Настоящая заявка заявляет преимущество приоритета согласно предварительной заявке на патент США 61/557215 «Способ использования стерилизационной упаковочной системы», зарегистрированной 8 ноября 2011 и предварительной заявке на патент США 61/592233 «Способ использования стерилизационной упаковочной системы», зарегистрированной 30 января 2012, включенным в настоящий документ путем ссылки.
Область техники, к которой относится изобретение
Настоящее изобретение, в общем, относится к одноразовой обертке, предназначенной для вмещения содержимого, подлежащего стерилизации, и хранения этого содержимого в стерильных условиях до момента использования.
Уровень техники
В больницах, клиниках и других подобных учреждениях ежедневно используется множество разнообразных изделий, таких как рубашки, простыни, хирургические салфетки, инструменты и т.д., необходимых при проведении хирургических операций и других процедур, требующих стерильности. Если такие изделия не являются предварительно упакованными в стерильном состоянии, перед использованием требуется их стерилизация в больнице или клинике. Также, в тех случаях, когда эти изделия не являются одноразовыми и используются больше чем один раз, требуется их мытье и другая подготовка к последующему использованию. Однако крайне важно, чтобы перед повторным использованием такие изделия были простерилизованы.
Из-за большого объема рассматриваемых материалов, часто требуется стерилизация и хранение этих изделий для последующего использования. Таким образом, была разработана процедура, по которой такие изделия после мытья, стирки и т.п.заворачивают в стерилизационный холст и затем стерилизуют и хранят для последующего использования. Одноразовый стерилизационный холст обычно вырезают, придавая ему предварительно заданную прямоугольную форму, и продают в качестве стерилизационных оберток.
Стандартная одноразовая стерилизационная обертка является плоским, ровным листом материала, который в некоторых случаях может содержать один или более дополнительных слоев материала для повышения прочности или поглощающей способности. Такую стерилизационную обертку часто изготавливают из дешевого, относительно непроницаемого материала, такого как, например, бумага и т.п.На свойства этих материалов обычно влияют способы складывания и конфигурации обертывания для обеспечения стерильности обернутого лотка или изделия.
Например, в патенте США 5635134, выданном на имя Bourne et al., описана многослойная стерилизационная обертка, полученная путем соединения друг с другом одного или более листов стерилизационной обертки (например, двух отдельных листов или одного сложенного листа) для получения двух наложенных друг на друга сегментов одинакового размера, которые позволяют осуществить традиционное двойное обертывание изделия. В качестве другого примера можно привести опубликованную патентную заявку США 2001/0036519 на имя Robert Т. Bayer, в которой описана двухслойная стерилизационная обертка, изготовленная из одного листа стерилизационного оберточного материала, сложенного, так что он образует два наложенных друг на друга сегмента одинакового размера, которые соединяются друг с другом. В качестве другого примера можно привести опубликованную патентную заявку США 2005/0163654, Stecklein et al., в которой описан стерилизационный оберточный материал, содержащий первый главный сегмент и второй сегмент меньшего размера. Второй сегмент накладывается на центральную часть главного сегмента и соединяется с ней, так что он целиком расположен в пределах главного сегмента, упрочняя главный сегмент и/или обеспечивая дополнительную поглощающую способность.
Существует множество путей загрязнения предметов, обернутых или упакованных в стерилизационную обертку традиционным способом. Например, широко известны некоторые виды повреждений обертки, такие как ножевые разрезы, истирание и проколы. Существуют и другие виды повреждений, столь же, если не более, распространенные. Эти повреждения включают разрезы, образующиеся под давлением, разрезы от контакта с шероховатой поверхностью и отверстия, образующиеся под давлением.
Разрез, образующийся под давлением, может выглядеть как ножевой разрез, но при ближайшем рассмотрении видно, что волокна вокруг самого края разреза «сварены» или склеены. Край разреза может быть твердым на ощупь. Разрез такого типа обычно проходит по периметру или по контуру дна лотка для инструментов. Он также может образоваться над лотком для инструментов, если несколько лотков сложены друг на друга. Например, разрез под давлением образуется, если поднять передний конец 20-фунтового (9-килограммового) лотка, так чтобы он всей своей массой опирался на задний край, и перед тем, как поднять лоток целиком, потянуть его через полку для хранения. Это аналогично разрезанию обертки ножницами: материал захватывается между двумя твердыми контактными поверхностями с приложением к материалу режущего усилия.
По краям разреза, образующегося при контакте с шероховатой поверхностью, свисают свободные волокна и/или имеются отдельные волокна, перекрывающие ширину разреза. Края разреза не являются шершавыми или твердыми, как края разреза, образующегося под давлением. В разрезах, образующихся при контакте с шероховатой поверхностью, форма области разреза напоминает треугольник с вершиной, расположенной в месте начала контакта. Разрез, образующийся при контакте с шероховатой поверхностью, проходит вдоль краев обернутого лотка с инструментами, если лоток обернут очень свободно. Иным способом, разрез такого типа образуется в других областях лотка, где обертка слишком свободна и может зацепиться за шероховатые поверхности или углы. Разрез такого типа обычно образуется, если лоток тянут или тащат по шероховатой поверхности, часто по поверхности изношенной загрузочной тележки для стерилизатора старого образца. Этот разрез может также образовываться при зацеплении свободно обернутой области лотка за углы или края изделий.
Отверстие, образующееся под давлением, может представлять собой очень маленькое отверстие, в котором волокна вокруг самого края «сварены» или склеены. Отверстие такого типа обычно обнаруживается вдоль периметра дна лотка с инструментами. Оно также может образовываться над лотком с инструментами, если несколько лотков сложены друг на друга. Например, отверстие, образующееся под давлением, может появляться, если лоток роняют (даже с близкого расстояния) на край тележки или полки для хранения при транспортировке по больнице.
В обычной практике после снятия с простерилизованного изделия стерилизационную обертку проверяют на наличие отверстий, разрывов или других прорывов. В международном патенте WO 2008/083426 A1 «Стерилизационная упаковочная система», выданном на имя Spierenburg, предполагается, что цветовые различия между наложенными друг на друга слоями стерилизационной упаковочной системы могут облегчить обнаружение прорывов, поскольку проверяющий, который смотрит непосредственно на прорыв, заметит цветовой контраст между материалом вокруг прорыва и материалом, который становится виден в результате прорыва. Однако такая система не способна решить проблему обнаружения прорывов в листе многослойной стерилизационной обертки на обращенной от проверяющего стороне, поскольку проверяющий не может смотреть непосредственно на прорыв, чтобы увидеть цветовое различие.
Таким образом, существует неудовлетворенная потребность в простом способе проверки изделия, упаковки или системы для стерилизации, облегчающем задачу обнаружения прорыва - особенно прорыва в многослойной стерилизационной упаковочной системе, расположенного на стороне, обращенной от проверяющего.
Описание изобретения
Описанные выше проблемы рассматриваются настоящим изобретением, которое относится к способу использования стерилизационной упаковочной системы. Способ содержит этапы, на которых подготавливают изделие и затем обертывают изделие стерилизационной упаковочной системой, имеющей наружный сегмент, содержащий проницаемый материал, обладающий барьерными свойствами, и имеющий первую поверхность и вторую поверхность, противоположную первой, причем наружный сегмент является по существу непрозрачным или имеет первый уровень светопроницаемости; и внутренний сегмент, содержащий газопроницаемый материал, обладающий барьерными свойствами, и имеющий первую поверхность и вторую поверхность, противоположную первой, причем уровень светопроницаемости внутреннего сегмента превышает уровень светопроницаемости наружного сегмента, и сегменты соединяют друг с другом по меньшей мере по части их поверхностей. Способ дополнительно содержит этапы, на которых подвергают обернутое изделие условиям стерилизации в течение времени, достаточного для стерилизации изделия; разворачивают изделие и снимают стерилизационную упаковочную систему; размещают стерилизационную упаковочную систему, так чтобы по меньшей мере часть наружного сегмента стерилизационной упаковочной системы была обращена от проверяющего, а соответствующая часть внутреннего сегмента была обращена к проверяющему; и проверяют стерилизационную упаковочную систему на наличие прорывов в наружном сегменте путем поиска света, проходящего через внутренний сегмент, обращенный к проверяющему.
Стерилизационную упаковочную систему предпочтительно размещают, так чтобы она находилась между источником света и проверяющим. В соответствии с настоящим изобретением в одном из его аспектов, стерилизационная упаковочная система может размещаться, так чтобы первый сегмент и второй сегмент разделяло некоторое пространство в части проверяемой стерилизационной упаковочной системы.
В соответствии с настоящим изобретением, второй сегмент содержит множество точек соединения, и эти точки соединения определяют отдельные места, в которых уровень светопроницаемости превышает уровень светопроницаемости проницаемого материала второго сегмента в местах, не являющиеся точками соединения, так что проверка стерилизационной упаковочной системы на наличие прорывов в наружном сегменте осуществляется путем поиска света, проходящего через обращенный к проверяющему сегмент в одной или более точках соединения.
Настоящее изобретение также относится к способу проверки стерилизационной упаковочной системы после ее снятия с изделия. Способ содержит следующие этапы, на которых: размещают стерилизационную упаковочную систему (то есть, стерилизационную систему, содержащую первый сегмент, состоящий из газопроницаемого материала, обладающего барьерными свойствами, и имеющий первую поверхность и вторую поверхность, противоположную первой, причем первый сегмент является по существу непрозрачным или имеет первый уровень светопроницаемости; и второй сегмент, состоящий из проницаемого материала, обладающего барьерными свойствами, и имеющий первую поверхность и вторую поверхность, противоположную первой, причем уровень светопроницаемости второго сегмента превышает уровень светопроницаемости первого сегмента, и сегменты соединяются друг с другом по меньшей мере по части своих поверхностей, причем по меньшей мере часть одного сегмента стерилизационной упаковочной системы обращена от проверяющего, а соответствующая часть другого сегмента обращена к проверяющему) относительно проверяющего; и проверяют стерилизационную упаковочную систему на наличие прорывов в сегменте, обращенном от проверяющего, путем поиска света, проходящего через обращенный к проверяющему сегмент.
Стерилизационную упаковочную систему предпочтительно размещают, так чтобы она находилась между источником света и проверяющим. В соответствии с настоящим изобретением в одном из его аспектов, стерилизационная упаковочная система может размещаться, так чтобы первый сегмент и второй сегмент разделяло некоторое пространство в части проверяемой стерилизационной упаковочной системы.
В соответствии с настоящим изобретением в другом его аспекте, первый сегмент, второй сегмент или оба сегмента могут содержать множество точек соединения, и эти точки соединения определяют отдельные места, в которых уровень светопроницаемости превышает уровень светопроницаемости проницаемого материала соответственно первого или второго сегмента в других местах, не являющихся точками соединения, так что проверка стерилизационной упаковочной системы на наличие прорывов в сегменте, обращенном от проверяющего, осуществляется путем поиска света, проходящего через обращенный к проверяющему сегмент в одной или более точках соединения. В соответствии с настоящим изобретением первым сегментом может являться сегмент, обращенный от проверяющего, а вторым сегментом может являться сегмент, обращенный к проверяющему. Альтернативно, первый сегмент может быть обращен к проверяющему, а второй сегмент может быть обращен от проверяющего.
Настоящее изобретение также относится к стерилизационной упаковочной системе, которая содержит: первый сегмент, содержащий проницаемый материал, обладающий барьерными свойствами, и имеющий первую поверхность и вторую поверхность, противоположную первой, причем первый сегмент является по существу непрозрачным или имеет первый уровень светопроницаемости; и второй сегмент, содержащий проницаемый материал, обладающий барьерными свойствами, имеющий первую поверхность и вторую поверхность, противоположную первой, причем уровень светопроницаемости второго сегмента превышает уровень светопроницаемости первого сегмента, и сегменты соединяются друг с другом по меньшей мере по части поверхностей.
Второй сегмент может содержать множество точек соединения. Эти точки соединения определяют отдельные места, в которых уровень светопроницаемости превышает уровень светопроницаемости проницаемого материала второго сегмента в местах, не являющихся точками соединения. Например, светопроницаемость второго сегмента в множестве точек соединения может по меньшей мере на 15% превышать светопроницаемость проницаемого материала второго сегмента в местах, не являющихся точками соединения. В другом примере, светопроницаемость второго сегмента в множестве точек соединения может быть выше по меньшей мере на 30%. Еще в одном примере, светопроницаемость второго сегмента в множестве точек соединения может быть выше по меньшей мере на 45%.
В соответствии с настоящим изобретением в одном из его аспектов, проницаемый материал второго сегмента может являться проницаемым материалом, уровень светопроницаемости которого превышает уровень светопроницаемости проницаемого материала первого сегмента. Например, разница в светопроницаемости между первым и вторым сегментами может составлять по меньшей мере 15%. В другом примере, разница в светопроницаемости между первым и вторым сегментами может составлять по меньшей мере 30%. Еще в одном примере, разница в светопроницаемости между первым и вторым сегментами может составлять по меньшей мере 45%.
Предпочтительно стерилизационная система выполнена с возможностью использования в условиях паровой стерилизации и этиленоксидной стерилизации, как и другие стандартные стерилизационные системы.
В соответствии с настоящим изобретением в одном из его аспектов, первый сегмент и второй сегмент могут представлять собой один лист проницаемого материала, обладающего барьерными свойствами, причем этот один лист складывают для получения первого сегмента и второго сегмента, и по меньшей мере края, противоположные складке, соединяют друг с другом. Например, каждый из первого и второго сегментов может иметь периметр, и первый и второй сегменты могут перекрываться и соединяться по периметру. Предпочтительно, по меньшей мере один из проницаемых материалов, обладающих барьерными свойствами, является материалом спанбонд/мелтблоун/спанбонд (CMC).
Настоящее изобретение также относится к стерилизационной упаковочной системе, состоящей из проницаемого материала, обладающего барьерными свойствами, и этот проницаемый материал содержит: первый лист, имеющий первую поверхность и вторую поверхность, противоположную первой, причем первый лист является по существу непрозрачным или имеет первый уровень светопроницаемости; и второй лист, содержащий проницаемый материал, обладающий барьерными свойствами, имеющий первую поверхность и вторую поверхность, противоположную первой, причем уровень светопроницаемости второго листа превышает уровень светопроницаемости первого листа, и листы соединяются друг с другом по меньшей мере по части поверхностей.
Второй лист может содержать множество точек соединения, так что эти точки соединения определяют отдельные места, в которых уровень светопроницаемости превышает уровень светопроницаемости проницаемого материала второго листа в местах, не являющихся точками соединения. Например, светопроницаемость второго сегмента в множестве точек соединения может по меньшей мере на 15% превышать светопроницаемость проницаемого материала второго сегмента в местах, не являющихся точками соединения. В другом примере, светопроницаемость второго сегмента в множестве точек соединения может быть выше по меньшей мере на 30%. Еще в одном примере, светопроницаемость второго сегмента в множестве точек соединения может быть выше по меньшей мере на 45%.
В соответствии с настоящим изобретением в одном из его аспектов, первый лист может быть изготовлен из первого проницаемого материала, а второй лист может быть изготовлен из второго проницаемого материала, уровень светопроницаемости которого превышает уровень светопроницаемости первого материала. Например, разница в светопроницаемости между первым и вторым листами может составлять по меньшей мере 15%. В другом примере, разница в светопроницаемости между первым и вторым листами может составлять по меньшей мере 30%. В еще одном примере, разница в светопроницаемости между первым и вторым листами может составлять по меньшей мере 45%.
В соответствии с настоящим изобретением в одном из его аспектов, первый и второй листы могут являться одним листом проницаемого материала, обладающего барьерными свойствами, причем этот один лист складывают для получения первого листа и второго листа, и по меньшей мере края, противоположные складке, соединяют друг с другом. В соответствии с настоящим изобретением в другом его аспекте, первый и второй листы могут являться независимыми листами материала, которые соединяются друг с другом. Например, каждый из первого и второго листов может иметь периметр, и первый и второй листы могут перекрываться и соединяться по периметру. Предпочтительно, по меньшей мере один из проницаемых материалов, обладающих барьерными свойствами, является материалом спанбонд/мелтблоун/спанбонд.
Настоящее изобретение также относится к способу изготовления стерилизационной упаковочной системы. Способ содержит следующие этапы, на которых: подготавливают первый сегмент, содержащий проницаемый материал, обладающий барьерными свойствами, и имеющий первую поверхность и вторую поверхность, противоположную первой, причем первый сегмент является по существу непрозрачным или имеет первый уровень светопроницаемости; подготавливают второй сегмент, содержащий проницаемый материал, обладающий барьерными свойствами, и имеющий первую поверхность и вторую поверхность, противоположную первой, причем уровень светопроницаемости второго сегмента превышает уровень светопроницаемости первого сегмента; и соединяют сегменты по меньшей мере по части их поверхностей.
Второй сегмент может являться соединенным или содержать множество точек соединения, причем точки соединения определяют отдельные места, в которых уровень светопроницаемости превышает уровень светопроницаемости проницаемого материала второго сегмента в местах, не являющихся точками соединения. Первый сегмент и второй сегмент могут быть выполнены в виде одного листа проницаемого материала, обладающего барьерными свойствами, и этот один лист затем складывают для получения первого сегмента и второго сегмента, и по меньшей мере края, противоположные складке, соединяют друг с другом. Альтернативно, первый сегмент и второй сегмент могут являться независимыми листами материала, которые могут соединяться. Например, каждый из первого и второго сегментов может иметь периметр, и первый и второй сегменты могут перекрываться и соединяться по периметру.
Эти и другие признаки и преимущества настоящего изобретения станут лучше понятны специалисту в данной области техники из нижеследующего описания и формулы изобретения и со ссылками на прилагаемые чертежи.
Краткое описание чертежей
Лучше понять настоящее изобретение поможет описание осуществления изобретения со ссылками на прилагаемые чертежи, на которых соответствующие друг другу структуры и элементы обозначены одинаковыми номерами.
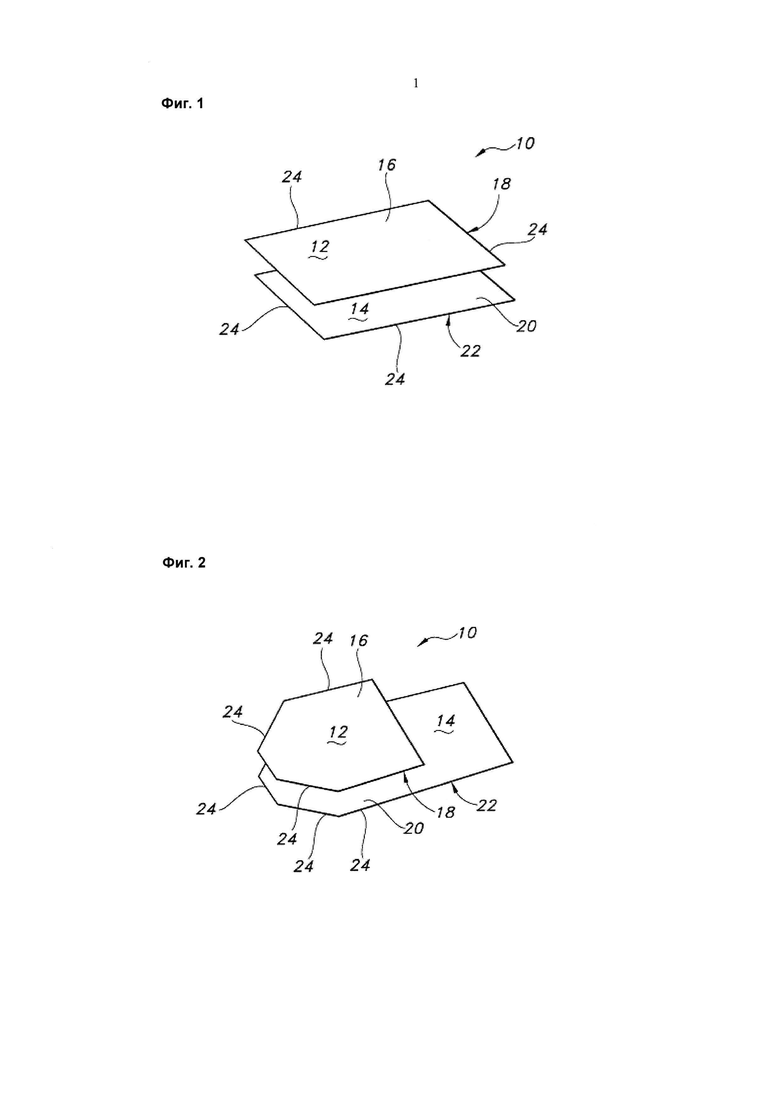
Фиг. 1 представляет вид в аксонометрии стерилизационной упаковочной системы.
Фиг. 2 представляет вид в аксонометрии другой стерилизационной упаковочной системы.
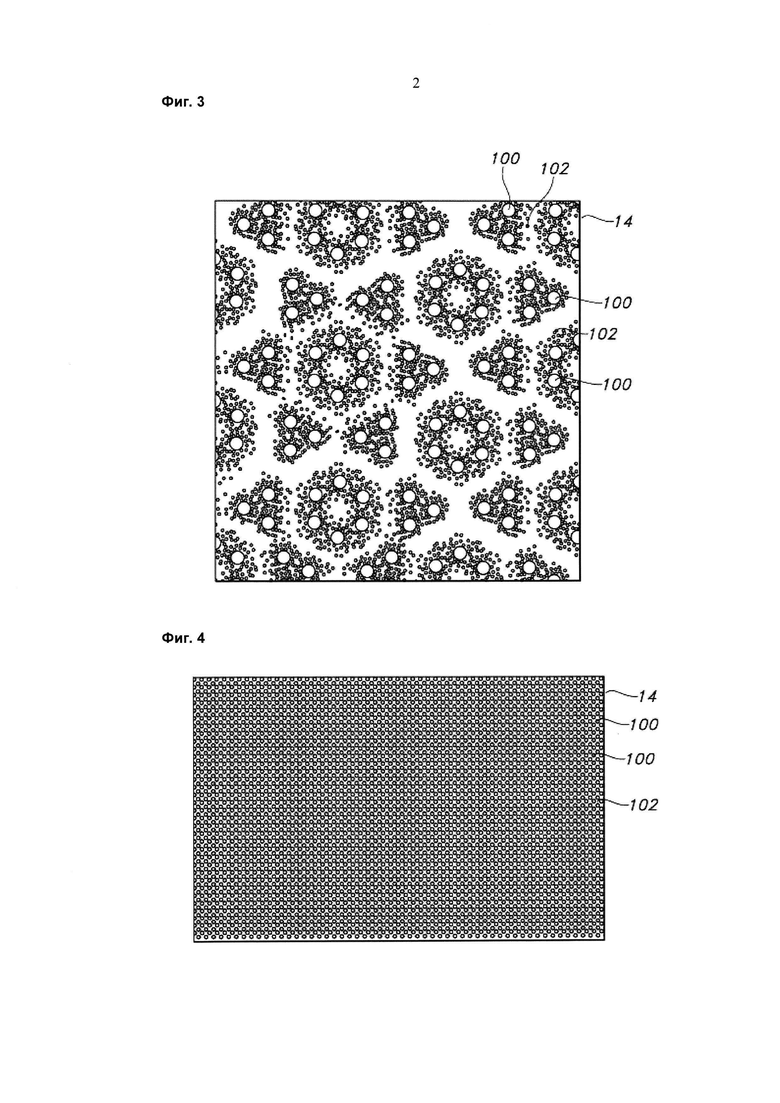
Фиг. 3 представляет вид сверху точечного соединительного узора.
Фиг. 4 представляет вид сверху другого точечного соединительного узора.
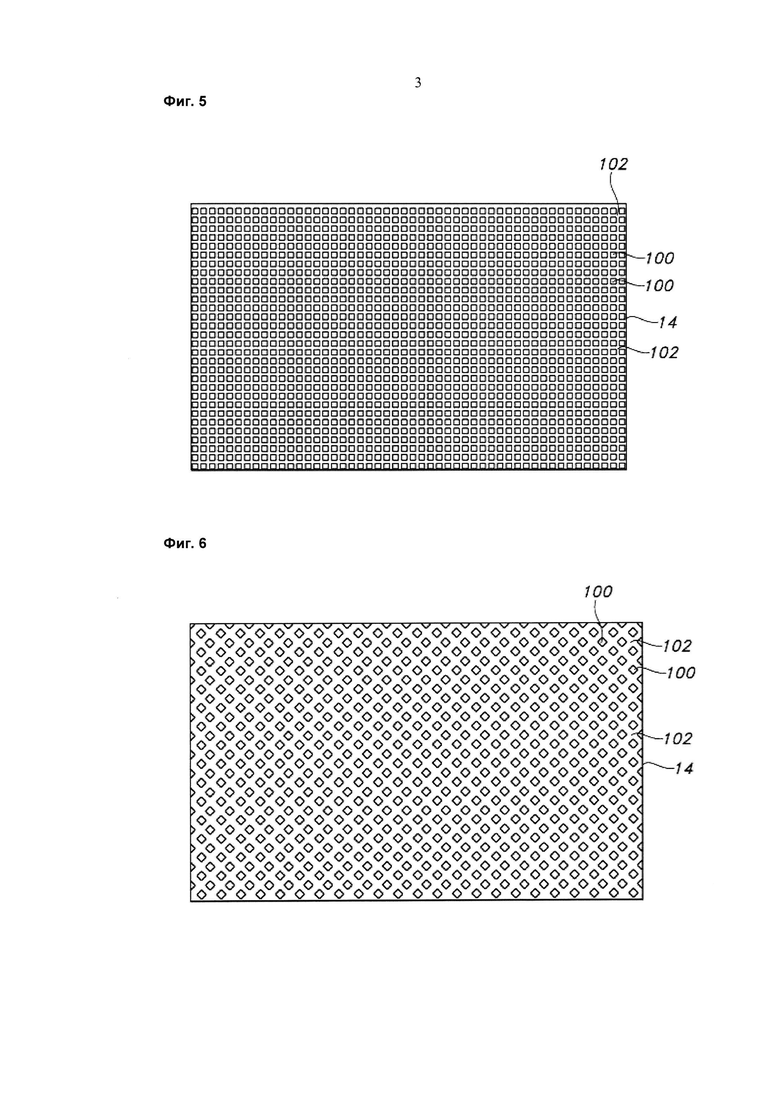
Фиг. 5 представляет вид сверху другого точечного соединительного узора.
Фиг. 6 представляет вид сверху другого точечного соединительного узора.
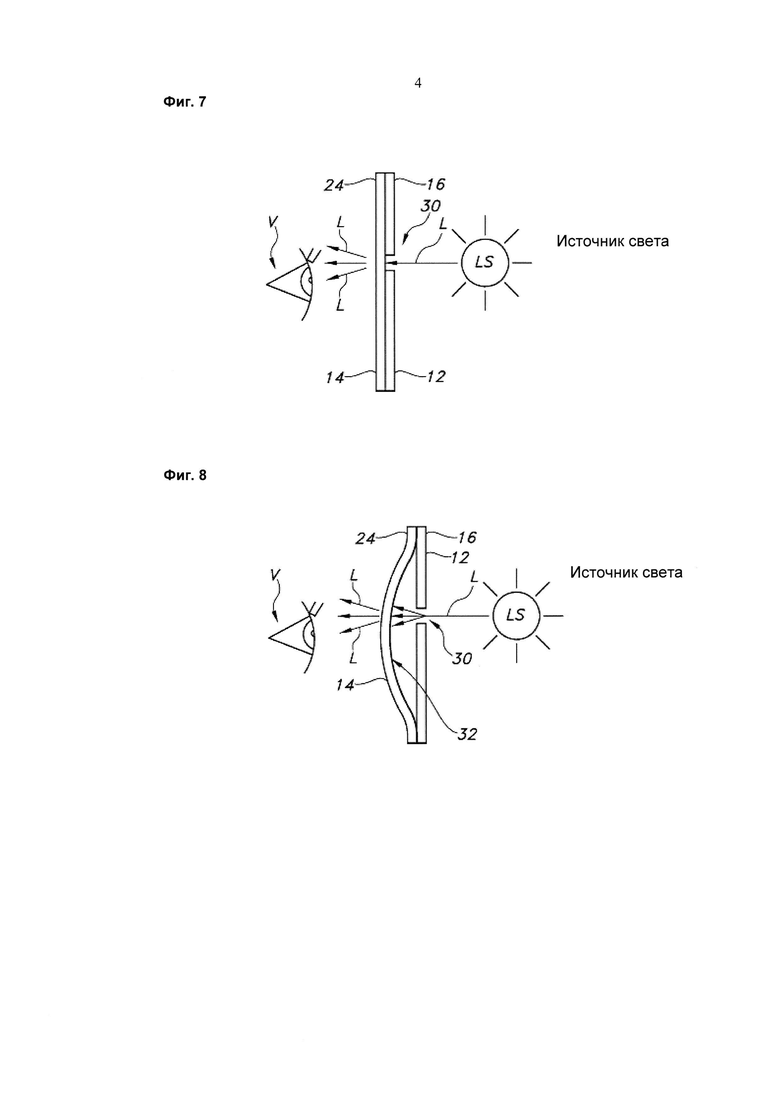
Фиг. 7 представляет вид сбоку способа использования или проверки стерилизационной упаковочной системы.
Фиг. 8 представляет вид сбоку другого способа использования или проверки стерилизационной упаковочной системы.
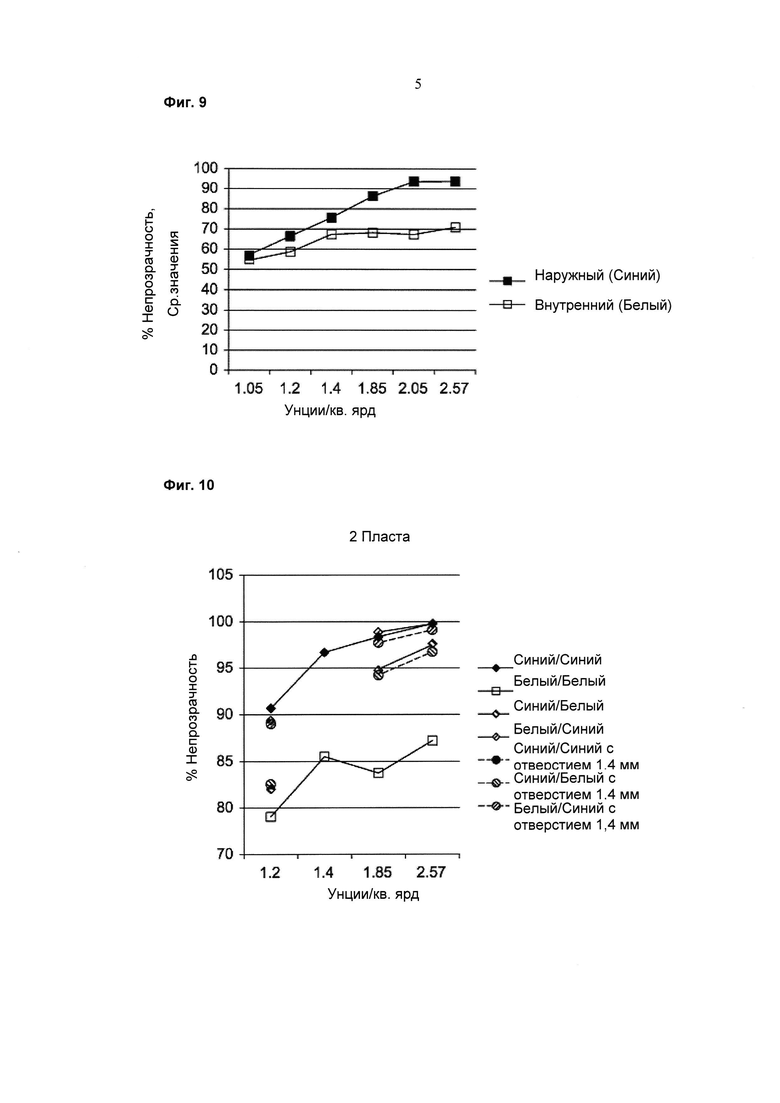
Фиг. 9 представляет в виде графика данные таблицы 2.
Фиг. 10 представляет в виде графика данные таблицы 3.
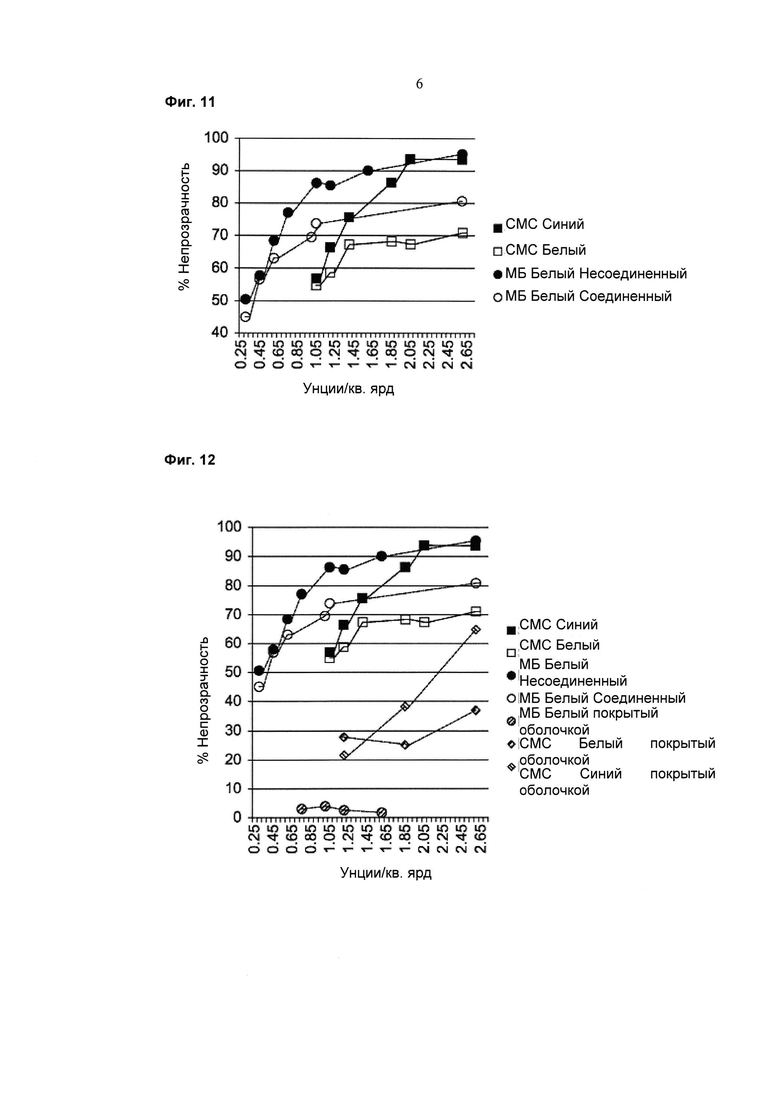
Фиг. 11 представляет в виде графика данные таблицы 2 и таблицы 4.
Фиг. 12 представляет в виде графика данные таблицы 2, таблицы 4 и таблицы 5.
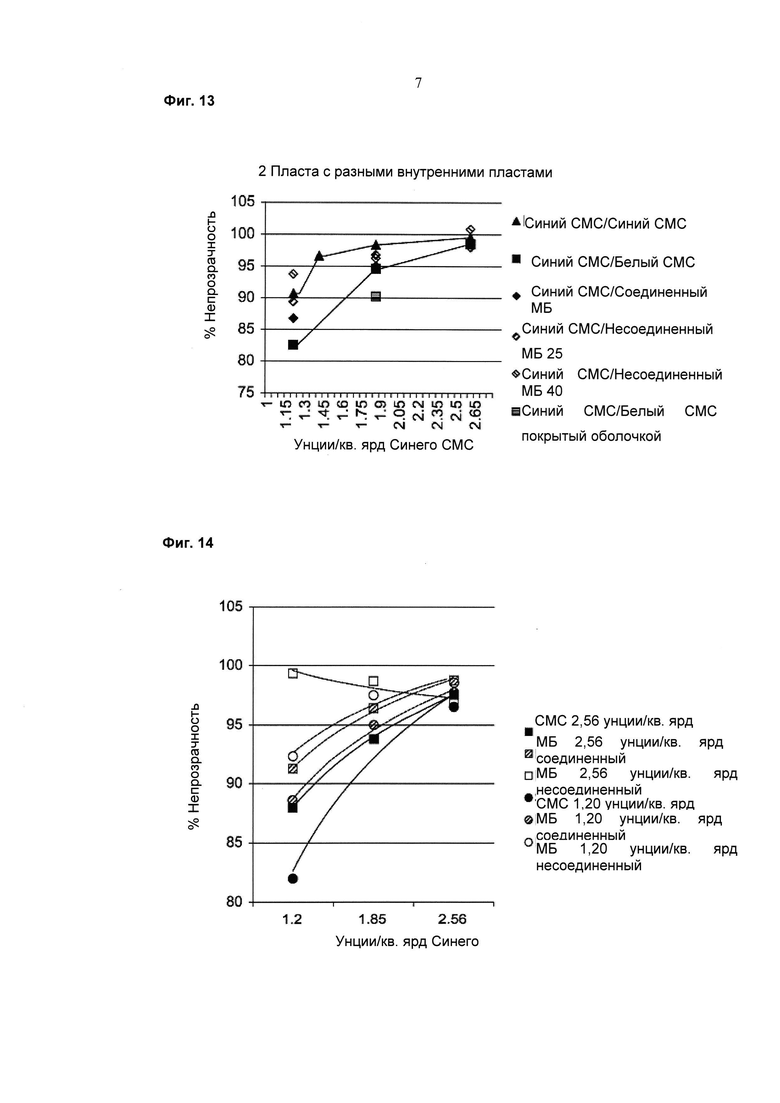
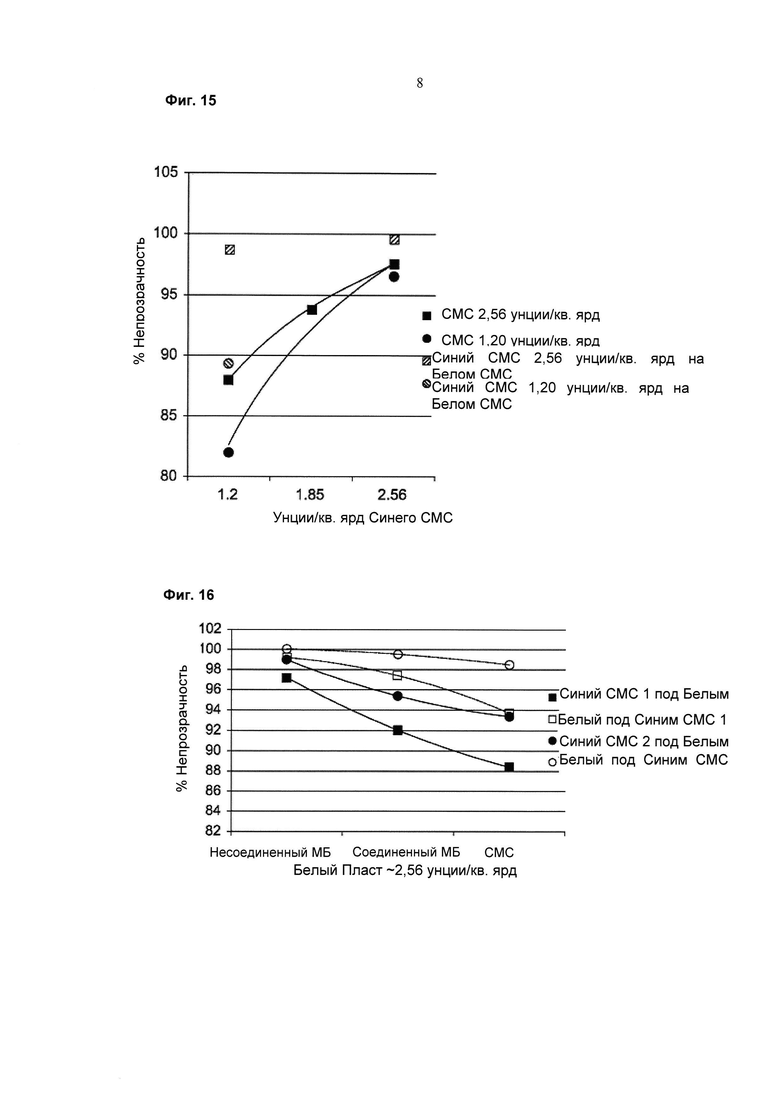
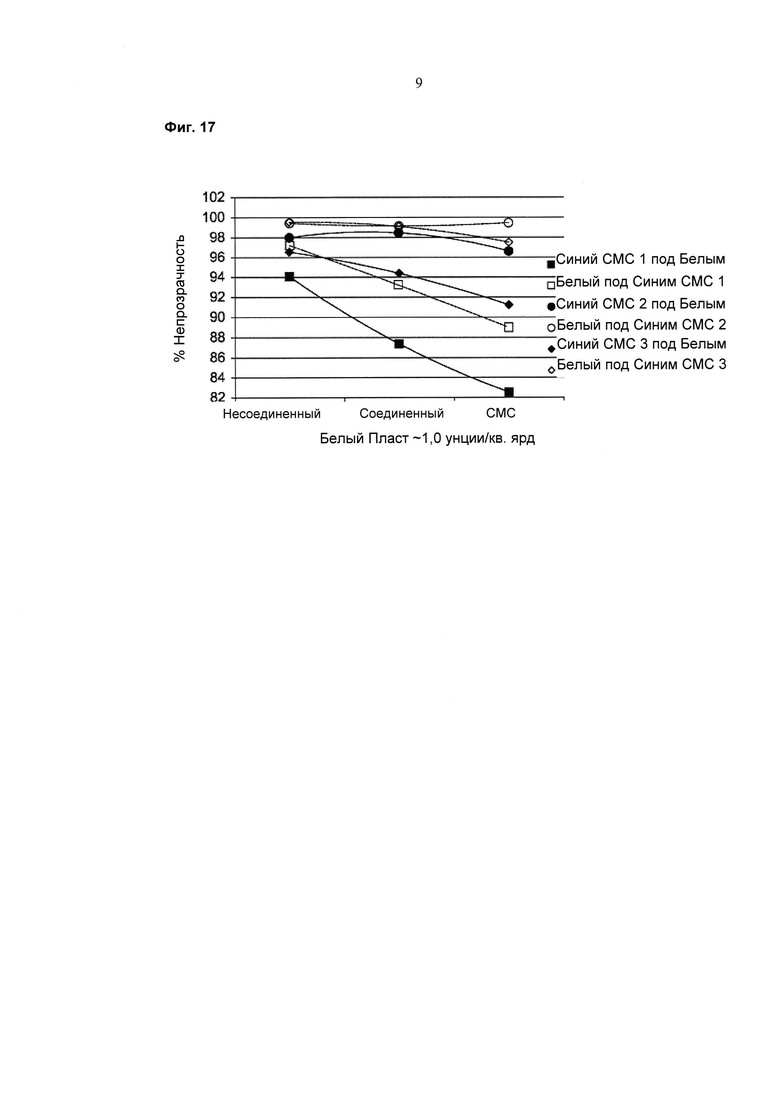
Фиг. 13 представляет в виде графика данные таблицы 6. Фиг. 14 представляет в виде графика данные таблицы 7. Фиг. 15 представляет в виде графика данные таблиц 7 и 8. Фиг. 16 представляет в виде графика данные таблицы 9. Фиг. 17 представляет в виде графика данные таблицы 10.
Определения
Термин «одноразовый» (disposable) в настоящем контексте относится к изделию, настолько дешевому, что с экономической точки зрения его можно выбросить после однократного использования. «Одноразовые» изделия обычно предназначены для однократного использования. Термин «однократного использования» (single-use) относится к изделию, рассчитанному на использование только один раз и не рассчитанному на повторное использование, восстановление, ремонт или починку после этого использования. Преимуществом этих изделий в условиях клиники является снижение риска заражения или инфицирования. Кроме того, эти изделия могут ускорить рабочий процесс, поскольку их не нужно собирать и комплектовать для повторной обработки и повторного использования.
В настоящем контексте термин «стерилизационная обертка» относится к гибкому изделию, состоящему из одного или более холстов и/или гибких материалов, которое обертывается или складывается вокруг нестерильного изделия или нестерильного содержимого перед стерилизацией или иным образом огораживает такое изделие или содержимое перед стерилизацией. Стерилизационная обертка имеет множество сегментов и/или секций, обеспечивающих конкретные физические свойства, функциональные характеристики и/или структуру, которые создают преимущества в отношении обертывания или складывания, обращения, прочности, стерилизации, хранения после стерилизации и/или разворачивания.
В настоящем контексте термин «нетканое полотно» (nonwoven web) относится к полотну, структура которого состоит из отдельных волокон или элементарных нитей, которые переплетены, но не распознаваемым повторяющимся образом. Нетканые полотна получают различными способами, известными специалистам в данной области техники, такими как, например, технологии мелтблоун, спанбонд и кардного чесания волокон с их последующим соединением в полотно.
В настоящем контексте термин «полотно спанбонд» (spunbonded web) относится к полотну из волокон и/или элементарных нитей малого диаметра, полученному путем экструзии расплавленного термопластичного материала в виде элементарных нитей через множество тонких, обычно круглых, капилляров фильеры и затем быстрого уменьшения диаметра экструдированных элементарных нитей, например, неэжекторным или эжекторным водоструйным или другими широко известными способами получения материалов типа спанбонд. Изготовление нетканых материалов спанбонд описано в таких патентах, как патент США 4340563, выданный на имя Appel et al.; патент США 3692618, выданный на имя Dorchester et al., патенты США 3338992 и 3341394, выданные на имя Kinney, патент США 3276944, выданный на имя Levy, патент США 3502538, выданный на имя Peterson, патент США 3502763, выданный на имя Hartman, патент США 3542615, выданный на имя Dobo et al., и патент Канады 803714, выданный на имя Harmon.
В настоящим контексте термин «волокна мелтблоун» (meltblown fibers) относится к волокнам, полученным путем экструзии расплавленного термопластичного материала через множество тонких, обычно круглых, капилляров фильеры в виде расплавленных нитей или элементарных нитей в высокоскоростной, обычно нагретый, газовый поток (например, воздушный), который вытягивает элементарные нити расплавленного термопластичного материала, уменьшая их диаметр, который может быть диаметром микроволокна. Затем эти волокна переносятся высокоскоростным газовым потоком и осаждаются на собирающей поверхности, формируя полотно или холст из беспорядочно распределенных волокон, полученных по технологии мелтблоун. Технология мелтблоун широко известна и описана в различных патентах и публикациях, включая NRL Report 4364 «Manufacture of Super-Fine Organic Fibers» (V.A. Wendt, E.L. Boone и C.D. Fluharty); NRL Report 5265 «An Improved device for Formation of Super-Fine Thermoplastic Fibers» (K.D. Lawrence, R.T. Lukas и J.A. Yang) и патенте США 3849241, выданном на имя Buntin et al. 19 ноября 1974.
В настоящем контексте термин «ультразвуковая сварка» (ultrasonic bonding) означает процесс, осуществляемый, например, путем проведения холста между ультразвуковым рупором и опорным валом, как описано в патенте США 4374888, выданном на имя Bornslaeger и целиком включенном в настоящий документ путем ссылки.
В настоящем контексте термин «точечное соединение» (point bonding) означает соединение одного или более слоев холста в множестве отдельных точек соединения. Например, термическое точечное соединение, в общем, включает проведение холста или полотна из волокон, подлежащих соединению, через нагретое вальцовое устройство, например, между нагретым каландровым валом и опорным валом. Каландровый вал обычно содержит какой-либо узор, так что холст соединяется не по всей его поверхности, а опорный вал обычно является гладким. Вследствие этого, для каландровых валов были разработаны различные узоры, исходя из функциональности и/или внешнего вида. В одном из примеров узор содержит точки и является узором Hansen Pennings или «Н&Р», в котором площадь соединений составляет приблизительно 30% с приблизительно 200 соединениями на кв. дюйм (31 соединение на см2), как описано в патенте США 3855046, выданном на имя Hansen and Pennings. Другой пример описан в патенте США 239566 на промышленный образец, выданном на имя Vogt. Обычно площадь соединений варьируется от приблизительно 5% до приблизительно 30% от площади слоистого полотна холста. Точечное соединение скрепляет слои материала, а также придает целостность каждому отдельному слою путем соединения элементарных нитей и/или волокон в каждом слое, не нарушая воздухопроницаемости холста или его качества на ощупь.
В настоящем контексте термин «непрозрачность» (opacity) относится к оптической плотности материала и является противоположным термину «прозрачность». Материал, обладающий высокой непрозрачностью или являющийся непрозрачным, имеет высокую поглощающую или кроющую способность, т.е. может скрыть другое изделие, цветовой тон или оттенок, поверх которого он нанесен. Материал, обладающий более высокой непрозрачностью, имеет более высокую непроницаемость для видимой области спектра электромагнитного излучения. По существу непрозрачный материал пропускает очень мало света. Например, светопропускание (видимая область спектра) по существу непрозрачного материала, такого как по существу непрозрачный нетканый холст, в общем, составляет менее чем приблизительно 25% при измерении с помощью стандартного спектрофотометра, такого как, например, светочувствительный датчик HunterLab D25 и устройство обработки данных HunterLab DP-9000, поставляемые компанией HunterLab Associates, Inc., г. Рестон, Вирджиния, США. В другом примере, светопропускание по существу непрозрачного нетканого холста, в общем, составляет менее чем приблизительно 20%. В еще одном примере, светопропускание по существу непрозрачного нетканого холста, в общем, составляет менее чем приблизительно 15%. Предпочтительно, светопропускание по существу непрозрачного нетканого холста, в общем, составляет менее чем приблизительно 10% и может составлять от 10% до 5%.
В настоящем контексте термин «светопроницаемость» (translucence) или «светопроницаемый» (translucent) относится к светопропусканию или оптической плотности материала в диапазоне от по существу прозрачного до по существу непрозрачного. В общем, светопроницаемые материалы обеспечивают диффузное светопропускание, тогда как по существу прозрачные материалы выглядят бесцветными. Светопроницаемый материал имеет более высокий уровень пропускания видимой области спектра электромагнитного излучения, чем непрозрачный или по существу непрозрачный материал, но более низкий, чем прозрачный или по существу прозрачный материал. Например, светопропускание (видимая область спектра) по существу светопроницаемого материала, такого как нетканый холст, обладающего светопроницаемостью и удовлетворительными барьерными свойствами, в общем, составляет более чем приблизительно 30% при измерении с помощью стандартного спектрофотометра, такого как, например, светочувствительный датчик HunterLab D25 и устройство обработки данных HunterLab DP-9000, поставляемые компанией HunterLab Associates, Inc., г. Рестон, Вирджиния, США. Светопропускание выражается в процентах и определяется по следующей формуле: Светопроницаемость = (100 - Процент Непрозрачности). Так, материал, имеющий непрозрачность 70%, имеет светопропускание 30%. В другом примере, светопропускание нетканого холста, обладающего светопроницаемостью и удовлетворительными барьерными свойствами, в общем, превышает приблизительно 35%. В еще одном примере, светопропускание нетканого холста, обладающего светопроницаемостью и удовлетворительными барьерными свойствами, в общем, превышает приблизительно 45% (например, 50%, 60% или даже 70%). Предпочтительно, светопропускание нетканого холста, обладающего светопроницаемостью и удовлетворительными барьерными свойствами, в общем составляет от приблизительно 30% до приблизительно 60%.
Осуществление изобретения
В описании различных вариантов осуществления изобретения, представленных на чертежах и/или описанных ниже, для ясности используется конкретная терминология. Однако такая выбранная конкретная терминология не является ограничивающей, и следует понимать, что каждый конкретный элемент включает все технические эквиваленты, действующие аналогичным образом для выполнения аналогичных функций.
На фиг. 1 представлена стерилизационная упаковочная система 10, содержащая наружный сегмент 12 и внутренний сегмент 14. На фиг. 2 представлена другая стерилизационная система, которая может иметь вид многосегментного изделия для стерилизации, описанного в патентной заявке США US 2011/0033137 A1 «Гибкое многосегментное изделие для стерилизации», опубликованной 10 февраля 2011, целиком включенной в настоящий документа путем ссылки. Как видно на фиг. 2, стерилизационная упаковочная система 10 может иметь наружный сегмент 12 и второй сегмент 14. Другие элементы изделия не показаны на чертеже для большей ясности.
Наружный сегмент 12 изготовлен из проницаемого материала, обладающего барьерными свойствами, или содержит такой материал, и имеет первую поверхность 16 и вторую поверхность 18, противоположную первой поверхности. Наружный сегмент 12 может являться по существу непрозрачным или иметь первый уровень светопроницаемости. Внутренний сегмент 14 изготовлен из проницаемого материала, обладающего барьерными свойствами, или содержит такой материал, и имеет первую поверхность 20 и вторую поверхность 22, противоположную первой поверхности. Уровень светопроницаемости второго сегмента превышает светопроницаемость первого сегмента. Сегменты могут соединяться друг с другом по меньшей мере по части поверхностей.
В соответствии с настоящим изобретением в одном из его аспектов, проницаемый материал внутреннего сегмента 14 может являться проницаемым материалом, уровень светопроницаемости которого превышает уровень светопроницаемости материала наружного сегмента 12. Например, разница в светопроницаемости, выраженной как светопропускание, между первым и вторым сегментами может составлять по меньшей мере 15%. В другом примере разница в светопроницаемости между первым и вторым сегментами может составлять по меньшей мере 30%. В еще одном примере разница в светопроницаемости между первым и вторым сегментами может составлять по меньшей мере 45%. Разница в светопроницаемости между первым и вторым сегментами может составлять 75% и более. Например, разница в светопроницаемости между первым и вторым сегментами может составлять 250% или более. В другом примере разница в светопроницаемости между первым и вторым сегментами может составлять 500% или более.
На фиг. 3-6 представлены (не в масштабе) внутренний сегмент 14 и множество точек 100 соединения, которые могут быть расположены на втором сегменте. Эти точки 100 соединения определяют отдельные места, в которых светопроницаемость превышает светопроницаемость проницаемого материала второго сегмента в местах 102, не являющихся точками соединения. Это лучше всего видно на фиг. 3 и 6. Наружный сегмент 12 может быть соединен таким же образом.
Одно из отличий второго сегмента состоит в том, что он имеет общую площадь соединения, составляющую приблизительно 30%, и относительно равномерную плотность соединений, превышающую приблизительно 100 соединений на кв. дюйм (приблизительно 15 соединений/см2). Например, общая площадь соединения второго сегмента может составлять от приблизительно 10% до приблизительно 40% (определенная традиционными методами оптической микроскопии), а плотность соединений может составлять от приблизительно 100 до приблизительно 500 точек соединения на кв. дюйм (от приблизительно 15 до приблизительно 77 точек соединения/см2).
Такое сочетание общей площади соединения и плотности соединений можно получить путем соединения подложки из непрерывных элементарных нитей при помощи точечного узора, содержащего более чем приблизительно 100 точечных соединений на кв. дюйм (приблизительно 15 точечных соединений/см2), что обеспечивает общую площадь соединения меньше, чем приблизительно 30% при полном контакте с гладким опорным валом. Предпочтительно, плотность точечных соединений в точечном узоре может составлять от приблизительно 150 до приблизительно 250 точечных соединений на кв. дюйм (приблизительно от 23 до приблизительно 38,5 точечных соединений/см2), а общая площадь соединения может составлять от приблизительно 10% до приблизительно 25% при контакте с гладким опорным валом.
Одним из примеров узора является узор Hansen Pennings или «Н&Р», в котором площадь соединения составляет приблизительно 30% с приблизительно 200 соединениями на кв. дюйм2 (31 соединение/см2), как описано в патенте США 3855046, выданном на имя Hansen and Pennings, включенном в настоящий документ путем ссылки. Другим примером, описанным в патенте США 239566 на промышленный образец, выданном на имя Vogt, представленным на фиг 3, является узор «RHT». Площадь соединения узора RHT составляет приблизительно 20%±10%. Обычно площадь соединения варьируется от приблизительно 5% до приблизительно 30% от площади слоистого материала.
Иллюстративный соединительный узор представлен на фиг. 4 (узор 714). Плотность соединений в этом узоре составляет приблизительно 306 выступающих элементов на кв. дюйм (приблизительно 47 соединений/см2). Каждый выступающий элемент определяет квадратную поверхность соединения со сторонами приблизительно 0,025 дюйма (приблизительно 0,06 см). При контакте выступающих элементов с гладким опорным валом они создают общую площадь соединения, составляющую приблизительно 15,7%. Подложки с высокой базовой массой обычно имеют площадь соединения, близкую к этому значению. Подложки с более низкой базовой массой обычно имеют меньшую площадь соединения. На фиг. 5 представлен другой соединительный узор (WW13). Плотность выступающих элементов в узоре по фиг. 5 составляет приблизительно 278 выступающих элементов на кв. дюйм (приблизительно 43 выступающих элемента/см2). Каждый выступающий элемент определяет поверхность соединения, имеющую две параллельные стороны длиной приблизительно 0,035 дюйма (приблизительно 0,09 см) (и находящихся на расстоянии приблизительно 0,02 дюйма (приблизительно 0,05 см) друг от друга) и две противоположные друг другу выпуклые стороны, каждая из которых имеет радиус приблизительно 0,0075 дюйма (приблизительно 0,0188 см). При контакте выступающих элементов с гладким опорным валом они создают общую площадь соединения, составляющую приблизительно 17,2%. На фиг. 6 представлен другой возможный соединительный узор. Плотность выступающих элементов в узоре по фиг. 6 составляет приблизительно 103 выступающих элемента на кв. дюйм - (приблизительно 41 выступающий элемент/см2). Каждый выступающий элемент определяет квадратную поверхность соединения со стороной приблизительно 0,043 • дюйма (приблизительно 0,108 см). При контакте выступающих элементов с гладким опорным валом они создают общую площадь соединения, составляющую приблизительно 16,5%.
В соответствии с настоящим изобретением, светопроницаемость второго сегмента в множестве точек 100 соединения на внутреннем сегменте 14 может по меньшей мере на 30% превышать светопроницаемость проницаемого материала второго сегмента в местах 102, не являющихся точками соединения. В другом примере, светопроницаемость второго сегмента в множестве точек соединения может быть выше по меньшей мере на 45%. В еще одном примере, разница в светопроницаемости может составлять 75% или более. Например, разница в светопроницаемости может составлять 250% или более. В другом примере разница в светопроницаемости может составлять 500% или более.
Предпочтительно, стерилизационная система выполнена с возможностью использования в условиях паровой стерилизации и этиленоксидной стерилизации, как и другие обычные стерилизационные системы.
В соответствии с настоящим изобретением в одном из его аспектов, наружный сегмент 12 и внутренний сегмент 14 могут быть одним листом проницаемого материала, обладающего барьерными свойствами, причем этот один лист складывают для получения наружного сегмента 12 и внутреннего сегмента 14, и по меньшей мере края, противоположные складке, соединяют друг с другом. В соответствии с настоящим изобретением в другом его аспекте, наружный сегмент 12 и внутренний сегмент 14 могут являться независимыми листами материала, которые соединяются друг с другом. Например, каждый из наружного сегмента 12 и внутреннего сегмента 14 может иметь периметр 24, и наружный сегмент 12 и внутренний сегмент 14 могут перекрываться и соединяться по периметру 24. Предпочтительно по меньшей мере один из проницаемых материалов, обладающих барьерными свойствами, является материалом спанбонд/мелтблоун/спанбонд.
Важным аспектом настоящего изобретения является способ использования стерилизационной упаковочной системы. Способ содержит этапы, на которых подготавливают изделие и затем обертывают изделие стерилизационной упаковочной системой 10, имеющей наружный (или первый) сегмент 12, содержащий проницаемый материал, обладающий барьерными свойствами, и имеющий первую поверхность 16 и вторую поверхность 18, противоположную первой поверхности, причем наружный сегмент 12 является по существу непрозрачным или имеет первый уровень светопроницаемости; и внутренний (или второй) сегмент 14, содержащий проницаемый материал, обладающий барьерными свойствами, и имеющий первую поверхность 20 и вторую поверхность 22, противоположную первой поверхности, причем уровень светопроницаемости внутреннего сегмента 14 превышает уровень светопроницаемости первого сегмента 12, и сегменты соединяют друг с другом по меньшей мере по части поверхностей.
Способ дополнительно содержит этапы, на которых: подвергают обернутое изделие условиям стерилизации в течение времени, достаточного для стерилизации изделия. Простерилизованное изделие может храниться или доставляться в операционную или другое место. Способ содержит этап, на котором разворачивают изделие и снимают стерилизационную упаковочную систему.
На фиг. 7 можно видеть, что способ содержит этап, на котором размещают стерилизационную упаковочную систему 10, так чтобы по меньшей мере часть наружного сегмента 12 стерилизационной упаковочной системы 10 была обращена от проверяющего «V», а соответствующая часть внутреннего сегмента 14 была обращена к проверяющему «V»; и проверяют стерилизационную упаковочную систему 10 на наличие прорывов 30 в наружном сегменте 12 путем поиска света «L», проходящего через внутренний сегмент 14, обращенный к проверяющему.
Стерилизационная упаковочная система предпочтительно размещается, так чтобы она была расположена между источником света «LS» и проверяющим «V». В соответствии с настоящим изобретением в одном из его аспектов, стерилизационная упаковочная система 10 может размещаться, или удерживаться, так чтобы первый сегмент и второй сегмент разделяло некоторое пространство 32 в части проверяемой стерилизационной упаковочной системы.
В соответствии с настоящим изобретением, второй сегмент может содержать множество точек 100 соединения, и эти точки соединения определяют отдельные места, в которых уровень светопроницаемости превышает уровень светопроницаемости проницаемого материала внутреннего сегмента 14 (или второго сегмента) в местах 102, не являющихся точками соединения, так что проверка стерилизационной упаковочной системы на наличие прорывов в сегменте, обращенном от проверяющего, осуществляется путем поиска света, проходящего через обращенный к проверяющему внутренний сегмент 14 в одной или более точках соединения.
Настоящее изобретение также относится к способу проверки стерилизационной упаковочной системы 10 после ее снятия с изделия. Способ содержит следующие этапы, на которых: размещают стерилизационную упаковочную систему 10 (то есть, стерилизационную систему, содержащую наружный сегмент 12, состоящий из проницаемого материала, обладающего барьерными свойствами, и имеющий первую поверхность 16 и вторую поверхность 18, противоположную первой, причем наружный сегмент 12 является по существу непрозрачным или имеет первый уровень светопроницаемости; и внутренний сегмент 14, состоящий из проницаемого материала, обладающего барьерными свойствами, и имеющий первую поверхность 20 и вторую поверхность 24, противоположную первой, причем уровень светопроницаемости внутреннего сегмента 14 превышает уровень светопроницаемости наружного сегмента 12, и сегменты соединяются друг с другом по меньшей мере по части своих поверхностей, причем по меньшей мере часть одного сегмента стерилизационной упаковочной системы обращена от проверяющего «V», а соответствующая часть другого сегмента обращена к проверяющему «V») относительно проверяющего; и проверяют стерилизационную упаковочную систему 10 на наличие прорывов 30 в сегменте путем поиска света «L», проходящего через сегмент, обращенный к проверяющему «V».
Стерилизационную упаковочную систему предпочтительно размещают, так чтобы она была расположена между источником света «LS» и проверяющим «V». В соответствии с настоящим изобретением в одном из его аспектов, стерилизационная упаковочная система 10 может размещаться, или удерживаться, так чтобы первый сегмент и второй сегмент разделяло некоторое пространство 32 в части проверяемой стерилизационной упаковочной системы.
В соответствии с настоящим изобретением в другом его аспекте, наружный сегмент 12, внутренний сегмент 14 или оба этих сегмента (12 и 14) могут содержать множество точек 100 соединения, и эти точки соединения определяют отдельные места, в которых уровень светопроницаемости, превышает уровень светопроницаемости проницаемого материала соответственно первого или второго сегмента в местах 102, не являющихся точками соединения, так что проверка стерилизационной упаковочной системы на наличие прорывов в сегменте, обращенном от проверяющего, осуществляется путем поиска света «L», проходящего через сегмент, обращенный к проверяющему «V», в одной или более точках 100 соединения. В соответствии с настоящим изобретением наружный сегмент 12 может быть обращен от проверяющего «V», а внутренний сегмент 14 может быть обращен к проверяющему «V». Альтернативно, наружный сегмент 12 может быть обращен к проверяющему «V», а внутренний сегмент 14 может быть обращен от проверяющего «V».
Настоящее изобретение также относится к способу изготовления стерилизационной упаковочной системы. Способ содержит следующие этапы, на которых: подготавливают наружный сегмент 12, содержащий проницаемый материал, обладающий барьерными свойствами, и имеющий первую поверхность 16 и вторую поверхность 18, противоположную первой, причем наружный сегмент 12 является по существу непрозрачным или имеет первый уровень светопроницаемости; подготавливают внутренний сегмент 14, содержащий проницаемый материал, обладающий барьерными свойствами, и имеющий первую поверхность 20 и вторую поверхность 22, противоположную первой, причем уровень светопроницаемости внутреннего сегмента превышает уровень светопроницаемости наружного сегмента; и соединяют сегменты по меньшей мере по части их поверхностей.
Второй сегмент может являться соединенным или содержать множество точек 100 соединения, причем точки соединения определяют отдельные места, в которых уровень светопроницаемости превышает уровень светопроницаемости проницаемого материала в местах 102, не являющихся точками соединения. Наружный сегмент 12 и внутренний сегмент 14 могут быть выполнены в виде одного листа проницаемого материала, обладающего барьерными свойствами. Этот один лист затем складывают для получения наружного сегмента 12 и внутреннего сегмента 14, и по меньшей мере края, противоположные складке, соединяют друг с другом. Например, каждый из наружного сегмента 12 и внутреннего сегмента 14 может иметь периметр 24, и наружный сегмент 12 и внутренний сегмент 14 могут перекрываться и соединяться по периметру 24.
Примеры
Различные аспекты настоящего изобретения оценивали с помощью следующих примеров.
Иллюстративная обертка была изготовлена из двух уложенных друг на друга сегментов (также называемых «пластами» или отдельно «пластом») газопроницаемого нетканого холста. Каждый из пластов/сегментов холста обладал барьерными свойствами по отношению к микробному загрязнению. Каждый из пластов был изготовлен из полипропилена или других термопластичных полимеров, размерно-устойчивых (неусаживающихся) при обычной температуре паровой стерилизации. Кроме того, пласты/сегменты отличались по цвету - один был светлее другого. Непрозрачность внутреннего пласта (более светлого) была ниже, чем непрозрачность наружного пласта. В этом примере каждый из пластов был термически соединен, так что соединенные области стали более светопроницаемыми (менее непрозрачными), чем несоединенные области.
Иллюстративные пласты или сегменты представляют собой слоистый материал, состоящий из соединенных методом термического точечного соединения слоев материала типа спанбонд и расположенного между ними слоя материала типа мелтблоун (также называемый материалом «СМС»). Один из пластов образует наружную сторону (т.е. сторону, которая будет наружной стороной обертки после обертывания содержимого), а другой пласт образует внутреннюю сторону (т.е. сторону, которая будет внутренней стороной обертки после обертывания содержимого). Наружный пласт окрашен в темный цвет (например, синий) по сравнению с внутренним пластом (например, белым), так что непрозрачность внутреннего пласта всегда ниже, чем непрозрачность наружного пласта.
Такое расположение темноокрашенного наружного пласта на светлоокрашенном внутреннем пласте упрощает обнаружение прорыва в наружном пласте, например, при разрыве или отверстии в наружном пласте, через внутренний пласт, по сравнению с укладкой друг на друга пластов одного цвета.
Изобретение проиллюстрировано при помощи синего наружного пласта материала CMC, расположенного на белом и менее непрозрачном внутреннем (т.е., более светопроницаемом) пласте материала CMC того же размера, причем пласты скреплены по меньшей мере вблизи одного общего края. Образцы подходящих наружного и внутреннего пластов CMC представлены в таблице 1. Значения базовой массы приведены в унциях/кв. ярд, которые могут быть конвертированы в г/м2 посредством умножения на 33,91. Содержание материала типа мелтблоун (МБ) в материале CMC составляет от 14% до 35%.
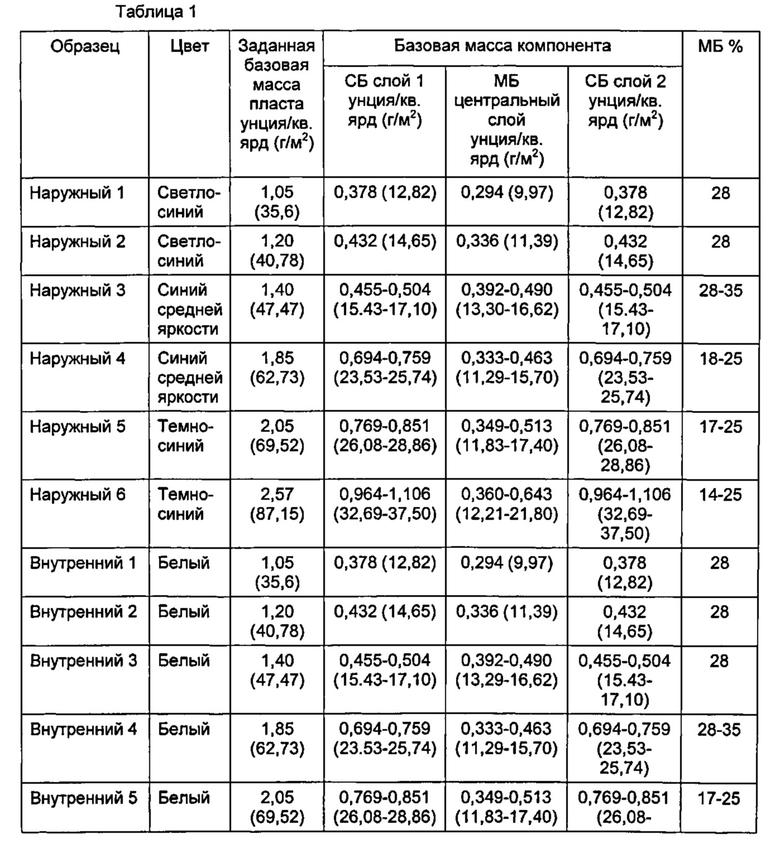

Относительную непрозрачность (Непрозрачность) или, наоборот, светопроницаемость (выраженную как Светопроницаемость = 100 - % непрозрачности) Наружного и Внутреннего образцов из таблицы 1 и выбранных сочетаний укладки измеряли с помощью стандартного спектрофотометра. Одним из подходящих спектрофотометров является светочувствительный датчик HunterLab D25 и устройства обработки данных HunterLab DP-9000, поставляемые компанией HunterLab Associates, Inc., г. Рестон, Вирджиния, США. Светочувствительный датчик D25 определяет данные сигналов красного, зеленого и синего, а устройство обработки данных DP-9000 получает данные сигналов и преобразует эти данные в значения X, Y, и Z трихроматического цветового пространства CIE XYZ. Настройка оборудования осуществлялась в соответствии с существующей практикой, за исключением того, что отверстие для образца было уменьшено до диаметра 0,75 дюйма (~1,88 см) с помощью панорамной вставки (также от компании HunterLab Associates, Inc.). Для процедур стандартизации и для проведения измерений в соответствии с инструкциями изготовителя или другими принятыми стандартами практики использовались соответствующее черное стекло и белые откалиброванные плитки. Измерения проводились при помощи двух колориметрических измерителей 1 и 2 одной марки и модели, но установленных в разных местах.
Указанное спектрофотометрическое устройство вырабатывает значение Y для образца, помещенного над уменьшенным отверстием для образца на черное стекло, и другое значение Y для того же образца, помещенного на белую плитку; сравнение этих значений Y в соответствии с «методом контрастов» вырабатывает значение «непрозрачности» для образца. В соответствии с методом контрастов значение Y для образца, помещенного на черное стекло, делится на значение Y для того же образца, помещенного на белую плитку, и полученное отношение затем умножается на 100.
В таблице 2 приведены усредненные значения Непрозрачности образцов из таблицы 1 (каждый как один пласт), а на фиг. 9 представлен график их соотношения при помощи Ср. значений; при одинаковой базовой массе Внутренние образцы (белые) имеют меньшую непрозрачность, чем Наружные образцы (синие). Средние значения для Колориметра 1 являются средними значениями для двух образцов, а средние значения для Колориметра 2 являются 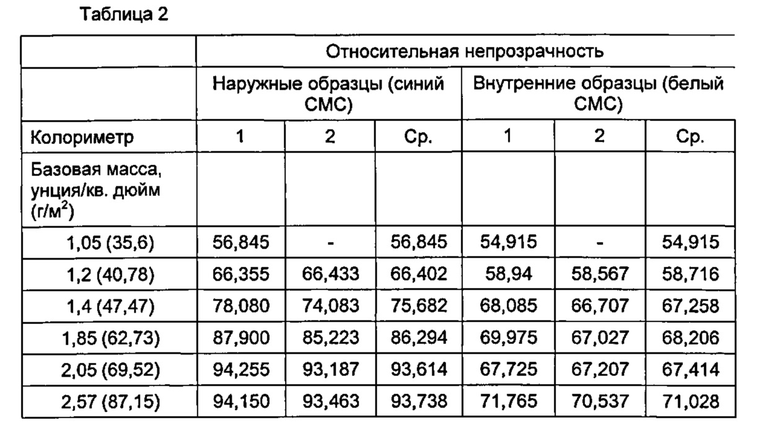
средними значениями для трех образцов, и Ср. значения представляют среднее значение для всех пяти образцов.
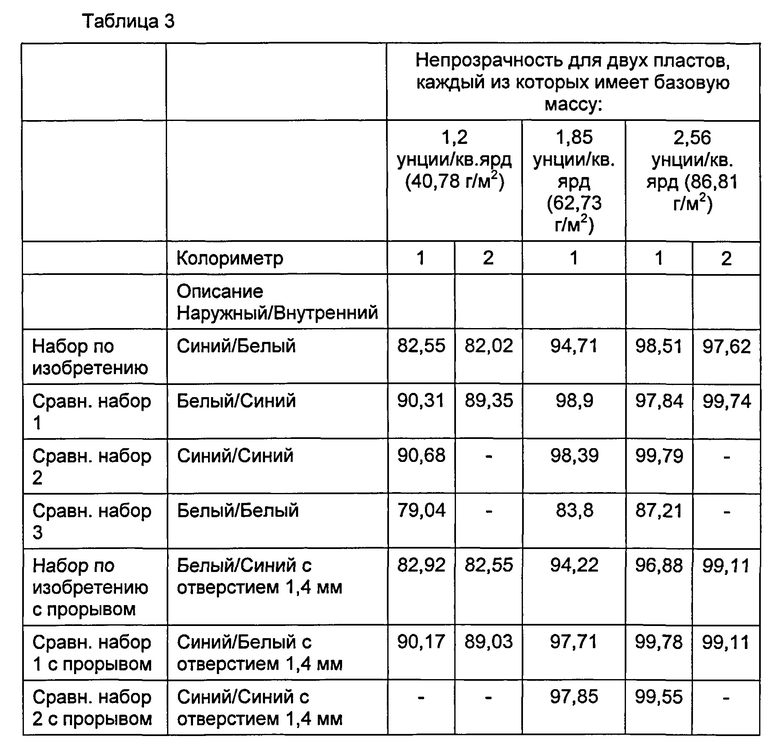
Показательные образцы по изобретению были изготовлены путем укладывания Внутреннего пласта (белый) поверх Наружного пласта (синий). Сравнительные образцы также были изготовлены путем укладывания друг на друга двух пластов тех же цветов, но в обратном порядке относительно образцов по изобретению (синий поверх белого).
Чтобы продемонстрировать аспект настоящего изобретения, относящийся к упрощению обнаружения прорыва в наружном пласте путем поиска света, проходящего через внутренний пласт, в выбранных наружных пластах показательных образцов по изобретению изготавливалось (с помощью заостренного стержня) отверстие диаметром 1,4 мм. Отверстие диаметром 1,4 мм изготавливалось (с помощью заостренного стержня) также и в выбранных наружных пластах сравнительных образцов.
Измерения непрозрачности проводились для двух уложенных друг на друга пластов с помещением наружного пласта непосредственно на отверстие для образца спектрометра, внутреннего пласта на наружный пласт, и подложки (черное стекло, белая плитка) поверх внутреннего пласта. Образцы и их значения Непрозрачности приведены в таблице 3; значения для Колориметра 1 являются значениями отдельных измерений; значения для Колориметра 2 являются средними по меньшей мере от двух измерений. Их отношения, когда это возможно, представлены усредненными средними значениями Колориметра 2 на фиг. 10.
Данные таблиц 4-6, демонстрируют улучшение светопроницаемости, обеспеченное точечным соединением. В точечном соединении для всех образцов использовался один и тот же соединительный узор, представляющий собой узор RHT, обеспечивающий область соединения, составляющую ~20% (80% остается несоединенным).
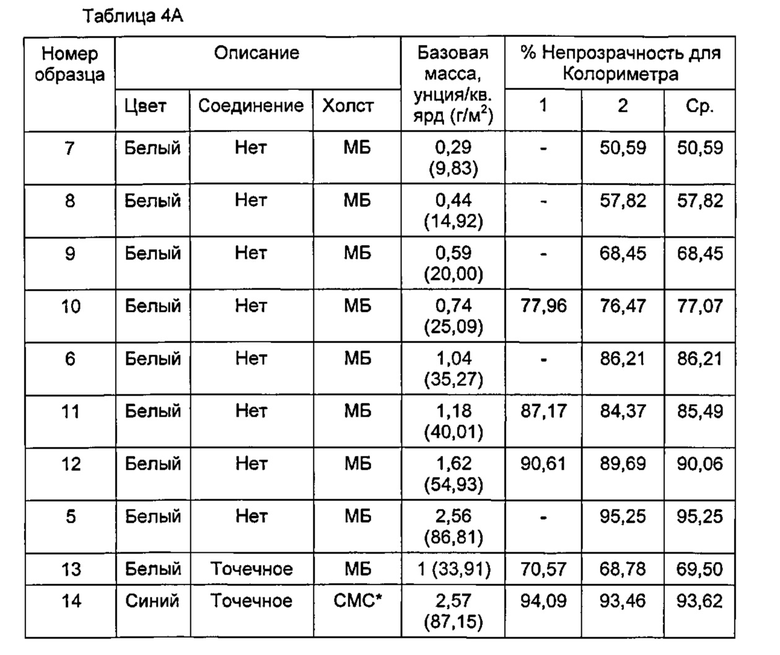
В таблице 4А приведены значения Непрозрачности для: Колориметр 1 как средние значения для двух образцов, исключая помеченное звездочкой (*); Колориметр 2 как средние значения для трех образов; и Ср. как среднее от средних значений по Колориметрам 1 и 2. Различные типы испытанных образцов представляли собой: несоединенный (т.е., без соединенных областей) холст мелтблоун (МБ) из 100% белого полипропилена с различной базовой массой; точечно термически соединенный МБ из 100% белого полипропилена с базовой массой 1 унция/кв. ярд (33,91 г/м2); и синий наружный образец с базовой массой 2,57 унции/кв. ярд (~87,15 г/м2) (повторное испытания для определения воспроизводимости значения Непрозрачности из таблицы 2). Звездочкой (*) отмечены значения Непрозрачности только для одного образца для Колориметра 1.
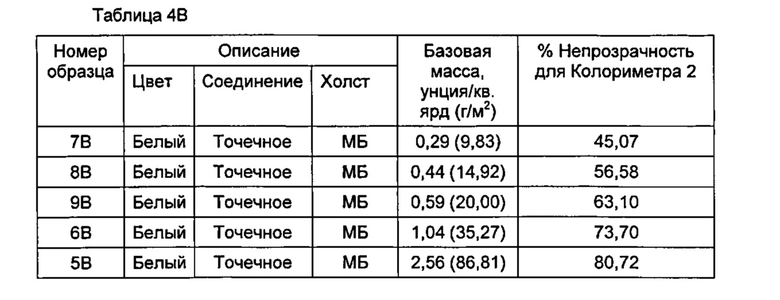
В таблице 4 В приведены средние значения Непрозрачности для Колориметра 2 для трех образцов холста МБ с номерами 5-9, после того как каждый холст был точечно термически соединен с использованием узора по фиг. 3, совпадающего с узором для других точечно соединенных холстов. Номера образцов в таблице 4 В соответствуют номерам образов в таблице 4А (например, образцы 7 В были изготовлены из холста для номера 7 по таблице 4А).
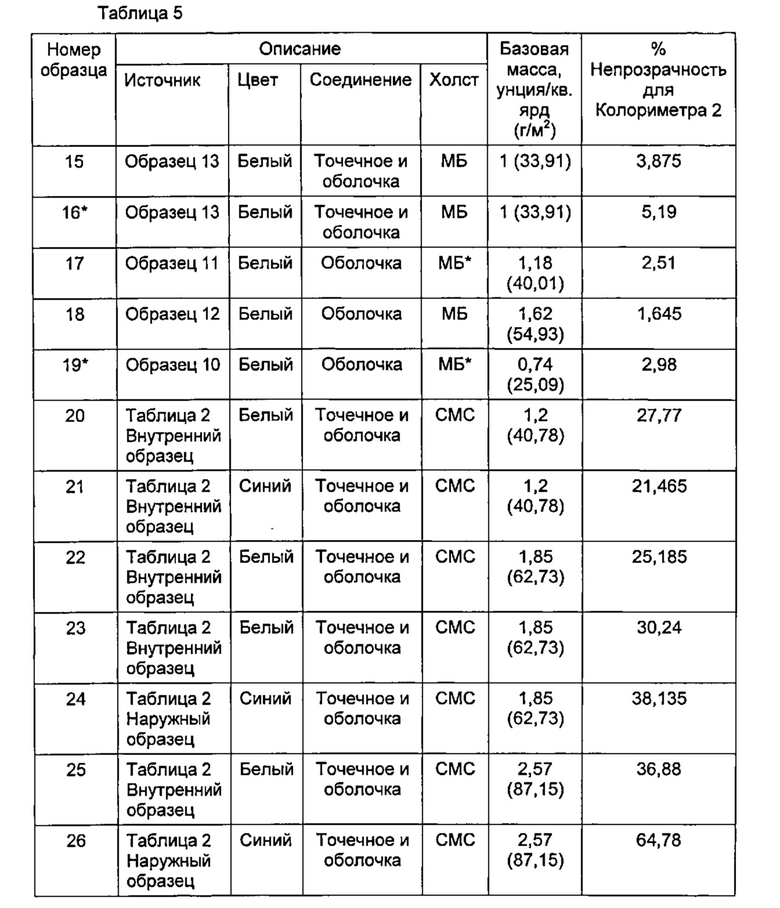
В таблице 5 приведены значения Непрозрачности для Колориметра 1 для образцов, приведенных в таблице 2 и таблице 5, которые затем были «покрыты оболочкой» так, что каждый образец был соединен на 100%. Термин «покрытый оболочкой» (filmed) означает, что образцы были заключены между полосами тонкой металлической фольги (одна из полос жесткая, для опоры, другая -алюминиевая фольга) и пропущены через имеющееся на рынке настольное устройство для изготовления слоистых материалов, в котором слоистый образец нагревался и спрессовывался. Сочетание нагревания и приложения давления приводит к сплавлению отдельных волокон и элементарных нитей в лист, имеющий внешний вид пленки. Целью этой процедуры является определение уровня непрозрачности полимерного материала, образующего нетканый холст (например, МБ или CMC), путем исключения волокнистой структуры, образованной отдельными волокнами или элементарными нитями в нетканом холсте. Звездочкой (*) отмечены значения Непрозрачности только для одного образца. Образцы, обозначенные как «точечное и оболочка», являлись образцами, исходно имеющими точечное соединение материала до «покрытия оболочкой». Образцы, обозначенные только как «покрытые оболочкой», являлись несоединенными материалами (т.е., не содержали точечных соединений) до покрытия оболочкой.
Фиг. 11 представляет график сравнения ср. значений Непрозрачности из таблицы 2 и таблиц 4А и 4В. Изучение этого сравнения показывает несколько неожиданных результатов. Ниже, в общем, приведены эти результаты.
Значения непрозрачности образцов из несоединенного МБ (обозначенных на фиг. 11 «Несоединенный белый МБ») выше, чем значения непрозрачности образцов внутреннего пласта из белого CMC (обозначенных на фиг. 11 «Белый СМС»), даже в тех случаях, когда несоединенный МБ имеет меньшую базовую массу.
Точечное соединение МБ снижает непрозрачность; интерполяция значения непрозрачности для образца несоединенного белого МБ аналогичной массы (т.е., % непрозрачности 85 по фиг. 11 для белого МБ с базовой массой приблизительно 1 унция/кв. дюйм (33,91 г/м2) показывает разницу ~15% с образцом соединенного белого МБ (Соединенный белый МБ по фиг. 11).
Придание непрозрачности белому CMC материалом МБ является существенным фактором непрозрачности.
Фиг. 12 представляет график, на котором значения Непрозрачности покрытых оболочкой образцов из таблицы 5 добавлены к значениям Непрозрачности из таблиц 2 и 4А и В. Следует особо отметить, что Непрозрачность для 100% соединенного белого МБ по существу не изменяется в зависимости от базовой массы. Поскольку белый МБ не содержит пигмента, покрытый оболочкой МБ является прозрачной пленкой. (Укрывистость у несоединенного МБ происходит вследствие отражения света от поверхностей волокон мелтблоун). Непрозрачность покрытым оболочкой образцам белого CMC и синего CMC придают пигменты.
В таблице 6 приведены образцы двух уложенных друг на друга пластов для иллюстрации воздействия добавления материала МБ. Набор 28 в таблице 6 представляет набор по изобретению из таблицы 3. Набор 27 в таблице 6 является «Сравн. Набором 2» из таблицы 3. Как видно из таблицы 1, содержание МБ составляет от 14% до 35%. Наборы 29, 30 и 31 имеют значительно большее содержание МБ в двух уложенных друг на друга пластах, поскольку масса каждого из этих внутренних пластов 100% МБ больше, чем масса МБ во внутренних пластах набора 27 и 28. Их значения Непрозрачности для Колориметра 1 больше для наружного синего CMC по фиг. 13, которая является графиком данных таблицы 6.
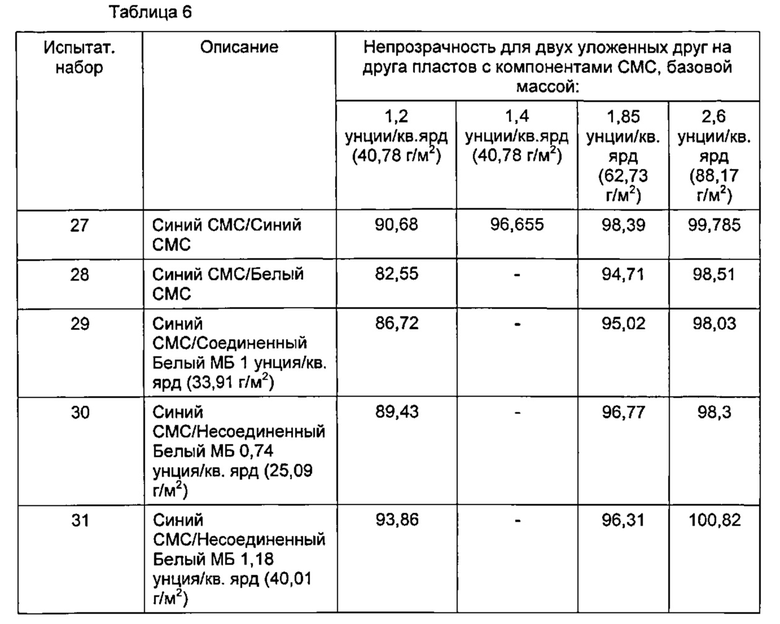
Одна точка на графике по фиг. 13 относится к покрытому оболочкой белому CMC в качестве внутреннего пласта, уложенного на наружный пласт синего CMC с базовой массой 1,85 унции/кв. ярд (62,73 г/м2). Покрытие оболочкой (создание 100% области соединения, как описано выше с помощью настольного устройства для изготовления слоистого материала) показывает уменьшение значения непрозрачности двух уложенных друг на друга пластов ~5% для Колориметра 1.
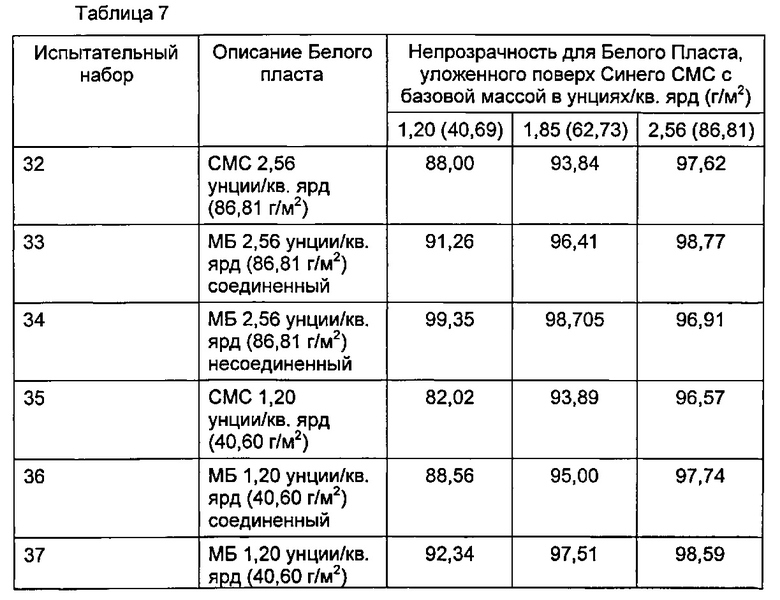
В таблице 7 приведены образцы двух уложенных друг на друга пластов для дополнительной демонстрации влияния добавления МБ на итоговую непрозрачность. Испытательные наборы в этой таблице изготовлены путем укладывания белых внутренних пластов заданного материала поверх синих наружных пластов CMC с тремя разными базовыми массами. Значения непрозрачности получены путем измерений на Колориметре 2 и являются средними для двух отдельных значений. В испытательных наборах 32 и 35 в качестве внутреннего пласта используется белый CMC; в испытательных наборах 34 и 37 используется белый несоединенный МБ; в испытательных наборах 33 и 36 используется белый соединенный МБ, изготовленный из соответствующих несоединенных МБ из наборов 34 и 37 путем термического точечного соединения с использованием узора (по фиг. 3), совпадающего с узором пластов CMC. Полученные значения непрозрачности, приведенные в таблице, проиллюстрированы на фиг. 14. Как таблица, так и фиг. 14, показывают, что добавление МБ для данной базовой массы повышает непрозрачность. Также таблица 7 и фиг. 14 демонстрируют влияние термического точечного соединения МБ: точечное соединение МБ во внутреннем пласте, которое снижает непрозрачность этого пласта (как показано путем сравнения совпадающих значений непрозрачности из Таблицы 4А и 4В), соответствующим образом снижает итоговую непрозрачность двух уложенных друг на друга пластов. Так, белые холсты с МБ компонентами, соединенными путем термического точечного соединения, предпочтительны для сложения с пластами по изобретению, обладающими большей непрозрачностью. Особенно подходящими по изобретению являются белые холсты, содержащие МБ компоненты, соединенные путем термического точечного соединения, в количестве менее 40% по базовой массе.

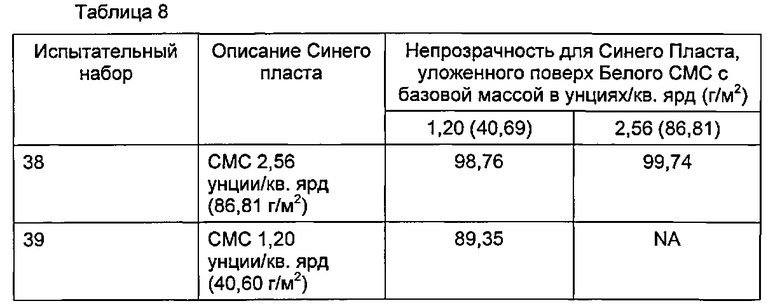
Приведенные выше значения непрозрачности для уложенных друг на друга слоев получены для синего CMC непосредственно над отверстием для образца и для белого пласта, уложенного поверх синего CMC. Укладка этих пластов в обратном порядке изменяет итоговую непрозрачность. Для иллюстрации этого влияния (укладки пластов в обратном порядке на итоговую непрозрачность) в таблице 8 приведены значения непрозрачности для выбранного порядка укладки друг на друга белого и синего пластов CMC в конфигурации, противоположной таблице 7: в испытательном наборе 38 обратный порядок укладки для некоторых комплектов пластов испытательного набора 32; в испытательном наборе 39 обратный порядок укладки пластов для пластов CMC 1,20 испытательного набора 35. Полученные значения непрозрачности являются средними от двух изменений с помощью Колориметра 2. На фиг. 15 приводится графическое сравнение значений непрозрачности из таблицы 8 с соответствующими значениями непрозрачности из таблицы 7; обратный порядок укладки изменяет значения непрозрачности.
Влияние добавления МБ на непрозрачность дополнительно определяется при наличие прорыва в синем CMC. В таблицах 9 и 10 приведены средние значения непрозрачности от двух измерений с помощью Колориметра 2. Для испытательных наборов в пластах синего CMC пробивали (как уже было сказано, с помощью стержня) отверстие диаметром 1,4 мм. Пластами CMC по таблице 9 являются: Синий CMC 1 с базовой массой 1,20 унции/кв. ярд (40,60 г/м2) и Синий CMC 2 с базовой массой CMC 2,56 унции/кв. ярд (86,81 г/м2). По таблице 9 все Белые пласты, соответственно сложенные с пластами Синего CMC, имеют базовую массу 2,56 унции/кв. ярд (86,81 г/м2), но отличаются содержанием МБ или наличием термического точечного соединения: для испытательного набора 40 использовался несоединенный белый МБ; для испытательного набора 41 использовался точечно термически соединенный МБ с соединительным узором, совпадающим с узором пластов CMC; для испытательного набора 42 использовался белый CMC. Пласты CMC по таблице 10 включают белые пласты по таблице 9 и синий CMC 3 с базовой массой 1,85 унции/кв. ярд (62,73 г/м2). Белые пласты по таблице 10 имели базовую массу приблизительно 1,20 унции/кв. ярд (40,60 г/м2), но отличались содержанием МБ или наличием термического точечного соединения, как белые пласты по таблице 9: для испытательного набора 43 использовался несоединенный белый МБ ~1,10 унции/кв. ярд (37, 03 г/м2); для испытательного набора 44 использовался точечно термически соединенный МБ ~1,10 унции/кв. ярд (37, 03 г/м2) с соединительным узором, совпадающим с узором пластов CMC; для испытательного набора 45 использовался белый CMC 1,20 унции/кв. ярд (40,60 г/м2). Итоговые значения непрозрачности в таблицах 9 и 10 были самыми низкими для соответствующих пластов белого CMC (в независимости от ориентации укладки на отверстие для образца колориметра).
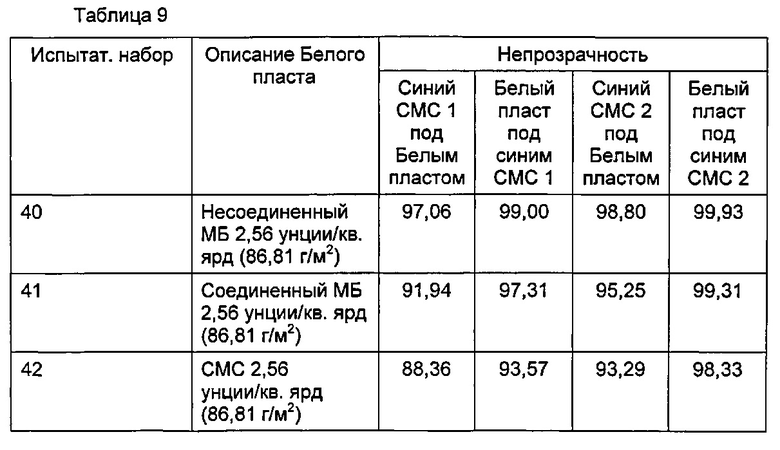
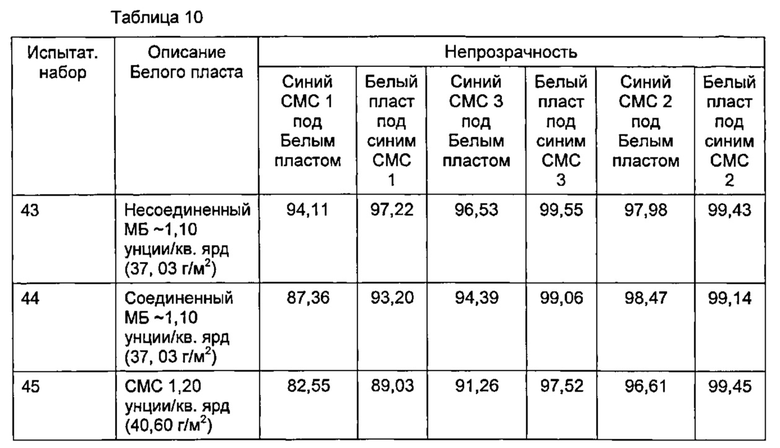
Фиг. 16 и 17 графически представляют соответствующие значения непрозрачности таблиц 9 и 10 относительно белого пласта, сложенного с синим пластом. Как видно на фиг. 16 и 17, пласты белого CMC с содержанием МБ менее 40% и точечным термическим соединением имеют по-прежнему самые низкие значения непрозрачности при складывании с синим CMC даже при наличии прорывов в синем CMC.
Таким образом, в данном описании представлены иллюстративные варианты осуществления настоящего изобретения; однако изобретение может быть осуществлено в различных альтернативных формах, что должно быть ясно специалистам в данной области техники. Для облегчения понимания изобретения и обеспечения основания для формулы изобретения в настоящее изобретение включены различные чертежи. Чертежи даны не в масштабе, а некоторые элементы могут отсутствовать на чертеже, чтобы подчеркнуть новые признаки изобретения. Структурные и функциональные детали, представленные на чертежах, даны для объяснения практики изобретения специалистам и не должны рассматриваться как ограничивающие. Термины, относящиеся к направлению, такие как слева (left), справа (right), спереди (front) или сзади (rear) даны для облегчения понимания изобретения и не должны рассматриваться как ограничивающие.
Хотя описаны были только несколько частных вариантов осуществления изобретения, специалисты в данной области должны понимать, что в указанные варианты могут быть внесены изменения и модификации без отклонения от сущности изобретения, определенной прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКОЕ МНОГОСЕГМЕНТНОЕ ИЗДЕЛИЕ ДЛЯ СТЕРИЛИЗАЦИИ, СНАБЖЕННОЕ БОКОВЫМИ КЛАПАНАМИ | 2012 |
|
RU2636823C2 |
| СЕГМЕНТИРОВАННЫЕ ПЛЕНКИ С ВЫСОКОПРОЧНЫМИ ШВАМИ | 2011 |
|
RU2586093C2 |
| ГИБКИЙ МНОГОПАНЕЛЬНЫЙ СТЕРИЛИЗАЦИОННЫЙ КОМПЛЕКТ | 2010 |
|
RU2546031C2 |
| СПОСОБ (ВАРИАНТЫ) И СИСТЕМА ФИКСАЦИИ ГИБКОГО МНОГОПАНЕЛЬНОГО СТЕРИЛИЗАЦИОННОГО КОМПЛЕКТА | 2011 |
|
RU2566731C2 |
| МНОГОСЛОЙНЫЙ ТЕРМОГЕРМЕТИЗИРУЕМЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ, ИЗГОТОВЛЕННАЯ ИЗ НЕГО ПИЩЕВАЯ УПАКОВКА И СПОСОБ УПАКОВЫВАНИЯ | 2001 |
|
RU2286295C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ ПОКРЫВАЮЩИЙ СЛОЙ ИЗ НЕТКАНОГО МАТЕРИАЛА С ЗОНОЙ С ОБЪЕМНЫМ КОНТУРОМ | 1999 |
|
RU2238761C2 |
| КОНТАКТНАЯ ЛИНЗА С МНОГОСЛОЙНЫМ УЗОРОМ | 2016 |
|
RU2653683C2 |
| ГИБКОЕ МНОГОСЕГМЕНТНОЕ ИЗДЕЛИЕ ДЛЯ СТЕРИЛИЗАЦИИ, СНАБЖЕННОЕ БОКОВЫМИ КЛАПАНАМИ ДЛЯ БАЛАНСИРОВКИ МАССЫ | 2012 |
|
RU2617522C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ В ВИДЕ ТРУСОВ, ТАКОЕ КАК ПОДГУЗНИК-ТРУСЫ, ГИГИЕНИЧЕСКИЕ ТРУСЫ ИЛИ УРОЛОГИЧЕСКИЕ ТРУСЫ | 2015 |
|
RU2667872C1 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ГОФРИРОВАННУЮ ОБЛАСТЬ | 2009 |
|
RU2484802C2 |
Группа изобретений относится к области стерилизации, а конкретно к проверке стерилизационной упаковки. Способ проверки стерилизационной упаковочной системы, содержащей первый и второй сегмент, на наличие прорывов включает этап размещения стерилизационной упаковочной системы между источником света и проверяющим, а также этап проверки указанной системы на наличие прорывов в первом или втором сегментах путем поиска света, проходящего через обращенный к проверяющему сегмент. Первый сегмент содержит газопроницаемый материал, обладающий барьерными свойствами, и имеет первую и вторую поверхность, причем первый сегмент является по существу непрозрачным или имеет первый уровень светопроницаемости. Второй сегмент содержит газопроницаемый материал, обладающий барьерными свойствами, и имеет первую и вторую поверхность. При этом уровень светопроницаемости второго сегмента превышает уровень светопроницаемости первого сегмента. Сегменты соединяют друг с другом по меньшей мере по части их поверхностей. Также раскрывается способ применения стерилизационной упаковочной системы и стерилизационная упаковочная система. Группа изобретений обеспечивает облегчение обнаружения прорывов в многослойной стерилизационной упаковочной системе. 3 н. и 12 з.п. ф-лы, 17 ил., 10 табл.
1. Способ проверки стерилизационной упаковочной системы на наличие прорывов после снятия ее с изделия, содержащий этапы, на которых:
размещают стерилизационную упаковочную систему между источником света и проверяющим, причем стерилизационная упаковочная система содержит:
первый сегмент, содержащий газопроницаемый материал, обладающий барьерными свойствами, и имеющий первую поверхность и вторую поверхность, противоположную первой, причем первый сегмент является по существу непрозрачным или имеет первый уровень светопроницаемости; и
второй сегмент, содержащий газопроницаемый материал, обладающий барьерными свойствами, и имеющий первую поверхность и вторую поверхность, противоположную первой, причем уровень светопроницаемости второго сегмента превышает уровень светопроницаемости первого сегмента, причем сегменты соединяют друг с другом по меньшей мере по части их поверхностей и по меньшей мере часть одного сегмента стерилизационной упаковочной системы обращена от проверяющего, а соответствующая часть другого сегмента обращена к проверяющему; и
проверяют стерилизационную упаковочную систему на наличие прорывов в первом или втором сегментах путем поиска света, проходящего через обращенный к проверяющему сегмент.
2. Способ по п. 1, отличающийся тем, что стерилизационную упаковочную систему размещают так, чтобы первый сегмент и второй сегмент разделяло некоторое пространство в части проверяемой стерилизационной упаковочной системы.
3. Способ по п. 1, отличающийся тем, что первый сегмент, второй сегмент или оба сегмента содержат множество точек соединения, где точка соединения - это то, где один или более слоев материала соединены, и точки соединения определяют отдельные места, в которых уровень светопроницаемости превышает уровень светопроницаемости в местах проницаемого материала соответственно первого или второго сегмента, не являющихся точками соединения, а также тем, что проверку стерилизационной упаковочной системы на наличие прорывов осуществляют путем поиска света, проходящего через обращенный к проверяющему сегмент в одной или более точках соединения.
4. Способ применения стерилизационной упаковочной системы, содержащий этапы, на которых:
обеспечивают изделие;
обертывают изделие стерилизационной упаковочной системой, содержащей:
первый сегмент, содержащий газопроницаемый материал, обладающий барьерными свойствами, и имеющий первую поверхность и вторую поверхность, противоположную первой, причем первый сегмент является по существу непрозрачным или имеет первый уровень светопроницаемости; и
второй сегмент, содержащий газопроницаемый материал, обладающий барьерными свойствами, и имеющий первую поверхность и вторую поверхность, противоположную первой, причем уровень светопроницаемости второго сегмента превышает уровень светопроницаемости наружного сегмента, причем сегменты соединяют друг с другом по меньшей мере по части их поверхностей;
где первый сегмент является наружным сегментом, а второй сегмент является внутренним сегментом;
подвергают обернутое изделие условиям стерилизации в течение времени, достаточного для стерилизации изделия;
разворачивают изделие и снимают стерилизационную упаковочную систему;
размещают стерилизационную упаковочную систему так, чтобы по меньшей мере часть одного из сегментов стерилизационной упаковочной системы была обращена от проверяющего к источнику света, а соответствующая часть другого сегмента была обращена к проверяющему; и
проверяют стерилизационную упаковочную систему на наличие прорывов в сегменте путем поиска света, проходящего через сегмент, обращенный к проверяющему.
5. Способ по п. 4, отличающийся тем, что стерилизационную упаковочную систему размещают так, что первый сегмент и второй сегмент разделяет некоторое пространство в части проверяемой стерилизационной упаковочной системы.
6. Способ по п. 4, отличающийся тем, что второй сегмент содержит множество точек соединения, где точка соединения - это то, где один или более слоев материала соединены, и точки соединения определяют отдельные места, в которых уровень светопроницаемости превышает уровень светопроницаемости проницаемого материала второго сегмента в местах, не являющихся точками соединения, а также тем, что проверку стерилизационной упаковочной системы на наличие прорывов в наружном сегменте осуществляют путем поиска света, проходящего через обращенный к проверяющему внутренний сегмент в одной или более точках соединения.
7. Стерилизационная упаковочная система, содержащая:
первый сегмент, содержащий газопроницаемый материал, обладающий барьерными свойствами, и имеющий первую поверхность и вторую поверхность, противоположную первой, причем первый сегмент является по существу непрозрачным или имеет первый уровень светопроницаемости; и
второй сегмент, содержащий газопроницаемый материал, обладающий барьерными свойствами, и имеющий первую поверхность и вторую поверхность, противоположную первой, причем уровень светопроницаемости второго сегмента превышает уровень светопроницаемости первого сегмента,
причем сегменты соединяют друг с другом по меньшей мере по части их поверхностей и разница в светопроницаемости между первым и вторым сегментами составляет по меньшей мере 15%.
8. Система по п. 7, отличающаяся тем, что второй сегмент содержит множество точек соединения, где точка соединения - это то, где один или более слоев материала соединены, и эти точки соединения определяют отдельные места, в которых уровень светопроницаемости превышает уровень светопроницаемости проницаемого материала второго сегмента в местах, не являющихся точками соединения.
9. Система по п. 8, отличающаяся тем, что светопроницаемость второго сегмента в множестве точек соединения по меньшей мере на 15% превышает светопроницаемость проницаемого материала второго сегмента в местах, не являющихся точками соединения.
10. Система по п. 7, отличающаяся тем, что газопроницаемый материал второго сегмента представляет собой газопроницаемый материал, уровень светопроницаемости которого превышает уровень светопроницаемости газопроницаемого материала первого сегмента.
11. Система по п. 7, выполненная с возможностью применения в условиях паровой стерилизации.
12. Система по п. 7, выполненная с возможностью применения в условиях этиленоксидной стерилизации.
13. Система по п. 7, отличающаяся тем, что первый сегмент и второй сегмент являются одним листом газопроницаемого материала, обладающего барьерными свойствами, и этот один лист складывают для получения первого сегмента и второго сегмента.
14. Система по п. 7, отличающаяся тем, что первый сегмент и второй сегмент являются независимыми листами материала.
15. Система по п. 7, отличающаяся тем, что каждый из первого сегмента и второго сегмента имеют периметр и первый сегмент и второй сегмент перекрывают и соединяют друг с другом по периметру.
| WO 2008083426 A1, 17.07.2008 | |||
| GB 1592214 A, 01.07.1981 | |||
| Штриховальный прибор | 1929 |
|
SU19088A1 |
| Термины и определения дефектов", введен 01.07.1990. | |||

