Изобретение относится к трубопрокатному производству, а именно способу высадки концов насосно-компрессорных труб.
Известен способ высадки концов насосно-компрессорных труб, включающий формирование высаженной части трубы при помощи высадочного инструмента (Экспресс-информация, ин-та Черметинформация, сер. «Трубное производство», 1981, вып.3, 12 с.), состоящего из двух половинок высадочных матриц и высадочного пуансона, предназначенного для получения утолщений на концах насосно-компрессорных труб.
Недостатком данного способа является то, что высадочный инструмент и используемое оборудование для высадки концов (горизонтально ковочные машины ф. «Хазенклевер») не обеспечивают необходимой точности получения геометрических параметров высаженных концов. В случае задачи на высадку трубы с минусовыми допусками при высадке не произойдет полного заполнения высадочного калибра (незаполнения на высаженной части трубы), а при высадке труб с плюсовыми допусками образуется торцевой и боковой облой (из-за инерционности клапанов сброса давления на высадочный инструмент), для удаления которого требуется дополнительная механическая операция.
Наиболее близким по технической сущности и достигаемому результату является способ высадки концов труб, раскрытый в SU 95775, 01.01.1953, В21D 22/02 «Матрица и пуансон для комбинированной высадки концов труб наружу», включающий формирование наружной поверхности высаженной части трубы и зоны, расположенной за упомянутой высаженной частью, посредством высадочной матрицы и формирование внутренней поверхности высаженного конца трубы посредством высадочного пуансона.
Недостатком данного способа является то, что изготовленные по данному способу трубы требуют дополнительной операции по механической обработке высаженных концов труб, так как без проведения механической обработки изготовленные трубы не соответствуют требованиям API 5CT/ISO 11960:2005, 8-е изд., «Требования к обсадным и насосно-компрессорным трубам. Технические условия. ISO 11960: 2004. Нефтегазовая промышленность. Стальные трубы, применяемые в качестве обсадных и насосно-компрессорных труб для скважин», ГОСТ 633-80 «Трубы насосно-компрессорные и муфты к ним», ТУ 14-161-198-2002 «Трубы насосно-компрессорные с удлиненной наружной высадкой» по внутреннему и наружному диаметру высаженной части, по диаметру трубы на участке за высаженной частью, по непроходу шаблона при проверке внутреннего диаметра трубы, по наличию торцевого облоя.
Задачей настоящего изобретения является создание более эффективного способа высадки концов насосно-компрессорных труб. Ожидаемый технический результат - получение высаженных концов, без дополнительной механической обработки, с геометрическими размерами в соответствии с требованиями нормативно-технической документации.
Технический результат предлагаемого изобретения обеспечивается тем, что способ высадки концов насосно-компрессорных труб, включающий формирование наружной поверхности высаженной части насосно-компрессорной трубы и зоны, расположенной за упомянутой высаженной частью, посредством высадочной матрицы, выполненной с цилиндрическим и коническим участками для формирования высаженной части трубы и коническим участком для формирования зоны за высаженной частью, и формирование внутренней поверхности высаженного конца трубы посредством высадочного пуансона с участком упомянутого формирования, выполненным с наружным диаметром рабочей части, на 0,6-1,5 мм превышающим номинальный внутренний диаметр гладкой части насосно-компрессорной трубы, при этом используют высадочную матрицу и высадочный пуансон с учетом коэффициента теплового расширения высаживаемого металла 1,0065-1,0085.
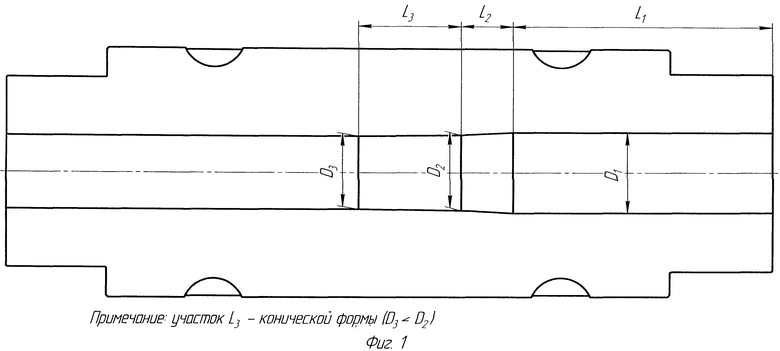
Предлагаемый способ высадки концов насосно-компрессорных труб осуществляется при помощи калибровки высадочной матрицы (фиг.1) и калибровки высадочного пуансона (фиг.2).
Калибровка высадочной матрицы, формирующая наружную поверхность высаженного конца трубы, состоит из 3-х участков:
- цилиндрического (L1) и конического (L2) - формирующих высаженную часть трубы;
- конического (L3) - формирующий зону за высаженной частью трубы; предотвращает "закусывание" (попадание металла трубы между матрицами) трубы и исключает на участке трубы за высаженной частью появление явного локального участка, выводящего наружный диаметр трубы за пределы плюсовых отклонений.
Калибровка высадочного пуансона, формирующая внутреннюю поверхность высаженного конца трубы, состоит из следующих участков:
- участка длиной (l1) с диаметрами (d1 и d2), предназначенного для формирования внутренней поверхности высаженного конца; выполненного диаметрами (d1 и d2), на 0,6-1,5 мм превышающими номинальный внутренний диаметр гладкой части трубы (рабочая часть высадочного пуансона);
- участка длиной (l2) с диаметрами (d2 и d3) - обеспечивающего свободное прохождение пики пуансона в холодный участок трубы «без закусывания»;
- участка длиной (l3) с диаметрами (d3 и d4) - обеспечивающего в начальный период высадки конца трубы (стадия распрессовки) устойчивое состояние профиля трубы, предотвращающее образование складок, ужимов.
Расчет калибровки высадочного инструмента производился при коэффициенте теплового расширения высаживаемого металла 1,0065-1,0085. Применение значений коэффициента теплового расширения металла более 1,0085 или менее 1,0065 не обеспечивало требований нормативно-технической документации, предъявляемых к геометрическим размерам высаженной части.
Предлагаемый способ высадки концов насосно-компрессорных труб осуществляется следующим образом.
Для высадки концов труб высадочный инструмент устанавливают в гидравлический пресс. В исходном положении половинки высадочных матриц раздвинуты. Нагретый конец трубы вставляют в калибр матрицы и свободно ориентируют в нем. Посредством силового устройства половинки матрицы смыкаются и блокируются от раздвижения. Высадочный пуансон, отцентрированный относительно оси калибра матрицы, перемещается к матрице и производится процесс высадки конца трубы до полного заполнения высадочного калибра, образованного высадочной матрицей и высадочным пуансоном. Далее пуансон отходит из зоны высадки, половинки матрицы размыкаются и труба с высаженным концом извлекается из пресса. После охлаждения высаженные концы, без дополнительной механической обработки, соответствуют требованиям нормативно-технической документации по геометрическим размерам.
Способ, опробованный и примененный на высадочном гидравлическом прессе фирмы "SMS Мееr", при высадке концов насосно-компрессорных труб размером 73×5,5 мм (73,02×5,51 мм), в объеме 1000 т, позволил получить 100% соответствие требованиям нормативно-технической документации по геометрическим размерам высаженной части без дополнительной механической обработки, а именно: фактический наружный диаметр цилиндрической части высадки находился в пределах 79,2-79,6 мм (требования ГОСТ 633-80: 78,6+1,5 мм; API 5CT: 78,59+l,59 мм); фактический наружный диаметр трубы на участке за высаженной частью находился в пределах 74,0-74,4 мм (требование 633-80: 73  мм; API 5СТ: 73,02
мм; API 5СТ: 73,02  мм); фактический внутренний диаметр высаженной части находился в пределах 61,4-61,9 мм и обеспечивал прохождение шаблона оправки диаметром 60,5+0,25 мм по ГОСТ 633-80 и диаметром 59,62+0,25 мм по требованиям API 5CT.
мм); фактический внутренний диаметр высаженной части находился в пределах 61,4-61,9 мм и обеспечивал прохождение шаблона оправки диаметром 60,5+0,25 мм по ГОСТ 633-80 и диаметром 59,62+0,25 мм по требованиям API 5CT.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ | 2016 |
|
RU2628803C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБЫ | 2012 |
|
RU2500821C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ВЫСАДКИ КОНЦОВ ТРУБ | 2013 |
|
RU2542179C1 |
| СПОСОБ ВЫСАДКИ КОНЦОВ ТРУБ | 2013 |
|
RU2548872C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ВЫСАДКИ КОНЦОВ ТРУБ | 2014 |
|
RU2599467C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ДЛЯ ТЕХНОЛОГИЧЕСКИХ НУЖД НЕФТЯНЫХ СКВАЖИН | 2011 |
|
RU2464327C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ | 2009 |
|
RU2418078C1 |
| Способ комбинированной высадки концов труб | 2018 |
|
RU2686503C1 |
| ВЫСОКОГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ (ВАРИАНТЫ) И СПОСОБЫ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ЭТИХ ТРУБ (ВАРИАНТЫ) | 2004 |
|
RU2256767C1 |
| ПУАНСОН ДЛЯ ВЫСАДКИ КОНЦОВ ТРУБ | 2010 |
|
RU2446905C2 |

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении насосно-компрессорных труб. Высадку концов насосно-компрессорных труб производят путем формирования наружной поверхности высаженной части и зоны, расположенной за высаженной частью, и внутренней поверхности высаженного конца. Формирование наружной поверхности высаженной части и расположенной за ней зоны ведут посредством высадочной матрицы. Упомянутая матрица имеет цилиндрический и конический участки для формирования высаженной части и конический участок для формирования зоны за высаженной частью. Внутреннюю поверхность высаженного конца формируют высадочным пуансоном с участком для упомянутого формирования. Наружный диаметр рабочей части этого участка на 0,6-1,5 мм превышает номинальный внутренний диаметр гладкой части насосно-компрессорной трубы. При этом используют высадочную матрицу и высадочный пуансон с учетом коэффициента теплового расширения высаживаемого металла 1,0065-1,0085. В результате обеспечивается получение высаженных концов, не требующих дополнительной механической обработки. 2 ил.
Способ высадки концов насосно-компрессорных труб, включающий формирование наружной поверхности высаженной части насосно-компрессорной трубы и зоны, расположенной за упомянутой высаженной частью, посредством высадочной матрицы и формирование внутренней поверхности высаженного конца насосно-компрессорной трубы посредством высадочного пуансона, отличающийся тем, что формирование наружной поверхности высаженной части трубы и зоны, расположенной за высаженной частью, осуществляют посредством высадочной матрицы, выполненной с цилиндрическим и коническим участками для формирования высаженной части трубы и коническим участком для формирования зоны за высаженной частью, а внутреннюю поверхность высаженного конца трубы формируют посредством высадочного пуансона с участком для упомянутого формирования, выполненным с наружным диаметром рабочей части, на 0,6-1,5 мм превышающим номинальный внутренний диаметр гладкой части насосно-компрессорной трубы, при этом используют высадочную матрицу и высадочный пуансон с учетом коэффициента теплового расширения высаживаемого металла 1,0065-1,0085.
| Матрица и пуансон для комбинированной высадки концов труб наружу | 1952 |
|
SU95775A1 |
| Устройство для высадки концов труб | 1980 |
|
SU871970A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| US 5517843 A, 21.05.1996 | |||
| US 5379625 A, 10.01.1995. | |||

