стерилизации с применением системы или способа по настоящему изобретению разделительное расстояние является предпочтительным, поскольку оно позволяет отсоединить средство скрепления сегмента от барьерного сегмента (или другой детали, к которой оно прикреплено для удержания изделия для стерилизации в сложенном положении) до разворачивания краев барьерного сегмента.
дюйма (~0,6 см) до 3 дюймов (~7,6 см) или более. В последовательности разворачивания многосегментного изделия для стерилизации с применением системы или способа по настоящему изобретению разделительное расстояние является предпочтительным, поскольку оно позволяет отсоединить средство скрепления сегмента от барьерного сегмента (или другой детали, к которой оно прикреплено для удержания изделия для стерилизации в сложенном положении) до разворачивания краев барьерного сегмента.
Примеры
Ниже настоящее изобретение будет описано с помощью примеров. Однако эти примеры не следует рассматривать как каким бы то ни было образом ограничивающие объем или сущность настоящего изобретения.
Измерения прочности на отрыв и прочности на сдвиг проводились для прикрепления имеющегося на рынке крючкового материала застежки, поставляемого под торговым названием Low Profile Hook Fastener 7334 (полиолефин) компанией 3М Corporation, г. Сент-Пол, Миннесота, США, к двум различным нетканым слоистым холстам. Каждый из нетканых слоистых холстов является слоистым материалом из двух слоев нетканого материала типа спанбонд и одного слоя нетканого материала типа мелтблоун между ними, также называемым холстом "CMC", поставляемого компанией Kimberly-Clark Corporation, г. Розуэлл, Джорджия, США.
Были испытаны образцы одного и того же крючкового материала застежки, но трех разных размеров - один комплект содержал образцы шириной 1 дюйм (~2,5 см) и длиной 4 дюйма (~10 см); второй комплект содержал образцы шириной  дюйма (~1,25 см) и длиной 4 дюйма (~10 см); третий комплект содержал образцы шириной 1 дюйм (~2,5 см) и длиной 3 дюйма (~7,5 см). Считается, что Low Profile Hook Fastener 7334 имеет крючковый элемент типа шляпки гриба.
дюйма (~1,25 см) и длиной 4 дюйма (~10 см); третий комплект содержал образцы шириной 1 дюйм (~2,5 см) и длиной 3 дюйма (~7,5 см). Считается, что Low Profile Hook Fastener 7334 имеет крючковый элемент типа шляпки гриба.
Нетканые слоистые холсты служили наружным слоем или пластом многосегментного изделия для стерилизации, и их базовая масса составляла 1,85 унции/кв. ярд (~62 г/м2) или 2,57 унций/кв. ярд (~86 г/м2). Измерения для зацепления крючкового материала застежки с холстами CMC с базовой массой 85 унций/кв. ярд (~62 г/м2) и 2,57 унций/кв. ярд (~86 г/м2) проводились с холстами CMC, стерилизованными паром и стерилизованными этиленоксидом.
Измерения, результаты которых сведены в таблицах А и В, проводились в соответствии со стандартом ASTM D5170-98 (2010) на определение прочности на отрыв (также называемой силой отрыва) и в соответствии со стандартом ASTM D5169-98 (2012) на определение прочности на сдвиг (также называемой предельной прочностью на сдвиг, силой сдвига или максимальной силой сдвига); процедуры этих испытания будут описаны ниже. При испытаниях на прочность на отрыв применяли скорость крейцкопфа 12 дюймов в минуту (~30 см/мин) и базовую длину 1 дюйм (~2,5 см). При испытаниях на прочность на сдвиг применяли скорость крейцкопфа 12 дюймов в минуту (~30 см/мин) и базовую длину 3 дюйма (~7,5 см).
Измерения проводились для крючкового материала застежки, прикрепленного к "узорной" (Р) и "прижимной" (А) стороне холстов CMC, с крючком размером 1 дюйм (~2,5 см), совпадающим с поперечным машинному направлением холстов CMC. Для удобства машинное направление называется "направлением длины" изделия или "ориентацией 0 градусов", а поперечное машинному направление называется "направлением ширины" изделия или "ориентацией 90 градусов" изделия или материала. На фиг. 15А крючковый материал застежки имеет ориентацию "0 градусов" относительно холста CMC для определения значений прочности на отрыв. На фиг. 15В крючковый материал застежки имеет ориентацию "0 градусов" относительно холста CMC для определения значений прочности на сдвиг. Т.е. на фиг. 15А и 15В крючковый материал застежки тянется в направлении стрелки "А", и машинное направление или "ориентация 0 градусов" холста CMC также проходит в направлении стрелки "А". Крючковый материал застежки удерживался в одном зажиме (в том, который перемещался) испытательного изделия таким образом, что его длина, составляющая 4 дюйма (~10 см), проходила в направлении движения зажима, а холст был неподвижно закреплен в другом зажиме.
Измерения также проводились для крючкового материала застежки шириной 1 дюйм (~2,5 см), прикрепленного к узорной стороне холстов CMC в двух различных ориентациях: (i) измерение крючка, составляющее 1 дюйм (~2,5 см), совпадало с поперечным машинному направлением холстов (направление длины изделия или ориентация "90 градусов"); (ii) измерение крючка, составляющее 1 дюйм (~2,5 см), проходило в ориентации "45 градусов" относительно и машинного, и поперечного машинному направлениях холстов. Для этих ненулевых ориентаций крючковый материал застежки удерживался в одном зажиме (том, который перемещался) испытательного изделия, так что измерение, составляющее 4 дюйма (~10 см), проходило в направлении перемещения зажима, а холст был неподвижно закреплен в другом зажиме. Крючковый материал застежки тянули в направлении стрелки "А", проходящем в соответствии с ориентацией холста (например, в "ориентации 90 градусов" или "ориентации 45 градусов").
Испытание на отрыв
1.1. Это испытание предназначено для определения прочности на отрыв, необходимой для отделения барьерного сегмента от средства скрепления сегмента.
1.2. Образец для испытаний состоит из средства 106 скрепления сегмента и части барьерного сегмента 102, к которой оно прикрепляется. Образец для испытаний содержит средство скрепления сегмента, непосредственно граничащее с желаемой поверхностью части барьерного сегмента. Часть барьерного сегмента, содержащая по меньшей мере наружный лист должна иметь "длину" по меньшей мере 5 дюймов (~12,5 см) и "ширину" 4 дюйма (~10 см) при "длине" барьерного сегмента в направлении желаемой ориентации и "шириной", перпендикулярной "длине". Наружная поверхность части барьерного сегмента, т.е. сторона, входящая в зацепление со средством скрепления сегмента, перекрывает средство скрепления сегмента, покрывая его таким образом, чтобы длины части барьерного сегмента и средства скрепления сегмента совпадали, и средство скрепления сегмента находилось приблизительно по центру относительно ширины части барьерного сегмента. Первоначальное совмещение средства скрепления сегмента и части барьерного сегмента осуществляют способом, описанным в ASTM D5170-98 (2010). Чтобы соединить средство скрепления сегмента с частью барьерного сегмента для проведения испытаний, осуществляют пять циклов прохождения соответствующего валика через образец для испытания в направлении длин, причем валик отцентрирован по ширине средства скрепления сегмента. Соответствующее валковое устройство имеет массу 4,5 фунта (~1,8 кг) и содержит резиновое покрытие вокруг вала. Подходящим валом является деталь номер HR-100, поставляемая компанией Chemsultants International, центральный офис которой расположен в г. Ментор, Огайо, США. После завершения циклов приблизительно 1 дюйм конца средства скрепления сегмента в направлении длины отделяется от части барьерного сегмента.
1.3. Отделенный конец средства скрепления сегмента и примыкающий к нему (свободный) конец части барьерного сегмента соответственно зажимают в двух противоположных губках шириной 4 дюйма (~10 см) разрывной испытательной машины, как показано на фиг. 15А, для испытания на отрыв. Расстояние между губками составляет 1 дюйм (~2,5 см). Скорость крейцкопфа составляет 12 дюймов в минуту (~30 см/мин). Средство скрепления сегмента отцентрировано и зажато в перемещающемся захвате. Сила, необходимая для отделения части барьерного сегмента от средства скрепления сегмента, измеряется при перемещении захватов друг от друга в направлении стрелки "А". Полученные результаты выражены в единицах грамм-сила; чем больше значение показателя, тем сильнее зацепление.
Испытание на сдвиг
2.1. Это испытание предназначено для определения предельной прочности на сдвиг, измеряемой в единицах грамм-силы, необходимой для отделения барьерного сегмента от средства скрепления сегмента.
2.2. Образец для испытаний состоит из средства 106 скрепления сегмента и части барьерного сегмента 102, к которой оно прикрепляется. Часть барьерного сегмента, содержащая по меньшей мере наружный лист, должна иметь "длину" по меньшей мере 5 дюймов (~12,5 см) (при этом "длина" барьерного сегмента ориентирована в направлении желаемой ориентации) и "ширину" 4 дюйма (~10 см), перпендикулярную "длине". Наружная поверхность части барьерного сегмента, т.е. сторона, входящая в зацепление со средством скрепления сегмента, перекрывает средство скрепления сегмента, покрывая 2 дюйма (~2,5 см) его длины при совпадающих направлениях длины; средство скрепления сегмента приблизительно отцентрировано относительно ширины части барьерного сегмента. Первоначальное совмещение средства скрепления сегмента и части барьерного сегмента осуществляют способом, описанным в ASTM D5169-98 (2012). Чтобы соединить средство скрепления сегмента с частью барьерного сегмента для проведения испытаний, осуществляют пять циклов (следует отметить, что в ASTM D5169-98 (2012) указаны три цикла) прохождения соответствующего валика через образец для испытания в направлении длин, причем валик отцентрирован по ширине средства скрепления сегмента.
2.3. Незакрепленный конец средства скрепления сегмента отцентрирован и зажат в подвижном захвате шириной 4 дюйма (~10 см) разрывной испытательной машины, а противоположный конец части барьерного сегмента зажат в другом захвате шириной 4 дюйма (~10 см) разрывной испытательной машины, как показано на фиг. 15В. Расстояние между захватами составляет 3 дюйма (~7,5 см). Скорость крейцкопфа составляет 12 дюймов в минуту (~30 см/мин). Сила, необходимая для отделения части барьерного сегмента от средства скрепления сегмента, измеряется при перемещении захватов друг от друга в направлении стрелки "А". Полученные результаты выражены в единицах грамм-сила; чем больше значение показателя, тем сильнее зацепление.
Результаты испытаний на силу отрыва и на максимальную силу сдвига приведены в таблицах А и В.
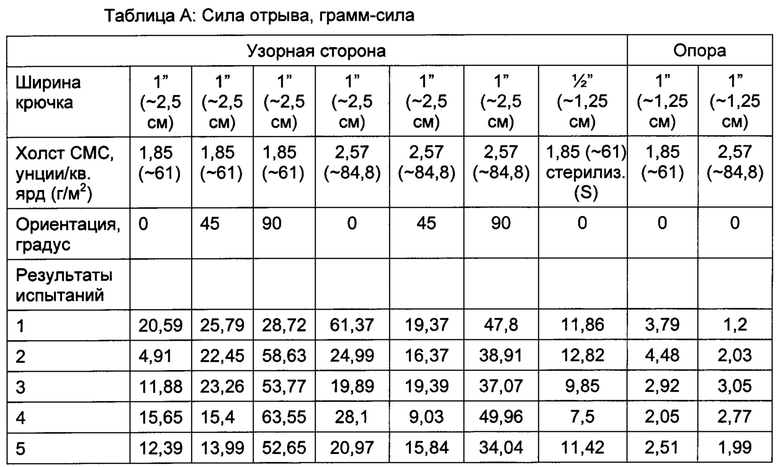
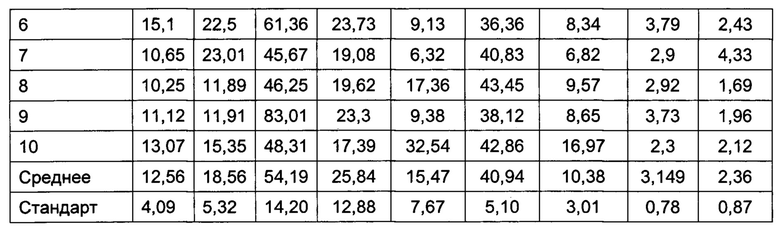
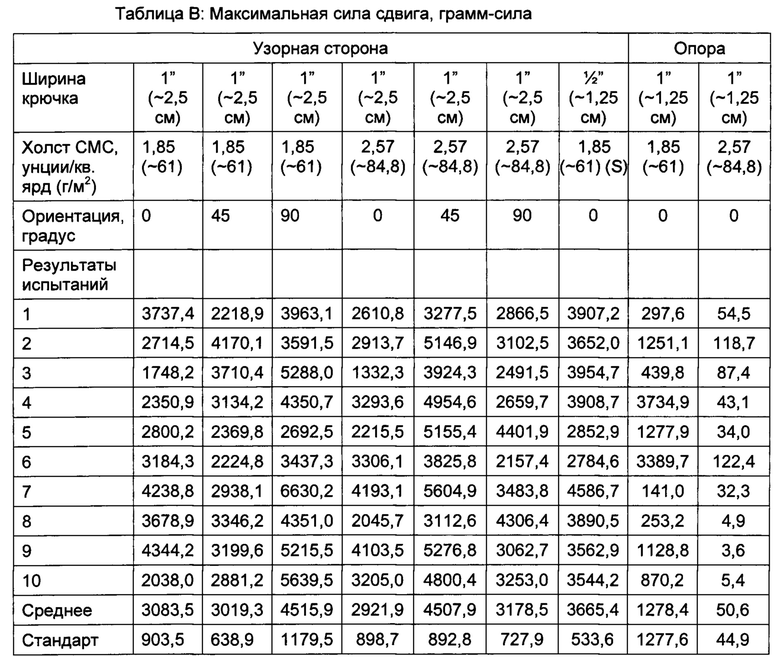
Результаты, приведенные в таблицах А и В показывают, что крючковый материал застежки входит в зацепление с узорной стороной холста сильнее, чем с опорной стороной. (Опорной стороной холста является поверхность, которая контактирует с гладким каландровым валом в процессе термического точечного соединения; узорной стороной холста является поверхность, которая контактирует с трехмерным узорным валом, и вследствие этого узорная сторона получает отпечаток узорного вала). Поскольку эта разница между сторонами определяет значения отрыва и сдвига, поверхность холста, образующая наружную поверхность наружного листа в изделии, является важным конструктивным параметром при использовании крючкового материала застежки в качестве средства скрепления сегмента. Кроме характеристик холста, крючковый элемент и его разнесение (в одной или нескольких группах) важны для обеспечения достаточных критериев скрепления и отсоединения.
Хотя другие типы крючковых материалов застежки оценивали с диапазоном подходящих холстов CMC, конкретный крючковый материал застежки 3М показал удовлетворительное скрепление и отсоединение при испытаниях в условиях, имитирующих эксплуатационные, для узорных поверхностей холстов CMC с базовой массой 1,85 унции/кв. ярд (~61 г/м2) и 2,57 унций/кв. ярд (~84,8 г/м2). Минимальная сила отрыва составляет 4,91 г (таблица R). Минимальное значение для максимальной силы сдвига составляет 1332 г. Поскольку ориентация холста относительно крючкового материала застежки влияет на результат, что особенно выражено для обоих испытанных холстов при силах отрыва, имеющих ориентацию 0 и 90 градусов, это может быть другим влияющим фактором, который следует учитывать при выборе сочетания холста и застежки и их размещения для использования в соответствующих изделиях.
Результаты показывают, что значения зацепления крючкового материала застежки шириной 1 дюйм и шириной  дюйма с одним и тем же типом холста (CMC с базовой массой 1,85 унции/кв. ярд (~61 г/м2)), перекрываются. Предполагается, что один этап приготовления образцов для испытания является влияющим фактором: в процедурах ASTM одно и то же предварительно взвешенное изделие прокатывается по крючковому материалу застежки, вдавливая его в полосы холста шириной
дюйма с одним и тем же типом холста (CMC с базовой массой 1,85 унции/кв. ярд (~61 г/м2)), перекрываются. Предполагается, что один этап приготовления образцов для испытания является влияющим фактором: в процедурах ASTM одно и то же предварительно взвешенное изделие прокатывается по крючковому материалу застежки, вдавливая его в полосы холста шириной  дюйма и 1 дюйм (~1,25 см и ~2,5 см), что означает, что полоса шириной
дюйма и 1 дюйм (~1,25 см и ~2,5 см), что означает, что полоса шириной  дюйма (~1,25 см) подвергается большему давлению сжатия, чем полоса шириной 1 дюйм (~2,5 см). Это большее давление для застежки шириной
дюйма (~1,25 см) подвергается большему давлению сжатия, чем полоса шириной 1 дюйм (~2,5 см). Это большее давление для застежки шириной  дюйма (~1,25 см) вероятно усиливает проникновение и, следовательно, усиливает зацепление отдельного крючкового элемента с холстом по сравнению с полосой шириной 1 дюйм (~2,5 см), что ясно показывают значения максимальной силы сдвига. Опять же, это подчеркивает важность получения достаточного зацепления между застежкой и холстом, какими бы ни были размеры и параметры крючкового материала застежки и холстов.
дюйма (~1,25 см) вероятно усиливает проникновение и, следовательно, усиливает зацепление отдельного крючкового элемента с холстом по сравнению с полосой шириной 1 дюйм (~2,5 см), что ясно показывают значения максимальной силы сдвига. Опять же, это подчеркивает важность получения достаточного зацепления между застежкой и холстом, какими бы ни были размеры и параметры крючкового материала застежки и холстов.
Для дополнительных измерений силы отрыва использовали застежку Hook Fastener 7334 шириной 1 дюйм (~2,5 см) при длине 4 дюйма (~10 см) и шириной 1 дюйм (~2,5 см) при длине 3 дюйма (~7,5 см) с холстами CMC с базовой массой 1,85 унции/кв. ярд (~61 г/м2) и 2,57 унций/кв. ярд (~84,8 г/м2). Холсты CMC включали холсты, подвергавшиеся стерилизационной обработки паром и этиленоксидом. Измерения силы отрыва проводили с применением одного способа подготовки образца для испытания и скорости крейцкопфа, описанных для PEEL TEST PROCEDURE (процедура испытания на отрыв), но со следующими модификациями: крючковый материал застежки закреплен на боковых клапанах путем адгезионного соединения между некрючковой стороной материала застежки и поверхностью боковых клапанов (базовая масса холста ПРИЕМА боковых клапанов составляла 1,85 унции/кв. ярд (~61 г/м2) при базовой массе холста барьерного сегмента 1,85 унции/кв. ярд (~61 г/м2) и 2,57 унций/кв. ярд (~84,8 г/м2) при базовой массе холста барьерного сегмента 2,57 унций/кв. ярд (~84,8 г/м2); отделение крючков от холста ПРИЕМА осуществляли поперек 1-дюймого измерения крючкового материала застежки, т.е. 1-дюймовое измерение крючкового материала застежки было направлено по стрелке "А" по фиг. 15; зацепленный материал ПРИЕМА (узорная сторона) и поддерживающий боковой клапан были обрезаны до 4 дюймов (~10 см) по 4-дюймовому или 3-дюймовому измерению крючкового материала застежки после подготовки образца для испытаний; и незацепленные концы образцов были зажаты в 4-дюймовых захватах с зацепленным крючковым материалом застежки и холстом CMC, отцентрированным между захватами.
В таблице С приведены результаты, где значения грамм-сила являются средними по 30 отдельным испытаниям, а "Стд. Отклонение" является средним отклонением на этих 30 отдельных испытаниях. В столбце "Стерилизационная обработка" значение "нет" означает необработанных холст, "H2O 1-3" обозначает соответствующие циклы стандартной паровой стерилизации, применяемой в больницах, т.е. H2O 1 - паровая стерилизация с предварительным вакуумом при 273°F (~134°С) в течение 3 мин, H2O 2 - паровая стерилизация с предварительным вакуумом при 270°F (~132°С) в течение 4 мин, H2O 3 - паровая стерилизация с предварительным вакуумом при 273°F (~134°С) в течение 30 мин, а "ЕО" означает, что образец был помещен в условия этиленоксидной стерилизации. Наблюдение за открыванием (разворачиванием) обернутых изделий для стерилизации, содержащих холсты по таблице U в качестве наружных поверхностей и средства скрепления сегмента по таблице U, показывают удовлетворительное стерильное открывание и отсутствие трудностей при отщеплении крючкового материала застежек от барьерных сегментов. Такие наблюдения показывают, что все значения силы отрыва, фигурирующие в таблице U, т.е. средние значения и верхнее и нижнее граничные значения (т.е. среднее значение плюс-минус соответствующее стандартное отклонение) являются удовлетворительными значениями, позволяющими конечному пользователю легко отсоединить средства скрепления сегмента от барьерного сегмента.
Для дополнительных измерений силы сдвига использовали крючковый материал застежки длиной 4 дюйма и 3 дюйма при ширине 1 дюйм и холсты CMC с базовой массой 1,85 унции/кв. ярд (~61 г/м2) и 2,57 унций/кв. ярд (~84,8 г/м2) по таблице С. Холсты CMC подвергались стерилизационной обработке, описанной в таблице С.
Измерения силы сдвига проводили с применением одного способа подготовки образца для испытания и скорости крейцкопфа, описанных для SHEAR TEST PROCEDURE (процедура испытания на сдвиг), но со следующими модификациями: крючковый материал застежки закреплен на боковых клапанах путем адгезионного соединения между некрючковой стороной материала застежки и поверхностью боковых клапанов при значениях по таблице С; наружная поверхность холста (CMC) части барьерного сегмента перекрывала весь крючковый материал застежки, закрепленный на боковом клапане, и машинное направление холста барьерного сегмента было выровнено по длине крючкового материала застежки; а зацепленный холст CMC с закрепленным на нем образцом для испытаний крючкового материала застежки был размещен таким образом, что крючковый материал застежки шириной в 1 дюйм был отцентрирован между захватами, а барьерный холст CMC был зажат в неподвижном захвате, а боковой клапан, несущий крючковый материал застежки, был зажат в подвижном захвате.
Полученные средние значения для 30 отдельных испытаний и соответствующие стандартные отклонения (Стд. Откл.) приведены в таблице D. Описанные выше наблюдения за открываниями показывают, что все значения силы сдвига (включая нижнее и верхнее предельные значения) являются удовлетворительными значениями, позволяющими конечному пользователю легко отсоединить средства скрепления сегмента от барьерного сегмента по настоящему изобретению.
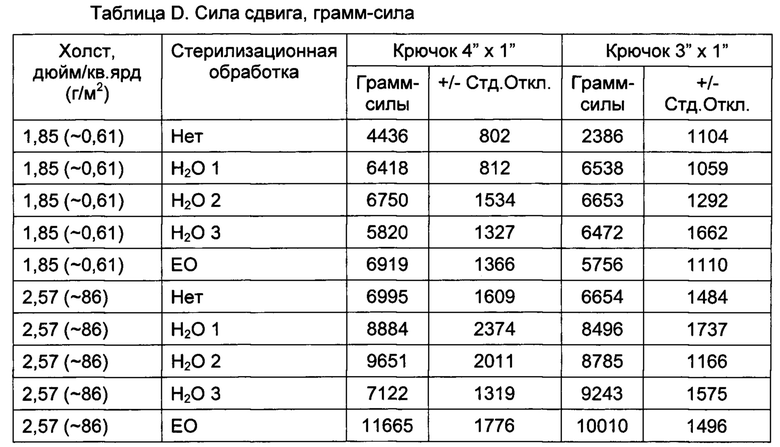
Как уже было сказано, сила отрыва между барьерным сегментом и средствами скрепления сегмента должна быть ниже, чем прочность на отрыв соединения, которое скрепляет средства скрепления сегмента с его подложкой. В таблице Е приведены удовлетворительные значения прочности на отрыв, выраженные в единицах грамм-силы, для соединения между крючковыми застежками (на поверхности, противоположной поверхности зацепления с барьерным сегментом) и поддерживающими эти застежки боковыми клапанами. Эти значения силы зацепления, выраженные через силу отрыва, были измерены способом, аналогичным описанному для PEEL TEST PROCEDURE (процедура испытания на сдвиг), с совпадающими длиной крючкового материала застежки и машинным направлением холста бокового клапана и со следующими исключениями: каждый образец для испытаний состоял из крючкового материала застежки 7334 и опорного бокового клапана из холста CMC с базовой массой 1,85 унции/кв. ярд (~61 г/м2) и 2,57 унций/кв. ярд (~84,8 г/м2); сила отрыва измерялась при разделении адгезионного соединения между некрючковой стороной застежки и холстом CMC; крючковый материал застежки вручную отделяли от поддерживающего бокового клапана и зажимали по его 4-дюймовому измерению в подвижный захват, а боковой клапан зажимали в неподвижный захват.
В таблице Е словом "холст" обозначен холст CMC опорного бокового клапана (в отличие от барьерного сегмента в таблицах С и D). Крючковые застежки, соединенные с боковыми клапанами, подвергались той же стерилизационной обработке, как описано в таблице С. Как можно видеть из сравнения соответствующих сочетаний барьерного сегмента и бокового клапана (т.е. сравнения друг с другом холстов с базовой массой 1,85 унции/кв. ярд (~61 г/м2) и сравнения друг с другом холстов с базовой массой 2,57 унций/кв. ярд (~84,8 г/м2)), значения таблицы С меньше, чем значения таблицы Е. Значения силы отрыва по таблице Е также были достаточными для прикрепления (соединения) крючкового материала застежки к боковым клапанам, чтобы обеспечить отсутствие разделения при значениях силы сдвига, приведенных в таблице W.

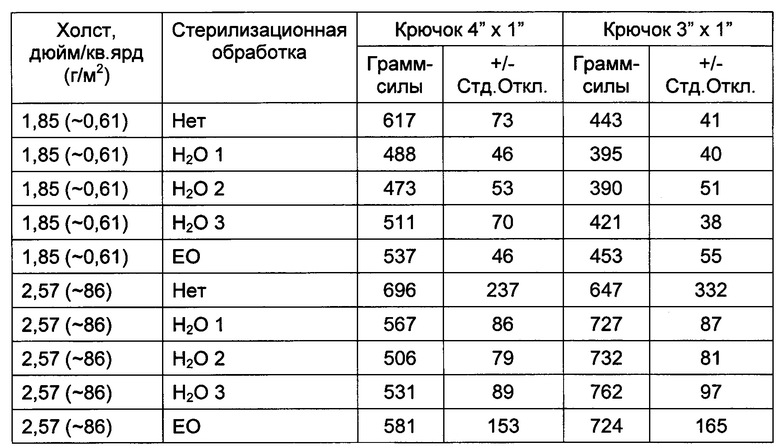
Таким образом, здесь представлены иллюстративные варианты осуществления настоящего изобретения; однако изобретение может быть осуществлено в различных альтернативных формах, что должно быть ясно специалистам в данной области техники. Для облегчения понимания изобретения и обеспечения основания для формулы изобретения в настоящее изобретение включены различные чертежи. Чертежи даны не в масштабе, а некоторые элементы могут отсутствовать на чертеже, чтобы подчеркнуть новые признаки изобретения. Структурные и функциональные детали, представленные на чертежах, даны для объяснения практики изобретения специалистам и не должны рассматриваться как ограничивающие.
Хотя описаны были только несколько частных вариантов осуществления изобретения, специалисты в данной области должны понимать, что в указанные варианты могут быть внесены изменения и модификации без отклонения от сущности изобретения, определенной прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКОЕ МНОГОСЕГМЕНТНОЕ ИЗДЕЛИЕ ДЛЯ СТЕРИЛИЗАЦИИ, СНАБЖЕННОЕ БОКОВЫМИ КЛАПАНАМИ ДЛЯ БАЛАНСИРОВКИ МАССЫ | 2012 |
|
RU2617522C2 |
| ГИБКИЙ МНОГОПАНЕЛЬНЫЙ СТЕРИЛИЗАЦИОННЫЙ КОМПЛЕКТ | 2010 |
|
RU2546031C2 |
| СПОСОБ (ВАРИАНТЫ) И СИСТЕМА ФИКСАЦИИ ГИБКОГО МНОГОПАНЕЛЬНОГО СТЕРИЛИЗАЦИОННОГО КОМПЛЕКТА | 2011 |
|
RU2566731C2 |
| СПОСОБ ИСПОЛЬЗОВАНИЯ СТЕРИЛИЗАЦИОННОЙ УПАКОВОЧНОЙ СИСТЕМЫ | 2012 |
|
RU2630973C2 |
| МНОГОСЛОЙНАЯ СТЕРИЛИЗАЦИОННАЯ ОБЕРТКА | 2005 |
|
RU2392971C2 |
| УПАКОВКА, СОДЕРЖАЩАЯ КЛАПАНЫ ДЛЯ НАДЕЖНОГО СКЛАДЫВАНИЯ ЧАШЕОБРАЗНОГО ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ, ИМЕЮЩЕГО БАРЬЕРНЫЕ СТОРОНЫ ОТ ПРОТЕЧКИ | 2010 |
|
RU2533103C1 |
| ПОВЕРХНОСТНО-АКТИВНОЕ СРЕДСТВО ДЛЯ ОБРАБОТКИ СТЕРИЛИЗАЦИОННОЙ ОБЕРТКИ СО СНИЖЕННОЙ ЧАСТОТОЙ ПРОЯВЛЕНИЯ ВЛАЖНЫХ УПАКОВОК ПОСЛЕ ПАРОВОЙ СТЕРИЛИЗАЦИИ | 2015 |
|
RU2703727C2 |
| ОТДЕЛЬНО ЗАВЕРНУТОЕ ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ПРОИЗВОДСТВА | 1998 |
|
RU2204975C2 |
| ОДНОРАЗОВАЯ ПЕЛЕНКА | 2006 |
|
RU2404731C2 |
| СВЕРНУТОЕ ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ ОДНОРАЗОВОГО ИСПОЛЬЗОВАНИЯ | 2006 |
|
RU2408350C2 |
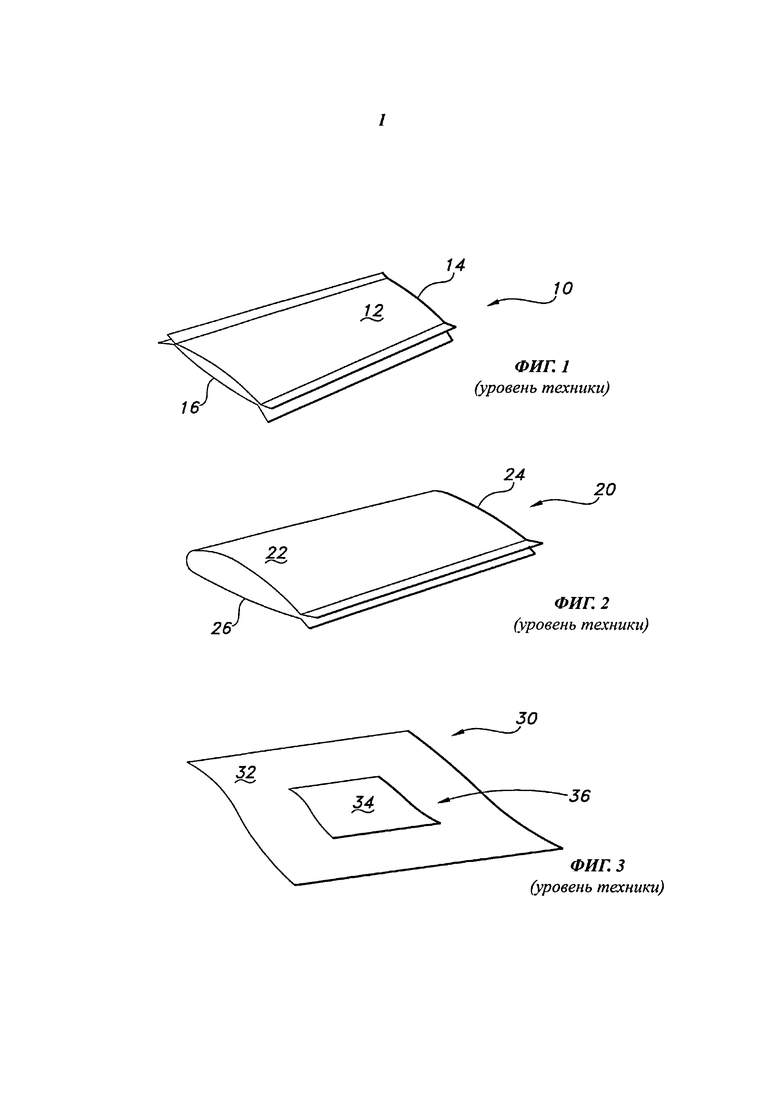
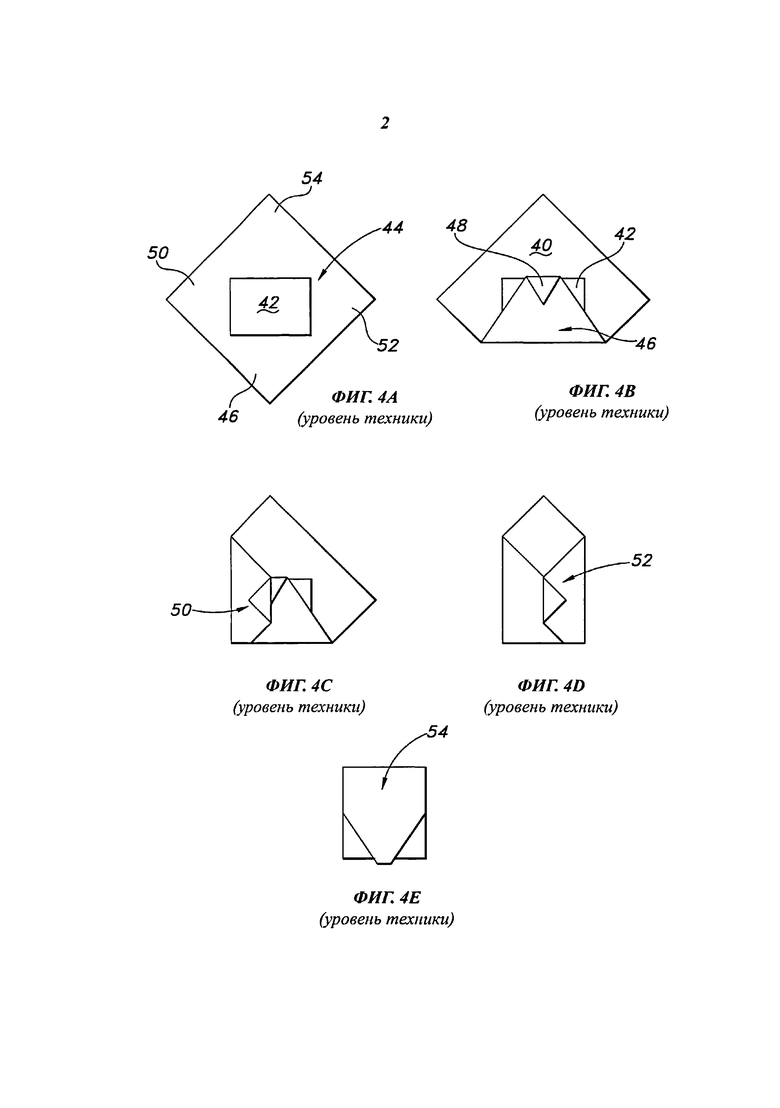
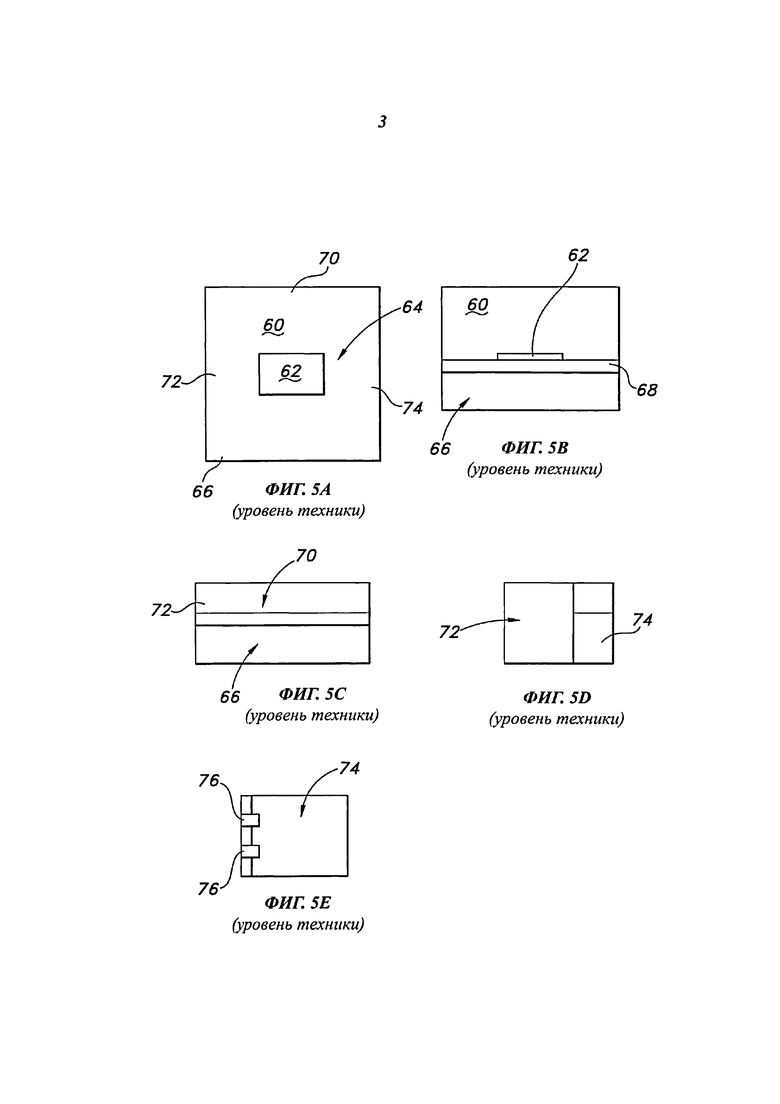
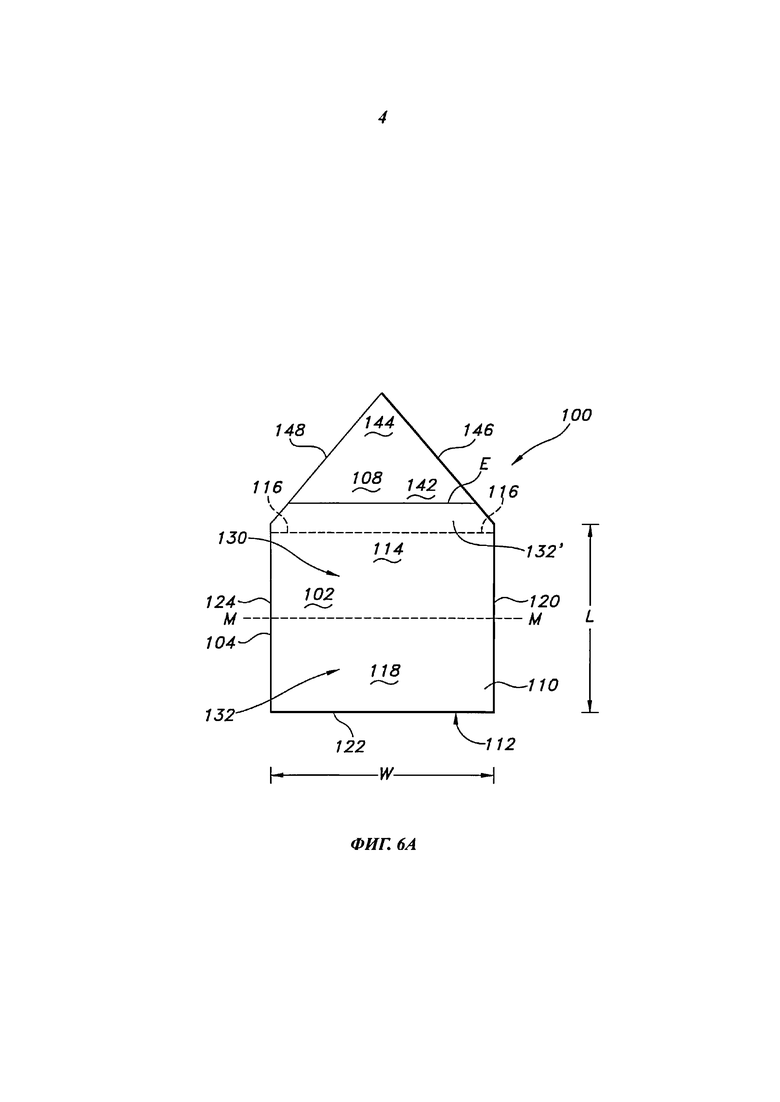
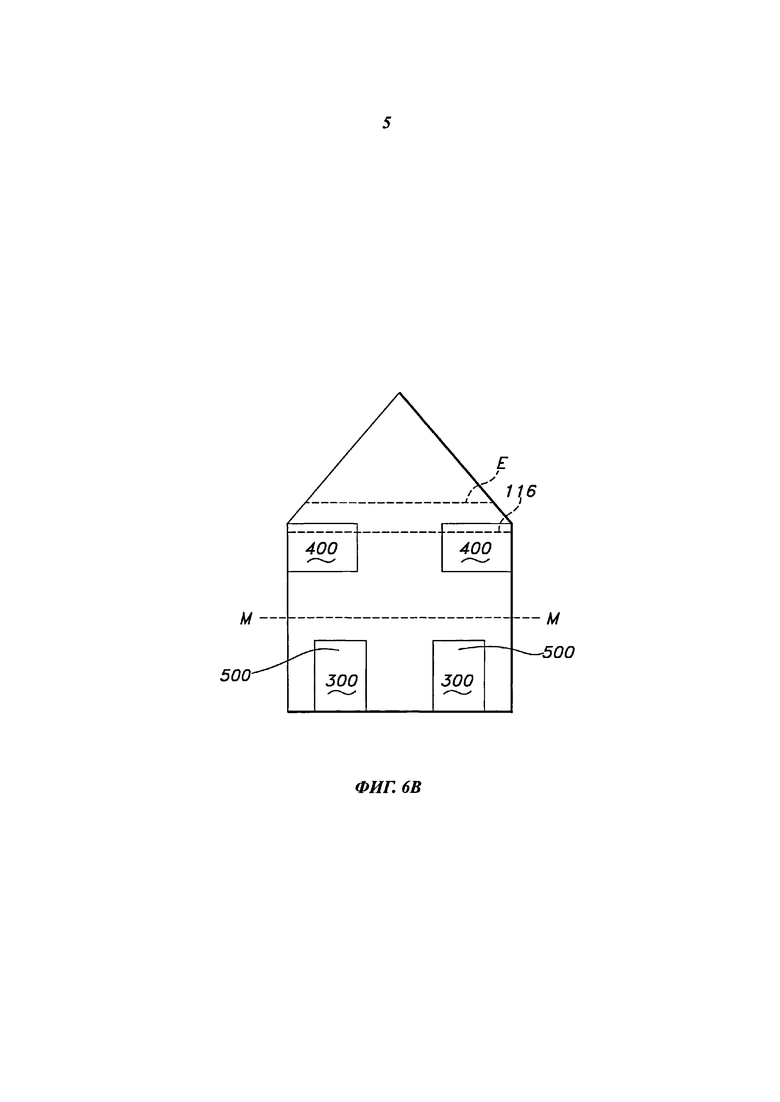
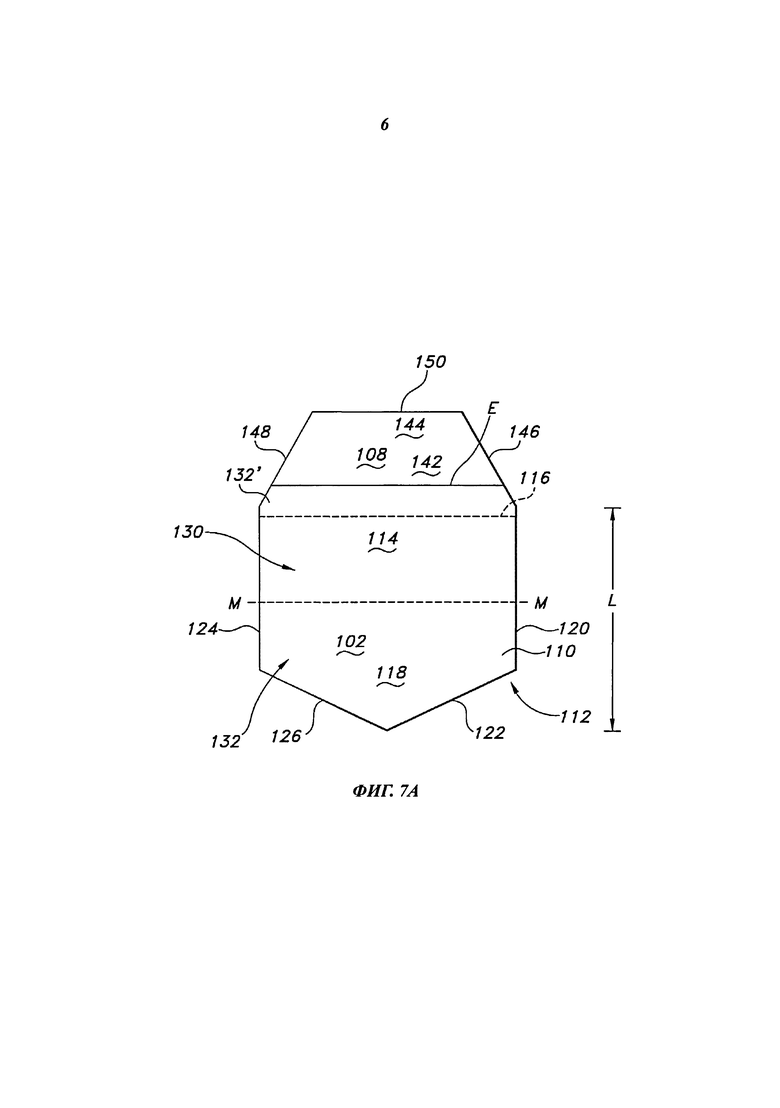
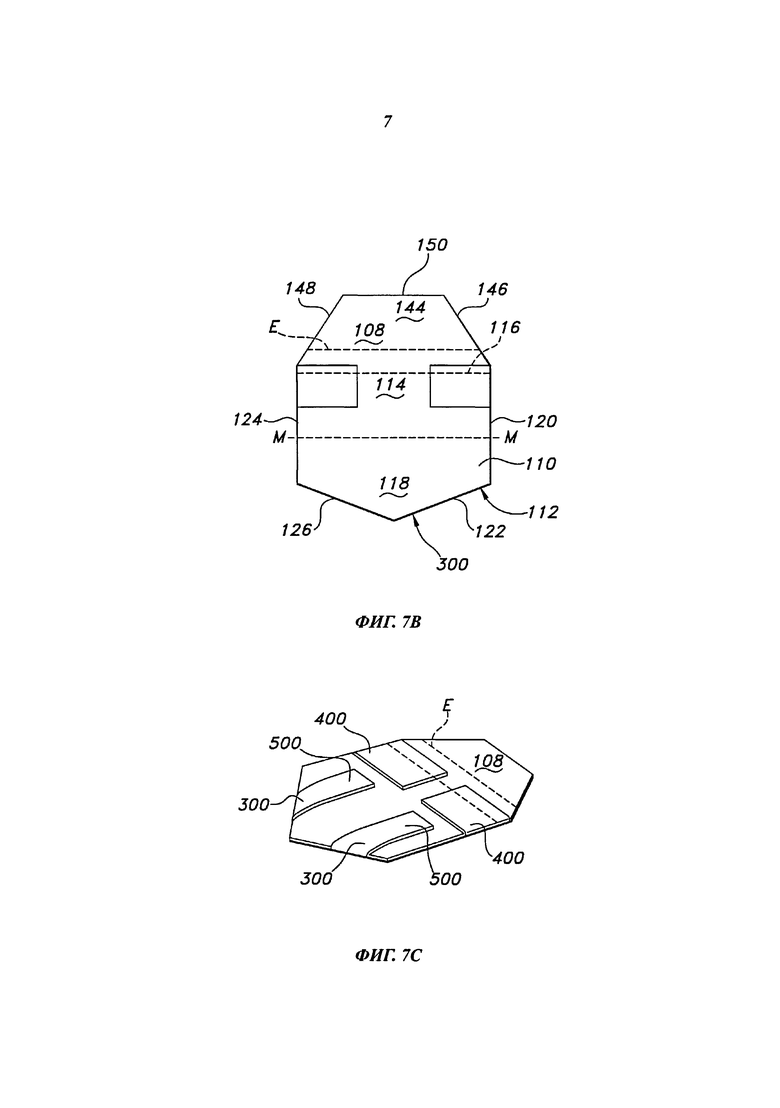
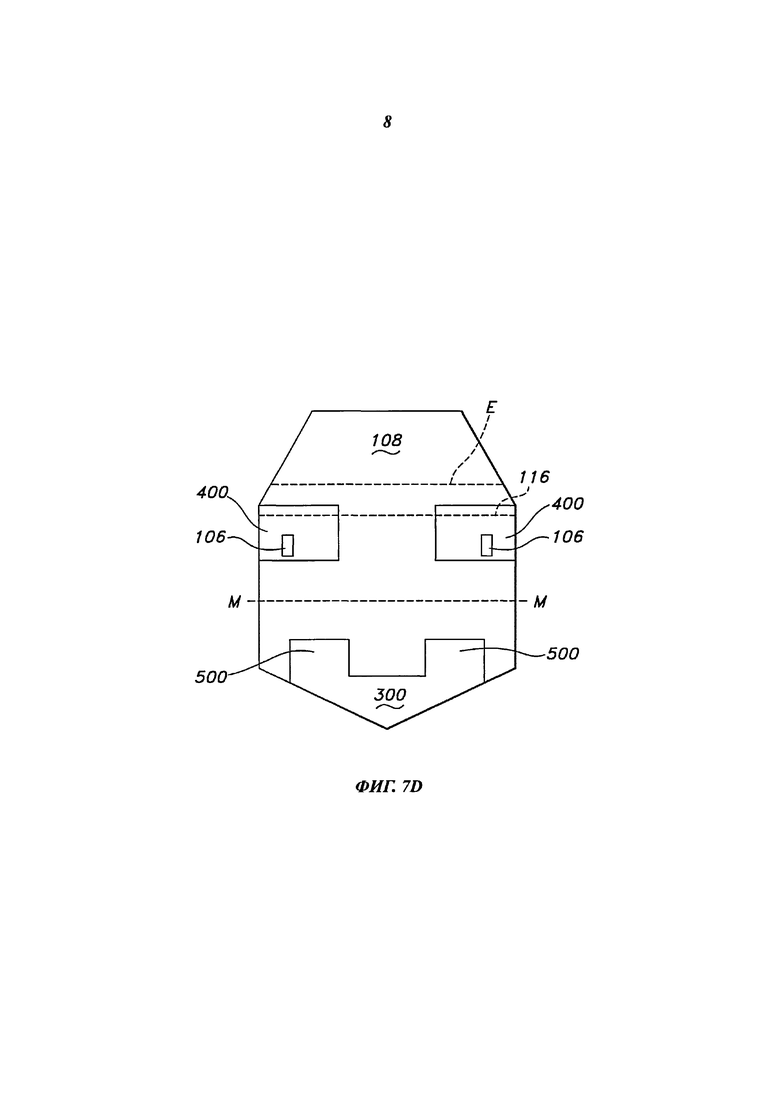
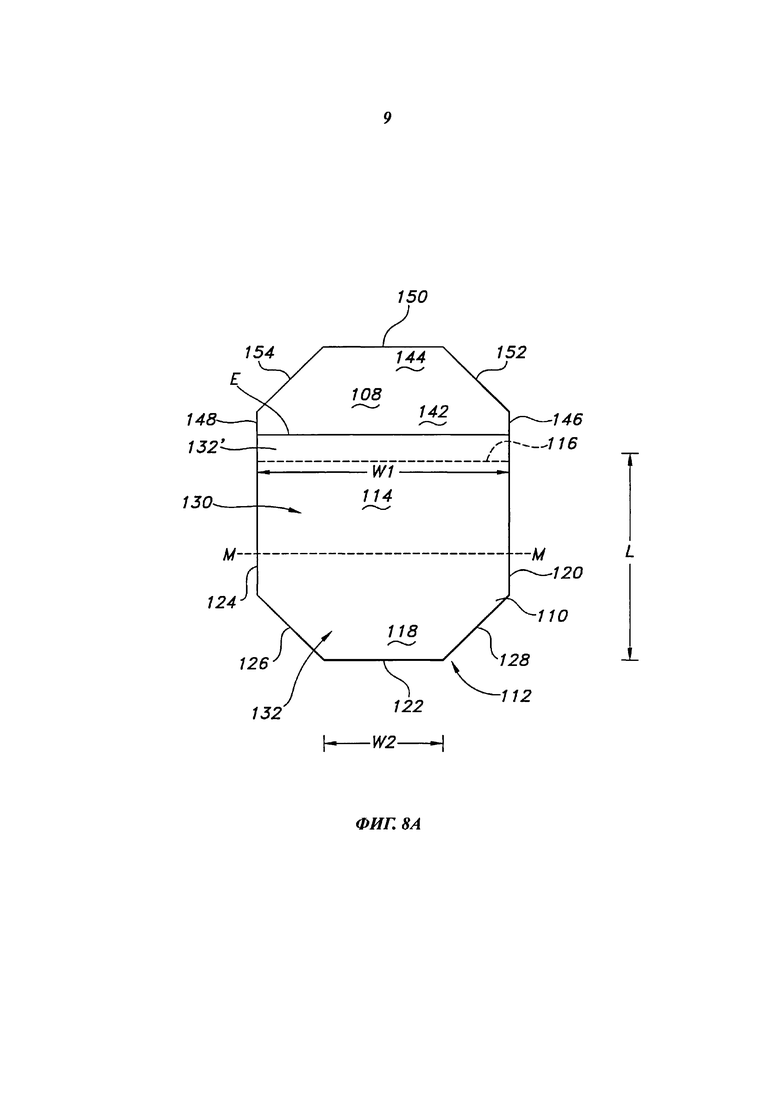
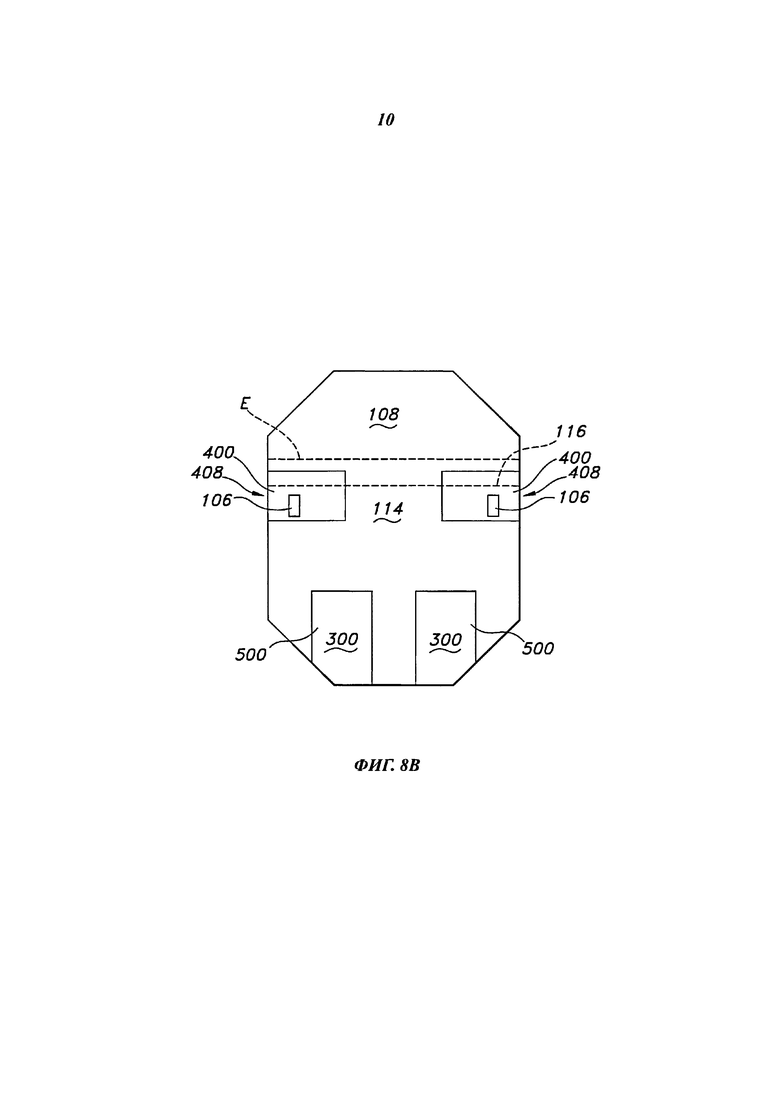
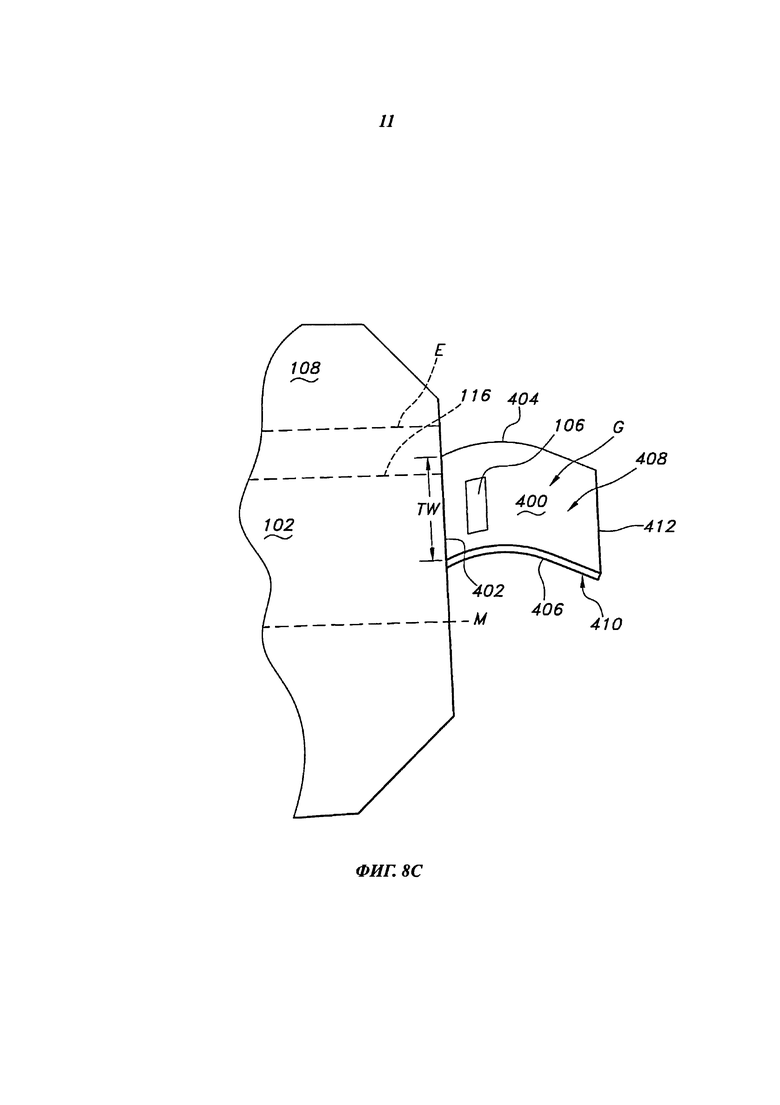
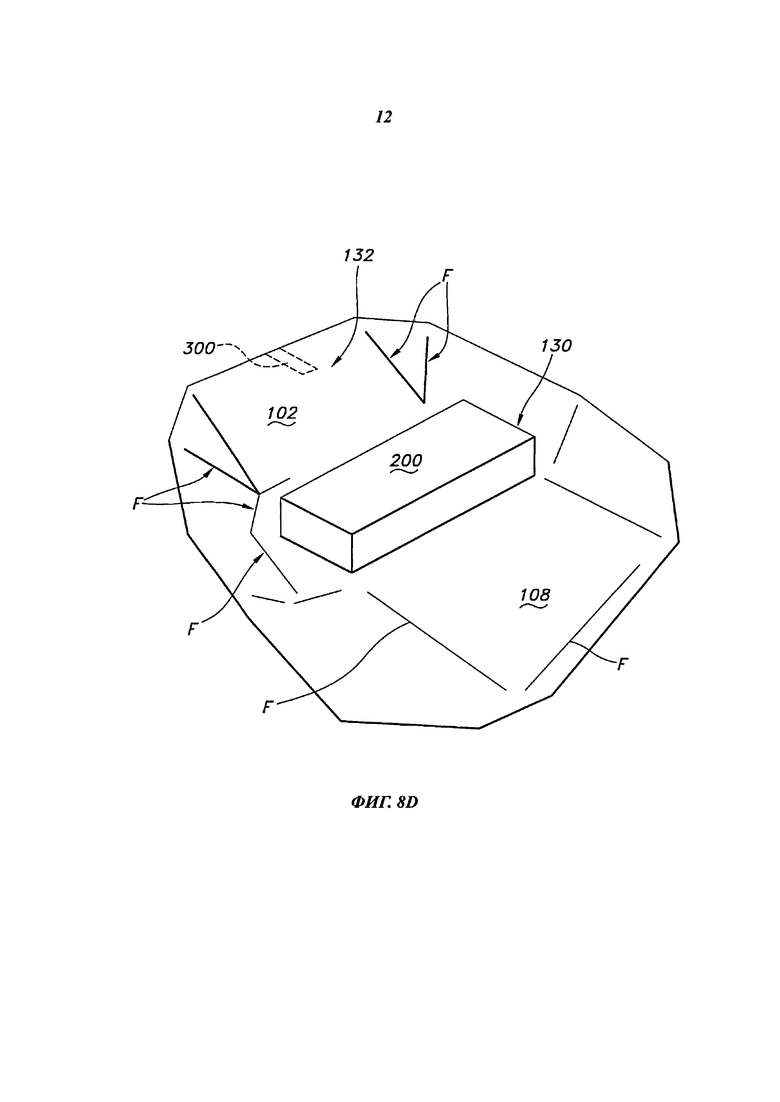
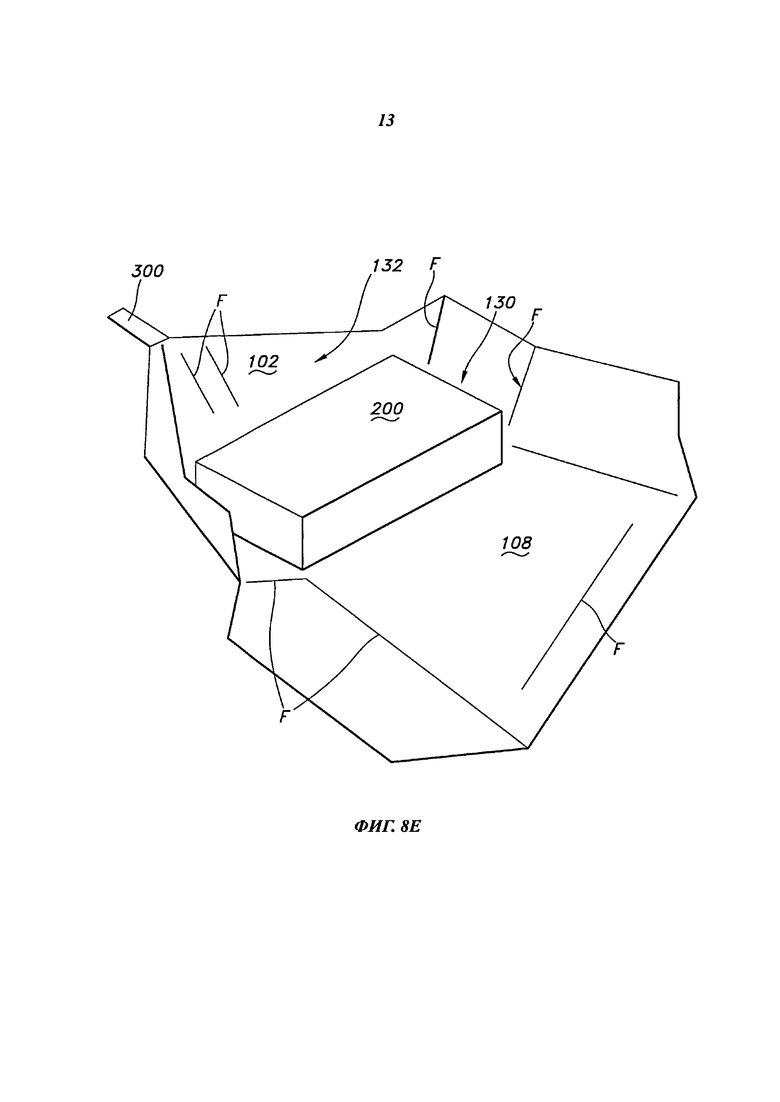
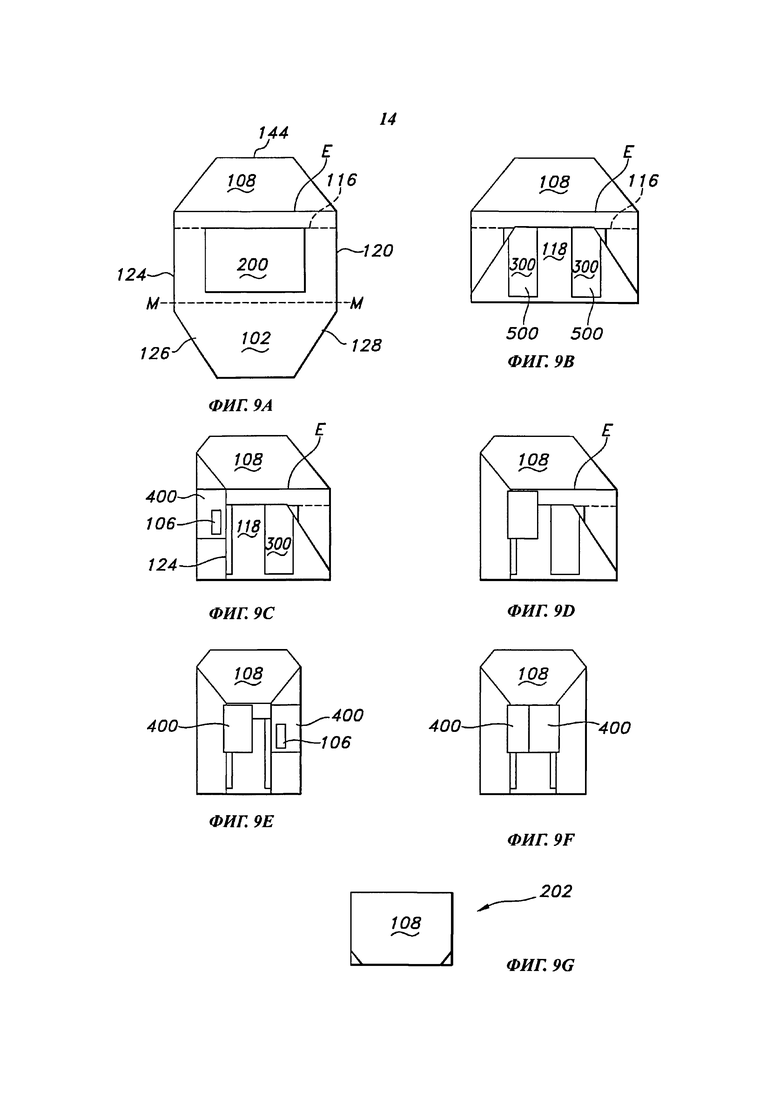
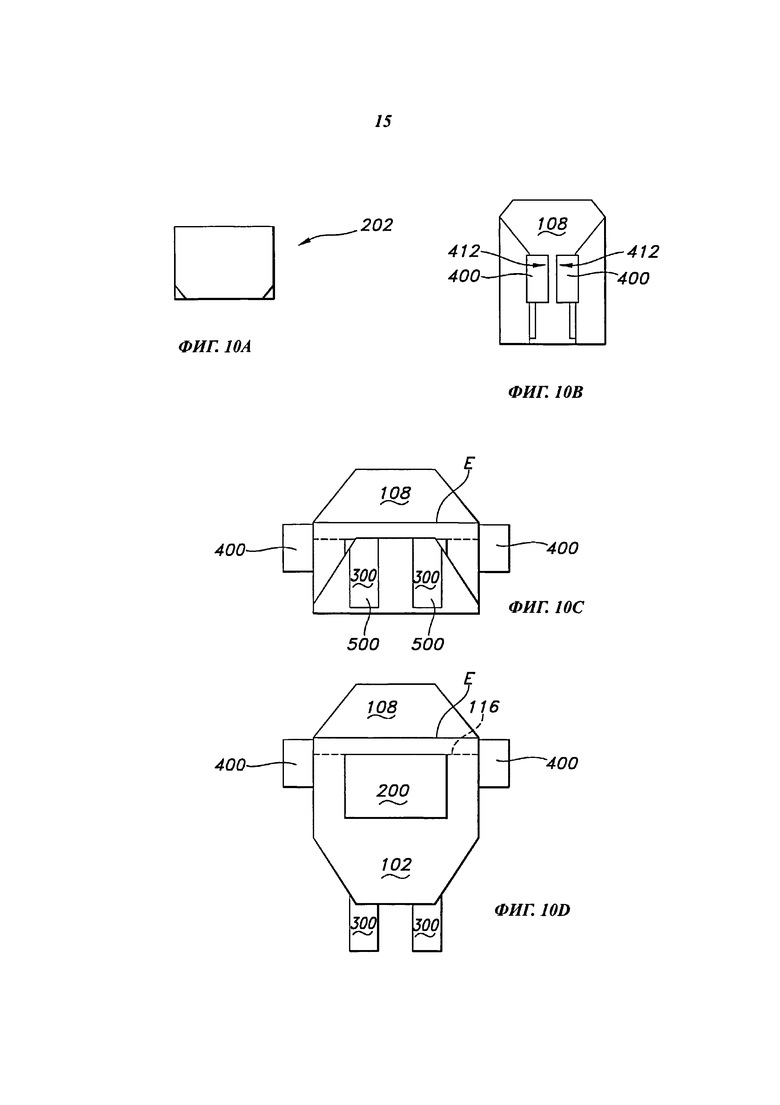
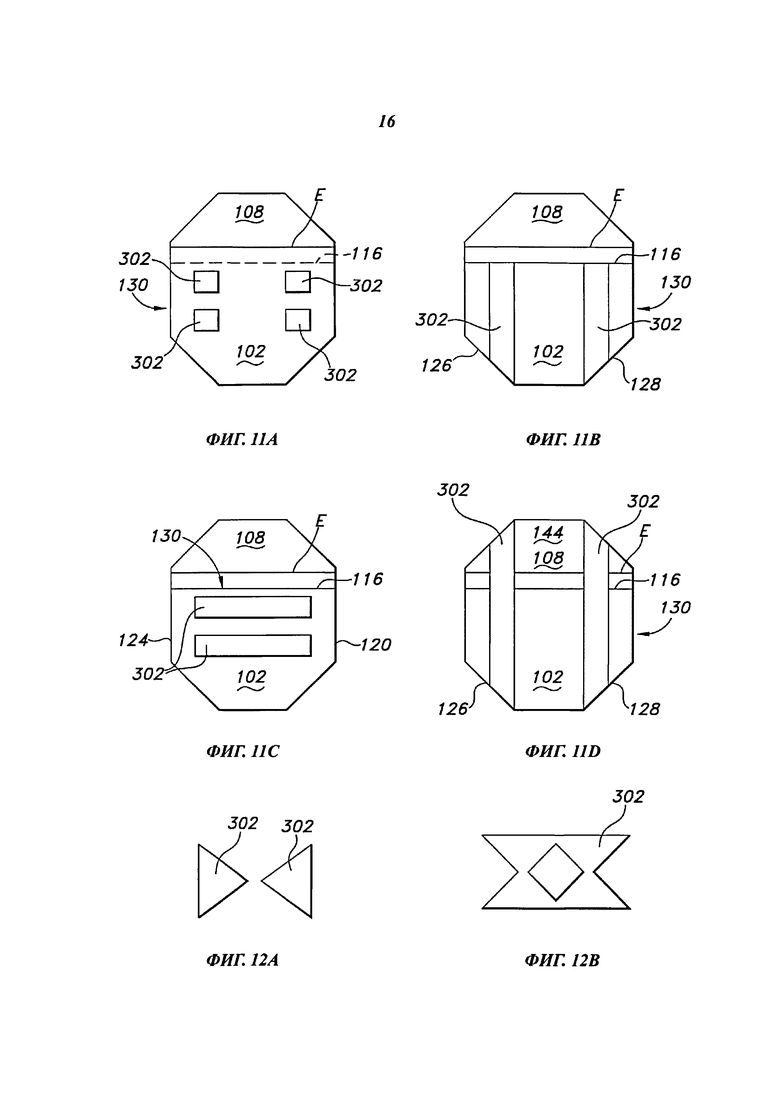
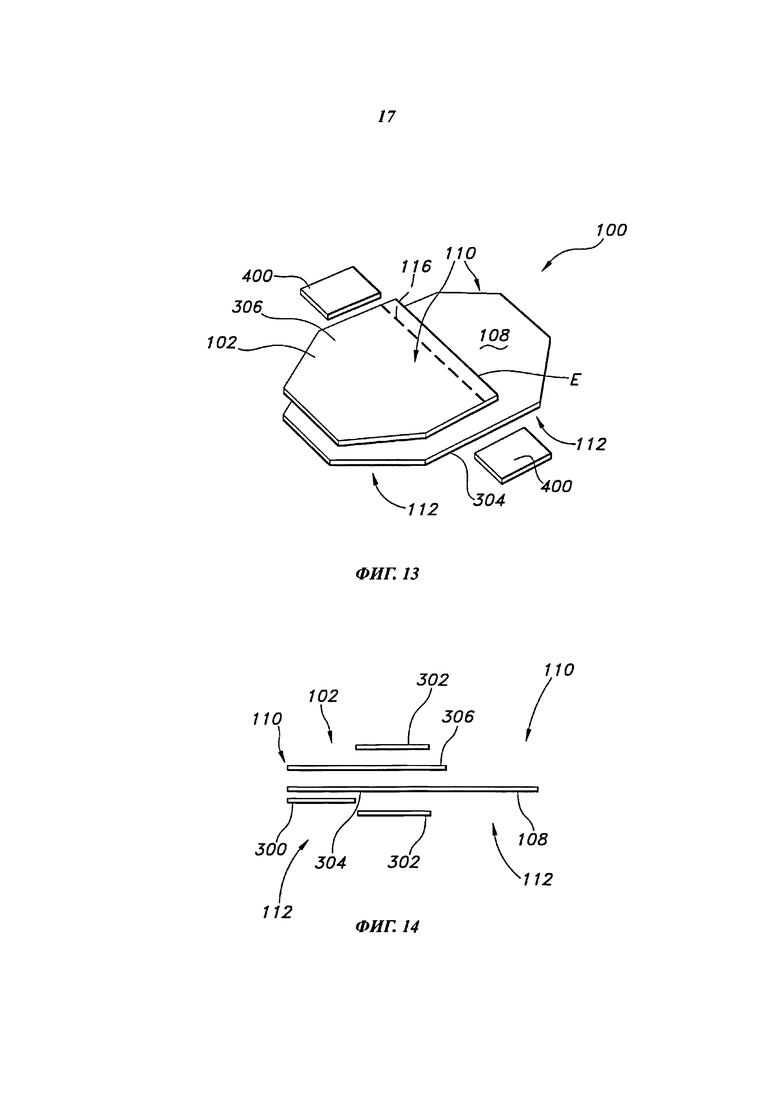
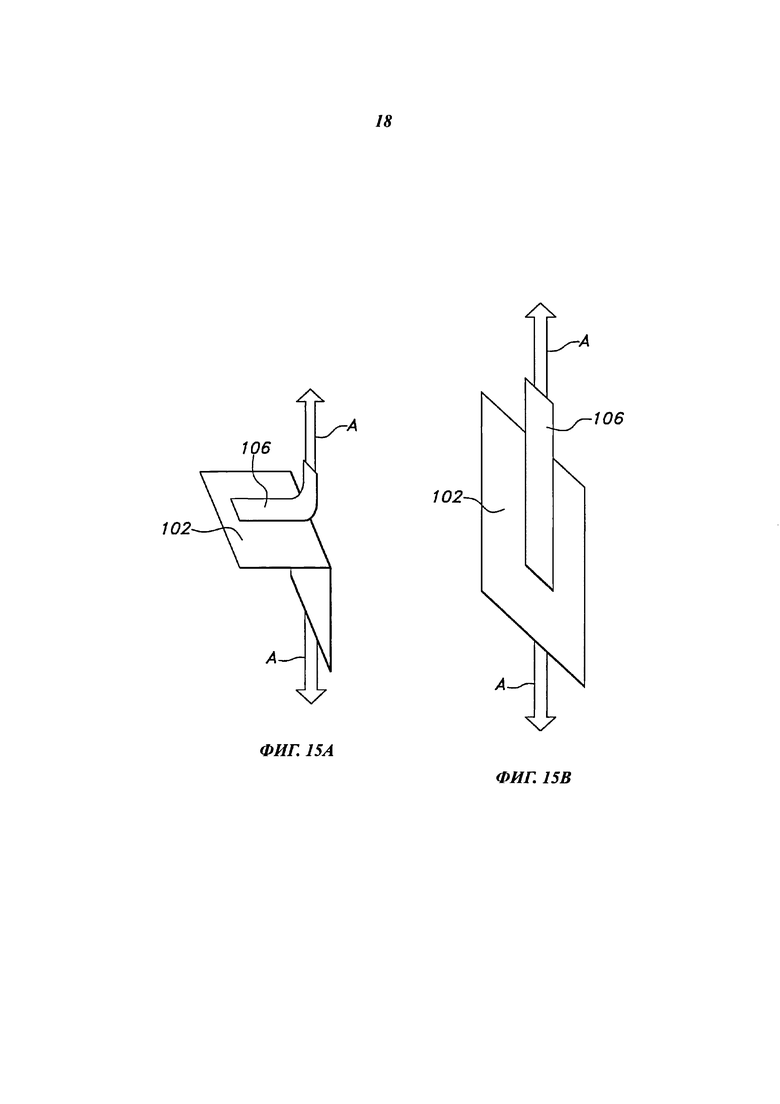
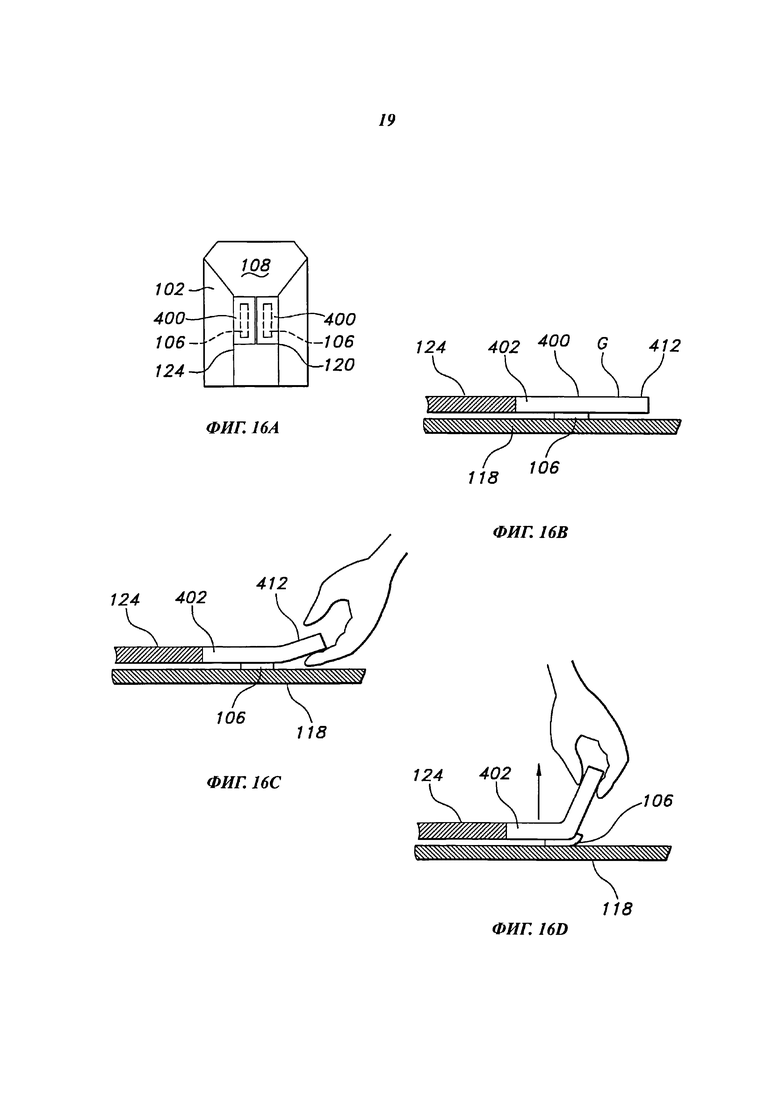
Группа изобретений относится к стерилизации различных изделий. Многосегментное изделие для стерилизации содержит барьерный сегмент, выполненный из проницаемого материала, обладающего барьерными свойствами, боковые клапаны, содержащие участки захвата для складывания и разворачивания барьерного сегмента, сегмент защиты складок и средства скрепления барьерного сегмента, расположенные на боковых клапанах. Барьерный сегмент имеет среднюю линию, разделяющую барьерный сегмент на область приема содержимого и область покрытия содержимого. Сегмент защиты складок расположен бок о бок с барьерным сегментом таким образом, что после складывания области покрытия содержимого он покрывает края сложенного барьерного сегмента. Группа изобретений относится также к варианту указанного многосегментного изделия для стерилизации и системе обертывания подлежащего стерилизации изделия. Группа изобретений обеспечивает уменьшение или исключение вероятности складывания стерилизационной обертки обратно при разворачивании, а также уменьшение размера стерилизационной обертки. 3 н. и 13 з.п. ф-лы, 16 ил., 5 табл.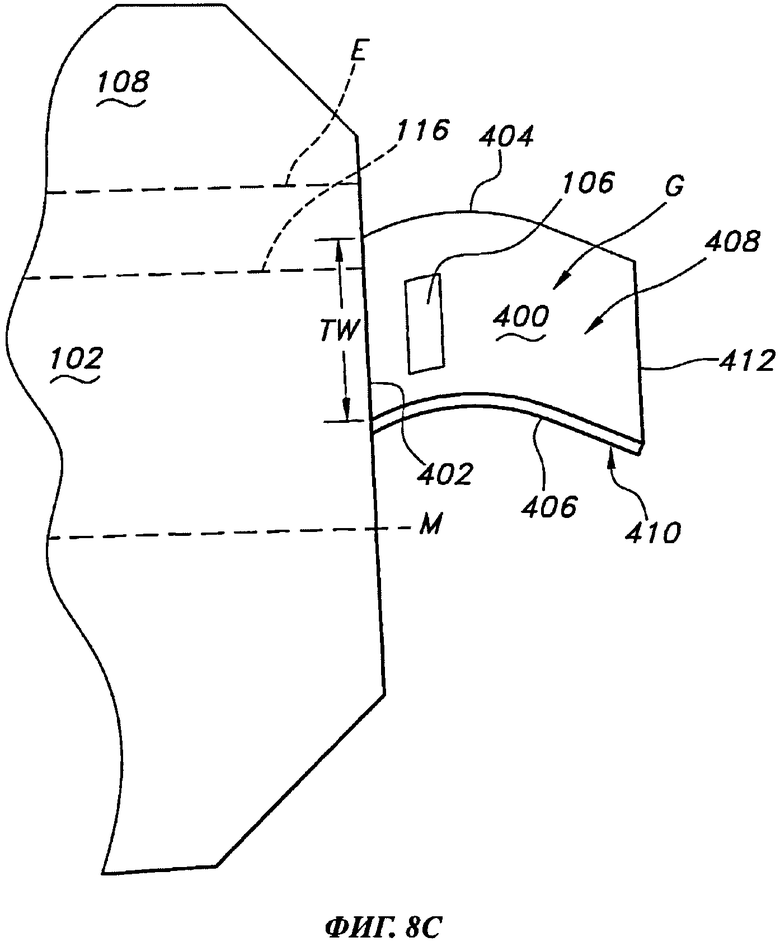
1. Гибкое многосегментное изделие для стерилизации, содержащее:
барьерный сегмент, содержащий проницаемый листовой материал, обладающий барьерными свойствами, причем барьерный сегмент включает:
первую поверхность и вторую поверхность, противоположную первой;
первый конец и второй конец, противоположный первому концу;
первый край и третий край, причем каждый из этих краев, в общем, перпендикулярен первому концу, и
второй край, в общем, противоположный первому концу;
причем максимальная ширина барьерного сегмента является расстоянием от первого края до третьего края, а максимальная длина является расстоянием от первого конца до второго конца; при этом барьерный сегмент имеет среднюю линию, проходящую вдоль длины между первым краем и третьим краем, которая, в общем, разделяет барьерный сегмент на область приема содержимого, проходящую приблизительно от первого конца до средней линии, и область покрытия содержимого, проходящую от средней линии приблизительно до второго конца,
при этом барьерный сегмент дополнительно содержит индикатор, проходящий, в общем, параллельно первому концу барьерного сегмента и расположенный на расстоянии от первого конца по направлению к средней линии барьерного сегмента, определяющий верхнюю границу области приема содержимого;
боковые клапаны, расположенные между первым концом и средней линией барьерного сегмента и на первом и третьем краях или вблизи этих краев, причем боковые клапаны содержат участки захвата для складывания и разворачивания барьерного сегмента, при этом каждый из боковых клапанов дополнительно содержит проксимальный конец клапана, расположенный, в общем, на соответствующем первом краю или третьем краю барьерного сегмента или примыкающий к этим краям, причем в каждом из боковых клапанов определена ширина клапана на проксимальном конце клапана;
средства скрепления барьерного сегмента для соединения боковых клапанов друг с другом или с частью области покрытия содержимого, причем по меньшей мере одно средство скрепления барьерного сегмента расположено на части бокового клапана таким образом, что средство скрепления барьерного сегмента выполнено с возможностью размещения поверх области покрытия содержимого между средней линией барьерного сегмента и верхней границей области приема содержимого; и
сегмент защиты складок, соединенный бок о бок с барьерным сегментом, причем сегмент защиты складок состоит из проницаемого листового материала и содержит:
проксимальный конец, в общем, примыкающий к первом концу барьерного сегмента;
дистальный конец, в общем, противоположный проксимальному концу; и
по меньшей мере первый край и второй край, проходящие от проксимального конца, причем максимальная ширина сегмента защиты складок является наибольшим расстоянием от первого края до второго края, и максимальная длина является расстоянием от проксимального конца до дистального конца, таким образом, что:
после того как барьерный сегмент сложен по средней линии или вблизи нее таким образом, чтобы свести второй конец барьерного сегмента с его первым концом, а боковой клапан на первом краю и боковой клапан на третьем краю сложены поверх барьерного сегмента в направлении друг к другу или с перекрыванием и образуют по меньшей мере частичное заграждение, дистальный конец сегмента защиты складок покрывает по меньшей мере первый и третий края сложенного барьерного сегмента.
2. Изделие по п. 1, отличающееся тем, что барьерный сегмент имеет четвертый край.
3. Изделие по п. 2, отличающееся тем, что барьерный сегмент имеет пятый край.
4. Изделие по п. 1, отличающееся тем, что дополнительно содержит средства скрепления барьерного сегмента для скрепления частей первого края и третьего края друг с другом или с частью области покрытия содержимого после складывания барьерного сегмента по средней линии или вблизи нее таким образом, чтобы свести его второй край с его первым краем.
5. Изделие по п. 1, отличающееся тем, что изделие дополнительно содержит по меньшей мере один отрывной клапан и два расположенных на расстоянии друг от друга места отрыва.
6. Изделие по п. 1, отличающееся тем, что сегмент защиты складок имеет по меньшей мере третий край, расположенный на его дистальном конце или вдоль этого конца.
7. Изделие по п. 1, отличающееся тем, что средства скрепления барьерного сегмента выполнены с возможностью прикрепления боковых клапанов друг к другу или к части области покрытия содержимого таким образом, что для отсоединения боковых клапанов друг от друга или от части области покрытия содержимого требуется сила отрыва от приблизительно 0,05 до приблизительно 3,92 Н (приблизительно 5 до приблизительно 400 грамм-силы).
8. Изделие по п. 1, отличающееся тем, что средства скрепления барьерного сегмента выполнены с возможностью прикрепления боковых клапанов друг к другу или к части области покрытия содержимого таким образом, что для отсоединения боковых клапанов друг от друга или от части области покрытия содержимого требуется сила сдвига, составляющая по меньшей мере приблизительно 13,05 Н (1332 грамм-силы).
9. Гибкое многосегментное изделие для стерилизации, содержащее:
барьерный сегмент, содержащий лист барьерного материала, определяющий по меньшей мере один край барьера, причем барьерный сегмент выполнен с возможностью складывания в боковые части и концевую часть для формирования упаковки;
боковые клапаны, проходящие в диаметрально противоположных направлениях от части барьерного сегмента для последовательного помещения боковых частей барьерного сегмента в сложенное положение поверх концевой части и обеспечивающие захваты для одновременного разворачивания сложенных боковых частей барьерного сегмента; и
сегмент защиты складок, проходящий от барьерного сегмента, причем сегмент защиты складок содержит:
проксимальный конец, в общем, примыкающий к первом концу барьерного сегмента;
дистальный конец, в общем, противоположный проксимальному концу; причем
дистальный конец сегмента защиты складок покрывает один или более краев барьерного сегмента и боковые клапаны после складывания боковой и концевой частей барьерного сегмента,
дополнительно включающее средства скрепления барьерного сегмента, где указанные средства скрепления барьерного сегмента расположены на боковых клапанах.
10. Изделие по п. 9, где указанные средства скрепления барьерного сегмента выбраны из клейкой ленты, двухсторонней клейкой ленты, когезивных материалов, застегивающих систем типа Velcro, механических застегивающих систем, зажимов, защелок, магнитов, зацепов, застежек прорезь-язычок и их сочетаний.
11. Изделие по п. 9, отличающееся тем, что изделие дополнительно содержит по меньшей мере один отрывной клапан и два расположенных на расстоянии друг от друга места отрыва.
12. Изделие по п. 10, отличающееся тем, что изделие для стерилизации дополнительно содержит по меньшей мере один отрывной клапан и два расположенных на расстоянии друг от друга места отрыва таким образом, что средства скрепления сегмента прикрепляют к области покрытия содержимого между разнесенными местами отрыва.
13. Изделие по п. 9, отличающееся тем, что барьерный сегмент содержит первый конец и второй конец, в общем, противоположный первому концу, и среднюю линию, расположенную между первым концом и вторым концом, причем средняя линия в общем, разделяет барьерный сегмент на область приема содержимого, проходящую приблизительно от первого конца до средней линии, и область покрытия содержимого, проходящую от средней линии приблизительно до второго конца.
14. Изделие по п. 13, отличающееся тем, что:
барьерный сегмент дополнительно содержит индикатор, проходящий, в общем, параллельно первому концу барьерного сегмента и расположенный на расстоянии от первого конца в направлении средней линии барьерного сегмента, определяющий верхнюю границу области приема содержимого; и
каждый из боковых клапанов дополнительно содержит проксимальный конец клапана, находящийся, в общем, по меньшей мере на одном краю барьерного сегмента или примыкающий к этому краю, причем в каждом из боковых клапанов определена ширина клапана на проксимальном конце клапана.
15. Изделие по п. 14, отличающееся тем, что изделие дополнительно содержит по меньшей мере одно средство скрепления барьерного сегмента, расположенное на части бокового клапана для соединения боковых клапанов друг с другом или с частью области покрытия содержимого, причем по меньшей мере одно средство скрепления барьерного сегмента расположено на части бокового клапана таким образом, что средство скрепления сегмента может быть размещено поверх области покрытия содержимого между средней линией барьерного сегмента и верхней границей области приема содержимого.
16. Система для обертывания подлежащего стерилизации изделия, содержащая:
барьерный сегмент, содержащий проницаемой листовой материал, обладающий барьерными свойствам, причем барьерный сегмент содержит:
первую поверхность и вторую поверхность, противоположную первой;
первый конец и второй конец, противоположный первому концу;
первый край и третий край, причем каждый из этих краев, в общем, перпендикулярен первому концу,
второй край, в общем, противоположный первому концу, и
индикатор, в общем распространяющийся от примерно первого края до примерно третьего края барьерного сегмента, проходящий, в общем, параллельно первому концу барьерного сегмента и расположенный на расстоянии от первого конца по направлению средней линии барьерного сегмента, определяющий верхнюю границу области приема содержимого,
причем максимальная ширина барьерного сегмента является расстоянием от первого края до третьего края, а максимальная длина является расстоянием от первого конца до второго конца; при этом барьерный сегмент имеет среднюю линию, проходящую вдоль длины между первым краем и третьим краем, которая, в общем, разделяет барьерный сегмент на область приема содержимого, проходящую приблизительно от первого конца до средней линии, и область покрытия содержимого, проходящую от средней линии приблизительно до второго конца;
боковые клапаны, расположенные между первым концом и средней линией барьерного сегмента и на первом и третьем краях или вблизи этих краев, причем боковые клапаны содержат участки захвата для складывания и разворачивания барьерного сегмента; и
сегмент защиты складок, проходящий от барьерного сегмента и содержащий:
проксимальный конец, в общем, примыкающий к первому концу барьерного сегмента,
дистальный конец, в общем противоположный проксимальному концу, причем дистальный конец сегмента защиты складок покрывает один или более краев барьерного сегмента и боковые клапаны после складывания боковой и концевой частей барьерного сегмента; и
средства скрепления барьерного сегмента на боковых клапанах, причем средства скрепления барьерного сегмента расположены между верхней границей области приема содержимого и средней линией барьерного сегмента;
боковые клапаны и средства скрепления сегмента выполнены с возможностью:
соединения боковых клапанов друг с другом и/или с частью области покрытия содержимого после складывания барьерного сегмента по средней линии или вблизи нее таким образом, чтобы свести его второй конец с его первым концом;
прикрепления боковых клапанов друг к другу и/или к части области покрытия содержимого в сложенном положении вокруг подлежащего стерилизации содержимого таким образом, чтобы первый край и третий край можно было разделить посредством приложения силы, составляющей по меньшей мере приблизительно 0,05 Н (5 грамм-силы) и не более 3,92 Н (400 грамм-силы); и
отсоединения средств скрепления сегмента от боковых клапанов и/или части области покрытия содержимого, к которым их прикрепляют перед складыванием краев барьерного сегмента.
| US 2011033137 A1, 10.02.2011 | |||
| US 6578348 B1, 17.06.2003 | |||
| US 2001036519 A1, 01.11.2001 | |||
| МНОГОСЛОЙНАЯ СТЕРИЛИЗАЦИОННАЯ ОБЕРТКА | 2005 |
|
RU2392971C2 |

