Изобретение относится к области металлургии и нефтяного машиностроения и может быть использовано для изготовления насосно-компрессорных труб из легированных конструкционных сталей.
Известен способ изготовления насосно-компрессорной трубы, включающий высадку концов мерных труб на горизонтально-ковочной машине (ГКМ), нагрев высаженных труб в печи до 950-1050°C, закалку в воде, отпуск, теплую правку и окончательное охлаждение (SU 992601 A, C21D 9/08, 30.01.1983).
Существенным недостатком данного способа является печной нагрев, который приводит к росту зерна из-за продолжительного нагрева, что приводит к снижению уровня механических свойств материала, а дополнительная теплая правка усложняет и удлиняет технологический процесс.
Известен способ изготовления насосно-компрессорной трубы, включающий нагрев концов труб до Ас3+(230-360)°C, фиксацию трубы, высадку каждого конца трубы на ГКМ со степенью деформации 57,2%, нагрев под отпуск путем пропускания электрического тока по всему объему трубы с выдержкой (RU 2418078 C1, C21D 9/08, 10.05.2011).
Недостатком данного способа является то, что деформацию производят за один переход, что снижает точность геометрических размеров высаженного конца трубы и отклонение оси тела трубы от высаженного конца в месте перехода, кроме того, высокая степень деформации за один переход приводит к возрастанию усилий на оборудование и быстрому износу инструмента.
Наиболее близким аналогом является способ термомеханической обработки трубы, включающий нагрев концов трубы под высадку до температуры Ас3+(150-250)°C с фиксацией трубы с помощью зажима на расстоянии 500-4500 мм от высаживаемого конца трубы, высадку со степенью деформации 20-67% и отпуск при температуре 200-300°C (RU 2500821 C1, C21D 9/08, 10.12.2013).
Данный способ имеет существенный недостаток в том, что при высокой степени деформации и переменной по длине высаживаемого конца трубы до 67% за один переход приводит к завышенным усилиям деформации и экстремальным условиям работы штампового инструмента, повышенному износу инструмента и, как следствие, преждевременному выходу из строя (поломке) штамповой оснастки.
Задачей изобретения является получение насосно-компрессорных труб с повышенными механическими свойствами и точностью геометрических размеров.
Поставленная задача решается тем, что в способе изготовления насосно-компрессорной трубы, включающем нагрев концов мерных труб, их горячую высадку на горизонтально-ковочной машине, охлаждение и отпуск, высадку концов труб ведут за два перехода со степенью деформации 36-42% на первом переходе, подстуживание высаженного конца до температуры 900-920°C водовоздушной смесью и деформацию калибровкой 10-12%, на втором переходе, отпуск производят при температуре 200-300°C.
Способ реализуют следующим образом: исходную заготовку-трубу устанавливают на стеллаж и подают в индуктор на глубину 150 мм, где нагревают до температуры ковки Ас3+100°C со скоростью нагрева более 100°C/с, затем трубу подают на горизонтально-ковочную машину в первый ручей, где осуществляют высадку с деформацией по длине конуса 36-42%. При переходе на второй ручей высаженный конец трубы охлаждают водовоздушной смесью до температуры 900-920°C. Далее производят второй переход с деформацией калибровкой 10-12%. После этого все операции повторяют для противоположного конца трубы. Готовую трубу передают на участок отпуска.
При скоростном нагреве конца трубы происходит первичная рекристаллизация с образованием мелкозернистой структуры, а горячая деформация на первом переходе увеличивает количество дислокаций. Подстуживание конца трубы после первого перехода также не позволяет развитию роста зерна, т.е. препятствует вторичной рекристаллизации при сохранении частичного наклепа. Деформация подстуженного конца трубы на втором переходе дополнительно увеличивает плотность дислокаций и обеспечивает повышенную точность высаженного конца трубы, обеспечивая требования чертежа. При данных режимах обработки насосно-компрессорной трубы из стали 30Г2Ф присутствует эффект общего измельчения (фрагментации) структуры и дисперсионное упрочнение. Фрагментация структуры достигается измельчением аустенитного зерна за счет высокотемпературной рекристаллизации, а подстуживание с последующей деформацией-калибровкой тормозит протекание вторичной рекристаллизации за счет понижения подвижности дефектов и позволяет обеспечить формирование мозаичной ферритной матрицы из аустенита при сохранении повышенной плотности дислокаций.
При деформации на первом переходе более 42% происходит снижение точности геометрических размеров, в частности искажение оси высаженного конца трубы с ее основной осью в месте перехода от высаженной части трубы к телу трубы. При деформации менее 35% происходит неполное заполнение штампа. На втором переходе деформация-калибровка менее 10% приводит к так называемой «критической степени деформации», при которой происходит развитие процесса роста зерна по механизму слияния, что при завершении процесса приводит к очень сильному росту зерна. Увеличение степени деформации-калибровки более 12% к существенному повышению точности геометрических размеров не приводит.
Подстуживание конца трубы после первого перехода до температуры ниже 900°C приводит к увеличению усилия деформирования и дефектам по геометрии из-за неполного заполнения ручья штампа. Подстуживание до температуры более 920°C не влияет на конечную точность геометрических размеров высаженного конца трубы.
Пример осуществления способа
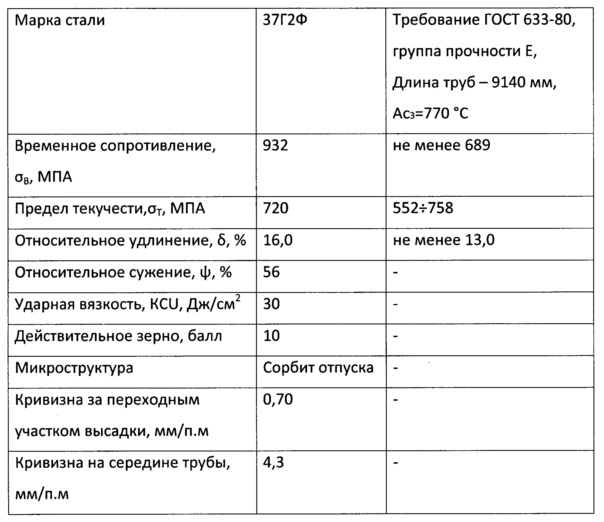
Обработке подвергают насосно-компрессорную трубу (ГОСТ 633-26) группы прочности «Д», «Е» диаметром 73 мм, внутренним диаметром 62 мм, длиной 9,2 м из стали 37Г2Ф с исходной структурой, имеющей размер зерна 9 балл. Концы трубы предварительно нагревают в индукторе до температуры ковки - 1100°C со скоростью нагрева 120-130°C/с, затем трубу подают на горизонтально-ковочную машину в первый ручей, где осуществляют высадку с деформацией по длине конуса 36-42% и формированием предварительных размеров конца трубы на длине 95 мм. При переходе на второй ручей конец трубы охлаждают водовоздушной смесью с помощью распылительной форсунки до температуры 920°C. Фиксацию температуры осуществляют пирометром и контролируют временем процесса охлаждения - 3 секунды. На втором переходе осуществляют калибровку со степенью деформации 10-12%. При этом высаженные концы трубы имеют размеры 78,6+1,0 мм (по ГОСТ 78,6+1,5 мм) с внутренним диаметром в плоскости торца трубы 62 мм, толщиной стенки 8,3 мм при длине высаженной части 95 мм. Трубу с высаженными концами подвергают отпуску при температуре 300°C прохождением через индуктор со скоростью нагрева 120°C/с (выдержка при температуре нагрева составляет ~1,5 мин).
Готовые трубы с высаженными концами контролируют по геометрическим размерам и дефектам поверхности. При этом точность высаженных концов труб по диаметру составила 78,6+1,0 мм. Кривизна за переходным участком высадки на длине 150 мм составила ~0,7 мм, а общая кривизна (стрела прогиба), измеряемая на середине трубы, 4,3 мм, что менее 1/2000 длины трубы.
Оценка качества механических свойств и микроструктуры приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ | 2008 |
|
RU2379362C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБЫ | 2012 |
|
RU2500821C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ | 2009 |
|
RU2418078C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ | 2006 |
|
RU2340683C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ДЛЯ ТЕХНОЛОГИЧЕСКИХ НУЖД НЕФТЯНЫХ СКВАЖИН | 2011 |
|
RU2464327C1 |
| СПОСОБ ОБРАБОТКИ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ | 2016 |
|
RU2628803C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВ ДЛЯ ВЫСАДКИ КОНЦОВ ТРУБ | 2007 |
|
RU2349436C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНЫХ ТРУБ ИЗ АЛЬФА- И ПСЕВДО-АЛЬФА-СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2013 |
|
RU2544333C1 |
| СПОСОБ ВЫСАДКИ КОНЦОВ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ | 2009 |
|
RU2414983C2 |
| СПОСОБ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2004 |
|
RU2293620C2 |
Изобретение относится к области металлургии и нефтяного машиностроения и может быть использовано для изготовления насосно-компрессорных труб из легированных конструкционных сталей. Для обеспечения повышенных механических свойств и точности геометрических размеров трубы способ включает нагрев концов мерных труб, их горячую высадку на горизонтально-ковочной машине, охлаждение и отпуск. Высадку концов труб ведут за два перехода со степенью деформации на первом переходе 36-42%, затем подстуживают конец трубы до температуры 900-920°C водовоздушной смесью и производят второй переход с деформацией 10-12%. 1 табл., 1 пр.
Способ изготовления насосно-компрессорных труб, включающий нагрев концов мерных труб до температуры ковки, их горячую высадку на горизонтально-ковочной машине, охлаждение и отпуск, отличающийся тем, что высадку концов труб ведут за два перехода со степенью деформации на первом переходе 36-42% при температуре нагрева под ковку, затем подстуживают конец трубы до температуры 900-920°С водовоздушной смесью и производят второй переход со степенью деформации 10-12%.
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБЫ | 2012 |
|
RU2500821C1 |
| СПОСОБ ВЫСАДКИ КОНЦОВ ТРУБ | 2013 |
|
RU2548872C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ | 2009 |
|
RU2418078C1 |
| Способ высадки концов труб | 1991 |
|
SU1752473A1 |
| US 5379625 A, 10.01.1995. | |||

