Изобретение относится к обработке металлов давлением, а именно к трубному производству, и может быть использовано при производстве труб нефтяного сортамента с утолщенными концами, предназначенными под нарезку резьбы или приварку замков.
Известен способ комбинированной высадки концов труб, включающий несколько последовательных операций нагрева конца трубы и его деформации пуансоном в полости разъемной матрицы высадочного пресса (Ткаченко В.А. Трубы для нефтяной промышленности / В.А. Ткаченко, А.А. Шевченко, В.И. Стрижак, Ю.С. Пикинер. - М.: Металлургия, 1986. - С.119-128 - [1]). Особенностью способа является то, что на второй операции высадки используют матрицу большего диаметра рабочей полости и пуансон меньшего диаметра по сравнению с матрицей и пуансоном, используемыми в первой операции. При этом в процессе высадки металл течет как в сторону матрицы, так и в сторону пуансона (комбинированная высадка).
Существенным недостатком способа высадки труб [1] является нестабильность размеров внутренних зон (цилиндрической и переходной) высаженного конца, обусловленная различными факторами, главным из которых является наличие отклонений размеров наружного диаметра и толщины стенки высаживаемого конца трубы. Так как пуансон при настройке центрируется по оси высадки, совпадающей с продольной осью полости матрицы, то при наличии отклонений в толщине стенки осаживаемого участка трубы смещаемый объем металла при высадке неодинаков. Поэтому после высадки в первой операции в различных продольных сечениях высаженного конца наблюдается разная длина внутренних зон высадки. Поскольку следующие операции высадки пропорционально увеличивают длину внутренней переходной зоны и уменьшают длину внутренней цилиндрической зоны, различие в длине этих зон в продольных сечениях готового высаженного конца трубы сохраняется. Это приводит к необходимости оставлять увеличенный припуск металла, требуемый для проведения механической обработки торца трубы, что увеличивает коэффициент расхода металла. Кроме того, наблюдается тенденция заказчиков труб оговаривать минимальную длину внутренней переходной зоны. В этом случае стабильность ее длины начинает существенно влиять на эффективность технологического процесса высадки, поскольку в случае существенного разброса длины внутренней переходной зоны высадки резко увеличивается количество некондиционных труб, то есть уменьшается коэффициент выхода годного.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ комбинированной высадки концов труб, преимущественно с удлиненной переходной зоной, включающий деформацию на прессе нагретого конца трубы в полости разъемной матрицы за счет перемещения пуансона, осуществляемую за несколько операций, причем первоначально осуществляют деформацию конца трубы с уменьшением только внутреннего диаметра высадки до величины 1,03÷1,07 от его заданного значения, при этом коэффициент усадки в первой операции определяют в зависимости от размеров сечения трубы и требуемой длины внутренней переходной зоны высадки (Патент РФ №2474485, B21J 5/08. Способ комбинированной высадки концов труб / Б.В. Баричко, А.В. Зинченко, А.В. Выдрин, С.Ю. Сапунов, Д.В. Понимаш - Заявл. 30.03.2011, опубл. 10.02.2013. - Бюл. №4. - [2]).
Способ [2] предусматривает возможность проведения второй операции высадки с односторонним течением металла - только в направлении пуансона, за счет того, что во второй операции используется матрица тех же размеров, что и в первой операции высадки. При этом во второй операции используется пуансон, диаметр которого меньше диаметра пуансона, используемого в первой операции высадки.
Данное техническое решение позволяет улучшить качество высаженного конца за счет повышения устойчивости трубы при высадке, предупреждения интенсивного проявления эффекта «выпучивания» и соответственно, уменьшения вероятности получения дефекта «перегиб волокна» в микроструктуре металла, однако не устраняет недостатка присущего способу [1], а именно: наличие значительных отклонений в длине внутренних переходной и цилиндрической зон высадки в различных продольных сечениях высаженного конца, что ведет к повышенному расходу металла и снижает коэффициент выхода годного в технологическом процессе высадки.
Техническая задача, решаемая изобретением, заключается в повышении стабильности геометрических размеров внутренних зон высадки, что в конечном итоге выражается в повышении эффективности процесса изготовления труб за счет увеличения коэффициента выхода годного при высадке концов.
Поставленная задача решается за счет того, что в способе высадки концов труб, включающем несколько последовательных циклов операций нагрева конца трубы и его деформации пуансоном в полости разъемной матрицы высадочного пресса, согласно предлагаемому техническому решению вторую операцию высадки проводят с использованием матрицы и пуансона, тех же размеров, что и в первой операции высадки, при этом величину усадки во второй операции определяют из соотношения:

где ΔS - величина отклонения толщины стенки трубы; D - номинальный наружный диаметр трубы; S - номинальная толщина стенки трубы.
Предложенное выполнение способа высадки позволяет существенно уменьшить отклонения размеров внутренних переходной и цилиндрической зон высадки за счет проведения во второй операции деформации конца трубы с определенной длиной усадки, используя матрицу и пуансон тех же размеров, что и в первой операции. При таком режиме деформации происходит более тщательное заполнение металлом кольцевой полости между матрицей и пуансоном, в результате чего профиль внутренней поверхности высаженного конца выравнивается, то есть уменьшаются отклонения в длине внутренних зон по различным продольным сечения высаженного конца трубы. Другими словами, во второй операции высадки происходит калибрование высаженного конца трубы. Аналогичный эффект может быть получен в результате предварительного калибрования конца трубы перед высадкой, как это делают, например, на готовых обсадных трубах перед нарезкой резьбы ([1]), используя холодное дорнование на гидравлических прессах. Это позволяет обеспечить полное выполнение профиля резьбы без так называемых «черных ниток».
Выражение (1) отражает оптимальную величину усадки, обеспечивающую полное заполнение металлом кольцевой полости между матрицей и пуансоном и получено путем численного анализа величины смещенного объема металла при различной толщине стенки трубы. Выполнение второй операции с величиной усадки меньше указанной в зависимости (1) снижает эффект выравнивания длины внутренних зон высаженного конца, а выполнение с величиной больше указанной в (1) - ведет к перегрузке пресса и нарушению геометрии высаженного конца.
Следует отметить, что предлагаемое техническое решение связано с снижением производительности процесса высадки из-за увеличения числа операций, что компенсируется существенным улучшением геометрии высаженных концов труб, снижением количества некондиционной продукции и значительным увеличением коэффициента выхода годного в процессе высадки.
Предлагаемый способ высадки реализуют следующим образом. Партию труб, подлежащих высадке, размещают на загрузочном столе и производят измерение наружного диаметра и толщины стенки концов труб. Усредняя полученные значения, по зависимости (1) определяют величину усадки металла во второй операции высадки, а также уточняют длину участка нагрева трубы. Концевой участок трубы нагревают до установленной температуры горячей деформации и перемещают в предварительно подготовленный ручей первой (по ходу технологического цикла) матрицы. Затем перемещением пуансона заданного размера осуществляют первую операцию высадки конца трубы, после чего трубу перемешают в накопительный карман. Аналогично проводят первую операцию высадки для всех труб пакета. Далее пакет труб перемещают на загрузочный стол, после чего высаженный конец первой трубы повторно подогревают и, не меняя технологический инструмент (матрицу и пуансон), осуществляют вторую операцию высадки с деформацией, соответствующей величине усадки ΔL. После проведения второй операции высадки последовательно проводят все последующие операции технологического цикла на данной трубе и перемещают ее в накопительный карман. Аналогично проводят высадку на остальных трубах пакета, после чего перемещают пакет на загрузочный стол, предварительно произведя разворот пакета труб на 180 градусов относительно вертикальной оси, и повторяют описанный выше цикл высадки для неутолщенных концов труб.
Предлагаемый способ был опробован на прессе «SMS-MEER» ОАО «ТАГМЕТ» при высадке бурильных труб наружным диаметром 127 мм и толщиной стенки 9,19 мм группы прочности G с требованиями API Spec 5DP и дополнительным требованием к длине внутренней переходной зоны - не менее 100,0 мм.
Трубы высаживали по двум технологическим схемам:
- по способу-прототипу [2] за три операции высадки;
- по предлагаемому способу за четыре операции высадки.
По каждому способу осуществляли высадку 25 труб (50 высаженных концов). На каждой трубе перед высадкой измеряли наружный диаметр и толщину стенки, а после высадки контролировали размеры диаметров высадки и длину зон высаженного конца. Расчетная длина усадки, определенная по зависимости (1), составила ΔL=27,4 мм.
По способу-прототипу [2] при высадке в три операции суммарное время изготовления 25 труб (50 высаженных концов) составило 2,7 часа, а по предлагаемому способу высадки - 3,6 часа, что закономерно отражало появление дополнительной операции. Анализ геометрии внутренней переходной зоны высадки показал, что при высадке по способу-прототипу [2] отклонения длины переходной зоны составили 87-119 мм, причем невыполнение требуемой длины переходной зоны зафиксировано на шести высаженных концах, принадлежащих четырем трубам. При высадке по предлагаемому способу отклонения длины переходной зоны составили 98-126 мм, причем невыполнение данного параметра выявлено только на одном высаженном конце.
Средняя масса одной трубы размерами 127×9,19×12500 мм (с учетом отклонений размеров наружного диаметра и толщины стенки) составляет 0,36 тонны. Таким образом, коэффициент выхода годного на этапе изготовления высаженных концов бурильных труб рассматриваемого сортамента составил:
- при использовании известного технического решения [2] - 0,84;
- при использовании предлагаемого технического решения - 0,96.
Таким образом, предложенное техническое решение позволит при высадке бурильных труб с требованиями API Spec 5DP существенно повысить качество высаженных концов труб, увеличить коэффициент выхода годного примерно на 8-10% и получить ожидаемый экономический эффект 2,5-3 тыс. руб. на тонну готовой продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОЙ ВЫСАДКИ КОНЦОВ ТРУБ | 2013 |
|
RU2542179C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ВЫСАДКИ КОНЦОВ ТРУБ | 2011 |
|
RU2474485C2 |
| Способ комбинированной высадки концов труб | 2018 |
|
RU2686503C1 |
| СПОСОБ ОБРАБОТКИ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ | 2016 |
|
RU2628803C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ВЫСАДКИ КОНЦОВ ТРУБ | 2014 |
|
RU2599467C2 |
| СПОСОБ ВЫСАДКИ КОНЦОВ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ | 2009 |
|
RU2414983C2 |
| ПУАНСОН ДЛЯ ВЫСАДКИ КОНЦОВ ТРУБ | 2010 |
|
RU2446905C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБЫ | 2012 |
|
RU2500821C1 |
| ВЫСОКОГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ (ВАРИАНТЫ) И СПОСОБЫ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ЭТИХ ТРУБ (ВАРИАНТЫ) | 2004 |
|
RU2256767C1 |
| Способ изготовления труб с утолщенными концами | 1988 |
|
SU1547932A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в трубном производстве при изготовлении труб нефтяного сортамента с утолщенными концами. Последовательно осуществляют несколько циклов, состоящих из операции нагрева конца трубы и операции его высадки пуансоном в полости разъемной матрицы на высадочном прессе. На второй операции высадку проводят с использованием матрицы и пуансона тех же размеров, что и при высадке на первой операции. Кроме того, высадку на второй операции осуществляют с величиной усадки, которую определяют из приведенного соотношения в зависимости от величины отклонения толщины стенки трубы, номинального наружного диаметра трубы и номинальной толщины стенки трубы. В результате обеспечивается уменьшение отклонений геометрических размеров внутренних зон высадки.
Способ высадки концов труб, включающий последовательное осуществление циклов, состоящих из операции нагрева конца трубы и операции его высадки пуансоном в полости разъемной матрицы на высадочном прессе, отличающийся тем, что вторую операцию высадки конца трубы проводят с использованием матрицы и пуансона тех же размеров, что и на первой операции высадки, при этом упомянутую вторую операцию высадки осуществляют с величиной усадки, которую определяют из соотношения 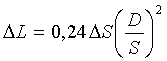 ,
,
где ΔS - величина отклонения толщины стенки трубы, D - номинальный наружный диаметр трубы, S - номинальная толщина стенки трубы.
| СПОСОБ КОМБИНИРОВАННОЙ ВЫСАДКИ КОНЦОВ ТРУБ | 2011 |
|
RU2474485C2 |
| СПОСОБ ВЫСАДКИ КОНЦОВ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ | 2009 |
|
RU2414983C2 |
| Способ высадки концов труб | 1991 |
|
SU1752473A1 |
| JP 8141691 A, 04.06.1996 | |||
| US 5517843 A1, 21.05.1996 | |||

