Изобретение относится к способу соединения с силовым и/или геометрическим замыканием первой детали по меньшей мере с одной второй деталью.
Соединение с силовым или геометрическим замыканием обеспечивает возможность прочного соединения друг с другом деталей из различных материалов. Таким образом, получающийся конструктивный элемент можно выполнять на различных участках конструктивного элемента из материалов с различными, согласованными с требованиями к соответствующему участку свойствами. Так, например, расположенные на участках с высокой механической нагрузкой материалы с высокой прочностью можно комбинировать с материалами меньшего веса, так что получающийся конструктивный элемент имеет небольшой вес при одновременно высокой механической стойкости.
В качестве примера для такого соединения двух деталей с различными свойствами материала можно назвать состоящий из двух частей элемент для защиты от проскальзывания для шины автомобиля, который известен из DE 1903668. Элемент (шип) для защиты от проскальзывания образован из опорной части и удерживаемой в опорной части вставки. Опорная часть за счет соответствующего фланца имеет такую форму, что она может удерживаться в гнезде в поверхности шины. В качестве функционального элемента служит выполненная из твердого материала вставка. Она выступает имеющей подходящую форму головкой из опорной части и из поверхности шины и образует контакт с дорожным полотном. При покрытой льдом или снегом дорожном полотне головка проникает в слой льда или снега и тем самым предотвращает скольжение шины.
При изготовлении такого элемента для защиты от проскальзывания вставку и опорную часть изготавливают обычно по отдельности. Опорную часть можно экономично изготавливать с требуемым контуром из металла, например, с помощью способа формования выдавливанием. В последующей рабочей стадии в соответствующую выемку опорной части запрессовывают вставку и при этом выполняют соединение с силовым замыканием. При этом недостатком является то, что запрессовка вставки в выемку опорной части не обеспечивает или обеспечивает лишь небольшие, лежащие в зоне эластичной деформации опорной части и вставки поднутрения. Таким образом, достигается лишь ограниченное соединение с геометрическим замыканием между опорной частью и вставкой, которое обеспечивает надежное удерживание вставки также при больших, вызываемых за счет вращения шины центробежных силах. Другой недостаток заключается в подлежащей предусмотрению отдельной стадии изготовления, в которую необходимо подавать опорную часть и вставку и в которой части запрессовываются друг с другом.
Из DE 102009016065 известна система шипа и способ его изготовления. При этом система шипа образована из шипа для защиты от проскальзывания из твердого материала и удерживающего элемента из магния или сплава магния. В соответствии с изображенным способом, шип для защиты от проскальзывания вводят в инструментальную форму и окружают с помощью деформированного магния или сплава магния для образования удерживающего элемента. При этом удерживающий элемент может быть изготовлен в виде отлитой под давлением части или изготовленной тиксотропным способом частью.
Система шипа и изображенный способ обеспечивают возможность размещения с геометрическим замыканием шипа для защиты от проскальзывания в удерживающем элементе. Для этого шип для защиты от проскальзывания имеет по меньшей мере одно поднутрение, которое в процессе деформации окружается магнием или сплавом магния.
Задачей изобретения является создание способа, который обеспечивает возможность надежного соединения двух деталей и одновременно возможность экономичной реализации.
Задача изобретения решена тем, что вторую деталь по меньшей мере частично заделывают в первую деталь с помощью способа выдавливания. Для этого обе детали подают в пресс для штамповки выдавливанием. За счет процесса выдавливания по меньшей мере первая деталь деформируется за счет течения материала, при этом вторая деталь по меньшей мере в некоторых зонах заделывается в первую деталь. За счет этого детали соединяются друг с другом с образованием подлежащего изготовлению конструктивного элемента. Соединение может происходить с силовым и/или геометрическим замыканием в зависимости от выполнения деталей. Способ обеспечивает возможность выполнения надежного соединения двух деталей в одном рабочем процессе.
Для многих конструктивных элементов требуется высокая механическая твердость в некоторых зонах при одновременной высокой податливости или деформируемости в другой зоне конструктивного элемента. Для достижения этого может быть предусмотрено, что сравнительно более твердая вторая деталь, в частности, изготовленная из твердого сплава или керамики вторая деталь, заделывается в сравнительно более мягкую первую деталь, в частности, в состоящую из стали, алюминия или латуни или подобного поддающегося выдавливанию материала вторую деталь. В качестве примера можно назвать здесь изготовление состоящего из двух частей шипа для защиты от проскальзывания, в котором твердое тело в качестве изнашиваемого штифта заделывается в опорную часть, которая сформирована в процессе выдавливания для подходящего размещения в соответствующей выемке в шине.
В частности, для изготовления конструктивных элементов с простой геометрией может быть предпочтительно, что предусмотрен одноступенчатый процесс выдавливания, при котором вторая деталь заделывается в первую деталь, и первая деталь прессуется в конечную форму. В соответствии с этим, в одноступенчатый процесс выдавливания подаются обе детали и соединяются друг с другом в одной стадии процесса. В этой стадии процесса первая деталь одновременно прессуется в конечную форму. Преимуществами одноступенчатого процесса выдавливания являются небольшие расходы на логистику и необходимость лишь одного инструмента.
Сложные формы конструктивного элемента могут быть созданы за счет того, что предусмотрен многоступенчатый процесс выдавливания, в котором конечная форма первой детали создается по меньшей мере в двух следующих друг за другом стадиях процесса и в котором вторая деталь заделывается в первую деталь в одной из стадий процесса.
При этом может быть предусмотрено, что в одной стадии процесса вторая деталь заделывается в выполненное в предыдущей стадии процесса в первой детали гнездо. Гнездо может иметь такие размеры, что между соединенными деталями образуется прессовая посадка. Кроме того, гнездо может быть выполнено большим по меньшей мере в одном направлении, например, в направлении движения второй детали, чем подлежащая запрессовке первая деталь проникает в процессе запрессовки в гнездо. За счет этого под второй деталью может быть образовано полое пространство, которое обеспечивает возможность вдавливания второй детали при последующей механической нагрузке конструктивного элемента. В этом случае можно также в качестве примера назвать изготовление шипа для защиты от проскальзывания, в котором вставка из твердого материала запрессовывается в опорную часть. Для таких шипов для защиты от проскальзывания может быть целесообразным предусмотрение под вставкой из твердого материала полого пространства, которое обеспечивает возможность вдавливания опорной части в полое пространство при сильном давлении или износе.
Высокая механическая прочность соединения может быть достигнута также для нагрузок на растяжение за счет того, что вторая деталь имеет в зоне деформированной первой детали по меньшей мере один участок с измененной поверхностью поперечного сечения и/или контура, и что вторая деталь с помощью образованного так поднутрения удерживается с геометрическим замыканием в первой детали. Для достижения надежного соединения с геометрическим замыканием поднутрение предпочтительно составляет по меньшей мере 10% диаметра деформированной второй детали.
Способ можно предпочтительно использовать для экономичного изготовления имеющих небольшие размеры массовых изделий. Поэтому может быть предусмотрено, что в качестве первой детали соединяется опорная часть с изнашиваемым штифтом в качестве второй детали для изготовления шипа для защиты от проскальзывания для шины. Опорная часть формируется в процессе выдавливания для надежного крепления в соответствующем гнезде в шине, например, в пневматической шине для легкового или грузового автомобиля. Для этого опорная часть может иметь в некоторых зонах различные наружные диаметры, с целью удерживания с геометрическим замыканием в гнезде на поверхности шины. Кроме того, опорная часть охватывает изнашиваемый штифт за исключением выступающей за поверхность шины головки изнашиваемого штифта, которая создает контакт с дорожным полотном. За счет заделывания изнашиваемого штифта в опорную часть может создаваться соединение с силовым и/или геометрическим замыканием между изнашиваемым штифтом и опорной частью, так что изнашиваемый штифт надежно удерживается в опорной части. Способ имеет по сравнению с обычным способом изготовления шипа для защиты от проскальзывания, в котором изнашиваемый штифт и опорная часть сначала изготавливаются по отдельности, а затем в особой стадии изготовления соединяются с геометрическим замыканием посредством запрессовки, явные преимущества относительно логистики, складского хранения, опасности ошибок, требуемых производственных устройств и монтажных поверхностей. Другое существенное преимущество состоит в том, что за счет придания соответствующей формы изнашиваемому штифту можно создавать соединение с геометрическим замыканием между изнашиваемым штифтом и опорной частью, что невозможно или возможно лишь в узком диапазоне эластичной деформации изнашиваемого штифта и опорной части при последующей запрессовке изнашиваемого штифта. Создаваемое, например, за счет предусмотрения поднутрений соединение с геометрическим замыканием надежно предотвращает освобождение изнашиваемого штифта из опорной части также при больших механических нагрузках и ротационных силах.
Ниже приводится более подробное пояснение изобретения на основании примера выполнения со ссылками на прилагаемые чертежи, на которых изображено:
Фиг. 1 - шип для защиты от проскальзывания, на виде сбоку;
Фиг. 2а-е - промежуточные ступени при придании формы шипу для защиты от проскальзывания;
Фиг. 3 - первый изнашиваемый штифт для удерживания с силовым замыканием в опорной части;
Фиг. 4а-g - другие изнашиваемые штифты для удерживания с геометрическим замыканием в опорной части;
Фиг. 5а-с - изнашиваемые штифты для удерживания с геометрическим и силовым замыканием в опорной части,
Фиг. 6а-с - разрез изнашиваемых штифтов с соединением с геометрическим замыканием между опорной частью и изнашиваемым штифтом.
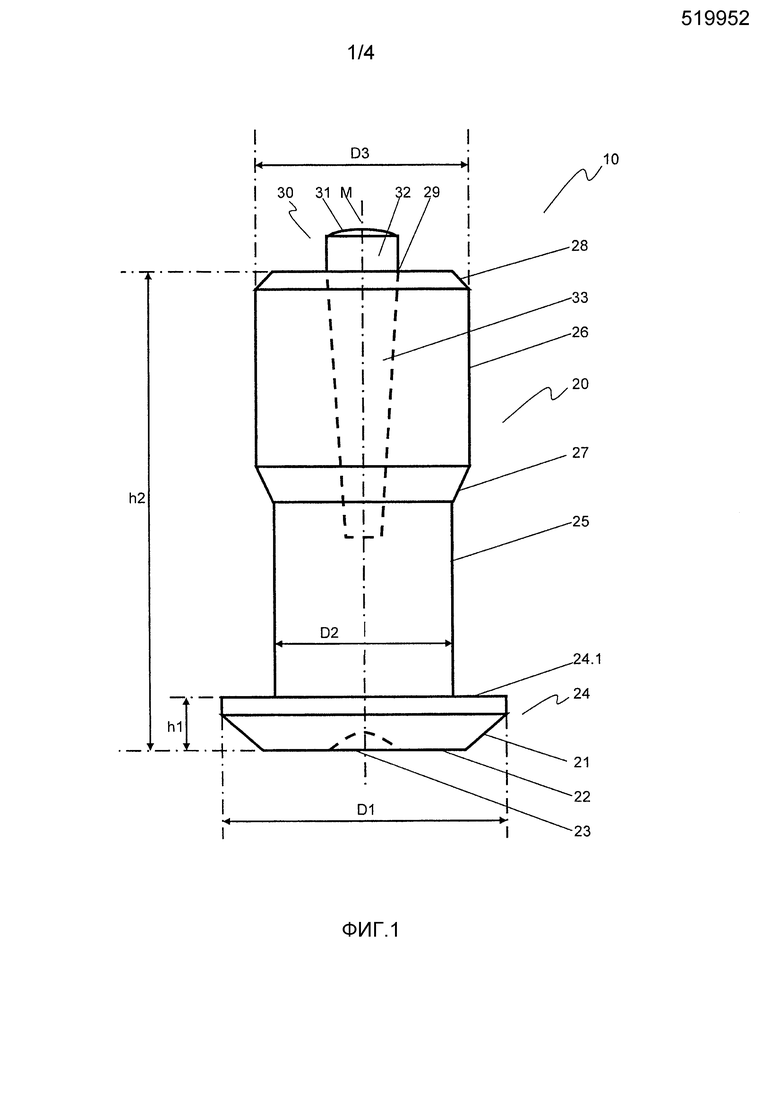
На Фиг. 1 показан на виде сбоку шип 10 для защиты от проскальзывания в качестве примера выполнения для изготовленного с помощью способа выдавливания, состоящего из двух частей конструктивного элемента. При этом первый изнашиваемый штифт 30 в качестве второй детали окружен деформированной опорной частью 20 в качестве первой детали.
Опорная часть 20 выполнена ротационно-симметричной вокруг средней продольной оси М. Она имеет выполненный в виде крепежной ножки фланцевый участок 24, который образует нижнюю плоскую опорную поверхность 22, в которой выполнено углубление 23 для уменьшения веса.
К опорной поверхности 22 примыкает под углом окружная наклонная поверхность 21. Наклонная поверхность 21 переходит через участок округления в кольцеобразное плечо 24.1, которое ориентировано перпендикулярно средней продольной оси М шипа 10 для защиты от проскальзывания.
Сам фланцевый участок 24 выполнен в форме усеченного конуса и имеет максимальный первый диаметр D1 (например, ≥7,5 мм, в данном случае 8,2 мм). В зоне плеча 24.1 на фланцевом участке 24 сформирован удерживающий участок 25. Удерживающий участок 25 имеет цилиндрическую среднюю зону со вторым диаметром D2 (например, в диапазоне между 5,0 и 5,6 мм, в данном случае 5,4 мм). На свободном конце опорной части 20 удерживающий участок 25 образует утолщенный концевой участок 26 с третьим диаметром D3, при этом средняя зона переходит через проходящий наклонно относительно средней продольной оси М опорный участок 27 в концевой участок 26. Концевой участок 26 заканчивается окружной фаской 28. Третий диаметр D3 составляет между 5,9 мм и 6,7 мм, предпочтительно между 6,1 мм и 6,5 мм, особенно предпочтительно 6,3 мм. Общая продольная длина (h2) опорной части 20 в осевом направлении лежит в диапазоне межу 8,0 мм и 12 мм. Высота (h1) фланцевого участка 24 составляет между 1,0 мм и 2,2 мм.
В опорной части 20 выполнено гнездо 29, в котором закреплен изнашиваемый штифт 30 в виде вставки. Изнашиваемый штифт 30 выполнен в виде штифта из твердого сплава. Он имеет хвостовик 33, на котором сформирована головка 32. Головка 32 завершается выпукло изогнутым завершающим участком 31.
Изнашиваемый штифт 30 выступает своей головкой 32 из гнезда 29 в диапазоне между 1,0 мм и 1,4 мм. На стороне хвостовика 33 он закреплен в гнезде 29 на длине удерживания по меньшей мере 4,5 мм.
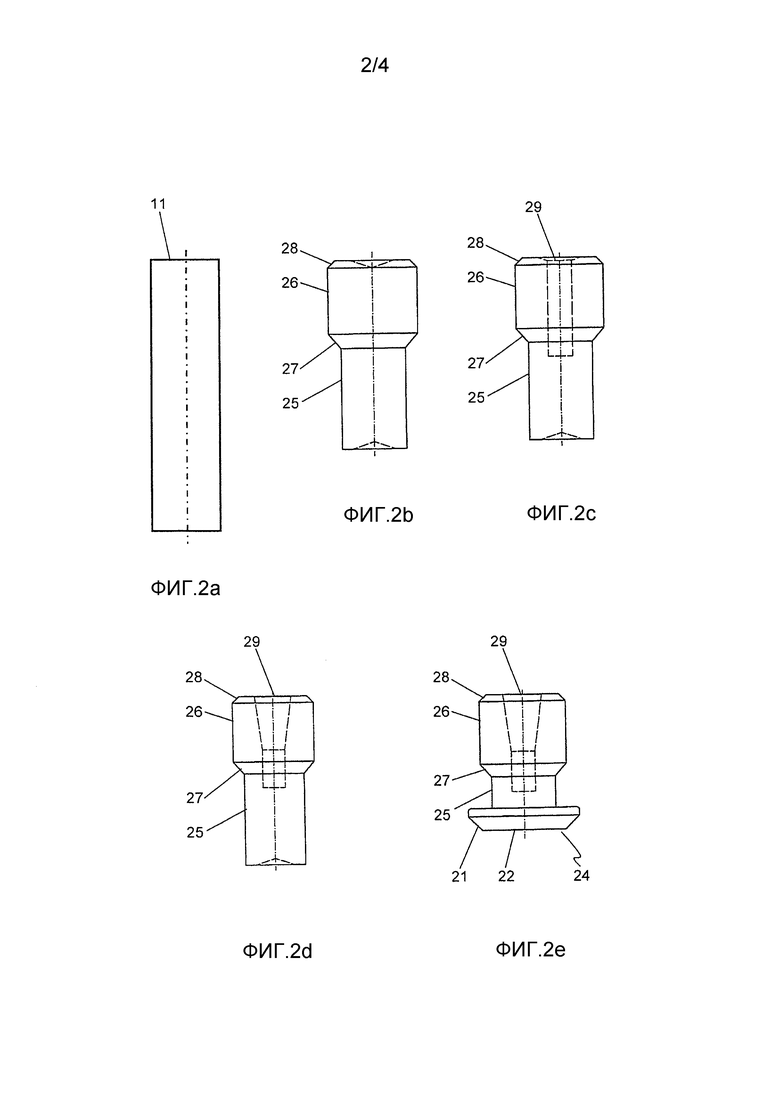
На Фиг. 2а-е показаны промежуточные стадии при придании формы шипу 10 для защиты от проскальзывания с помощью способа выдавливания.
На Фиг. 2а показан исходный материал 11 в виде круглого стержня из алюминия, который подается в не изображенный пресс для выдавливания. В рамках изобретения можно применять любые другие пригодные для придания формы посредством выдавливания материалы, например, сталь или латунь.
В первой стадии процесса выдавливания формируется утолщенная концевая часть 26 с опорным участком 27 и окружной фаской 28 на удерживающем участке 25, как показано на Фиг. 2b.
Во второй стадии процесса выдавливания выполняется показанное на Фиг. 2с гнездо 29 вдоль средней продольной оси М в виде глухого отверстия, и в третьей стадии расширяется в соответствии с показанным на Фиг. 2d коническим контуром.
В четвертой стадии процесса выдавливания формируется, как показано на Фиг. 2е, фланцевый участок 24 с опорной поверхностью 22, наклонной поверхностью 21 и плечом 24.1 на нижнем конце удерживающего участка 25 с образованием тем самым опорной части 20 шипа 10 для защиты от проскальзывания.
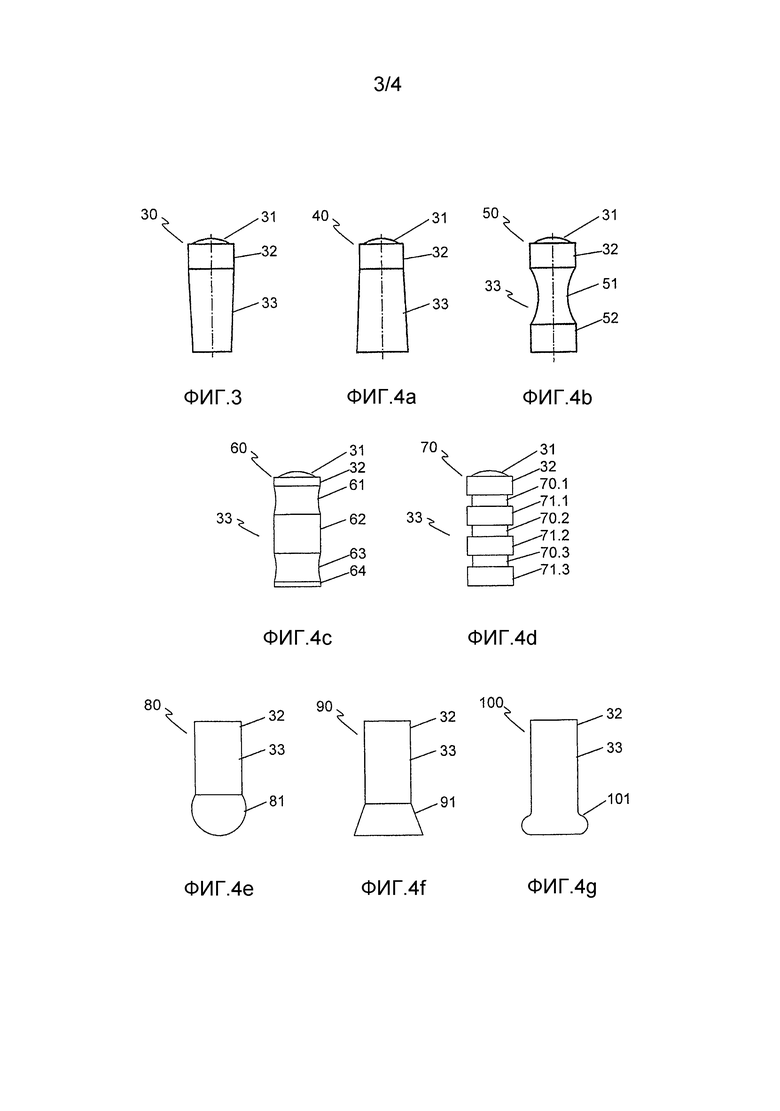
На Фиг. 3 показан первый, изготовленный из твердого материала изнашиваемый штифт 30 для удерживания с силовым замыканием в опорной части 20. Изнашиваемый штифт изготовлен в отдельном производственном процессе ротационно-симметричным вокруг его средней продольной оси. Он имеет на верхнем конце цилиндрическую головку 32 с выпуклым завершающим участком 31. На лежащий противоположно стороне головка 32 переходит в конически сужающийся хвостовик.
Согласно известному способу, изнашиваемый штифт 30 и показанная на Фиг. 2е опорная часть подаются в следующий процесс изготовления и соединяются в нем друг с другом. Для этого хвостовик 33 изнашиваемого штифта 30 запрессовывают в гнездо 29 опорной части 20, так что возникает соединение с силовым замыканием.
Для исключения этого дополнительного процесса изготовления, согласно изобретению предусмотрено запрессовывание изнашиваемого штифта 30 в опорную часть 20 во время показанных на Фиг. 2а-2е стадий процесса выдавливания. Для этого изнашиваемый штифт 30 может быть запрессован вдоль средней продольной оси в опорную часть 20, например, в показанном на Фиг. 2b первом процессе деформации. При этом с помощью изнашиваемого штифта 30 в процессе выдавливания формируется гнездо 29.
В качестве альтернативного решения, изнашиваемый штифт 30 можно запрессовывать во время третьей деформации (см. Фиг. 2d) в сформированное во второй стадии (см. Фиг. 2с) гнездо 29, и при этом вызывать коническое расширение гнезда 29, или же его можно при деформации в четвертой стадии (см. Фиг. 2е) запрессовывать в имеющееся коническое гнездо 29 (см. Фиг. 2d). При непосредственной запрессовке первого изнашиваемого штифта 30 во время процесса изготовления возникает соединение с геометрическим замыканием между опорной частью 20 и первым изнашиваемым штифтом 30. Предпочтительно, соединение происходит во время процесса изготовления, за счет чего может быть исключена дополнительная, выполняемая после процесса изготовления стадия изготовления для запрессовки изнашиваемого штифта 30 в гнездо 29 опорной части 20.
На Фиг. 4а-g показаны другие изнашиваемые штифты 40, 50, 60, 70, 80,90, 100 для удерживания с геометрическим замыканием в опорной части 20. Они могут быть запрессованы, как указывалось выше применительно к показанному на Фиг. 3 первому изнашиваемому штифту 30, в опорную часть 20 в одной из показанных на Фиг. 2а-е стадиях изготовления.
На Фиг. 4d показан второй изнашиваемый штифт 40 с цилиндрической головкой 32, имеющим выпуклую форму завершающим участком 31 и конически расширяющимся относительно диаметра головки 32 хвостовиком 33. Второй изнашиваемый штифт 40 запрессовывается в опорную часть 20 во время одной из стадий процесса выдавливания, так что хвостовик 33 заделывается в материал опорной части 20. За счет конически расширяющейся формы хвостовика 33 второй изнашиваемый штифт 40 удерживается в опорной части 20 с помощью геометрического замыкания.
Показанный на Фиг. 4b третий изнашиваемый штифт 50 имеет также цилиндрическую головку 32, выпуклый завершающий участок 31 и хвостовик 33. Хвостовик 33 имеет непосредственно примыкающее к головке 32 окружное вогнутое сужение 51, которое на конце хвостовика переходит в цилиндрическую концевую часть 52 с тем же диаметром в показанном примере выполнения, что и головка 32. В качестве альтернативного решения, диаметр концевой часть 32 может быть также меньше или больше диаметра головки 32. При заделывании третьего изнашиваемого штифта 50 в опорную часть 20 во время процесса выдавливания, окружное сужение 51 заполняется материалом опорной части 20. Таким образом, третий изнашиваемый штифт 50 удерживается с геометрическим замыканием в опорной части 20.
В показанном на Фиг. 4с четвертом изнашиваемом штифте 60 предусмотрено первое окружное сужение 61 и второе окружное сужение 63 на хвостовике 33. Первое сужение 61 примыкает непосредственно к головке 32 четвертого изнашиваемого штифта 60, в то время как второе сужение 63 заканчивается у цилиндрической концевой части 64 на конце хвостовика. Между обоими сужениями 61, 63 предусмотрен цилиндрический переходной участок 62. Головка 32, переходная зона 62 и концевой участок 64 имеют одинаковый диаметр, относительно которого сужения 61, 63 смещены внутрь. В процессе выдавливания сужения 61, 63 заполняются материалом опорной части 20, и изнашиваемый штифт 60 удерживается с геометрическим замыканием в опорной части 20.
На Фиг. 4d показан пятый изнашиваемый штифт 70 с тремя расположенными вдоль хвостовика 33 окружными канавками 70.1, 70.2, 70.3. Канавки 70.1, 70.2, 70.3 ограничены головкой 32 и тремя перемычками 71.1, 71.2, 71.3. В данном случае в процессе выдавливания также происходит геометрическое замыкание между пятым изнашиваемым штифтом 70 и опорной частью 20, поскольку материал опорной части 20 запрессовывается в канавки 70.1, 70.2, 70.3.
Показанный на Фиг. 4е шестой изнашиваемый штифт 80 имеет цилиндрическую головку 32, которая переходит непосредственно в также цилиндрическую зону хвостовика 33. На противоположной головке 32 конца шестого изнашиваемого штифта 80 сформирована шаровидная концевая часть 81 с увеличенным по сравнению с цилиндрической зоной хвостовика 33 диаметром. Соответственно, на Фиг. 4f показан седьмой изнашиваемый штифт 90 с конической концевой частью 91, а на Фиг. 4g – восьмой изнашиваемый штифт 100 с окружным утолщением 101 на конце хвостовика 33. Также коническая концевая часть 91 и окружное утолщение 101 имеют увеличенный относительно хвостовика 33 диаметр, так что изнашиваемые штифты 80, 90, 100 заделываются с помощью способа выдавливания с геометрическим замыканием в опорную часть 20.
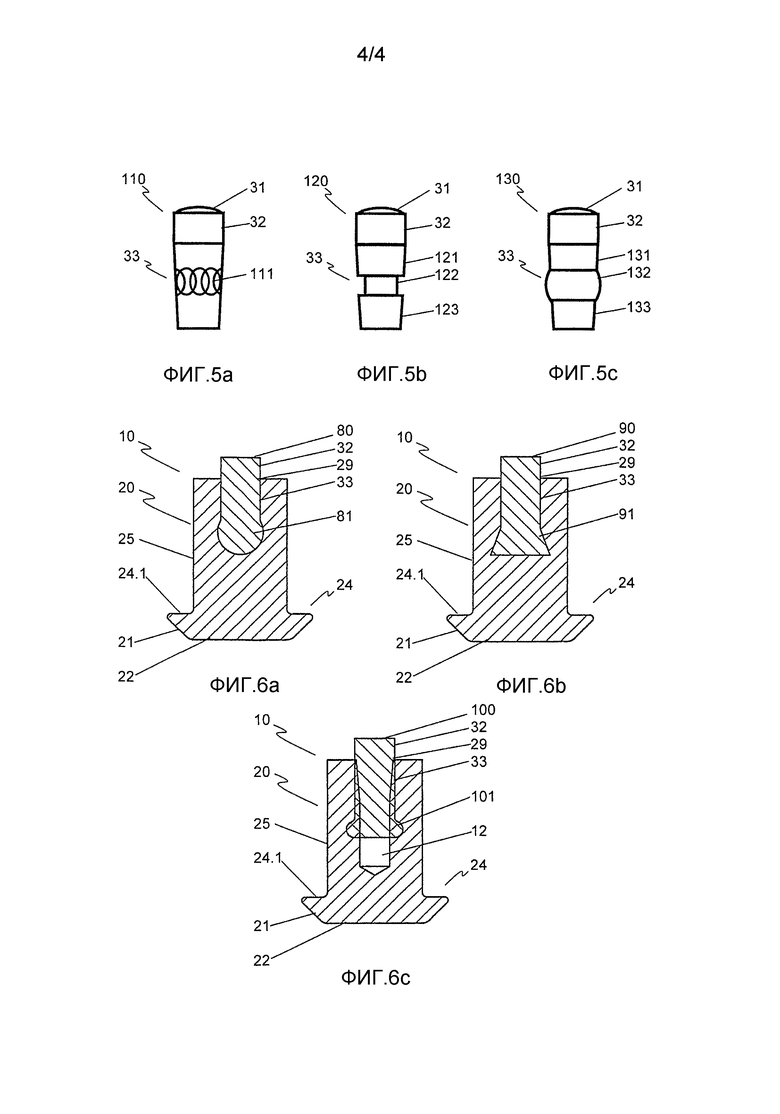
На Фиг. 5а-с показаны в качестве примера изнашиваемые штифты 110, 120, 130 для удерживания с силовым и геометрическим замыканием в опорной части 20. Изнашиваемые штифты 110, 120, 130 имеют для этого по существу конически сужающийся хвостовик 33 для соединения с силовым замыканием с опорной частью 20. Дополнительно к этому, на хвостовиках 33 предусмотрены выемки или утолщения, которые при заделывании в опорную часть 20 образуют поднутрение и тем самым обеспечивают дополнительное соединение с геометрическим замыканием между изнашиваемыми штифтами 110, 120, 130 и опорными частями 20. В многоступенчатом процессе выдавливания можно за счет выполненного в ранней стадии выдавливания процесса запрессовки изнашиваемого штифта 110, 120, 130 в сформированное перед этим в опорной части 20 гнездо 29 создавать геометрическое замыкание между изнашиваемым штифтом 110, 120, 130 и опорной частью 20, в то время как в последующем процессе выдавливания контур соответствующего изнашиваемого штифта 110, 120, 130 окружается материалом соответствующей опорной части 20 и создается дополнительное геометрическое замыкание. При этом уже в процессе запрессовки вызывается определенное течение окружающего материала опорной части 20, что приводит к предпочтительному остающемуся упрочнению материала, соответственно, к уплотнению материала в поверхности гнезда 29.
На Фиг. 5а показан девятый изнашиваемый штифт 110, у которого в конически проходящем хвостовике 33 предусмотрены круговые тиснения, в которые при выдавливании проникает материал опорной части 20. В показанном на Фиг. 5b десятом изнашиваемом штифте 120 предусмотрена окружная канавка 122 между конически сужающейся верхней зоной 121 хвостовика и другой конически сужающейся в продолжение верхней зоны 121 хвостовика нижней зоной 123 хвостовика, которая в процессе выдавливания заполняется материалом опорной части 20. В противоположность этому, в показанном на Фиг. 5с одиннадцатом изнашиваемом штифте 130 между проходящей конически верхней зоной 131 хвостовика и конически сужающейся в продолжение верхней зоны 131 хвостовика нижней зоной 133 хвостовика предусмотрен выпуклый выступ 132, который проходит вокруг хвостовика 33. Конические зоны 131, 133 хвостовика и выпуклый выступ 132 заделываются в опорную часть 20, так что и в этом случае возникает соединение с силовым замыканием вдоль конических зон 131, 133 хвостовика и соединение с геометрическим замыканием на выпуклом выступе 132.
На Фиг. 6а-е показаны в разрезе шипы для защиты от проскальзывания с соединением с геометрическим замыканием между опорной частью 20 и изнашиваемым штифтом 80, 90, 100. При этом опорная часть 20 в простом варианте выполнения выполнена без показанной на Фиг. 1 утолщенной концевой части 26.
На Фиг. 6а показано соединение с геометрическим замыканием между опорной частью 20 и показанным на Фиг. 4е шестым изнашиваемым штифтом 80. Хвостовик 33 с шаровидной концевой частью 81 полностью окружается за счет процесса деформации при выдавливании, так что изнашиваемый штифт 80 надежно удерживается в опорной части 20 за счет образующейся между шаровидной концевой частью 81 и цилиндрической зоной хвостовика 33 поднутрения.
На Фиг. 6b показано соответствующее соединение с геометрическим замыканием между опорной частью 20 и показанным на Фиг. 4f седьмым изнашиваемым штифтом 90. Здесь также хвостовик 33 с шаровидной концевой частью 33 полностью окружается деформированной опорной частью во время процесса выдавливания, и создается соединение с геометрическим замыканием.
В показанных на Фиг. 6а и 6b примерах выполнения гнезда 29 формируются с помощью соответствующего изнашиваемого штифта 80, 90 в качестве инструмента при выдавливании. Это обеспечивает то преимущество, что изнашиваемые штифты 80, 90 без включений воздуха полностью окружаются деформируемой соответствующей опорной частью 20. При этом вытесняемый изнашиваемыми штифтами 80, 90 материал опорной части 20 с помощью пресса выдавливания прессуется в желаемую конечную форму опорной части 20.
На Фиг. 6с показано соединение с геометрическим замыканием между опорной частью 20 и показанным на Фиг. 4f восьмым изнашиваемым штифтом 100. При этом под восьмым изнашиваемым штифтом 100 образовано полое пространство 12. Восьмой изнашиваемый штифт 100 удерживается с геометрическим замыканием в опорной части 20 за счет окруженного деформированной опорной частью 20 окружного утолщения 101.
Для реализации показанного примера выполнения в многоступенчатом процессе выдавливания с помощью отдельного инструмента сначала формируют в опорной части 20 выемку 29. Затем восьмой изнашиваемый штифт 100 в последующей стадии процесса выдавливания запрессовывают в гнездо 29, при этом одновременно задается наружная форма удерживающего участка 25 опорной части 20. Выемка 29 выполняется в своей продольной длине больше запрессовываемого в нее хвостовика 33 восьмого изнашиваемого штифта 100. Возникающее за счет этого под восьмым изнашиваемым штифтом полое пространство обеспечивает продвижение изнашиваемого штифта 100 при нагрузке в поверхности шины, например, при высоком осевом давлении на изнашиваемый штифт 100 или при износе верхнего края опорной части 20.
Таким образом, непосредственное заделывание изнашиваемого штифта 30, 40, 50, 60, 70, 80, 90, 100, 110, 120, 130 во время процесса выдавливания обеспечивает возможность, не обязательно, предусмотрения полого пространства 12 под изнашиваемым штифтом 30, 40, 50, 60, 70, 80, 90, 100, 110, 120, 130 или полного окружения изнашиваемого штифта 30, 40, 50, 60, 70, 80, 90, 100, 110, 120, 130 в зоне хвостовика материалом деформируемой опорной части. За счет этого можно оказывать влияние на свойства шипа для защиты от проскальзывания и на его ожидаемый срок службы.
В противоположность показанным на Фиг. 6а-с примерам выполнения, в показанной на Фиг. 1 конструкции первый изнашиваемый штифт 30 удерживается в опорной части с помощью прессовой посадки лишь за счет силового замыкания. Для этого в процессе выдавливания конически сужающийся хвостовик 33 изнашиваемого штифта 30 запрессовывается в также конически проходящее гнездо 29.
Процесс выдавливания приводит технологически к течению материала, что показывают видимые в выполненных структурных микрофотографиях линии течения. Линии течения являются специфичными для выбранного хода выполнения процесса. Так, запрессовка изнашиваемого штифта 30, 40, 50, 60, 70, 80, 90, 100, 110, 120, 130 в сформированное ранее гнездо 29 во время ранней стадии процесса выдавливания приводит к определенному течению материала опорной части 20с соответствующими линиями течения. За счет другого процесса выдавливания, например, для создания геометрического замыкания, линии течения имеют другое прохождение, чем без предшествующего процесса запрессовки. За счет подходящего управления процессами течения можно оказывать влияние на обусловленное деформацией упрочнение и уплотнение материала. Так, в нескольких особенно нагружаемых механически зонах опорной части 20 можно вызывать упрочнение материала. Примером этому является запрессовка изнашиваемого штифта 30, 40, 50, 60, 70, 80, 90, 100, 110, 120, 130 во время одной из стадий процесса выдавливания с соответствующим упрочнением материала в зоне стенки гнезда.
Существенное преимущество способа по сравнению с последующей запрессовкой изнашиваемого штифта 30 в готовую часть 20 состоит в возможности создания, наряду с силовым замыканием, геометрического замыкания. Это обеспечивает дополнительные возможности в выполнении шипа 10 для защиты от проскальзывания. Так, можно уменьшать длину хвостовика 33 изнашиваемого штифта 30, 40, 50, 60, 70, 80, 90, 100, 110, 120, 130 и тем самым всего шипа 10 для защиты от проскальзывания, поскольку за счет геометрического замыкания достигается достаточно стойкое к нагрузке соединение между изнашиваемым штифтом 30, 40, 50, 60, 70, 80, 90, 100, 110, 120, 130 и опорной частью 20 также при более короткой длине хвостовика 33.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШИП ДЛЯ ЗАЩИТЫ ОТ ПРОСКАЛЬЗЫВАНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ШИПА ДЛЯ ЗАЩИТЫ ОТ ПРОСКАЛЬЗЫВАНИЯ | 2014 |
|
RU2617904C2 |
| КРЕПЛЕНИЕ ШИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2481196C1 |
| Прибор для изготовления застежек для одежды, обуви и т.п. штампованием из металлической ленты | 1931 |
|
SU31278A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| ЭЛЕМЕНТ ОКОННОЙ ИЛИ ДВЕРНОЙ ФУРНИТУРЫ | 2012 |
|
RU2584112C2 |
| Способ прошивной запрессовочной установки трубчатого элемента детали и устройство для его осуществления | 1990 |
|
SU1838072A3 |
| ШТИФТ ПРОТИВОСКОЛЬЖЕНИЯ | 2010 |
|
RU2497688C1 |
| ШАРНИРНОЕ УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОГО ТРАНСПОРТНОГО СРЕДСТВА | 2013 |
|
RU2631892C2 |
| ВЫБРАСЫВАТЕЛЬ ИЛИ ВЫБРАСЫВАЮЩИЙ УЗЕЛ ДОРОЖНО-ФРЕЗЕРНОЙ МАШИНЫ ИЛИ Т.П. | 2010 |
|
RU2491383C2 |
| ЩЕТОЧНОЕ УПЛОТНЕНИЕ | 2002 |
|
RU2293237C2 |
Изобретение относится к машиностроению и может быть использовано при изготовлении конструктивных элементов, состоящих из первой детали, выполненной ротационно-симметричной, и по меньшей мере одной второй детали. Вторую деталь по меньшей мере частично запрессовывают в первую деталь в процессе прессования выдавливанием с заполнением формы второй детали материалом первой детали. Получают соединение деталей с силовым и/или геометрическим замыканием. При этом материал первой детали, вытесненный второй деталью, прессуют в конечную форму. В результате обеспечивается повышение качества полученных конструктивных элементов. 6 з.п. ф-лы, 6 ил.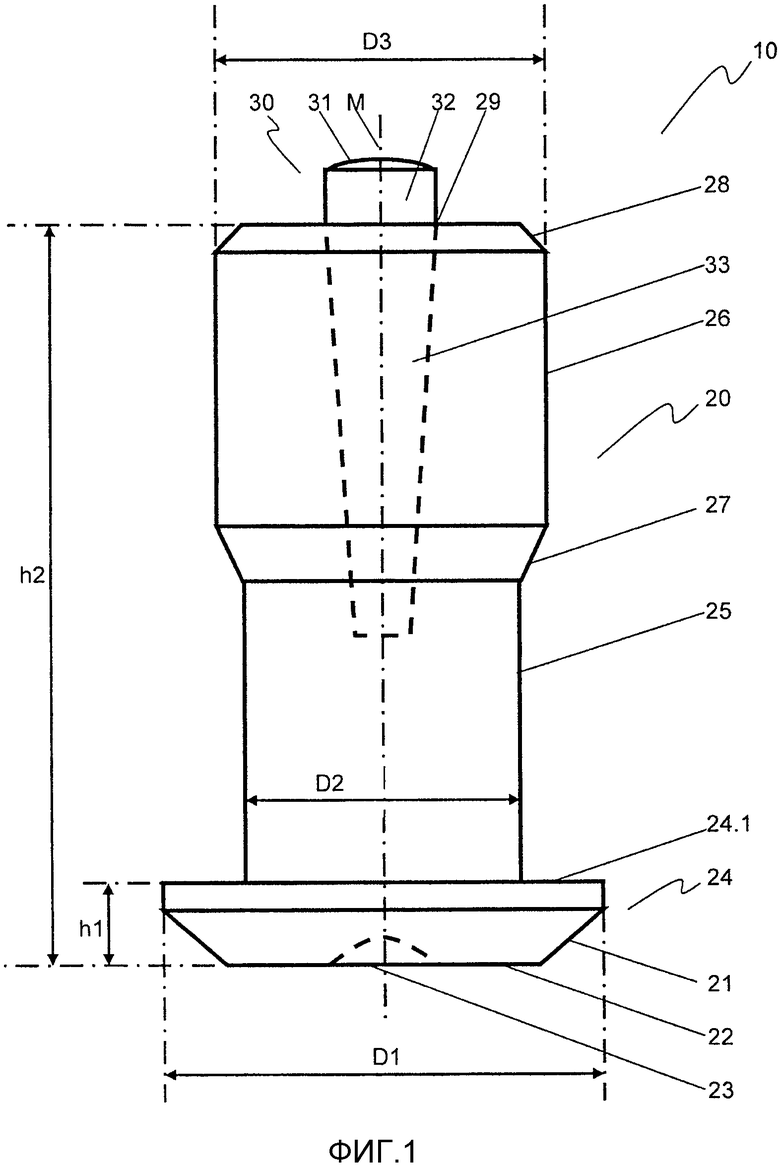
1. Способ изготовления конструктивного элемента, состоящего из первой детали, выполненной ротационно-симметричной, и по меньшей мере одной второй детали, соединенной с первой с силовым и/или геометрическим замыканием,
отличающийся тем, что
вторую деталь по меньшей мере частично запрессовывают в первую деталь в процессе прессования выдавливанием с заполнением формы второй детали материалом первой детали для получения соединения между ними с силовым и/или геометрическим замыканием,
при этом материал первой детали, вытесненный второй деталью, прессуют в конечную форму первой детали.
2. Способ по п. 1, отличающийся тем, что более твердую вторую деталь, в частности изготовленную из твердого сплава или керамики, запрессовывают в более мягкую первую деталь, в частности выполненную из алюминия, стали, латуни или материала, имеющего возможность выдавливания.
3. Способ по п. 1 или 2, отличающийся тем, что обеспечивают одноступенчатый или многоступенчатый процесс прессования выдавливанием, в котором вторую деталь запрессовывают в первую деталь, а первую деталь прессуют в конечную форму.
4. Способ по п. 3, отличающийся тем, что обеспечивают многоступенчатый процесс прессования выдавливанием, в котором конечную форму первой детали создают по меньшей мере в двух следующих друг за другом стадиях процесса, а вторую деталь запрессовывают в первую деталь в одной из стадий процесса.
5. Способ по п. 1, отличающийся тем, что в одной стадии процесса вторую деталь запрессовывают в сформированное в предыдущей стадии процесса в первой детали гнездо.
6. Способ по п. 1, отличающийся тем, что вторая деталь имеет в окруженной деформированной первой деталью зоне по меньшей мере один участок с измененным размером и/или контуром поперечного сечения, причем вторая деталь с помощью образованного поднутрения удерживается с геометрическим замыканием в первой детали.
7. Способ по п. 1, отличающийся тем, что соединяют первую деталь в виде опорной части (20) со второй деталью в виде изнашиваемого штифта (30, 40, 50, 60, 70, 80, 90, 100, 110, 120, 130) с получением шипа (10) для защиты шины от проскальзывания.
| SU 474419 A, 24.09.1975 | |||
| Способ неразъемного соединения деталей | 1989 |
|
SU1697973A1 |
| JP 60006240 A, 12.01.1985 | |||
| Устройство для внутрипочвенного внесения жидких удобрений | 1988 |
|
SU1604208A2 |
| US 4419804 A, 13.12.1983. | |||

