Изобретение относится к области технологической обработки материалов, в частности к лазерной обработке материалов, и может быть использовано для наплавки металлических покрытий при изготовлении инструментов и деталей технологической оснастки.
Известен способ лазерной наплавки, включающий воздействие лазерного излучения на порошки быстрорежущей стали с последующим отжигом, закалкой и отпуском послойно нанесенных на заготовку деталей (патент РФ №2032513 по кл. В23K 26/00 от 10.04.1995 г.).
Недостатками данного способа являются сложность и длительность технологического процесса лазерной наплавки и ограниченные площади зоны обработки.
Известен также способ лазерной обработки поверхностного слоя деталей, включающий воздействие лазерным излучением поверхности обрабатываемого изделия (патент РФ №1764904 по кл. В23K 26/00 от 30.09.1992 г.).
В данном патенте используется одновременное воздействие поверхности изделия лазерным лучом и локализованным в зоне обработки дуговым разрядом, возбуждаемым между деталью и электродом.
Данный способ позволяет увеличить площадь зоны обработки и равномерность глубины проплавления, однако использование дугового разряда между деталью электродом предусматривает синхронное модулирование мощности дугового разряда со сканированием лазерного луча, синхронное колебание электрода со сканированием лазерного луча и синхронное изменение расстояния между электродом и пятном воздействия лазерного луча на поверхность детали.
Это усложняет технологию лазерной обработки поверхностного слоя, снижает производительность процесса обработки и ограничивает возможности расширения площади зоны обработки.
Известен способ лазерной наплавки, включающий нагревание локализованного участка подложки при помощи лазера, формирование ванны расплава из порошкового материала и подачу его на подложку, перемещение подложки относительно лазерного луча (патент РФ №2228243 по кл. В23K 26/34 от 10.05.2004 г.).
Недостатком данного способа являя.тся ограниченные возможности расширения площади зоны наплавки.
Наиболее близким решением по совокупности существенных признаков является способ лазерной наплавки металлических покрытий, включающий нанесение на обрабатываемую поверхность присадочного материала и последующее облучение сфокусированным лучом лазера путем сканирования его по обрабатываемой поверхности, при этом сканирование осуществляют по круговой траектории (патент РФ №2366553 по кл.В23K 36/34 от 20.01.2009 г.).
При этом сканирование по круговой траектории осуществляют лазерным лучом диаметром d, меньшим диаметра D вращения луча лазера, а диаметр вращения луча лазера меньше следующего соотношения: (2Р/2πλТ+2αd), где Р - мощность лазерного излучения; λ - теплопроводность материала заготовки; Т - температура плавления присадочного материала; α - коэффициент, зависящий от шага перемещения луча; d - диаметр лазерного луча.
Указанные зависимости позволяют определить условия лазерной наплавки, направленные на повышение прочностных свойств материала наплавленного слоя за счет снижения в нем количества пор.
Недостатками данного способа являются ограниченные возможности расширения площади наплавки, относительно низкая производительность процесса наплавки и недостаточная прочность наплавленного слоя.
Задача, на решение которой направлено заявленное изобретение, заключается в повышении производительности процесса наплавки, расширении площади наплавки и повышении прочностных свойств наплавленного слоя.
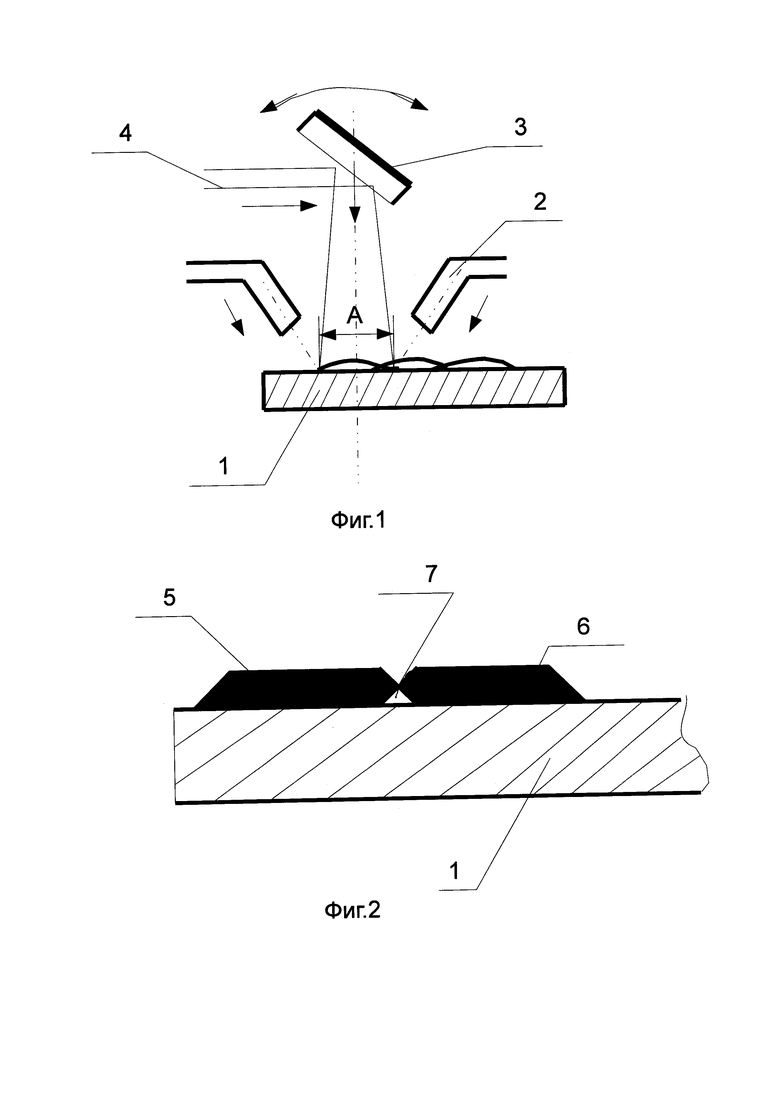
Поставленная задача решается за счет того, что в способе лазерной наплавки металлических покрытий, включающем подачу порошкообразного присадочного материала на поверхность заготовки и облучение сканирующим лучом лазера зоны подачи присадочного материала, сканирование лазерного луча осуществляют в направлении, перпендикулярном направлению перемещения луча или заготовки с частотой лазерного луча f=3÷600 Гц и амплитудой сканирования А=(3÷30) d, где d - диаметр лазерного луча.
На фиг.1 представлена иллюстрация способа лазерной наплавки, порошкообразного присадочного материала, 3 - зеркало для сканирования лазерного луча 4 (лазер условно не показан).
На фиг.2 представлена иллюстрация двух наплавленных с перекрытием участков, где 5 и 6 - наплавленные участки, 7 - зона перекрытия участков.
Способ лазерной наплавки металлических покрытий осуществляется следующим образом.
При помощи элементов 2 осуществляется подача порошкового присадочного материала на заготовку и облучение лазерным лучом зоны, на которую осуществлялась подача присадочного материала. При этом частота лазерного луча f=3÷600 Гц, амплитуда сканирования А=(3÷30) d, где d - диаметр лазерного луча при удельной плотности энергии излучения лазера 25-75 Вт⋅с/мм2.
Указанные режимы обеспечивают минимально допустимое значение величины перекрытия, ибо повышенное значение величины перекрытия приводит к выгоранию легирующих элементов и снижению твердости углерода, что в конечном итоге ухудшает прочностные свойства наплавленного слоя.
Указанный диапазон частоты лазерного луча и амплитуды сканирования дают возможность расширить площадь наплавки и повысить производительность процесса лазерной наплавки металлических покрытий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2017 |
|
RU2684176C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СЦЕПЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ СО СТАЛЬНОЙ ПОВЕРХНОСТЬЮ | 2016 |
|
RU2616436C1 |
| СОСТАВ ШИХТЫ ДЛЯ ШЛИКЕРНЫХ ПОКРЫТИЙ | 2015 |
|
RU2607278C2 |
| СПОСОБ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ВОЛОКОН ИЗ ТУГОПЛАВКИХ МАТЕРИАЛОВ | 2015 |
|
RU2577260C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСОСТОЙКОСТИ ПОКРЫТИЯ | 2016 |
|
RU2644440C1 |
| СОСТАВ ПОРОШКООБРАЗНОЙ ШИХТЫ ДЛЯ НАПЛАВКИ | 2015 |
|
RU2601839C2 |
| СОСТАВ СВЕТОПОГЛОЩАЮЩЕГО ПОКРЫТИЯ | 2015 |
|
RU2583184C1 |
| СПОСОБ ТРЕХСТАДИЙНОЙ ЛАЗЕРНОЙ НАПЛАВКИ | 2020 |
|
RU2736126C1 |
| СПОСОБ ЗАКАЛКИ ПОВЕРХНОСТНЫХ СЛОЕВ ПЛОСКИХ ДЛИННОМЕРНЫХ СТАЛЬНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2449028C1 |
| СПОСОБ УПРОЧНЕНИЯ РЕЗЬБЫ | 2013 |
|
RU2545473C1 |
Изобретение относится к способу лазерной наплавки металлических покрытий и может быть использовано при изготовлении инструментов и деталей технологической оснастки. Способ включает подачу порошкообразного присадочного материала на поверхность заготовки и облучение сканирующим лучом лазера зоны подачи присадочного материала. Сканирование лазерного луча осуществляют в направлении, перпендикулярном направлению перемещения луча или заготовки, с частотой лазерного луча f=3-600 Гц и амплитудой сканирования А=(3-30) d, где d - диаметр лазерного луча. Технический результат заключается в расширении площади наплавки и повышении прочностных свойств наплавленного слоя. 2 ил.
Способ лазерной наплавки металлических покрытий, включающий подачу порошкообразного присадочного материала на поверхность заготовки и облучение сканирующим лучом лазера зоны подачи присадочного материала, отличающийся тем, что сканирование лазерного луча осуществляют в направлении, перпендикулярном направлению перемещения луча или заготовки, с частотой лазерного луча f=3 - 600 Гц и амплитудой сканирования A=(3 - 30)d, где d - диаметр лазерного луча.
| СПОСОБ НАПЛАВКИ ПОВЕРХНОСТИ ЛУЧОМ ЛАЗЕРА | 2007 |
|
RU2366553C2 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ НАПЛАВКИ | 1996 |
|
RU2104135C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2509640C1 |
| СПОСОБ ГАЗОПОРОШКОВОЙ ЛАЗЕРНОЙ НАПЛАВКИ С ДВУХСОПЛОВОЙ ПОДАЧЕЙ ПОРОШКА | 1996 |
|
RU2100479C1 |
| JP2012125772A, 05.07.2012 | |||
| US2011220621A1, 15.09.2011 | |||
| US4814575A, 21.03.1989. | |||

