Данная заявка заявляет приоритет на основании заявки США No. 61/231, 796, поданной 6 августа 2009 г., содержание которой включено сюда посредством ссылки.
Данное изобретение относится, в общем, к одноразовым оберткам, используемым для вмещения подлежащего стерилизации содержимого и хранения данного содержимого в стерильных условиях до применения.
В обычной деятельности госпиталей, клиник и им подобных учреждений ежедневно используется множество материалов, например медицинские халаты, простыни, занавески, инструменты и т.д., которые востребованы во время хирургической операции или при других стерильных процедурах. В случаях, когда данные материалы заранее не упакованы в стерильном состоянии для госпиталя или клиники, их перед использованием необходимо стерилизовать. Кроме того, в случаях, когда такие материалы не являются одноразовыми и используются несколько раз, необходимо, чтобы они были очищены и в ином виде подготовлены для последующего использования. Однако перед таким использованием важно, чтобы данные материалы были стерилизованы.
С учетом объема вовлекаемых материалов необходимо часто стерилизовать и сохранять такие материалы для последующего использования. Соответственно, разработана процедура, по которой такие материалы после очистки, стирки и подобного, упаковывают в стерильный материал и затем стерилизуют и хранят для последующего использования. Обычно одноразовый стерильный материал разрезают на прямоугольные куски заданной формы и продают в качестве стерильных упаковок.
Традиционное упаковывание стерилизационного лотка или подобного изделия в обычную одноразовую стерильную упаковку часто включает большое количество излишнего материала в виде лишних углов, а перекрывающие слои собирают, загибают и закрепляют в верхней части стерилизационного лотка.
Традиционная одноразовая стерилизационная упаковка является плоским, без характерных признаков, листом материала, который, для прочности или поглощающей способности, может иногда содержать один или более дополнительных слоев материала. Данная плоская, без характерных признаков, конфигурация не дает информации или руководства человеку, заворачивающему изделие в плоский лист материала, как это делать.
Традиционная одноразовая стерилизационная обертка часто выполнена из недорогого, относительно непроницаемого материала, например, такого как бумага и т.п. Свойства таких материалов, в общем, оказывают влияние на технологию складывания и формы обертки и, тем самым, на обеспечение стерильности обернутого лотка или изделия.
Например, патент США U.S. Patent No. 5, 635, 134 to Bourne, et al. раскрывает многослойную стерилизационную обертку, которая выполнена соединением одного или более листов стерилизационной обертки (например, два отдельных листа или один сложенный пополам лист) вместе с образованием двух, одинакового размера, совмещенных панелей, обеспечивающих удобную двойную обертку изделия. В качестве другого примера в публикации заявки США No. 2001/0036519 by Robert T.Bayer раскрыта двухслойная стерилизационная обертка, которая выполнена из одинарного листа стерилизационного оберточного материала, который сложен с образованием двух, одинакового размера, совмещенных панелей, которые соединены друг с другом. В качестве еще одного примера в публикации заявки США No. 2005/0163654 by Stecklein, et al., раскрыт стерилизационный оберточный материал, который имеет первую основную панель и вторую панель, меньшую чем основная панель. С целью усиления основной панели и/или обеспечения дополнительной впитывающей способности вторая панель совмещена и соединена с центральным участком основной панели, так что она находится полностью внутри основной панели.
Вообще говоря, в этих и других примерах большие листы традиционной одноразовой стерилизованной обертки используют, как правило, для создания больших пространств перекрывающих материалов, используя одну или две стандартных технологии складывания. Большие количества материалов и множественные складки используют для создания извилистого пути (например, по меньшей мере, два крутых поворота в одном и том же направлении), чтобы остановить проход для содержащихся в воздухе бактерий через края стерилизованной обертки по складкам, под влиянием изменений давления воздуха, в закрытый стерилизованной оберткой объем. То есть большие количества материала и множественные складки являются традиционной технологией, предназначенной для создания "сильфонного эффекта" при погрузке или падении завернутого содержимого, что может привести к быстрым изменениям объема и давления, которые вытеснят воздух из обернутой упаковки и обратно в нее, через края и складки стерилизованной упаковки, закрывающей содержимое, которое прошло стерилизацию. Принцип использования извилистого пути для поддержания стерильных условий иногда относят к принципу или теории извилистого пути Луи Пастера.
Эти традиционные технологии и получаемые в результате складчатые конфигурации требуют манипулирования чрезмерным количеством материалов во время процесса обертывания и разворачивания. Для обертывания лотка или подобного изделия быстро и надежно требуется опыт и определенный уровень профессионализма. По причине давления планирования и затрат необходимое для некоторых процедур медицинское оборудование может потребовать немедленного повторного обертывания и должно быть обработано, стерилизовано и пригодно для применения в течение часа после его эксплуатации в предыдущей процедуре. Поскольку сроки выполнения продолжают "давить" появляется необходимость в соответствующем еще более быстром обертывании изделия, гарантируя, при этом, надежность упаковки.
Ошибки во время обертки изделия перед стерилизацией или во время разворачивания стерилизованного товара в операционном помещении имеют существенные финансовые и временные последствия. Неправильно обернутые упаковки имеют больше шансов оказаться под угрозой агрессивной обработки или чрезмерной рутинной обработки. Загрязненное изделие, требующее повторной стерилизации, может задержать крайне важную медицинскую процедуру. Обычная больница может ежегодно расходовать на стерильную упаковку, стерильные пакеты или стерильные контейнеры около пятидесяти тысяч долларов ($50,000.00 US). Нарушение стерильной обертки, пакета или контейнера, и/или ошибки, относящиеся к обертыванию или разворачиванию, потребуют повторной стерилизации содержимого, если в данный момент будет невозможна стерильная замена. Если возникает какое-либо сомнение в стерильности любого изделия, оно должно быть повторно простерилизовано. В зависимости от процедуры перенесение одной медицинской процедуры может повысить затраты до восьми тысяч долларов ($ 8,000.00). Таким образом, стоимость лишь нескольких негативных случаев может добавить значительную долю в затраты, расходуемые на стерильные упаковки, пакеты или контейнеры.
Имеется много направлений, при которых традиционно обернутые или упакованные в стерильные упаковки изделия могут быть загрязнены. Например, грязь, влага и бактерии могут быть занесены в упаковку при неправильном или ненормальном обращении при перевозке, плохих условиях хранения или несоответствующей технологии. Как отмечено выше, каждый раз при доставке обертки, под сжимающим воздействием рук, в какой-то степени всегда происходит аэрозольный или сильфонный эффект. Падение упаковки на твердую поверхность, например пол, может также вызвать действие сильфонный эффект за счет быстрого сжатия объема упаковки, которая затем восстанавливает некоторую часть, или полный свой объем, и/или что может позволить бактериям проникнуть в упаковку через разорванные уплотнения или небольшие трещины или надрывы материала, что непросто установить. Неправильное вскрытие упаковки может угрожать стерильности содержимого упаковки.
Общепризнанными являются определенные виды нарушения упаковки, такие как ножевые разрезы, истирание и проколы. Имеются другие виды нарушения, которые являются обычными, если не более часто встречающимися. Они включают продавленные разрезы, разрезы от зацепов и продавленные отверстия.
Продавленный разрез может выглядеть как ножевой разрез, но при более тщательной проверке, волокна вокруг каждого края разреза как бы "сварены", или склеены вместе. Край разреза может восприниматься жестким на ощупь. Данный вид разреза обычно проходит по периметру или наружному контуру нижней части инструментального лотка. Он может также располагаться на верхней части инструментального лотка, если несколько лотков установлены друг на друге. Примером типичного случая, который может создать продавленный разрез, является поднятие переднего конца лотка весом 20 фунтов так, что весь вес лотка давит на задний край, и протягивание его, перед поднятием, поперек стеллажа. Это аналогично резанию упаковки ножницами; материал защемляется между двумя слоями жестких твердых пограничных поверхностей с приложением к материалу ножничного воздействия.
При разрезе от зацепов края разреза имеют рыхлые волокна, зависающие и/или отдельные волокна, продолжающиеся поперек разреза. Края разреза не грубые, или жесткие, как при продавленном разрезе. При более значительных разрезах от зацепов форма зоны разреза напоминает треугольник, причем вершина треугольника находится в начале зацепа. Если лоток очень рыхло упакован, то разрез от зацепа будет проходить по краям упакованного инструментального лотка. Другими словами, данный вид разреза будет находиться в других зонах лотка, где упаковка слишком рыхлая и может быть захвачена грубыми поверхностями или углами. Данный вид разреза является результатом вытягивания или волочения по шероховатой поверхности часто старого, долго используемого стерилизатора. Данный разрез может также возникнуть, когда рыхло обмотанная поверхность лотка цепляется на углах или краях объектов.
Продавленное отверстие может быть, по-видимому, очень маленьким отверстием, где волокна вокруг самого края отверстия "сварены" или склеены друг с другом. Данный вид отверстия обычно обнаруживается по периметру нижней части инструментального лотка. Он может также иметь место на верхней части инструментального лотка, если ряд лотков был сложен друг на друга штабелем. Примером типичного случая, который может создать продавленное отверстие, может быть опускание лотка (даже на небольшое расстояние) на край тележки, или стеллажа, при транспортировке в различные отделения больницы.
Использование больших листов традиционной одноразовой стерильной упаковки при стандартной технологии складывания обеспечивает большие пространства перекрывающихся материалов и множество сгибов, которые также, в общем, предусмотрены для содействия защите от продавленных разрезов, разрезов от зацепов и продавленных отверстий, а также более известных видов нарушения (т.е., ножевых разрезов, протирания и проколов). Соответственно, традиционные решения используют листы материала большего размера, большее число слоев материала, сочетания больших листов из разных материалов, центрально расположенного усиления, или впитывающих зон, амортизаторов, или мягких прокладок, которые закрепляют на углах лотков, и их сочетаний - все, что требует применения и манипулирования чрезмерными количествами материала во время процессов оборачивания и разворачивания, при этом добавляется сложность, которая замедляет процесс оборачивания и разворачивания, и увеличивает отходы.
Соответственно, существует потребность в легкости применения комплекта, упаковки или системы, которая упрощает задачу обертывания, или подготовки изделия для стерилизации. Существует также потребность в легкости применения упаковки или системы, которая упрощает задачу разворачивания стерилизованного изделия. Дополнительно к данным потребностям имеется также необходимость в устройстве, узле или пакете стерилизованного материала, который снижает или предотвращает повреждения или нарушения, что ставит под угрозу стерильность закрытого в нем содержимого. Т.е. существует необходимость в узле или пакете стерилизованной упаковки или материала, который уменьшает наличие продавленных разрезов, продавленных отверстий, разрывов от зацепов, а также снижает, при этом, количество стерилизованного материала, требуемого для процесса стерилизации инструментального лотка, равно как снижает сложность, затрудненность и/или требуемое время упаковывания или закрытия инструментального лотка. Имеется также неудовлетворенная потребность в снижении количества стерилизованного материала, необходимого для процесса стерилизации инструментального лотка.
Краткое описание изобретения
Изложенные выше проблемы решаются данным изобретением, которое содержит одноразовый гибкий многопанельный стерилизационный комплект. Одноразовый гибкий многопанельный стерилизационный комплект включает барьерную панель, содержащую проницаемый листовой материал, имеющий защитные свойства, средство крепления для закрепления барьерной панели в упаковке и сгибаемую защитную панель. Барьерная панель включает: первую поверхность и вторую, противоположную поверхность; первый конец, образующий, в общем, заданную линию сгиба; второй конец, противоположный первому концу; первый край, который является, в общем, перпендикулярным заданной линии сгиба; второй край, который является, в общем, противоположным заданной линии сгиба; и третий край, который является, в общем, перпендикулярным линии сгиба. Барьерная панель может иметь, желательно, четвертый край, который расположен, в общем, противоположно заданной линии сгиба, так что второй край и четвертый край образуют гребень или вершину. Барьерная панель может предпочтительно иметь четвертый край и пятый край для образования неквадратной, или непрямоугольной формы, например четвертый край и пятый край сходятся ко второму краю, так что второй конец барьерной панели является более узким, чем первый конец барьерной панели.
Барьерная панель может иметь ширину, которая является расстоянием от первого края до третьего края, и длину, которая является расстоянием от первого конца до второго конца.
Согласно объекту изобретения барьерная панель имеет срединную точку по длине, которая продолжается или пролегает между первым краем и третьим краем, для разграничения, в общем, барьерной панели на принимающую содержимое зоны, продолжающейся от заданной линии сгиба до срединной точки и покрывающую содержимое зону, продолжающуюся от срединной точки до второго края. Согласно объекту изобретения площадь поверхности принимающей содержимое зоны может составлять от около 25 до около 49% общей площади поверхности барьерной панели. Например, площадь поверхности принимающей содержимое зоны может составлять от около 35 до около 45% общей площади поверхности барьерной панели.
Многопанельный стерилизационный комплект включает средство крепления панели, расположенное между заданной линией сгиба и срединной точкой барьерной панели. Средство крепления панели желательно находится в первом крае или около него, или в третьем крае барьерной панели, и может быть использовано для прикрепления барьерной панели к самой себе после сгибания барьерной панели вокруг подлежащего стерилизации содержимого, с образованием упаковки. По объекту изобретения средство крепления панели может быть расположено в непосредственной близости к первому краю и третьему краю барьерной панели и/или может продолжаться от первого края и третьего края барьерной панели. Средство крепления панели может быть представлено адгезивной лентой, двухсторонней адгезивной лентой, освобождаемыми расслаиванием адгезивными лентами, когезивными материалами, устройствами крепления типа застежек велкро, механическими устройствами крепления, включающими, но без ограничения, кнопки, зажимы, магниты, захваты, пазы и язычки, и их сочетания. Согласно объекту изобретения средство крепления панели соединено с барьерной панелью в заданном положении. Данное средство крепления панели может приближаться к заданной линии сгиба. Средство крепления панели может быть выполнено для идентификации принимающей содержимое зоны барьерной панели и, дополнительно, для соединения первого края и третьего края барьерной панели друг с другом или с участком покрывающей содержимое зоны после сгибания барьерной панели в срединной точке, или около нее, чтобы ее второй конец доходил около до ее первого конца.
Многопанельный стерилизационный комплект дополнительно включает сгибаемую защитную панель, соединенную с барьерной панелью наложением. Т.е. сгибаемая защитная панель желательно продолжается от барьерной панели. Если защитная панель является отдельным элементом материала, то желательно, чтобы она непосредственно примыкала, бок о бок, к барьерной панели. Сгибаемая защитная панель включает: проксимальный конец, в общем, смежный заданной линии сгиба; дистальный конец, в общем, противоположный проксимальному концу и, по меньшей мере, первый край и второй край, продолжающиеся от проксимального конца до дистального конца. Согласно данному изобретению сгибаемая защитная панель может иметь, по меньшей мере, третий край, расположенный в ее дистальном конце, или около него. Сгибаемая защитная панель может быть выполнена с возможностью обладания защитными свойствами. Например, сгибаемая защитная панель может быть изготовлена из того же самого материала, что и барьерная панель. В качестве другого примера сгибаемая защитная панель может быть изготовлена из того же самого куска материала, что и барьерная панель.
По объекту изобретения сгибаемая защитная панель желательно имеет ширину, которая является расстоянием от первого края до второго края, и длину, которая является расстоянием от проксимального конца до дистального конца, чтобы после сгибания барьерной панели в срединной ее точке, или около нее, второй конец барьерной панели доходил около до ее первого конца, а ее первый и третий края соединялись друг с другом, или с покрывающей содержимое зоной, с образованием упаковки, сгибаемая защитная панель выполнена для сгибания по заданной линии сгиба, или около нее, чтобы покрыть, по меньшей мере, первый край и третий край сложенной барьерной панели.
Согласно данному изобретению барьерная панель может быть выполнена, по меньшей мере, из одного слоя воздухопроницаемого нетканого материала. Желательно, когда воздухопроницаемый нетканый материал является ламинированным материалом, выполненным из слоя нитевидных волокон фильерного производства, слоя нитей из распыленного расплава и слоя нитевидных волокон фильерного производства. Проницаемость барьерной панели может изменяться от 25 до около 500 футов3/мин(СFМ) по Фрейзеру. Например, проницаемость барьерной панели может изменяться от 25 до около 400 фyтoв3/мин. Или еще один пример, проницаемость барьерной панели может изменяться от 25 до около 300 футов3/мин.
Стерилизационный комплект дополнительно включает по меньшей мере один оттягиваемый язычок. Оттягиваемый язычок может быть единым с барьерной панелью или может быть скреплен со вторым концом барьерной панели. Оттягиваемый язычок может быть выполнен из одного или более разных материалов. Оттягиваемый язычок обеспечивает признак, который позволяет пользователю стерильно распаковывать стерилизованные изделия. Т.е. человек, распаковывающий изделие, которое упаковано в гибкий многопанельный стерилизационный комплект, может использовать оттягиваемый язычок, чтобы избежать проникания в присутствующую, в общем, стерильную зону, при распаковывании и расширении контактирующей со стерильным содержимым поверхности барьерной панели.
Стерилизационный комплект может дополнительно включать один или более отдельных элементов усиления. Данные элементы желательно находятся в принимающей подлежащее стерилизации содержимое зоне. Элемент(ы) усиления может включать один или более слоев материалов, выбираемых из рулонных волокнистых материалов, непроницаемых пленок, проницаемых или пористых пленок, пленок с отверстиями, пенопластов, фольги и сочетаний из них.
Согласно объекту изобретения стерилизационный комплект может дополнительно содержать указания или инструкции на сам стерилизационный комплект с информацией по соответствующему складыванию комплекта в обертку.
По объекту изобретения обеспечен одноразовый гибкий многопанельный стерилизационный комплект, который включает барьерную панель, выполненную из листа защитного материала (например, защитной ткани), имеющего, по меньшей мере, один панельный край. Барьерная панель выполнена с возможностью складывания вокруг подлежащего стерилизации содержимого, с образованием упаковки. Средство крепления барьерной панели расположено на участке барьерной панели для закрепления одного или более панельных краев барьерной панели в сложенном положении вокруг подлежащего стерилизации содержимого. Средство крепления барьерной панели выполнено для закрепления одного или более панельных краев в сложенном положении, по существу, с сопротивлением сдвига, большим, чем усилие отслаивания. Многопанельный стерилизационный комплект дополнительно включает сгибаемую защитную панель, продолжающуюся от барьерной панели. Сгибаемая защитная панель включает проксимальный конец, в общем, смежный барьерной панели, и дистальный конец, в общем, противоположный проксимальному концу, так что дистальный конец сгибаемой защитной панели покрывает один или более панельных краев барьерной панели после складывания барьерной панели в сложенное положение.
Средство крепления барьерной панели применяют для крепления барьерной панели к самой себе после ее складывания вокруг подлежащего стерилизации содержимого, с образованием упаковки. Средством крепления барьерной панели может быть адгезивная лента, двусторонняя адгезивная лента, освобождаемые расслоением адгезивные ленты, когезивные материалы, устройства крепления типа застежки велкро, механические устройства крепления, включающие, но не ограниченные ими, кнопки, зажимы, магниты, захваты, пазы и язычки, и их сочетания.
Еще один объект касается одноразового гибкого многопанельного стерилизационного комплекта, который включает барьерную панель, выполненную из листа защитного материала (например, защитной ткани), имеющего, по меньшей мере, один панельный край. Барьерная панель выполнена с возможностью складывания вокруг подлежащего стерилизации содержимого, с образованием упаковки. Средство крепления барьерной панели расположено на участке барьерной панели для закрепления одного или более панельных краев барьерной панели в сложенном положении вокруг подлежащего стерилизации содержимого. Средство крепления барьерной панели выполнено для закрепления одного или более панельных краев в сложенном положении. Многопанельный стерилизационный комплект дополнительно включает сгибаемую защитную панель, продолжающуюся от барьерной панели. Сгибаемая защитная панель включает проксимальный конец, в общем, смежный барьерной панели, и дистальный конец, в общем, противоположный проксимальному концу, так что дистальный конец сгибаемой защитной панели покрывает один или более панельных краев барьерной панели после складывания барьерной панели в сложенное положение, и при этом, в результате складывания стерилизационного комплекта вокруг изделия присутствует менее десяти (10) расположенных друг над другом слоев материала. Желательно, когда в результате складывания стерилизационного комплекта вокруг изделия, например стерилизационного лотка, присутствует менее пяти (5) расположенных друг над другом слоев материала.
Другой вариант осуществления данного изобретения включает многопанельный стерилизационный комплект, имеющий барьерную панель, состоящую из проницаемого листового материала, обеспечивающего защитные свойства. Барьерная панель включает: первую поверхность и вторую, противоположную поверхность; первый конец, образующий, в общем, заданную линию сгиба; второй конец, противоположный первому концу; первый край, который является, в общем, перпендикулярным заданной линии сгиба; второй край, который является, в общем, перпендикулярным заданной линии сгиба; третий край, который является, в общем, перпендикулярным заданной линии сгиба; четвертый край, расположенный между вторым краем и третьим краем; и пятый край, расположенный между первым краем и вторым краем. Барьерная панель имеет первую ширину, которая является расстоянием от первого края до третьего края, и вторую ширину, которая является расстоянием от четвертого края до пятого края; длину, которая является расстоянием от первого конца до второго конца, при этом барьерная панель имеет срединную точку по длине и продолжается между первым краем и третьим краем или четвертым краем и пятым краем, для разграничения, в общем, барьерной панели на принимающую содержимое зону, продолжающуюся от заданной линии сгиба до срединной точки и покрывающую содержимое зону, продолжающуюся от срединной точки до второго края.
Многопанельный стерилизационный комплект включает, по меньшей мере, один оттягиваемый язычок на втором конце барьерной панели; средство крепления панели между заданной линией сгиба и срединной точкой барьерной панели, и в первой крае, или около него, или в третьем крае; причем средство крепления панели соединено с барьерной панелью в заданной положении, для идентификации принимающей содержимое зоны барьерной панели и, дополнительно, для соединения первого края и третьего края барьерной панели друг с другом, или с участком покрывающей содержимое зоны, после сгибания барьерной панели в ее срединной точке, или около нее, чтобы ее второй край доходил около до ее первого конца.
Многопанельный стерилизационный комплект дополнительно включает сгибаемую защитную панель, соединенную с барьерной панелью наложением. Причем сгибаемая защитная панель включает: проксимальный конец, в общем, смежный или прилегающий к заданной линии сгиба; дистальный конец, в общем, противоположный проксимальному концу; и, по меньшей мере, первый край и второй край, продолжающиеся от проксимального конца до дистального конца, причем сгибаемая защитная панель имеет ширину, которая является расстоянием от первого края до второго края, и длину, которая является расстоянием от проксимального конца до дистального конца, чтобы после сгибания барьерной панели в ее срединной точке, или около нее, второй ее конец доходил около до ее первого конца, а ее первый и третий края соединялись друг с другом, или с покрывающей ее содержимое зоной, с образованием упаковки, сгибаемая защитная панель выполнена для сгибания по заданной линии сгиба, или около нее, чтобы покрыть, по меньшей мере, первый край и третий край сложенной барьерной панели.
Данные и другие признаки и преимущества изобретения станут более очевидными специалистам в данной области техники из последующего описания и формулы изобретения при прочтении их с учетом прилагаемых чертежей.
Данное изобретение будет лучше понято при прочтении подробного описания изобретения со ссылкой на фигуры прилагаемых чертежей, на которых подобные ссылочные позиции обозначают подобную структуру и касаются подобных элементов и где:
Фиг.1 является иллюстрацией известного ранее стерилизационного упаковочного устройства.
Фиг.2 является иллюстрацией известного ранее стерилизационного упаковочного устройства.
Фиг.3 является иллюстрацией известного ранее стерилизационного упаковочного устройства.
Фигуры 4А-4Е являются иллюстрациями последовательности складывания известного стерилизационного упаковочного устройства с использованием традиционного складывания в виде конверта.
Фигуры 5А-5Е являются иллюстрациями последовательности складывания известного стерилизационного упаковочного устройства с использованием складывания в виде квадрата.
Фиг.6 является иллюстрацией одноразового гибкого многопанельного стерилизационного комплекта.
Фиг.7А является иллюстрацией примерного одноразового гибкого многопанельного стерилизационного комплекта.
Фиг.7В является иллюстрацией примерного одноразового гибкого многопанельного стерилизационного комплекта с интегральным оттягиваемым язычком.
Фиг.7С является иллюстрацией выделения детали примерного одноразового гибкого многопанельного стерилизационного комплекта фиг.7В.
Фиг.8А является иллюстрацией примерного одноразового многопанельного стерилизационного комплекта.
Фиг.8В является иллюстрацией, показывающей противоположную сторону примерного одноразового многопанельного стерилизационного комплекта фиг.8А.
Фигуры 9А-9Е являются иллюстрациями примерной последовательности складывания примерного одноразового гибкого многопанельного стерилизационного комплекта.
Фигуры 10А-10D являются иллюстрациями примерных одноразовых многопанельных стерилизационных узлов, показывающими примерные элементы усиления.
Фигуры 11А-11В являются иллюстрациями примерных элементов усиления.
Фиг.12 является иллюстрацией частично развернутого или разъединенного на составляющие вида в перспективе примерных признаков примерного одноразового гибкого многопанельного стерилизационного комплекта.
Фиг.13 является иллюстрацией частично развернутого или разъединенного на составляющие вида в разрезе примерных признаков примерного одноразового гибкого многопанельного стерилизационного комплекта.
Фиг.14 является иллюстрацией изделия, расположенного на традиционной стерилизационной обертке, в процессе подготовки к одновременному упаковыванию обеих панелей, при обычном складывании в виде конверта.
Фиг.15 является иллюстрацией изделия, упакованного в традиционную стерилизационную упаковку, при обычном складывании в виде конверта.
Фиг.16 является иллюстрацией изделия, расположенного на двух, перекрывающих друг друга, но невыровненных листах традиционной стерилизационной упаковки, в процессе подготовки к последовательному обертыванию каждой панели, при обычном складывании в виде конверта.
Фиг.17 является иллюстрацией изделия фиг.16, завернутого одним листом традиционной стерилизационной упаковки и расположенного на оставшемся листе традиционной стерилизационной упаковки, для последующего завертывания.
Фиг.18 является иллюстрацией завершения вторичного завертывания изделия фиг.16 в оставшийся лист традиционной стерилизационной упаковки фиг. 17.
Фиг.19 является иллюстрацией, которая идентифицирует зоны упаковки, образованные при упаковывании изделия, завернутого обычной стерилизационной упаковкой.
Фиг.20 является иллюстрацией, представляющей зоны фиг.19, выделенные посекционно, или разделенные на соответствующие ряды.
Фиг.21 является иллюстрацией изделия, расположенного на многопанельном стерилизационном комплекте.
Фиг.22 является иллюстрацией изделия, расположенного на другом многопанельном стерилизационном комплекте.
Фиг.23 является иллюстрацией, представляющей зоны фиг.24, выделенные посекционно, или разделенные на соответствующие ряды.
Фиг.24 является иллюстрацией изделия фиг.21 или фиг.22, которая идентифицирует зоны упаковки, образованные упаковыванием изделия при применении многопанельного стерилизационного комплекта.
Фиг.25 является иллюстрацией, представляющей отдельные зоны упакованного изделия согласно фиг.20 или 23, их соответствующие секционные ряды и расположение субъектов внутри рядов.
Фиг.26 является иллюстрацией графиков данных и информации на основании таблицы 5.
Фиг.27 является иллюстрацией другого графика данных и информации на основании таблицы 5.
Фиг.28 является иллюстрацией графика данных и информации на основании таблицы 6.
Фиг.29 является иллюстрацией другого графика данных и информации на основании таблицы 6.
Фиг.30 является иллюстрацией графика данных и информации на основании таблицы 7.
Фиг.31 является иллюстрацией графика данных и информации на основании таблицы 8.
Фиг.32 является иллюстрацией графика данных и информации на основании таблицы 9.
Фиг.33 является иллюстрацией графика данных и информации на основании таблицы 10.
Фиг.34 является иллюстрацией графика данных и информации на основании таблицы 11.
Фиг.35 является иллюстрацией графика данных и информации на основании таблицы 12.
Фиг.36 является иллюстрацией графика данных и информации на основании таблицы 13.
Фиг.37 является иллюстрацией графика данных и информации на основании таблицы 14.
Фиг.38 является иллюстрацией графика данных и информации на основании таблицы 15.
Фиг.39 является иллюстрацией графика данных и информации на основании таблицы 16.
Фиг.40 является иллюстрацией графика данных и информации на основании таблицы 17.
Фиг.41 является иллюстрацией графика данных и информации на основании таблицы 18.
Фиг.42 является иллюстрацией графика данных и информации на основании таблицы 19.
Определения
Используемый здесь термин "одноразовый " относится к товару, который является незатратным, который по экономическим соображениям может быть "выброшен" после единичного использования. Товары, которые являются "одноразовыми", обычно предусмотрены для единичного использования. Термин "разовое применение" касается товара, который предусмотрен для применения единственный раз и не предусмотрен для повторного применения, восстановления, рекуперирования, или ремонта после данного применения. Данные товары обладают преимуществами в клинических условиях за счет снижения возможности загрязнения или инфицирования. Помимо этого, данные товары могут стимулировать рабочий процесс, поскольку их не собирают и не комплектуют для переработки и повторного применения.
Используемый здесь термин "стерилизационный комплект" относится к гибкому изделию, состоящему из ткани (тканей) и/или гибкого материала (материалов), который обертывается вокруг, складывается вокруг или охватывает иным образом нестерильное изделие, или нестерильное содержимое до стерилизации. Стерилизационный комплект имеет множественные панели и/или участки, обеспечивающие специфические физические свойства, функциональные характеристики и/или структуру, которая обеспечивает преимущества при обертывании или складывании, транспортировке, нагрузке, стерилизации, хранении после стерилизации, и/или развертывании, или распаковывании.
Используемый здесь термин "нетканое полотно" относится к полотну, которое имеет структуру из отдельных волокон или нитевидных волокон, которые переслоены, но не в поддающемся идентификации виде. Нетканые полотна изготовлялись, в прошлом, по множеству технологий, известных специалистам в данной области техники, например распылением расплавов, изготовлением фильерным способом и технологии скрепленного кардочесанного полотна.
Используемый здесь термин "полотно, изготовленное фильерным способом" относится к полотну из волокон небольшого диаметра и/или нитевидных волокон, которые изготавливают экструдированием расплавленного термопластического материала в виде нитевидных волокон через множество мелких, обычно круглых, капилляров в фильере, с диаметром экструдированных нитевидных волокон, например, быстро уменьшающимся с помощью выводящего или невыводящего вытягивания через текучую среду или других, хорошо известных механизмов технологии фильерного производства. Изготовление нетканых материалов по технологии фильерного производства представлено в патентах США, таких как: Appel, et al., U.S. Patent No. 4, 340, 563; Dorschner et al., U.S. Patent No. 3, 692, 618; Kinney. U.S. Patent Nos. 3, 338, 992 and 3, 341. 394; Levy, U.S. Patent No. 3,276, 944; Peterson, U.S. Patent No. 3,502, 538; Hartman, U.S. Patent No. 3, 502,763; Dobo et al., U.S. Patent No. 3, 542, 615; и патенте Канады: Harmon, Canadian Patent No. 803,714.
Используемый здесь термин "нити из распыленного расплава" означает нити, изготовленные экструдированием расплавленного термопластического материала через множество мелких, обычно круглых, фильерных капилляров, в виде расплавленных нитей или нитевидных волокон, в высокоскоростном газовом (например, воздушном) потоке, который вытягивает нитевидные волокна расплавленного термопластического материала с уменьшением их диаметров, которые могут достичь диаметра микронити. В дальнейшем нити из распыленного расплава выносятся высокоскоростным газовым потоком и откладываются на аккумулирующей поверхности для формования полотна из беспорядочно разброшенных нитей распыленного расплава. Технология распыленного расплава хорошо известна и описана в различных патентах и публикациях, включающих: NRL Report 4364, "Manufacture of Super-Fine Organic Fibers" by V.A. Wendt, E.L. Boone, and C.D. Fluharty; NRL Report 5265, "An improved device for the Formation of Super-fine Thermoplastic Fibers" by K.D. Lawrence, R.T. Lukas, and J.A. Young; and U.S. Patent No. 3, 849, 241, issued November 19, 1974,to Buntin, et.al.
Используемое здесь "ультразвуковое сгибание" означает процесс, осуществляемый, например, пропусканием материала между звуковым выступом и опорным валом, представленный в патенте США U.S. Patent 4, 374, 888 to Bomslaeger, полное содержание которого введено здесь по ссылке.
Используемое здесь "точечное сгибание" означает сгибание одного или более слоев материала по множеству дискретных точек изгиба. Например, термическое точечное сгибание предусматривает, в общем, пропускание подлежащего сгибанию материала или полотна из нитей между нагретым валом устройства, таким как, например нагретый каландровый вал, и опорным валом. Каландровый вал смоделирован таким образом, чтобы весь материал не был согнут по всей поверхности, а опорный вал обычно выполнен сглаженным. В результате, по функциональным и/или эстетическим причинам, для каландровых валов были выполнены различные рисунки. Один пример рисунка имеет точки и образец "Hansen Pennings" или "Н&Р" с гнутой поверхностью около 30% и около с 200 сгибами/кв. дюйм (31 сгиб/см2), как указано в патенте США U.S. Patent 3, 855, 046 to Hansen and Pennings. Другой пример показан в патенте США на промышленный образец U.S. Design Patent No. 239, 566 to Vogt. Обычно процент гнутой поверхности изменяется от около 5 до около 30% площади фабричного ламинированного полотна. Точечное сгибание удерживает ламинированные слои вместе, а также обеспечивает сохранность каждому отдельному слою путем связывания нитевидных волокон и/или нитей внутри каждого слоя без нарушения воздухопроницаемости, или вручную, материала.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В описании различных вариантов осуществления данного изобретения, иллюстрируемых на чертежах и/или описанных здесь, для ясности использована специальная терминология. Однако изобретение не предполагается ограниченным данной выбранной специальной терминологией и необходимо понимать, что каждый специфический элемент включает все технические эквиваленты, которые работают подобным образом для выполнения подобных функций.
Обратимся теперь к фиг.1, где показана примерная традиционная одноразовая стерилизационная упаковка 10, имеющая многопанельную конфигурацию, которая образована соединением одного или более листов 12 стерилизационной упаковки вместе с образованием двух, одинакового размера, наложенных одна на другую панелей 14 и 16, что обеспечивает традиционное двойное упаковывание изделия. Несмотря на то, что один лист может быть согнут в обратную сторону сам на себя, чтобы обеспечить многослойную конфигурацию, более типичным является использование двух отдельных листов.
Фиг.2 является иллюстрацией традиционной одноразовой стерилизационной упаковки 20, раскрытой, в общем, в описании заявки США U.S. Patent Application Publication No. 2001/0036519 by Robert T.Bayer. Традиционная одноразовая стерилизационная упаковка 20 представляет собой двухскладчатую стерилизационную обертку, образованную из одинарного листа 22 стерилизационного оберточного материала, который согнут с образованием двух, одинакового размера, наложенных одна на другую панелей 24 и 26, которые связаны одна с другой.
Фиг.3 является иллюстрацией еще одного примера традиционной одноразовой стерилизационной обертки 30, раскрытой, в общем, в описании заявки США U.S. Patent Application Publication No. 2005/0163654 by Stecklein, et al. Традиционная одноразовая стерилизационная упаковка 30 имеет первую базовую панель 32 и вторую панель 34, которая является значительно меньше базовой панели 32. Вторая панель 34 наложена сверху и связана с центральным участком 36 базовой панели 32 для ее усиления и/или обеспечения дополнительной поглощающей способности.
Говоря в общем, в данных и других примерах, для создания больших пространств перекрывающих друг друга материалов, используя одну или две стандартные технологии складывания, применяют большие листы традиционной одноразовой стерилизационной упаковки. Данные стандартные технологии и конечные сложенные конфигурации требуют манипулирования чрезмерным количеством материалов во время процесса упаковывания и распаковывания. Для надежного, быстрого упаковывания лотка или подобного изделия требуется опыт и минимальный уровень профессионализма.
Фигуры 4А-4Е иллюстрируют примерную последовательность шагов при упаковывании изделия, с использованием традиционной стерилизационной упаковки. Как показано на фиг.4А, квадратную или, в общем, прямоугольную упаковку 40 расстилают на плоскости и в центральной зоне 44 упаковки 40, в общем, по диагонали к ориентации, по схеме, традиционно относящейся к складыванию в виде пакета, размещают подлежащее упаковыванию изделие 42. По фиг.4В первый конец 46 упаковки сгибают у основания изделия 42 и доводят его до края изделия 42. Вообще говоря, стерилизационная упаковка должна быть достаточно большой по площади, чтобы обеспечить достаточно материала, по существу, для покрытия изделия при начальном сгибании. Первый сложенный конец 46 отгибают назад с созданием небольшого хвоста 48. Данную последовательность повторяют, в общем, с остающимся вторым концом 50 и третьим концом 52. Опять стерилизационная упаковка должна быть достаточной по размеру площади, чтобы обеспечить достаточно материала для второго конца 50 и третьего конца 52, по существу, для перекрытия, так что полный или, по существу, полный второй конец 50 закрывается третьим концом 52. Сверху загибают четвертый конец 54 и заклеивают адгезивной лентой с образованием завернутой упаковки.
Фигуры 5А-5Е иллюстрируют примерную последовательность шагов упаковывания изделия с использованием традиционной стерилизованной упаковки. Как показано на фиг.5А, квадратную или, в общем, прямоугольную упаковку 60 расстилают на плоскости и в центральной зоне 64 упаковки, в общем, параллельно ориентации по схеме, традиционно относящейся к складыванию в виде квадрата, размещают подлежащее упаковыванию изделие 62. По фиг.5В нижний конец 66 упаковки сгибают у основания изделия 62 и доводят его до края изделия 62. Вообще говоря, стерилизационная упаковка должна быть достаточно большой по площади, чтобы обеспечить достаточно материала, по существу, для покрытия изделия при начальном сгибании. Сложенный нижний конец 66 отгибают назад с созданием небольшого хвоста 68. Данную последовательность повторяют, в общем, с остающимся верхним концом 70 и левым боковым концом 72. Опять стерилизационная упаковка должна быть достаточной по размеру площади, чтобы обеспечить достаточно материала для верхнего конца 70 и левого бокового конца 72, по существу, для перекрытия, так что полный, или, по существу, полный нижний конец 70 закрывается левым боковым концом 72. Сверху сгибают правый боковой конец 74 и заклеивают липкой лентой 65 с образованием завернутой упаковки.
Для упаковывания и процесса стерилизации типичный стерилизационный лоток с размерами 10 дюймов (25,4 см) на 20 дюймов (50,8 см) и 5 дюймов (12,6 см) высотой обычно требует квадратный кусок стерилизационного материала, с размером каждой стороны 45 дюймов. Такой большой размер необходим, чтобы угол материала мог быть сложен от начала до конца верхней части лотка, с некоторым дополнительным избытком материала, чтобы исполнитель чувствовал уверенность в том, что содержимое будет закрыто и кусок материала будет оставаться внизу и не спружинит обратно. Использование квадратного куска материала со стороной 45дюймов означает, что 2025 кв. дюймов материала (приблизительно 13,064 см2) тратится, причем для упаковывания лотка с площадью поверхности только 700 кв. дюймов (приблизительно 4,516 см2). Другими словами, данный традиционный способ требует почти три кв. дюйма материала на покрытие каждого кв. дюйма лотка хирургических инструментов.
Данное изобретение включает одноразовый многопанельный стерилизационный комплект, который решает, в общем, описанные выше проблемы. Примерный многопанельный стерилизационный комплект 100 представлен на фиг.6.
Многопанельный стерилизационный комплект включает барьерную панель 102, состоящую из проницаемого листового материала 104, обладающего защитными свойствами (например, защитный материал), средство 106 крепления панели для крепления барьерной панели 102 в упаковке и сгибаемую защитную панель 108. Говоря в общем, "барьерная панель" является участком многопанельного стерилизационного комплекта, который выполнен из материала, который является проницаемым, чтобы позволять стерилизующему газу проходить через него, для осуществления стерилизации, и имеет защитные свойства, достаточные для поддержания содержимого в асептическом состоянии после стерилизации. Барьерная панель должна быть также достаточно гибкой или пригодной к конфигурированию, обеспечивающему возможность приема и, затем, складывания, или заключения подлежащего стерилизации содержимого, образуя, таким образом, упаковку. Говоря в общем, барьерная панель может быть барьерным материалом. "Сгибаемая защитная панель" является участком многопанельного стерилизационного комплекта, который выполнен из материала, который покрывает и защищает, по меньшей мере, участок согнутых краев барьерной панели. Сгибаемая защитная панель является последней панелью или частью многопанельного стерилизационного комплекта, который сгибают или обертывают вокруг упаковки, образованной барьерной панелью вокруг подлежащего стерилизации содержимого, и первой частью многопанельного стерилизационного комплекта, который раскладывают или распаковывают.
Барьерная панель включает: первую поверхность 110 и вторую, противоположную поверхность 112; первый конец 114, образующий, в общем, смежную или прилегающую заданную линию 116 сгиба; второй конец 118, противоположный первому концу 114; первый край 120, который является, в общем, перпендикулярным заданной линии 116 сгиба; второй край 122, который является, в общем, противоположным заданной линии 116 сгиба; и третий край 124, который является, в общем, перпендикулярным заданной линии 116 сгиба. "Заданная линия сгиба" является линией или участком, в общем, образованным первым концом 114 барьерной панели. Говоря в общем, заданная линия сгиба смещена от границы или перехода между барьерной панелью и сгибаемой защитной панелью к центру или срединной точке барьерной панели 102. Заданная линия 116 сгиба идентифицирует желаемое положение для размещения подлежащего стерилизации содержимого в первом конце 114 барьерной панели 102. Смещение предусматривает обеспечение достаточной части барьерной панели, которая будет полностью окружать подлежащее стерилизации содержимое после завершения сгибания барьерной панели. Заданная линия 116 сгиба может быть смещена от границы или перехода от около 0,5 дюйма (~13 мм) до около 2 дюймов (~51 мм). Заданная линия сгиба предпочтительно смещена около на 1 дюйм (~25 мм). Заданная линия сгиба может быть в виде шва (или швов), такого, например, как прошитый шов, соединительный шов, выполненный ультразвуковой сваркой, клеевой соединительный шов, термомеханический соединительный шов (например, шов в виде уплотнительного прутка), или сочетания из них, который получается из соединения слоев, или тонких пластов вместе, с образованием барьерной панели и сгибаемой защитной панели, или шов (швы) может получиться из соединения частей вместе, если барьерная и сгибаемая защитная панели являются отдельными частями. Альтернативно и/или дополнительно заданная линия сгиба может быть обозначена набивкой, или вдавливанием, например термомеханической клеевой линии (например, клеевой линии в виде уплотнительного прутка), или сетки, или других знаков, или обозначенной складкой, или другой разметкой. Заданная линия сгиба может быть пунктирной линией или в виде знаков, и может быть обеспечена непосредственно на барьерной панели, или она может быть обеспечена на одном, или нескольких элементах усиления, если таковые присутствуют.
Как отмечено выше, важным признаком заданной линии 116 сгиба является то, что она помогает установить, где должно быть размещено подлежащее упаковыванию и, в конце концов, стерилизации, содержимое. Т.е. подлежащее упаковыванию и стерилизации содержимое должно быть размещено смежно только одной стороне заданной линии сгиба. Как описано в дальнейшем, другие признаки данного изобретения сигнализируют пользователю, какая сторона заданной линии сгиба соответствует стороне размещения содержимого. Еще один признак заданной линии 116 сгиба состоит в том, что она помогает пользователю устанавливать границу, соответствующую линию, или предел во время упаковывании подлежащего стерилизации содержимого. Т.е. во время упаковывания подлежащего стерилизации содержимого, когда часть барьерной панели накрывает сверху подлежащее стерилизации содержимое, данная часть барьерной панели не должна продолжаться, по существу, через заданную линию 116 сгиба, или за нее. В отличие от систем традиционной стерилизационной упаковки, где содержимое размещено в центре стерилизационного барьера, многопанельный стерилизационный комплект требует размещения на заданной линии сгиба около границы, или края барьерной панели. Это для пользователя изначально является противоречащим здравому смыслу и совершенно отличается от традиционных систем упаковки.
Несмотря на то что барьерная панель 102 фиг.6, в общем, показана в виде квадратной формы, барьерная панель 102 может быть прямоугольной или может иметь, желательно, дополнительные края, для образования неквадратной или непрямоугольной формы. Участки краев могут быть дугообразными или, иначе, могут быть нелинейными. Альтернативно и/или дополнительно, первый край 120 и третий край 124 могут сближаться или расходиться, таким образом, края не являются параллельными, тем самым, образуют барьерную панель 102, имеющую трапециевидную форму. Также предполагается, что другие сочетания противоположных краев могут сближаться или расходиться.
Для примера и по фиг.7А для образования неквадратной или непрямоугольной формы барьерная панель может иметь четвертый край 126. В данной конфигурации два края 122 и 126 являются, в общем, противоположными заданной линии 116 сгиба, так что второй край 122 и четвертый край 126 образуют вершину или пик. Таким образом, барьерная панель 102 может иметь первую поверхность 110 и вторую, противоположную поверхность 112; первый конец 114, образующий, в общем, заданную линию 116 сгиба; второй конец 118, противоположный первому концу 114; первый край 120, который является, в общем, перпендикулярным заданной линии 116 сгиба; второй край 122, который является, в общем, противоположным заданной линии 116 сгиба; третий край 124, который является, в общем, перпендикулярным заданной линии сгиба; и четвертый край 126, расположенный между вторым краем 122 и третьим краем 124.
По фигурам 8А и 8В барьерная панель может иметь четвертый край 126 и пятый край 128, с образованием неквадратной или непрямоугольной формы, так что, например, четвертый край 126 и пятый край 128 сближаются, в общем, ко второму краю 226, поэтому второй край 118 барьерной панели является уже первого конца 114 барьерной панели. Таким образом, барьерная панель 102 может иметь первую поверхность 110 и вторую, противоположную поверхность 112; первый конец 114, образующий, в общем, заданную линию 116 сгиба; второй конец 118, противоположный первому концу 114; первый край 120, который является, в общем, перпендикулярным заданной линии сгиба; второй край 122, который является, в общем, параллельным заданной линии 116 сгиба; третий край 124, который является, в общем, перпендикулярным заданной линии 116 сгиба; четвертый край 126, расположенный между вторым краем 122 и третьим краем 124; и пятый край 128, расположенный между первым краем 120 и вторым краем 122. Барьерная панель имеет первую ширину "W1", которая является расстоянием от первого края 120 до третьего края 124 в первом конце 114 (например, желательно, замеренное по заданной линии 116 сгиба), и вторую ширину "W2", которая является расстоянием от четвертого края 126 до пятого края 128 (например, предпочтительно замеренное между положениями, когда четвертый край 126 и пятый край 128 встречаются со вторым краем 122). Барьерная панель также имеет длину "L", которая является расстоянием от первого конца 114 (от заданной линии 116 сгиба) до второго конца (например, во втором крае 122). Барьерная панель также имеет срединную точку "М " по длине "L", и продолжающуюся между первым краем 120 и третьим краем 124 или, в некоторых вариантах осуществления, четвертым краем 126 и пятым краем 128, для разграничения в общем барьерной панели 120 на принимающую содержимое зону 130, продолжающуюся от заданной линии 116 сгиба до срединной точки "М", и покрывающую содержимое зону 132, продолжающуюся от срединной точки "М" до второго края 122. Конечно, предполагается, что дополнительные края могут быть добавлены или что края могут быть криволинейными, или могут включать криволинейные участки.
По фиг.6 барьерная панель 102 может иметь ширину "W", которая является расстоянием от первого края 120 до третьего края 124, и длину "L", которая является расстоянием от первого конца 114 до второго конца 118. Согласно объекту изобретения барьерная панель имеет срединную точку "М" по длине "L", которая простирается или пролегает между первым краем 120 и третьим краем 124, с разграничением, в общем, барьерной панели 102 на принимающую содержимое зону 130, продолжающуюся от заданной линии 116 сгиба до срединной точки "М", и покрывающую содержимое зону 132, продолжающуюся от срединной точки "М" до второго края 124. Говоря в общем, принимающая содержимое зона является участком барьерной панели, на котором первоначально размещен лоток, или другое, подлежащее стерилизации содержимое. В отличие от традиционной стерилизационной упаковки, в которой подлежащий стерилизации лоток, или содержимое, размещен в центральном участке барьерного материала, который образует стерилизационную упаковку, принимающая содержимое зона находится между первым концом и срединной точкой барьерной панели. Данное асимметричное размещение барьерной панели не является интуитивно понятным. Покрывающая содержимое зона является участком барьерной панели, который согнут над содержимым после его размещения в принимающей содержимое зоне.
По объекту изобретения различные иллюстрируемые конфигурации барьерной панели могут иметь ширину от около 12 дюймов (~30 см) до около 50 дюймов (~127 см). Желательно, когда барьерная панель может иметь ширину от около 18 дюймов (~46 см) до около 40 дюймов (~102 см). Предпочтительно, когда барьерная панель может иметь ширину от около 20 дюймов (~51 см) до около 30 дюймов (-76 см). Барьерная панель может иметь длину от около 7 дюймов (~18 см) до около 50 дюймов (~127 см). Желательно, когда барьерная панель может иметь длину от около 15 дюймов (~39 см) до около 40 дюймов (~102 см). Наиболее предпочтительно, когда барьерная панель может иметь длину от около 25 дюймов (~64 см) до около 30 дюймов (~76 см).
Согласно объекту изобретения площадь поверхности принимающей содержимое зоны 130 может быть от около 25% до около 49% общей площади поверхности барьерной панели 102. Например, площадь поверхности принимающей содержимое зоны 130 может быть от около 35% до + около 45% общей площади поверхности барьерной панели. Это является важным, поскольку покрывающий содержимое участок барьерной панели должен быть больше, чтобы обеспечить дополнительную площадь поверхности для соответствующего покрытия содержимого.
Многопанельный стерилизационный комплект 100 включает средство 106 крепления панели, расположенное на первой поверхности 110 между заданной линией 116 сгиба и срединной точкой "М" барьерной панели. Средство 106 крепления панели является желательным в первом крае 120, или около него, и/или третьем крае 124 барьерной панели. Несмотря на то, что средство 106 крепления панели представлено как в первом крае 120, или около него, так и в третьем крае 124 барьерной панели, устройство 106 крепления панели может быть только в одном из данных краев, или около него.
Устройство 106 крепления панели может быть расположено в первом крае 120 и третьем крае 124 барьерной панели и продолжаться, в общем, как представлено на фигурах 6, 7А и 7В. Альтернативно и/или дополнительно устройство 106 крепления панели может быть расположено, в общем, около первого края и/или третьего края, как показано на фиг.8А и фиг.9А. Средство крепления панели может быть в виде одного большого элемента или нескольких отдельных элементов. Средство крепления панели включает, но не ограничивается этим, адгезивную ленту, двухстороннюю адгезивную ленту, освобождаемую расслаиванием адгезивную ленту, слоистые расслаиваемые адгезивные ленты, когезивные материалы, устройства крепления типа застежек велкро, механические устройства крепления, включающие, но не ограниченные этим, кнопки, зажимы, магниты, захваты, пазы и язычки, и их сочетания. Например, средство крепления панели может быть адгезивной лентой одной длины, или более, имеющей, по меньшей мере, один конец, или участок, который пришит, соединен ультразвуковой сваркой, соединен термомеханическим способом, или приклеиванием, или соединен с барьерной панелью за счет сцепления. Желательно, когда средство крепления панели является средством крепления барьерной панели, т.е. расположено на барьерной панели, и применяется для соединения одного или более краев барьерной панели с самой собой. Было установлено, что устройство крепления барьерной панели может быть двухсторонней адгезивной лентой, имеющей одинаковые, или разные уровни адгезива, или изменяющуюся прочность адгезива на каждой стороне. Альтернативно и/или дополнительно средство крепления панели может иметь конструкцию двухсторонней адгезивной ленты, в которой центральный слой, переслоенный адгезивом, является расщепляемым, или отделяемым материалом, например расщепляемой бумагой, расщепляемым ламинатом, расщепляемой пеной, расслаивающейся бумагой, освобождаемой расслаиванием структурой, расслаивающейся пеной или другим расслаивающимся или отделяемым ламинатом. Примерные расщепляемые или расслаивающиеся материалы раскрыты, например, в патентах США: U.S. Patent No. 5, 702, 555 issued to Caudal et al. on December 30, 1997; U.S. Patent No.4, 310, 127 issued to Frye on January 12, 1982; U.S. Patent No. 3, 675, 844 issued to Sorrell on July 11, 1972; и U.S. Patent No. 2, 205, 956 issued to Humphner on June 25, 1940; содержание которых введено по ссылке.
Согласно объекту изобретения средство 106 крепления панели может быть в виде адгезивного соединительного язычка, или укупорки адгезивной лентой, например разные типы, применяемые часто в подгузниках, предметах одежды при недержаниях, и аналогичных изделиях. Примерная укупорка адгезивной лентой может быть найдена, например, в патенте США: U.S. Patent No. 4. 410. 325 issued to Lare on October 18, 1983; содержание которого включено сюда посредством ссылки. Данная укупорка использует адгезивный соединительный язычок или укупорку адгезивной лентой (называемой здесь "адгезивной лентой"), которая загнута назад на саму себя и имеет первый конец, или участок, который прикрепляют к изделию (например, одной части одежды). При применении адгезивную ленту раскрывают, чтобы обнажить открытую адгезивную поверхность, по меньшей мере, на втором конце, или участке адгезивной ленты, который затем соединяют с другой частью изделия (например, второй частью одежды), чтобы скрепить обе части одежды в заданном виде. Вообще говоря, первый конец средства 106 крепления панели адгезивной лентой желательно должен быть закреплен на первом крае 120 барьерной панели, или около него, а второй конец средства 106 крепления панели адгезивной лентой загнут назад на первом конце. Дополнительное средство 106 крепления панели может быть аналогичным образом закреплено на третьем крае 124 барьерной панели. При применении средство 106 крепления панели адгезивной лентой должно быть раскрыто, чтобы обнажить открытую адгезивную поверхность или поверхности на втором конце средства 106 крепления панели. Открытая адгезивная поверхность (поверхности) средства крепления панели на первом крае 120 и/или третьем крае 124 барьерной панели должны быть использованы для крепления данных участков барьерной панели друг с другом и/или с другими участками барьерной панели после ее сгибания около подлежащего стерилизации содержимого. При данной конфигурации может быть использована возможная зона 305 крепления. Примерная возможная зона 305 крепления показана пунктирными линиями на фиг.8В и фиг.9В. В вариантах осуществления, которые используют адгезивные или когезивные материалы в качестве средства крепления панели, зона 305 крепления может быть покрыта пленкой, более надежно связывающим участком нетканого материала, отдельным куском материала, покрытием, или чем-то подобным, что обеспечивает соответствующую поверхность адгезии для надежного соединения согнутой барьерной панели, чтобы она не открылась, или освободилась со "щелчком", если это будет сделано не так. Зона 305 крепления может быть выполнена с указанием пользователю подходящего положения, или положений, для установки средства крепления панели. При таком исполнении зона 305 крепления может быть объединенной, с указанием, или включением обозначений, например, цвета, текстуры, буквенно-цифровых символов, или подобного, для руководства потребителю. Более важно, что зона 305 крепления может быть выполнена с обеспечением соответствующей поверхности, так что требуемое для освобождения средства 106 крепления панели усилие тщательно контролируется, с предотвращением асептического открытия, недопущением трещинообразования, или расползания защитного материала, обеспечением удовлетворительного уровня сопротивления сдвигу, и/или обеспечением удовлетворительного, или управляемого уровня сопротивления отслаиванию.
Другая примерная укупорка адгезивной лентой может быть обнаружена, например, в патенте США: U.S. Patent No. 4,585, 450 issued to Rosch et al. on April 29, 1986; содержание которого введено по ссылке. Данное устройство использует адгезивный соединительный язычок или укупорку адгезивной лентой (называемую здесь "адгезивной лентой"), которая включает вторичный элемент адгезивной ленты и первичный элемент адгезивной ленты. Адгезивная лента имеет первый конец, или участок, который прикреплен к изделию (например, один участок одежды). Второй конец, или участок, содержит вторичный элемент адгезивной ленты и первичный элемент адгезивной ленты. При применении открывают адгезивную поверхность первичного элемента адгезивной ленты. Далее адгезивную поверхность первичного элемента адгезивной ленты сцепляют с другой частью изделия (например, второй частью одежды), чтобы скрепить обе части одежды в заданном положении. Адгезивное соединение между первичным элементом адгезивной ленты и вторичным элементом адгезивной ленты имеет меньшую прочность адгезивного соединения между первичным элементом адгезивной ленты и второй частью одежды, или изделия, так что соединение между первичным элементом адгезивной ленты и вторичным элементом адгезивной ленты может быть гарантированно раскрыто повторно, при необходимости.
Вообще говоря, первый конец или первая сторона средства 106 крепления панели должна быть закреплена на первом крае 120 барьерной панели, или около него, а второй конец или вторая сторона средства 106 крепления панели адгезивной лентой должна быть согнута обратно на первый конец, или иначе, покрыта разъединяемым элементом. Дополнительное средство 106 крепления панели может быть закреплено подобным образом в третьем крае 124 барьерной панели, или около него. При применении первичный элемент адгезивной ленты средства 106 крепления панели должен быть разогнут или раскрыт, чтобы обнажить открытую адгезивную поверхность (поверхности), по меньшей мере, на втором конце или второй стороне средства 106 крепления панели. Открытая адгезивная поверхность (поверхности) первичного элемента адгезивной ленты должна быть использована для соединения первого края 120 и/или третьего края 124 барьерной панели друг с другом или с другими участками барьерной панели после сгибания барьерной панели около подлежащего стерилизации содержимого. В данном положении адгезивное соединение между первичным элементом адгезивной ленты и вторичным элементом адгезивной ленты имеет меньшую прочность адгезивного соединения между первичным элементом адгезивной ленты и участком барьерной панели, с которым он адгезивно соединен, так что соединение между первичным элементом адгезивной ленты и вторичным соединением адгезивной ленты может быть гарантированно раскрыто повторно, при необходимости. В каком-то смысле первичный элемент адгезивной ленты может функционировать в качестве соединительной зоны. Т.е. после адгезии первичного элемента с барьерной панелью с закреплением ее в сложенном положении первичный элемент адгезивной ленты может обеспечивать соответствующую поверхность, так что требуемое для преодоления адгезивного соединения между первичным элементом адгезивной ленты и вторичным элементом адгезивной ленты усилие тщательно контролируется, с предотвращением асептического раскрытия, недопущением трещинообразования или расползания защитного материала, обеспечением удовлетворительного уровня сопротивления сдвигу и/или обеспечением удовлетворительного или управляемого уровня сопротивления отслаиванию. В другом объекте зона 305 крепления, как описано ранее, или в виде первичного элемента адгезивной ленты, может быть использована работником для повторного предварительного открытия упакованной барьерной панели, с проверкой содержимого до стерилизации, и последующего повторного закрепления средства крепления панели без нарушения многопанельного стерилизационного комплекта.
В качестве другого примера средство крепления панели может быть с длиной материала, например нетканого материала, имеющего конец, или участок, который пришит, соединен ультразвуковой сваркой, соединен термомеханически или склеен, или адгезивно соединен с барьерной панелью, и имеет крючковую застежку и+з застежки типа велкро на другом конце. Предполагается, что защитный материал сам может функционировать в качестве петлевого компонента системы крепления типа застежки велкро, например систем крепления, поставляемых "VELCRO® brand fastener products" из "Velcro Industries B.V." Могут быть использованы, например, другие крючковые застежки, такие как описанная в патенте США: U.S. Patent No. 5, 315, 740 issued to Nestegard, которая относится к крючкам, имеющим небольшие размеры, таким образом, они входят в зацепление с недорогими петельными материалами, например, неткаными материалами.
Предполагается, что разные элементы или компоненты средства крепления панели могут быть выполнены встроенными, например, формованием, совместной экструзией, или подобным образом, вместе с любой соответствующей подложкой. Например, отдельные крючковые элементы могут быть интегрально выполнены одновременно с крючковым базовым слоем совместной экструзией базового слоя и крючковых элементов, по существу, из одного и того же полимерного материала.
Согласно объекту изобретения средство 106 крепления панели соединено с первой поверхностью 110 барьерной панели 102 в заданном положении 140 для идентификации или разграничения принимающей содержимое зоны 130 барьерной панели от покрывающей содержимое зоны 132, как, в общем, показано на фиг.6 и 9А. Расположение средства 106 крепления панели в заданном положении 140 также указывает пользователю оптимальную зону или регион с принимающей содержимое зоной 130 для размещения содержимого. Это может быть особо выделено знаками на комплекте и/или указаниями по сборке, или которые прилагаются к комплекту и которые могут быть размещены на рабочем месте или упаковочном пункте.
По фиг.8А и 9А средство 106 крепления панели представлено желательно двухсторонней адгезивной лентой, имеющей длину больше ее ширины. Например, средством крепления панели может быть двухсторонняя адгезивная лента, имеющая длину, более чем в два раза превышающую ее ширину. По другому примеру средством крепления панели может быть двухсторонняя адгезивная лента с длиной, большей ее ширины от 4 до 8 раз. Альтернативно и/или дополнительно, средством крепления панели может быть группа квадратов из адгезивной ленты, выполненных по первому краю 120 и третьему краю 124, или около них. Ближайший к заданной линии 116 сгиба участок средства 106 крепления панели находится от заданной линии 116 сгиба, на расстоянии желательно менее около 3 дюймов. Ближайший к заданной линии 116 сгиба участок средства 106 крепления панели предпочтительно находится от заданной линии 116 сгиба на расстоянии менее около 2 дюймов. Например, ближайший к заданной линии 116 сгиба участок средства 106 крепления панели может находиться от заданной линии 116 сгиба на расстоянии около 1 до около 0,5 дюйма.
По фиг.6 сгибаемая защитная панель 108 многопанельного стерилизационного комплекта 100 соединена с барьерной панелью 102 наложением. Т.е. сгибаемая защитная панель 108 находится во взаимосвязи бок о бок с барьерной панелью 102, или смежно ей. Вообще говоря, сгибаемая защитная панель 108 может быть из любого подходящего материала, но, желательно, выполнена из проницаемого листового материала. Согласно изобретению сгибаемая защитная панель включает проксимальный конец 142, в общем, смежный заданной линии 116 сгиба; дистальный конец 144, в общем, противоположный проксимальному концу 142; и, по меньшей мере, первый край 146 и второй край 148, продолжающийся от проксимального конца 142 до дистального конца 144. Согласно данному изобретению сгибаемая защитная панель может иметь дополнительные края. Например и соответственно фиг.7А сгибаемая защитная панель может включать, по меньшей мере, третий край 150, расположенный в дистальном конце 144. По еще одному примеру и соответственно теперь фиг.8А сгибаемая защитная панель может включать, по меньшей мере, третий край 150, расположенный в ее дистальном конце 144, и четвертый край 152, и пятый край 154.
Вообще говоря, сгибаемая защитная панель может быть из легковесного материала, например, легковесного ламината из нетканого материала, изготовленного фильерным способом, и из материала, полученного распылением расплава синтетического полотна. Как таковая, сгибаемая защитная панель не нужна для обеспечения более высокого уровня защитных свойств подобно материалу, который образует барьерную панель. Сгибаемая защитная панель может быть выполнена из того же самого материала, что и барьерная панель. Предполагается, что сгибаемой защитной панелью может быть единичный слой материала из нетканого материала, изготовленного фильерным способом.
В объекте изобретения сгибаемая защитная панель имеет ширину, которая является расстоянием от первого края до второго края, и длину, которая является расстоянием от проксимального конца до дистального конца. Сгибаемая защитная панель может иметь ширину от около 12 дюймов (~30 см) до около 50 дюймов (~127 см). Сгибаемая защитная панель может иметь ширину желательно от около 18 дюймов (~46 см) до около 40 дюймов (~102 см). Сгибаемая защитная панель может иметь ширину предпочтительно от около 20 дюймов (~51 см) до около 30 дюймов (~76 см). Сгибаемая защитная панель может иметь длину от около 6 дюймов (~15 см) до около 30 дюймов (~76 см). Сгибаемая защитная панель может иметь длину желательно от около 3 дюймов (~20 см) до около 20 дюймов (~51 см). Сгибаемая защитная панель может иметь длину предпочтительно от около 12 дюймов (~30 см) до около 15 дюймов (~38 см).
При применении средство 106 крепления панели используют для соединения первого края 120 барьерной панели и третьего края 124 с участком покрывающей содержимое зоны 132, после сгибания барьерной панели 102 в срединной точке "М", или около нее, так что ее второй конец находится около ее первого конца 114. Предполагается, что в некоторых вариантах осуществления средство 106 крепления панели может быть применено для соединения первого края 120 барьерной панели и третьего края 124 друг с другом.
Согласно объекту изобретения важно, что адгезивная сила, или сила сцепления, с которой средство крепления панели соединяет соответствующие края барьерной панели с покрывающей содержимое зоной барьерной панели, или с самими краями, должна быть достаточной для закрепления барьерной панели вокруг содержимого, образуя, при этом, упаковку, которая является прочной и способной выдерживать обычную обработку перед и после стерилизации.
В примерных устройствах, особенно, когда существуют достаточно высокие уровни сопротивления сдвигу в зацеплении, обеспеченном средством крепления панели, крепежное соединение может обеспечить величину усилия отслаивания между средством крепления панели и другим участком барьерной панели не ниже минимального, около 5 грамм-силы (гс) (около 0,012 фунт-силы), которое осуществляет совместное скрепление. Для обеспечения лучших преимуществ в дополнительных устройствах крепежное соединение может создать величину усилия отслаивания около между 6 гс и около 50 гс. При заданных видах крепежное соединение может обеспечить величину усилия отслаивания между средством крепления панели и другим участком барьерной панели между около 10 гс и около 30 гс, которое осуществляет совместное скрепление. Более благоприятно, когда величина усилия отслаивания может быть между около 15 гс и около 20 гс. Вообще говоря, усилие отслаивания не должно быть больше около 100 гс и, желательно, не больше около 75 гс, чтобы обеспечить в дальнейшем улучшенные преимущества. Когда усилие отслаивания превышает данные значения, то возникает сложность вскрытия/распаковывания в асептических условиях содержащей стерилизованное содержимое упаковки.
Усилие сцепления между средством крепления панели и другим участком барьерной панели, которое удерживает ее, может дополнительно обеспечивать величину сопротивления сдвигу, которое желательно более 5000 гс для средства крепления панели, имеющего размеры около 4×1 дюймов (~102 мм × ~25 мм). Вообще говоря, сопротивление сдвигу не должно быть менее около 750 гс/дюйм 2 площади сцепления между средством крепления панели и другим участком барьерной панели, которое осуществляет совместное скрепление. Желательно, когда усилие сдвига составляет не менее около 1,000 гс/дюйм2 и предпочтительно не менее около 2,000 гс/дюйм2. Еще предпочтительнее, когда усилие сдвига составляет не менее около 2,500 гс/дюйм2. В дополнительных объектах усилие сдвига может быть около до 4,400 гс/дюйм2, или более. Альтернативно, для обеспечения улучшенных показателей, усилие сдвига составляет не более около 3,900 гс/дюйм2 и, возможно, не более около 3,500 гс/дюйм2.
Величина усилия отслаивания может быть определена с использованием процедуры, изложенной далее в разделе "Примеры". Альтернативно, величина усилия отслаивания может быть определена в соответствии со стандартной методикой ASTM D-5170, утвержденной 15 сентября и опубликованной в ноябре 1991 г.
Величина усилия сдвига может быть определена с применением процедуры, изложенной далее в разделе "Примеры". Альтернативно, величина усилия сдвига может быть определена в соответствии со стандартной методикой ASTM D-5170, утвержденной 15 сентября и опубликованной в ноябре 1991 г. Испытываемый образец выполнен из средства крепления панели и участка барьерной панели, к которому оно крепится. Длина и ширина испытываемого образца, как правило, соответствуют длине и ширине, принятым при проведении описанного далее испытания по установлению величины усилия отслаивания. При испытании длину испытываемого образца выравнивают перпендикулярно направлению, по которому обычно прикладывают перерезывающее усилие к средству крепления панели (например, креплению двухсторонней адгезивной лентой) во время обычного использования изделия, на котором применено крепление. "Ширина" образца является перпендикулярной длине образца. Т.е. перерезывающее усилие обычно прикладывают по ширине образца (т.е., перпендикулярно длине) при образце, имеющем длину, большую его ширины, который имеет форму, приведенную на фиг.8А и 9А.
Должно быть совершенно понятно, что адгезивное усилие, или сила сцепления, с которой средство крепления панели соединяет соответствующие края барьерной панели с покрывающей содержимое зоной, или самими краями, должна быть меньше прочности на разрыв соединения, которое используют для соединения средства крепления панели с нижележащей барьерной панелью во время сборки комплекта. Например, прочность на разрыв соединения (например, адгезивного, механического, термомеханического, ультразвукового и т.д.), которое применяют для соединения средства крепления панели с нижележащей барьерной панелью во время сборки, должно быть для средства крепления панели, имеющего размер около 4 дюйма на 1 дюйм (около 10 см на 2,5 см), значительно больше около 400 гс. Прочность на разрыв соединения, которое применяют для соединения средства крепления панели с нижележащей барьерной панелью во время сборки, должно быть, желательно, более около 400 гс на дюйм 2 площади сцепления между средством крепления панели и барьером. Например, прочность соединения может быть более 100 гс/дюйм2 и может быть более 4,000 гс/дюйм2.
Теперь обратимся к фигурам 9А-9Е (и с дополнительной ссылкой на фиг.8А), где представлен пример многопанельного стерилизационного комплекта в последовательности складывания. Фиг.9А представляет многопанельный стерилизационный комплект 100, состоящий из барьерной панели 102, которая взаимодействует со сгибаемой защитной панелью 106 на первой поверхности 110, так что барьерная панель 102 может быть согнута вокруг содержимого 200 с образованием упаковки (такой как упаковка 202, представленная, в общем, на фиг.9Е). Барьерная панель 102 является участком гибкого многопанельного стерилизационного комплекта 100, который входит в контакт и покрывает содержимое 202. Содержимое 200 размещают в принимающей содержимое зоне 130, которая образована, в общем, средством 106 крепления панели на первой поверхности 110 барьерной панели 102.
Как представлено, в общем, на фиг.9В, второй конец 118 барьерной панели 102 согнут в срединной точке "М" и доходит до первого конца 114, так что покрывающая содержимое зона 132 барьерной панели 102 продолжается над содержимым 200. Как показано на фиг. 9В, ширина барьерной панели на втором конце 118 выполнена меньше ширины барьерной панели на втором конце 114. Это важно, когда средство 106 крепления панели расположено непосредственно на барьерной панели, как показано на фигурах 8А и 9А (а не продолжающееся наружу от краев, как показано на фигурах 7А и 7В), поскольку это обеспечивает конфигурацию из четвертого края 126 и пятого края 128, что обеспечивает доступ к средству 106 крепления панели после того, как второй конец 118 доходит до первого конца 114.
В некоторых вариантах осуществления данного изобретения оттягиваемый язычок или хвостик 300 продолжается от второго конца 118, так что оттягиваемый язычок или хвостик 300 расположен с возможностью доступа во время первых шагов раскладывания или распаковывания завернутой упаковки. Оттягиваемый язычок или хвостик 300 продолжается, желательно, от второго конца 118 барьерной панели, или соединен с ним, на второй противоположной поверхности 112 барьерной панели 102. Кратко по фиг.7В, здесь показана конфигурация, в которой оттягиваемый язычок или хвостик 300 является цельным или объединенным с барьерной панелью. Фиг.7С иллюстрирует такой оттягиваемый язычок или хвостик 300 на второй противоположной стороне 112 барьерной панели 102. Дистальный конец (т.е., незакрепленный конец) оттягиваемого язычка или хвостика 300 прикреплен, желательно, к барьерной панели слабоадгезивным или адгезивным язычком, или стакером, так что оттягиваемый язычок, или хвостик 300 не бьется во время обертывания и находится в соответствующем положении при распаковывании.
Теперь обратимся к фиг.9С, которая показывает, что третий край 124 барьерной панели 102 согнут над вторым концом 118 (после того, как второй конец 118 доходит до первого конца 114). Несмотря на отсутствие необходимости масштабного показа, третий край 124 барьерной панели 102 после сгибания не продолжается слишком далеко к середине комплекта.
Фиг.9D показывает, что первый край 120 барьерной панели 102 согнут над вторым концом 118. Несмотря на отсутствие необходимости масштабного показа первый край 120 барьерной панели 102 после сгибания не продолжается слишком далеко к середине комплекта. Соответственно, очевидно, что третий край 124 и первый край 120, в общем, не перекрывают друг друга. В отличие от традиционной стерилизационной упаковки, в которой края намеренно перекрывают друг друга, как, в общем, показано на фигурах 4 и 5, края 120 и 124 барьерной панели отделены промежутком. Данное отличие подчеркивает важность средства 106 крепления панели для удержания согнутых краев 120 и 124 барьерной панели на месте около содержимого. Кроме того, наличие, в общем, открытых данных трех краев подчеркивает важность сгибаемой защитной панели 108.
Обратимся теперь к фиг.9Е, где сгибаемая защитная панель 108 согнута по заданной линии 116 сгиба, при этом доходит до своего дистального конца 144 над вторым концом 118 барьерной панели. В некоторых вариантах осуществления может быть видимым участок материала, смежный первому краю 120 и третьему краю 124. При данной конфигурации фактические края 120 и 124 барьерной панели 102 полностью покрыты, так что сами края менее подвержены случайному открытию вытягиванием или нарушению во время обычной обработки упаковки. Сгибаемую защитную панель закрепляют, как правило, с помощью обычной адгезивной ленты, которую используют при стерилизационной упаковке. Сгибаемая защитная панель покрывает, желательно, края барьерной защитной панели после складывания вокруг подлежащего стерилизации содержимого, с образованием упаковки. Сгибаемая защитная панель покрывает данные края для предотвращения непреднамеренного открытия работником сгибаемой защитной панели. Дополнительно, сгибаемая защитная панель защищает края от неожиданных препятствий, дерганий, или других явлений, которые могли бы повлиять на усилие прилипания к данным краям, что могло бы рассоединить средство крепления панели. Т.е. структура многопанельного стерилизационного комплекта использует сгибаемую защитную панель для защиты открытых краев барьерной панели после ее складывания вокруг подлежащего стерилизации содержимого, с образованием упаковки.
Согласно данному изобретению барьерная панель может быть выполнена, по меньшей мере, из одного слоя проницаемого нетканого материала. Проницаемый нетканый материал представляет собой, желательно, ламинированный материал, состоящий из слоя нитевидных волокон, изготовленных фильерным способом, слоя нитей из распыленного расплава, и слоя нитевидных волокон, изготовленных фильерным способом - так называемого материала "нетканое синтетическое полотно - слой из распыленного расплава - нетканое синтетическое полотно". Способ изготовления данных слоев известен и описан, в переуступленном патенте США: "U.S. Patent No. 4, 041, 0203 to Brock et al", который полностью приведен здесь по ссылке. Материал "Bock et al" представляет собой трехслойный ламинат из слоев "нетканого синтетического полотна - слоя из распыленного расплава - нетканого синтетического полотна", известный также обычно под аббревиатурой "SMS". Два наружных слоя SMS являются материалом фильерного производства из нетканого синтетического волокна, полученного из экструдированных полиолефиновых волокон, или нитевидных волокон, осевших с бессистемным расположением и связанных далее друг с другом. Внутренним слоем является материал из распыленного расплава, также полученного из экструдированных полиолефиновых волокон меньшего, чем волокна слоев из нетканого синтетического полотна, диаметра. В результате, благодаря своей тонковолокнистой структуре слой материала из распыленного расплава обеспечивает улучшенные защитные свойства, что позволяет стерилизующему агенту проходить через материал, предотвращая, при этом, проход бактерий и других загрязняющих веществ. В свою очередь, два наружных слоя фильерного производства обеспечивают большую часть коэффициента прочности в общем слоистом материале. Ламинат может быть выполнен с применением неустойчивой структуры связей, которую предпочтительно применяют со структурой, по существу, регулярно повторяющейся по поверхности ламината. Структура выбрана так, что связи могут занимать около 5-5-% площади поверхности ламината. Связи могут занимать, желательно, около 10-30% поверхности ламината. Предполагаются другие сочетания и вариации данных материалов. В качестве неограничивающего примера внутренний слой может содержать два слоя полотна из распыленного расплава, так что материал может называться "SMS".
Когда барьерная панель состоит из SMS-материала (материалов), или включает их, то основной вес (материалов) SMS может быть от 1 унции на кв. ярд или "у/ярд 2", что составляет (33 грамма на кв. м или "г/м2") до около 3 у/ярд2 (100 г/м2). Например, основной вес материала (материалов) SMS может быть от 1,2 у/ярд2 (40 г/м2) до около 2 у/ярд2 (67 г/м2). В качестве другого примера основной вес материала (материалов) SMS может быть от 1,4 у/ярд2 (47 г/м2) до около 1,8 у/ярд2 (60 г/м2). Основной вес может быть определен в соответствии с ASTM D3776-07. Множественные пласты или слои материала SMS могут быть применены для обеспечения основных весов, изменяющихся от около 2 у/ярд2 (67 г/м2) до около 5 у/ярд2 (167 г/м2).
Проницаемость барьерной панели может изменяться от 25 до около 500 кубических футов в минуту (фут3/мин), в единицах проницаемости по Фрейзеру. Например, проницаемость барьерной панели может изменяться от 50 до около 400 фут3/мин. По еще одному примеру проницаемость барьерной панели может изменяться от 100 до около 300 фут3/мин. Проницаемость по Фрейзеру, которая характеризует проницаемость материала в кубических футах в минуту воздухом через квадратный фут поверхности материала при падении давления на 0,5 дюйма воды (или 125 Па), определялась по прибору Фрейзера для определения воздухопроницаемости, предоставленному "Frazier Precision Instrument Company" в соответствии с Federal Test Method 5450, Standard No. 191 А. Когда барьерная панель составлена из материала (материалов) SMS, или включает их, имеет основные веса, изменяющиеся от около 1 унции/ярд2 (33 г/м2) до около 2,6 унции/ярд2 (87 г/м2), проницаемость барьерной панели может изменяться от около 20 фyт3/мин до около 75 фут3/мин, при определении, как правило, в соответствии с ISO 9237:1995 (замеренная на автоматической установке для определения воздухопроницаемости, с использованием головки 38 см2, при тестовом давлении 125 Па, - типовой установкой для определения воздухопроницаемости является "TEXTEST FX 3300", от "TEXTEST AG", Швейцария). При применении многочисленных складок, или слоев из материала SMS, для обеспечения основного веса, изменяющегося от около 2 унций/ярд2 (67 г/м2) до около 5 унций/ярд2 (167 г/м2), проницаемость барьерной панели может изменяться от около 10 фут3/мин до около 30 фут3/мин, при определении, как правило, в соответствии с ISO 9237:1995.
Как отмечалось выше, гибкий многопанельный стерилизационный комплект 100 может включать, по меньшей мере, один оттягиваемый язычок 300, продолжающийся от второго конца 118 барьерной панели 102. Оттягиваемый язычок 300 может быть выполнен из того же материала, что и барьерная панель, или может быть выполнен из одного или более разных материалов. Оттягиваемый язычок является признаком, который может быть захвачен человеком, разворачивающим стерилизационную упаковку, выполненную из сложенного гибкого многопанельного стерилизационного комплекта, содержащего стерилизованное содержимое, не подвергая опасности стерильное пространство, созданное неразвернутыми участками барьерной панели, находящимися в контакте с содержимым. Оттягиваемый язычок может быть прикреплен к барьерной панели, или может быть интегральным, или единым с барьерной панелью. По объекту изобретения барьерная панель на краях от оттягиваемого язычка 300, или смежных ему, может быть соединена с ним с использованием шва, например прошитого шва, соединительного шва, выполненного ультразвуковой сваркой, термомеханического соединительного шва, адгезивного соединительного шва (например, шов в виде уплотнительного прутка), или сочетаний из них, для обеспечения достаточной жесткости, прочности или прикрепления к данному участку барьерной панели, чтобы сгибание или загибание барьерной панели снижалось или устранялось при приложении усилия к оттягиваемому язычку 300 во время распаковывания. Важным при распаковывании является сохранение стерильности содержимого. Например, второй край 122 и четвертый край 126, представленные на фиг.7В, могут быть частично, или по существу, соединены, чтобы обеспечить данную форму. В качестве другого примера второй край 122, представленный на фиг.8А, может быть частично, или по существу, соединен, чтобы обеспечить заданную форму. В качестве еще одного примера второй край 122 и/или четвертый край 126 и пятый край 128, представленные на фиг.8А, могут быть частично, или по существу, соединены, чтобы обеспечить заданную форму.
В варианте осуществления изобретения стерилизационный комплект может дополнительно включать один или более отдельных элементов усиления в принимающей содержимое зоне. Дополнительно, для усиления барьерной панели, элемент усиления может ограничивать пространство для приема подлежащего стерилизации содержимого. Элементы усиления могут включать один или более слоев материалов, выбранных из рулонных волокнистых материалов, непроницаемых пленок, проницаемых или пористых пленок, пленок с отверстиями, пенопластов и сочетаний из них. Например, рулонные волокнистые материалы могут включать те материалы, которые являются ткаными и неткаными. Тканые рулонные материалы могут включать натуральные, или синтетические материалы, или сочетания из них. В качестве примеров натуральные материалы могли бы быть ткаными полотнами из хлопчатобумажной пряжи, а синтетические материалы могли бы быть ткаными полотнами из полипропилена, полиэфира или нейлоновой пряжи и тому подобного. Нетканые рулонные материалы могут включать, например, материал из нетканого синтетического полотна, нетканый материал из распыленного расплава, кардочесанные полотна, полотна, полученные влажным или суховоздушным формованием, или ламинированные материалы из того же самого (например, полотно фильерного производства / нетканое полотно из распыленного расплава / полотно фильерного производства). Данные нетканые полотна могут включать также натуральные или синтетические материалы, или сочетания из того же самого. Элементы усиления могут включать один или более слоев из материала, выбираемого из проницаемых или непроницаемых пленок или ламинатов из того же самого. Проницаемые пленки могут быть выполнены с отверстиями или быть микропористыми. Пленки с отверстиями могут быть получены механическим диафрагмированном, вакуумным диафрагмированием, или другими, коммерчески доступными технологиями. Микропористые пленки и другие аналогичные пленки могут быть изготовлены, как, в общем, описано, например, в патентах США: U.S. Patent No. 5,695,868; U.S. Patent No. 5,698,481; U.S. Patent No. 5,855,999 и U.S. Patent No. 6,277,479; содержания которых приведены здесь по ссылке. Непроницаемые пленки могут быть однослойными, или соэкструдированными, и могут быть представлены пленочными материалами, включающими, например, полиэтилены, полипропилены, сополимеры их вышеупомянутого, винилы, металлическую фольгу, и тому подобное. Необходимо также отметить, что упомянутые пленки могут быть также ламинированы описанными выше рулонными волокнистыми материалами.
Элементы усиления являются отдельными зонами барьерной панели, содержащими дополнительный материал, или способы обработки, для снижения вероятности того, что барьерная панель будет подвергаться опасности продавленных разрезов, продавленных отверстий, надрезов, или подобному, в местах, где содержимое, вероятно, будет оказывать концентрированные силовые воздействия на материал (материалы) барьерной панели. Предполагается, что по сравнению с материалом (материалами) барьерной панели, элементы усиления могут быть менее проницаемыми или даже непроницаемыми для горячего воздуха, пара, или другого стерилизующего газа, и в то же время допускающими собственно стерилизацию и удаление стерилизующего газа. Установлено, что допустимая стерилизация и удаление стерилизующего газа будут иметь место, если проницаемость стерилизационного упаковочного материала, по Фрейзеру, будет более около 25 кубических футов в минуту (фут3/мин). По существу, материал элемента усиления, который является непроницаемым, или менее проницаемым материала стерилизационного упаковочного материала, является приемлемым при условии, что общая стерилизационная упаковка является адекватно проницаемой (т.е., большей около 25 фут/мин). Если желателен непроницаемый или менее проницаемый материал элемента усиления, можно изменить проницаемость общей стерилизационной упаковки изменением покрытой элементом усиления площади. Желательно, чтобы стерилизационный упаковочный материал поддерживал общую проницаемость, по меньшей мере, около 25 фyт3/мин.
Элементы усиления также могут быть выполнены с идентификацией принимающей содержимое зоны 130 барьерной панели 102. Альтернативно и/или дополнительно, элементы усиления могут быть выполнены с возможностью взаимодействия со средством крепления панели, для идентификации принимающей содержимое зоны 130 барьерной панели 102. Например, элементы усиления могут быть в виде отдельных форм, размещенных внутри принимающей содержимое зоны. Фигуры 10А-10D являются иллюстрациями примерных гибких многопанельных стерилизационных комплектов 100, состоящих из барьерной панели 102, средства 106 крепления панели и сгибаемой защитной панели 108, и которые дополнительно включают элементы 302 усиления.
Фиг.10А представляет гибкий многопанельный стерилизационный комплект 100, в котором размещены четыре элемента 302 усиления в разнесенных друг от друга положениях принимающей содержимое зоны 130 барьерной панели 102, в общем, в положениях, которые соответствуют углам стерилизационного лотка, или подобного содержимого. Фиг.10В представляет гибкий многопанельный стерилизационный комплект 100, в котором два элемента 302 усиления расположены в разнесенных друг от друга положениях на барьерной панели 102, продолжающейся от заданной линии 116 сгиба до четвертого края 126 и пятого края 128 барьерной панели 102, в общем, противоположно заданной линии 116 сгиба. Два элемента 302 усиления расположены в принимающей содержимое зоне 130, в общем, в положениях, которые соответствуют углам стерилизационного лотка, или подобного содержимого. Фиг.10С представляет гибкий многопанельный стерилизационный комплект 100, в котором два элемента 302 усиления расположены в разнесенных друг от друга положениях на барьерной панели 102, в общем, параллельно заданной линии 116 сгиба, между двумя средствами 106 крепления в первом крае 120 и третьем крае 124, или смежно им. Два элемента 302 усиления расположены в принимающей содержимое зоне 130, в общем, в положениях, которые соответствуют углам стерилизационного лотка, или подобного содержимого. Фиг.10D представляет гибкий многопанельный стерилизационный комплект 100, в котором два элемента 302 усиления расположены в разнесенных друг от друга положениях на барьерной панели 102 и сгибаемой защитной панели 108. Два элемента 302 усиления продолжаются, в общем, параллельно от дистального конца 144 сгибаемой защитной панели 108 до четвертого края 126 и пятого края 128 барьерной панели 102. Два элемента 302 усиления расположены в принимающей содержимое зоне 130, в общем, в положениях, которые соответствуют углам стерилизационного лотка, или подобного содержимого. Следует отметить, что оттягиваемый язычок, или хвостик 300, показан на фигурах 10А-10D продолжающимся из-под нижней части барьерной панели. Данное представление предназначено только для иллюстрации, как оттягиваемый язычок или хвостик 300 может быть встроен, а не как он, в частности, предпочтительно выполнен.
Конечно, элементы усиления могут иметь широкое разнообразие форм, размеров и других видов. Фигуры 11А и 11В являются иллюстрациями примерных элементов 302 усиления. Фиг.11А представляет элементы 302 усиления, имеющие, в общем, треугольные конфигурации. Фиг.11В представляет элемент 302 усиления, состоящий из нескольких перекрывающих друг друга с нахлесткой треугольных элементов. Альтернативно и/или дополнительно, элемент 302 усиления, показанный на фиг.11В, может быть выполнен из одного куска материала. Могут быть предусмотрены другие формы и конфигурации, например, такие как фигуры "Н", "X", или им подобные.
По объекту изобретения конструкция одноразового гибкого многопанельного стерилизационного комплекта может быть основана на двух основных компонентах материала. Обратимся к фиг.12, где представлена иллюстрация одноразового гибкого многопанельного стерилизационного комплекта 100 в разобранном или разбитом на составляющие виде, показывающем первый слой 304 материала и второй перекрывающий слой 306 материала, с образованием барьерной панели 102. Вообще говоря, данные слои могут быть соединены адгезивами, соединением с помощью ультразвуковой сварки, термомеханическим соединением и тому подобным. Слои соединены, желательно, по меньшей мере, по двум краям, или по смежным краям, и по заданной линии сгиба. Например, слои могут быть соединены по первому краю 120 и третьему краю 124. Соединение может быть в виде сплошного шва, или край может быть соединен частично, только лишь по одному, или более участков края. Альтернативно и/или дополнительно соединение может быть прерывистым или непрерывным по всему соответствующему краю, или его участку. Конечно, другие края также могут быть соединены, или слои могут быть соединены вместе по всей своей полной площади поверхности, или по ее участкам. Зона, где нет перекрытия первого слоя 304 материала и второго слоя 306 материала, образует сгибаемую защитную панель 108. Вообще говоря, первый слой 304 материала и второй слой 306 материала могут быть из одного и того же материала, или быть из разных материалов. Например, первый слой 304 материала может быть единичным слоем, или множеством слоев из нетканого материала, фильерного производства, легковесным нетканым ламинированным материалом или материалом, который испытывает недостаток в уровне защитных свойств (или других характеристик), что может быть желательным для барьерной панели. Второй слой 306 материала имеет, желательно, более высокий уровень защитных свойств по сравнению с первым слоем 304 материала. Например, второй слой 306 материала может быть ламинированным материалом из нетканого полотна, например материалом "SMS". Второй слой 306 материала может иметь отличный от первого слоя 304 материала цвет и/или рисунок. Например, первый слой 304 материала может иметь первый цвет (например, голубой цвет) темный цвет или особый цвет по цветовой шкале, а второй слой 306 материала может не иметь цвета (например, белый), второй цвет (например, светлый цвет) или особый цвет по цветовой шкале, который контрастирует с первым цветом.
Как, в общем, показано на фиг.12, первая поверхность 110 одноразового гибкого многопанельного стерилизационного комплекта 100 может быть выполнена из второго слоя 306 материала и первого слоя 304 материала, а вторая противоположная поверхность 112 может быть выполнена из первого слоя 304 материала. Предполагается, что первая поверхность 110 одноразового гибкого многопанельного стерилизационного комплекта 100 может быть выполнена из первого слоя 304 материала, а вторая противоположная поверхность 112 может быть выполнена из первого слоя 304 материала и второго слоя 306 материала. Также предполагается, что могут быть использованы другие сочетания слоев, так что два слоя материала, в общем, соответствующие по размеру первому слою материала 304, могут переслаиваться или закрываться промежуточным слоем материала, соответствующим по размеру второму слою материала 306, так что первая поверхность 110 и вторая противоположная поверхность 112 являются, по существу, одинаковыми, поэтому одна поверхность не показана двумя отдельными слоями материала (т.е., не показывают как первый слой 304 материала и второй слой 306 материала).
Предполагается, что цветовая дифференциация или контраст между первым слоем 304 материала и вторым слоем 306 материала может быть полезен для функционирования в качестве индикатора, что защитные свойства барьерной панели могут быть подвержены опасности.
Обратимся теперь к фиг.13, где представлена иллюстрация одноразового гибкого многопанельного стерилизационного комплекта 100 в разобранном, или разбитом на составляющие, виде сечения, показывающем первый слой 304 материала и второй слой 306 материала. В данной форме первый слой 304 материала и второй слой 306 материала перекрывают друг друга с образованием барьерной панели 102. Зона, где нет перекрытия первого слоя 304 материала и второго слоя 306 материала, образует сгибаемую защитную панель 108. Вид сечения представляет элементы 302 усиления. Элементы 302 усиления могут присутствовать на первой поверхности 110, чтобы идентифицировать, желательно, принимающую содержимое зону 130 барьерной панели 102 между средством 106 крепления панели. Альтернативно и/или дополнительно, элементы 302 усиления могут быть расположены на второй противоположной поверхности 112 барьерной панели.
Стерилизационная упаковка имеет много видов повреждений, включая надрывы, разрезы, проколы, отверстия или другие нарушения. Любые повреждения могут иметь серьезные последствия. Более распространенными видами повреждения традиционно считаются надрезы, отверстия или разрезы, инициируемые стерилизационным лотком, или другим содержимым, который упаковывают, или, иначе, закрывают обычным стерилизационным упаковочным материалом. Другими словами, считается, что надрезы, разрезы или отверстия начинаются на границе раздела между стерилизационным лотком или другим содержимым и самим стерилизационным упаковочным материалом и распространяются изнутри стерилизационного упаковочного материала, проникая наружу через материал, приводя, в конце концов, к нарушению. Соответственно много усилий было потрачено по разработке защитных угловых накладок и других видов защиты, которая располагается между стерилизационным лотком, или другим содержимым и стерилизационной упаковкой.
По объекту данного изобретения было установлено, что продавленные отверстия и продавленные разрезы вида, при котором волокна, смежные отверстию, или разрезу, выглядят, будто они оплавлены, или "сварены" вместе, чаще всего продолжаются снаружи упаковки (т.е., содержимого, закрытого стерилизационным упаковочным материалом), а не продолжаются от стерилизационного лотка, или другого содержимого, которое упаковано или закрыто иначе обычным стерилизационным упаковочным материалом. Соответственно, заявители установили, что положение элементов 302 усиления на второй противоположной поверхности 112 барьерной панели обеспечивает неожиданное преимущество, поскольку вторая противоположная сторона 112 барьерной панели 102 является участком одноразового гибкого многопанельного стерилизационного комплекта 100, который не контактирует с содержимым (например, стерилизационным лотком) и который обычно образует наружную сторону законченной упаковки. Элементы 302 усиления, расположенные на второй противоположной поверхности 112, обеспечивают более эффективную защиту от продавленных отверстий и продавленных разрезов, поскольку изобретатели установили, что продавленные отверстия и продавленные разрезы имеют тенденцию распространяться с наружной стороны законченной упаковки. Несмотря на то, что изобретатели не придерживались какой-либо конкретной теории работы, было установлено, что продавленные разрезы и продавленные отверстия чаще происходят, когда закрытое стерилизационной оберткой содержимое контактирует с поверхностью неправильной формы при достаточном силовом воздействии во время единичного контакта, или во время множества контактов, так что поверхность неправильной формы вызывает концентрацию усилия, с созданием энергии, которая вызывает повреждение.
Данные контактные случаи часто происходят, когда отдельный упакованный стерилизационный лоток или стопки из упакованных стерилизационных лотков (особенно с завышенными весами) транспортируют на тележке, или другом подобном устройстве, и тележка или подобное устройство внезапно останавливается (например, из-за столкновения), происходят толчки, или неожиданные удары. Другими источниками контактных случаев являются падение упакованных лотков (особенно, на краю тележки), сползание или выдавливание по гладкой поверхности, соприкосновение упакованного лотка с твердой поверхностью и/или при оказании на упакованный лоток чрезмерного давления. Например, поднятие переднего конца лотка весом 20 фунтов, так что весь вес лотка переносится на задний конец, и вытягивание его поперек стеллажа перед поднятием может вызвать продавленные разрезы. Другим примером является падение упакованного лотка (даже на небольшое расстояние) на край тележки или стеллажа при транспортировке к разным зонам больницы, которое может привести к продавленным отверстиям.
Вообще говоря, применение элементов усиления снижает формирование продавленных отверстий для каждого из испытуемых барьерных материалов. В количественном отношении формирование продавленных отверстий снижается между ~30% и 46%, в зависимости от того, какой барьерный материал и основные веса барьерного материала и элементов усиления (защитных угловых накладок) испытывают.
Применение элементов усиления в сочетании с относительно низким основным весом барьерного материала (например, около 1 унции/ярд2), низким основным весом элементов усиления (например, от около 0,1 до около 1 унции/ярд2) приводит к существенному снижению формирования продавленных отверстий в барьерном материале. Дополнительное повышение основного веса элементов усиления (например, до основного веса от около 1 до около 2 унций/ярд2) приводит к дополнительному, но более скромному снижению формирования продавленных отверстий в барьерном материале. Дальнейшее повышение основного веса элементов усиления (например, до основного веса более около 2 унций/ярд2), как кажется, обеспечивает малое, если таковое имеется, дополнительное продвижение в снижении формирования продавленных отверстий в барьерном материале.
Несмотря на то, что изобретатели не должны придерживаться какой-либо теории работы, сравнительно "слабый" барьерный материал (например, сравнительно низкий основной вес), который не защищен элементом усиления на внешней стороне барьерного материала (т.е., наиболее удаленной от центра барьерного материала поверхности), будет, в конечном счете, разрушаться с одинаковой скоростью, независимо от того, насколько "прочные" (например, сравнительно высокий основной вес) элементы усиления могли быть применены на внутренней поверхности (т.е., внутренней поверхности, контактирующей с подлежащим стерилизации содержимым или со стерилизованным содержимым) барьерного материала.
При применении элементов усиления в сочетании с барьерным материалом среднего основного веса (например, основной вес около 1,8 унции/ярд2), применение элементов усиления с низким основным весом (например, основной вес от около 0,1 до около 1 унции/ярд2) на внутренней поверхности барьерного материала (т.е., внутренней поверхности, контактирующей с подлежащим стерилизации содержимым или стерилизованным содержимым) приводит к существенному снижению формирования продавленных отверстий в барьерном материале. Полагают, что подобное "плато", при котором дополнительное повышение основного веса элемента усиления на внутренней поверхности не обеспечивает дополнительной выгоды барьерному материалу, существует.
Применение элемента усиления со сравнительно легким весом (~1 унция/ярд2) снижает формирование продавленных отверстий при барьерных материалах со всеми основными весами (барьерные материалы, изменяющиеся от 1 унции/ярд2 до 2 унций/ярд2). Так как основной вес барьерного материала повышается, то сам основной вес барьерного материала становится наиболее преобладающим фактором усиления и сниженного формирования продавленных отверстий. Но элементы усиления с легким весом все-таки снижают формирование продавленных отверстий при самых тяжелых испытанных барьерных материалах (~2 унции/ярд2), по сравнению с тем, когда элементы усиления не применяют. Экстраполяция позволяет предположить, что барьерный материал от 3 унций/ярд2, или более, не принесет пользы от элемента усиления с весом 1 унция/ярд.
Вообще говоря, результаты данного испытания показывают, что процент повреждения снижается с повышением основного веса барьерного материала. Тем не менее, при расположении элементов усиления между стерилизационным лотком и барьерным материалом повышение основного веса сочетаемых компонентов (т.е., повышается основной вес барьерного материала и основной вес элементов усиления) приводит к снижению процента повреждения, который стабилизируется со значительно большей скоростью, чем для барьерного материала, имеющего соответствующий основной вес.
Поразительно, когда элементы усиления расположены на наружной стороне барьерного материала, так что элементы усиления находятся между барьерным материалом и поверхностью стеллажа (по меньшей мере, в углах стерилизационного лотка), повышение основного веса сочетаемых компонентов (т.е., основной вес барьерного материала остается постоянным, а основной вес элементов усиления повышается) приводит к снижению повреждений, что выгодно отличается от барьерного материала, имеющего соответствующий основной вес.
Это интерпретируется как обеспечение стерилизационного комплекта, в котором основной вес барьерной панели может быть снижен или, по меньшей мере, удерживаться на низком уровне, до разработки структуры сопротивления продавленным разреза и продавленным отверстиям, что ранее обеспечивалось только повышением основного веса всего стерилизационного оберточного материала.
ПРИМЕРЫ
Объекты одноразового гибкого многопанельного стерилизационного комплекта оценивались на следующих примерах.
МЕТОДИКА ИСПЫТАНИЯ НА ОТСЛАИВАНИЕ
Сопротивление усилию отслаивания, обеспеченное средством крепления панели одноразового гибкого многопанельного стерилизационного комплекта оценивалось с использованием следующей процедуры испытаний на отслаивание:
1.2. Данное испытание предназначено для определения направления "Z" сопротивления на отслаивание (сопротивления соединения), необходимого для отделения двух барьерных панелей, которые были уложены с перекрытием и соединены вместе с применением средства крепления панели.
1.3.1. Средство крепления панели представлено двухсторонней адгезивной лентой, или устройством крепления типа застежки велкро, или выполненным, подобно показанному на фиг.8А и фиг.9А, два образца барьерной панели, примерным размером 254×152,4 мм (10×6 дюймов), уложены друг на друга с образованием "сэдвич-структуры" 101,6×25,4 мм (4×1 дюйм), образец средства крепления панели, которое расположено в центре (т.е. , далеко от краев) уложенных одна на другую барьерных панелей. Во время зацепления средства крепления панели роллер поворачивают вокруг испытуемого образца на три полных оборота в направлении "длины" образца. Устройство роллера весит 4,5фунта и включает резиновое покрытие вокруг роллера. Приемлемым роллером является роллер под кодовым наименованием HR-100, поставляемый "Chemsultants International", имеющей бизнес-место в Mentor, шт. Огайо. Далее смежные концы уложенных одна на другую барьерных панелей (т.е., два конца на одном и том же боковом краю перекрывающей барьерной панели) соответственно зажимают в двух противоположных захватах машины для испытания на растяжение. Каждый конец захвата должен находиться на расстоянии, по меньшей мере, около 13-19 мм (0,5-0,75 дюйма) от средства крепления панели, соединяющего две перекрывающие друг друга барьерные панели. При движении захватов друг от друга определяют среднюю нагрузку, необходимую для полного отделения барьерных панелей. Она является прочностью соединения образца. Результаты выражены в единицах грамм-силы; более высокие значения определяют более прочное, лучше соединенное полотно.
1.3.2. Средство крепления панели представлено крепежным соединением, продолжающимся наружу от боковой стороны барьерной панели, или около нее, как показано на фиг.6, 7А и 7В, дистальный конец, или участок, имеющий размер 101,6×25,4 мм (4×1 дюйм), образца крепежного соединения (т.е., конца, или участка, который не связан с барьерной панелью, как показано на фигурах 6, 7А и 7В) соединен с образцом барьерной панели. Проксимальный конец, или участок крепежного соединения (т.е., конец, или участок, который заранее соединен с барьерной панелью, как показано на фигурах 6, 7А и 7В) не соединен. Во время зацепления средства крепления панели роллер поворачивают вокруг испытуемого образца на три полных оборота в направлении "длины" образца. Устройство роллера весит 4,5 фунта и включает резиновое покрытие вокруг роллера. Приемлемым роллером является роллер под кодовым наименованием HR-100, поставляемый "Chemsultants International, имеющей бизнес-место в Mentor, шт. Огайо. Дистальный конец/участок образца крепежного соединения вручную отделяют от образца барьерной панели на расстоянии около 13-19 мм (0,5-0,75 дюйма) по длине образца. Далее отделенный вручную участок образца барьерной панели зажимают в захвате машины для испытания на растяжение, а затем отделенный вручную участок образца крепежного соединения зажимают в другом захвате машины для испытания на растяжение. При движении захватов друг от друга определяют среднюю нагрузку, необходимую для полного отделения составляющих слоев крепежного соединения от барьерной панели. Она является прочностью соединения образца. Результаты выражены в единицах грамм-силы; более высокие значения определяют более прочное, лучше соединенное полотно.
1.4. Определения
1.4.1 средняя нагрузка: средняя по пиковым значениям, собранным в установленной зоне отслаивания; т.е. между 25 и 178 мм.
1.4.2 разделение: отделение слоев материала из-за повреждения устройства крепления. Прочность крепления представляет собой растягивающее усилие, необходимое для отделения барьерных панелей, соединенных средством крепления панели при установленных условиях.
1.4.3 Z-направление: ориентация к плоскости материала (т.е., барьерной панели) по вертикали или нормали.
1.5.Данный способ относится к MTS TestWork® for Windows software.
2.1. Проверьте наличие соответствующего датчика нагрузки. По поводу кондиционирования датчика нагрузки (нагрев) обратитесь к инструкции изготовителя по эксплуатации.
2.2. Убедитесь, что в машину для испытания на растяжение установлены соответствующие захваты. Проверьте, что захваты и захватные поверхности свободны от нароста, а захватные поверхности не имеют вмятин или других дефектов.
2.3. Убедитесь в том, что давление воздуха для работы захватов не установлено выше максимальной нагрузки, предусмотренной инструкцией изготовителя.
2.4. Включите компьютер и следуйте далее по выбранной программе.
2.5. Следуйте инструкции по тарированию датчика нагрузки применяемой машины для испытания на растяжение.
2.6. Проверьте соответствие параметров машины для испытания на растяжение следующим требованиям.
Скорость ползунов 305±10 мм/мин (12±0,4 дюйма). Базовая длина 25,4±1 мм (1±0,04 дюйма). Размерность нагрузки грамм - сила Полномасштабная нагрузка датчик нагрузки 10 фунтов. Результат испытаний средняя нагрузка. Начальный размер 25,4±1 мм (1±0,04 дюйма). Конечный размер 177,8±1 мм (7±0,04 дюйма). Конечная точка 21,6 см (8,5 дюймов).
3.1. Отрежьте экземпляр образца креплений панели размером 4±1 дюйм и переходите соответственно к этапу 1.3.1 или этапу 1.3.2. Экземпляры образцов должны быть минимально обработаны и не иметь сгибов, морщин и складок.
4.1. Разместите экземпляры образца в захватах согласно этапу 1.3.1 или 1.3.2.
4.1.1. Закрепите свободный конец одного экземпляра образца в одном захвате, а свободный конец другого экземпляра образца в другом захвате так, чтобы соединенные места экземпляров образца были отцентрированы и не имели слабины. Не зажимайте экземпляры образца под углом.
4.2. 3апустите ползун.
4.3. Проводите испытание до полного отделения экземпляров образца (т.е., разделения). Не нажимайте кнопку возврата, или иначе, остановки испытания, пока экземпляр образца полностью не разорвется.
4.4. Запишите среднюю нагрузку в грамм-силе.
4.5. Удалите экземпляры образца.
4.6. Повторите все с остающимися экземплярами.
5.1. Представьте среднюю нагрузку, до ближайшей 0,1 грамм-силы, по каждому отдельному испытанному из экземпляров образца.
5.2. Подсчитайте среднюю по всем экземплярам образца и представьте ее в качестве значения образца.
6.1. Машина для испытания на растяжение
Машина для испытания на растяжение с постоянной скоростью удлинения (CRE), измерением и записью данных на компьютерной основе и устройством регулирования кадров.
6.2. Датчик нагрузки
Выберите соответствующий тип применяемой машины для испытания на растяжение. Применяемая машина для испытания на растяжение, в которой большинство результатов пиковых нагрузок находится между 10 и 90% мощности датчика нагрузки. Приобретите 6.1-6.2 у Instron Corporation, Canton, шт. Массачусетс 02021, "ИЛИ" MTS Systems Corporation, Eden Prairie, шт. Миннесота 55344-2290.
6.3. Сетевой адаптер датчика нагрузки 15,9 мм верхний, если необходимо.
6.4. Карданный шарнир
6.4.1. Возможно: единичное, технически маломощное вертлюжное шарнирное соединение "датчик нагрузки-шарнир " (Sintech small load cellswivel).
На одной стороне винт со стандартной крупной наружной резьбой 1/4-28 UNC, на противоположной стороне стандартная крупная внутренняя резьба 1/4-28 UNC, рассчитанная на 75 фунтов.
6.4.2. Возможно: единичное, технически универсальной мощности, вертлюжное шарнирное соединение "датчик нагрузки-шарнир" (Sintech universal load cellswivel).
На одной стороне винт с наружной резьбой 1/4-28 UNC, на другой стороне гнездо 12,7 мм (0,50 дюйма), рассчитанное на 300 фунтов.
6.4-З.Возможно: совместное вертлюжное шарнирное соединение "адаптер датчика нагрузки-шарнир" (Synergy load cell adapterswivel).
Гнездо 15, 88 мм (0,625 дюйма) охватываемого элемента под гнездо 12,7 мм охватывающего элемента, рассчитанное на 300 фунтов.
6.6. Компьютерное измерение и запись данных и система управления машиной для испытания на растяжение.
Пример: MTS TestWorks® for Windows, или эквивалент.
6.7. Макроиспытание
С MTS TestWork® for Windows используйте версию 4.0 программного обеспечения, "ИЛИ" Instron Bluehill software.
6.8. Захваты и захватные поверхности. Пневматика.
6.8.1. Верхний и нижний захваты
Ручной воздушный выключатель бокового действия; например: Instron Corporation part number 2712-003, или эквивалент "И".
6.8.1.1. Захватные поверхности
Обрезиненные сверху и снизу захватные поверхности 25,4×76,2 мм (1×3 дюйма); пример: Instron Corporation part number 2702-035, или эквивалент "ИЛИ".
6.8.2.1. Захваты и захватные поверхности стандартной мощности
Вверху и внизу - применяйте сочетание захватов и захватных поверхностей стандартной мощности, предназначенных для максимальной нагрузки 5000 грамм. Если результаты приближаются к данному пределу, проследите за подлежащим испытанию материалом. Если замечено проскальзывание, используйте захваты и захватные поверхности "Insnron", которые рассчитаны на максимальную нагрузку 90,7 кг.
7.2. Лабораторные условия: поддерживайте при испытании управляемые условия температуры 23±2°С и относительной влажности 50±5%.
МЕТОДИКА ИСПЫТАНИЯ НА СДВИГ
Прочность на сдвиг, обеспечиваемая средством крепления панели одноразового гибкого многопанельного стерилизационного комплекта, оценивалась с применением методики испытания, идентичной, по существу, изложенной выше "Методике испытания на отслаивание", но со следующими отличиями:
(i) Вместо датчика нагрузки 10 фунтов применен датчик нагрузки 50 фунтов.
(ii) На этапе 1.3.1. образцы ориентированы параллельно плоскости движения захватов, а противоположные концы перекрывающих барьерных панелей (т.е., два конца на противоположных краях перекрывающей барьерной панели) зажаты в каждом захвате машины для испытания на растяжение.
(iii) На этапе 1.3.2. дистальный конец/участок образца крепления отделяют вручную от образца барьерной панели на расстояние от около 13 до 19 мм (от 0,5 до 0,75 дюйма) по длине образца. Образцы ориентированы параллельно плоскости движения захватов. Далее отделенный вручную участок образца барьерной панели зажимают в захвате машины для испытания на растяжение, а затем отделенный вручную участок образца крепления зажимают в другом захвате машины для испытания на растяжение.
(iv) Вместо средней нагрузки, при движении захватов друг от друга, замеряли пиковую нагрузку, необходимую для полного отделения образцов.
ПРИМЕР 1
Изучение времени и движения
Выбор предмета испытания и последовательность испытания
Для данного исследования была выбрана произвольная совокупность из 57 отдельных людей, не имеющих отношения к здравоохранению или имеющих минимальный опыт в нем. Эти отдельные люди были произвольно приставлены к одной из двух упаковок для проверки подготовленности и упаковывания/распаковывания. Необходимым предварительным условием по их отбору был ограниченный, до полного его отсутствия, какой-либо предыдущий опыт работы в централизованном стерилизационном отделении больницы.
Причина данного предварительного условия заключается в том, что люди с опытом централизованной стерилизации возможно уже привлекались к использованию хирургических упаковок и, следовательно, не подходят для проверки обучения.
Что касается последовательности испытания, первым было испытание на время/легкость обучения. Сразу после обучения отдельного человека и признания его специалистом по применению одной из двух упаковок данный человек признается готовым для испытания на упаковывание/распаковывание.
Проверка обучения - время, необходимое для усвоения процедуры упаковывания Данная проверка обучения предусмотрена для установления кривой обучения и затрат времени на человека, который должен быть обучен и должен стать специалистом по упаковыванию и распаковыванию одного вида стерилизационной упаковки.
Испытание по измерению затрат времени на обучение отдельного человека по упаковыванию началось с опытного инструктора, обеспечивающего общую обзорную демонстрацию упаковки и различных типов привлекаемого оборудования. Далее он или она обеспечивали поэтапный показ, как на практике используют упаковку, и отвечали на любые вопросы. Следующий этап включал один последний показ упаковывания и распаковывания лотка непосредственно перед передачей учебного процесса испытуемому. Испытуемый делал попытку успешного упаковывания и распаковывания лотка под наблюдением, и с обратной связью. После каждой отмеченной инструктором ошибки испытуемый начинал операцию еще раз с начала. Инструкторы осуществляли руководство и инструктаж до тех пор, пока испытуемый мог успешно упаковать хирургический лоток пять раз подряд без каких-либо ошибок, спутывания этапов, и/или обратной реакции его или ее инструктора. Данная точка отмечала конец испытания. Сразу после того, как человек смог продемонстрировать его, или ее способность, его признавали "опытным" испытуемым.
Как отмечалось выше, каждый испытуемый был подготовлен на одном виде упаковки, чтобы исключить получение им или ею какого-либо преимущества из предыдущего опыта применения другого вида упаковки. Это также сохраняло независимость между двумя опытными сериями. Наконец, конкретная упаковка не использовалась при подготовке более, чем в трех попытках. Упаковки KimGuard® One Step® после каждой попытки переворачивались, чтобы изменить ориентацию, а многопанельные стерилизационные комплекты имели повторно используемые после каждой попытки подложки.
Время упаковывания и распаковывания
Для проверки времени упаковывания был выбран круг опытных людей по упаковыванию лотков как мультипанельным стерилизационным комплектом, так и KimGuard®One-Step® упаковкой. Как отмечалось ранее, данные люди были установлены во время проверки подготовки.
Во время проверки времени упаковывания и распаковывания требовались люди, чтобы непрерывно упаковывать и распаковывать хирургический лоток единственного габарита со следующими примерными размерами: длина = 20 дюймов, ширина = 10,5 дюймов и высота = 3,5 дюйма (самый распространенный лоток, используемый в больницах). Чтобы лишить испытателей преимущества обретения разметочных знаков, которые могли быть образованы в упаковке после ее использования, упаковки после каждого использования (упаковывания и распаковывания) выбрасывались. Это гарантировало независимость между испытаниями. Для целей синхронизации начало процесса упаковывания было установлено на момент полного раскрытия упаковки на упаковочном столе, а испытатель, при этом, держал в своих руках хирургический лоток. Окончание процесса упаковывания было намечено на момент, когда лоток полностью обернут и застегнут, а испытатель отошел от упаковочного стола. С другой стороны, начало процесса распаковывания было установлено на момент, когда испытатель впервые коснулся упаковки для развертывания лотка, а конец - на момент, когда лоток полностью выставлен сверху на раскрытой упаковке, а испытатель отошел от упаковочного стола. Если во время процесса упаковывания или распаковывания человек не следовал стандартной процедуре, пример не считался корректным и испытание повторялось.
Методология статистического анализа
При выполнении статистического анализа по каждому одному из двух испытаний было принято, что время на упаковывание и распаковывание, и подготовку персонала для обеих упаковок, является независимым и подчиняется нормальному распределению. Принятый для анализа каждого из двух испытаний подход состоял в установлении 95% доверительного интервала на расхождение между значениями требуемого рабочего времени на каждую упаковку. Доверительный интервал указывал, было ли между двумя средними значениями времени для каждого одного из двух испытаний статистическое расхождение, и если оно было, он устанавливал, какое это было расхождение.
Для каждого из двух испытаний среднее время, необходимое для упаковывания/распаковывания, или проверку персонала, использующего упаковку "KimGuard® One-Step®", было обозначено в виде µ1, а среднее время, необходимое для применения многопанельного стерилизационного комплекта было обозначено в виде µ2. Дисперсии были соответственно обозначены σ1 2 и σ2 2. Для данного исследования как средние значения, так и дисперсии были неизвестны.
Для каждого одного из двух испытаний соответственно по упаковке KimGuard®One-Step® и многопанельному стерилизационному комплекту были приняты произвольные и независимые от времени и хода испытаний объемы выборки n1 и n2. Средние значения времени по выборке обозначены в виде xbar1 и xbar2, а дисперсии в виде s1 2 и s2 2. Для получения 95% доверительного интервала на µ1-µ2 была выполнена первая оценка в виде:
Sp2=[(n1-1)S1 2+(n2-1)S2 2]/(n1+n2-2)
Далее, 95%, 100(1-α) двухсторонний доверительный интервал на µ1-µ2 был рассчитан с использованием статистики Стъюдента, распределения со степенями свободы n1+n2-2, и следующей формулы:
Xbar1-Xbar2-tα/2, n2+n2-2 × Sp × [(1/n1)+(1/n2)]0,5 ≤ µ1-µ2 ≤ xbar1-Xbar2-t α/2, n1+n2-2 × Sp × [(1/n1)+(1/n2)]0,5
Диапазон, расхождение между средними значениями, полученные по данному анализу статистически подтвердили расхождения между потребностями рабочего времени для каждого одного из двух установленных выше испытаний.
Определение объема выборки
Объемы выборки для двух испытаний во время и в ходе испытания были установлены на основе анализа предварительных оценок вычисленной погрешности между совокупностью и средними значениями образцов, средних квадратических отклонений независимых серий образцов и требованиями предварительного доверительного интервала. По данному предварительному анализу были установлены соответствующие объемы выборок, с использованием следующей статистической формулы:
n=[(Z a/2 σ)/e]2
n = соответствующий объем выборки;
z = тестовая статистика по нулевой гипотезе, которая может быть аппроксимирована гауссовским распределением;
α = требуемый доверительный уровень, например 95%;
σ = оценочное среднее квадратическое отклонение серий образцов;
е = вычисленная погрешность: |xbar-µ|.
Величины "α" и "е" управляют уровнем точности, необходимой для оценочного среднего рабочего времени, необходимого на каждую упаковку в каждом из двух испытаний. Доверительный уровень (α) 95% и погрешность (е)±10% были минимальными допустимыми величинами для контроля точности объема выборки во всех испытаниях.
Стандартные процедуры упаковывания и распаковывания
Стандартные процедуры упаковывания KimGuard® One-Step®
Данная процедура представлена, в общем, на фигурах 4А-4Е.
Этап 1 - положите обертку на стол.
Этап 2 - положите инструментальный лоток.
Этап 3 - согните низ наверх до полного покрытия лотка.
Этап 4 - проверьте, чтобы углы были покрыты.
Этап 5 - отогните кончик в обратную сторону.
Этап 6 - зафиксируйте кончик на месте уголком.
Этап 7 - возьмите одну боковую сторону.
Этап 8 - согните боковую сторону.
Этап 9 - отогните боковой кончик в обратную сторону.
Этап 10 - зафиксируйте кончик уголком и возьмите противоположную боковую сторону.
Этап 11 - согните боковую сторону.
Этап 12 - отогните кончик противоположной боковой стороны в обратную сторону.
Этап 13 - зафиксируйте кончики уголками и возьмите верхнюю часть.
Этап 14 - соберите верхнюю часть с образованием последнего клапана.
Этап 15 - наложите последний клапан на упаковку.
Этап 16 - расправьте бока верхней части, чтобы вся упаковка была закрыта.
Этап 17 - подверните упаковку с образованием кончика для открывания.
Этап 18 - закрепите адгезивной лентой этап 1 (первый отрезок адгезивной ленты по подвернутому последнему клапану).
Этап 19 - закрепите адгезивной лентой этап 2 (второй отрезок адгезивной ленты по подвернутому последнему клапану).
Этап 20 - закрепите адгезивной лентой этап 3 по всей ширине упаковки, для изолирования каждой боковой стороны.
Выполнено
Стандартные процедуры распаковывания KimGuard® One-Step®
Этап 1 - разорвите длинную адгезивную ленту на каждой боковой стороне этапа 1 и 2 (т.е., разорвите с каждой стороны упаковки ленту, использованную на этапе 20 упаковывания).
Этап 2 - разорвите адгезивную ленту этапа 3 (т.е., разорвите ленту, использованную на этапе 18 упаковывания по подоткнутому последнему клапану).
Этап 3 - разорвите адгезивную ленту этапа 4 (т.е., разорвите ленту, использованную на этапе 19 упаковывания по подоткнутому последнему клапану).
Этап 4 - захватите кончик для открывания (т.е., кончик, образованный на этапе 17 упаковывания).
Этап 5 - потяните кончик на себя.
Этап 6 - разверните верхний слой от себя.
Этап 7 - захватите кончик боковой стороны и потяните его вбок (т.е., кончик, образованный на этапе 12 упаковывания).
Этап 8 - захватите кончик другой боковой стороны и потяните его вбок (т.е., кончик, образованный на этапе 9 упаковывания).
Этап 9 - захватите последний согнутый кончик (т.е., кончик, образованный на этапе 5 упаковывания).
Этап 10 - потяните, чтобы открыть последний сгиб.
Выполнено
Стандартные процедуры упаковывания многопанельного стерилизационного комплекта
Данные процедуры представлены, в общем, на фигурах 9А-9Е.
Этап 1 - положите многопанельный стерилизационный комплект на стол.
Этап 2 - расположите инструментальный лоток.
Этап 3 - согните низ наверх до полного покрытия лотка.
Этап 4 - удалите покровную пленку с одной покрытой адгезивом стороны предварительно закрепленной адгезивной ленты (т.е., средства крепления панели).
Этап 5 - возьмите одну боковую сторону.
Этап 6 - согните боковую сторону и прикрепите к предварительно закрепленной адгезивной ленте (т.е., средству крепления панели).
Этап 7 - удалите покровную пленку с другой покрытой адгезивом стороны предварительно закрепленной адгезивной ленты (т.е., средства крепления панели).
Этап 8 - возьмите противоположную боковую сторону.
Этап 9 - согните боковую сторону и прикрепите к предварительно закрепленной адгезивной ленте (т.е., средству крепления панели).
Этап 10 - соберите в верхней части последний клапан (т.е., сгибаемую защитную панель).
Этап 11 - наложите последний клапан на упаковку.
Этап 12 - согните край под последним клапаном.
Этап 13 - закрепите адгезивной лентой этап 1 (первый отрезок адгезивной ленты по подвернутому последнему клапану).
Этап 14 - закрепите адгезивной лентой этап 2 (второй отрезок адгезивной ленты по подвернутому последнему клапану).
Выполнено.
Стандартные процедуры развертывания многопанельного стерилизационного комплекта
Этап 1 - разорвите адгезивную ленту этапа 1 (т.е., разорвите адгезивную ленту, использованную на этапе 13 упаковывания, по подвернутому последнему клапану).
Этап 2 - разорвите адгезивную ленту этапа 2 (т.е., разорвите адгезивную ленту, использованную на этапе 14 упаковывания, по подвернутому последнему клапану).
Этап 3 - отогните верхний слой (т.е., сгибаемую защитную панель) от себя.
Этап 4 - захватите двумя руками боковые стороны.
Этап 5 - отлепите адгезивную ленту (т.е., средство крепления панели), чтобы разогнуть боковые стороны.
Этап 6 - захватите кончик для открывания (т.е., оттягиваемый язычок) на ярлыке.
Этап 7 - поднимите вверх ярлык.
Этап 8 - потяните на себя.
Выполнено.
Результаты испытаний
Время упаковывания и распаковывания
Последующие данные суммируют статистические результаты испытания на время упаковывания и распаковывания обертки KimGuard® One-Step® и многопанельного стерилизационного комплекта.
Статистическое расхождение между средним временем оборачивания для упаковки KimGuard® One-Step® и многопанельного стерилизационного комплекта было установлено по суммированным выше данным. При доверительном интервале 95% фактическое расхождение затрат рабочего времени для двух упаковок находится в следующем диапазоне: 1,06 мин ≤ µ1-µ2 ≤ 1,3 мин. Поскольку данный диапазон не включает нуль, можно сделать вывод, что рабочие затраты на оборачивание оберткой KimGuard® One-Step® статистически выше рабочих затрат на оборачивание многопанельного стерилизационного комплекта.
многопанельного стерилизационного комплекта
Статистические результаты
Статистическое расхождение между средним временем разворачивания для упаковки KimGuard® One-Step® и многопанельного стерилизационного комплекта было установлено по суммированным выше данным. При доверительном интервале 95% фактическое расхождение затрат рабочего времени для двух упаковок находится в следующем диапазоне: 9,5 сек ≤ µ1-µ2 ≤ 10,9 сек. Поскольку данный диапазон не включает нуль, можно сделать вывод, что рабочие затраты на разворачивание упаковки KimGuard® One-Step® статистически больше рабочих затрат на распаковывание многопанельного стерилизационного комплекта.
Испытание на обучение - время, необходимое для изучения процедуры обертывания
Последующие данные суммируют статистические результаты испытания на время обучения для работы с упаковкой KimGuard® One-Step® и многопанельным стерилизационным комплектом.
Статистические результаты
Статистическое расхождение между средним временем обучения для оборачивания KimGuard® One-Step® и многопанельного стерилизационного комплекта было установлено по данным выбранной выше серии. При доверительном интервале 95% фактическое расхождение затрат рабочего времени на обучение для двух упаковок находится в диапазоне: 17,7 мин ≤ µ1-µ2 ≤ 25,5 мин. Поскольку данный диапазон не включает нуль, можно сделать вывод, что рабочие затраты на обучение для оборачивания KimGuard® One-Step® статистически больше рабочих затрат на обучение для многопанельного стерилизационного комплекта.
Выводы
Время оборачивания и разворачивания
Оборачивание
При среднем времени оборачивания 1 мин 43 сек для упаковки KimGuard® One-Step® и при среднем времени оборачивания 32 сек для многопанельного стерилизационного комплекта результаты испытаний устанавливают, при сравнении двух упаковок, среднее снижение времени на 68%. Данное установленное снижение времени является результатом влияния различных факторов. Оборачивание хирургических лотков с применением многопанельного стерилизационного комплекта обеспечивает пользователю более простую и интуитивную технологию по сравнению с его прототипом. Здесь имеется меньшее количество менее сложных шагов, а также меньше контактных соприкосновений, необходимых для оборачивания лотка. Признаки многопанельного стерилизационного комплекта касаются линий (т.е., заданных линий сгиба) для точного начального расположения лотков, предварительно закрепленных покрывающей пленкой адгезивов и меньшего количества материала для обработки. Кроме того, изолирование обернутого лотка адгезивной лентой, используемой в многопанельном стерилизационном комплекте, занимает в среднем 6,2 сек, по сравнению с 18,2 сек, необходимыми для оборачивания KimGuard® One-Step®. Это обусловлено отсутствием необходимости изоляции верхней части лотка (поперек многопанельного стерилизационного комплекта) адгезивной лентой.
Если финальный процесс скрепления с помощью адгезивной ленты исключить из процесса оборачивания (смотри этапы 18, 19 и 20 оборачивания для упаковки KimGuard® One-step® и этапы 13 и 14 оборачивания для упаковки Smart-Fold), то среднее время оборачивания составит 2 мин 25 сек для упаковки KimGuard®One-Step® и 26 сек для многопанельного стерилизационного комплекта. Это составляет среднее снижение 69% времени оборачивания.
Разворачивание
Разворачивание упаковки KimGuard® One-Step® занимает, в среднем, 15,8 сек по сравнению с 5,6 сек для многопанельного стерилизационного комплекта. Данное снижение времени разворачивания составляет, в среднем, 64%. Такое уменьшение является результатом меньшего количества изолирующей ленты, подлежащей разрушению в многопанельном стерилизационном комплекте (т.е., две точки разрыва по сравнению с четырьмя точками в упаковке KimGuard® One-Step®), и менее сложной процедуры, которая допускает одновременные перемещения без непосредственного контакта с хирургическим лотком.
Обучение - время, необходимое для обучения процедуры оборачивания
Обучение конечных пользователей по соответствующим стандартным рабочим процедурам оборачивания и разворачивания занимает, в среднем, 42,4 мин для упаковки KimGuard® One-Step® и 20,8 мин для многопанельного стерилизационного комплекта. Причина такого снижения во времени на 51% подобным образом отражается в пунктах, отмеченных в гипотезах оборачивания и разворачивания, которые описаны выше. Более интуитивные, менее сложные, в меньшем количестве шаги и эргономичная конфигурация, позволяющие пользователю эффективно, более быстро запоминать и показывать опытность в соответствующей технологии оборачивания и разворачивания многопанельного стерилизационного комплекта, по сравнению с упаковкой KimGuard® One-Step®.
ПРИМЕР 2
Был сконструирован примерный одноразовый гибкий многопанельный стерилизационный комплект с пятью сторонами, или краями. Данная геометрия представлена, в общем, на фиг.6. Второй край 122 барьерной панели 102 многопанельного стерилизационного комплекта имеет в длину приблизительно 36 дюймов. Первый край 120 и третий край 124 барьерной панели 102 являются перпендикулярными второму краю 122 и имеют, каждый, приблизительно длину 35 дюймов. Первый край 146 и второй край 148 сгибаемой защитной панели 108 имеют, каждый, приблизительно длину 19 дюймов и сходятся вместе в тупом углу (не обязательно, как изображено на фиг.6). Первый край 146 и второй край 148 сгибаемой защитной панели 108 находятся прямо напротив нижнего края 122, длиной 36 дюймов, барьерной панели 102. Данная конструкция покрывает обычный стерилизационный лоток, имеющий площадь поверхности, для процесса стерилизации, около 700 кв. дюймов, когда стерилизационный лоток помещен в принимающую содержимое зону 130, а нижний край 122 согнут, и с избытком, для покрытия верхней части лотка.
Средство 106 крепления панели, которое может быть в виде двух предварительно прикрепленных язычков из адгезивной ленты, используют для натягивания первого края 120 и третьего края 124 барьерной панели над верхней частью лотка, а затем края приклеивают внизу на обратную сторону листа, уже согнутого над верхней частью лотка. Использование данных язычков позволяет конструкции использовать намного меньшую длину, в то же время уверенно приклеивая боковые складки, при подготовке лотка к стерилизации. Кроме того, применение данных язычков облегчает процесс упаковывания, делая его более простым и быстрым при подготовке лотка для процесса стерилизации. После сгибания, с избытком, и приклеивания боковых сторон упаковки, затем сгибают верх упаковки над верхней частью лотка, и лицо, подготовившее лоток, может далее подвернуть верхний угол упаковки обратно под и наружу Z-образной складки, образующей точку оттягивания на упаковке для асептического открытия в операционной.
Площадь поверхности данной конструкции составляет точно 1260 кв. дюймов, следовательно, необходимо только 1,8 кв. дюйма барьерной панели для покрытия каждого кв. дюйма поверхности лотка. В дополнение к разработанной форме конструкции, снижающей расход материала на упаковку лотка для инструмента, конструкция обеспечивает два слоя стерилизационного материала (т.е., барьерную панель) только там, где необходимо закрыть каждый кв. дюйм площади поверхности лотка для инструмента. Два слоя являются, в общем, исполнением, необходимым для обеспечения достаточного микробиального барьера. Таким образом, дополнительная площадь поверхности материала, используемая для упаковывания стерилизационного лотка, не нужна для службы в качестве микробиального барьера. В результате, она может быть в виде единичного слоя материала, т.е. сгибаемой защитной панели.
ПРИМЕР 3
Традиционные упаковочные системы последовательно используют односкладчатую стерилизационную упаковку или используют при этом двухскладчатую стерилизационную упаковку (например, стерилизационную упаковку KimGuard® One-Step®) для обертывания вокруг стандартного лотка. Обычно думают, что избыточный материал, который заворачивается с нахлесткой и обеспечивает множество складок, полотен или слоев в верхней части или верхней зоне завернутой упаковки, является необходимым для создания стерильного барьера.
Данный пример иллюстрирует снижение числа полотен, слоев или складок материала в верхней части или верхней зоне стандартного лотка, упакованного с применением многопанельного стерилизационного комплекта. По сравнению со стандартным лотком, который упакован с использованием традиционного упаковочного устройства, многопанельный стерилизационный комплект обеспечивает гораздо меньше полотен, слоев или складок в верхней части или верхней зоне, в то же время, поддерживая требования извилистого пути, которые, как полагают, необходимы для обеспечения стерильного барьера. Данный пример описывает также способ секционирования оберточной упаковки, содержащей стандартное изделие (т.е., стерилизационный лоток, имеющий примерные размеры: длина = 20 дюймов (~510 мм), ширина = 10,5 дюймов (~270 мм) и высота = 3,5 дюйма (~88 мм)), который допускает расхождения в подлежащих измерению упаковочных конфигурациях.
При традиционном стерилизационном упаковывании применяют два (2) одинакового размера наложенных друг на друга листа для упаковки изделий, либо по способу складывания конвертом (смотри фигуры 4А-4Е), либо по способу складывания квадратом (смотри фигуры 5А-5Е). Данными, наложенными друг на друга, листами являются листовые полотна 14 и 16 на фиг.1. Соответствующие барьерные материалы являются однослойными стерилизационными упаковками, и таблица 2 представляет образцы и их характерные основные веса, выраженные в унциях на кв. ярд, и проницаемость по Фрейзеру, выраженную в куб.футах/мин, при перепаде давления 125 Па, установленную по образцам диаметром 3 дюйма в соответствии с ISO 9237:1995 (замеренную на автоматизированной установке определения воздухопроницаемости с использованием головки 38 см2, при испытательном давлении 125 Па, установкой определения воздухопроницаемости является TEXTEST FX 3300, поставляемая TEXTEST AG., Швейцария). Данные стерилизационные упаковки свободно продаются Kimberly-Clark Corporation (Даллас, шт. Техас).
Данные традиционные упаковки создают большие расходы перекрывающих друг друга, с нахлесткой, материалов, что, в дополнение к внутренне присущему ограничению самих развернутых стерилизационных упаковок, ограничивает проникание воздушного потока (проницаемость). При этом перекрывающие друг друга складки соответственно увеличивают вес аккумулированных, расположенных друг над другом полотен/слоев сверх того, что необходимо для гарантирования адекватной барьерной защиты и установления заданного извилистого пути. Данные нахлестки имеют тенденцию концентрироваться в специфических зонах, обусловленных схемами складывания, применяемыми для упаковки изделий. При упаковывании изделий коробчатого вида, например хирургических лотков, упаковка воспроизводит форму, подобную коробчатой, и содержит четко выраженные верхнюю, нижнюю и узкие боковые зоны, в виде узнаваемых специфических зон. Фиг.19 иллюстрирует верхнюю зону 402, нижнюю зону 404 и узкую боковую зону 406.
Если в изобретении применяют барьерные панели, составленные из двух (2) слоев, или полотен, что является числом слоев, или полотен, обычно применяемых в традиционных упаковках, данное изобретение, при выполнении вокруг лотка, по сравнению с традиционными упаковками, неуклонно снижает в верхней зоне 402 (i) число расположенных друг над другом полотен, (И) количество материала и (iii) сопротивление воздушному потоку (и, следовательно, стерилизующему газу, такому как, например, пар или этиленоксид). Данные снижения продемонстрированы секционированием упаковок, выполненных вокруг лотков, на отдельные верхнюю, нижнюю и узкие боковые зоны, и отбором образцов из этих зон для последующих измерений, как показано на фиг.25, для получения графических изображений проницаемости воздушного потока, веса и максимального числа расположенных друг над другом слоев. Преимущества изобретения, по данным представлениям, в снижении числа или количества слоев и количества материала, необходимого для оборачивания изделия, даже с включением любых элементов усиления, соединены с количественно возможными измерениями, которые включают проницаемость по Фрейзеру (проницаемость, фут3/мин), массу площади поверхности образца диаметром 3 дюйма (вес, граммы) и расчет максимального числа расположенных друг над другом слоев на площади поверхности образца диаметром 3 дюйма (полотна). Данные измерения, выполненные в верхней, нижней и узких боковых зонах, представлены последовательно на фиг.26-42 и таблицах 5-19 для многопанельного стерилизационного комплекта данного изобретения и традиционных стерилизационных упаковок, в которых предусмотрен способ складывания конвертом. Для обеспечения более непосредственного, прямого сравнения, два листа, слоя или полотна барьерного материала использованы для традиционной стерилизационной упаковки, и соответствующие конструкции применены в барьерных панелях данного изобретения.
При осуществлении сравнения с многопанельным стерилизационным комплектом путем количественного измерения традиционную стерилизационную упаковку сгибают вокруг традиционного стерилизационного лотка, используя вместо способа складывания квадратом способ складывания конвертом, по двум причинам: (i) форма складывания конвертом является более превалирующей в применении; и (ii) форма складывания квадратом создает в материале нахлестки, которые являются объяснимыми и поддаются количественному определению без необходимости измерений с целью сравнения с изобретением (форма складывания конвертом создает более сложные нахлестки). Как далее показано и обсуждено, верхняя зона упаковывания вокруг изделия является зоной, где отличия между системами упаковывания являются наибольшими. Нижняя зона имеет наименьшие отличия, и отличия узких боковых зон являются менее четкими. Поскольку изделия обычно выполнены с возможностью выделения и выпуска стерилизующих газов через верхние и нижние зоны, и так как узкие боковые зоны обычно представлены твердыми несущими стенками, то отличия между системами упаковывания в верхней зоне представляют особую важность. Кроме того, верхняя зона является той зоной, где края традиционной стерилизационной упаковки собраны/сложены вместе, с обеспечением потенциальных отверстий, или путей по барьерному материалу, которые, как обычно полагают, должны перекрываться использованием избыточного, укладываемого с нахлесткой, упаковочного материала.
Перед рассмотрением вопроса количества/числа укладываемых с нахлесткой полотен, или слоев материала для многопанельного стерилизационного комплекта данного изобретения и традиционных систем упаковывания, использующих способ складывания конвертом, вопросу количества/числа укладываемых с нахлесткой полотен, или слоев материала для традиционных систем упаковывания, использующих способ складывания квадратом, будет посвящено следующее обсуждение. Обращаясь, в общем, к фигурам 5А-Е, устанавливаем минимальное количество/число укладываемых с нахлесткой полотен, или слоев материала, исходя из упаковывания традиционного стерилизационного лотка, или другого изделия коробчатой формы, с использованием способа складывания квадратом, в виде минимального числа расположенных друг над другом слоев в верхней зоне упакованного изделия. Для каждого традиционного листа стерилизационной упаковки, по способу складывания квадратом:
- один (1) слой получаем от первого сгибания нижнего конца 66 над изделием (62),
- по меньшей мере, один (1) слой получаем от сгибания верхнего конца 70 над изделием, и
- по меньшей мере, три (3) слоя получаем от сгибания левого бокового конца 72, который имеет дополнительные слои от сгибаний нижнего и верхнего концов над изделием.
Таким образом, каждый лист стерилизационной упаковки, согнутой вокруг изделия коробчатой формы, при способе складывания квадратом, вносит вклад в виде, по меньшей мере, пяти (5) расположенных друг над другом слоев в верхней зоне 402 (смотри фиг.19). Данный минимальный расчет расположенных друг над другом слоев исключает любое боковое сгибание нижнего, верхнего и левого бокового концов 66, 70, 72, как обычно, делается, и исключает также любые добавления от сгибания над правым боковым концом 74, которое завершает упаковывание. Данный минимум из пяти (5) расположенных друг над другом слоев отдельного листа стерилизационной упаковки удваивается до десяти (10), если используют, или последовательно, или одновременно, два (2) листа стерилизационной упаковки. Для данной конструкции листа стерилизационной упаковки минимальный вес и воздухопроницаемость через расположенные друг над другом слои могут быть установлены по свойствам листа стерилизационной упаковки (например, таким как вес и проницаемость по Фрейзеру), приведенным в таблицах 2 и 3, и по числу расположенных друг над другом полотен, или слоев.
Как показано далее, данный минимум десять (10) расположенных друг над другом полотен/слоев в верхней зоне для упаковывания двойным (2) листом стерилизационной упаковки, с использованием способа складывания квадратом, превышает таковой изобретения, имеющего барьерную панель, состоящую из двух (2) слоев, или полотен и сгибаемой защитной панели, состоящей из одного (1) или даже двух (2) слоев или полотен. Способ упаковки или схема складывания квадратом обеспечивает число расположенных друг над другом слоев в нижней зоне, которое является таким же, что и при способе упаковки, или схеме складывания конвертом, и которое также одинаково с числом, обеспеченным в нижней зоне 404 (смотри фиг.19) многопанельным стерилизационным комплектом. Что касается зоны 406 узкой боковой полосы (смотри фиг.19), то нахлестка традиционного стерилизационного упаковочного материала при упакованном по схеме конверта изделии остается подобной расположению слоев друг над другом, как при изделии, упакованном складыванием в конверт, так и при изделии, упакованном с использованием многопанельного стерилизационного комплекта, с учетом особенностей всех данных систем складывания при асептическом распаковывании, после стерилизации, с верхней зоны.
Варианты осуществления многопанельного стерилизационного комплекта данного изобретения, рассмотренные ранее для фиг.8А, фигур 9А-Е и фиг.13, использованы для представления квантификации упаковывания в расчете на изобретение, а конкретные типичные варианты осуществления приведены на фиг.21 со сгибаемой защитной панелью 108, имеющей один (1) слой, и фиг.22 со сгибаемой защитной панелью 108, имеющей два (2) слоя. Данный пример сравнивает эти варианты осуществления с традиционными стерилизационными упаковками, которые утилизируют схему, или технологию складывания конвертом, и которые представлены на фиг.14 и фиг.16. Таким образом, для осуществления непосредственного прямого сравнения традиционные стерилизационные упаковки и многопанельный стерилизационный комплект имеют два (2) слоя, полотна или листа материала. Типичные конструкции соединенной наложением стерилизационной упаковки, которые включают, при этом, два (2), располагающихся друг над другом, слоя, приведены в таблице 2, выходные значения проницаемости даны в следующей таблице 3:
Образцовые упаковки для целей квантификации были выполнены с применением многопанельного стерилизационного комплекта изобретения, как показано на фигурах 21 и 22, и в соответствии с традиционными системами складывания конвертом, как показано на фигурах 14 и 16. Данные образцы идентифицированы в таблице 4 для индексации в соответствующих таблицах и цифровых данных графиков проницаемости, веса и слоев, с учетом положения (например, верх, низ и боковая полоса), и последовательно описаны применительно к фигурам 14-18, 21, 22 и 24. Все образцы таблицы 4 упакованы вокруг хирургических лотков с приблизительными размерами: длина 20 дюймов × ширина 10,75 дюйма × 3,5 дюйма (~510 мм × ~ 270 мм × ~ 88 мм).
"Hi Wgt" означает наложенные один на другой слои КС600 и КС400. "Lo Wgt" означает наложенные один на другой слои КС100 и КС200.
Образцы Hi Wgt New1 и Lo Wgt New1 являются образцами конструкции из двухслойной (2) барьерной панели и однослойной сгибаемой защитной панели, представленной на фиг.21. Показанное на фиг.21, представляет собой 2 элемента усиления, расположенные согласно фиг.10В, и оттягиваемый язычок. Упаковывание данных образцов вокруг соответствующих хирургических лотков проходит в последовательности, представленной на фиг.9А-9Е, а законченная упаковка представлена на фиг.24.
Образцы Hi Wgt New2 и Lo Wgt New2 являются представителями конструкции из двухслойной (2) барьерной панели и двухполотной или двухслойной (2) сгибаемой защитной панели, представленной на фиг.22. Показанное на фиг.22 представляет собой два (2) отдельных элемента усиления, расположенные согласно фиг.10В, и оттягиваемый язычок. Упаковывание данных образцов было таким же, что и для образцов Hi и Lo Wgt New1, a законченная упаковка представлена на фиг.24.
Образцы Hi Wgt ONE-STEP и Lo Wgt ONE-STEP являются представителями двухслойной (2) конструкции, представленной на фиг.14, где выравнивают края наложенных один на другой листов традиционной стерилизационной упаковки; другая, приемлемая для данных образцов ONE-STEP, конструкция, показана на фиг.1, где наложенные один на другой, выровненные листы стерилизационной упаковки, соединены вместе. Элементы усиления, или оттягиваемый язычок, не присутствуют. Упаковывание данных образцов вокруг соответствующих хирургических лотков проходит в последовательности, представленной на фигурах 4А-4Е, а законченная упаковка представлена на фиг.15. В отношении данных образцов в качестве аббревиатуры для ONE-STEP может быть использован знак "OS".
Образцы Hi Wgt Seq и Lo Wgt Seq являются представителями двухслойной (2) конструкции, представленной на фиг.16, где отдельные листы традиционной стерилизационной упаковки не выровнены, а смещены по отношению друг к другу приблизительно на 45 градусов. Элементы усиления, или оттягиваемый язычок, не присутствуют. Для упаковывания хирургического лотка каждый лист стерилизованной упаковки последовательно сгибается вокруг лотка в соответствии с последовательностью, показанной на фигурах 4А-4Е. Фиг.17 иллюстрирует упаковку из первого листа стерилизационной упаковки, при этом второй лист стерилизационной упаковки только должен быть обернут вокруг хирургического лотка. Фиг.18 представляет законченную упаковку обеими барьерными панелями.
Законченные упаковки всех образцов, включая образцы из Hi Wgt и Lo Wgt New1 New2, образуют специфическую складку над зонами из материалов, указанную индексацией на фиг.19 в виде верхней 404, нижней 404, узкой боковой 406 полос. Фиг.14 представляет стандартный стерилизационный лоток "Т" (приблизительная длина = 20 дюймов (~510 мм), ширина = 10,5 дюймов (~270 мм) и высота = 3,5 дюйма (~88 мм)) и лист связанной двухслойной стерилизационной обертки (например, стерилизационной обертки KimGuard® One-Step®), перед началом обертывания. Фиг.15 представляет стерилизационный лоток после того, как он был обернут в соответствии с процедурой, представленной на фигурах 4А-4Е.
Фиг.16 представляет стандартный стерилизационный лоток "Т" (приблизительная длина = 20 дюймов (~510 мм), ширина = 10,5 дюймов (~270 мм) и высота = 3,5 дюйма (~88 мм)) и 2 листа однослойной стерилизационной обертки, перед началом упаковывания. Фиг.17 представляет стерилизационный лоток после того, как он был упакован в первый лист однослойной стерилизационной обертки в соответствии с процедурой, представленной на фигурах 4А-4Е. Фиг.18 представляет стерилизационный лоток после того, как он был далее упакован во второй лист однослойной стерилизационной обертки в соответствии с процедурой, представленной на фигурах 4А-4Е.
Фиг.19 представляет, в общем, стандартный стерилизационный лоток "Т" (приблизительная длина = 20 дюймов (~510 мм), ширина = 10,5 дюймов (~270 мм) и высота = 3,5 дюйма (~88 мм)), который был упакован последовательно с использованием однослойной стерилизационной обертки, или упакован с использованием связанной двухслойной стерилизационной обертки (например, стерилизационной обертки KimGuard® One-Step®), оба раза в соответствии с процедурой, представленной на фигурах 4А-4Е, с образованием упаковки 400, имеющей верхнюю часть 402, нижнюю часть 404 и боковые части 406.
Фиг.20 представляет деление упакованного лотка на части. Лоток разделен по своей длине 20 дюймов на пять рядов (при этом каждый ряд по длине имеет длину приблизительно 3,5-4 дюйма). Лоток также разделен по ширине на три ряда (при этом каждый ряд по ширине имеет ширину приблизительно 3,5 дюйма) и один ряд по высоте, который имеет высоту приблизительно 3,5 дюйма. Верхняя часть 402 упакованного лотка имеет структуру 3×5, и нижняя часть 404 упакованного лотка имеет отдельную структуру 3×5. Передняя и задняя части упакованного лотка разделены на отдельные структуры 1×5, а каждая боковая часть разделена на отдельные структуры 1×3.
Ряды по длине обозначают номер позиции от 1 до 5, начиная от позиции 1 с левой стороны лотка и доходя до позиции 5 на правой стороне лотка. Ряды по ширине обозначают размещение позиции (т.е., передняя часть, средняя часть и задняя часть).
Фиг.21 представляет стандартный стерилизационный лоток "Т" (приблизительная длина = 20 дюймов (~510 мм), ширина = 10,5 дюймов (~270 мм) и высота = 3,5 дюйма (~88 мм)) и многопанельный стерилизационный комплект данного изобретения, в общем, в соответствии с фиг.8А, перед началом упаковывания. Следует отметить, что барьерная панель 102 имеет два слоя материала, а сгибаемая защитная панель 108 имеет один слой материала. Фиг.22 представляет стандартный стерилизационный лоток "Т" (приблизительная длина = 20 дюймов (~510 мм), ширина = 10,5 дюймов (~270 мм) и высота = 3,5 дюйма (~88 мм)) и другой конфигурации многопанельный стерилизационный комплект данного изобретения, в общем, в соответствии с фиг.8А, перед началом упаковывания. Следует отметить, что барьерная панель 102 имеет два слоя материала, и сгибаемая защитная панель 108 также имеет два слоя материала. Фиг.24 представляет стерилизационный лоток после того, как он был упакован в соответствии с процедурой, показанной на фигурах 9А-9Е. Фиг. 23 представляет упакованный стерилизационный лоток, разделенный на части. Как представлено ранее на фиг.20, верхняя часть 402 упакованного лотка имеет структуру 3×5, и нижняя часть 404 упакованного лотка имеет отдельную структуру 3×5. Передняя и задняя части упакованного лотка разделены на отдельные структуры 1×5, а каждая боковая часть разделена на отдельные структуры 1×3.
Верхняя, нижняя и боковая зоны 402, 404, 406 показаны отделенными на фиг.25. Такое отделение может быть достигнуто разрезанием зон на отдельные части с помощью ножниц, или острого ножа, однако образцовый способ разрезает зоны на отдельные части каутером, например термокаутером с электрическим приводом, модель 150, выпускаемым "Geiger Medical Technologies" (Монарх-Бич, Калифорния). При применении данный каутер, с электрическим приводом, сплавляет края разрезанного материала вместе, так что каждая зона 402, 404 и 406 образует самостоятельную конструкцию, которая упрощает вырезание образцов для последующих измерений, без необходимости соединения разрезанных краев адгезивной лентой или другим адгезивом. Из каждой отделенной зоны, с помощью кольцевого штампа, были вырезаны с помощью трехдюймового кольцевого штампа экземпляры образцов, которые корреспондируют с соответствующими позициями в структурах.
Следующие таблицы 5-19 приводят измерения, выполненные на образцах, которые имеют диаметр 3 дюйма (7,62 см) и взяты, после деления на части, из зон верхней, нижней и узких боковых полос. Данные измерения представлены как:
- усредненные значения индивидуальных измерений проницаемости, веса и слоев рассчитывают по двум или трем образцам каждой позиции в ряду, за исключением отмеченных знаком "*". Например, для образца Hi Wgt ONE-STEP в таблице 9: передний, 1 значение 4,7 фут3/мин (CFM) является средним по 3 экземплярам из 3 соответствующих отдельных верхних образцов. Типичные средние квадратические отклонения для данных усредненных значений были менее 15% среднего значения. Знаки образцов в таблицах 5, 6, 8, 9, 12 и 13, которые отмечены знаком "*", означают индивидуальные измерения по единичному образцу, а не среднее значение измерений по двум или трем образцам.
Значения "Avg" образцов, например, Avg Hi Wgt ONE-STEP, Avg Hi Wgt New1, и являются средними значениями между соответствующими усредненными значениями переднего, среднего и заднего рядов; например, в Таблице 9 Avg Hi Wgt ONE-STEP Position 1 значение 5,1 (CFM) является средним значением из усредненных значений 4,7 переднего, 5,4 среднего и 5,2 заднего рядов. Для верхней и нижней зон данное представление не меняется с относительным изменением направления по отношению соседних позиций, установленных средними значениями в каждом ряду. Данное сохранение изменений направления представлено сравнением фиг.26 с фиг.27 и фиг.28 с фиг.29. Графики усредненных значений для каждого ряда (передний, средний, задний) по каждому образцу для нижней зоны, разделенной на части упаковки, фиг.26, и графики тех же самых данных, но выраженных в виде "Avg" значений образцов, фиг.27; аналогично, графики усредненных значений для каждого ряда (передний, средний, задний) по каждому образцу верхней зоны, разделенной на части упаковки, фиг.28, и графики тех же самых данных, выраженных в виде "Avg" значений образцов, фиг.29. Представление данных в виде "Avg" значений образцов визуально уточняет отличия изобретения от других упаковочных устройств.
Как может быть видно из данных таблиц, многопанельный стерилизационный комплект данного изобретения обеспечивает менее десяти (10) расположенных друг над другом слоев материала в центральном участке верхней зоны 402.
Фиг.26 показывает усредненные значения максимального количества слоев в экземплярах диаметром 3 дюйма всех упаковок Hi Wgt, взятых из структуры 3×5 из нижней зоны в зависимости от их позиции в ряду. Некоторые из значений количества слоев по изобретению превышают 2 в 1 и 5 позициях, из-за наличия элементов усиления. Данные приведены в таблице 5. Отсутствие неизменного расчета двух слоев для образцов New1 и New2 в позициях 2, 3 и 4 обусловлено временным совместным скреплением барьерных панелей адгезивом, который, возможно, был использован в их конструкции; стабильность значений Wgt, показанная на фиг.35, и приведенная в таблице 12, подтверждает присутствие двух защитных панелей в образцах New1 и New2.
Фиг.27 представляет средние значения количества слоев по усредненным значениям фиг.26 каждого образца Hi Wgt соответствующего переднего, среднего и заднего ряда. Она представляет данные Avg для образцов, перечисленных в таблице 5.
Фиг.28 представляет усредненные количества слоев в экземплярах диаметром 3 дюйма, взятых из структуры 3х5 верхней зоны упаковок Hi Wgt, в зависимости от соответствующей их позиции. Все, за исключением слоев по изобретению в позициях 1 и 5, имеют значения, меньшие соответствующих усредненных значений сложенных конвертом упаковок. Данные приведены в таблице 6.
Фиг.29 представляет средние количества слоев по усредненным значениям фиг.28 каждого образца Hi Wgt соответствующего переднего, среднего и заднего ряда. Она представляет данные Avg для образцов, перечисленных в таблице 6. Сравнение фиг.29 и фиг.28 визуально показывает, что представляющие структуру 3×5 усредненные количества слоев, в виде средних значений, между рядами, в зависимости от их позиции, подтверждает обоснованность отличительных признаков изобретения от традиционных, складываемых конвертом, упаковок Hi Wgt. Данная фигура, подобно фиг.28, ясно показывает, что слои по изобретению в центре верхней зоны постоянно составляют в среднем менее 10 расположенных друг над другом слоев, в то время как количество слоев при складывании конвертом больше.
Фиг.30 представляет средние количества слоев по усредненным значениям каждого образца Hi Wgt соответствующего переднего, среднего и заднего ряда, для верхней и нижней зон. Эти данные представлены в таблице 7. Данная фигура, подобно фиг.29 для образцов Hi Wgt, ясно показывает, что слои в центре верхней зоны, по изобретению, также постоянно составляют в среднем менее 10 расположенных друг над другом слоев, в то время как количество слоев при складывании конвертом в верхней зоне больше.
Фигуры 31 и 33 показывают общую равномерность проницаемости по нижним зонам для образцов Hi Wgt и Lo Wgt, отличия являются незначительными и обусловлены присутствием (или отсутствием) усиленных панелей на образцах New1 и New2, соответствующие дисперсии Wgt, как соответственно показано на фигурах 35 и 38, и присущая одному слою проницаемость, и изменчивость основного веса, что является очевидным из таблицы 2.
Фигуры 32 и 34 показывают более высокую проницаемость в центральной области верхней зоны для образцов New1 и New2, по сравнению с другими образцами. Данное отличие обусловлено меньшим количеством слоев для New1 и New2, в противоположность другим образцам, что соответственно показано на фигурах 29 и 30, и соответствующими значениями их Wgt на фиг.37 и 36.
Фигуры 39-42 устанавливают взаимосвязь между увеличением количества слоев и веса (Wgt) и более высокой концентрацией слоев в образцах New1 и New2 в позициях от 5 до 9 и от 12 до 15, непохожей на другие образцы.
ПРИМЕР 4
Испытания многопанельных стерилизационных комплектов были проведены с применением способа камерного облучения, описанного Dunkelberg H., Schmelz U., "Determination of the Efficacy of Sterile Barrier Systems Against Microbial Challenges During Transport and Storage", Infect. Control Hosp. Epidemiol. 2009; 30: 179-183. Целью данного испытания было определение эффективности микробиального барьера многопанельного стерилизационного комплекта по сравнению с существующей стерилизационной упаковкой. Каждый прототип был испытан 10 раз. Была подготовлена одна серия прототипов, в которых барьерная панель выполнена из двух слоев материла КС200. Другая серия прототипов была выполнена из двух слоев материала КС400. Данные прототипы имели размеры, в общем, представленные ранее в примере 2, и были использованы для указанного ниже лотка небольшого размера. Соответственно более большие прототипы были использованы для указанного ниже лотка большого размера.
Размер используемых лотков был 250 мм × 240 × 50 мм (лоток небольшого размера) и 480 мм × 24 мм × 50 мм (лоток большого размера). Перед стерилизацией лотки были загружены термостойкой посудой (140 мм × 20 мм), наполненной питательным агаром (казеиново-соевый пептонный агар, Oxoid). Для больших лотков использовали 2 посуды с питательной средой для культур.
Контрольные образцы были упакованы в упаковки KimGuard® One-Step® из КС-200 и КС-400, с использованием технологии складывания конвертом. В качестве контрольной была также использована упаковка из сдвоенного бумажного листа, которую традиционно используют в качестве стерилизационной упаковки. Для проведения 1 испытания были подготовлены два упакованных лотка каждого прототипа. Всего было выполнено 5 испытаний. Упакованные лотки были установлены на полки и затем стерилизованы при 118°С в течение 25 минут (стерилизация паром).
По методу камерного облучения упаковки были подвергнуты 24 периодическим изменениям атмосферного давления 70 ГПа, после стерилизации, и контрольному заражению находящимся в воздухе микрококком оранжево-красным от 5×1 до 5×107 cfu (КОЕ - колониеобразующая единица)/м3. Микробиальную аэрозоль в камере облучения создавали распылителем. В соответствии с указаниями изготовителя медианный диаметр частиц был 3,9 мкм. Изменения атмосферного давления, температур и влажности непрерывно контролировались электронным устройством регистрации данных. Для определения с помощью пробоотборника воздуха (импинджера) величины содержащейся в камере микробиальной концентрации пробы воздуха непрерывно забирались вакуумным насосом. Для определения микробиальной нагрузки на единицу поверхности в камеру, в качестве контрольных, были помещены 5 незакрытых седиментационных пластин. После облучения исследуемые объекты были помещены в инкубатор с температурой 37° на 72 часа и затем проэкзаменованы на выращивание колонии. Для испытания каждого прототипа 10 раз потребовалось 5 прогонов. Эффективность микробиального барьера выражали в виде количества порядков, на которое барьер снижает число микроорганизмов (LRV), и процента снижения. Проверки испытанных прототипов и упаковки KimGuard® показали отсутствие роста на посуде с питательным агаром после инкубации. Расчетные показатели LRV микробиальной защиты экзаменованных конструкций для прошедших терминальную стерилизацию изделий были >6,9, что соответствует микробиальному снижению >99, 99992%.
Проверки с применением метода камерного облучения разных прототипов упаковочного материала и упаковки KimGuard® показали отсутствие повторного заражения после стерилизации и воздействия находящихся в воздухе бактерий. Эффективность защиты оказалась >99,99992%. При этом 6 из 10 испытанных образцов упаковки двойным бумажным листом показали повторное заражение. В качестве результата для упаковки двойным бумажным листом были получены LRV 3,9 и микробиальное снижение 99,987%.
Таким образом, здесь представлены примерные варианты осуществления изобретения; однако, изобретение может быть осуществлено во множестве альтернативных форм, которые очевидны специалистам в данной области техники. С целью облегчения понимания изобретения и обеспечения основы формулы изобретения в описание включены различные фигуры. Они не представлены в масштабе и соответствующие элементы могут быть опущены, чтобы акцентировать внимание на новых признаках изобретения. Показанные на фигурах структурные и функциональные подробности обеспечены для обучения практике применения изобретения специалистов в данной области техники и не должны восприниматься в качестве ограничений. Термины направления, такие как левый, правый, передний или задний, обеспечены для содействия в понимании изобретения и не должны восприниматься в качестве ограничений.
Несмотря на то что здесь были описаны конкретные варианты осуществления данного изобретения специалистам в данной области техники ясно, что без отступления от объема прилагаемой формулы изобретения, в представленные варианты осуществления могут быть внесены дополнения изменения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ (ВАРИАНТЫ) И СИСТЕМА ФИКСАЦИИ ГИБКОГО МНОГОПАНЕЛЬНОГО СТЕРИЛИЗАЦИОННОГО КОМПЛЕКТА | 2011 |
|
RU2566731C2 |
| МНОГОСЛОЙНАЯ СТЕРИЛИЗАЦИОННАЯ ОБЕРТКА | 2005 |
|
RU2392971C2 |
| ГИБКОЕ МНОГОСЕГМЕНТНОЕ ИЗДЕЛИЕ ДЛЯ СТЕРИЛИЗАЦИИ, СНАБЖЕННОЕ БОКОВЫМИ КЛАПАНАМИ ДЛЯ БАЛАНСИРОВКИ МАССЫ | 2012 |
|
RU2617522C2 |
| ГИБКОЕ МНОГОСЕГМЕНТНОЕ ИЗДЕЛИЕ ДЛЯ СТЕРИЛИЗАЦИИ, СНАБЖЕННОЕ БОКОВЫМИ КЛАПАНАМИ | 2012 |
|
RU2636823C2 |
| ЛЕГКО ВСКРЫВАЕМАЯ И ПОВТОРНО ЗАКРЫВАЕМАЯ УПАКОВКА С ДИСКРЕТНОЙ ЛЕНТОЙ И ПОЛОТНОМ С ВЫРУБНЫМ ЭЛЕМЕНТОМ | 2010 |
|
RU2516477C2 |
| ЛЕГКООТКРЫВАЕМАЯ ПЕРЕЗАКРЫВАЕМАЯ УПАКОВКА | 2010 |
|
RU2517808C2 |
| УПАКОВКА ДЛЯ АКСЕССУАРОВ | 2014 |
|
RU2658253C2 |
| УПАКОВКА ДЛЯ МАРИНОВАНИЯ ПО ТРЕБОВАНИЮ | 2012 |
|
RU2549099C1 |
| ЛИСТОВОЙ МАТЕРИАЛ, ИЗ КОТОРОГО МОЖНО ОБРАЗОВАТЬ ПОВТОРНО ГЕРМЕТИЗИРУЕМУЮ УПАКОВКУ | 2014 |
|
RU2616855C1 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С БОКОВЫМИ БАРЬЕРАМИ | 1996 |
|
RU2188614C2 |

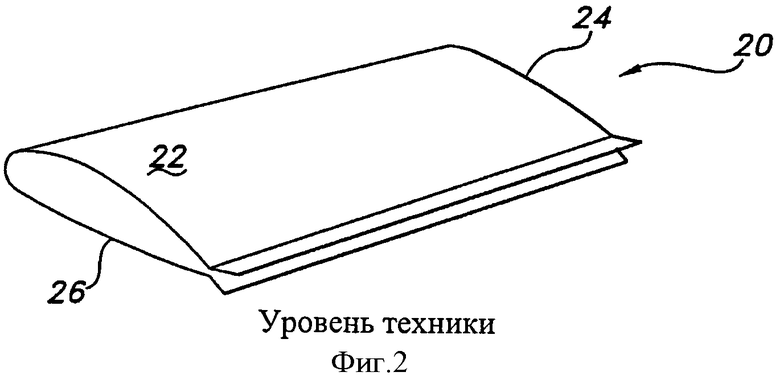
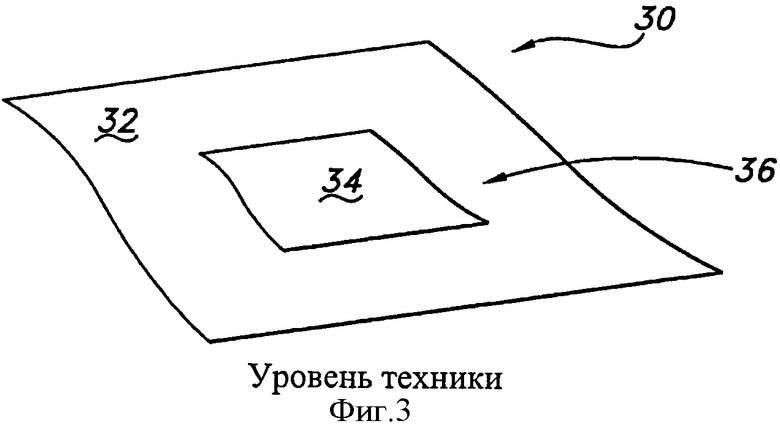
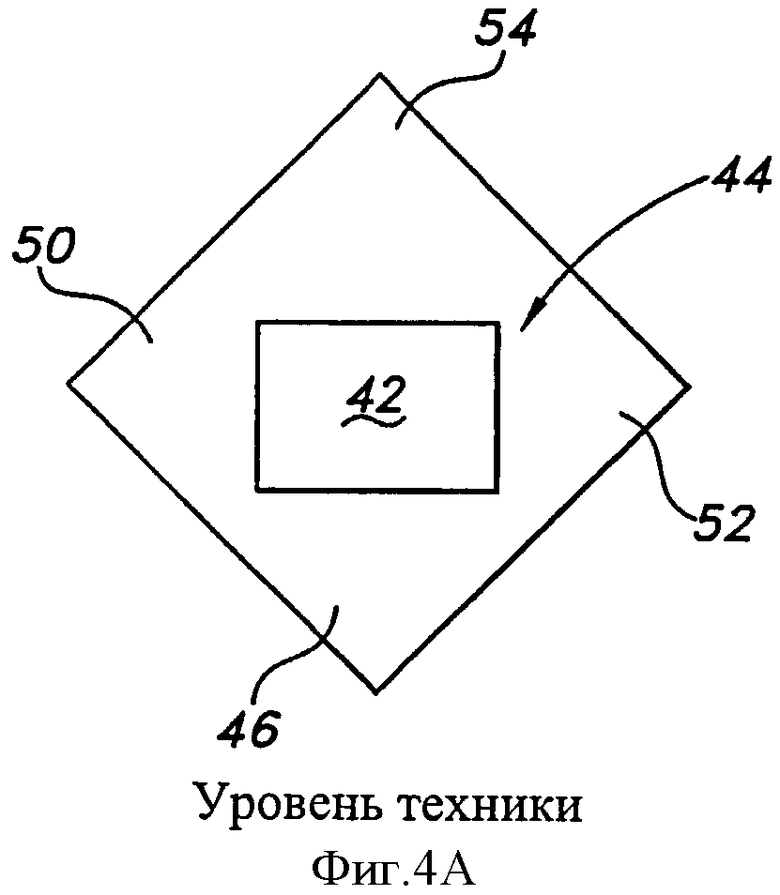
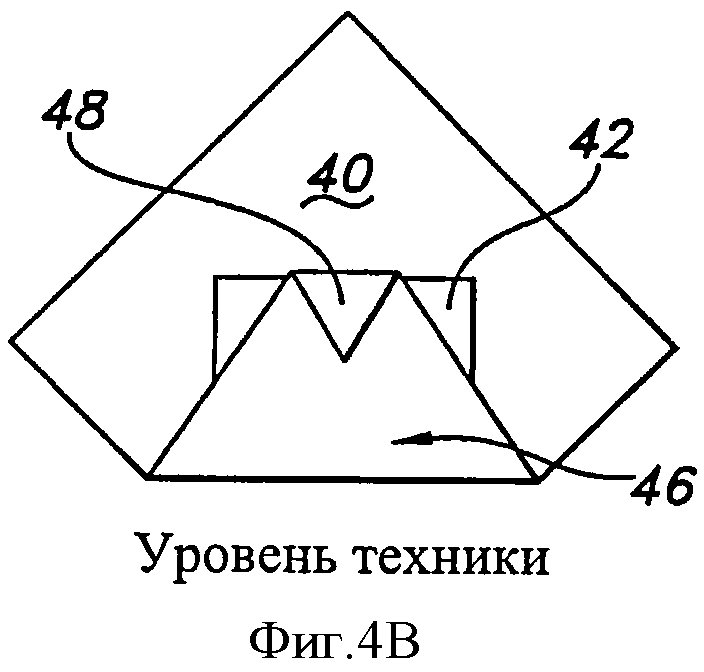
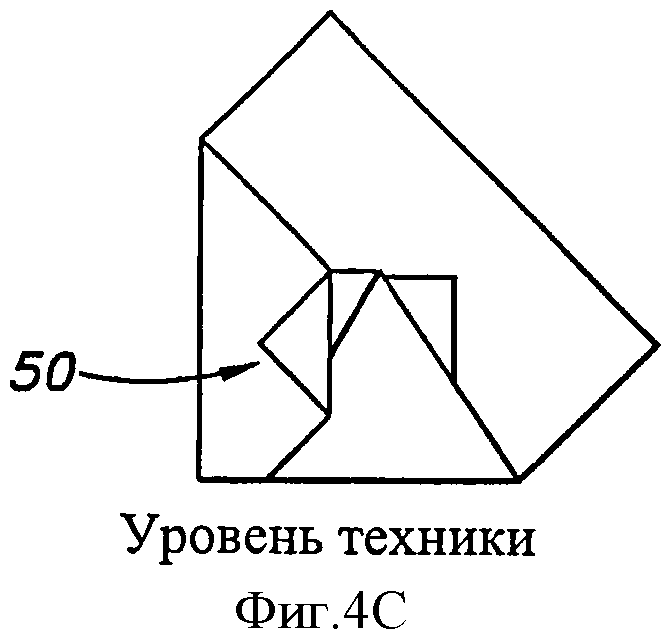
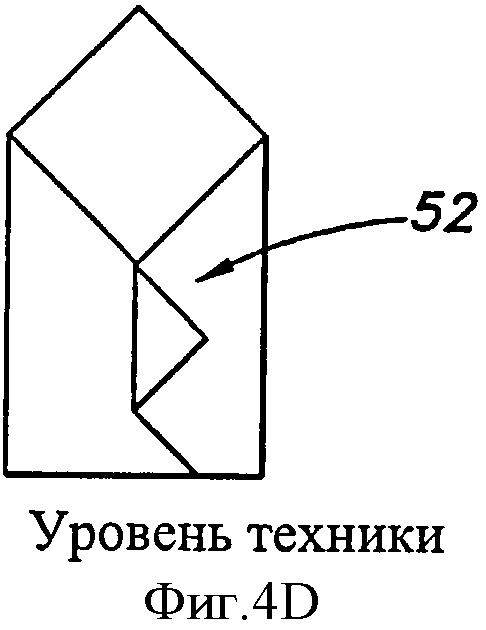
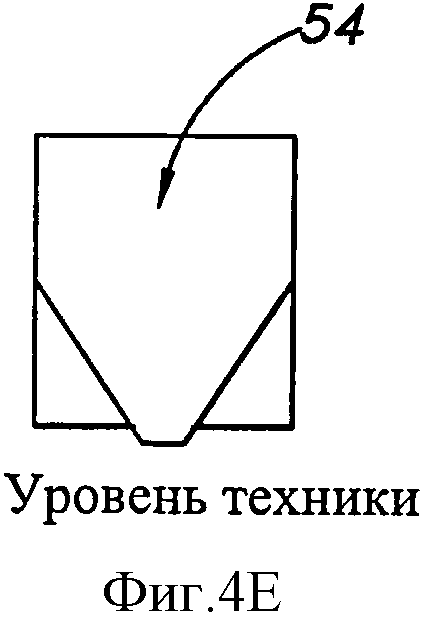
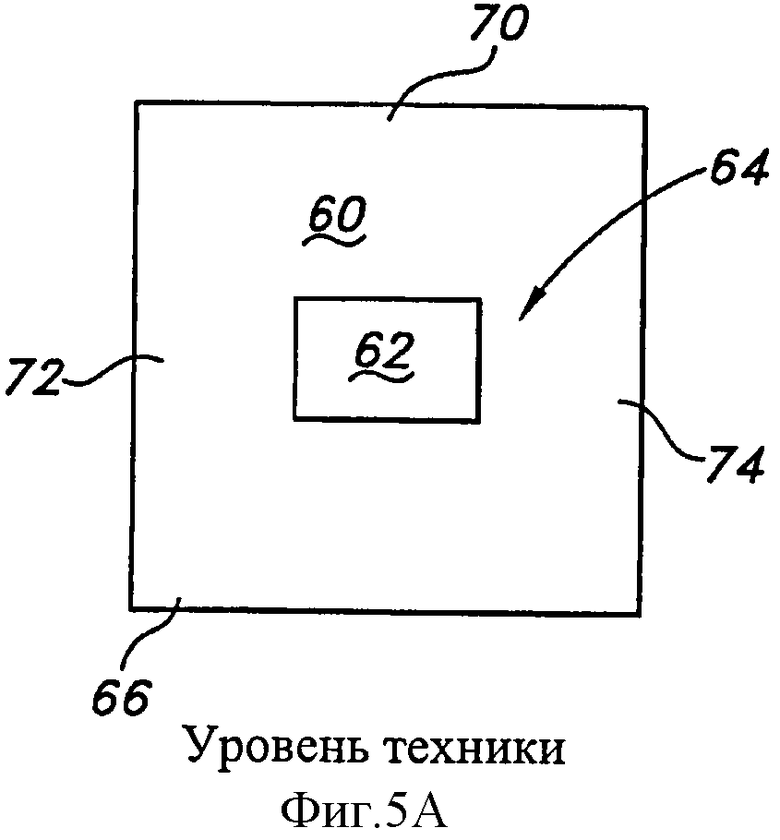
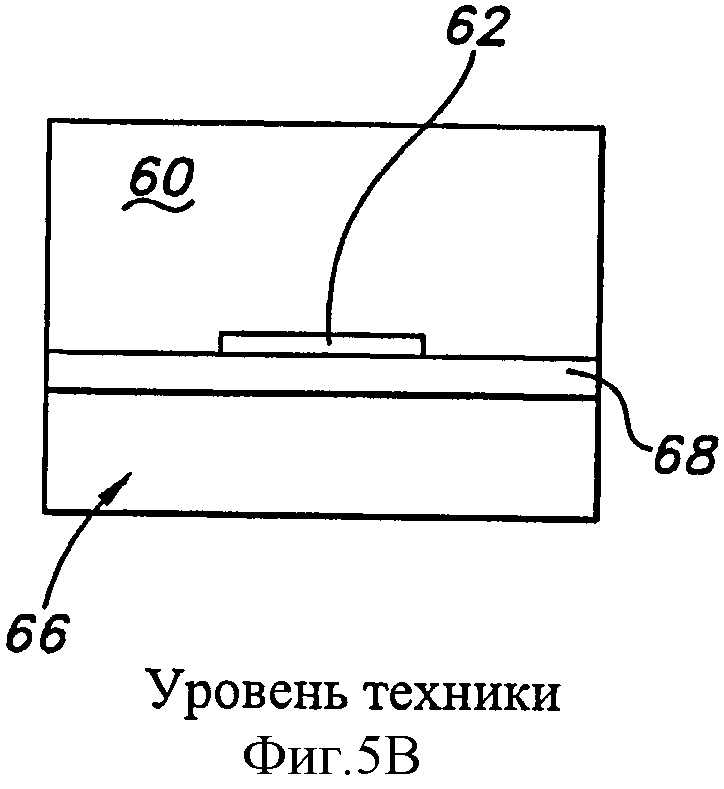
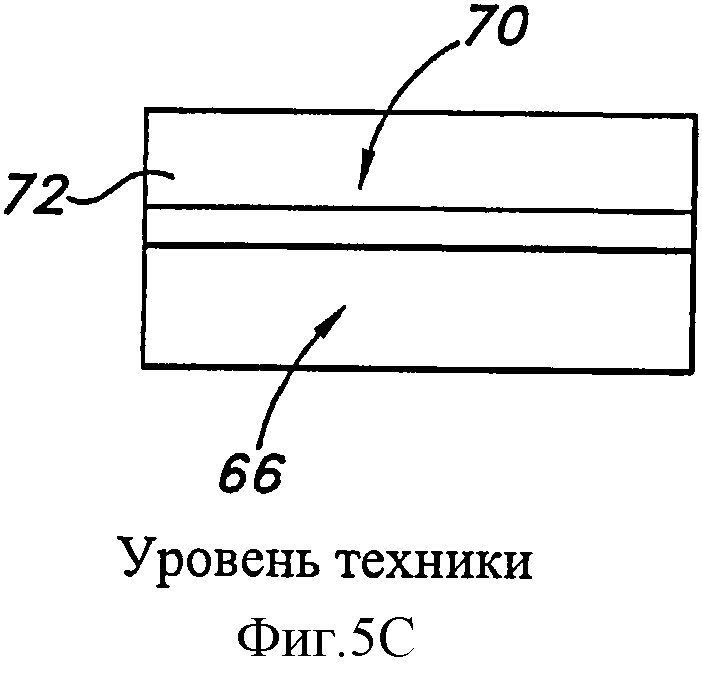
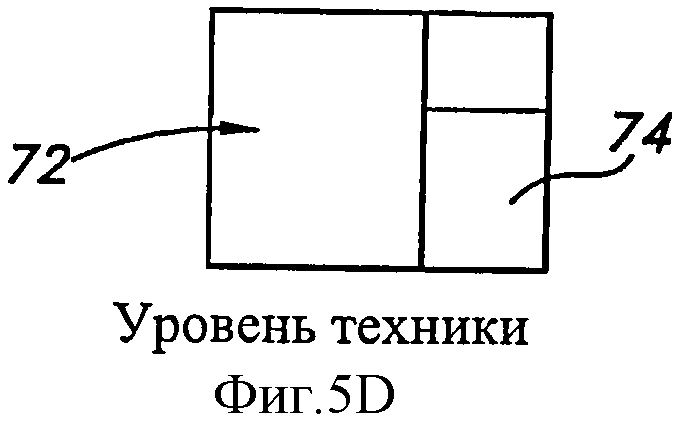
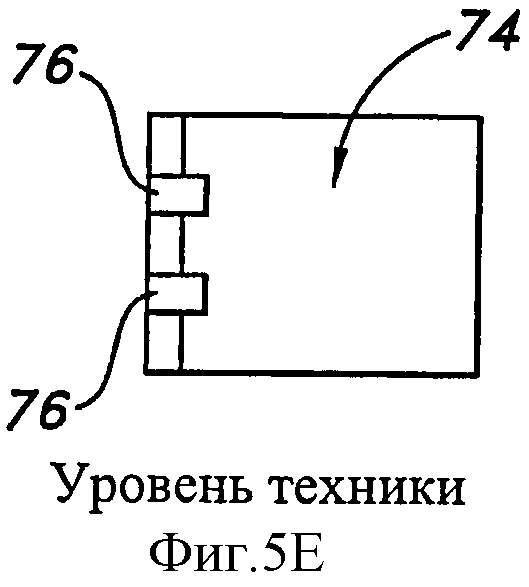
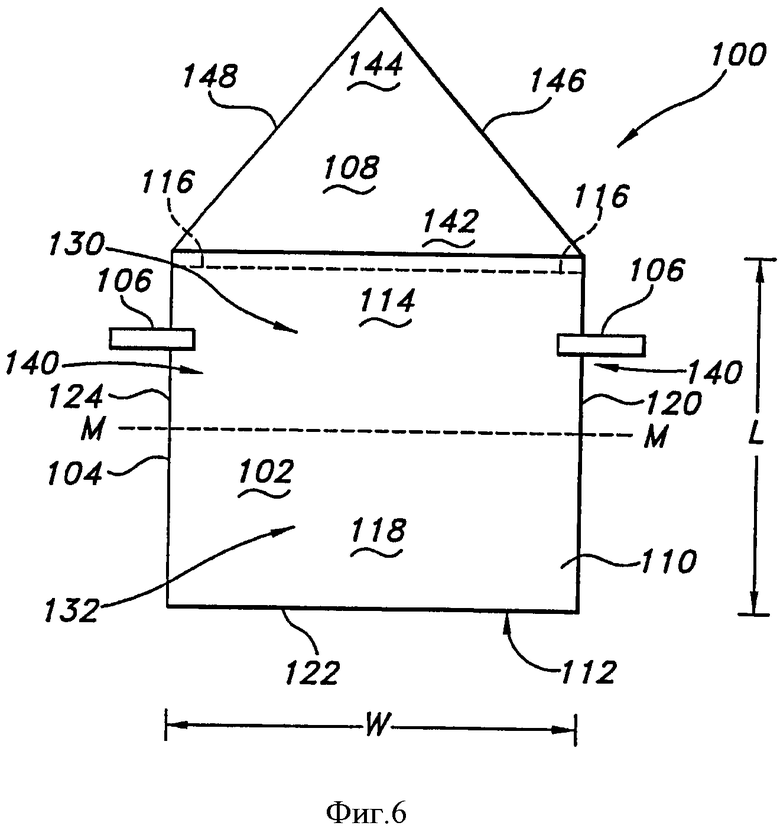
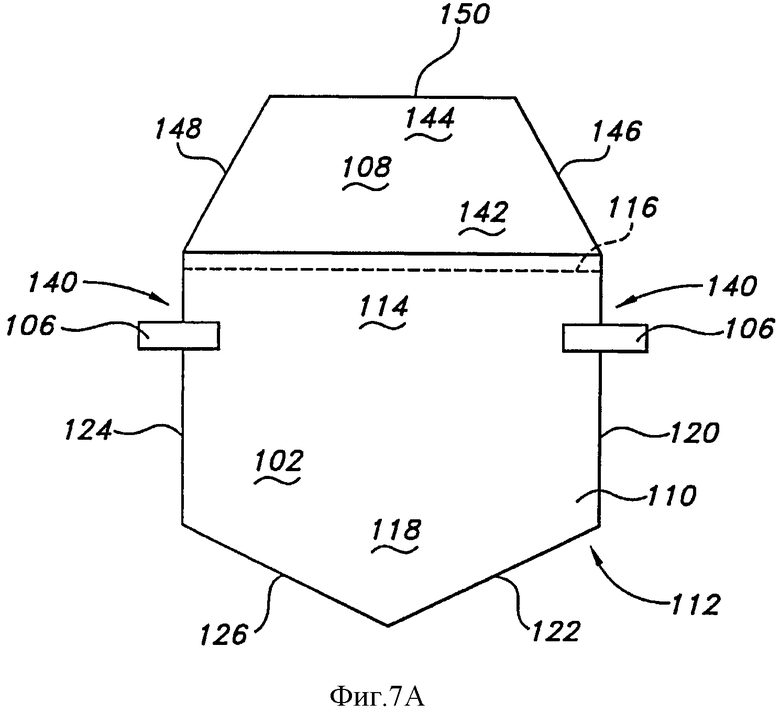
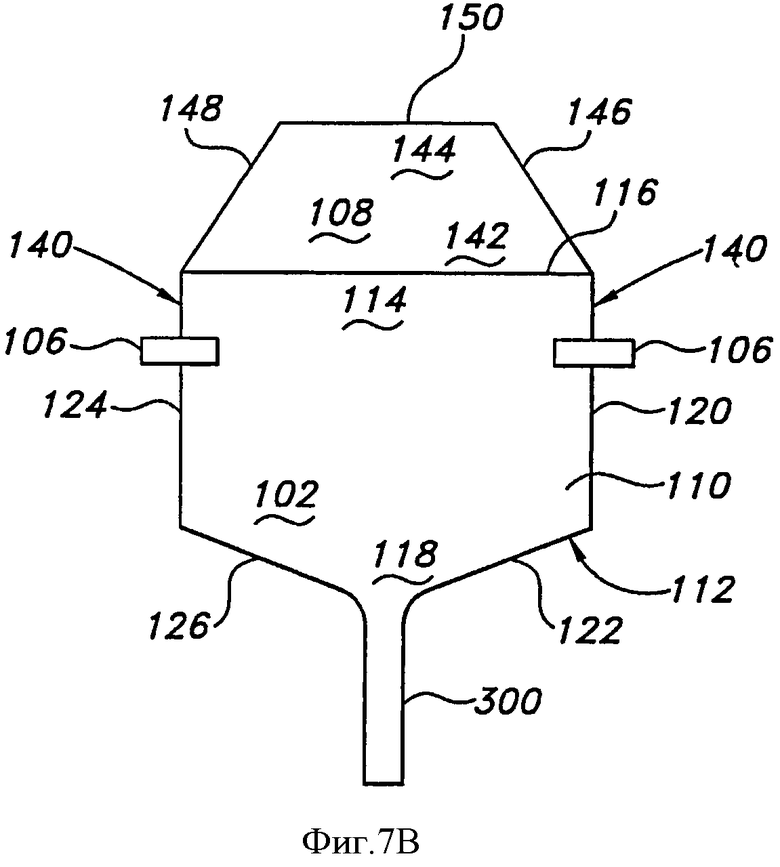
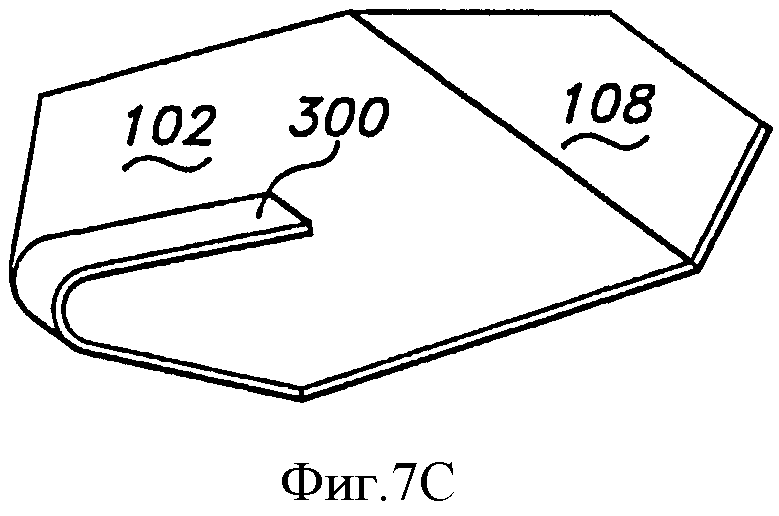
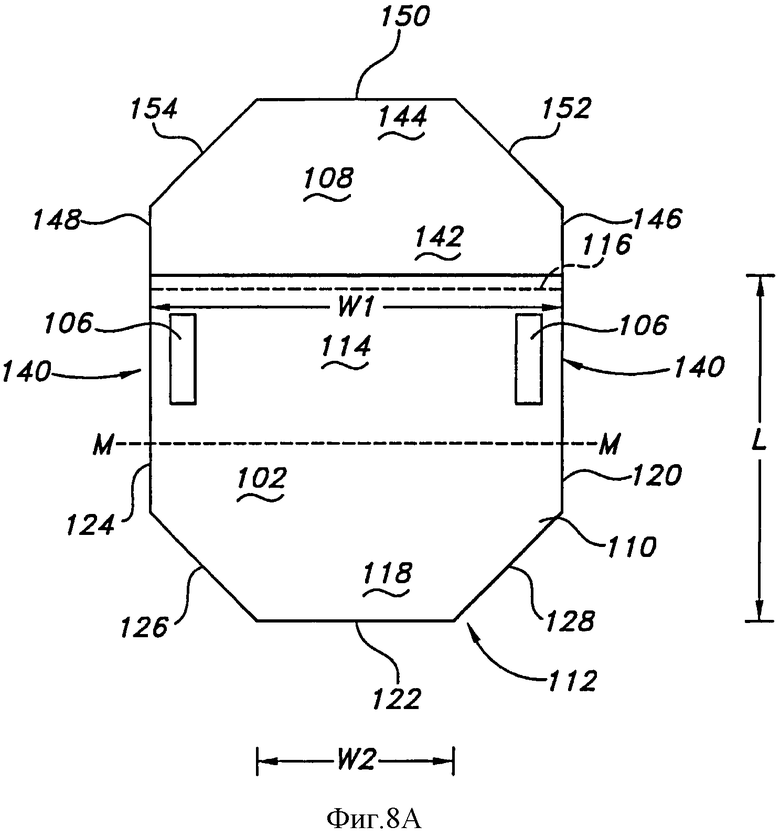
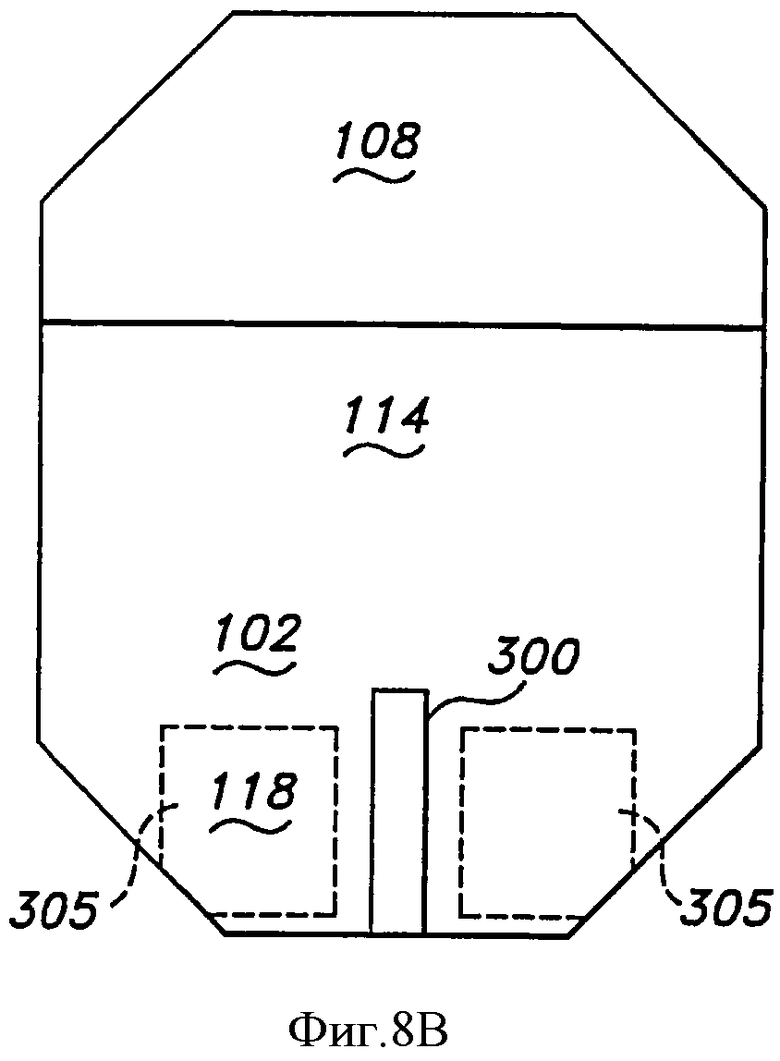
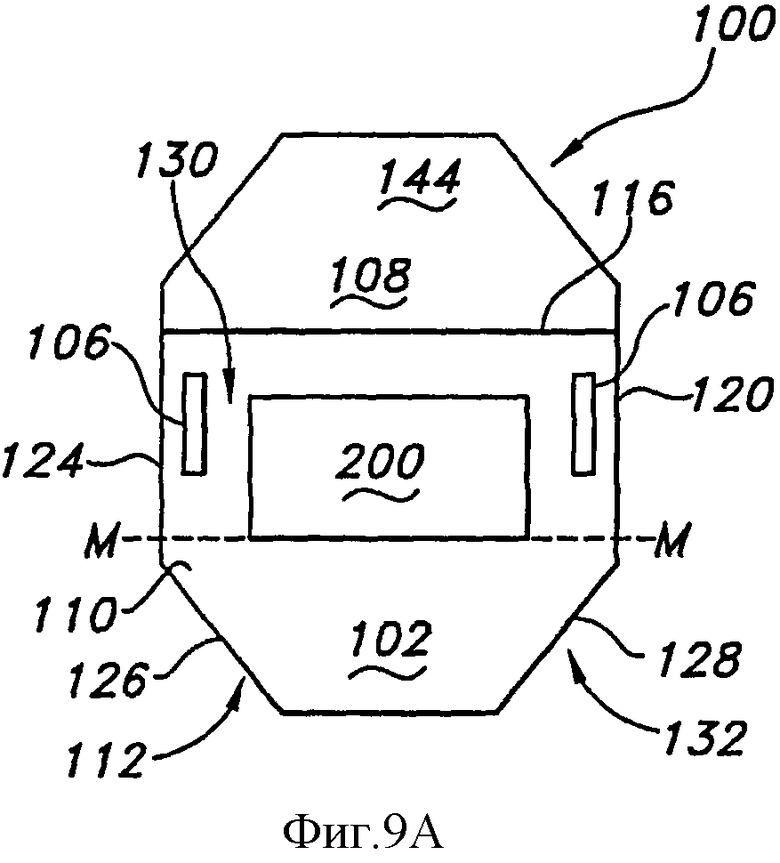
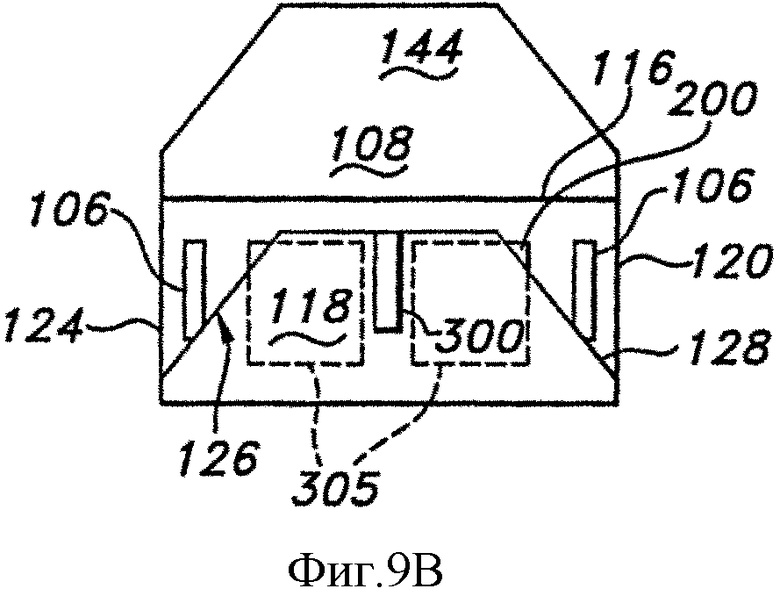
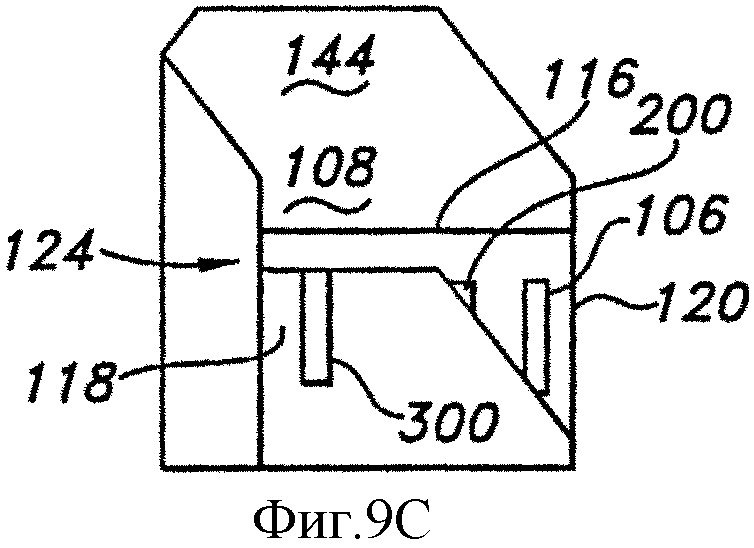
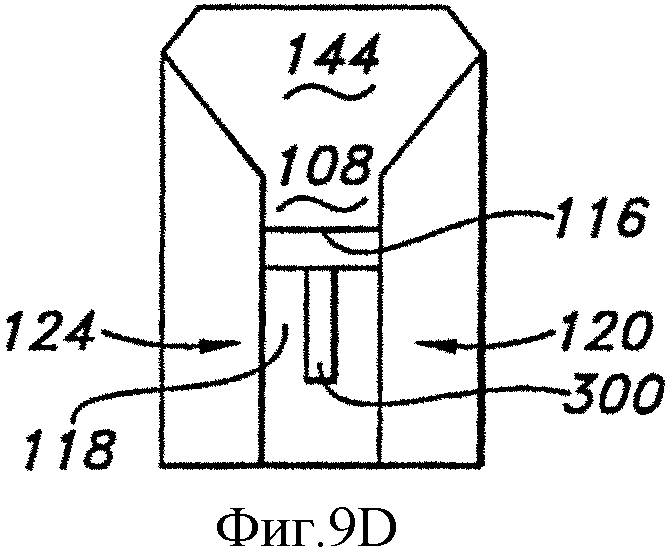
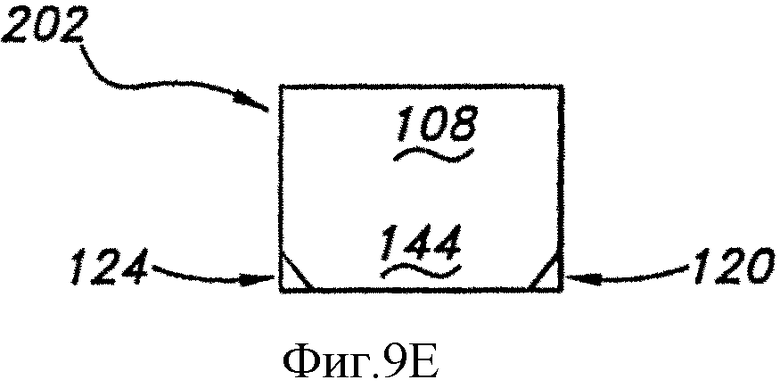
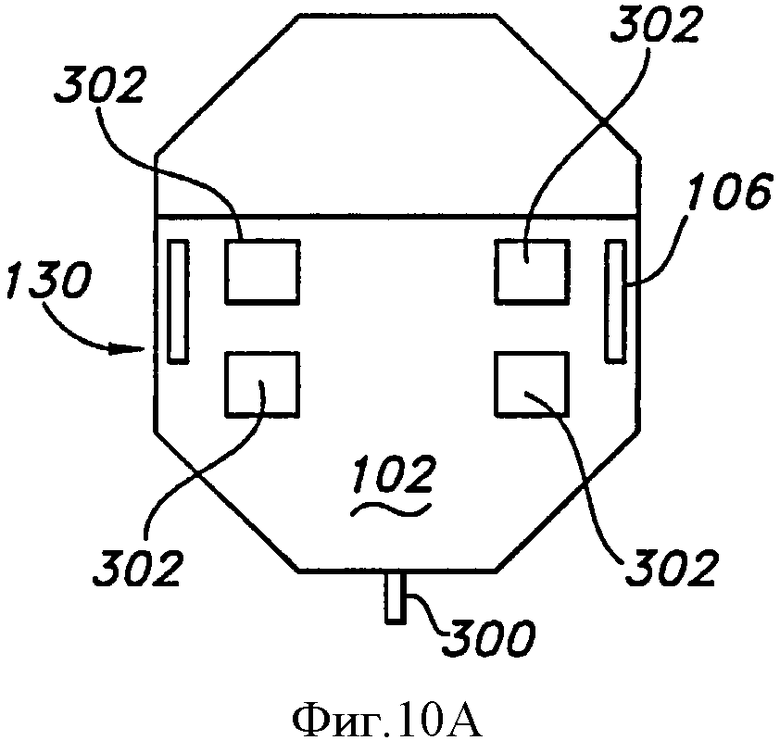
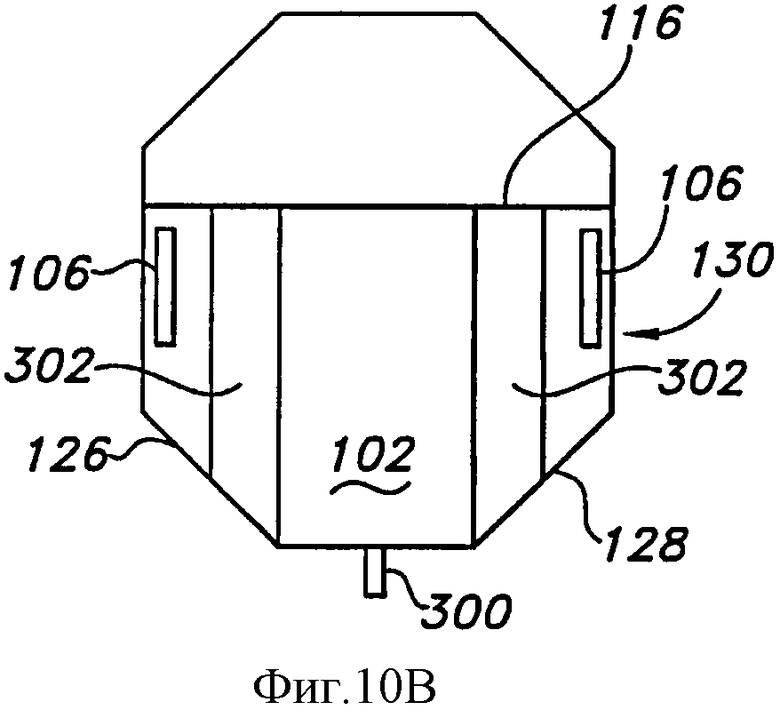
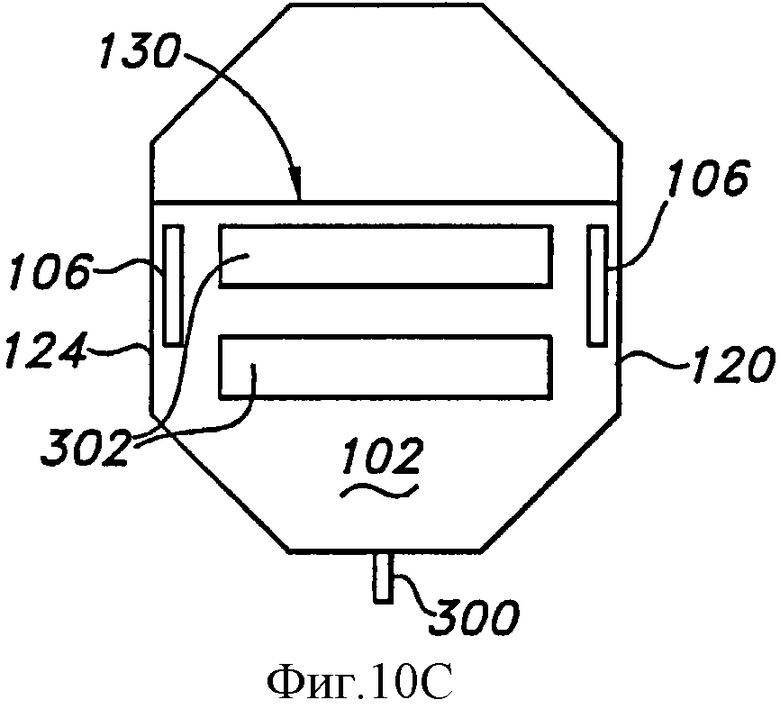
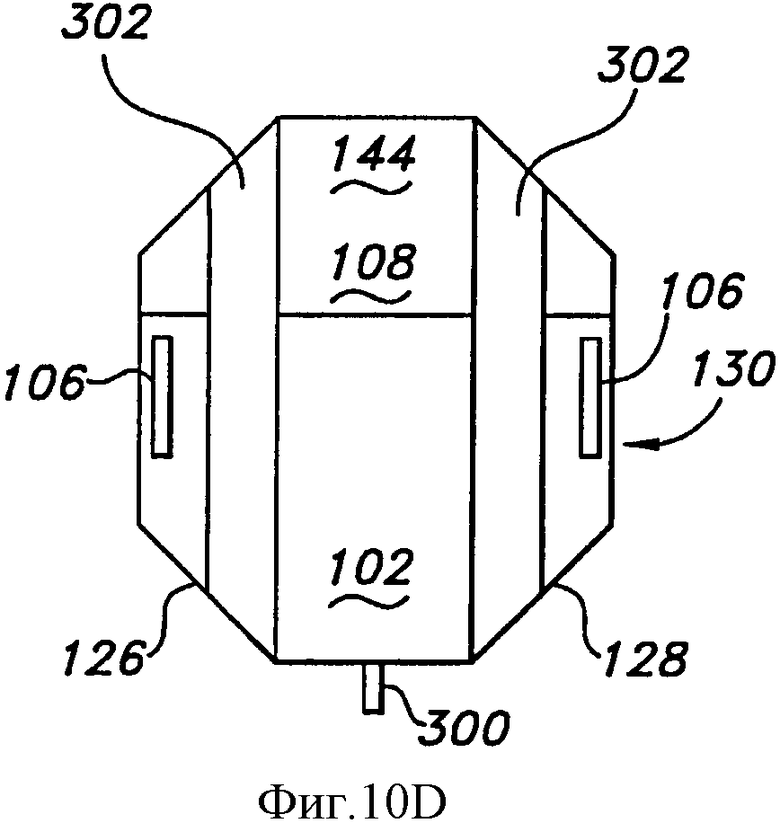
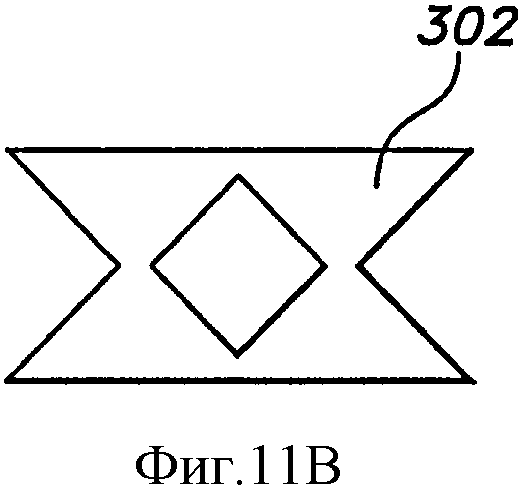
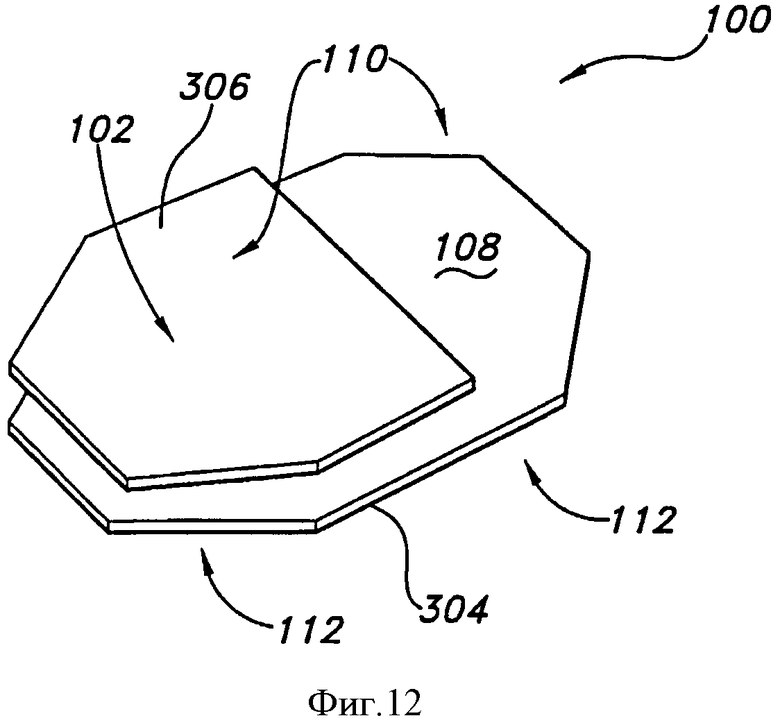
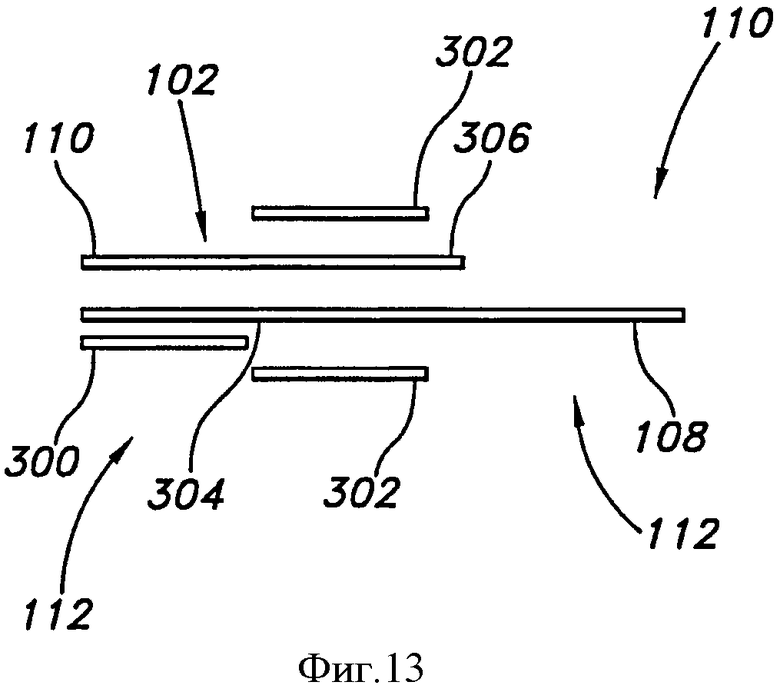
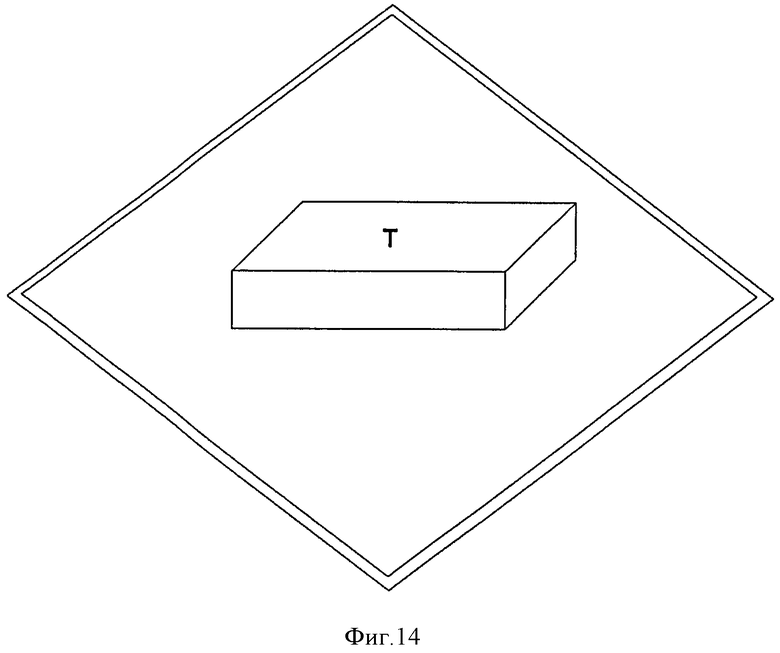
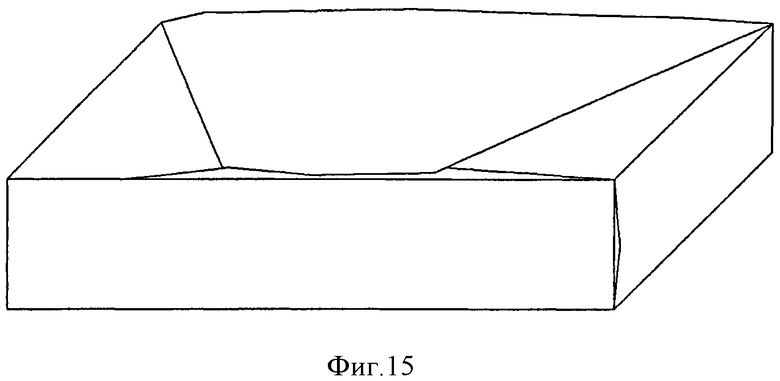
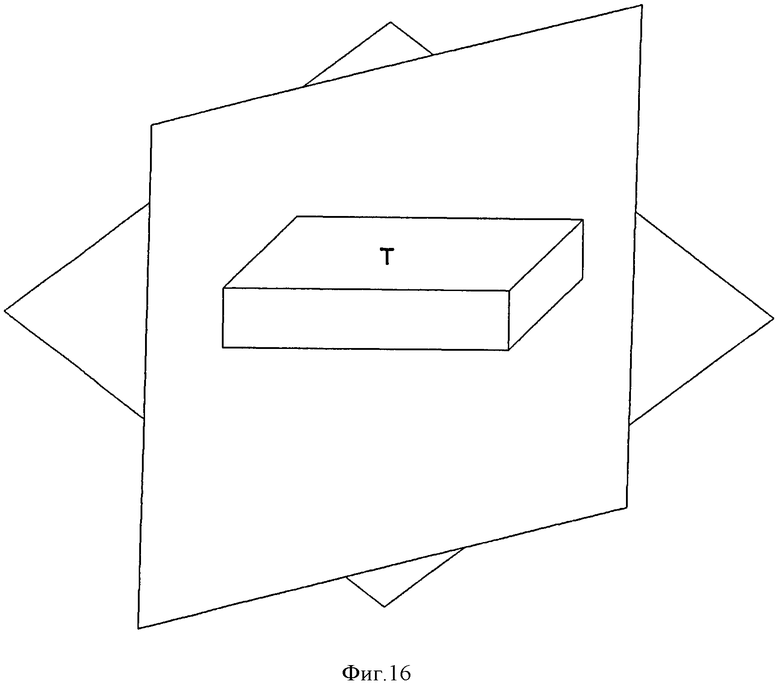
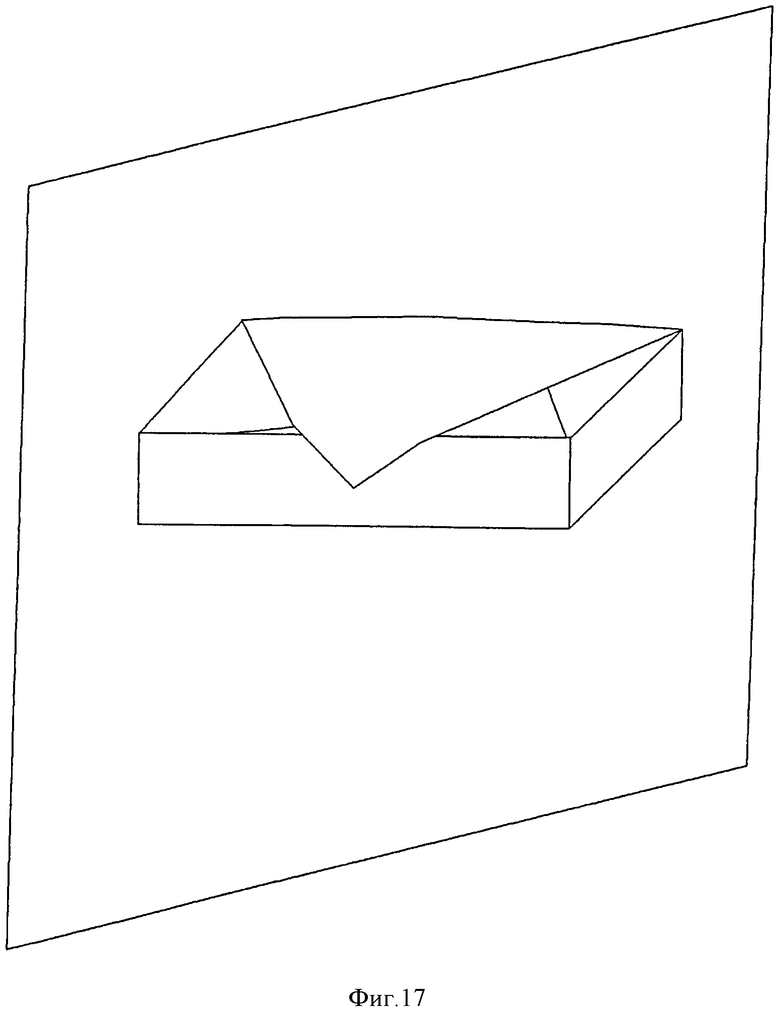
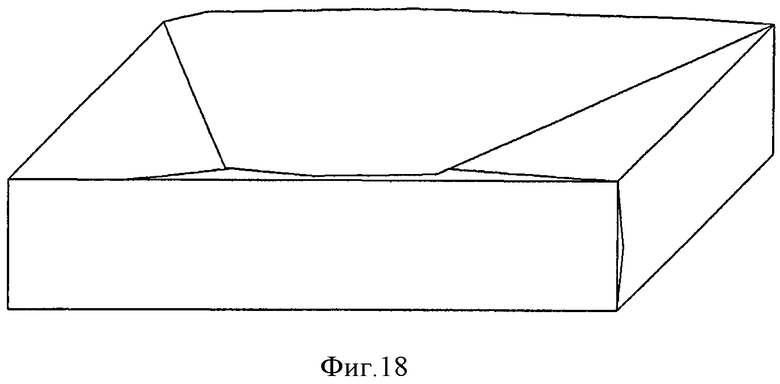
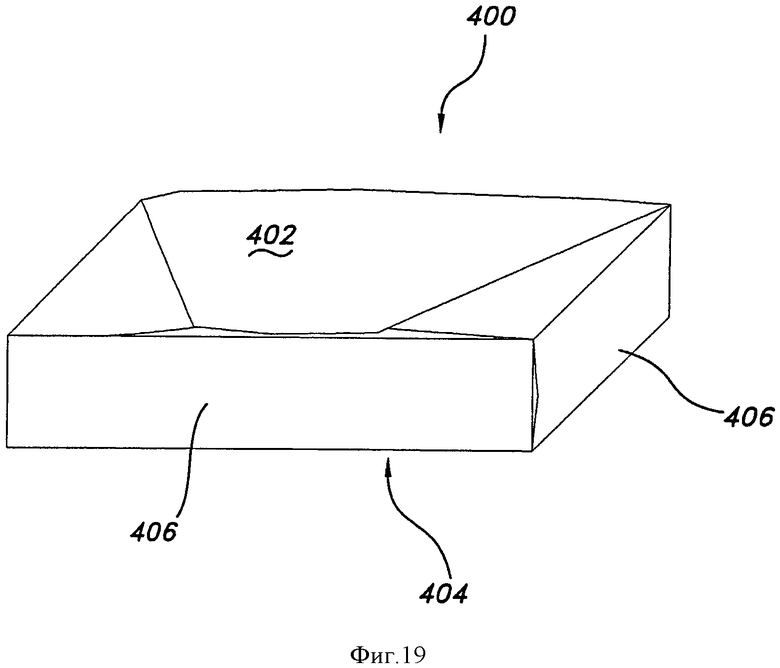
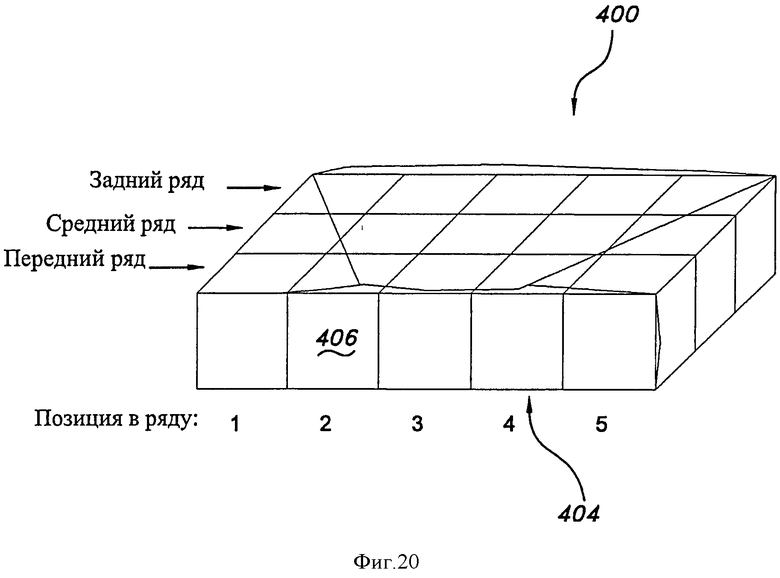
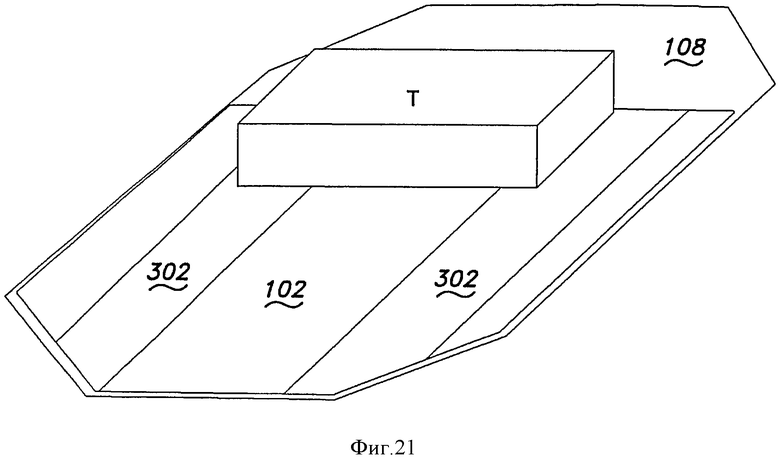
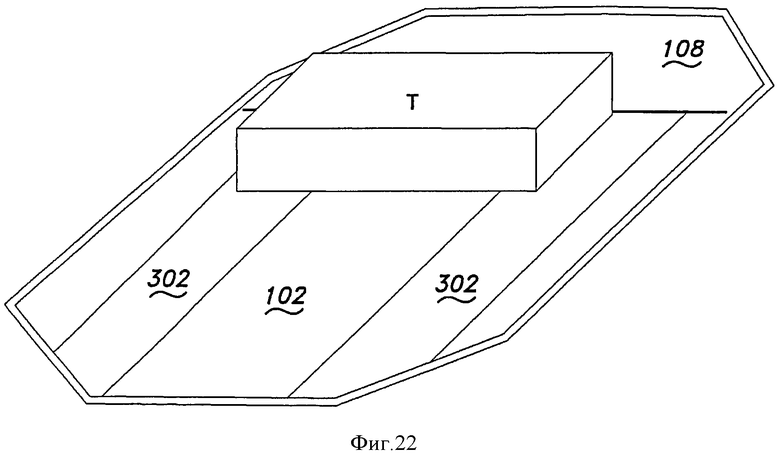
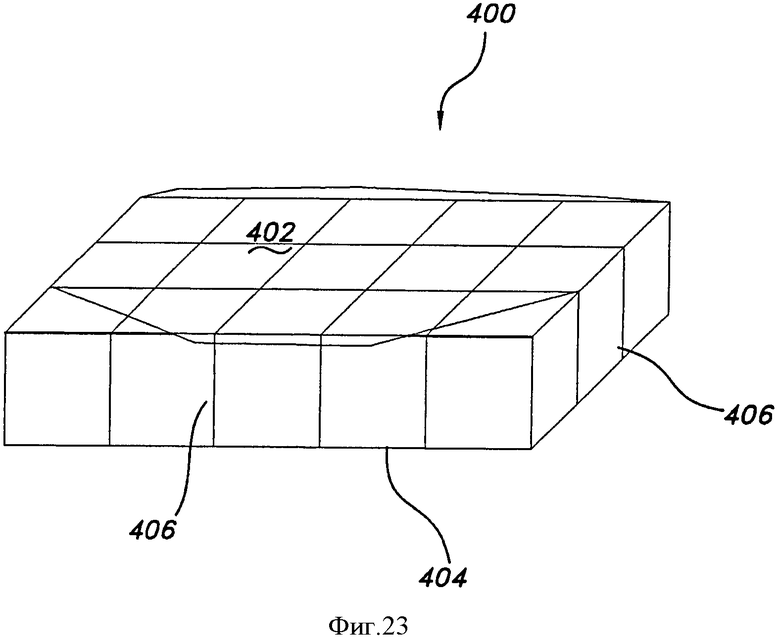
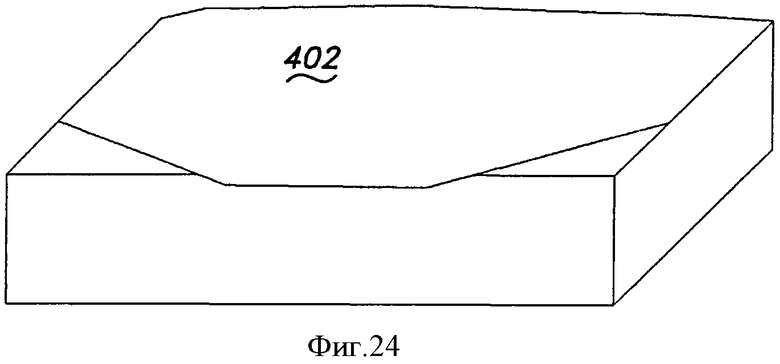
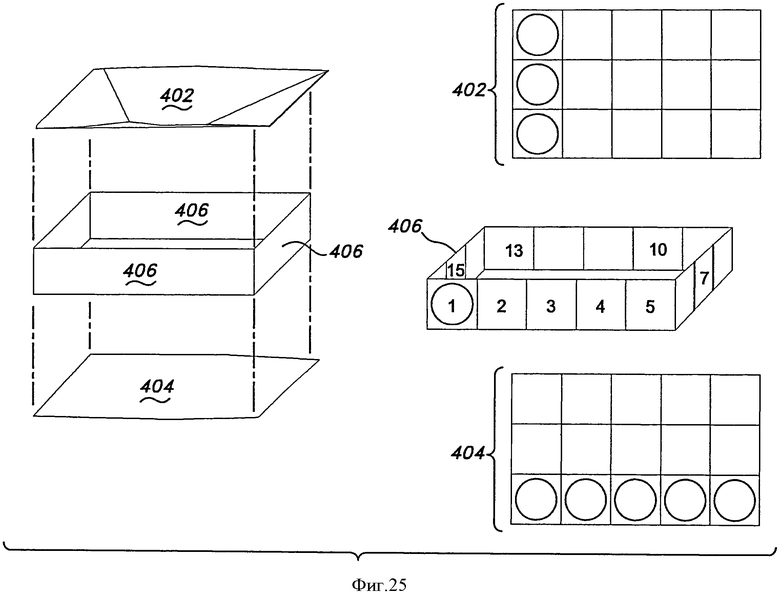
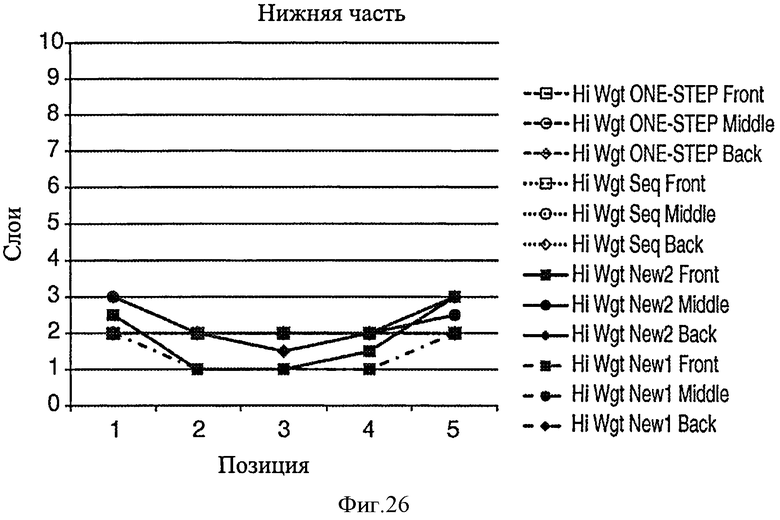
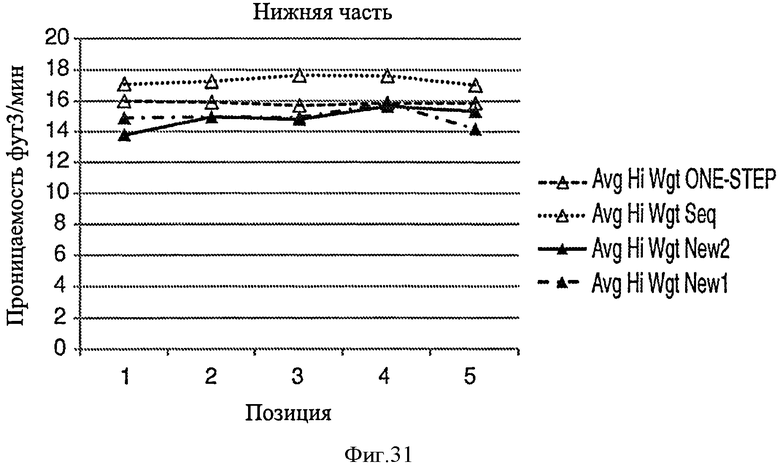
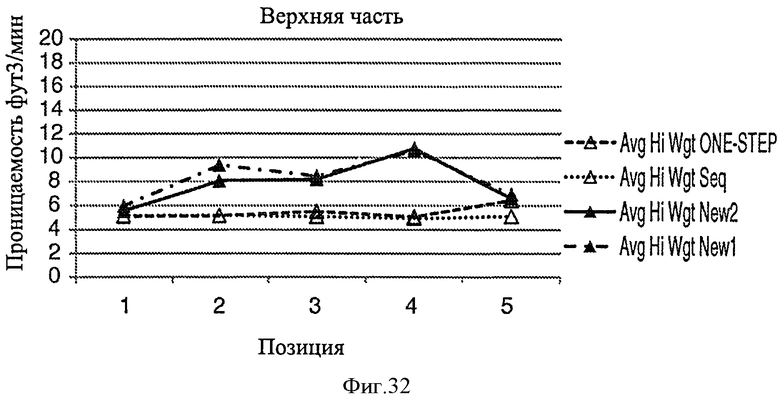
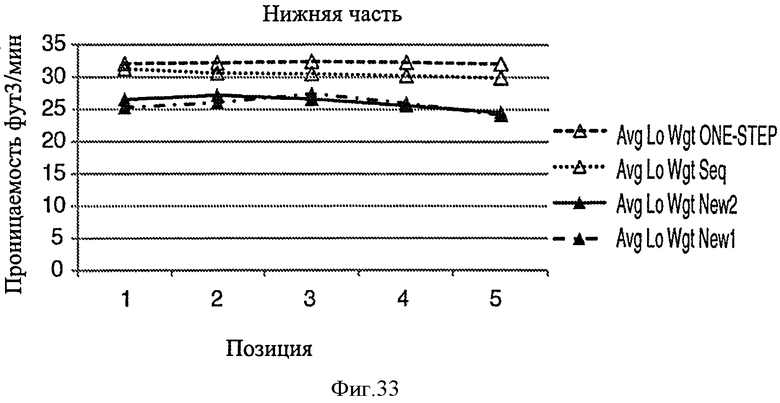
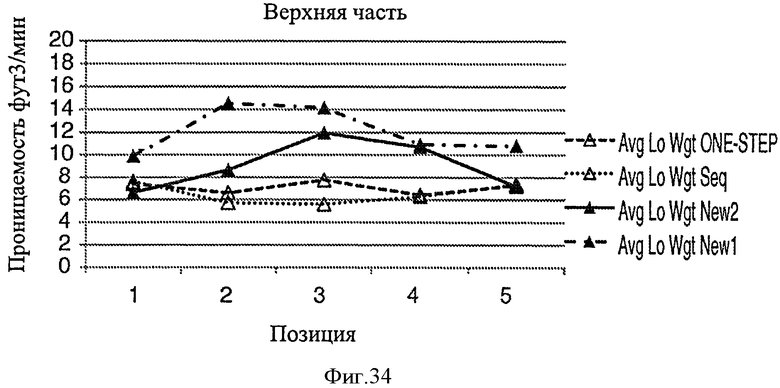
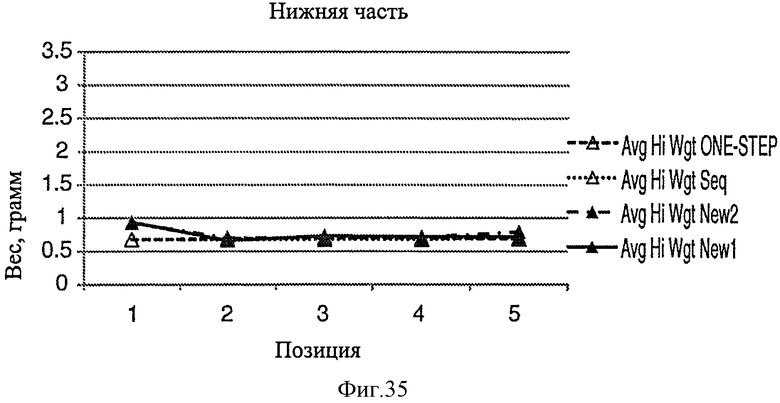
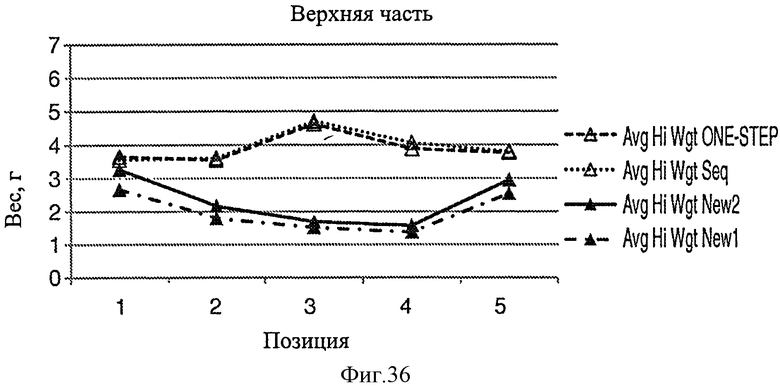
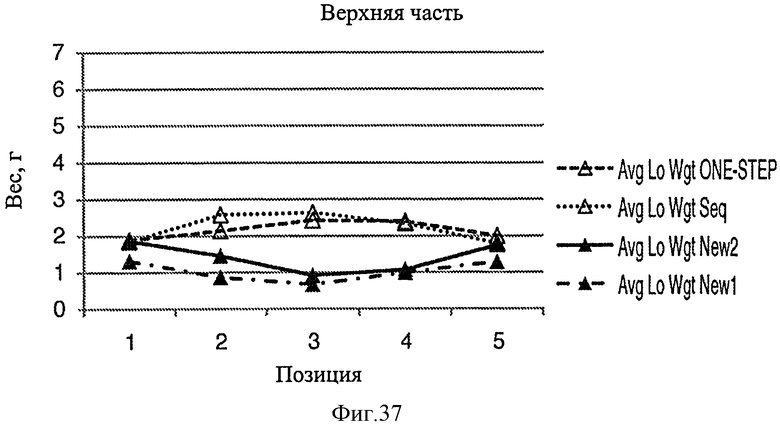
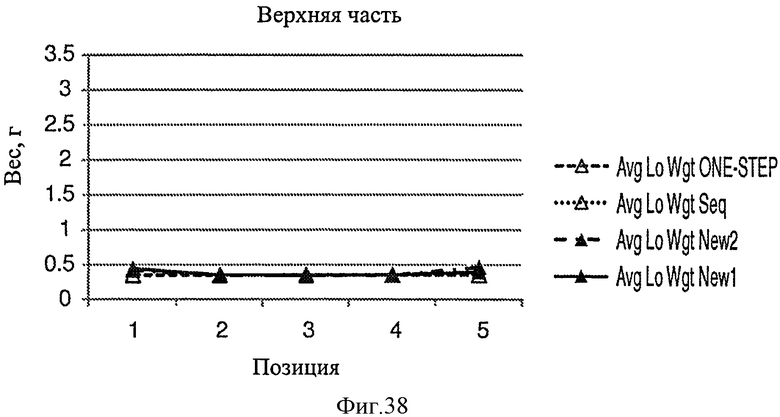
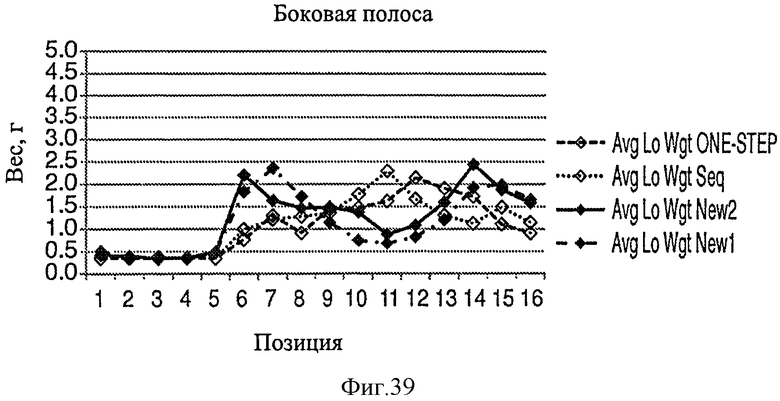
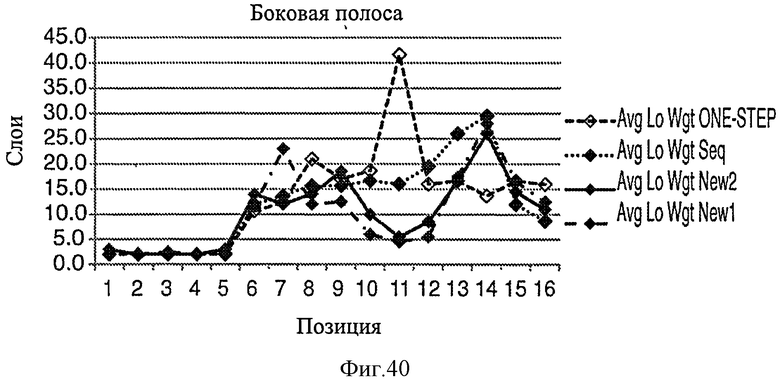
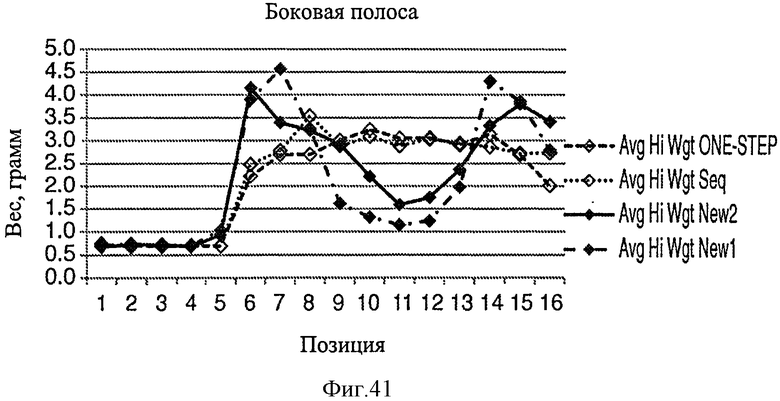
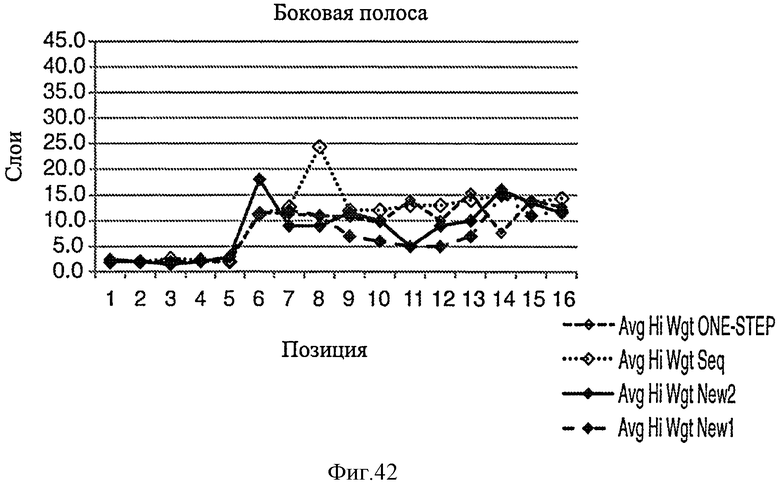
Группа изобретений относится к области медицины и может быть использована для стерилизации медицинских материалов и инструментов. Одноразовый гибкий многопанельный стерилизационный комплект содержит: барьерную панель из проницаемого листового материала, средство крепления панели и сгибаемую защитную панель, соединенную с барьерной панелью наложением. Барьерная панель включает первый конец и второй конец, противоположный первому концу, причем длина панели является расстоянием от первого конца до второго конца. При этом барьерная панель имеет срединную линию по длине для разграничения барьерной панели на принимающую содержимое зону и покрывающую содержимое зону. Средство крепления панели расположено между первым концом и срединной точкой барьерной панели для идентификации принимающей содержимое зоны. После сгибания барьерной панели по срединной линии ее второй конец доходит до ее первого конца, а ее края соединяются вместе и скрепляются средством крепления панели с образованием упаковки. Сгибаемая защитная панель сгибается по заданной линии сгиба, чтобы покрыть края сложенной барьерной панели. Группа изобретений относится также к вариантам указанного стерилизационного комплекта. Группа изобретений предотвращает повреждения упаковочного материала, позволяет уменьшить количество упаковочного материала, а также сложность и время упаковывания стерилизуемых предметов. 4 н. и 16 з.п. ф-лы, 42 ил., 19 табл., 4 пр.
1. Одноразовый гибкий многопанельный стерилизационный комплект, содержащий:
барьерную панель, содержащую проницаемый листовой материал, имеющий защитные свойства, причем барьерная панель включает:
первую поверхность и вторую противоположную поверхность, первый конец, образующий, в общем, заданную линию сгиба, второй конец, противоположный первому концу,
первый край, который является, в общем, перпендикулярным заданной линии сгиба, второй край, который является, в общем, противоположным заданной линии сгиба, и
третий край, который является, в общем, перпендикулярным заданной линии сгиба, причем барьерная панель имеет ширину, которая является расстоянием от первого края до третьего края, и длину, которая является расстоянием от первого конца до второго конца, при этом барьерная панель имеет срединную линию по длине, продолжающуюся между первым краем и третьим краем, для разграничения, в общем, барьерной панели на принимающую содержимое зону, продолжающуюся от заданной линии сгиба до срединной линии, и покрывающую содержимое зону, продолжающуюся от срединной линии до второго края;
средство крепления панели между заданной линией сгиба и срединной линией барьерной панели, и на первом крае или около него, и/или третьем крае; причем средство крепления панели соединено с барьерной панелью в заданном положении, для идентификации принимающей содержимое зоны барьерной панели и, дополнительно, для соединения первого края барьерной панели и третьего края друг с другом, или с участком покрывающей содержимое зоны, после сгибания барьерной панели в ее срединной линии или около нее, так что ее второй конец доходит до около ее первого конца; и
сгибаемую защитную панель, соединенную с барьерной панелью наложением, причем сгибаемая защитная панель содержит проницаемый листовой материал, при этом сгибаемая защитная панель включает:
проксимальный конец, в общем, смежный заданной линии сгиба, дистальный конец, в общем, противоположный проксимальному концу; и по меньшей мере, первый край и второй край, продолжающиеся от проксимального конца до дистального конца, причем сгибаемая защитная панель имеет ширину, которая является расстоянием от первого края до второго края, и длину, которая является расстоянием от проксимального конца до дистального конца, чтобы после сгибания барьерной панели в срединной линии или около нее, второй конец барьерной панели доходил до около ее первого конца, а ее первый и третий края соединялись друг с другом, или с покрывающей ее содержимое зоной, с образованием упаковки, сгибаемая защитная панель выполнена для сгибания по заданной линии сгиба или около нее, чтобы покрыть, по меньшей мере, первый край и третий край сложенной барьерной панели.
2. Стерилизационный комплект по п.1, в котором барьерная панель имеет четвертый край.
3. Стерилизационный комплект по п.2, в котором барьерная панель включает пятый край.
4. Стерилизационный комплект по п.1, в котором средство крепления панели находится на первом крае и третьем крае барьерной панели или около них.
5. Стерилизационный комплект по п.4, в котором средство крепления панели расположено на первом крае и третьем крае барьерной панели и продолжается от них.
6. Стерилизационный комплект по п.1, в котором средство крепления панели выбирают из адгезивной ленты, двухсторонней адгезивной ленты, когезивных материалов, устройств крепления типа застежек велкро, механических устройств крепления, кнопок, зажимов, магнитов, захватов, пазов и язычков и их сочетаний.
7. Стерилизационный комплект по п.1, в котором проницаемый листовой материал, обладающий защитными свойствами, содержит по меньшей мере один слой нетканого ламинированного материала, при этом нетканый ламинированный материал содержит слой нитевидных волокон фильерного производства, слой волокон, полученных из расплава, и слой нитевидных волокон фильерного производства.
8. Стерилизационный комплект по п.1, причем стерилизационный комплект дополнительно включает по меньшей мере один оттягиваемый язычок, прикрепленный ко второму концу барьерной панели.
9. Стерилизационный комплект по п.1, в котором проницаемость листового материала, обладающего защитными свойствами, изменяется в диапазоне от 25 до 500 фут3/мин проницаемости по Фрейзеру.
10. Стерилизационный комплект по п.1, в котором сгибаемая защитная панель имеет по меньшей мере третий край, расположенный на ее дистальном конце или вдоль него.
11. Стерилизационный комплект по п.1, в котором сгибаемая защитная панель обладает барьерными свойствами.
12. Стерилизационный комплект по п.1, причем стерилизационный комплект дополнительно содержит отдельные элементы усиления в принимающей содержимое зоне, которые образуют область для приема подлежащего стерилизации содержимого.
13. Стерилизационный комплект по п.12, в котором элементы усиления содержат слой материала, который выбирают из волокнистых полотен, непроницаемых пленок, проницаемых или пористых пленок, пленок с отверстиями, пенопластов, фольги и их комбинаций.
14. Стерилизационный комплект по п.1, в котором стерилизационный комплект дополнительно содержит указания или инструкции с информацией по соответствующему складыванию комплекта в упаковку.
15. Стерилизационный комплект по п.1, в котором площадь поверхности принимающей содержимое зоны составляет от около 25 до около 49% общей площади поверхности барьерной панели.
16. Одноразовый гибкий многопанельный стерилизационный комплект, содержащий:
барьерную панель, содержащую проницаемый нетканый листовой материал, обладающий барьерными свойствами, причем барьерная панель включает:
первую поверхность и вторую противоположную поверхность,
первый конец, образующий, в общем, заданную линию сгиба,
второй конец, противоположный первому концу,
первый край, который является, в общем, перпендикулярным заданной линии сгиба,
второй край, который является, в общем, параллельным заданной линии сгиба, и
третий край, который является, в общем, перпендикулярным заданной линии сгиба,
четвертый край, расположенный между вторым краем и третьим краем, и пятый край, расположенный между первым краем и вторым краем; причем барьерная панель имеет первую ширину, которая является расстоянием от первого края до третьего края, и вторую ширину, которая является расстоянием от четвертого края до пятого края; длину, которая является расстоянием от первого конца до второго конца, при этом барьерная панель имеет срединную линию по длине, и продолжающуюся между первым краем и третьим краем или четвертым краем и пятым краем, для разграничения барьерной панели, в общем, на принимающую содержимое зону, продолжающуюся от заданной линии сгиба до срединной линии, и покрывающую содержимое зону, продолжающуюся от срединной линии до второго края;
по меньшей мере один оттягиваемый язычок, прикрепленный ко второму концу барьерной панели;
средство крепления панели между заданной линией сгиба и срединной линией барьерной панели и в первом крае или около него или в третьем крае;
причем средство крепления панели соединено с барьерной панелью в заданном положении, для идентификации принимающей содержимое зоны и, дополнительно, для соединения первого края барьерной панели и третьего края друг с другом или с участком покрывающей содержимое зоны после сгибания барьерной панели в срединной линии или около нее, чтобы ее второй край доходил до около ее первого конца; и
сгибаемую защитную панель, соединенную с барьерной панелью наложением, причем сгибаемая защитная панель содержит проницаемый нетканый листовой материал, при этом сгибаемая защитная панель включает:
проксимальный конец, в общем, смежный заданной линии сгиба,
дистальный конец, в общем, противоположный проксимальному концу; и
по меньшей мере, первый край и второй край, продолжающиеся от проксимального конца до дистального конца, причем сгибаемая защитная панель имеет ширину, которая является расстоянием от первого края до второго края, и длину, которая является расстоянием от проксимального конца до дистального конца, чтобы после сгибания барьерной панели в ее срединной линии или около нее, ее второй конец доходил до около ее первого конца, а ее первый и третий края соединялись друг с другом или с покрывающей содержимое зоной, с образованием упаковки, причем сгибаемая защитная панель выполнена для сгибания по заданной линии сгиба или около нее, чтобы покрыть по меньшей мере первый край и третий край сложенной барьерной панели.
17. Стерилизационный комплект по п.16, причем стерилизационный комплект дополнительно содержит указания или инструкции с информацией по соответствующему складыванию стерилизационного комплекта в упаковку.
18. Одноразовый гибкий многопанельный стерилизационный комплект, содержащий:
барьерную панель, содержащую лист барьерного материала, причем лист образует, по меньшей мере, один панельный край, при этом барьерная панель выполнена с возможностью складывания вокруг подлежащего стерилизации содержимого, с образованием упаковки;
средство крепления барьерной панели, расположенное на участке барьерной панели, для закрепления одного или более панельных краев барьерной панели в сложенном вокруг подлежащего стерилизации содержимого положении, при этом средство крепления барьерной панели выполнено с возможностью закрепления одного или более краев панели в сложенном положении с по существу более высоким сопротивлением усилию сдвига, чем усилию отслаивания;
сгибаемую защитную панель, продолжающуюся от барьерной панели, причем сгибаемая защитная панель включает:
проксимальный конец, в общем, смежный заданной линии сгиба, дистальный конец, в общем, противоположный проксимальному концу; и
при этом дистальный конец сгибаемой защитной панели покрывает один или более панельных краев барьерной панели после перехода барьерной панели в сложенное положение.
19. Одноразовый гибкий многопанельный стерилизационный комплект, содержащий:
барьерную панель, содержащую лист барьерного материала, причем лист образует по меньшей мере один панельный край, при этом барьерная панель выполнена с возможностью складывания вокруг подлежащего стерилизации содержимого, с образованием упаковки;
средство крепления барьерной панели, расположенное на участке барьерной панели, для закрепления одного или более панельных краев барьерной панели в сложенном вокруг подлежащего стерилизации содержимого положении, при этом средство крепления барьерной панели выполнено с возможностью закрепления одного или более панельных краев в сложенном положении;
сгибаемую защитную панель, продолжающуюся от барьерной панели, при этом сгибаемая защитная панель включает:
проксимальный конец, в общем, смежный барьерной панели, дистальный конец, в общем, противоположный проксимальному концу; и
при этом дистальный конец сгибаемой защитной панели покрывает один или более панельных краев барьерной панели после перехода барьерной панели в сложенное положение, и в которой, в результате складывания стерилизационного комплекта вокруг изделия, присутствует менее десяти (10) расположенных друг над другом слоев материала.
20. Стерилизационный комплект по п.19, в котором в результате складывания стерилизационного комплекта вокруг стерилизационного лотка присутствует менее пяти (5) расположенных друг над другом слоев материала.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Щелевая клиновидная широкопламенная горелка | 1947 |
|
SU84706A1 |

